самодельные станки для холодной ковки дома и не только, размеры устройств, из тисков и профильных труб, для гибки арматуры, квадрата, полосы
Станок для холодной ковки PROMA Gnutik 0005
Гнутик предназначен для гибки прутков и трубок под радиус или заданный угол, является одним из основных инструментов при выполнении холодной ковки. Данная статья посвящена изготовлению устройства своими руками.
Станки для холодной ковки, инструменты и приспособления
При изготовлении различных изделий и элементов по технологии холодной ковки используется набор ручных или электрических агрегатов, а также инструменты и приспособления.
В перечень ручных мехханизмов входит вышеупомянутый гнутик, а также улитка, волна, твистер, глобус (объемник), фонарик. Каждый механизм используется для производства определенных элементов. Станки возможно сделать самостоятельно, так как они обладают не слишком сложным строением, или купить механизмы заводской сборки.
Станок типа улитка PROMA. Фото ВсеИнструменты.ру
Инструменты и приспособления в большинстве случаев производятся каждым мастером самостоятельно.
Наличие всего необходимого оснащения позволяет реализовывать проекты холодной ковки своими руками.
Самодельный гнутик для ковки арматуры и других материалов дома, как сделать из тисков, профильной трубы, подшипников и не только, размеры, видео
Далее представлены обзоры самостоятельного производства устройства для гибки, делаем механизмы своими руками.
Самодельный разборный гнутик для холодной ковки из обычного и каленого металла с размерами всех частей устройства
Мастер демонстрирует готовый станок, выполняется гибка полосы 4 см.
- Механизм выполнен из металла толщиной 10 мм., валики – из каленого металла, крепление и фиксация осуществляется с помощью болтов.
- Размеры: ширина – 120, длина – 210 мм., диаметр трех валов, один из которых с насечками – 30 мм.
- С нижней стороны приварены две щечки, толщина которых 10 мм.
 , диаметр и высота вала – 60 и 40 мм. соответственно.
, диаметр и высота вала – 60 и 40 мм. соответственно.
 , диаметр и высота вала – 60 и 40 мм. соответственно.
, диаметр и высота вала – 60 и 40 мм. соответственно.Есть проблема: мягкий металл, нужна высокоуглеродистая сталь, либо каленые части.
Гнутик из каленого металла, чертеж и размеры устройства, сборка своими руками
Мастер демонстрирует подробный чертеж устройства на бумаге. Все элементы станка: пластины, болты и валы – выполняются из каленого металла, их производство заказывается у специалистов. Данный станок является усовершенствованной модификацией устройства из предыдущего ролика.
Размеры всех элементов прописываются и оговариваются, исполнитель объясняет, какое строение имеет станок, каким образом выполняется крепление деталей.
Демонстрируется каркас станка, сваренный из трех элементов и объясняется процесс дальнейшей сборки устройства.
Самодельный гнутик со съемными роликами для гибки полосы, квадрата, профиля
Важная особенность! Данное приспособление позволяет гнуть парные заготовки для симметричных изделий.
Механизм позволяет проводить гибку заготовок разной формы и сечения, является незаменимым инструментом для кузнеца.
С помощью съемных роликов выполняется гибка двух 12-ых и 14-ых квадратов, полосы 25 на 4. В результате получаются заготовки полукруглой формы.
Разделы: Приспособления для холодной ковки, Станки холодной ковки
Гнутик для холодной ковки своими руками чертежи, схемы
Горячая ковка известна человеку с той поры, как он начал обрабатывать и применять в собственной жизни металлы.
Чтобы постичь классическое кузнечное дело, необходимо было долго учиться и покупать навык. Изделия кузнеца получались очень трудоемкими и уникальными, это несомненный плюс для художественного искусства и так же неоспоримый минус там, где необходимо очень много похожих изделий.
Холодная ковка
Этих недостатков ковки горячего типа, как:
- большая сложность,
- большие требования к квалификации мастера,
- невысокая повторяемость изделий.
Минусов лишен метод холодной ковки. Он построен на свойстве металлов менять в конкретных пределах собственную форму под влиянием механического усилия. Технология применима к пруткам круглого и квадратного сечения, полосе из металла, трубам и прокату разного профиля. Несколько базовых операций, например, как
- изгиб заготовки под заданным углом и по заданному радиусу,
- формирование завитков и спиралей,
- скручивание одной или нескольких заготовок по продольной оси
и комбинация получившихся деталей дает прекрасную возможность создавать кружевные ограды, альтанки, скамейки, декоративные элементы и домашней посуды в разумные сроки и по подходящей цене, в несколько раз, а то и намного меньше, чем во время использования ковки горячего типа.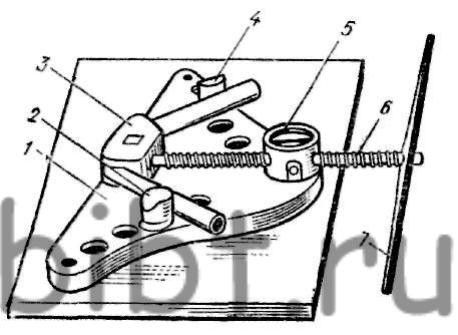
Более того все детали будут совсем похожими по размеру и форме, что очень важно при формировании из них узоров и орнаментов.
Для получения важных элементов применяют специализированные станки.
- Гнутик — один из очень востребованных. Он дает возможность сгибать пруток под заданным углом и по заданному радиусу, в том числе и в виде волны.
- Улитка служит для завинчивания конца прутка или трубы в спираль
- Торсион предназначается для сворачивания прутка вдоль его продольной оси.
Если предполагается выпуск больших серий изделий — то понадобится станок товарного производства. Он обладает большой производительностью, достаточным ресурсом, снабжен электрическим приводом достаточной мощности, соединяя в себе гнутик, улитку и торсион. Передовые изготовители оборудуют собственные агрегаты полуавтоматическими приставками, и роль работника сводится к установке необходимой оправки, закреплению заготовки и запуску программы. Система сама изменяет скорость подачи, силу прижима формующего ролика, начало и завершение формовки.
Система сама изменяет скорость подачи, силу прижима формующего ролика, начало и завершение формовки.
Если же вы запланировали для начала просто ознакомиться с технологией холодной ковки, потрогать руками, то устройство начального уровня можно выполнить своими руками, сэкономив существенные суммы, потому как промышленные агрегаты приближаются по стоимости к автомобилю.
Станок гнутик
Одна из несложных конструкций самодельного гнутика состоит из таких частей:
- Массивное основание с пазом.
- Подвижный упор, перемещаемый по пазу зубчато-винтовым механизмом
- Два недвигающихся упора-прижима, закрепленные на основании.
Валики на недвигающихся упорах делаются сменными, чтобы иметь шанс выгибать прутья и трубы под различными углами и радиусами. На подвижном упоре также крепится сменный валик или клин, в зависимости от необходимой формы изгиба.
Пока еще прямую заготовку зажимают неподвижными упорами и, вращая привод зубчато-винтового механизма гнутика, подводят к ней подвижный упор — клин или ролик.
Сделать гнутик для холодной ковки собственными руками вполне возможно, достаточно точно следовать чертежу, выполняя размеры и припуски.
Трудности в мастерской дома могут появиться с фрезерованием очень прочной стали и со сверлением в ней отверстий.
Если данного оборудования в мастерской пока нет, лучше расположить заказ на весомые части гнутика на производстве — дрелью и лобзиком подобную работу будет не выполнить.
Соединение и покраска деталей
Для сборки деталей в желаемую конструкцию нужно рассчитать ровное свободное место — на полу или на столе, в зависимости от размеров. Заготовки лучше подвергнуть пескоструйной отделке, чтобы снять потенциальную ржавчину и почистить поверхность перед сваркой и покраской. Пескоструйный аппарат можно еще сделать без посторонней помощи из отслужившего собственное баллона с газом, пары патрубков и кранов.
После пескоструйной обработки детали разлаживаются на сборочной площадке. Для облегчения работы можно применять бруски-подкладки. После того, как части расположены, необходимо проверить еще раз соответствие их расположения чертежу. Дальше, зафиксировав основные конструкционные элементы струбцинами, точечной сваркой нужно захватить их друг к другу. В последний раз проверив размеры, углы и обоюдное расположение, приступаем к проварке всех необходимых швов.
После сварки требуется почистить окалину проволочными щетками, закрепленными в дрели, а в местах куда сложно добраться и ручным способом. Конструкция готова к окрашиваемым работам. В зависимости от подобранных грунтов и завершальной краски, а еще от способа нанесения, сборку кладут на прокладочные бруски или прикрепляют вертикально временными упорами.
Конструкции с большой плотностью деталей комфортно покрывать краской из распылителя краски, для редкой решётки Для снижения потерь краски придется вооружиться кисточкой.
Изделия, изготовленные методом холодной ковки
Методом холодной ковки делают очень разные изделия. Это, в первую очередь детали решёток и оград — как сами прутья, так и поперечины, навершия, украшения. С расстояния в пару метров ее тяжело отличить от кованой решётки. Любую решётку оживят завитки и спирали, складные в необычные узоры и орнаменты. Обыкновенный забор, аналогичным образом, помимо утилитарного назначения приобретает еще и художественную ценность. Чтобы это сделать будут нужны гнутик, улитка и торсион.
Прекрасно выглядят на территории возле дома кованые стойки для фонарей, лестничные ограждения для мостиков через пруды, выступы крыши и крылечки, столики и скамейки. Да и саму альтанку хорошо сделать из кованого прутка. Неожиданную для сурового металла воздушность и легкость дадут ей завитки и спирали, а витые опоры выделят стремление ввысь.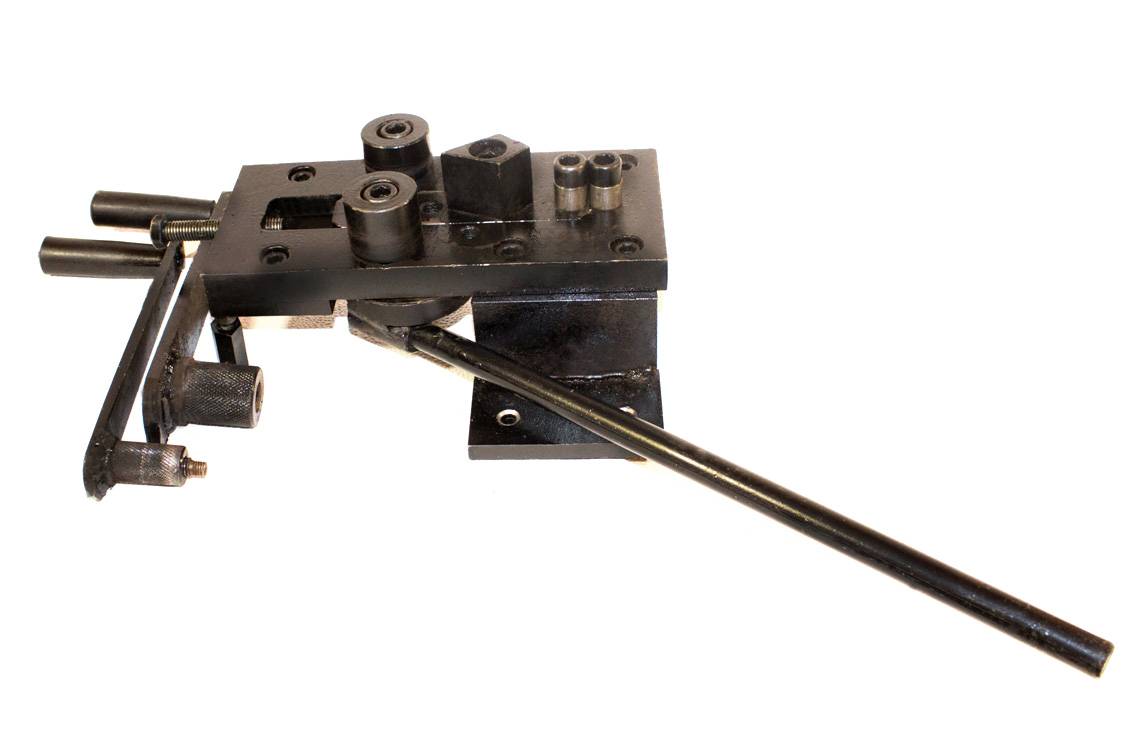
Очень популярны сегодня и кованые мангалы, также восполняющие домашнее назначение эстетическим впечатлением. Собственно мангал теряется среди выступа крыши, узорчатых стенок и опор, украшенной завитками крыши.
Также очень востребованы детали балюстрад, лестничных ограждений и балконов. Тут также повсеместно используются завитки и спирали, причем не только как украшение, но и как конструкционный компонент. Очень уместно смотрится смотанная вдоль продольной оси балясина, а угловые опоры часто выполняют из нескольких прутьев, смотанных вместе. Также на торсионном станке делают т.н. «фонарик»- несколько изогнутых спиралью прутьев, скреплённых концами методом сварки.
Следующая область использования холодной ковки – предметы декора помещений и мебели. Ручки для двери и шпингалеты, каминные инструменты и вешалки, стойки для зонтов и карнизы для штор и портьер-здесь повсеместно применяются малые завитки и закрученные прутья.
Мебель делают как садовую, не боящуюся осадков и смены сезонов, так и домашнюю, комбинируя металл с деревом и тканью.

Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Инструмент для холодной ковки металла своими руками
Станок для холодной ковки металла, чертежи оборудования
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Производство фигурных элементов
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать самодельные станки и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки. Научиться создавать красивые вещи своими руками просто, достаточно получить минимальные навыки по работе с арматурой и листовым материалом.
Что такое холодная ковка
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка». Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.
К положительным свойствам станка-твистера «улитка» относятся следующие факторы: оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля. Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт. Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
- каркас из металлического уголка и швеллера или трубы с толстыми стенками;
- столешница из двух круглых стальных плит толщиной более 4 мм;
- основной вал, закрепленный в центральной части станка между кругами столешницы с помощью согнутых под прямым углом треугольников. Для вала можно использовать толстостенную трубу;
- рычаг для сгибания прутка, закрепленный к валу кольцом.
 Для вала можно использовать толстостенную трубу;
Для вала можно использовать толстостенную трубу;Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя. Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой. Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
Монтаж деталей «улитки»
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
«Гнутик» в качестве приспособления
В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла.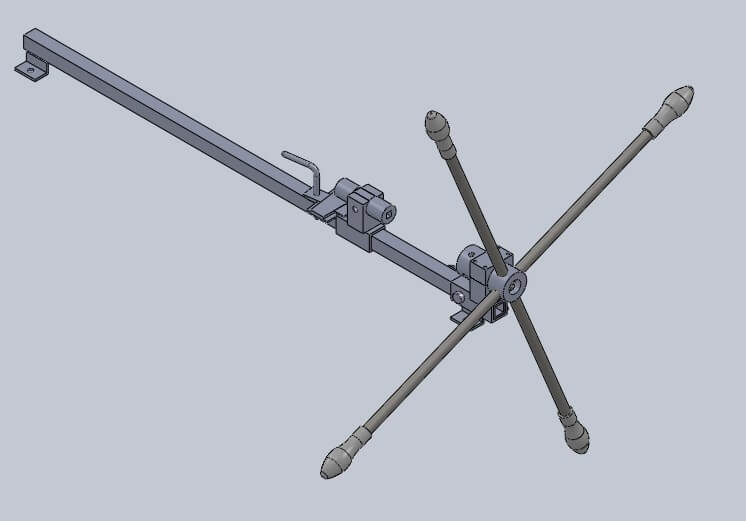 Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
 youtube.com/embed/D3shTEE_cZw»/>
youtube.com/embed/D3shTEE_cZw»/>
Кузнечное оборудование: станок для холодной ковки своими руками
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
Приспособление «Гнутик»
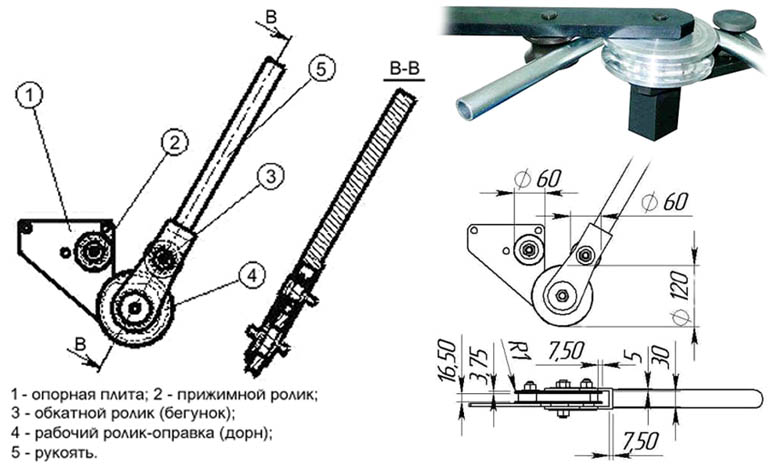
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео: как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.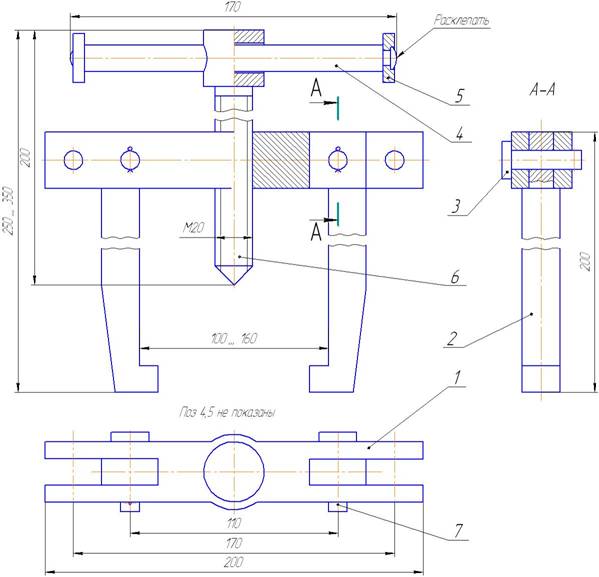
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Станок для изготовления «гусиной лапки»
Приспособления для ковки «гусиных лапок»
Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Самодельные приспособления и станки для холодной ковки
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т. п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Так выглядит торсион и одноименный станок
Так делают «фонарик»
Приспособление для холодной ковки улитка — для формирования завитков
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
Станок «Волна» — для формирования соответствующего рельефа
Станки для оформления концов прутков. В данном случае — гусиная лапка
В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
Технология холодной ковки своими руками
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.

Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Станки для холодной ковки
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Станок “улитка”
Изготовление основных узлов станка
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
Модули “улитки”
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.
После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
- Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
- Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
- Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.
- Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
- Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.
- Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».
- Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Самостоятельное изготовление станка для холодной ковки
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Видео по изготовлению станока для холодной ковки своими руками.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Видео обзор ручного станка для ковки металла
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Построение завитка для станка своими руками
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла должен быть умножен на расхождение витка;
- расхождение в стандартном варианте в основном берется равное 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать угол в 45 градусов;
- если есть необходимость построить шаблон, который будет иметь более плотную спирать, то следует прибавлять к величине радиуса 8ую часть (s) единичного расстояния от спирали;
- что касается r0, то он должен быть равен по величине поперечного сечения размера диаметра, которым обладает заготовка для спирали.
Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.
Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
- первостепенно определяется начальная точка r0;
- витки, которыми будет обладать шаблон, берутся произвольно, их количество может быть любым;
- используя табличные данные, следует произвести расчет поперечника (b), при этом следить за тем, чтобы он был меньшим по ширине в проеме под шаблон;
- пользуясь формулой, проводится расчет радиуса R;
- последний шаг – это перенос всех полученных точек в соответствии с масштабом, после чего можно приступать непосредственно к построению. В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.
Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.
Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля. Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
- Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
Видео инструкция
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Антенна «Гнутик» для 3G/4G — 3G-aerial
Предлагаемая вашему вниманию антенна «Гнутик» является одной из самых эффективных проволочных антенн для 3G/4G диапазонов, которую смело можно рекомендовать для повторения начинающим антенным DIY-шникам. При коэффициенте усиления более 13 dBi, ее полоса пропускания по критерию КСВ < 2 свободно перекрывает любой из используемых сейчас диапазонов, выделенных для 3G/4G мобильных сетей. На такое не способен классический Double Bi-Quad, а антенну Харченко приходится существенно модернизировать, чтобы сделать ее более широкополосной. Да и усиление у нее значительно меньше. Почему «Гнутик»? Ведь у нас почти любая проволочная антенна своего рода гнутик. Просто так сложилось. Автором антенны является com666 (он же автор антенны «Extended Batwing»). Антенна родилась в дискуссиях и спорах между «практиками» и «теоретиками» на форуме 4PDA и получила известность именно под именем «Гнутик». Здесь в сжатом виде приводятся уже готовые результаты этой дискуссии с добавлением привычного для нашего сайта онлайн-калькулятора.
Прототипом антенны послужила статья в журнале «Радио» №7 1979 г. «Многоэтажные антенны» авторства: Г. Борийчук, В.Булыч, В.Шелонин. Эта антенна была масштабирована и оптимизирована com666 в программе 4NEC2 для работы в диапазонах мобильного интернета. В результате получилось два варианта антенны: с треугольными и ромбическими вершинами. В этой статье подробно описан второй вариант, с ромбическими вершинами, который мы рекомендуем для повторения радиолюбителям.
Антенна размещается в жестяной коробке, размеры которой можно получить из калькулятора. Она играет роль рефлектора и по совместительству защищает антенну от атмосферных воздействий. Коробка закрывается любой подходящей радиопрозрачной пластиковой крышкой. Активный элемент «Гнутик» изготавливается из медной проволоки для электропроводки, крепится ко дну коробки на диэлектрических стойках и запитывается тонким пигтейлом, который в целях отсечки тока (симметрирования) прокладывается по одной из сторон «Гнутика» и выводится через точку нулевого потенциала, располагающуюся у одной из вершин антенны. Пигтейл можно приобрести готовый с F-коннектором на конце, который нужно закрепить внизу антенного короба. Второй коннектор просто удаляется. Длину пигтейла выбирайте по расчетам калькулятора ниже. Она равна общей длине провода «Гнутика» деленной на четыре плюс запас несколько сантиметров.
