Чертеж простого станка для холодной ковки металла своими руками — как сделать ручное самодельное оборудование
05ДекСодержание статьи
- Разновидности станков
- Отличия холодной ковки
- Построение завитка для станка
- Об электроприводе торсиона
- Сборка и устройство
- Что производится посредством методики холодной ковки
Различная садовая меблировка, витиеватые ограждения и заборы, калитки, ворота, декоративные экстерьерные украшения – все это человек может сделать сам, имея даже небольшой багаж навыков. Подразумевается производство как для себя, так и с целью будущей коммерческой реализации, бизнеса. В нашем обзоре мы предоставим чертежи такого оборудования, как самодельный станок для холодной ковки металла своими руками, а также объясним основные аспекты создания изделий.
Разновидности станков
Параметры, вариации настройки и производственные аспекты оборудования сильно отличаются друг от друга. На основе их выделения обозначенных формируются определенные классы.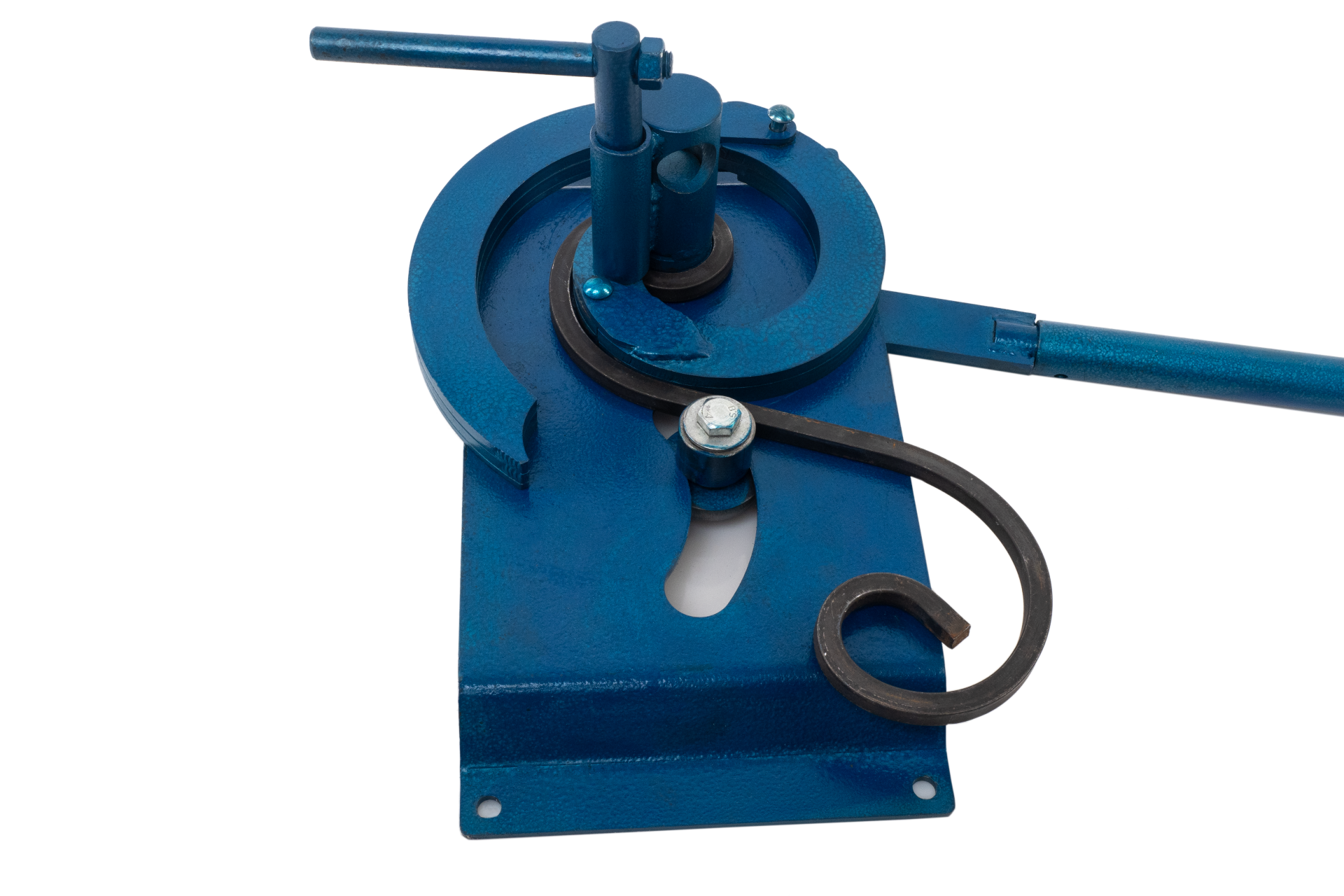 Стоит понимать, что лишь некоторые из них доступны для любительского производства, остальные функционируют только в заводских условиях.
Стоит понимать, что лишь некоторые из них доступны для любительского производства, остальные функционируют только в заводских условиях.
Станок «Улитка»
Это спиралевидный станок, который предназначен для скручивания материала и последующего преобразования подобным путем. Центральной частью является стальной жгут, который градируется на несколько секций. Их количество может быть различным. По сути, чем больше внутренних секций подразумевается, тем сильнее получается изгиб при минимальных силовых затратах – удобен и тот момент, что в составных «Улитках» они могут заменяться, таким образом, увеличивается или уменьшается угол скручивания.
Составляющие:
Сам каркас. По традиции его делают на основе металлических конструкций разного вида. То, что есть под рукой, рейки, трубки или уголки, принципиальной разницы нет, если точно выверить параметры.
Станина.
 На эту часть идет весь силовой упор во время скручивания. Поэтому логично сделать ее более толстой, чем спираль. А также подобрать наиболее твердый и устойчивый на изгиб материал.