Чтобы согнуть этот «Гнутик», вспоминаем школьный курс геометрии, отмечаем на доске или куске фанеры оси абсцисс и ординат и размечаем точки из таблицы (h0-h5), вокруг которых нужно гнуть проволоку. Поскольку антенна симметрична относительно обеих осей, то даны координаты только пяти из 18-и необходимых точек (можно ограничится 10-ю точками выше оси x и гнуть антенну по половине). В эти точки забиваются гвозди без шляпок диаметром 1 мм, а в точках h0 и h2 (а также в их зеркальные двойники) — более толстые. Можно обмотать их изолентой для достижения нужного диаметра направляющей. Вокруг этих направляющих натягивается предварительно выпрямленный провод. Общий чертеж антенны:
На чертеже h0..h5 — направляющие, вокруг которых гнется провод, p0..p4 — точки изгибов по осям провода, l1..l5 — длины отрезков (с учетом изгибов). Координаты точек h0..h5, p0..p4, длины отрезков и размеры рефлектора рассчитываются в онлайн калькуляторе. Плоскостью вибратора считается плоскость проходящая через центральные оси проводов. Допускается применение провода ближайшего по диаметру. Например если калькулятор предлагает провод диаметром 1,6мм (2 мм2), то можно брать и провод диаметром 1,8 мм (2,5 мм2). Антенна имеет входное сопротивление 75 Ом и рассчитана на работу с более дешевыми 75-омными фидерами. Усиление не менее 13 dBi. На чертеже антенна имеет горизонтальную поляризацию, на фото выше — вертикальную. Как показывает практика, поляризацию антенны небходимо подбирать при установке, почему — можно посмотреть здесь и здесь. Мы рекомендуем на месте поэкспериментировать с ориентацией антенны — 0°, ±45°, 90° относительно вертикали по критерию силы сигнала и скорости.
ВВЕСТИ ДАННЫЕ:Исходный код Javascript:
Copyright ©2019 Valery Kustarev
Ограничения и особенности расчетов антенн
Калькулятор основан на моделях антенны «Гнутик» в HFSS. Вы можете их скачать архивом, в который добавлена оригинальная авторская модель гнутика для 4NEC2. Характеристики антенны для диапазона LTE1800 (band3) можно посмотреть на следующих изображениях:
Диаграмма направленности Гнутика секторальна. Главный лепесток сильнее сплюснут в вертикальной плоскости чем в горизонтальной, что обуславливает более легкую настройку антенны на базовую станцию несмотря на ее достаточно большое усиление. В сравнении с антенной Quados «Гнутик» имеет более простую схему симметрирования/согласования и позволяет использовать более дешевый 75-омный фидер. Кроме того, Quados имеет полосу пропускания по критерию КСВ < 2 недостаточную для 3G/4G диапазонов. Следует отметить принципиальное отличие между антенной Double Bi-Quad и прототипом «Гнутика» — многоэтажной антенной из журнала Радио. Это — разная фазировка питания второго этажа. К.П.Харченко в своей книге «Антенны УКВ» предлагал третий вариант — стек в два этажа из двух одиночных зигзагов, питаемых через сумматор/тройник. Среди специалистов не утихают споры о преимуществах и недостатках той или иной схемы. Что же. Пусть спорящие специалисты — «практики» и «теоретики» — рвут себе пуканы. В споре, как известно, рождается истина. Мы же предлагаем DIY-шникаим антеннщикам просто воспользоваться результатами этого спора, сказать спасибо com666, засучить рукава и начать гнуть «Гнутики», чтобы иметь быстрый интернет.
Ссылки по теме:
Вконтакте
Одноклассники
Мой мир
Холодная художественная ковка изделий из металла своими руками: инструменты и приспособления
Металлические кованые элементы в декоре, да и просто в хозяйстве, очень популярны из-за их красоты и прочности. Несколько выгнутых особым образом прутков легко превращаются оконную решетку или калитку. Причём для этого совершенно не нужна полноценная кузница, достаточно иметь несколько приспособлений.
1 Ковка без нагрева – достоинства и недостатки
Способов обработки металла существует довольно много, но большинство их требует применения технологий промышленного масштаба, в том числе прокат, штамповка, отливка, фрезеровальные и токарные работы. Вручную сталь можно формировать только ковкой, путем нагревания и обработки специальными инструментами. Как правило, для этого необходимо наносить сильные удары, но также используются техники вытягивания и скручивания. Горячая художественная ковка хороша тем, что при повышении температуры металл становится пластичным, и его критическая решетка деформируется, но не разрушается. Однако такая технология требует от мастера наличия ряда навыков и довольно большого опыта.
Гораздо проще получить нужную форму без нагрева, сгибанием или кручением. Но если при горячей ковке мы сможем в той или иной степени изменить форму даже крупной заготовки, если удастся её прогреть, то холодная обработка накладывает ограничения. Во-первых, используется металлопрокат, который достаточно легко поддастся приложенным усилиям. Обычно сгибанию до нужной формы подвергают прутки квадратного и круглого сечения до 15 миллиметров. При этом зачастую требуются специальные рычаги для увеличения мускульной силы. Во-вторых, сталь должна быть достаточно мягкой и пластичной, лучше всего годится для этой цели низкоуглеродистая не каленая. Определить подходящую можно, сравнивая появление искр при точении с таблицей.
Достоинство холодной ковки в том, что основные шаблоны для изгибания металла можно сделать в кратчайшие сроки, имея лишь сварочный аппарат и некоторое количество тех же прутков и металлических полос.
Правда, так мы сможем изготовить лишь простейшие упоры для получения гнутых декоративных элементов, закрученных из прутка по спирали. Для более сложных изделий нужны приспособления из нескольких взаимно подвижных узлов, которые также можно сделать своими руками. О них мы поговорим далее. К недостаткам можно отнести то, что при холодном сгибании металла нарушается его кристаллическая решётка, то есть в этом месте материал становится более ломким. Несколько изгибов на одном участке почти наверняка приведут к появлению микротрещин, поэтому испорченную заготовку, как правило, не переделывают.
2 Просто гнём металл – гнутик в помощь
В принципе, чтобы получить из прутка дугу с определённым радиусом, можно задействовать обычный трубогиб. Но иногда нужно получить угол около 90 градусов или даже острый. В этом случае понадобится специальное оборудование – гнутик. Как правило, данный станок, состоящий из двух неподвижных роликов и движущейся между ними планки с клином, ориентирован горизонтально. Центральный узел перемещается поступательно на закреплённом под основанием винте, при помощи воротка. Именно такое приспособление самостоятельно сделать достаточно сложно. Зато его можно заменить всего лишь двумя упорами. К примеру, двумя очень толстыми болтами, вкрученными в металлическую столешницу или толстую доску верстака. Вставляем пруток между ними, на один стержень делаем упор, через второй гнём, правда, исключительно «на глазок».
Более доступный для самостоятельного изготовления вариант станка – вертикальный. Узкая прямоугольная рама устанавливается на прочную массивную подставку, в ней жестко закрепляются два направляющих стержня с надетой на них станиной, в центре которой просверлено отверстие с резьбой. Такое же располагается соосно в верхней планке рамы. Далее через раму и станину вкручивается длинный вал с резьбой, на верхнем конце которого жёстко закреплён ворот.
К станине сбоку приваривается или прикручивается болтами, что гораздо удобнее, стальной клин. На боковых стойках рамы закрепляются на одном уровне по горизонтали два валика. Теперь, вращая винт, вы сможете опустить или поднять станину с клином, который будет увеличивать или ослаблять давление на уложенный между ним и валиками пруток. Съемный клин для гнутика, с несколькими дополнительными насадками разной формы, позволит вам менять угол сгиба металлической заготовки.
3 Делаем спирали – подготовка шаблона и освоение техники
Очень много элементов в холодной ковке основано на завитках. Так называется пруток, изогнутый по архимедовой спирали. Однако при этом готовые декоративные формы могут быть разными: улитки, волюты, червонки. Первые представляют собой подобие запятой, с одной стороны стержень свит в спираль, с другой – остаётся прямым. Второй тип имеет оба конца, закрученные в завитки в одну сторону. Третий же больше похож на латинскую букву S, то есть в спирали концы прутка загибают в разные стороны. Все эти готовые кованые изделия затем располагают в общем рисунке узора оконной решётки или металлической ограды, калитки или створки ворот.
Чтобы получить нужный завиток, делаем шаблон. Он может быть жестко закрепленным на основании, или же сложным, собранным из нескольких отдельных деталей. Первый вариант изготавливается достаточно просто. Для основания потребуется круглый или квадратный лист, размер которого зависит от величины шаблона (для начала лучше ограничиться маленьким). Далее берём несколько отрезков стержня с круглым сечением длиной до 3 сантиметров. Рисуем архимедову спираль и с внутренней её стороны отмечаем точки, где будут приварены вертикально обрезки прутка, которые сразу жёстко фиксируем несколькими прихваточными точками дуговой сварки.
Затем от центрального стержня начинаем приваривать к обрезкам прутка полосу толстого, не менее 3 миллиметров, металла, постепенно изгибая её по нарисованной линии. Где необходимо, слегка постукиваем молотком, но в основном придётся применять мускульную силу. Работу несколько облегчит прижимной рычаг с двумя боковыми перпендикулярными упорами, имеющий форму буквы F. Причём на второй от конца перекладине желательно сразу насадить и приварить большой подшипник, что значительно облегчит сгибание прутка. Когда стальная полоса займет свое место, приварите с внешней её стороны у центра спирали, с небольшим отступом, ещё один вертикальный стержень, желательно вставив его в заранее подготовленное отверстие. Именно между ним и шаблоном будет зажиматься пруток в начале гибки.
Сборный вариант делается похожим образом, только обрезки толстого стержня берутся длинные и не привариваются. По заранее сделанной линии высверливаются отверстия, в них вставляются обточенные точно под диаметр перфорации фрагменты прутка, приблизительно до середины, можно даже больше. То есть их толщина должна быть чуть больше диаметра сверла. К ним приваривается полоса металла, согнутая по той же линии, после чего нарезается на сегменты. Теперь, установив первый из них, с центром спирали, и поставив в соответствующее отверстие упор, вы сможете начать гибку, постепенно добавляя следующие сегменты до получения нужного количества витков. Удобство данного типа в том, что пруток закладывается в шаблон сразу горизонтально. В то время как с монолитным вариантом его приходится вставлять, задирая удерживаемый в руках конец, и постепенно опуская, по мере закручивания.
4 Завивка стержня винтом – сооружаем простейший твистер
По сути, это самый простой станок из всех, какие можно изготовить для холодной ковки. Установить его можно даже на столярный верстак, хотя лучше, если это будут специальные козлы. Вся конструкция будет базироваться на основании из швеллера или квадратного профиля. С одной стороны жёстко закрепляем основной блок из вращающейся в вертикальной станине трубы, внутри которой располагается патрон или боковой винтовой зажим. На другом конце трубы привариваем перпендикулярно 3–4 рукоятки ворота. Далее из двух обрезков швеллера или уголков и металлической пластины делаем подвижную рамку на основании, так, чтобы она не качалась, плотно охватывая продольную базу станка. На ней закрепляем вторую станину с патроном или винтовой зажим, на этот раз не вращающийся.
Теперь остаётся только закрепить пруток с обоих концов в патроне ворота и сдвинутой на необходимое расстояние зажимной станине, скользящей по основанию. Начинаем вращать трубу с закреплённым ближайшим к вам концом прутка, второй конец жёстко удерживается зажимом. В итоге на полуфабрикате металлопроката образуется виток, потом рядом с ним второй. Доведя их количество до нужного, вы увидите, что пруток стал короче, а скользящая станина заметно придвинулась. Следует соблюдать одно правило – обороты должны быть всегда полными. То есть последний не следует завершать на первой или второй трети, докрутите ворот до конца. Для этого верхнюю плоскость прутка лучше промаркировать, и отметка всегда должна быть сверху.
5 Торсион или корзинка – делаем сложный декоративный элемент
Станок для изготовления такой детали создать несколько труднее, чем твистер, но вполне по силам даже начинающему. За основу берём такую же базу из швеллера или квадратного профиля, как описанная выше, и делаем всё то же самое, за исключением одной детали. Труба должна быть довольно длинной и проходить сквозь обе станины. На подвижной, сделанной из толстой пластины металла сверлятся 4 отверстия, расположенные квадратом (их лучше снабдить боковыми винтовыми зажимами).
В центре должно располагаться сквозное гнездо для трубы, по которой станина должна скользить. Узел с воротом выглядит иначе, пластина с 4 отверстиями (тоже с винтами) высверливается посередине, после чего насаживается и наваривается на трубу, которая должна вращаться в гнезде станины при помощи 3–4 рукояток.
Устройство может работать и иначе – ворот свободно движется вдоль трубы, а основная станина удерживает прутки. Результат будет тот же. Устанавливаем отверстия, расположенные квадратами так, чтобы они были сосны друг другу. Продеваем сквозь дальнюю пластину прутки и зажимаем их. Затем то же самое делаем в станине ворота, который после фиксации заготовок начинаем медленно вращать. Стержни по мере увеличения количества оборотов будут обвиваться вокруг трубы. Поэтому дальняя станина должна быть на небольшом расстоянии от ворота, около 20 сантиметров. Чем дальше вы её изначально сдвинете, тем больше витков получится, тем сложнее будет корзинка. Но, как правило, редко делается больше двух полных оборотов. Из полученных заготовок собирается и сваривается корзинка.
6 Волны – изгибаем пруток по синусоиде
В данном элементе нет ничего сложного. Всё, что потребуется, это два металлических шкива, с двумя отверстиями под болтовой крепёж и одним центральным для рычага. Также подготовим основание из толстого стального листа с перфорацией, сделанной через равные промежутки на одной линии. Расстояние между высверленными сквозными гнёздами должно быть чуть больше диаметра шкивов, так, чтобы уложенные и закреплённые рядом, они имели между собой зазор для свободного прохода прутка.
На стальном листе можно сделать много отверстий с шагом, которому будет кратно расстояние между крепежами. Также потребуется рычаг с двумя боковыми перекладинами круглого сечения, крайняя из которых будет вставляться в центральное гнездо. Вторая должна прижимать к шкиву изгибаемый пруток, поэтому должна быть удалена от крайней на соответствующее расстояние.
Устанавливаем шкивы на основание, жёстко закрепив болтами. Просовываем между ними пруток, теперь один из них будет служить упором, а второй – шаблоном для загибания. Именно в него и вставляем рычаг, которым проводим дугу, формируя нужный диаметр первой волны. Разворачиваем пруток так, чтобы полученная волна охватила упорный шкив. Обводим второй изгиб, снова разворачиваем заготовку. И так, пока стержень не будет полностью превращён в синусоиду или не будет сделан отрезок нужной длины, который отпиливаем, и используем в узоре.
Таким же образом можно делать и кольца, если взять шкивы потолще, в виде невысоких цилиндров, а также завитки, называемые червонками, S-образные. Чтобы перекладина рычага лучше скользила вокруг шкива, лучше дополнить её подшипником или роликом, учитывая необходимый промежуток для прутка.
Станок улитка. Чертежи своими руками. Как сделать улитку для холодной ковки
Комментарии:
Ковка металла — это процесс его обработки под давлением. Во время этого процесса с помощью инструмента (молотка, наковальни и т. Д.) Часто воздействуют на металлическую заготовку. От этого он деформируется таким образом, что приобретает нужную форму и размер.
Фото 3. Светильник «Гнутик» применяется для изготовления различных дуговых изделий.
Виды металлической поковки
Поковка металла бывает холодной и горячей.Для проведения процесса горячей обработки требуется специализированное оборудование, которое можно установить только в цехе, оборудованном кузницей.
Холодную ковку можно сделать своими руками в домашних условиях и превратить это занятие в личное хобби.
Фото 1. Светильник «Волна» предназначен для отделки профильных и круглых труб.
В процессе обработки металла холодным методом заготовка подвергается одновременно прессованию и гибке.Таким образом можно придать изделию нужную форму с желаемым изгибом. Но важно помнить, что при подобном способе отделки материала нужно все правильно рассчитать, ведь второй раз провести такую процедуру на одной и той же заготовке будет невозможно.
Холодная ковка металлического изделия позволяет придать ему индивидуальность и необычность. Такая металлическая деталь всегда будет выполнена цельной. Очень часто такая металлическая отделка используется для изготовления заборов, оконных решеток, элементов украшения каминов.Также его можно использовать для создания мебели (столов, стульев, различных табуретов, полок и т. Д.).
Фото 2. С помощью приспособления Twister можно крутить металлический стержень вдоль его оси.
Для обработки продукта существует несколько основных типов инструментов, в том числе следующие:
- «Волна».
- «Твистер».
- «Гнутик».
- «Улитка».
- «Факел».
С помощью адаптированных данных и умения работать с ними можно достичь художественной ковки.Они помогут создать множество оригинальных изделий, форма которых будет зависеть от личных вкусовых предпочтений.
Вернуться к содержанию
Назначение инструмента для обработки заготовок
Фото 4. Устройство «Улитка» предназначено для художественной ковки детали и изготовления ее в виде спирали.
С помощью устройства «волна» можно создавать различные изогнутые элементы, напоминающие по форме волну. Если через этот инструмент провести металлическую заготовку (квадрат или пруток), то получится гладкое волнообразное изделие в виде синусоиды.Этот инструмент также может использоваться для отделки профильных и круглых труб, заготовок в виде шестигранника и труб с малым диаметром поперечного сечения (Фото 1).
Светильник «Твистер» в некоторых случаях называют «фонариком». С помощью «твистера» можно крутить металлический стержень вдоль своей оси. Эту операцию можно выполнять с помощью обычного бруска, бруска квадратной формы и металлической полосы. Размер обрабатываемого круглого прутка составляет 30-35 мм, квадратного — 16-20 мм. И ширина полосы не должна быть больше 30 мм (Фото 2).
Фото 5. Светильник «Фонарик» используется для изготовления переплетенных изделий.
Gnutik — это фундаментальный инструмент в этом процессе. С его помощью можно согнуть брус, квадрат, шестиугольник и полосу. Вы можете выбрать любой угол изгиба. Также его можно использовать для изготовления различных дуговых изделий. Радиус этих изделий может установить любой желающий (Фото 3).
Элементы в виде завитков из прутьев широко используются в оформлении придомовых территорий и интерьера жилых помещений.Для их изготовления используются специальные приспособления. Одна из них — улитка. Часто домашние умельцы сами конструируют это устройство из подручных материалов. Если вы тоже хотите узнать, как сделать своими руками улитку для холодной ковки, то эта статья для вас. Из него вы узнаете принцип работы этого устройства, его преимущества и разновидности, простейшие чертежи и технологию самостоятельной сборки.
Улитка для холодной ковки — устройство для создания узоров в виде завитков из металлических стержней путем их деформационного изгиба по контуру шаблона.Деформация происходит из-за жесткого закрепления рабочего стержня на шаблоне. Для этого приложите силу. Это обеспечивается ручным усилием или электрическим приводом. При самостоятельном изготовлении устройства целесообразность использования электропривода должен определять сам мастер. Это необходимо при большом объеме работы. В основном используется ручное усилие.
Улитка (кондуктор) может иметь различную конструкцию. Может быть выполнен:
- в виде шаблона, стабильно приваренного к рабочему основанию;
- в виде разборно-съемных частей, которые крепятся на основании.
Ручной привод можно организовать по-разному.
В самом примитивном исполнении планка наматывается на шаблон простым усилием рук или с помощью любого подходящего приспособления в качестве рычага.
Также рычаг может быть включен в конструкцию машины и прикреплен к ножке кровати и приводится в движение подвижной опорой, движущейся по основанию улитки.
В более сложных устройствах вращается сам проводник, который закреплен на оси вала.Он приводится в движение тремя рычагами.
Необходимо заранее определиться с конструкцией машины, исходя из целесообразности и простоты использования.
Монолитный проводник имеет определенную форму рисунка, который служит единственным вариантом завитка. Это недостаток такой конструкции, но сделать его самостоятельно несложно.
Съемная конструкция удобна тем, что на таком станке можно делать кудрявые локоны разного размера и формы. Но конструкция самой машины более сложная.К тому же в съемном устройстве надежность крепления деталей шаблона хуже, чем в монолитном. Резьбовые соединения нужно будет постоянно подтягивать, так как в процессе эксплуатации они могут ослабнуть.
Изготовление улитки своими руками
Если вы остановились на упрощенной монолитной конструкции, то знаете, что в этом устройстве используется простая намотка планки усилием руки или с помощью рычага на форме, жестко приваренной к рабочей поверхности. Такой станок можно использовать для создания локонов на брусьях небольшого сечения (менее 12 мм).
Монолитная неразборная улитка
Изготавливается следующим образом:
- Сначала на листе бумаги будущего шаблона появляется схема с необходимыми размерами (иногда выкройка шаблона наносится непосредственно на основу дирижер). К этому нужно подойти ответственно, ведь после сварки готовой формы исправить ошибки не получится. Толщина очертаний фигуры на чертеже должна быть такой же, как толщина металлической полосы, использованной для ее изготовления.Минимум 3 мм. Катушки необходимо разместить на расстоянии 12–13 мм друг от друга так, чтобы деформируемый стержень толщиной 10 мм поместился между канавками между ними.
- Основание улитки (желательно круглой формы) вырезается из стального листа толщиной не менее 4 мм, диаметр которого определяется соизмеримым с размером спирали шаблона и должен быть больше размера улитки. . Обычно диаметр основания находится в пределах 70 см.
- В соответствии с чертежом завиток нужной формы изготавливается из металлической полосы толщиной 3 мм.Для этого заготовку лучше прокалить, чтобы ее было легче обрабатывать. После изготовления слепка лишний конец полоски срезается, а края улитки нарезаются конусом и очищаются.
- Готовая форма приваривается к основанию, которое крепится на станине. Иногда приваренный к основе шаблон закрепляют на станине с помощью установленных на него тисов. Для этого к задней части основания формы приваривают кусок бруса для захвата тисом.
С возможностью закрепления кондуктора в тисовом зажиме можно легко менять выкройки и получать различные формы завитков, если сделать несколько типов, монолитно приваренных к основанию приспособлений.
Съемная конструкция- На рабочем основании сначала проводят контур улитки с отметкой по контуру мест прорисовки отверстий для крепления шаблона.
- По эскизу из толстой стальной полосы изготавливается шаблон и в нем просверливаются отверстия. Крепится к основанию болтами.
Кованые витые формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно прижимается к нему.Для надежной фиксации можно использовать небольшой зажимной инструмент. Свободная часть планки с усилием навинчивается на форму шаблона с помощью приспособления — рычага. В усовершенствованных конструкциях используется рычаг, приводимый в движение установленной на нем подвижной опорой. Рычаг изготовлен из стержня диаметром 20 мм.
Изготовление такого устройства вы можете посмотреть на видео:
Rotatable Snails
Узор улитки может состоять из нескольких частей, а деформация стержня происходит за счет вращения кондуктора.Такая машина состоит из следующих элементов:
- толстая металлическая основа в виде диска или квадрата;
- Разборный шаблон, закрепленный на основании;
- вал вращения;
- рычаг для приведения вала в движение.
Рабочая база изготовлена из металла толщиной от 4 до 10 мм.
Сборный шаблон может состоять из нескольких частей, которые соединены между собой поворотными штифтами, вставленными в отверстия проушин, приваренных к концам элементов.Вместе они составляют очертание улитки.
Чтобы прикрепить такую улитку к рабочему основанию, необходимо просверлить в ней отверстия, чтобы зафиксировать ее на поверхности в определенном положении. Изменяя положение сборных деталей на основе, можно получить разную кривизну завитков и их форму. Размер дуги формы регулируется специальными винтами, закрепленными на соединительных петлях.
Составных улиток на шарнирных сочленениях довольно сложно сделать самостоятельно.Обычно мастера приобретают штамп, сделанный в промышленных условиях, и прикрепляют его к кровати.
Более простое устройство разборного шаблона можно сделать самостоятельно без использования петель. Для этого нужно наметить сборные части улитки с местами отверстий. Если подготовить несколько эскизов и в соответствии с их контурами просверлить отверстия в основе в разных местах, то на одну основу можно прикрепить шаблоны с разным радиусом. Для этого нужно закрепить на болтах отрезки контура в местах совмещения отверстий шаблона и основания.
Например, можно запустить такой вариант:
Устройство со съемными частями улитки и вращающимся цилиндрическим валом с приводом от рычага показано на видео:
Чертежи ковки улиток
Начинающие мастера часто обходятся без чертежа, чертежа контуры улитки на самом основании без каких-либо расчетов. На первое время это допустимо, но если вы хотите сделать качественный станок-улитку для холодной ковки, все равно нужно использовать чертежи, в которых рассчитаны все параметры.В зависимости от выбранного типа конструкции улитки существуют разные варианты их чертежей, по которым изготавливаются данные устройства. Для примера ниже представлена схема устройства улитки, представленная на фото.
На схеме также описан принцип работы такой машины, в которой используется привод с тремя рычагами, которые вращают вал и улитку.
Гибка осуществляется после жесткой фиксации конца заготовки к первому завитку шаблонной формы с помощью зажима и последующего наматывания стержня на вращающийся спиралевидный шаблон при вращении вала.
Холодная штамповка невозможна без специального ковочного оборудования. Давайте рассмотрим виды светильников и формы, которые можно получить с их помощью. Мы подготовили для вас рисунки и тематические видеоролики. Мы также рассматриваем процесс изготовления машин для холодной ковки своими руками.
Если вы просто собираетесь организовать цех холодной ковки и хотите избежать больших затрат, то самостоятельное изготовление станков и комплектующих поможет создать собственный небольшой бизнес без лишних затрат.
Основные приспособления и станки
Машины для холодной штамповки в основном предназначены для гибки по дуге или под углом, а также для скручивания. Они могут быть ручными или электрическими.
Основные виды машин и устройств для холодной ковки:
- Гнутик
- Твистер
- Улитка
- глобус
- Волна
- Горелка
Светильник «Гнутик»
Приобретаемый или изготавливаемый самостоятельно, «Гнутик» — это универсальный прибор, позволяющий получить дугу или угол из стержня.Это основание с ползунком, на котором фиксируется упор с углом (90 ° или другой, если необходимо) и двумя цилиндрическими неподвижными упорами. Перемещая ползунок и угловой упор, штанга изгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на стороне, противоположной угловому упору.
Крепление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия прибора Гнутик — вертикальное расположение
Для масштабирования размеров приводим чертеж нижней планки «Гнутика».
Нижняя штанга
Устройство универсальное. С помощью насадок на нем можно не только гнуть, но и вырезать и пробивать дырочки. Но это будет следующий шаг.
Получение дуги на «Гнутик»
Получение угла в Гнутик
Вот так выглядит самодельный Гнутик:
Светильник «Твистер»
«Твистер» — инструмент для скручивания стержней преимущественно квадратного сечения по продольной оси. Это простое устройство может быть ручным и электрическим.Принцип действия: оба конца стержня фиксируются, затем одна застежка начинает поворачиваться, закручивая металл до необходимой формы.
Внешний вид купленного мануала «Твистер»
Взгляните на фото самодельного «Твистера» с электроприводом, собранного на б / у электрооборудовании:
Для изготовления «Фонарей» и «Конусов» есть специальный станок, но сначала можно использовать «Твистер», как показано на видео (на английском, но все очень понятно).
Видео: как сделать заготовку для «Фонарика» на «Твистере»
Светильник «Улитка»
Инструмент «Улитка» предназначен для приема завитков (или спиралей) и «валют» (S-образных деталей). Есть разные конструкции.
Один из вариантов конструкции: 1 — лемех-улитка; 2 — основание станка; 3 — прижимной ролик; 4 — рычаг управления прижимным роликом; 5 — крепление основания; 6 — палец для фиксации лемехов; 7 — проточка для валика подушки; 8 — ось рычага управления; 9 — пружина прижима ролика; 10 — зажим для заготовки; 11 — ведущий лемех улитки; 12 — главная ось; 13 — рычаги
В результате должен получиться такой прибор:
Еще одна облегченная конструкция для гибки стального проката до 12 мм:
1 — сегмент улитки; 2 — клоун; 3 — ручка; 4 — база; 5 — направляющие полозьев; 6 — ось; 7 — бегунок; 8 — гайка оси; 9 — ось ролика; 10 — ролик; 11 — ось привода; 12 — кулачок направляющий; 13 — центральный сегмент улитки; 14 — барашковый эксцентрик; 15 — основная ножка; 16 — соединительные штифтовые сегменты улитки; 17 — корректирующий винт; 18 — соединительное ушко сегментов улитки
Часто крепеж «Улитка» изготавливается на подставке, особенно если для толстой прокатки необходим гнуть.
Несколько полезных видеороликов о домашних улитках.
Изготовление улиток
Машинная работа
Подробнее о таких конструкциях мы поговорим ниже.
Светильник «Глобус»
Такой прибор похож на школьный транспортир и предназначен для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестиугольника. Сначала фиксируется загибом один конец заготовки, затем загибается по всей длине по шаблону. Принцип работы чем-то похож на работу закаточной машины по консервации.
Внешний вид
На видео работа на Глобусе
Используя исключительно мускульную силу, дугу большого диаметра можно получить на шаблоне, привинченном или приваренном к верстаку. Хорошо гнуть полосу, тонкостенную трубу и т. Д.
Шаблон
Светильник «Волна»
Вы можете получить волнообразные изделия из заготовки круглого, квадратного, шестиугольного сечения или трубы с помощью инструмента «Волна». Деформация заготовки происходит между вертикальными валками путем прокатки.
Крепеж волна и полученные изделия
Светильник в действии
Светильник «Фонарик»
На этой машине изготавливаются заготовки элементов «Фонарики» или «Конусы», которые могут состоять из 4, 6, 8 и более стержней. По принципу действия станок аналогичен «Твистеру», но здесь заготовки загибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Светильник «Фонарик»
Рабочие приспособления для изготовления «Фонарика»
Устройство для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для крепления между собой других элементов конструкции.
Приспособление для гибки «Зажим» может быть выполнено по прилагаемым чертежам.
Приспособления для выполнения «гусиные лапки»
«Гусиная лапка» — плоская поверхность с красивыми насечками на концах заготовок для придания более элегантного дизайна или уменьшения толщины различных стыков.
Торцы элементов декорированы «гусиной лапкой»
Эту операцию можно выполнить с помощью станка с матрицей или приспособлением и тяжелым кузнечным молотком на наковальне.Мы предоставляем оба варианта в виде видеоматериалов.
Станок для изготовления «гусиных лап»
Устройства для ковки «гусиные лапки»
Детальный процесс изготовления штампа
Ниже показан прокатный станок для той же операции.
Станок для прокатки «гусиных лап» (расстояние между роликами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти б / у от комбайна
Принцип действия
Производство «Улиток» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют».«Это особенно ценно, когда работа идет не« для души », а для изготовления большого количества однотипной продукции на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гибки прутка с максимальным сечением 10х10 мм. Двигатель мощностью 0,5 кВт / 1000 об / мин при этом работает на пределе своих возможностей. Производит 6 оборотов вала в минуту. Сегменты улитки выточены из круглой заготовки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм.Улитка установлена на валу с подшипниками от заднего колеса мотоцикла — 7204. Опорный ролик жестко закреплен в пазу. Между двигателем и коробкой передач установлены шкивы.
Ниже представлены рисунки сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивной штанги (от 12 мм) мощность двигателя должна быть больше киловатта.На фотографиях ниже показана машина с мощностью двигателя 2,2 кВт, 1000 об / мин, обеспечивающей выходную мощность на валу около 10 об / мин. Это машина для профессионального использования. Используется б / у редуктор, матрица вырезается из заготовки толщиной 30 мм — процесс наиболее трудоемкий.
Для холодной ковки вам все равно понадобятся наковальня и молоток. Рог не нужен, он нужен только для горячей ковки.
Совет! Перед началом работы нарисуйте эскиз будущей конструкции в натуральную величину.Это поможет исправить элементы и не запутаться при сборке.
Невооруженным глазом можно заметить, что у человека красивый забор или калитка, различные виды предметов декора для приусадебного участка. Все это воплощается в реальность посредством ковки, при отсутствии каких-либо температур.
В современном обществе очень хорошо развита холодная ковка металла. За долгие годы существования такого ремесла люди создали инструменты, с помощью которых можно изготавливать из железа тонкие элементы декора.
Механизмы, без которых холодная ковка была бы очень сложной задачей
Улитка механизм
Используется для придания спиральной формы поковкам на определенных участках. Как правило, сама улитка закрепляется на толстом железе
. Плитаи может быть съемной. Толщина такой плиты должна быть не менее 4 миллиметров. Как правило, для изделия, которое создается своими руками, необходимо делать различные распечатки, называемые шаблонами. С помощью подготовленных шаблонов стальным стержням можно придать различную форму.
Универсал механический
На таком устройстве производятся резка, клепка и придание формы. Довольно удобная штука в своем роде. В отличие от заводского электромеханизма, его также можно собрать своими руками и сэкономить ваш бюджет.
Устройство гайки
С его помощью дуговая деформация выполняется под углом. Главное заранее сделать чертежи и точно обозначить градусы углов, чтобы с помощью станка производить точный изгиб стержней.
Аналог крутильной машины гнутой
Способствует изгибу по продольной оси уже готового объекта. Такое устройство можно изготовить несколькими способами. По металлическому шаблону, как правило, и крепление больших болтов к толстой доске. Суть такой машины в том, что оба конца металлического стержня зажимаются и, с одной стороны, с помощью вращающейся рукоятки осуществляется скручивание.
Волновой блок
С его помощью можно получить волнообразные заготовки из металлических прутков.На такой машине можно изготавливать периодические решетки типа «Боярский», «Волновой».
Штамповочный пресс
С помощью такого пресса на изделие наносятся штампы с различным рисунком. Как правило, таких штампов с различными узорами должно быть огромное количество. Делается это путем вдавливания штампа в металл. Соответственно, под давлением на металл остаются четкие отпечатки узоров.
Механическая сборка
Для гибки кругов металлических прутков различного диаметра.Когда в дизайне декора должны присутствовать круги, без такого приспособления не обойтись.
В кузнечном деле «поковкой» обычно называют чистую заготовку или отдельную деталь. Такой же термин существует при горячей ковке металла. Только это уже означает процесс ковки металла, чтобы придать заготовке необходимую форму.
Разновидности холодной ковки
Непосредственно различают 7 видов холодной ковки, которые производятся в строгой последовательности. Каждый тип — это особый процесс, производимый с использованием заготовок.Если вы не выполните эти действия в соответствии с требованиями, то у вас ничего не получится. Итак, рассмотрим эти типы.
Непосредственная ковка металлических заготовок. Ковка — самый сложный и объемный процесс в кузнечном деле. Холодная ковка делится на следующие виды и подвиды:
Осадка
Это действие выполняется под давлением. Это делается для того, чтобы уменьшить высоту заготовки и увеличить боковые размеры заготовок.
Протяжка
Это действие выполняется путем нагрева заготовки и обработки молотком.За счет чего уменьшается площадь сечения и увеличивается длина заготовки.
Прошивка
Это действие выполняется для получения необходимых отверстий на заготовках. Как правило, при выполнении этого действия на заготовках появляются бороздки разного размера и отверстия разного диаметра. Есть несколько типов прошивок:
Открытая прошивка
Изготавливается методом непрерывной прошивки за счет смещения металла. Однако это действие влечет за собой дополнительную обработку заготовки.
Закрытая прошивка
Изготавливается методом пробивки отверстий. Обычно используется при изготовлении больших отверстий.
Совет: «Из-за осадки и протяжки металлических заготовок металлическая конструкция может стать хрупкой. Поэтому обращаться с заготовками необходимо осторожно, чтобы не допустить внезапной поломки той или иной детали! В лучшем случае ковку придется переделывать, а в худшем — это может нанести непоправимый вред вашему здоровью! ”
Процесс холодной штамповки еще не закончился, а идет полным ходом
Чистая холодная штамповка.
Штамповка
(штамповка) — называется процессом пластической деформации заготовки с изменением формы и размеров металла. Есть несколько видов штамповки:
Объемное тиснение
Вырабатывается под давлением. Когда поковка нагревается до нужного размера, ее прессуют специальными плашками. Этот метод используется в отраслях, где детали, полученные таким образом, производятся партиями.
Штамповка
Изготовлен из листового железа.Используется при производстве мелких и средних металлических деталей. Этот вид штамповки позволяет добиться от изготавливаемых деталей высокого качества и прочности.
Нажатие
Этот процесс обработки металла осуществляется за счет высокого давления, из-за которого увеличивается плотность металла и изменяется его форма. Есть несколько видов прессования:
Прямое прессование
Данный способ позволяет получать различные профильные заготовки (прутки, трубы, профили). Процесс заключается в выдавливании металла через специальное отверстие.
Обратное нажатие
В этом процессе заготовка располагается в форме, и давление создается в противоположном направлении, чем при прямом прессовании.
Чертеж
Это процесс вытягивания уже запрессованных стержней через специальную волочильную головку. Благодаря этому процессу можно получать проволоку, фасонные профили, трубы с тонкими стенками.
Заключительный, а также довольно ответственный этап — катание
В этом процессе участвует закон «Силы трения», благодаря которому при трении специальными роликами о поверхность заготовки происходит пластическая деформация.В свою очередь, прокат бывает 5 видов:
Заключительный этап холодной штамповки — прокатка.
Продольная прокатка
При использовании этого типа прокатки на станке ролики вращаются в разных направлениях. За счет этого происходит постепенная опрессовка и удлинение детали. В этом случае производится листовой металл, полосовой чугун и полосы.
Поперечная прокатка
При этом типе прокатки ролики движутся в одном направлении. Из-за этого деталь подвергается деформации при поперечном движении.Например, с помощью этого типа получают цилиндрические шестерни с рифлеными зубьями.
Поперечная или винтовая прокатка
в этом случае ролики на станке установлены под углом друг к другу. Таким образом, поковка получает поступательное и вращательное движение. Между этими валами получается зазор и металл, попадая в этот зазор, деформируется. Этот вид прокатки используется для изготовления трубных заготовок, так называемых «гильз».
Чертеж
Перед сборкой нужно создать проект, в котором будет подробно описано все, что вы собираетесь воплотить в реальность.
Однако, прежде чем создавать свое стальное детище, необходимо прочитать много литературы, в которой подробно описаны все устройства. Во избежание непредвиденных ситуаций в процессе сборки важно иметь представление о станке, его габаритах и габаритах каждой из деталей, которые будут задействованы в проекте.
Потому что, так как все детали будут из сырого металла или из любых деталей, которые простаивают в вашем гараже.
Итак, прежде чем приступить к изготовлению изделия для ковки, необходимо сделать станину, на поверхности которой будут располагаться все необходимые детали станка.
Чтобы иметь представление о самодельном станке и поковке в целом, а также узнать о сборке посмотрите видео видео ниже:
Теперь, когда у вас есть идея, вы можете приступить к изготовлению — кровати.
Важно знать! Размеры кровати следует рассчитывать в строгом соответствии с занимаемой плоскостью размещаемых приборов. Стоит учесть, что устройства в работе не должны мешать друг другу!
Кровать должна быть из прочного материала.Это может быть массив дерева с достаточно плотной и толстой пластиной или железная пластина. Однако он должен иметь железную опору из ножек, приваренных или жестко прикрепленных к станине. Когда закончите, у вас должен получиться прочный верстак.
После того, как каркас изготовлен и установлен в нужном месте, можно приступать к сборке и закреплению всех устройств на каркасе.
Совет: «При сборке станка необходимо проверить правильность работы механизмов, чтобы в случае неисправности можно было заменить поврежденную деталь и продолжить сборку!»
Выше представлена схема сборки устройства, так называемой «Улитки».Он предназначен для изготовления спиральных завитков на ковке.
Детали механизма
- Ведущая доля самой улитки,
- Главная ось
- Рычаги силовые,
- Зажим для металлических заготовок,
- Платформа машины
- Прижимной ролик
- Палец для фиксации лемехов-улиток,
- Пружина для натяжения прижимного ролика,
- Роликовый рычаг управления.
Совет: чем длиннее рычаги приложения усилия, тем легче будет гнуть поковку!
Универсальный станок для холодной штамповки, предназначенный для резки металлической полосы, металлического прутка или квадрата.Также можно пробивать отверстия под
Универсальный чертеж станка
заклепки и клепать ту или иную деталь. Подходит для гибки под заданным углом и прокатки. Такое устройство состоит из 39 частей. Более подробную информацию можно найти в этом архиве.
Гнутик
Фото гнут
Предназначен для гибки различных металлических заготовок, а также дуговых поковок определенного радиуса. Для изготовления этого станка в основном используется инструментальная сталь.Это потому, что в устройстве преобладают большие нагрузки. Он состоит из ручки, перемещающейся по оси углового гнутика, трех роликов, которые в неподвижном состоянии имеют вид треугольника. Также застежки и застежки станка к станине.
Твистер
Чертежный твистер
Предназначен для гибки металлических прутков, квадратов и полос вокруг продольной оси. Получается торсионная скрутка. Он состоит из двух креплений, установленных на усиленной станине с отверстиями для металлического стержня и ручки для перемещения оси.Более подробную информацию можно найти в архиве чертежей этого устройства.
Волновое устройство предназначено для изменения изгиба металлической заготовки, получения волнообразных деталей. По своему значению это тот же гнут, однако волна имеет сложную структуру.
На штамповочном прессе можно печатать чертежи на металлических заготовках.
Важно знать! После того, как все эти устройства будут установлены на кровать, необходимо проверить каждое из них на работоспособность! Выполнять такие действия нужно с особой осторожностью, так как в случае разрыва металла он может нанести огромный вред вашему здоровью!
Если вдруг собираетесь делать самому, обязательно начертите все необходимые эскизы и габаритные чертежи , предположительно такого же размера, как они будут в сборной конструкции.
Такой маневр позволит полностью составить представление о будущей машине, поможет отредактировать все детали на чертеже. Также посмотрите множество видеороликов в Интернете на тему « Как сделать приборы для холодной ковки ?» Это даст возможность составить представление обо всей картине.
А также почитайте некоторые литературные произведения, посвященные этой проблеме. Как сделать из ту или иную деталь, а также из какого материала она должна быть изготовлена, вам также стоит изучить.Когда вы точно знаете, что к чему, вы легко сможете сделать машинку своими руками!
Ниже приведены три видеоролика, посвященные отдельным частям механической сборки без использования высоких температур:
Крепление для гусиной лапки видео
Видеоустройство Twister
Видео с улиткой
Во-первых, немного физики. Ковка как процесс в целом — это обработка металлов путем их нагрева. Молоты, наковальни, печи, мощные кузнецы в кожаных фартуках — все это горячая ковка и классическое кузнечное дело.Есть профессионалы, оборудование дорогое, комнаты раздельные — занятие недешевое. Речь идет о совершенно другом процессе — холодной ковке.
Если посмотреть, это не ковка. Правильнее было бы называть это изгибанием металлических стержней, иногда это называют «гибким». Но, поскольку термин «художественная холодная ковка» уже вошел в употребление во многих слоях слесаря, мы будем использовать общепринятые термины.
Вся художественная ковка состоит из непрерывных изгибов, волн, завитков — все они разных размеров, в разнообразном сочетании.Не гните металл руками, даже если он самый мягкий. Поэтому основным единственным методом холодной ковки является обработка металла на станке. У каждого металлического элемента есть свой инструмент.
Образцы художественной ковки.
Первое, что нужно их получить, но сначала разберемся с видами станков для холодной ковки. Сложность такого оборудования невысока, стоимость тоже невысока.
Если вы собираетесь заниматься кузнечным делом самостоятельно, вам будет вполне достаточно нескольких ручных приспособлений.Темп работы на ручном оборудовании медленный, но затраты на изготовление и использование намного ниже. Электроприводы понадобятся только в случаях промышленной ковки на заказ, тогда игра будет стоить свечки.
Станки специальные для холодной ковки — это целая куча вариантов, бывают они с ручным управлением или с электродвигателями, самодельные или покупные. Чтобы воплотить в металле все мыслимые и немыслимые художественные идеи, хватит от 5 до 7 видов. Как минимум половину из них можно изготовить самостоятельно.
Главное помнить, что холодная ковка металла по плечу каждому, у кого есть желание и настойчивость. Прежде чем решиться на работу по холодной ковке, необходимо разобраться в некоторых нюансах этой технологии и видах спецтехники.
Класс оборудования
Типы машин холодной ковки.
Машины холодной ковки делятся на четыре основных типа:
- Твистеры или улитки скручивают спирали с плоской поверхностью и узкими стержнями, чаще всего на этих станках используют ручную холодную ковку.
- Торсионные устройства предназначены для изготовления объемных витых спиралей.
- Вид на изгиб — для спиралей с широким сердечником.
- Инерционная штамповка — для декоративных воротников и обработки торцов всех элементов.
Перед подробным описанием каждого типа пройдемся по технологиям холодной штамповки, их всего три:
- Вытяжка : это раскатка и удлинение металлической заготовки, процесс аналогичен раскатыванию теста скалкой.Таким образом, при ковке работают прижимные ролики. По этой технологии готовятся лапки, фиксаторы, козырьки.
- Torsion : скручивание детали по оси, подробное описание см. Ниже.
- Отвод : гибка металла по шаблонам в разные стороны.
Твистеры или улитки?
Описание кузнечно-прессовых машин.
И те, и другие — одно и то же. Самый популярный среди широкой публики ковочный станок для холодной ковки.На самом деле: на первый взгляд машина кажется слишком примитивной.
Но в нем простота пополам сочетается с гениальностью:
- легко сделать самому;
- он дешевый;
- чрезвычайно проста в использовании;
- с его помощью можно сделать целые массивы красивого металлического кружева.
По принципу действия крутилки — это разновидность гибочных станков, см. Ниже, с некоторыми улучшениями на них легко могут работать новички. Одним словом, улитка или твистер — удивительная машина по всем возможным критериям: простота изготовления, широкие художественные возможности, дешевизна и удобство использования, других подобных просто нет.