На эту часть идет весь силовой упор во время скручивания. Поэтому логично сделать ее более толстой, чем спираль. А также подобрать наиболее твердый и устойчивый на изгиб материал. Рычаг. Для активации движения как такового.
Вал. Служит для передачи крутящего момента.
Составные части спирали. Как уже сказано, они могут быть разных размеров, все зависит от угла и радиуса скручивания, который необходим.
 На эту часть идет весь силовой упор во время скручивания. Поэтому логично сделать ее более толстой, чем спираль. А также подобрать наиболее твердый и устойчивый на изгиб материал.
На эту часть идет весь силовой упор во время скручивания. Поэтому логично сделать ее более толстой, чем спираль. А также подобрать наиболее твердый и устойчивый на изгиб материал. Торсионный
Это аналог прошлого вида оборудования, но на основе двутавра и зажима. В центре располагаются валики тисков, которые пропускают конструкцию через себя. Закручивание получается более сильным, интенсивным. Но при этом не все категории изделий могут быть обработаны обозначенным методом. Например, полые и круглые изделия не выдержат давления и будут некорректным образом деформированы.
Станок «Гнутик»
Это простой ручной станок для холодной ковки своими руками. Состоит из двух валов, которые определенным образом прессуют проходящую через середину деталь. Они крепятся на статичной поверхности, а в центре размещается клин. Его задача сделать углубление, когда валы начинают свое движение.
Станок «Волна»
Зачастую подобный способ изготовления используется на производстве. Поэтому такие приспособления чаще приобретают в специализированных магазинах, а не создают кустарными методами. Но и в этом нет ничего сложного.
Понадобится металлическая плоская основа и пара дисков. Пропуская материал через себя, они создают на нем ту самую волну. Один из дисков будет ведущим, второй остается пассивным. То есть, движения осуществляется только первым элементом. При этом они необязательны должны быть идентичными по размеру.
Пресс
Такой вид оборудования подходит, если вы изготавливаете плоские предметы. По факту это просто два вала, которые прессуют деталь между собой, без добавления канавок или углублений. При этом изделие все равно можно сделать неоднородно плоским, если сами валы обладают рифлением. В этом случае зазор между ними чуть увеличивают, чтобы они не попали в резьбу друг друга.
При этом изделие все равно можно сделать неоднородно плоским, если сами валы обладают рифлением. В этом случае зазор между ними чуть увеличивают, чтобы они не попали в резьбу друг друга.
Отличия холодной ковки
Подобный процесс отличается от стандартных кузнечных технологий тем, во время работы материал не подогревается для достижения лучшей пластичности и податливости.
Другие отличительные черты:
Часто для холодной ковки своими руками изготавливается оборудование, потому что оно не особо сложное в производстве и доступно даже любителям, а не только для профессионалов.
Нет совершенно никакой надобности в дополнительных приспособлениях для нагревания предмета.
Органичный и даже красивый внешний вид.
Для активации оборудования зачастую приходится использовать механическое движение.
То есть, работа руками, основанная на силе и выносливости человека. Но этот аспект просто нивелировать с использованием электрического привода.
 То есть, работа руками, основанная на силе и выносливости человека. Но этот аспект просто нивелировать с использованием электрического привода.
То есть, работа руками, основанная на силе и выносливости человека. Но этот аспект просто нивелировать с использованием электрического привода.Видовое разнообразие накладывает свой отпечаток. У каждого типа есть отличительные моменты, но существуют и общие для всех.
Это:
Усиленная станина. Ведь на нее приходится основной упор во время сжатия, скручивания, изгиба далеко не самого мягкого сырья.
Приспособления почти полностью состоят из металла. Деревянных элементов не может быть по определению, такой материал просто не выдержит давления.
Стационарность. Практически не существует мобильных вариантов оборудования.
Оснащение электроприводом торсионного станка для холодной ковки
Разумеется, подключение привода привнесет массу положительных аспектов. Работы ускорится в разы. При этом одновременно возрастет и эффективность. Ведь качество полученных изделий будет лучше, отсутствие рывков и дерганий, присущих человеку, сказывается положительно. Быстрота и результативность, звучит прекрасно. Да еще и человеческий ресурс растрачивается куда меньше, не нужно применять силу, лишь нажать кнопку. Но добавление привода намного увеличивает цену приспособления, а также добавляет траты электроэнергии. Соответственно, логично применять только при производстве крупных партий, а не пары изделий.
Работы ускорится в разы. При этом одновременно возрастет и эффективность. Ведь качество полученных изделий будет лучше, отсутствие рывков и дерганий, присущих человеку, сказывается положительно. Быстрота и результативность, звучит прекрасно. Да еще и человеческий ресурс растрачивается куда меньше, не нужно применять силу, лишь нажать кнопку. Но добавление привода намного увеличивает цену приспособления, а также добавляет траты электроэнергии. Соответственно, логично применять только при производстве крупных партий, а не пары изделий.
.
Построение завитка
Для конструирования описанной выше «улитки» или типовых станков, для начала понадобится сделать шаблон. Основой может стать бумага или картон, кому как удобно. Базой будет логарифмическая спираль, на которой нужно отметить все точки поворотов. И в этих местах и создать в будущем зажимы. Чем их больше, тем легче будет идти процесс производства.
Помните, что важно точно вычислить радиус. А он, в свою очередь, возрастает по экспоненте в зависимости от количества витков.
Сооружение станка для холодной ковки
Первой задачей еще на стадии расчетов будет выявление максимально возможно количества точек крепежей. Лучше сделать больше, тогда места зацепа можно будет регулировать по своему желанию.
Также важно рассчитывать на возможность съема и замены составных частей. Причем лучше оставить место для увеличения габаритов, например, если нужно будет поставить диск на «волну» большего размера.
Постройка завитка
Принцип для базовой «улитки» прост, каждый последующий виток должен быть по размеру и радиусу крупнее своего предыдущего собрата. Но логичнее будет заблаговременно произвести несколько типоразмерных составных частей, каждая из которых будет использоваться по ситуации.