Твистеры встречаются в двух инженерных вариантах:
У этой улитки есть слабые места, где бы она была без нее. Все дело в складном лемехе: важен правильный материал, из которого он должен быть изготовлен, и сложность изготовления шарниров лемеха. Эти стыки должны быть предельно аккуратными — именно они выполняют форму локона. В конструкции и материале стыков необходимо учитывать многократные повторы поворотов с серьезной нагрузкой.Второе и последнее слабое место — эксцентриковый зажим детали.
Учитывая частоту использования улитки и ее слабые стороны, разумнее всего будет купить ее, а не делать самостоятельно. Если речь идет о дебюте в холодной ковке, а выбор станка делается на абсолютного новичка, то второй инженерный вариант улитки будет оптимальным вариантом.
- Чемпион по популярности и позитивным моментам в работе! Рычажная улитка с фиксированным шаблоном и обходным роликом.По своей сути это трубогиб. Сразу стоит отметить, что по производительности труда этот вариант уступает твистеру с воротником и лемехом. Во-вторых, для него не подойдет никакая столешница, здесь вам понадобится настоящая стальная кровать с креплениями на опорной поверхности. Дома кровать не поставить: работать над рычажной улиткой можно только в мастерской.
Машина для придания рельефной поверхности.
Еще одна особенность рычажной улитки — медленный темп работы.Можно завить 3-4 локона, чуть меньше, чем воротничковой улиткой. Тем не менее, преимущества рычажной улитки перевешивают все ее недостатки:
- Все элементы станка могут быть изготовлены из обычной стали.
- Вместо прижимного ролика, изготовленного не из обычной стали, можно использовать подшипник.
- Материал станины и других деталей позволяет рассчитывать на долгую эксплуатацию станка.
- Завитки большее разнообразие — можно менять их форму сгибаниями в обе стороны (в первом варианте улитки это невозможно).
- Удобнее работать с торцами деталей, которые можно смонтировать.
На рычажном твистере можно работать с плоскими металлическими полосами. Это считается большим преимуществом станка, так как на других устройствах с плоскими полосами невозможно работать.
В этом подразделе чемпионов можно сделать небольшой итог чемпионата в виде совета для новичков: в дебютной художественной работе по холодной ковке лучше начинать с рычажного твистера — улитки с закрепленным шаблоном и обходным роликом.
Торсион от слова торс
, торсионные станкиТехнология создания локонов.
Скручивание туловища, а это о многом говорит. Станок холодной ковки торсионный предназначен для винтовой продольной скрутки прутков. Если разобрались, то и без станка их можно крутить: достаточно зажать один конец в тиски, другой конец подставить колодкой, стержень закрутить в направляющей трубке. Все просто, но сегодня мы говорим об художественной ковке, поэтому качество скрутки с учетом мельчайших нюансов — требование номер один.Поэтому крутить стержни хоть вдоль, хоть поперек лучше с помощью машин.
В отличие от твистеров, торсионное оборудование можно сделать самостоятельно, подавляющее большинство торсионов в народе самодельное. Для этих машин также потребуется прочная станина с такими же прочными креплениями на опорной поверхности. Стержни в правильных торсионах удерживаются в квадратных патронах, которые фиксируются зажимами.
Все было бы элементарно, если бы у мастеров холодной ковки не считались особым шиком такие художественные фигурки, как корзины, фонарики или конусы — фигурные утолщения из нескольких скрученных стержней.Все они названы загадочно — нитями. Для их изготовления связка стержней меньшего размера, чаще всего от 4 до 5 штук, уже должна быть вставлена в торсион.
С шишками и фонарями придется повозиться — ветки из прутиков нужно разводить вручную, что очень сложно и требует приличного мастерства. Для качественных нитей, предмет гордости кузнецов, на торсионах устанавливают специальную бабку с винтовой подачей. Хлопковые элементы, но для воплощения художественного замысла и эстетики металлов — нигде без нитей.
Штампы для гибки.
Внимание! Торсионные станки — единственное кузнечно-прессовое оборудование для холодной штамповки, в котором электропривод оправдан и подходит для любого объема работ. Это действительно такая, мучительно утомительная и утомительная работа с ручным приводом шпинделя. Но это не главная причина. Ручным способом добиться равномерного скручивания невозможно, для этого нужно очень равномерное вращение.
Машины инерционно-штамповочные
Этот вид оборудования напоминает прессы или прикатывающие валки, которыми иногда пренебрегают молодые мастера.Но напрасно: без фасонных зажимов для соединительных деталей и декорированных наконечников стержней работа никогда не будет иметь эстетичного вида. Эти прессы работают как маховик, в котором боек ударяется по месту штампа. Декоративные детали имеют небольшие размеры, точность их изготовления должна быть очень высокой, поэтому такие станки даже не нужно пытаться сделать своими руками.
Все бы хорошо, но только инерционные штамповочные прессы — удовольствие дорогое. Но и здесь можно найти решение, назовем его «комплексное кузнечное решение».«Всевозможные насадки очень легко изготовить с помощью горячей ковки. Для этого совсем не обязательно быть опытным мастером. Либо посетить мастерскую горячей ковки, либо самому создать изящный кузнечный очаг — вы легко сможете и недорого поделка из подручных материалов.Для таких небольших работ не нужна собственная отдельная кузница, достаточно лишь нагреть металл.
Гибка или гибка
На практике гибочные станки часто называют «гибочными станками». Но среди мастеров ковки гнут самый популярный станок для холодной ковки, который делает волны и зигзаги из металла.Это оборудование настольное и довольно простое по конструкции. Но лучше купить, чем делать самому. Дело в том, что в этом виде ковки требуется очень высокая точность обработки деталей. Достаточно недорого есть гайка для холодной ковки, особенно для труб меньше 12 — 16 мм.
Другое дело — сгибание, которое намного проще, чем сгибание: это сгибание стержня под прямым углом. Складки выполняются по шаблонам. Сначала нарисуйте чертеж шаблона, затем на стальную пластину приваривают завиток.Ковка заключается в протаскивании изделия по всем изгибам завитка.
Еще возможно изготовление ручных станков для холодной штамповки в виде гибки своими руками. Единственная деталь такой машины, которую нужно будет купить, — это ролики. Их нужно изготавливать только из специальной стали: инструментальной или хромоникелевой. Само оборудование для холодной ковки может быть выполнено из кронштейнов и дуг с ограничителями, которые будут определять контур волны. Волны тогда могут быть самыми разнообразными, что требуется.
Машинка своими руками
Станок для гибки стержней.
Самодельный инструмент для холодной ковки — вещь вполне реальная, но на его изготовление и время уйдет немало. Поэтому решение должно быть взвешенным, а подготовка, включая чертежи, должна быть серьезной и полной. Наиболее подходящим местом может стать гараж-сарай, либо хозблок. Дизайн машины зависит только от одного фактора: что вы собираетесь делать, какую продукцию производить?
Не забывайте, что многие элементы ковки можно выполнить без специальных приспособлений.Например, с помощью обычного трубогиба, который вполне подходит в качестве варианта упрощенной машины для холодной ковки, можно многое сделать.
Также нужно понимать, что универсального станка для холодной ковки, который бы изготавливал как минимум три разных элемента, в природе не существует. Чаще всего делают улитку своими руками: она популярна, позволяет делать самые разные завитки и, в конце концов, проста в исполнении. Второе по распространенности домашнее использование — это самодельный гибочный станок.
Это так же просто и недорого выполнить. На запрос «как сделать станки для холодной ковки» вы получите огромное количество ссылок на видеоролики с советами «от опытных». Большинство из них — по делу и от души, они очень помогут в принятии окончательных решений.
Соединительные детали и окраска
Теперь все локоны нужно собрать в одно полотно. Работа не простая, но очень благодарная: именно на этом этапе начинает воплощаться основная художественная идея.Между тем на этом этапе легко все испортить. Сделать это просто: начать соединение деталей сваркой, а потом пройти болгарку на зачистку.
Но мы уже говорили о профессиональных амбициях мастеров холодной ковки, что приветствуется. Намного эффектнее будут смотреться специальные зажимы П-образной формы, которые штампуются на инерционных станках. Не поленитесь, а потрудитесь со струбцинами — это залог успешного завершения ковки изделий.
Кручение металла на станке.
Теперь о покраске. Слава богу, теперь есть что красить: благодаря современным строительным технологиям в продаже появилось огромное количество красок на любой вкус, кошелек и, главное, предназначение. Чернил для металлов бесчисленное множество. Чаще всего используются специальные акриловые краски по металлу или кузнечные эмали.
Очень часто мастера-кузнецы по совершенно неизвестным причинам отдают предпочтение финишному покрытию с пигментом из кузнечной патины — «антик», демонстрируя при этом удивительное единодушие вкусов.Если вы заказчик ковки, то нужно вовремя остановить мастера, чтобы предложить ему свой вариант цвета и фактуры покрытия. А если серьезно, кто сказал, что ковка должна быть темной и старинной? А как насчет белого? Цвет? Здесь простор для самых смелых художественных решений.
Сводка как по маслу
Виды штампов и готовых локонов.
Хороший рассказ всегда легко закончить — выводы лежат сами по себе, в рамках логики и приоритетов.
В нашем обзоре технологии холодной штамповки очевидна гармония выводов:
- Холодная ковка — замечательная технология, которая позволяет комбинировать то, что нельзя объединить в других процессах:
- практическая польза в хозяйстве;
- возможность художественного творчества;
- изобретение и применение собственных инженерных разработок;
- простота и реалистичность исполнения для новичков;
- Повышение самооценки как мастера, так и арендатора дома с элементами художественной ковки.
- Устройства холодной ковки можно сделать самостоятельно и качественно, лучше начать с улитки и гибочных станков.
- Ручное оборудование больше подходит для ручного привода. Вариант электрического использования слишком изобретателен. Единственный вид машин, который лучше всего делать сразу с электроприводом, — это торсион. Качество скручивания стержней в этом случае будет намного выше.
- При изготовлении кованых изделий холодным способом не мешает «помощь» горячей ковки.Самостоятельно изготовить машинку для наконечников и других мелких элементов декора невозможно, а покупка стоит больших денег. Наш совет — сделать декоративную мелочь методом горячей ковки. Небольшой и аккуратный рог в колхозе не помешает. И будет способствовать профессиональному росту: начать с холодной ковки, перейти к настоящему кузнечному делу …
- Не стоит ограничиваться стереотипной росписью кованых изделий «под старину». Современные краски и вездесущая эклектика в дизайне делают возможным самые неожиданные цветовые и фактурные решения в металлических изделиях.
Stroj za hladno umjetničko kovanje своими руками: crtanje, инструкция и видео
Domaći stroj za hladno kovanje može biti koristan ako volite tinkering i niste neskloni da radite nešto lijepo vlastitim rukama za seosko imanje, kućni interijer, darove prijateljima i obitelji, ili samo.
Величанства изглед производства изображений метод «Кованя привлекает грациозные линии и фасцинира очи». Od najstarijih time, u svim najboljim kućama, svakako se mogu vidjeti takvi ukrasi kao metalni čipkasti uvojci.Чак и данас, када и развитие велика количина различных материалов и технологий, кривые производства нису изгубили свою важность.
Proizvodi izrađeni pomoću kovanja koriste se u dizajnu zajedno sa staklom, пластик и другой декоративный элемент. Kovanje metala odvija se hladno ili vruće. Za izvoenje processa vrućeg kovanja requirebno je izvršiti mnoge posbne uvjete , jer je vrlo teško nositi se kod kuće. Више приступачан начин е уметность хладно кованье. Mnogo je lakše učiti, a po želji možete napraviti i vlastite strojeve za hladno kovanje vlastitim rukama.
Hladno kovanje
Kod varjante za hladno kovanje need su two glavna postupka:
Da biste proveli ove aktivnosti, ne morate reći metalu nikakvu temperaturu. Нет, određena toplinska obrada trebala bi se još pojaviti između faza rada.
Ние потребно имати на размещении пунокрвне строеве за уметничко кованье, često navijači prave alate vlastitim rukama. Uz pomoć domaće opreme, можно найти данные sve vrste fancy Oblika. Потребно е само стечи одрежене вьештине.Stoga, budite spremni na činjenicu da će vam za savijanje željenog Oblika trebati crteži i puno truda. Rad je moguć samo uz upotrebu sirovina potrebne debljine.
Proizvodi koji se proizvode pomoću implviziranog stroja za hladno kovanje mnogo su jači od onih koji su izrađeni or Oblikovani štancanjem. To je zbog činjenice da su metalne šipke koje prolaze kroz uskočnik притиснуте заедно с потребным обликом. С овом метод «кованя потребно» je izbjegavati pogreške , jer one praktički nisu fiksne.Stjecanjem vještina možete stvoriti vlastite atraktivne i prekrasne proizvode.
Uz pomoć domaćeg stroja za hladno kovanje možete napraviti proizvode kao što su:
- element kao što su nadstrešnice za balkone, rukohvati za stepenice;
- сетка на прозорима;
- ograde i ograde;
- namještaj za dom — столи, столицы, кревети;
- elementi koji se koriste u dizajnu kuće: sanduci kamina, stativi za cvijeće.
За vrijeme vrućeg kovanja obrtnik treba ne samo zasebnu prostoriju, nego i opremu za kovanje, kao i posbne uvjete.S hladnom metodom nema potrebe za predgrijavanjem obratka, a sam про postaje ekonomičniji.
Приликом образуют серию слитных производств властитим руки, све себе можно направить помощь шаблона и кртежа. Tako je moguće značajno smanjiti troškove rada i skratiti vrijeme proizvodnje. Ponekad je potrebno zagrijati dijelove, zagrijavanje se vrši na spojevima tako da nema zakrivljenosti. Početnicima se savjetuje da pažljivo razmotre plan proizvodnje prije obavljanja posla , a video tutorial i crtež budućeg proizvoda bit će korisni.
Alati i oprema
Ručna mašina za hladno kovanje uključuje brojne element. Потребне прикладной кожи и бити потребление за рад:
- Twister;
- пуж;
- гнутик;
- val;
- глобус;
- svjetiljku.
Mnoga imena izgledaju smiješno, ali to su prilično prikladni uređaji za kućnu uporabu.
Главни алат за рад е бити гнутик, коджи се користи за промьену облика металла. Njegova je funkcija savijanje dijela pod potrebnim kutom или savijanje luka s različitim radijusima.
Puž se u pravilu koristi za spiralne čelične šipke. To je alat za savijanje šipki, traka, cijevi, kvadrata i profila u Obliku spirale, proizvoda različitih Oblika i radijusa. Pri korštenju ovog alata moguće je negraničiti stvorenu spiralu u radijusu i napraviti traženu vrijednost.
Алат «святитель» потребан за сохранением металлических диелова. При этом образуется металлическая вставка диаметром до 30 мм или квадратные профили поперечной резки диаметром до 16 мм.
Uz pomoć takvog ureaja kao što je val, oni stvaraju valovite element. Nanesite ga na obradu cijevi koje imaju šesterokutni or kružni poprečni presjek.
Twister izgleda kao svjetiljka. С ова два алата можете окретати шипке око оси.
Pomoću kugle можете направить большие лук профильные шипки debljine do 12 мм. Osim toga, krajevi izratka su takoer lagano savijeni.
Ovaj alat za hladno kovanje je apsolutno nije teško, tako da često možete vidjeti domaće.Tvornica je gotovo ni na koji način inferiorna.
Strojevi za kovanje
Često kad radite, strojevi za hladno kovanje s vlastitim rukama su mnogo prikladniji. Будучи да сэ не може сваки элемент у потпуности обрадити само ручно, за кованье. A cijena ove opreme je prilično velika , čak i kada je riječ o najjednostavnijem strojnom pužu.
Ako domaći majstor napravi neki proizvod na dirigentu koji je samostalno proizveden, onda će stvar biti jedinstvena, iako će u nekim aspektima biti inferiorna onoj koja sevornicodi u tornicodi.Ako planirate napraviti veliki broj dijelova pomoću hladnog kovanja, najbolje je napraviti šablonu s električnim motorom. Тако предложите свой тихий рада.
Bit će korisno osigurati izradu na stroju glavnih vrsta radova — crtanje, savijanje i uvijanje. Ovi uređaji mogu se kombinirati tijekom stvaranja vodiča vlastitim rukama.
Tijekom crtanja, proizvod je Oblikovan. Za što treba proći kroz valjke или prešu, a dio početnih sirovina će se smanjiti.
Proces savijanja je taj da se dio savija pod željenim kutom.Ovu operaciju možete izvesti pomoću predložaka. Izrauju se na ovaj način: priprema se crtež proizvoda, nakon čega se izrauje predložak. Заварите увіене на челичной площадке, теперь это есть список постави на строй у држачу. Край радног комада поставлен у utor, други kraj je fiksiran. Pomoću poluge je zahvaćen jedan kraj proizvoda, koji se mora povući duž svih zavoja ploče koja se koristi kao šablon.
Приликом израде узорка, шав за завариванием мора бити изведен извана, йер че у супротном обозначении дальнего ради производства.
Često obrtnici sami sklapaju jednostavne uređaje uz pomoć kojih se mogu izraditi vrlo originalni proizvodi. Све овиси о искусстве майстора. Razmotrimo jedan od tih model koji su napravili sami kako bismo razumjeli sam Princip.
Строй «Пуж» за кованью своими руками
Овим строем дома обртницы изводе све врсте прстена и спираль, коврче, валовье. Da biste napravili ovu vrstu stroja, morate djelovati u skladu s crtežima i tehnologijom , što uključuje brojne faze.
Prije izrade bilo kojeg pribora, ručnog alata ili strojeva za umjetničko kovanje povánje jé izraditi grafičke slike, predloške, skice, crteže budućeg pribora.
Da biste točnije dobili oznaku, najbolje je koristiti grafički papir. Nacrtajte spiralu na nju, koja postupno povećava radijus zavojnice. Između zavojnica treba slejediti isti korak. Mora se reći da se ovaj uvjet mora promatrati samo u slučajevima kada su require simetrični uzorci, u pravilu se ne izrauju više od 4 komada.
Također razmislite što će biti radni komad s kojim želite raditi. Размак изменить завоя мора себе снабдить так да мало премаши промыр металлических шипки, иначе će бити тешко добиты готов произвести из строя.
Za radnu površinu bit će requirebno željezo. Dovoljna je debljina od четыре milimetra. Dimenzioniranje se temelji na dimenzijama potrebnih dijelova. Da biste napravili Oblik, potreban vam je lim u Obliku traka debljine tri milimetra. S ovim materijalom možete raditi pomoću ručnog alata.Jednostavno se luči u spiralni uzorak pomoću kliješta.
Da biste izradili cjeloviti radnicesses, morate napraviti pouzdanu fiksaciju jednog kraja proizvoda. Ovdje ćete trebati komad šipke, koji je jednak širini traka. За поправак радне платформа треба радни стол. Često u ulozi stalka koristeći komad cijevi debelih stijenki. Главная страница я да себе осигура максимальная фиксация , она тебе тиеком хладног кованя напори čine прилично великим.
Sklop stroja
Da bi bilo koji stroj za hladno kovanje, postoji mnogo opcija.Може себе направление склопива, монолитна или чврста. U slučaju monolitne konstrukcije, uređaj u cijelosti or djelomično «Puž» je zavaren na mjesto.
Мали комади шипки с размером от 5-6 см можно себе заваривать duž duljine konstrukcije, za njih se moraju izraivati pope u radnoj platformi. Nemojte zaboraviti da pažljivo pričvrstite krajeve proizvoda koji će lučiti.
Hladno kovanje je osobito popularno među početnicima u kovačnici. Za proizvodnju proizvoda na ovaj način ne treba dobro opremljena radionica (можете to učiniti s garažom or štali), niti imati veliko iskustvo, ne treba посебно знание о ponašanju metala.Što se tiče ureaja, svi potrebni strojevi i alati mogu se izraditi ručno kod kuće.
Самодельный станок для холодной ковки: производственный процесс
Создание кованых изделий осуществляется с помощью горячей и холодной обработки. Последний метод не требует специальных навыков, но для его реализации нужны специальные приспособления. Существуют различные чертежи станков для холодной ковки, , многие из которых подходят для самостоятельного создания инструментов.
Производственные особенности
Металлические кованые элементы образуются в результате деформации, при этом в процессе работы необходимо учитывать эксплуатационные характеристики материала.
Структура кристаллической решетки металла состоит из зерен неправильной формы. Инструмент, используемый для ковки, влияет на нее и приводит к изменению внешнего вида детали. Особое значение имеет подбор чертежей станков, так как заготовка должна сохранять прежние свойства.
Самодельный станок для холодной штамповки: правила изготовления
Существуют определенные правила, соблюдение которых обеспечивает необходимый результат:
- Создание подходящей конфигурации возможно с помощью нескольких инструментов.
- Перед началом изготовления рассчитываются параметры формованных изделий.
- Прутки, используемые для заготовок, могут иметь разный диаметр, который выбирается с учетом степени сложности техники и последующей операции.
- Обрабатывается только низкоуглеродистая сталь, так как другие виды не обладают необходимой пластичностью.
«Гнутик»
Ручные станки для холодной штамповки могут быть изготовлены самостоятельно, для этого достаточно разобраться в тонкостях использования инструмента и найти нужный чертеж.«Гнутик» необходим для создания углов разной конфигурации. Его основными конструктивными элементами являются приводной упор и два вала, расположенные на стальном листе.
Самодельные станки для холодной ковкиТакой вид должен быть создан с учетом определенных особенностей. Например, изначально необходимо определить угол деформации. Также можно добавить дополнительный изгибающий элемент, если он используется, устанавливается третий вращающийся вал.
Инструмент изготовлен из специальной стали, так как в процессе работы он подвергается большим нагрузкам.Стоит отметить возможность сбора различных деталей, в том числе волнистых.
«Твистер» и «Улитка»
Сегодня художественная ковка не обходится без деталей в виде шнека. Они созданы вручную для холодной ковки под названием «Твистер». У них есть характерная особенность, заключающаяся в прокрутке стержня по оси. Инструмент состоит из подвижной и фиксирующей части. Поворотная ручка деформирует заготовку, которая закреплена между основными частями конструкции.Стоит отметить, что спираль образуется на стороне крепления изделия, а прилагаемые силы можно уменьшить грамотным расчетом рычага, оказывающего давление. Это устройство позволяет изготавливать детали для металлических заборов и оконных решеток.
«Улитка» — простая самодельная машина для холодной ковки, обеспечивающая формирование спиралей с необходимым количеством витков. Он наиболее популярен и может быть адаптирован для изготовления желаемого продукта. Инструмент комплектуется ручным или электроприводом, тип которого выбирается в соответствии с интенсивностью работы.
Самодельный станок для холодной ковки: подготовка материалов
Для начала необходимо нарисовать спираль с одинаковым шагом всех витков. В этом случае необходимо отбивать использованные заготовки, так как ширина хода, как правило, находится в пределах 15 мм, тогда как инструмент предназначен для брусков сечением 10 мм. Для маневра необходимо свободное пространство, так как при полном сжатии заготовки изгиб становится невозможным.
Далее вам нужно вырезать пластину размером 20×20 см из стального листа.Несмотря на небольшие размеры, он обеспечит оптимальную производительность рабочего процесса. В соответствии с длиной предполагаемой «улитки» делается пропил стали. Ленту необходимо согнуть плоскогубцами, положить на тарелку и обвести ярким маркером со всех сторон.
Затем часть стержня длиной, равной ширине стальной полосы. Главное, чтобы он не превышал этот параметр, так как это может привести к травмам в процессе сгибания. Стержень нужен для закрепления материала на первом этапе создания продукта, чтобы предотвратить свободный ход в одной точке.
Из профилированной трубы деталь длиной 10 см. Он объединит лист и основу, на которой будет производиться фиксация. Из-за высокой степени загрузки следует использовать только толстостенные материалы. После того, как все основные элементы подготовлены, можно собрать самодельный станок для холодной ковки, чертеж которого представлен ниже.
Сборка конструкции
Стальная «улитка» разделена на витки, первый из которых будет удерживать заготовку, а второй — витки стержня.Центральная часть приваривается к основе, при этом получившийся шов не должен иметь ни малейших дефектов. К основной части планки приваривают куски стержня, расстояние между ними должно быть 3 см. Необходимо соблюдать осторожность при формировании швов, а затем сбивать их молотком.
Затем они устанавливаются в необходимых местах планки и рисуются маркером. Получившиеся кружочки нужны для образования дырок. Они должны полностью соответствовать диаметру ножек для удобной установки и снятия.
Завершающим этапом является приварка профильных труб в нижней части, а также крепежного элемента рядом с «улиткой». Фото изготовленных таким способом самодельных станков для холодной ковки представлены выше.
p >>Сделай сам умелецкое покрытие: ukážky dizajnových nápadov + видео
So zvyšovaním životnej úrovne menia majitelia záhradných pozemkov smer ich využívania. Dnes je dača čoraz menej zdrojom príjmu. Ľudia si sem chodia oddýchnuť od mestského ruchu a starostí, cítiť svoju jednotu s prírodou.Stránka je strebná výlučne na príjem estetického potešenia alebo ako miesto na realizáciu kreatívneho Potenciálu človeka. Kovanie pre svoje vlastné umenie je jednou z možností stelesnenia vašich vlastných schopností a schopností.
Také prvky krajinnej architektúry, ako sú kované altánky, Mosty, pergoly a oblúky, si získali veľkú obľubu nielen ako investícia peňazí, ale aj ako prostriedok autorovho sebavyjadrenia.
Dôležitosť štýlu
Kované formy použité v dizajne záhrady by v žiadnom prípade nemali vypadnúť zo vseobecného štýlukt, v ktorom je zachovaná celnies.Inak sa aj z krásneho kúska môže cítiť cudzo. Preto pri zadávaní objednávky alebo výbere decorationu pre samostatnú prácu by ste mali čo najopatrnejšie študovať vzorky umeleckého kovania.
Vzhad prvkov z tepaného železa by mal zodpovedať všeobecnému štýlu záhrady.
Kované prvky vo všeobecnosti dokonale zapadajú do každého typu krajiny. Hodia sa k overenej jasnosti francúzskych parkov, perfektne kombinované so smaragdovou zeleňou anglických trávnikov, šikovne zapadajú do známeho ruského pohodlia kaštieľa a pre fontány súodúč
Ту же долежитый почерк првков в ковани самотный орнамент. Mnoho malých detailov, nádhery a objemu produktu nebude vyhovovať každej záhrade. Ažký barokový štýl je vhodný na veľkej ploche, kde sa určite nájdu detaily, ktoré sa ozývajú v ornamente, a dom vyrobený v rovnakom duchu. Ale pre ahký a tenký kovaný výrobok nie sú potrebné špeciálne podmienky — dokonale sa hodí do každej krajiny.
Aké výrobky z tepaného železa je možné použiť na zdobenie záhrady?
Najčastejšie na zdobenie záhradného pozemku a domu na om umiestneného sa používa toto:
Možnosť č.1 — bránky a ploty
Kované brány pôsobia veľmi dekoratívne a upútajú pozornosť všetkých. Tento prvok by mal dostatočne kombinova milosť a spoahlivosť. Nie je také ahké byť zároveň súčasťou ochrany letnej chaty a jej výzdoby. Vrátka je zabudovaná do plotov alebo brán. Ак Európania повышенная použitie úplne kovaných prelamovaných plotov a brán, potom je v Rusku bežnejšia kombinácia materiálov. Але сюжет я часто кованы иба в стредней алебо хорней части.
Kovaná brána orámovaná kameňom alebo tehlom vyzerá ako čipkovaná vložka, затянувшееся кование в комбинации с древним алебо ковом vytvára dojem brány dorahočáné pénéné 9 stredovek.2 — záhradný nábytok
Odolné a odolné — чтобы sú prvé slová, ktoré vás napadnú pri pohade na záhradný nábytok z úplného kovania. В реконструированной области sú spravidla umiestnené lavičky a stoly z tepaného železa. Celokovový nábytok nie je veľmi častou možnosťou. Kombinácia kovu a dreva sa považuje za klasiku a pre high tech záhradu sa používa kovanie zdobené sklom.
Кованый набор на более надежной территории, а также на незабываемом участке с предварительной оплатой
Может быть.3 — záhradné mosty
Mosty, элегантный, закрытый и zdobené jemnými prelamovanými detailmi, sú nad čím premýšľa, ak je na stavbe potok. В ktoromkoľvek ročnom období dodá záhrade aristokraciu most z tepaného železa.
Takýto most bude na jeseň pôsobiť obzvlášť peticky na pozadí padajúceho lístia alebo zasneženej zimy
Možnosť č. 4 — rebríky a podpery
Vo vnútri domu budú schody slúžiť ako elegance podpera pri výstupe na druhé poschodie chaty, pri vstupe do domu však kované schody, ktoré tvoria verandľ, pôsoickybia.
Schodisko do záhrady je ďalšou výzdobou locality
Možnosť č. 5 — pergoly a oblúky
Tieto malé architektonické formy záhradnej krajiny sú mimoriadne populárne a široko sa používajú na zónovanie locality, ktoré tvoria chodby prepletené rastlinami. Zvláštnosťou kovaných výrobkov je, že nie sú len podporou pre popínavé rastliny — sú estetické samy o sebe. Ich cieľom je vytvorenie objemového priestoru. Kovaný perlog, zdobený hroznom alebo ružami, vytvára tieňovaný prechod, naplnený medovou vôňou zelene vyhrievanej slnkom.
Oblúky môžu sklopiť vchod z Patia do záhrady. Tieto záhradné prvky sú trvácne dekorácie, ktoré si vyžadujú malú údržbu.
Možnosť č. 6 — grilovanie na vidieku
Pre mnohých je výstup do prírody perfektne kombinovaný s varením kebabov. В том, что нужно сделать, чтобы обезопасить себя. Bežný brazíl sa príliš nehodí k vidieckej krajine, ale o kovanom produkte sa to poveda nedá. Práve so stelesnením záhradného grilovania sa prejavuje všetko umenie kovania.
Комбинация функций и красок на вывороте летних часов на гриле с теплой водой
Možnosť č.7 — záhradné svetlá
Vkusne vybrané lucerny z tepaného železa na stenách domu a cestičky pozemku mu dodávajú zvláštne čaro a vytvárajú romantickú náladu.
Prvok, ako je kovaný lampáš, vyzerá dobre ako samostatne, tak v spojení s inými kovanými výrobkami.
Možnosť č. 8 — altánky a markízy
Kované altánky sú najčastejšie umiestnené vo vzdialenosti od hlavnej stavby alebo v blízkosti nádrže. Slúži tiež na izoláciu rekreačnej oblasti od hlavného areálu.Altánok alebo pavilón umožňuje plne realizovať fantáziu dizajnéra. Práve tu je príležitosť využiť kovací орнамент в celej jeho rozmanitosti. Elegantná a vzdušná štruktúra by mala vytvára pocit stúpania a pohody.
ahký, jemný, vzdušný — taký by mal byť kovaný altánok
Kované prístrešky a prístrešky chránia nielen pred dažďom, snehom a cencúľmi, ale úspešnešneratnia.
V kombinácii so závesnými lampami a ramom na verande môžu markízy vytvoriť jednu kompozíciu a vytvoryť tak jedinečný vzhad domu.
Možnosť č. 9 — príslušenstvo
Nie vždy majú majitelia záhrady možnosť nakúpiť drahé kované výrobky v požadovanom množstve. В этом приложении вы можете найти их сами по себе, а также на замену на коване доплнкы. Malé, ale prítulné kované kliešte na dvere, lampy, držiaky na dáždniky, záhradné figúrky alebo stojany na kvety poslúžia ako dôstojná dekorácia pre každé miesto.
Kované doplnky môžu premeniť nielen záhradný pozemok, ale aj samotný dom.
Čo môžete robiť vlastnými rukami?
Mnohí veria, že nie je možné vytvoriť vysoko kvalitný kovaný výrobok vlastnými rukami, iní sa domnievajú, že v kováčstve pred nie je nič zvlášť staruže Obaja sa mýlia. Na to, aby ste si sami vyrobili čo i len malý prvok, potrebujete nielen nástroje a zručnosti, ale aj vedomosti o vlastnostiach kovov. Kovanie za tepla je tvrdá práca v prostredí, ktoré je ďaleko od kancelárskeho prostredia.Čo robiť?
Ak nie je túžba vybudovať kováčsku dielňu a ovládnuť technológiu kováčstva, môžete sa obmedziť na analóg umeleckého kovania. Vytvorme zváranú konštrukciu z kovových profilov a valcovaných kovových výrobkov, ktoré môžu byť zdobené hotovými detailmi umeleckého kovania. На то будеме потребова: здрой электрины; rovný povrch na zostavenie produktu; brúska s kovovými kefami, odizolovacie a rezacie kotúče; voné lano, značkovač; кладиво, два чапы; zvárací stroj s maskou, rukavicami a elektródami.
Aj bez kováčskej dielne sa nakoniec môžete naučiť, ako vyrábať skutočné majstrovské diela.
Ako materiál použijeme kovový profil, ako aj valcovaný kov. Je lepšie brať druhú s menšou časťou, odvtedy ju budeme môcť ohýbať bez toho, aby sma sa uchýlili k špeciálnym vykurovacím podmienkam.
- Výber výkresu. Nekomplikujte náčrt, ktorý musíte nakresliť, pretože toto je váš prvý produkt a kov nie je nijako zvlášť plastický materiál.
- Kupujeme kov. Мало, автор: по желанию, по стандартному тыче, по улицам. Musíte si vypočítať potrebu kovu a zobrať ho s malou rezervou.
- Liečba. Dodaný materiál je lepšie ihneď vyčistiť od hrdze. Потом к Буде Лажшие Уробинь. К тому použijeme kovovú kefu nasadenú na brúsku.
- Montáž ramu. Na rovnom povrchu (šmykavka, pracovný stôl, stôl) urobíme ram výrobku. Jeho rozmery sa berú do úvahy na vonkajších povrchoch.Každý zo 4 rohov ramu bude mať zvarový šev. Aby sa ram nepokrčil, najskôr chytíme jednu zo strán. Ktorý z nich bude prvý, je rovnaký. Do horných a dolných rohov nakvapkáme niekoľko kvapiek zvárania, potom poklepaním na nezvarené rohy vyrovnáme uhlopriečku. Потом звезды два звезды рои.
- Merania. Aplikujeme na povrch (stôl, drevotrieska, asfalt) budúci výkres v mierke 1: 1. Vezmeme lano na zmeranie jeho prvkov. Pripevňujeme lano k prvkom výkresu, ako k šablóne. Zistíme teda dĺžku segmentov, do ktorých sme tyče prerezali.
- Деформация. Ак чсете деформирует обробки, музее вытворяет заардание: на ровном поврчу зверете два часа 2-3 см от себя. Pomocou nich a kladiva postupne ohýbame prúty, pričom neustále porovnávame výsledok so šablónou.
- Монтаж и звук. Rozložili sme prvky na šablóne, zhromaždili výkres a orezali prebytok. Výrobok opatrne zvaríme z jednej a potom z druhej strany.
- Чистенье. Všetko nepotrebné upratujeme.
- Hotové diely. Kupujeme hotové kovacie prvky, ktoré budú slúžiť ako dekorácia základne. Zvaríme ich na miesta pre ne určené, miesta na zváranie očistíme.
- Подкладание и лакование. Základný náter sa používa biely, aby sa pri maľovaní zistili chyby. Vlastným farby by mali byť kompatibilné so základným náterom.
- Šik a lesk. Špeciálne starnutie alebo pozlátenie dodá produktu atraktivitu.
Výsledný product vo vzhade sa bude líšiť od kovaného a s určitými zručnosťami, ktoré sú vyvinuté so skúsenosťami, sa môžete naučiť, ako vytvárať skutočné majstrovské dielstrovské dielské.
Starostlivosť o výrobky z tepaného železa v záhrade
Kované výrobky tiež potrebujú minimálnu údržbu
Kované výrobky tiež pohrade. Na záhrade sú vystavení premenlivému počasiu. Мали byť natreté najmenej každé dva alebo tri roky. Trecie časti kovaných brán, brán alebo výkyvov musia byť namazané. Potom budú slúžiť veľmi dlho a vždy potešia svojich majiteľov.
Доступный чланок:
(0 гласов, прием: 0 из 5)
Zdie priajte so svojimi priateľmi!
Umelecké kovanie: výkresy hotových výrobkov
Popularitu umeleckého kovania možno len ažko prevovať.Pevnosť, krása kovaného kovu, rytmus plochých и objemových vzorov mimovoľne priťahujú pozornosť.
Príklad kovových výrobkov s prvkami umeleckého kovania.
Тип кования за студией и лисование ковов. Кование за тепла, ровно ако лисование, предлага выробный священник и померне софистиковое выбывание, затянувшееся на кование за студеную стачь дворна диелňа алебо гараж, где морые крылья охоты моны.
Nástroje na kovanie za studena
Vďaka jednoduchému vybaveniu a príslušenstvu môžete nielen vyrábať kované výrobky na zdobenie domov alebo vidovanieckyrobuchka chát.Kovanie za studena zahŕňa použitie okrúhlej alebo štvorcovej kovovej tyče, ako aj kovového pásu. Na zostavenie výrobkov budete potrebovať zvárací stroj.
Na výrobu mriežok, plotov, zábradlí, nábytku s kovanými prvkami potrebujete niektoré zariadenia, ktoré je možné zakúpiť v špeciálnych obchodoch alebo si их vyrobiť sami. Výkresy tohto zariadenia sú jednoduché a zrozumiteľné pre majstra akejkoľvek úrovne. Потребное минимальное множество строений до кования за студентами:
Строение на кование за студентами: кладо, бич, слимак, твистер, влна, объемное и ине.
- Slimák. Toto zariadenie vám umožňuje robiť kučery во forme špirál. Aby ste získali kučery s rôznymi polomermi ohybu, musíte mať niekoľko jednotiek takého zariadenia vyrobených podľa rôznych šablón. Predbežne ohnutý kus pásu je privarený na plech, podľa ktorého sa kučery vyrábajú ohýbaním, ako v predlohe. Môžete si urobiť výkres takého slimáka sami.
- Гнутик я строй на охыпание тыче в певном уле алебо в любовном поломере. Zariadenie je systém valčekov inštalovaných na kovovej doske a má dizajn, ktorý umožňuje meniť vzdialenosť medzi valcami.
- Z Prístroja «Фонарик» для создания объемного света с ровным светом. Toto zariadenie sa môže použiť aj na výrobu prvku «koša».
- Твистер. Toto zariadenie sa používa na skrútenie štvorhrannej tyče alebo pásu в позднем пространстве. Výsledkom sú krásne skrútené prúty. Nástroje majú jednoduchý dizajn a keďže majú jednoduchý výkres, nie je ažké ich vyrobiť sami.
- Volumetrický, niekedy sa vyskytuje aj názov «glóbus». Помогите, чтобы это произошло в процессе создания трехмерного изображения в трехмерном формате, который может быть использован для создания объемных изображений.
- «Vlnové» zariadenie má podobný dizajn ako ohýbačka rúrok. Pomocou dvoch valčekov, z ktorých jeden je pripevnený na pohyblivom ramene, je možné vyrábať diely ohnuté pozdĺž ubovoľného polomeru. Tieto nástroje sa používajú na výrobu vlnitých vzorov s prvkami veľkých polomerov.
Кововое покрытие — Умелецкое покрытие || Металлиста
Ковачство за вычетом стандартных операций, которое вам может пригодиться, чтобы создать новую обробку, когда хотите, чтобы ваш текст был улучшен.
Pomocou rozrušenia zvyšuje majster šírku kovania zmenšením jeho dĺžky. Táto operácia sa vykonáva na celom obrobku alebo iba na jeho časti. Осадок в používa при výrobe zahustených uzlov na stonke kvetu, tvorbe volumetrických dekoratívnych prvkov.
Výfuk je operácia opačná k ahu. Obrobok sa ohrieva a dĺžkovo vytiahne pomocou príklepového nástroja. Капота с выделением ролика, отточенным или 90 ступеней алебо на научном роутере.
Резюме помощи розделий обробок на части.Operácia sa vykonáva na horúcom kove pomocou kováčskeho sekáča.
Vďaka ohybu pozdĺž daného obrysu získa kovanie požadovaný tvar. Existuje niekoľko druhov ohýbania: pod uhlom, v oblúku, na kužele alebo bez neho. Voba metódy ohýbania je určená konfiguráciou dekoračného prvku.
Круты и крутки на поуживаю при výrobe zložitých dekoratívnych prvkov a potrebe dať výrobkom osobitnú expresivitu a plastickosť.
Jeden koniec kovového obrobku (alebo niekoľko obrobkov spojených dohromady) je nehybne zafixovaný a druhý sa pomocou špeciálneho kľúča otáča okolo stredovej osi.
Takéto výrobky majú nielen originálny tvar, ale aj krásnu hru tieňov na povrchu.
ehlenie je jednou z lastných kovacích operácií. S jeho pomocou sa drsnosť povrchu vyrovná, vyčistia sa škáry, opravia sa ozdobné prvky. Na žehlenie používajte špeciálne žehličky.V niektorých prípadoch remselníci zarovnajú iba vyčnievajúce časti výrobku, čím dodajú svojmu vzhľadúnosbitťn.
Vloženie vzoru sa týka dokončovacích operácií.На viditeľné časti kovaných výrobkov sa nanášajú ozdoby, ahy alebo nápisy. Rez sa vykonáva dlátom na studenom alebo zahriatom povrchu.
Монтаж výrobku sa vykonáva po kovaní všetkých komponentov. Po dokončení majster vyčistí jeho povrch, pripraví základný náter a vymaľuje.
Napriek prítomnosti mnohých technologických operácií nemožno kováčske remeslo porovnávať s typickým výrobným process. Moderní kováči robia oveľa viac ako bežná výroba výrobkov. Vytvárajú skutočné umelecké diela a nadväzujú na tradície starodávneho remesla.
Spoločnosť Metallist pozýva všetkých, aby ocenili rozmanitosť kovaných výrobkov. НАШИ РЕМЕСЕЛЬНИКИ ДОКОНЧИЛИ СТОВКИ ЗЛОЖИТЫХ ПРАЧ, КТОРЫХ ФОТОГРАФИЙ НА ОФИЦИАЛЬНЫХ ВЕБОВЫХ СТРАНКАХ. Ak si chcete objednať výrobky, kontaktujte nás na uvedených kontaktoch.
Умелецкое кование (25 фотографий): студенческая наука с технологией
Умелецкое кование в ремонте поуживало из старовеков. Rafinované výrobky z hrubého a studeného kovu, zdobené domy a blízke pozemky určené na záhradníctvo.Kované diely sa çasom začali natiera ochranným lakom alebo farbou pre dlhšiu životnosť a ochranu pred vonkajšími vplyvmi.
Dokonca aj dnes umenie kovania kovu neprestáva existovať, ale získava si čoraz väčšiu popularitu vaka vzniku nových štýlov v architektúre a interiéroch.
Niektorí sú ochotní minúť veľké sumy na predmety z tepaného železa pre svoje domy, letné chaty a záhrady. Ale nie každý si to môže dovoliť. Niektorí záhradníci a záhradníci sa rozhodnú vlastnými rukami vyrábať krásne výrobky, ktoré zdobia fasádu ich vidieckych a vidieckych domov.Kovanie kovu sa považuje za ažkú prácu, ktorú môžu remselníci vykonávať vo svojom remesle. На osvojenie výrobných postupov budete requirebovať veľa času a trpezlivosti. Ale nezúfajte, na konci nájdete úžasné výsledky svojej tvrdej práce.
Druhy technológií
Ako viete, kované výrobky sa vyrábajú teplé alebo studené … Ak chcete začať kovať, musíte poznať nuansy práce s týmito technológiami. Zároveň budete musieť urobiť?
- Кованые за тепло. Zahŕňa to roztavenie kovu v ohni a dodanie hmote požadovaný tvar. Pre tento spôsob práce potrebujete kovať za všetkých podmienok pri ktorej sa bude udržiava teplota topenia. Kovanie za tepla si vyžaduje veľa času a úsilia, pretože iba pomocou neho získate jedinečné a jemné prvky. Nie je prekvapením, že sa k nemu uchýli iba profesionálny kováč.
- Кованые за студентом. Najlepšou možnosťou je vyskúša si v tomto remesle začiatočníka. Studenou metódou odoberajú sa hotové prvky, ktoré sa menia pomocou špeciálnych nástrojov.
Chladný
Pre prácu budete potrebovať voná miestnosť, в который будет стоять stá zvárací stôl a budú uložené všetky náradia a kovové časti. На участие в практическом токе на случайном отправке с электромотором, к которому при помощи небольшого приближения, розыгрыша и крушения. Ohýbanie pomáha ohýbať diel do požadovaného uhla. Napínanie umožňuje vytvoriť prvok v určitom tvare jeho prechodom cez lis, čo zmenší prierez dielu.
Medzi ďalšie náradie patria kladivá, kliešte a dláto.Выберете один положительный, кто был наплавлен.
S kovaním za studena budete musieť zvoliť tvárny kov, ktorý sa ahšie ohýba pod strojom — meď, mosadz, dural, oceľ a их zliatiny. Kovové tyče a vrstvy by navyše nemali byť veľmi hrubé, inak nedosiahnete najlepšie výsledky.