Улитка с рычагом
Про этот тип лучше не говорить, а смотреть. Для наглядности мы подобрали отличные сопровождающее видео.
 youtube.com/embed/ftoLSUxbk-I» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/ftoLSUxbk-I» frameborder=»0″ allowfullscreen=»»/>Торсионы
В принципе, скручивать деталь винтовым типом каждый сможет даже без специальных станочных приспособлений. Понадобится лишь сама труба, внутрь которой помещается заготовка. Если ее конец плотно зафиксировать, то скручиванием второго вы создадите идеальные витки. Все они пойдут строго с одинаковым интервалом, если стенки трубки не позволят изгибаться в произвольной форме.
Но выполнять такую процедуру «на коленке» не слишком-то комфортно. Поэтому данный вид станка позволит зафиксировать трубы разного диаметра на поверхности. А также сменит рычаг для скручивания на удобную кнопку или иной способ силоприложения.
Об электроприводе торсиона
Мы уже указали, в каких моментах электропривод будет необходимым. А вот как это все выглядит на практике, смотрите на представленном видео.
 youtube.com/embed/RsGuVZC17zI» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/RsGuVZC17zI» frameborder=»0″ allowfullscreen=»»/>Волна и зигзаг
Помните про гнутик? Такой прибор позволяет без проблем создавать изгибы практически с любым поворотом. Но они всегда плавные. А порой нам в обиходе нужна деталь с резким изгибом под острым углом. Или так задумано декоратором. В любом случае на наш гнутик, если вы предусмотрели это заранее, получится поставить клинья, которые вместо дисков будут изгибать предмет. И создавать обозначенные острые углы.
Сборка и устройство
Ключевой ошибкой многих конструкторов-новичков является попытка сразу крепить свое «детище» на твердые основания. Зачастую речь идет о сварке. А как известно, если что-то пошло не так, демонтаж в этом случае уже не произвести. Поэтому в качестве проверки ошибок рекомендуется при первом конструировании соединять элементы крепежами по типу болтов. Чтобы в любой момент можно было разобрать оборудование и что-то подправить. А уже после проверки вполне допустимо сажать крепежи и на сварку.
Соединение и покраска
Красить получившиеся оборудование не возбраняется на свой вкус. Но допустимо задействовать лишь те поверхности, которые напрямую не будут во время работы соприкасаться с заготовкой. Легко понять, что, в противном случае краска, мало того, что сотрется, так еще и создаст недопустимые отклонения по радиусу. Поэтому красьте на свой вкус, но только внешние части.
Купить или сделать
Вопрос лучше поставить иным образом. Вам нужна большая качественная партия эталонных деталей или просто необходимо согнуть пару-тройку труб? Кустарными методами станок с минимальными отклонениями все равно не создать. Да и в эксплуатационном сроке он проиграет заводскому. Но для выполнения периодических (это ключевой момент) работ, самодельный вариант вполне подойдет. Если для конечных деталей не требуется высочайшая точность типоразмеров. В противном случае остается лишь покупать необходимое оборудование.
Что производится посредством методики холодной ковки
То есть, куда мы можем направить результат нашей работы. А вариантов, как показывает практика, не так уж и мало. Особенно если вы проживаете в частном доме или имеете свою дачу.
А вариантов, как показывает практика, не так уж и мало. Особенно если вы проживаете в частном доме или имеете свою дачу.
Всевозможная мебель для вашего сада. От небольших и уютных скамеек до крупных оград на террасы, состоящих из ветвистых кованых орнаментов. Разные мангалы, стулья и иное.
Ограждения всех видов. Причем как для внешнего типа, по периметру территории, так и для внутренней чисто визуальной градации.
Покрытия для беседок.
Спортивные снаряды разных видов.
Каркасные постройки для выращивания культур.
Как видите, если есть чертеж, чтобы сделать станок для холодной ковки своими руками – то возможно впоследствии обзавестись огромным количеством крайне полезных для сада, дома вещей. Как говорится, было бы желание.
Как говорится, было бы желание.
Видео станков для холодной ковки своими руками — Обзоры оборудования для бизнеса
Холодная ковка известна с давних пор и представлена во многих странах мира. С помощью холодной ковки изготавливают разнообразные кованые изделия: ажурные решетки, ограждения мостов, балконов, лестниц, перила, двери, мебель — скамейки, кровати, столы, стулья, табуреты, качели; предметы интерьера — подсвечники, подставки для цветов, рамы картин и многое другое.
Еще не так давно кованые изделия холодной ковки изготавливали единичные предприятия. А теперь каждый может сделать такие великолепные изделия с помощью самодельного станка для холодной ковки.
Изготовление станка для холодной ковки своими руками сэкономит не только ваши деньги, но и время. Кроме того, всё оборудование для холодной ковки можно поставить в гараже или другом небольшом помещении.
Кроме того, всё оборудование для холодной ковки можно поставить в гараже или другом небольшом помещении.
На видео, которое вы увидите ниже, умельцы собрали станок для холодной ковки из обычного металлолома. Этот станок универсален, так как может выполнять несколько видов работ по холодной ковке — закручивание, сгибание, прессование и т.д. К тому же он оборудован колесами, что позволяет перемещать станок до нужного места работы.
В кузнечном деле может понадобится станок для гибки по дуге труб, квадратов, уголков, полосы. Изогнутые заготовки затем свариваются и получаются красивые решетки на окна, двери, заборы, ограды и т.д. Научиться как сделать гибочный станок для холодной ковки своими руками можно посмотрев видео, представленное ниже.
- Станки для холодной ковки позволяют работать с металлической полосой, квадратом, прутком, трубой — одним словом, с любыми заготовками.
- Размер этих заготовок 4-6 мм, 12-14 мм и другие.
- Также с помощью станков холодной ковки вы сделаете как простые узоры, так и рельефные, типа фонарика.