Odporúčame tiež prečítať si:
Horúce
Na kovanie za tepla budete určite require kováčstvo, nákovu, zvárací stroj a náradie rovnakého typu, ale rômestírovek vesty.
Za tepla kované používajte rôzne druhy kovov. Pomocou ohňa sa roztavia na tekutú hmotu a už z nej vyrábajú prírezy pre pouličné a domáce predmety pre domácnosť.
Maliarske výrobky
Aby si výrobky vyrobené metódou umeleckého kovania dlho udržali svoju farbu, používajú sa na ne brúsené farby, ktoré pomáhajú vyrovnať sa koró. Pre najlepší efekt sa základný náter nanáša v dvoch vrstvách. Spoľahlivejšou a odolnejšou možnosťou by bola priemyselná farba, ktorá je tónovaná rôznymi farbami a rýchlo schne.
Сделай сам коване првки и диэли
По закупке всех необходимых приправ, настроев и кову на кование можете покроешь к выкресу и начрту планованич кованих виробков. Zo štandardných prvkov je potrebné rozlišovať:
- Curl. Konce kovovej tyče môžu byť ohnuté do jednej (volant, volúta) alebo do rôznych strán (малый клин). Niekedy je iba jeden koniec preložený, výsledkom čoho je čiarka.
- Prsteň. Jednoduchá metóda spočíva v navinutí tyče na špirálu strojového polotovaru, ktorý sa potom rozreže na kruhy a ohne do plochého tvaru.
- Ноха а шлюка. Rovnakú technológiu používajú na valcovanie konca kovovej tyče do roviny.
- Krútenie. Skrutkové skrútenie tyče pozdĺž osi sa používa na získanie «lampiónov» и tyčí pre záhradný plot alebo mriežku.
Brána
- Podľa náčrtu robia všetky výpočty, aby správne vybrali dĺžku profilov, priemerná brúska sa s ich rezaním dokonale vyrovná.
- Polkruhový zvršok dáva bránke pôsobivejší vzhľad. Jeden z profilov je ohnutý a na upevnenie k vertikálnym profilom zostáva z oboch strán najmenej 10 cm rovnej čiary.
- Hotové prvky sú spojené na zváracom украл.
- Kudrlinky, vrcholy, nohy sa vyrábajú kovaním.
- Aby bol vzor symetrický, najskôr sa na povrch rozložia kované prvky. Po overení správnosti výpočtov sú diely zvárané spolu s ramom.
- Потом vykonajte brúsenie a odmasťovanie švov.
- Кованое украшение с закрытым узором на стене.
- Pred inštaláciou môže byť brána prešitá vlnitou doskou alebo drevenými lištami, ktoré poslúžia ako dodatočná ochrana plotu.V tomto prípade sú stĺpy, na ktorých bude zavesená bránka, vyrobené s veľkým priemerom pre váženú štruktúru.
Набыток
Кованы наборов выробены пода ровного принципа — ковового раму с древним седадлом, затраченный на операцию может быть кованое алебо, выпущенное с другого материала, напрокат.
- Ako vyplýva z toho, prvé náčrty sa zostavujú s mierami zamýšľaných výrobkov.
- Закупка в потреблении материалов — кововые тычи, древние тычи, нохи, стояны.
- Rám je vyrobený pomocou profilov alebo kovaných podpier.
- Hotové vzorované diely sú zvárané, natreté základnou farbou a zafarbené v požadovanej farbe.
- Drevený chrbát a sedadlo sú pokryté ochranným lakom.
- Strom je pripevnený k kovu pomocou samorezných skrutiek a skrutiek s guľatou hlavou.
- Ak sú v pláne podrúčky, sú pripevnené k štruktúre ako lastné.
Lampa
Ako dekor budú slúžiť kované lucerny, ktoré môžu byť vonkajšie aj vnútorné.
- Najprv sa musíte rozhodnúť pre typ lampáša. Môže to byť stojaci, závesný, nástenný alebo prenosný. K stojacej lampe si môžete kúpi hotový stojan alebo stojan. На стену потребуете конзолу. Závesné a prenosné modely sú vyrobené malé pre mobilitu, líšia sa iba prítomnosťou očka v zavesenom type, ktoré je zavesené na haku. Prenosné verzie sú často vybavené rukoväťou, ktorá sa tiež dobre uzamkne na bezpečných hákoch.
- Hlavná časť lucerny obsahuje pneumatiku, bočné steny a dno.Výkresy budúceho dizajnu sú aplikované na papier.
- Na zostavenie ramu sa používa kovanie za studena. Потом са вложи казета в скло. Na Samom Konci Je zváraný kovaný dekor.
- Hotová štruktúra je natretá požadovanou farbou.
Nie všetky majú letné chaty alebo vidiecke domy. Niekedy chcete zdobiť svoj domov vynikajúcimi vzormi, ale zdá sa, že výroba kovaných výrobkov doma je nepochoptingnou úlohou. Metóda kovania za studena celkom možné za prítomnosti vonej miestnosti s dobrým osvetlením a vetraním miestnosti.Technológia kovania kovových výrobkov doma sa nelíši od kovania uskutočňovaného v kovárni.
Domáce kovanie vám umožňuje vytvárať prvky domácej výzdoby, ako sú rámy okien alebo zrkadiel, krbové grily, svietniky, stojany na kvety alebo ozdobné nádoby na saddoby. Nie je vylúčená výroba nábytkových zostáv vo forme stolov, stoličiek, políc a dokonca aj postelí. Kované zvieratá budú vynikajúcim riešením pre vzory s prírodnými motívmi.
Kovaný nábytok dodáva interiéru a oblastiam so záhradnou alebo zeleninovou záhradou zvláštne čaro.Kovacie zručnosti pomôžu vytvoriť jedinečné vzory nielen vozorkách, ale aj v položkách použitia.
Холодная ковка своими руками как отдельный вид искусства
Холодная ковка своими руками — это метод формования изделий из металла под давлением. Этот метод заключается в том, что металл перед деформацией не нагревают, а сгибают на специальных станках. Кованые узоры украшают садовую ограду, перила лестницы, окна или двери. Простота и невысокая стоимость позволят любому быстро освоить процесс и самостоятельно реализовать свои идеи.
Путем холодной ковки можно создавать невероятно красивые изделия
История возникновения кузницы: описание холодной ковки
Ковка — процесс обработки металла с целью придания изделию заготовки (слитка) заданной формы. У людей, незнакомых с особенностями обработки металла, слово «кованый» ассоциируется с кузницей, где слиток нагревается от 800 до 1000 ° C и обрабатывается молотком для придания ему формы.Но в быту все чаще используются предметы, изготовленные методом холодной ковки. Сковороды, чайники, узоры на воротах и дверях, металлические подставки изготавливаются путем деформации металла под давлением без предварительного нагрева.
Красивые кованые элементы можно создать даже в домашних условиях без специального дорогостоящего оборудования
Холодная штамповка — более легкий, эргономичный и безопасный способ обработки, чем горячая. Основные преимущества:
- Оборудование для холодной ковки металла эргономичнее и дешевле;
- малая трудоемкость;
- Краткие инструкции, низкие требования к квалификации;
- возможность создания уникального орнамента из основных элементов.
Обратной стороной является ограниченность рабочих поверхностей и материалов: стержней, листов и пластин.
Холодная ковка — один из древнейших методов обработки металла
Ручная холодная ковка исторически старше горячей. Первые изделия были найдены в Египте и Месопотамии и датируются 4–3 тысячелетием до нашей эры. Первоначально используется руда, поддающаяся деформации после удара камня. Холодная ковка применяется для изготовления украшений из золота.Из мягкого металла было удобно обращаться с каменными молотками. Самый старый продукт найден в Египте, он изготовлен 8000 лет назад.
Несколько веков спустя, наблюдая за вулканом, люди узнали, что из-за высокой температуры форма намного легче металла. Начали строить домны — была профессия кузнеца. Каменный век уступил место железному, в жизнь людей входят не только украшения, но и кухонная утварь, оружие, садовые инструменты. Принцип работы кузницы остался прежним, но было модернизировано оборудование для холодной ковки.
Используя современное оборудование, можно создавать изделия с большим количеством кованых элементов
Основные инструменты для холодной ковки в домашних условиях
Создание уникального продукта всегда начинается с расчета материала и разработки подробного рабочего плана. Самый простой способ продумать ходы, создать эскизы кованых изделий в масштабе, записать размеры и подобрать нужные инструменты. Особого внимания заслуживает выбор материала.Металл должен быть прочным, но легко гнуться.
Важно! Можно использовать закаленные листы или прутки. Под влиянием перепада температур конструкция металла меняется, она становится хрупкой и может разрушиться под давлением.
Есть два вида ковки металла своими руками — прокатка (работа с прутками) и прессование (выдавливание листов под пресс). В домашних условиях чаще применяется первый вариант.Для прессования листов нужно сделать специальную заготовку для деформации. Обычные инструменты для фрезерования: гнутик, улитка, твистер, волна и фонарик.
Элементы холодной ковки можно использовать для украшения лестницы
Гнутик — основной инструмент, используемый для сгибания стержней под разными углами. Спиральные элементы холодной ковки закручены через улитку. Для формирования лучше всего выбирать прутки диаметром 10-12 мм. Выбор слишком толстого материала может усложнить работу мастера.
Крутильная машина предназначена для скручивания прутков по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик, используемый для работы с несколькими стержнями. Они настроены на защелкивание и изгиб при повороте рычага.
для фрезерного оборудования дома
Принадлежности для холодной ковки своими руками можно купить или изготовить своими руками из подручных средств. Изначально нужно создать 2-3 базовых станка для обработки одного стержня. Сложность конструкции и изготовления зависит от вида выполняемых работ.Тщательное изучение технологического процесса позволит изготовить оборудование самостоятельно.
Для создания сложных кованых изделий потребуется более одного стенда
Гнутик: какие продукты можно создать с его помощью
гнутика чертежей для холодной ковки своими руками создать необязательно. Достаточно один раз взглянуть на принцип работы, чтобы изготовить инструменты самостоятельно. Станок представляет собой стальную оснастку, которая разделена на три части. На подвижном среднем звене (поводке) установлен центральный ролик (клин), изгибающий штангу.На боковых пластинах и роликах выполнены съемные вставляемые в паз. За счет выбора разного диаметра можно варьировать угол изгиба стержня или пластины. Сверху на поводке закреплен рычаг, приводящий конструкцию в движение.
Примечание! Сгибание стержня требует больших усилий, поэтому верстак для уплотнения на подвижной опоре приведет к неправильному складыванию и затруднит работу.
Ролики должны свободно вращаться в отверстиях, что снижает усилие, которое необходимо приложить для гибки листа.Прорези для роликов можно просверлить в нескольких местах симметрично друг другу. Это позволяет быстро перемещать деталь, варьируя нужный угол изгиба.
Gnutik помогает сгибать металлические прутки под любым углом
Гнутиком механизм для гибки металла:
- пластина или стержень устанавливается между роликами;
- центральный ролик тисков прижат к металлу;
- , вращая рычаг, пластина перемещается вдоль плиты, приобретая заданный изгиб.
Для удобства на центральную подушку кладут отгиб (ленту с делениями, показывающими угол возвышения). Он используется для изготовления высокоточных деталей, которые должны идеально соответствовать друг другу.
Инструмент прокатный гнутик довольно удобный в использовании
Улитка: простой инструмент для создания локонов
Второе название — кондуктор холодной ковки своими руками. Для изготовления необходимо ознакомиться с процессом складывания, например, посмотреть видео по ковке.Тогда сама конструкция не вызовет проблем и ее легко будет повторить. Верстак представляет собой станину станка, на которой размещается основная матрица или спиральный модуль. У улитки истощается стержень и стоит металлический ролик, цепляющийся за дугу. Каркас обязательно должен быть металлическим, так как дерево после длительного напряжения быстро разрушается. Для этого подойдет металлический уголок, толстостенная труба или швеллер.
Станок рассчитан на две столешницы. Один выполняет функцию опоры и принимает на себя большую часть давления и располагается на второй форме улитки.Отрежьте два кружочка толщиной не менее 5 мм. Первая часть крепится на каркас. Сверху планируется центр круга, три или приваривать, три фута для распределения нагрузки.
Верхняя часть улитки, где металл загибается, называется модульной. Он может быть статическим или наборным.
Инструмент «Улитка», позволяет создавать завитки из кованого металла
Статический модуль — устройство для холодной штамповки, предназначенное для гибки аналогичных деталей по шаблону. Изменение радиуса или угла изгиба невозможно.Перед созданием модуля на столе наносится разметка. Из металлических пластин (толщиной менее 0,6 мм) приварены набивные улитки.
Наборный модуль состоит из нескольких частей. Его использование наиболее распространено для художественной ковки своими руками, так как позволяет создавать элементы разного радиуса. Первоначально нарисованные на столе детали разметки и пазы просчитываются. Вырезать из толстого металла съемную часть улитки. Отверстия для фиксации на столе нужно прорезать только посередине.В противном случае напряжение распределится неравномерно и паз сломается.
Модуль для ковки своими руками может быть сменным. По кругу вваривается металлическая конструкция нужного радиуса. Пазами или болтами он крепится к столешнице. Для изготовления элементов разного диаметра изготавливают несколько модулей, которые можно использовать на одном станке.
Наборный модуль создаст кованые завитки из металла разного радиуса
Между столешницами нужно закрепить вращающийся вал и рычаг.Необходимо, чтобы расстояние между роликом и модулем было не менее 2 см, а ход вала должен выходить за пределы столешницы. На рукоятке рычага с подвижным элементом для регулировки радиуса хода ролика.
Wave: как создать и использовать этот инструмент
Wave — инструмент для ковки линий синусоидального типа. Фрезеровал два ролика по заданным размерам. Первый ролик — статический (будет огибать штангу), закреплен на опоре. Второй — ведущий, он закреплен на плече и вращается, соприкасаясь с поверхностью.между валками образуется давление, которое действует на металл и заставляет его изгибаться.
Статический валик может вырезать ступенчатую пирамиду. Таким образом, диапазон длин волн можно изменять, перемещая рычаг и шток выше на деление. При использовании этого станка всегда нужно сохранять одну сторону, чтобы не повредить ее изгиб. Для более точного повторения осциллограммы обрабатываются два статических ролика, один из которых удерживает стержень в нужном положении, предотвращая дальнейшую деформацию, и удерживается при втором изгибе.
Сделать волнистый стержень поможет инструмент «Волна»
Фонарик и твистер: особенности этих машин
Фонарик — оборудование для холодной ковки, предназначенное для использования с несколькими прутками и создания объемных корзин. Чтобы не строить раму для крепления инструмента, можно использовать обычные тиски. Инструмент состоит из трех частей: двух матриц и валика. Матрица может быть изготовлена из прочного закаленного металла, предпочтительно шириной 4-5 см.
В каждой матрице фрезеровано центральное отверстие, в которое вмонтирован ролик.С каждой стороны проделайте пазы для крепления стержней. Вторая матрица должна свободно перемещаться по плечу, так как расстояние деформации между рабочими поверхностями уменьшается. При вращении рычага стержни изгибаются по спирали, образуя конструкцию, похожую на фонарь. Металлические изделия своими руками, которые состоят из нескольких стержней, закрепленных сваркой.
В такой конструкции есть крутильная машина. Однако вместо вала в матрицу вставляется стержень, который прижимается к пластине или болтам.Между ними нужно установить подвижный элемент, при вращении вал наклоняется вперед. Стержень закручен по продольной оси, образуя симметричную спираль.
Создавать кованые элементы можно с помощью фонарика и инструментов Twister
.Важно! Подвешивание матрицы при каждом повороте должно приближаться к статическому. Если его зафиксировать в одном положении, мастеру придется приложить большие усилия для выполнения сгибания веточек.
Холодная ковка своими руками под давлением: создание заготовок для формовки изделий
На кованых заборах часто можно увидеть не только геометрические узоры, но и цветы, бабочек, листья и другие элементы декора. Их также изготавливают методом холодной ковки, но не штамповкой, а прокаткой.
Статья по теме:
Металлические садовые скамейки своими руками: чертежи и фото конструкций
Подробное описание технологического процесса создания удобной конструкции на основе профильной трубы.
Объемные кованые изделия своими руками изготовлены из сляба. Работа с прессом в домашних условиях встречается реже, чем прокатка. Экструзия листов под давлением может быть как ручной (выбивной и прессованный), так и автоматической. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру нужно сделать несколько заготовок, которые под давлением будут отпечататься на металлическом листе.
Рисование будущего кованого изделия значительно облегчит работу мастера
для кузнечно-прессового оборудования:
- Пуансон (ползун или шплинтон) — верхняя часть пресса, прижимает лист внутрь.Прижимная боковая матрица, которая тянет или может быть гладкой.
- Матрица — элемент, конфигурируемый в виде желаемого объекта. Пластина для снятия повреждений деформируется под давлением, придавая ей желаемую форму.
- Рычаг пресса — ручка или реле матрицы для сближения и регулировки усилия пресса.
Перед тем, как начать, необходимо создать картину будущего изделия. Эскизы художественной ковки переносятся на заготовку, она вырезается и стачивается по краям. Что касается жима лежа, можно использовать обычные тиски.Предпочтительнее размещать их в вертикальном положении, чем в горизонтальной плоскости лежащей пластины. Таким образом, пластина будет располагаться между плашками точно и не проскальзывает при вращении рычага.
Различные виды скамеек позволяют создавать уникальные кованые элементы
Простая ковка металла в домашних условиях может выполняться стамеской и молотком. В этом случае пуансон выполняет роль долота, наковальня — матрицы, а молоток — рычага. Для лучшего рисунка на печатном листе можно поставить насечки на пластину.Так рельеф будет более четким и красивым.
Важно! Металл, используемый при штамповке, должен быть мягче сердечника и полости. В противном случае инструменты быстро сломаются.
Для изготовления изделия «лист» из металлической пластины толщиной 20-30 мм вырезается преформа нужной формы. Он рисует карандашом по центру продольную линию. Долото долото, расположенное под углом к линии. После удара ручкой на пластине печатается линия, похожая на прожилки на листьях.
Путем холодной ковки можно создавать воксели
Для выработки необходимого количества изделия можно использовать плоскогубцы для холодной ковки. Деталь зажимается между тисками и загибается в нужную форму. Такая работа хорошо подходит для небольшого количества предметов личного пользования. Обработка схемы взбивания вручную занимает много времени, она достаточно однообразна и требует большой точности.
Формы для непрерывной работы (как листья, лепестки, цветы и т. Д.) Приобретать более выгодно, так как точная точение двух одинаковых элементов — очень сложный процесс.Основные детали выточены из заготовок или отформованы методом горячей штамповки. Эта работа требует большого опыта и высокой точности. Пуансон и матрица должны быть одинаковыми. При сильном давлении на изделии будут отпечатаны неровности. Если несоответствие очень большое, то нажимайте, чтобы раздавить заготовку — и начинать придется с нуля.
Стили и элементы выкройки: фото художественной ковки
Создание красивой выкройки начинается с эскиза ковки. У мастера должно быть четкое представление о том, чем он хочет заниматься.Первоначально нарисованы чертежные материалы, подсчитано количество необходимых элементов, подобраны станки и инструмент. Чтобы изделие красиво смотрелось, лучше выбрать тот стиль, в котором оно выполнено. Пересматривая фото изделий холодной ковки, легко увидеть, к какому направлению относится рисунок.
Красивые кованые изделия могут быть выполнены в разных стилях
Есть несколько стилей формирования кованого узора.
Романский стиль отличается строгостью и симметричностью.На заборе можно увидеть плотное расположение спиралей в одном порядке, детали часто повторяются и однотипны. Это монументальный спиральный узор с элементом (С-образные завитые односторонние локоны).
Готический орнамент . Мало кто знает, что современные заборы часто выполняются в таком стиле. Характерная черта — стремление вверх. Прутки заостренные, заканчивающиеся вершинами стрел, копий или шипов. Спиральные элементы, используемые в этом стиле, называются чеканками, и они похожи на разветвленные в разные стороны стебли.Для разнообразия между прямыми планками добавляются фонарики или объемная спираль.
Изделия в стиле барокко самые распространенные
Возрождение очень редко. В этом стиле практически используются заостренные угольчатые элементы. Основа — дуги окружности, спирали и волны. Разветвляясь на металлические прутья, украшенные листьями или цветами, изящные изгибы принимают форму восьми. Характерные элементы — пробивка, спираль, спираль и восьмерка. Стиль очень гармоничный, детали расставлены симметрично в виде переплетенных линий.
Барокко — полная противоположность эпохе Возрождения. Стиль ажурный и очень пышный. Использованы С-образные спирали, завитки, завитки, изогнутые линии и замысловатые узоры. В Weave добавьте объемные листья и цветы, чтобы создать динамичную форму.
Рококо . Для этой области характерно использование тонких стержней и двусторонних локонов. Орнамент рокайль создает постоянное движение, для которого характерны филигранные и объемные узоры. На фото холодной ковки заметна асимметрия и фракционный орнамент.Недопустимо использование прямых стержней и плоских решеток.
Классический стиль позволяет сочетать в себе различные элементы ковки
.Классицизм . Красивый, хотя и простой стиль, в котором моде возвращена симметрия. Для создания орнамента использовались завитки, штамповка, спираль и прямые бруски. Вводится использование еще одного элемента — прямоугольной волны (ломаные или изогнутые под прямым углом стержни). Заборы всегда строго выдержаны в вертикальном архитектурном стиле.
Империя отличается геометрическим рисунком, длинными гладкими стержнями. Доработан основной элемент (завиток): удлиненная прямая линия с односторонними завитками на концах. Главное для этого стиля — строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Модерн или Модерн , дополненный художественной ковкой собственноручно биологическими мотивами. В фасоне не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали.Симметрия листьев на заднем плане. Орнамент повторяет силуэт человека или животного, добавлены листья и цветы. Узор составлен таким образом, чтобы завитки равномерно переходили друг в друга вокруг орнамента.
Красивый кованый узор, который сложно создать без рисунка
Если человек приступит к работе без чертежа, он быстро запутается в изготовлении изделий холодной ковки. Каждый узор должен быть таким, как он выложен, и изменения, которые вносятся во время операции, лучше вести на эскизе, чтобы было понятно, каким должен быть результат.
Примечание! Даже если у вас есть фото кованых выкроек, сделайте чертеж и макет для точного размещения всех компонентов.
Схема крепежного элемента: Новейшая обработка металла
После создания всех необходимых элементов орнамента начинается его формирование. Внешний вид выкройки может незначительно отличаться от эскиза. Чтобы выявить возможные ошибки, необходимо провести предварительный просмотр. Изначально узор можно укладывать на ровную поверхность без приклеивания детали.Таким образом можно оценить, как удалось воплотить идеи в жизнь, а также исправить недостатки в своей работе. Приступать к формированию узора без просмотра результата не стоит.
Изделия выглядят целостнее, если соединить элементы сваркой
Два основных типа соединений:
- Сварка;
- заклепки (или художественные зажимы).
Сварочный аппарат полезен в местах, где стык швов легко чистится или не виден.Для сохранения эстетики изделия из орнамента при холодной ковке можно поставить фигурные заклепки. Они надежно скрепят детали и дополнят декор.
Орнамент соединять постепенно, в зависимости от количества деталей. Изначально небольшие элементы склеиваются, образуя тиснения, скрученные линии и монограммы. Прикладная сварка. Шов выровняйте шлифовальной машиной с помощью протирочного круга толщиной 0,6 см. Легко обходит изгибы и неровности. Крупные детали связаны фигурными воротниками. Заклепки поставить симметрично друг другу, чтобы завершить узор.При выводе орнамента обходные скалеры или полировальный круг.
Холодная ковка позволяет создавать своими руками красивые и оригинальные изделия
Искусство из металла — это не только бизнес или работа, но и развлекательное хобби. Оборудование для холодной ковки своими руками из подручных материалов сможет изготовить даже начинающий мастер. Специалистов по холодной ковке можно назвать мастерами, ведь они создают красивые орнаменты из грубых брусков, труб и листов.Такие увлечения требуют полной отдачи и значительных затрат. Однако все вложенные средства и усилия принесут плоды, если подкреплены желанием творить красоту.
Maschine zum Kaltschmieden mit eigenen Händen. Ready Forge Business Unser Konzept von «Fertiggeschäft» umfasst
Professionell mit künstlerischem Schmieden beschäftigt? Sie machen (oder planen Sie einfach, Ihr Geschäft zu öffnen und zu erstellen) anspruchsvolle Produkte Von geschmiedeten Elementen (Zäune, Toren, Zäune, Zäune, Geländer, Gitter, Vorlagen und Visiere, Mangals)? Dann haben Sie unsere Веб-сайт лучший! Unser Unternehmen bietet Ihnen ein umfangreiches Angebot an hochwertigem Ausstattung für künstlerisches Schmieden Schmied Der offizielle Händler ist unser Unternehmen — Nevsky-Ausrüstung. !
Katalog von Werkzeugmaschinen und -geräten Schmied. sie können sehen und herunterladen :
Beispiele für Kunstwerke Produkte:
Kurze Videobewertungen für Blacksmith-Werkzeuge und -maschinen:
Eine volle Pallette von handwerkzeug Für kaltes und künstlerisches Schmieden.Dies ist ein zuverlässiges und hochwertiges Werkzeug: für flexible Locken, Längsverdrehung, für ein flexibles Metall, zur Herstellung von dekorativen Elementen durch manuelle Pressmethode für die Kurve der Ecken und Ringe Für Die Köln und Ringe für dеr durchmanuelle. blech usw.
Blacksmith-Induktionsheizgeräte für die schnelle lokale Heizung von Leerzeichen unter dem nachfolgenden Schmiedevorgang oder wärmebehandlung Stahlteile.Heizung wird durchgeführt elektrische Strömungendie durch ein variables Magnetfeld индуктивный верден. Die Heizung eignet sich für Produkte aus leitfähigen Materialien. Der Hauptvorteil dieses Geräts ist eine Hochgeschwindigkeitsheizung von Teilen sowie die Tatsache, dass es ermöglicht, einen bestimmten Teil des Werkstücks zu erhitzen.
Eine ganze Reihe verschiedener Maschinen für kalte und künstlerische Schmiedeprodukte. In serieller und feiner seriellen Produktion von geschmiedeten Produkten verwendet.Dies sind spezialisierte multifunktionale Maschinen für:
- künstlerische Miete I. гибкий Locken;
- längsdrehung und Torsion;
- biegenringe fertigung «Paws» und «Körbe»;
- POPES PUMPEN vermietung «Rebords» auf Profilrohre;
Und auch Maschinen zum Biegen und Schneidstab, quadratisch, hydraulische Presse zum Stanzen verschiedener Schmiedeelemente (z.Б. «Баласин») усв.
Eine Reihe keilförmiger Hämmer mit einem pneumatischen Empfang (Gewicht von fallenden Teilen von 16 до 25 кг). Es wird sowohl in kleinen Workshops als auch in der braunen Produktion als Hilfsmittel zum Schmieden für Schmiedeteile von Eisen, Nichteisenmetallen und Legierungen sein. Hauptmerkmal Molotow-Daten: Einfachheit und Zuverlässigkeit, bequemes Steuerungssystem, hohe Häufigkeit und Genauigkeit der Auswirkungen sowie, был wichtig ist — niedriger Preis (Einer der niedrigstengerärtem).
Geschäftsaufgaben:
- Organization der Herstellung künstlerischer Schmiedeelemente und endprodukte;
- Maximalem Gewinn mit minimalen Arbeitskosten erhalten.
Unser Konzept von «Fertiggeschäft» umfasst:
- Empfehlungen zur Auswahl der Ausrüstung;
- Empfehlungen für den Industriellen Bereich;
- Beispiele für fertige Produkte;
- Berechnung der Kosten und Gewinne.
Heute werden die Elemente des künstlerischen Schmiedens überall in der Herstellung von Zäunen, Zäunen, Fenstergittern, verwendet, sägeraummöbel Und andere Dinge. Es ist kein Geheimnis, dass für die schnelle Herstellung von Produkten der Massennachfrage, das mit künstlerischem Schmieden verziert ist, vorteilhaft ist, um Standard-Dekorelemente anzuwenden. In der Regel werden diese Elemente durch die Methode des «kalten» Schmiedens hergestellt — und ihr Kaufpreis, auch mit dem umfangreichen Umsatzmarkt, ist mit hoher Höhe zufrieden.Das Erscheinungsbild auf unserem Markt für erschwingliche und qualitativ hochwertige Geräte ergibt sich somit für die Herstellung von Schmiedeprodukten durch die Methode des Kaltverschmutzungsverfahrens.
Verkauf von fertigen Metallprodukten sowie der Erbringung von Metallverarbeitungsdiensten — Art des Geschäfts, das ziemlich kreftige kleine und mittlere Unternehmen ist, weil zum richtige Auswahl Die Ausrüstungendekommente.
Um die moderne und technologische Produktion von Schmiedeelementen zu organisieren, bieten wir fächerfreie Geräte an, um mehrere Optionen zum Abschluss des Workshops zu kaufen. Es ist sehr wichtig, die maximal weit verbreiteten Operationen abzudecken — zur Herstellung von Elementen verschiedener Formen und Größen. Abhängig von der Ausrüstung, die Sie wählen, ändert sich die Liste der hergestellten Produkte.
Darüber hinaus kann auf Ihre Anfrage jedes Kit regiert werden (bei anderen Ausrüstungseinheiten in unserem Lager).
Angebot 3 Optionen für einen Satz von Forge Zur Herstellung von Schmiedeelementen verschiedener Formen und Größen.
Auf unseren Werkzeugen und Maschinen können Sie verschiedene Produkte produzieren: Präferenz, Ringe, Torsion, «Körbe», Peaks, «Gänsepfoten», Bögen und Bögen, Klammern, Texturanwendungen; Auch Kits zum Sammeln von Fertigerzeugnissen (Zäuneabschnitte, Treppen, Geländer).
Je nach Ausrüstung, die Sie wählen, ändert sich die Liste der Produkte sowie die Optionen für fertige Produkte.
Вариант 1: Kaufgeräte in Höhe von 77500 руб. Umsatz von 158.000 Rubel pro Monat.
Вариант 2: Kaufgeräte in Höhe von 643250 Rubel. Umsatz von 775110 Rubel pro Monat.
Вариант 3: Kauf von Geräten in Höhe von 1529700 Рубель. Umsatz von 1281490 Rubel pro Monat.
Kaltschmiede ist ohne spezielle Schmiedeausrüstung unmöglich. Schauen wir uns die Arten von Geräten und Figuren an, die mit ihrer Hilfe erhalten werden können.Wir haben auf Ihre Zeichnungen und тематические видеоролики vorbereitet. Wir werden auch die Reihenfolge der Herstellung der Maschine für das Kaltschmieden mit ihren eigenen Händen berücksichtigen.
Wenn Sie nur einen kaltschmiedenen Workshop organisieren und große Ausgaben vermeiden möchten, dann unabhängige Fertigung. Maschinen und Geräte helfen, Ihr Kind ohne übermäßige Kosten zu erstellen.
Hauptvorrichtungen und Maschinen
Kaltgeschmiedete Maschinen sind hauptsächlich für einen flexiblen Lichtbogen oder einen Winkel sowie zum Verdrehen konzipiert.Sie können manuell oder mit einem elektrisch angetriebenen sein.
Die Hauptarten von Maschinen und Geräten für das Kaltschmieden:
- Гнутик
- Twister.
- Schnecke
- дер Глобус
- Велле
- Ташенлампе
Gerät «Gnutic»
Gekauft oder unabhängig voneinander «Gnutik» ist ein universelles Gerät, mit dem Sie einen Bogen oder einen Winkel einer Stange erhalten können. Es ist eine Basis mit einem Schieberegler, der mit einem Winkel (90 ° oder anderer nach Bedarf) и zwei zylindrische feste Anschläge fokussiert ist.Durch Bewegen des Schiebers und des Eckstopps biegt sich die Stange in einem Winkel. Um einen Bogen zu erhalten, ist ein dritter Zylinder vorgesehen, der sich an der gegenüber der Ecke gegenüberliegenden Seite dreht.
Das Gerät kann auf einer horizontal oder vertikalen Plattform ausgeführt werden.
Axonomen der gnutischen Geräte — вертикальный Standort
Um die Abmessungen zu drücken, giveen Sie die untere Linie des Bodens dieses «Gnutka».
Планк Нижняя.
Dieses Gerät ist universell. Mit Hilfe der Düsen darin können Sie nicht nur biegen, sondern auch geschnittene und durchdringende Löcher. Dies ist jedoch bereits der nächste Schritt.
Erhalten eines Bogens auf «Süßigkeiten»
Einen Winkel auf «Süßigkeiten» bekommen
So sieht das hausgemachte «gnutische» aus wie:
Герет «Твистер»
Twister ist ein Werkzeug für Verdrehstangen, meist quadratischer Abschnitt entlang der Längsachse.Diese einfache Befestigung kann manuell und mit einem elektrischen Antrieb sein. Prinzip des Betriebs: Beide Enden der Stange sind fixiert, dann beginnt ein Befestigungselement zu drehen, um das Metall in das notwendige Form zu verdrehen.
Äußere des Kaufs des Handbuchs «Twister»
Schauen Sie sich das Foto des hausgemachten «Twister» mit einem elektrischen Antrieb an, der mit der verwendeten elektrischen elektrischen Ausrüstung verwendet wird, die verwendet wird:
Für die Herstellung von «Taschenlampen» und «Kegeln» gibt es eine spezielle Maschine, aber für einen Start können Sie auch «Twister» verwenden, wie im Video gezeigt (englischsprachig, aber alles ist extrem klar).
Видео: Wie man unter der der «Taschenlampe» auf dem «Twister» leer macht
Gerät «Schnecke»
Das Tool «Snail» ist so konzipiert, dass Locken (oder Spiralen) und «Währungen» (S-förmige Teile) erhalten. Es gibt verschiedene Designs.
Eine der Designoptionen: 1 — Лемех-Шнекен; 2 — die Basis der Maschine; 3 — Spannwalze; 4 — Hebel zur Steuerung der Klemmrolle; 5 — Befestigung der Basis; 6 — Finger für die Fixierung von Lemheov; 7 — Rillen für eine уроженец Вальца; 8 — Achsensteuerhebel; 9 — Feder für gepresste Rolle; 10 — Halter für das Werkstück; 11 — улитка Lemche Lemeh; 12 — die Hauptachse; 13 — Хебель
Infolgedessen sollte ein solches Gerät erhalten werden:
Ein weiterer leichter Design, um von einem Querschnitt до 12 мм zu biegen:
1 — Шнекенсегмент; 2 — Exzenter; 3 — Гриф; 4 — Основа; 5 — фюрер полиэрен; 6 — Ахсе; 7 — Шибереглер; 8 — Ахсенмуттер; 9 — Achsenbefestigungsrolle; 10 — Вальз; 11 — Antriebsaxt; 12 — Führung exzentrisch; 13 — Zentralschneckensegment; 14 — Balken exzentrisch; 15 — das Hauptbein; 16 — PIN-код Anschließen von Stall Segments; 17 — Корректуршраубе; 18 — Schneckensegmente Kupplung, Ор
Häufig erfolgt das Gerät «Snail» auf dem Träger, insbesondere wenn Sie dicke Vermietung biegen müssen.
Mehrere nützliche Videomaterialien hausgemachte Maschinen «Schnecken».
Herstellung von Schnecke.
Arbeitsmaschine
Wir werden unten mehr über solche Strukturen sprechen.
Герэт «Глобус»
Ein solches Gerät sieht aus wie ein Schulverkehr und ist für die Herstellung von Bögen mit einem großen Biegeradius aus dem Streifen, dem Quadrat, einem Kreis oder einem Sechseck bestimmt. Zunächst wird ein Ende des Werkstücks durch die Biegung fixiert, dann biegt sie sich entlang der gesamten Länge der Vorlage.Das Aktionsprinzip ist etwas ähnlichem dem Betrieb der Dichtungsmaschine zur Erhaltung.
Aussehen des Geräts
Auf Videoarbeit auf «Globus»
Mit exklusiv muskulärer Stärke, Bogen großer Durchmesser Sie können die Vorlage aufstellen, mit der Werkbank verschraubt oder verschweißt. Es ist gut, den Streifen zu biegen, das Rohr ist dünnflügel usw.
Vorlage
Gerät «Волна»
Erhalten Sie wellenartige Produkte aus dem Billet eines runden, quadratischen, Sechskants или einem Röhrchen auf dem Gerät «Волна».Die Verformung des Werkstücks erfolgt zwischen den vertikalen Rollen durch Scrollen.
Wellenvorrichtung und Produkte erhalten
Gerät в Актионе.
Befestigung «Taschenlampe»
Auf dieser Maschine werden die Billets von «Taschenlampenoder» -Kegelelementen «hergestellt, die aus 4, 6, 8 und mehr Stäben bestehen können. Nach dem Betriebsprinzip ist die Maschine dem» Twister «ähnlugen, aber die hier die Führungswelle, die eine korrektere und genauere Konfiguration des Produkts bildet.
Befestigung «Taschenlampe»
Arbeitsvorrichtung für die Herstellung von «Taschenlampe»
Befestigung für Kaltschmiedeelement «Chomut»
Das Kaltschmiedeelement «Chomut» ist so konzipiert, dass er zwischen anderen Elementen des Designs fixiert wird.
Das Gerät zur flexiblen «Klammer» kann von den beigefügten Zeichnungen durchgeführt werden.
Geräte zur Ausführung von «Gänselpfoten»
«Gänsefuß» — Abflachen mit der Anwendung schöner Noten der Enden der Knüppel, um mehr Eleganz Designs zu geben oder um die Dicke für verschiedene Verbindungen zu reduzieren.
Ende der Elemente sind mit «Gänsepfote» dekoriert
Dieser Vorgang kann mit einer Maschine mit einer Matrix oder einem Gerät und einem schweren Schmiedhammer auf Amboss durchgeführt werden. Beide Optionen geben wir in Form von Video-Materialien.
Maschine zur Herstellung von «Gänsehaut»
Vorrichtungen zum Schmieden von «GOOSEPADS»
Detaillierter Prozess des Herstellungsstempels
Unterhalb der Walzmaschine zur Durchführung derselben Operation.
Die Maschine zum rollenden «Gänselpfoten» (der Abstand zwischen den Rollen ist einstellbar) .Materialien zur Walzmaschine: Getriebe und Wellen — Ersatzteile aus dem Kombination verwendet
Betriebsprinzip
Produktion von «Schnecke» mit einem Antrieb
«Schnecke» mit einem elektrischen Antrieb erleichtert die Herstellung von Locken und «Währungen». Dies ist besonders wertvoll, wenn die Arbeit nicht «für die Seele» ist, sondern für die Herstellung große Zahl Simplici-Produkte auf dem Bach, wenn Sie auf Bestellung arbeiten.
Nachstehend sind die Stufen der Montage der Maschine für die GIB-Stange mit dem maximalen Querschnitt von 10 × 10 мм. Мощность двигателя мощностью 0,5 кВт / 1000 об / мин на сейнере Grenze Fähigkeiten. Führt 6 Rutschen der Welle pro Minute aus. Schneckensegmente werden aus einem runden Rohling von Artikel 45 ohne Wärmebehandlung mit einer Höhe von 25 mm und einer Dicke von 20 mm gezogen. Die Schnecke wird an den Lagern von dem Hinterrad des Motorrads — 7204 an der Welle genagelt. Die Tragwalze ist einem Eile der Nut zugeordnet.Riemenscheiben sind zwischen dem Motor und dem Getriebe installiert.
Nachfolgend finden Sie die Zeichnungen der Schneckensegmente.
Элемент Улитка 1.
Элемент Улитка 2.
Schneckenelement 3.
Zentrale Elementschnecke
Für einen massiereren Stab (ab 12 mm) sollte die Motorleistung Kilowatta sein. Die folgenden Fotografien zeigen eine 2,2 kW-Motormaschine, 1000 U / min, die einem Ausgang an den Wellen von etwa 10 U / min ergibt.Dies ist eine Maschine zum Professionalellen Gebrauch. Das gebrauchte Getriebe wurde angewendet, die Matrix wird mit einer Dicke von 30 mm von dem Billet ausgeschnitten — der zeitaufwändige Prozess.
Für das Kaltschmieden braucht es auch einen Amboss und einen Hammer. Berg ist nicht erforderlich, es ist nur für heiße Schmiede erforderlich.
Тринкгельд! Bevor Sie mit der Arbeit beginnen, ziehen Sie eine Skizze des zukünftigen Designs auf eine Vielfalt.Es wird dazu beitragen, die Elemente anzupassen und bei der Montage nicht zu verwechseln.
Lange Zeit haben die Menschen gelernt, ein fein geformtes Produkt aus Metall herzustellen. Es kann geeignete Beleuchtung, Visiere, Kaminemente, schmiedeeiserne Möbel, Canopies und Zäune sein. Bis vor kurzem wurden solche Produkte im Prozess der sorgfältigen und komplexen Arbeit des Schmieds erstellt.
Bislang ist moderne Ausrüstung auf dem Markt aufgetaucht, mit der Sie verschmutzte Designs ohne Wärmeheizung erstellen können.Der Vorteil des manuellen Kaltschmiedens ist, dass nun für die Arbeit mit Metall nicht erforderlich ist, um eine Art komplexer Technologie zu besitzen und körperliche Anstrengungen vorzunehmen. Es reicht aus, um zu wissen, wie das Gerät funktioniert, und wie es ordnungsgemäß verwendet wird.
Handgemachte kalte Metallschmiedeausrüstung
Meistens werden Maschinen, Presse und andere spezielle Geräte zur Herstellung von gefälschten Produkten verwendet.
Mit Hilfe verschiedener Handgeräte zum Schmieden können Отдельный декоративный элемент herstellen und komplexe geschmiedete Strukturen in Form von Zäunen, Pforten, Toren usw.саммельн.
Handwerkzeuge zum Schmieden. Цена
Zur Herstellung komplexer geschmiedeter Strukturen wird Professionalelle Geräte mit Elektromotor oder Hydraulik verwendet. Am erschwinglichsten im Gebrauch ist der Preis eines Handwerkzeugs für das Kaltschmieden, das in spezialisierten Geschäften gekauft werden kann.
Manuelle Maschine für flexible Locken des Ministeriums der Konsolidierung V. 1 Erlaubt es, grundlegende Produkte verschiedener Konfigurationen herzustellen.Sein Kit umfasst Unterstützung, um mit langen Rohlingen zu arbeiten, Exzentrics für ein Quadrat und Streifen, Dorn für die Herstellung von Locken. Der Preis der Ausrüstung beträgt 19.700 руб.
Handwerkzeug Längsrichtung Twisting MZ-T R. Erstellt zum Funktionieren bei inländischen Bedingungen. Es wird am häufigsten verwendet, um verschiedene Arten von Gitter, metallgeschmiedeten Zäunen, Geländer, beim Abschluss von Loggien und Balkone zu erstellen. Das Kit mit dem Gerät umfasst spezielle Dornen zum Verdrehen von Quadraten und Streifen.Es ist der MZ-T R 16 920 руб.
Manuelle Ausstattung MV20-12. mit dem das flexible unterschiedlich gemacht wird metallemente mit einem kleinen Querschnitt (Streifen, Stab, Draht usw.). Geeignet zum Modellieren und anderen Werken mit einem subtilen Material. Der Preis der MV20-12-Maschine — 6390 руб.
МВ10-6. — Dies ist ein kleines Handwerkzeug, das bequem ist, um Metall in einen Ring или Bogen zu biegen. Es wird in der Herstellung verwendet blume steht, Wald, Kronleuchter und andere Lampen.Gebrauchte Streifen und Stangen, Draht aus schwarzem или Nichteisenmetall mit einem Durchmesser von bis zu 6 мм, 6×6 мм Quadrate. Um es bequem zu machen, wurde die Maschine mit einem Griff mit einer Länge von 340 mm und einer oberen Rolle mit präziser Einstellung ausgestattet. Solche Geräte werden für hausgemachte Handwerker nützlich sein, wenn eröffnete Produkte und Metallstrukturen, Kunstmetallmeister, Handwerker, Schulen erstellen. Es ist MV10-6 — 9.045 руб.
Handbuch MO5 -GX-Maschine Entwickelt für die einfache und schnelle Herstellung derribtesten Elemente im Schmieden — «Хомутов».Wenn es angewendet wird, sind große Fähigkeiten в Blacksmining nicht erforderlich, da es nicht aufwendig ist. Der Preis einer solchen Maschine beträgt 10.692 руб.
Универсальная biegemaschine MV30-6X50. Es ist zweckmäßig in einem kleinen Werkstatt, im Land oder in der Garage zum Biegen von Metallprofilen, Rohren, Quadraten, Stäben, Streifen zu verwenden. Damit können Sie viele Optionen in verschiedenen Ebenen und unterschiedlichen Konfigurationen biegen. Das Werkzeug zum Schmieden ist mit bequemen Stopps und Biegedornen ausgestattet.Es ist MV30-6×50 — 11.385 руб.