- Станок для холодной ковки, изготовленный своими руками, по качеству не будет уступать промышленному. В этом можно убедиться, посмотрев видео станка для холодной ковки своими руками.

станок для холодной ковки своими руками
Кузнечное оборудование: станок для холодной ковки своими руками
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Холодная ковка невозможна без специального кузнечного оборудования.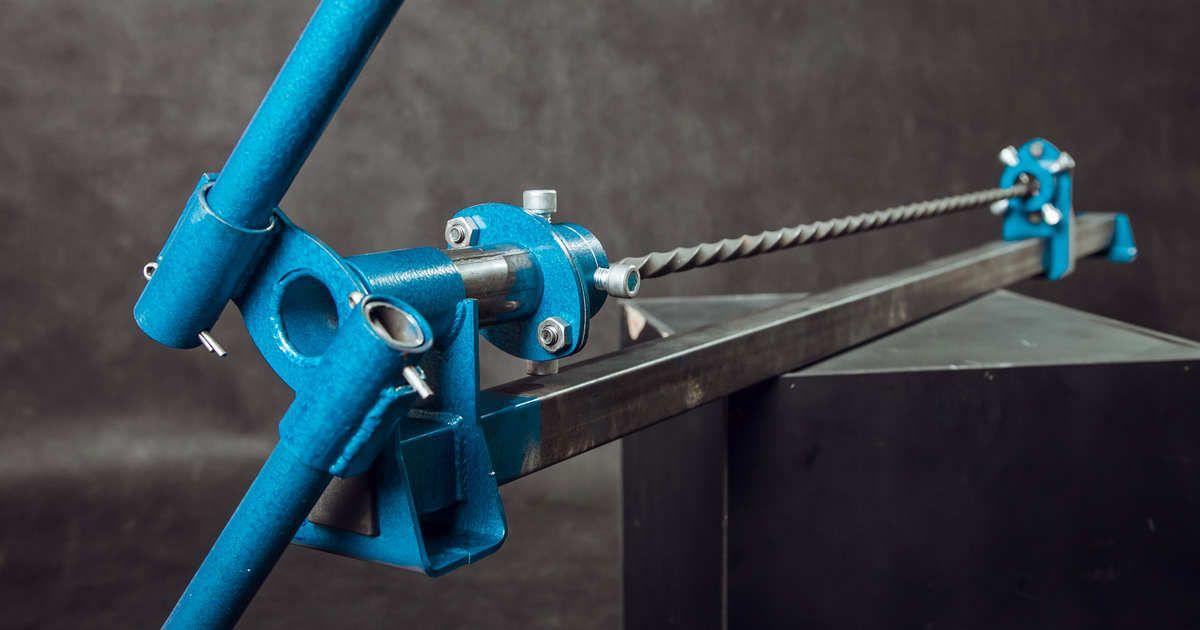 Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- Гнутик
- Твистер
- Улитка
- Глобус
- Волна
- Фонарик
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси.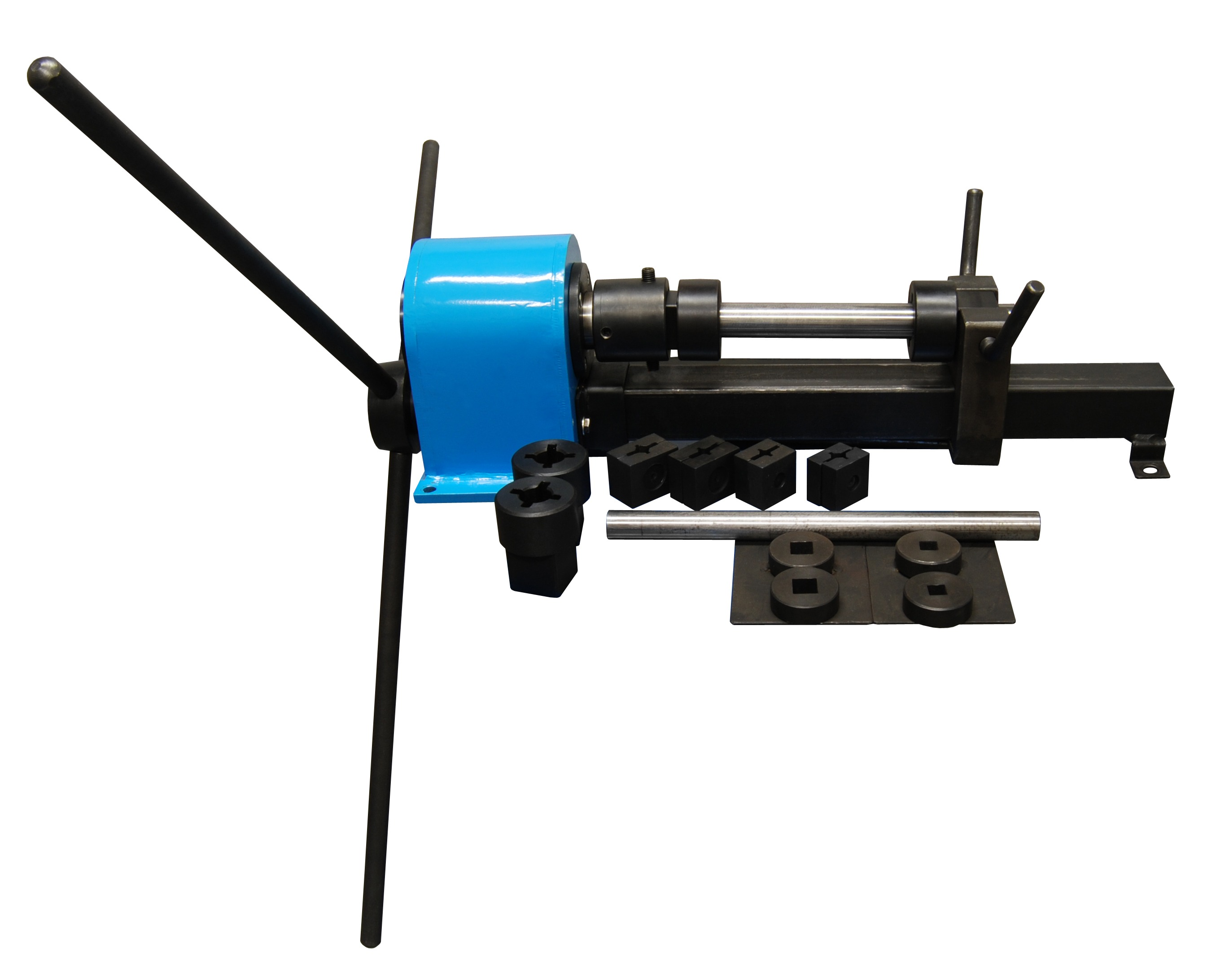
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
https://www.youtube.com/watch?v=rUTdr5Cb9SE
Работа станка
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
https://rutube.ru/video/1508d4b5bf549c0204f22b5135a4df45/?ref=logo&bmstart=3
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
д.