Manuelle Rohrbiegemaschine MO7-T G. ist ein ausgezeichnete Lösung Für mobile Arbeit am Einbauort des Produkts. Es kann bei der Herstellung des Tors, des Tors, Pergola, den Kanaden, der Gewächshäuser und anderen Lichtmetallstrukturen verwendet werden. Das Gerät kann die Bögen, Ringe, Bögen aus Rohrleitungen des rechteckigen und quadratischen Abschnitts, Streifen, Stäben, Quadrat biegen. Der Preis für Rohrbiege MO7-T G — 29 160 руб.
Ручная универсальная машина МВ32-25. — Dies ist ein zuverlässiges und robustes Design, mit dem die Rohre über einem bestimmten Radius gebogen werden können. Mit dem Tool können Sie billig und einfach nicht nur einmalig auszuführen, sondern auch kleine Arbeiten an flexiblen Profilen und Rohren. Die Kosten von MV32-25 — 44,820 руб.
Maschine Blacksmit. Пн 4 EIN. — Karz Es wird bei der Herstellung von «Körben» und Längsverdrehung von Produkten eingesetzt.Das Schmieden eines Korbes besteht aus vorgekochten Rohlingen derselben Länge. Produkte auf einem Grundstück von 500 mm sind verdreht, die Länge kann jedoch unabhängig voneinander erhöht werden. Der Preis eines solchen Geräts Beträgt 35.577 руб.
Maschine «Schnecke» tun Sie es selbst
Einige hausgemachte Handwerker machen manuelle Geräte für ein eigenes Kaltschmieden. Mit den Internetzeichnungen können Sie die Schneckenmaschine leicht montieren.
Erforderliche Werkzeuge und Metallteile:
Zunächst ist es notwendig, die Zeichnung einer Spirale mit drei Wendungen anzuwenden.Danach ist es notwendig, die Abmessungen so zu überprüfen, dass die verstärkte Stange in einem Durchmesser von 10 mm angeordnet war. Jetzt können Sie zur Herstellung der Maschine fortfahren.
- Die Platte wird mit einem Barglas aus dem Stahlblech ausgeschnitten: 130×130 мм и 100×100 мм.
- Als nächstes werden die Abschnitte der drei Stahlstreifen und eine Dreikammerstange mit Ias gereinigt.
- Gemäß der Schablone mit Zangen werden Stahlstreifen gebogen, so dass drei Spiralen unterschiedlicher Länge erhalten werden.
- Alle Artikel der Maschine sind nach dem Schema verschweißt.
- Unten in der Mitte des Werkzeugs ist ein geschweißtes Stahlrohr.
Die Schweißarbeit muss qualitativ durchgeführt werden, da es genau von ihnen das Leben der Maschine ist.
Fazit
Trotz der Tatsache, dass die Kosten für Maschinen, mit der mit Hilfe des Metallschmiedens erzeugt, ziemlich groß sind, sind einige Arten von manuellen Geräten recht zugänglich.Diejenigen, die Erfahrung in solchen Arbeiten und Novizen-Blacksmiths haben, können leicht eine kostengünstige Version eines Tools auswählen, das dazu beitragen, ein freies Produkt zu erstellen.
Darüber hinaus können einige Arten von Maschinen unabhängig gemacht werden.
Ausgezeichnet! Text auf einem grünen Hintergrund — für gute Nachrichten 🙂
Maschinen für kaltes Metallschmieden.
Das faszinierende Unternehmen ist der offizielle Händler für den Verkauf von Maschinen für kaltes Schmieden von Metall.Es gibt ein privates Lager в г. Москва, ул. Vereaeva House 18, S.1, wo der Käufer schwarze Schmiedeausrüstung für Kaltschmieden wählen kann, arrangiert in ihren technischen Eigenschaften.
Wir bieten Handbuch и maschinen für kaltes Schmieden von Metall «Caro-Universal», Stalex, Schmied für flexible Elemente von Openwork-Metallprodukten aus dem Streifen, Bar, Square.
Mit einem manuellen Werkzeug ohne Heizung können Sie Teile künstlerischer Metallprodukte der Art von Gitter- und Zäunen, Inneneinrichtungen herstellen.
Das Werkzeug ist einfach zu warten, bietet keinen elektrischen Antrieb.
Das manuelle Werkzeug kann in industrial und Individualuellen privaten Industrien verwendet werden, sowohl bei stationären Bedingungen als auch auf der Straße, был besonders günstig ist, wenn отдельной Bestellungen und Restaurenierungsarbee.
Das handgefertigte Werkzeug lässt von einem Streifen, einer Stange, einem Quadrat verschiedener Abschnitte ohne Erhitzen, um bogenförmige, ringförmige, krümmungslose verdrehte Rohlinge herzustellen.
Wir geben Ihnen die Gelegenheit, die Produktion von echten Metallprodukten unter dem «Schmieden» zu Hause zu beherrschen, das das Auge mit ihrem Design und der Vielfalt der vorgefertigten Form — seine Unendlichkeit begeistert.
Wide Line-Geräte.
Художественно-ковочные станки. Готовое кузнечное дело Основные инструменты и станки
Издавна люди научились делать из металла изделия элегантной формы. Это могут быть декоративные фонари, навесы, элементы камина, кованая мебель, навесы и заборы.До недавнего времени такие изделия создавались в процессе кропотливой и сложной работы кузнеца.
На сегодняшний день существует современное оборудование, с помощью которого можно создавать кованые конструкции без нагрева металла. Преимущество ручной холодной ковки в том, что теперь для работы с металлом не нужно владеть какой-либо сложной технологией и прилагать физические усилия. Достаточно будет знать, как работает оборудование и как правильно им пользоваться.
Разновидности оборудования для ручной холодной ковки металла
Чаще всего для изготовления кованых изделий используются станки, прессы и другие специальные приспособления.
Используя различное ручное кузнечное оборудование, можно изготавливать отдельные элементы декора и собирать из них сложные кованые конструкции в виде заборов, ворот, калиток и др.
Инструмент ручной для ковки. Цена
Для изготовления сложных кованых конструкций используется профессиональное оборудование с электродвигателем или гидравликой. Самый доступный и доступный ручной инструмент для холодной ковки, который можно купить в специализированных магазинах.
Ручной станок для загибания локонов MZ- V 1 позволит изготавливать основные кованые изделия различной конфигурации.Включает в себя опору для работы с длинными заготовками, зажимные эксцентрики для угольника и полосы, оправку для завивки. Цена оборудования — от 19 700 руб.
Инструмент ручной для продольной скрутки МЗ-Т R предназначен для работы в бытовых условиях … Чаще всего применяется для изготовления различного рода решеток, кованых металлических заборов, перил, при отделке лоджий и балконов. В комплект с устройством входят специальные оправки для скручивания квадратов и лент.Машина МЗ-Т Р стоит 16 920 рублей.
Оборудование ручное МВ20-12 , с помощью которого изгибаются различные металлические элементы малого сечения (полосы, прутки, проволока и т. Д.). Подходит для изготовления моделей и других работ с тонкими материалами. Цена станка МБ20-12 — 6390 руб.
MV10-6 Небольшой ручной инструмент, удобный для сгибания металла в кольцо или дугу. Его используют при изготовлении подставок для цветов, бра, люстр и других светильников.В этом случае используются ленты и прутки, проволока из черного или цветного металла диаметром до 6 мм, квадраты 6х6 мм. Для удобства работы станок оснастили ручкой длиной 340 мм и верхним роликом с точной регулировкой. Такая техника будет полезна домашним мастерам при создании ажурных изделий и конструкций из металла, художественным мастерам по металлу, ремесленникам, школам. Стоимость МВ10-6 — 9045 руб.
Ручной станок MO5 -GX предназначен для простого и быстрого изготовления наиболее популярных элементов в ковке — «струбцин».Его использование не требует больших навыков кузнечного дела, так как управлять им совсем не сложно. Цена такого станка — 10 692 рубля.
Универсальный гибочный станок МВ30-6х50 будет удобно использовать в небольшой мастерской, на даче или в гараже для гибки металлических профилей, труб, квадратов, прутков, полос. С его помощью можно производить множество вариантов гибки в разных плоскостях и в разных конфигурациях. Кузнечный инструмент оснащен удобными упорами и гибочными оправками.Стоимость МВ30-6х50 — 11 385 руб.
Ручной трубогиб MO7-T G — отличное решение для мобильной работы на месте установки изделия. Его можно использовать при изготовлении ворот, калиток, пергол, навесов, теплиц и других легких металлических конструкций. Устройство способно изгибать арки, кольца, дуги из прямоугольных и квадратных труб, полос, стержней, квадратов. Цена на трубогиб МО7-Т Г 29 160 руб.
Ручной универсальный станок МВ32-25 — это надежная и прочная конструкция, с помощью которой трубы можно гнуть на любой заданный радиус.Инструмент позволит дешево и легко выполнить не только разовые, но и мелкосерийные работы по гибке профилей и труб. Стоимость МБ32-25 — 44 820 руб.
Станок BlackSmit MO 4 А — КР применяется при изготовлении «корзин» и продольной скрутки изделий. Корзины выкованы из заранее сваренных заготовок одинаковой длины. Изделия скручиваются сечением по 500 мм, однако длину можно увеличить самостоятельно.Цена на такое устройство 35 577 руб.
Улитка своими руками
Некоторые мастера своими руками изготавливают ручное оборудование для холодной ковки. По чертежам, представленным в Интернете, можно довольно легко собрать машинку «Улитка».
Необходимые инструменты и металлические детали:
Прежде всего, необходимо нанести рисунок спирали с тремя витками на лист бумаги. После этого нужно проверить размеры, чтобы в резьбу поместили армированный стержень диаметром 10 мм.Теперь можно приступить к изготовлению машины.
- Болгарка вырезает пластины из стального листа: 130×130 мм и 100×100 мм.
- Далее шлифуются наждаком участки трех стальных полос и трехсантиметрового стержня.
- Стальные полосы сгибают по схеме с помощью плоскогубцев так, чтобы получить три спирали разной длины.
- Все элементы станка сварены по схеме.
- В центре инструмента приваривается стальная труба.
Сварочные работы должны выполняться качественно, так как от них зависит срок службы машины.
Заключение
Несмотря на то, что стоимость станков, используемых для ковки металла, довольно велика, некоторые виды ручного оборудования вполне доступны. Те, кто имеет опыт такой работы, и начинающие кузнецы легко найдут недорогой вариант инструмента, который поможет вам создать кованое изделие определенного вида.
Кроме того, некоторые виды станков можно изготавливать самостоятельно.
Бизнес-задач:
- Организация производства элементов художественной ковки и готовых изделий;
- Получение максимальной прибыли при минимальных трудозатратах.
Наша концепция «бизнеса под ключ» включает:
- Рекомендации по выбору оборудования;
- Рекомендации по производственному участку;
- Образцы готовой продукции;
- Расчет затрат и выгод.
Сегодня элементы художественной ковки повсеместно используются при изготовлении заборов, заборов, оконных решеток, садовой мебели и прочего.Не секрет, что для быстрого производства массовых изделий, декорированных художественной ковкой, выгодно использовать стандартные декоративные элементы. Как правило, эти элементы изготавливаются методом «холодной» ковки — и их закупочная цена даже при обширном рынке сбыта достаточно высока. Таким образом, появление на нашем рынке доступного и качественного оборудования делает бизнес по производству кузнечных изделий методом холодной ковки все более привлекательным.
Продажа готовых металлических изделий, а также оказание услуг по обработке металлов — это вид бизнеса, который вполне по силам малым и средним предприятиям.при правильном подборе оборудования не требует больших капитальных вложений и значительных производственных площадей.
Для организации современного и технологичного производства кузнечных элементов мы предлагаем покупателям кузнечного оборудования несколько вариантов комплектации цеха. Очень важно охватить максимально широкий спектр операций — по производству элементов различных форм и размеров. В зависимости от выбранного вами оборудования список товаров будет меняться.
Кроме того, по Вашему желанию любой комплект может быть переформирован (при наличии другого оборудования на нашем складе).
Предлагаем 3 варианта кузнечной конфигурации для изготовления кузнечных элементов различных форм и размеров.
На наших инструментах и станках можно изготавливать различную продукцию: улитки, кольца, торсион, «корзины», пики, «гусиные лапки», арки и арки, зажимы, фактуры; а также комплекты для комплектации готовой продукции (секции заборов, лестницы, перила).
В зависимости от выбранного вами оборудования список продуктов будет меняться, как и варианты готовой продукции.
Вариант 1: Приобретение оборудования на сумму 77 500 руб. Доход от 158 000 руб. В месяц.
Вариант 2: Приобретение оборудования на сумму 643 250 руб. Доход от 775 110 руб. / Мес.
Вариант 3: Приобретение оборудования на сумму 1 529 700 руб. Доход от 1281490 руб. / Мес.
Холодная штамповка невозможна без специального кузнечного оборудования. Давайте рассмотрим типы светильников и формы, которые можно получить с их помощью.Мы подготовили для вас рисунки и тематические видеоролики. Так же рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы просто собираетесь организовать цех холодной ковки и хотите избежать больших затрат, то станки и приспособления собственного производства помогут вам создать свой небольшой бизнес без лишних затрат.
Основные приспособления и станки
Машины для холодной штамповки в основном предназначены для дуговой или угловой гибки и скручивания. Они могут быть ручными или электрическими.
Основные виды станков и оснастки для холодной ковки:
- Гнутик
- Твистер
- Улитка
- глобус
- Волна
- Фонарь
Аппарат «Гнутик»
Купленный или изготовленный самостоятельно «Гнутик» — это универсальный прибор, позволяющий получить из стержня дугу или угол. Представляет собой основание с ползуном, на котором закреплен упор с углом (90 ° или другой, если необходимо) и два цилиндрических фиксированных упора.Перемещая ползунок и угловой упор, стержень изгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся с противоположной стороны от стороны углового упора.
Устройство может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия прибора «Гнутик» — вертикальное расположение
Для масштабирования размеров представляем чертеж нижней планки этого «Гнезда».
Нижняя планка
Устройство универсальное. С помощью насадок можно не только гнуть, но и вырезать и пробивать дырочки.Но это уже будет следующий шаг.
Получение дуги на «Гнутик»
Получение угла на Гнутик
Так выглядит самодельный «Гнутик»:
Устройство «Твистер»
«Твистер» — инструмент для скручивания прутков, преимущественно квадратного сечения, по продольной оси. Это незамысловатое устройство может быть ручным или электрическим. Принцип работы: оба конца стержня фиксируются, затем одна застежка начинает поворачиваться, закручивая металл до необходимой формы.
Внешний вид купленного портативного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного на бывшем в употреблении электрооборудовании:
Для изготовления «Фонарей» и «Конусов» есть специальный станок, но для начала можно использовать «Твистер», как показано на видео (на английском, но все очень понятно).
Видео: как сделать заготовку для «Фонарика» на «Твистер»
Аппарат «Улитка»
Инструмент Улитка предназначен для создания завитков (или спиралей) и валют (S-образных частей).Есть разные конструкции.
Один из вариантов конструкции: 1 — улитка; 2 — основание станка; 3 — прижимной ролик; 4 — рычаг управления прижимным роликом; 5 — крепление основания; 6 — штифт для фиксации лемехов; 7 — паз под прижимной ролик; 8 — ось рычага управления; 9 — пружина прижима ролика; 10 — зажим для заготовки; 11 — ведущая доля улитки; 12 — главная ось; 13 — рычаги
В результате должно получиться следующее устройство:
Еще одна облегченная конструкция для гибки проката до 12 мм:
1 — сегмент улитки; 2 — эксцентрический; 3 — ручка; 4 — база; 5 — направляющие полозья; 6 — ось; 7 — бегунок; 8 — осевая гайка; 9 — ось крепления ролика; 10 — ролик; 11 — ведущий мост; 12 — эксцентриковая направляющая; 13 — центральный сегмент улитки; 14 — барашек эксцентричный; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — регулировочный винт; 18 — соединительное ухо сегментов улитки
Часто устройство «Улитка» изготавливают на подставке, особенно если толстый прокат необходимо гнуть.
Несколько полезных видеороликов по самодельным машинам «Улитки».
Делаем улитку
Машинный режим
Подробнее о таких конструкциях мы поговорим ниже.
Светильник «Глобус»
Такой прибор похож на школьный транспортир и предназначен для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестиугольника. Сначала один конец заготовки фиксируется загибом, затем загибается по всей длине по шаблону.Принцип работы чем-то похож на работу закаточной машины по консервации.
Внешний вид устройства
В видео работа на «Глобусе»
Используя чисто мускульную силу, лук большого диаметра можно сделать на шаблоне, привинченном или приваренном к верстаку. На нем хорошо гнуть полосу, тонкостенную трубу и т. Д.
Шаблон
Аппарат «Волна»
На аппарате «Волна» можно получить волнистые изделия из заготовки круглого, квадратного, шестиугольного сечения или трубы.Деформация заготовки происходит между вертикальными валками путем прокрутки.
Светильник Wave и полученные изделия
Устройство в действии
Устройство «Фонарик»
На этой машине изготавливаются заготовки элементов «Фонари» или «Конусы», которые могут состоять из 4, 6, 8 и более стержней. В принципе, станок аналогичен Twister, но здесь заготовки загибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Устройство «Фонарик»
Эксплуатация устройства для изготовления «Фонарика»
Приспособление для холодной штамповки элемента «Зажим»
Элемент холодной ковки «Зажим» предназначен для скрепления между собой других элементов конструкции.
Устройство для гибки «Зажим» может быть изготовлено по прилагаемым чертежам.
Принадлежности для выполнения «гусиные лапки»
«Гусиная лапка» — расплющивание с нанесением красивых зазубрин на концах заготовок для придания элегантности рисунку или уменьшения толщины различных стыков.
Торцы элементов декорированы «гусиной лапкой»
Эту операцию можно выполнить с помощью станка с матрицей или насадкой и тяжелым кузнечным молотком на опоре. В видеоматериалах мы предоставляем оба варианта.
Станок для гусиных лапок
Устройства для ковки «гусиные лапки»
Подробный процесс изготовления штампов
Ниже показан прокатный станок для выполнения той же операции.
Вальцовочная машина «гусиная лапка» (расстояние между роликами регулируется).Материалы для прокатного стана: шестерни и валы — запчасти от комбайна
б / у.Принцип действия
Изготовление «улитки» с приводом
Улитка с электрическим приводом облегчает изготовление локонов и валют. Это особенно ценно, когда работа идет не «по душе», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже представлены этапы сборки станка для гибки прутка с максимальным сечением 10х10 мм.Двигатель мощностью 0,5 кВт / 1000 об / мин работает на пределе своих возможностей. Производит 6 оборотов вала в минуту. Сегменты спирали выточены из круглой заготовки Ст.45 без термообработки, высотой 25 мм и толщиной 20 мм. Улитка установлена на валу на подшипниках от заднего колеса мотоцикла — 7204. Опорный ролик жестко закреплен в пазу. Между мотором и коробкой передач установлены шкивы.
Ниже представлены рисунки сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитка
Для более массивной штанги (от 12 мм) мощность двигателя должна быть больше киловатта. На фотографиях ниже показана машина с двигателем мощностью 2,2 кВт, 1000 об / мин, обеспечивающим выходную мощность на валу около 10 об / мин. Это уже машина для профессионального использования. Используется б / у редуктор, матрица вырезается из заготовки толщиной 30 мм — процесс наиболее трудоемкий.
Для холодной ковки еще понадобятся наковальня и молоток. Кузница не нужна, она нужна только для горячей ковки.
Совет! Перед началом работы нарисуйте эскиз будущей конструкции в натуральную величину. Это поможет вам подогнать элементы и не запутаться при сборке.
Отлично! Текст на зеленом фоне — к хорошим новостям 🙂
Станки холодной ковки.
Компания «ГИБСТАНКИ» является официальным дилером по продаже станков для холодной ковки металла.СОБСТВЕННЫЙ СКЛАД в Москве по ул. Вересаева дом 18, корпус 1, где покупатель может выбрать кузнечное оборудование для холодной ковки, соответствующее его техническим характеристикам.
Предлагаем ручные станки для холодной ковки металла «КАРО-Универсал», STALEX, Blacksmith для гибки элементов ажурных металлических изделий из полосы, прутка, квадрата.
С помощью ручного инструмента без нагрева можно изготавливать детали художественных изделий из металла, такие как решетки и заборы, предметы интерьера.
Инструмент прост в обслуживании, не предусматривает электропривода.
Ручной инструмент может использоваться на промышленном и индивидуальном частном производстве, как в стационарных условиях, так и в дороге, что особенно удобно при выполнении индивидуальных заказов и реставрационных работах.
Ручной инструмент позволяет изготавливать дугообразные, кольцевые, криволинейные скрученные заготовки из полосы, прутка, квадрата различного сечения без нагрева, резки и клепки металла.
Мы даем Вам возможность освоить производство настоящих металлических изделий для «ковки» в домашних условиях, которые будут радовать глаз своим дизайном, а разнообразие сборных форм — своей бесконечностью.
Широкий ассортимент оборудования.
Вы профессионально занимаетесь художественной ковкой? Вы изготавливаете (или только планируете открыть собственное дело и производить) сложные изделия из кованых элементов (заборы, ворота, заборы, заборы, перила, решетки, навесы и навесы, мангалы, подставки для цветов, кованая мебель и скамейки и т. Д.) ? Значит, вы не зря зашли на наш сайт! Наша компания может предложить Вам полный спектр качественного оборудования для художественной ковки BlackSmith , официальным дилером которого является наша компания — Невское Оборудование !
Каталог машин и оборудования Blacksmith можно посмотреть и скачать :
Образцы изделий художественной ковки:
Краткие видеообзоры кузнечного инструмента и станков:
Полный спектр ручных инструментов для холодной и художественной ковки.Это надежный и качественный инструмент: для гибки завитков, продольной скрутки, для гибки металла, для изготовления декоративных элементов ручным прессованием, для гибки уголков и колец, для изготовления декоративных «корзинок» и кручения, для стягивания и растягивания кромок листового металла и т. Д.
Индукционные нагреватели Blacksmith для быстрого местного нагрева заготовок для последующей операции ковки или термообработки стальных деталей. Нагрев осуществляется электрическими токами, которые индуцируются переменным магнитным полем… Нагревание подходит только для изделий из токопроводящих материалов. Основным преимуществом этого оборудования является скоростной нагрев деталей, а также то, что оно дает возможность нагреть определенную часть заготовки.
Целый ряд различных станков для холодной и художественной ковки изделий. Применяются при серийном и мелкосерийном производстве кованых изделий. Это специализированные многофункциональные машины на:
- арт-проката и сгибания локонов;
- продольная скрутка и кручение;
- кольца гибочные, «ножки» и «корзинки»;
- трубопрокатный, прокатные «фланцы» на фасонных трубах;
А также станки для гибки и резки прутков, квадратов, гидравлические прессы для штамповки различных кованых элементов (например «балясины») и др.
Серия отбойных молотков с пневмоприводом (вес падающих частей от 16 до 25 кг).