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
https://www. youtube.com/watch?v=O3u8yDDzsAM
youtube.com/watch?v=O3u8yDDzsAM
Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Станок для изготовления «гусиной лапки
Приспособления для ковки «гусиных лапок»
https://www.youtube. com/watch?v=HL0aAjztrsI
com/watch?v=HL0aAjztrsI
Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу.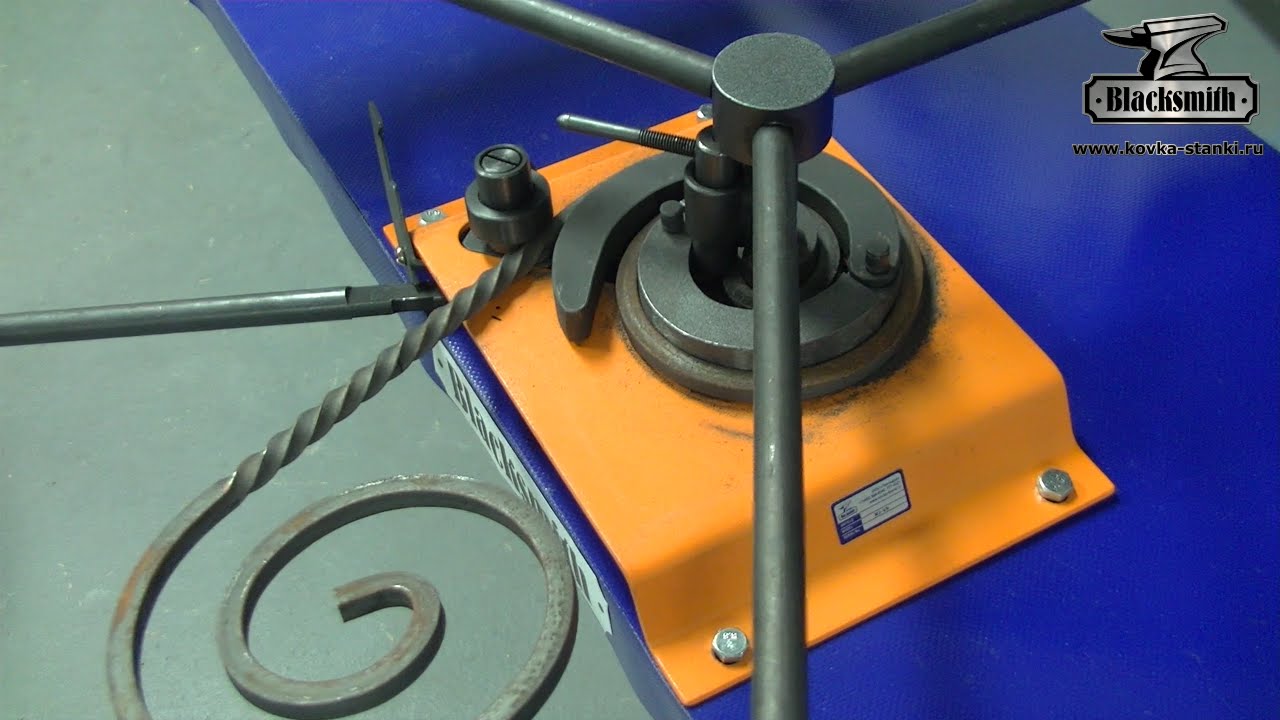 Между двигателем и редуктором установлены шкивы.
Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Станок для холодной художественной ковки своими руками: чертеж, инструкция и видео
А давайте-ка сначала разберемся с горячими и холодными ковками, штамповками, гибками и прочими гнутиками. Чтобы затем с чувством и толком решить, нужен ли вам станок для холодной ковки, и если нужен, то какой именно.
Расставим понятия по теме «ковка» по правильным местам и приведем в порядок план своих дальнейших действий. Ковка металла своими руками – дело нешуточное, подойдем к этому вопросу со всей ответственностью.
Ковка металла своими руками – дело нешуточное, подойдем к этому вопросу со всей ответственностью.
Может быть, вам нужен пуансон? Главные понятия
Вы уже, наверное, заметили, что на нашем сайте мы очень любим указывать на что-нибудь неправильное. Сейчас тоже себе не изменим: понятие «холодная ковка» в привычном значении в корне неверное, читайте внимательно, разъясняем.
Сначала что такое ковка: это обработка металлов, нагретых до ковочной температуры, то есть, до температуры, когда металл становится мягким и поддается деформации. Кузнечное дело – это все про ковку – с молотом, наковальней, кузнечным горном и могучими бородатыми кузнецами кожаных фартуках.
Кузнечная продукция – дело эксклюзивное и недешевое. И, в общем-то, уже экзотическое, если исключить штамповку, которая производится автоматически и в огромных объемах.
Штамповка – выдавливание или деформация металла с помощью штамповочного пресса со специальной матрицей – насадкой на конце. Это он и есть – пуансон, который делается из самой высокопрочной стали. Штамповка бывает горячей с нагревом металлов до ковочной температуры и холодной – без какого-либо нагрева. За примером холодной штамповки далеко ходить не нужно – это все металлические банки для напитков.
Это он и есть – пуансон, который делается из самой высокопрочной стали. Штамповка бывает горячей с нагревом металлов до ковочной температуры и холодной – без какого-либо нагрева. За примером холодной штамповки далеко ходить не нужно – это все металлические банки для напитков.
Виды станков для ковки.
Подбираемся, наконец, к работе с металлами холодным способом – без нагревания. Вопрос: можно ли деформировать металл без нагрева? Ответ: да, можно. Единственный способ – механический. Называется он не очень серьезным словом – наклепыванием или наклепом. Для этого вам придется до одури бить молотом по металлу, пока его структура не начнет значительно меняться.
Этот процесс как раз и является холодной ковкой – механическая деформация металлических заготовок с помощью механических ударов молотом. Если вы решите заняться ковкой наклепыванием, то заранее передаем привет вашим родным и соседям – их ждут серьезные испытания.
Ну а если серьёзно, то любители холодной ковки методом наклепывания есть, мы пожелаем им успеха и пойдем дальше – к псевдо – холодной ковке, как ее привыкли называть.
Механическую деформацию металлов с помощью различных станков без разогревания правильнее называть гнутьем металлов, потому что в этом методе обработки металлов мастера гнут металлические прутья. Больше они ничем не занимаются – только гнут. Другой вопрос – как и куда гнут, по какой оси, но все это – художественные аспекты металлического гнутья, на которых мы тоже остановимся, но попозже.
Самое главное – в дальнейшем мы будем называть этот процесс холодной ковкой – так, как это делается во всех источниках, чтобы не было путаницы. Просто теперь мы разбираемся в методах и понимаем, в чем суть так называемой «холодной ковки».
Кстати, нужен ли вам пуансон? Красивое ведь слово. Вы ведь не будете заниматься промышленной штамповкой металлических заготовок? А вот художественная ковка своими руками – вполне реальная возможность в домашних условиях. Там есть даже легкая штамповка вместе с пуансонами… Разбираемся дальше.
Чертежи станка с ручным приводом
Рисунок 3. Чертеж ножки основания улитки.
Чертеж ножки основания улитки.
Станок, согласно данному чертежу (рис.1), смонтирован на основании, которое представляет собой плиту прямоугольной формы размерами 220х190 см.
Эта плита толщиной 5 мм имеет два отверстия. Одно из них круглое, диаметром 14 мм, для оси вала, а второе – овальное, шириной от 6 мм ближе к оси вала до 7 мм дальше от оси (рис.2). Это основание приварено к двум ножкам, которые имеют отверстие для их крепления (рис.3).
Ось вала имеет конусовидный конец. Она крепится намертво к основанию двумя гайками М14.
На ось свободно надевается приводная ось, которая имеет головку с двумя взаимоперпендикулярными сквозными резьбовыми каналами (рис.4).
В эти каналы закручиваются ручки.
К нижней поверхности основания приварены параллельные направляющие полозья (2 шт.) вдоль продолговатого отверстия.
Рисунок 4. Чертеж оси улитки.
Спиралевидный элемент (собственно улитка) сборный. Он состоит из 4 элементов, соединенных между собой шарнирно штифтами, продетыми сквозь проушины (рис. 5).
5).
Каждый соединительный штифт сегмента улитки имеет рифленую головку.
Дуговидные проушины имеют отверстия под соединительный штифт. Они приварены к концам сегментов. Величина изгиба улитки регулируется специальными корректирующими винтами, которые ввинчены в соединительный конец каждого из трех сегментов так, что упираются в торец предыдущего сегмента.
Каждый корректирующий винт на одной торцевой поверхности имеет прорезь под плоскую отвертку.
Центральный сегмент улитки представляет собой эксцентрик с отверстием для приводной оси, первой частью спиралевидного элемента и фиксирующим вырезом. Фиксирующий вырез представляет собой эксцентрическое полукруглое углубление в первой части сегмента радиусом 7 мм, центр которого находится на расстоянии 8 мм от центра детали. Толщина центрального сегмента, как и других сегментов, составляет 25 мм.
Рисунок 5. Чертеж сегмента улитки.
Эксцентрик с рифленой нижней частью, в поперечный канал головки которого вставлен барашек, уставляется внутрь направляющей. Последняя выставляется соосно с полукруглым вырезом приводной оси, а затем приваривается.
Последняя выставляется соосно с полукруглым вырезом приводной оси, а затем приваривается.
В продольное отверстие основания вставлен ползун, который прижимается снизу к основанию. Ползун вырезами фланца свободно входит между направляющими полозьями.
В верхнюю часть ползуна вкручена ось ролика, которая имеет шестигранную головку.
На ось ролика свободно надет сам ролик.
Таким образом ролик может занимать положение вдоль продолговатого отверстия основания и фиксируется в любом таком положении наворачиванием оси ролика на ползун.
Работа с данным устройством довольно проста. Для начала вставляется конец прута или полосы в углубление приводной оси. Поворачивая эксцентрик, используя барашек, заготовка зажимается между его нижним концом и стенками углубления. Для этого ролик подводится к заготовке, ось ролика наворачивается гаечным ключом на 12 на ползун, зажимая его. Заготовка укладывается между эксцентриком центрального сегмента улитки и роликом.
Далее поворачивают приводной ось по ходу движения часовой стрелки, наматывая заготовку поверх центрального сегмента. Когда заготовка намотана до конца центрального сегмента, к ней, используя соединительный штифт, присоединяется второй сегмент. Ролик при этом отодвигается в новое положение.
Когда заготовка намотана до конца центрального сегмента, к ней, используя соединительный штифт, присоединяется второй сегмент. Ролик при этом отодвигается в новое положение.
И так далее изгибается до придания заготовки нужной формы. Для снятия полученного изделия со станка барашком поворачивается эксцентрик и отпускается конец заготовки. Подняв приводную ось с эксцентриком и всей улиткой, последние вынимаются из изготовленной спирали.
Уже давно люди научились изготавливать из металла изделия изящной формы. Это могут быть витиеватые фонари, козырьки, элементы каминов, кованая мебель, навесы и ограждения. До недавнего времени создавались такие изделия в процессе кропотливой и сложной работы кузнеца.
На сегодняшний день на рынке появилось современное оборудование, с помощью которого можно создавать кованые конструкции без нагрева металла. Преимущество ручной холодной ковки в том, что теперь для работ с металлом необязательно владеть какой-то сложной технологией и прилагать физические усилия. Будет достаточно знать, как работает оборудование, и как правильно его использовать.
Будет достаточно знать, как работает оборудование, и как правильно его использовать.
Виды станков холодной ковки
Рассуждаем логически и по пунктам. Руками вы металл не погнете, как ни старайтесь. Холодная ковка своими руками производится только с помощью специальных станков. В них все дело. Это первый пункт. Одним станком не обойтись, их целая пачка. Это второй пункт. Некоторые из них можно сделать своими руками.
Если вы решитесь, вам понадобятся чертежи для станков холодной ковки. Сколько и каких станков нужно иметь, чтобы делать то, что вам нужно и нравится, зависит от того, что нужно и нравится. Именно так и в таком порядке.
Берем прут. Есть только два варианта согнуть его:
- Вдоль оси, чтобы прут стал напоминать витой шнур.
- Поперек оси в виде различных завитков, волн и изгибов.
Разновидности инструментов для ковки.
Все станки для холодной ковки делятся на четыре группы по такому же принципу:
- Торсионные станки, делающие продольную винтовую крутку прутьев и различные филаменты, которые мы разберем ниже.
- Твистеры для формирования завитков и спиралей с узкой серединкой.
- Гибочные станки для волн и зигзагов.
- Штамповочные станки для расплющивания концов прутьев в виде лапок, хомутиков и других узорчиков.

Твистеры
С давних времен мастера кузнечного дела производили завитки по оправочному шаблону посредством рожкового захвата-рычага. Метод этот малоэффективен, однако дает возможность без особого труда и больших временных затрат создавать различные гибочные оправки из обыкновенной металлической полоски. Упорный рычажный рог не позволяет шаблону сдвигаться под давлением детали. Рог обвода должен быть скользящим с фиксированием. Обработка будет протекать более медленно, однако с большей точностью.
Еще одно самодельное приспособление для фасонного сгибания – это крепкая доска со штырями опоры. Ими могут служить обыкновенные болты. Обрабатывать возможно полоску до шести миллиметров. Все зависит от вашей физической силы. Сгибают полоску «на глазок». Процесс довольно медленный, однако возможно создавать самые разные узоры.
Процесс довольно медленный, однако возможно создавать самые разные узоры.
Какой станок самый нужный?
Станок для холодной ковки своими руками: какой самый нужный и с какого начать? Однозначного ответа на этот вопрос нет, это вы должны решить сами. А чтобы решение было грамотным, пройдемся по основным видам станков, чтобы иметь представление об их функциональных возможностях и, главное, методах изготовления своими руками.
Следует помнить, с какими материалами вам придется работать в процессе холодной ковки: это металлические прутья или прутки с диаметром не больше 14-ти мм, квадраты и полосы с толщиной примерно от 3-х до 6-ти мм с шириной не более 25-ти мм.
Полный джентльменский набор станков в мастерскую для полноценной работы будет выглядеть следующим образом:
- твистер с улитками для получения спиралей различных радиусов;
- гнутик для изгибов дуг и деталей под различными углами;
- волна для выгнутых деталей и обработки металлических труб;
- глобус для получения больших дуг из профилей;
- фонарик для сгибания деталей;
- объемник.

Совсем не обязательно иметь все это сразу. Работу вполне можно начинать, имея два станка из первых двух пунктов – твистер и гнутик. У ковки своими руками есть великолепное преимущество: можно выбирать, что делать и с чего начинать. Начнем обзор с самого популярного станка – твистера или знаменитой улитки.
Станок «Улитка» своими руками
Некоторые домашние умельцы изготавливают ручное оборудование для холодной ковки самостоятельно. Используя приведенные в интернете чертежи можно довольно легко собрать станок «Улитка».
Необходимые инструменты и металлические детали:
- стальные полосы и листы;
- прутья из металла;
- профильная стальная труба;
- болгарка;
- плоскогубцы;
- сварка.
В первую очередь на лист бумаги необходимо нанести чертеж спирали с тремя витками. После этого нужно сверить размеры с тем, чтобы в резьбу помещался армированный прут диаметром в 10 мм. Теперь можно приступать к изготовлению станка.
- Из стального листа болгаркой вырезается пластины: 130х130 мм и 100х100 мм.
- Далее срезы трех стальных полос и трехсантиметрового прута зачищаются наждаком.
- По шаблону с помощью плоскогубцев стальные полосы загибаются так, чтобы получились три спирали разной длины.
- Все элементы станка привариваются по схеме.
- Внизу в центре инструмента приваривается стальная труба.

Сварочные работы должны быть выполнены качественно, так как именно от них зависит срок эксплуатации станка.
Делаем улитку с рычагом
Чертеж станка для ковки.
Перед тем, как приступить к практической части работы, нужно подготовиться теоретически. Речь идет о расчетах и чертеже станка и деталей к нему. Точных размеров вам никто не даст, ведь это самостоятельное конструирование.
Многое будет зависеть от наличия у вас сходных материалов, масштабов будущих работ по холодной ковке, габаритов помещения, где вы собираетесь работать и многих других факторов. Главное – принципы, которые нужно понять, чтобы выполнить самодельный станок холодной ковки своими руками – самый удобный вариант для вас и только для вас.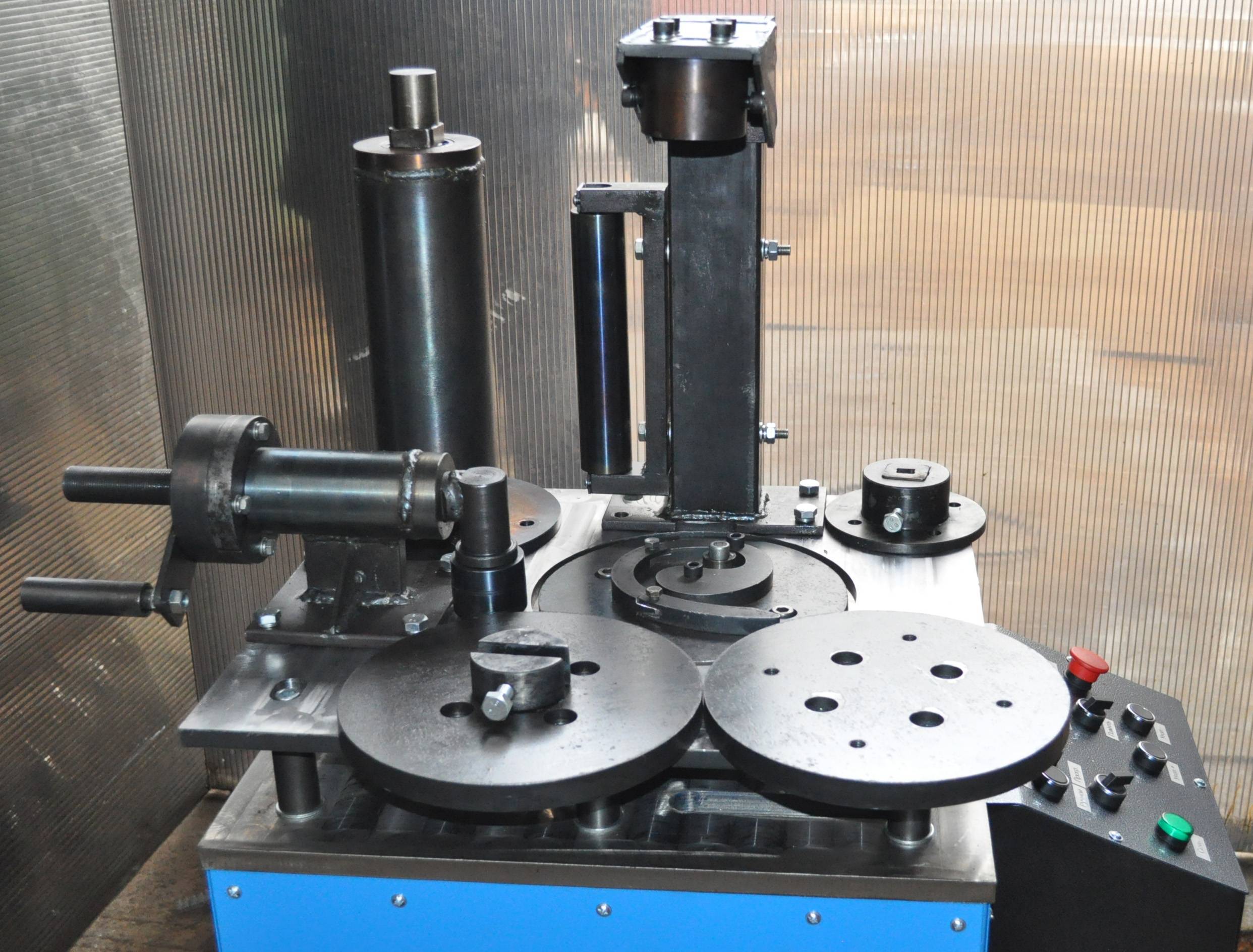
Вот что нужно собрать перед тем, как приступить к сборке:
- металлические плиты или полотно для столешницы толщиной не менее 4-х мм;
- металлическая круглая труба для стойки или каркаса;
- металлический прут;
- подшипники разного калибра;
- дрель;
- сварочный аппарат;
- ножовка по металлу;
- болты м8.
Базовые части
Базовых частей у твистера всего четыре. К их подготовке и, самое главное, монтажу уделить особое внимание:
- каркас или стойка;
- столешница;
- основной вал;
- рычаг.
Стойка
Только из металла, никаких деревянных брусьев. Ставим на продуманном месте, чтобы у вас был доступ к станку с любой стороны. У станка будут сильнейшие нагрузки, поэтому самым оптимальным вариантом может быть толстостенная труба или металлический уголок.
Лучше всего стойку забетонировать прямо в пол, это будет надежно. Внешне такая конструкция может напоминать табуретку.
 Как можно крепче – вот главный принцип производства стойки для столешницы. Поэтому металлические детали соединять лучше сваркой.
Как можно крепче – вот главный принцип производства стойки для столешницы. Поэтому металлические детали соединять лучше сваркой.Столешница
Самодельный станок для ковки.
Важнейшая часть станка, которую лучше сделать из металлической плиты с приличной толщиной, желательно не меньше 5-ти мм. В производстве станков для ковки своими руками нельзя экономить на толщине металла, ведь столешница и другие базовые элементы будут принимать на себя огромную нагрузку.
Форма предпочтительнее в виде круга. Таких столешниц нужно сделать две: вторая нужна для сгибания прутков и размещения улиток.
Основной вал
Из этой же металлической плиты нарезать четыре прямоугольных треугольника с равными сторонами. Треугольники приварить к низу конструкции, а их основание – в центре окружности. Другой вариант вала – не из треугольников, а из трубы с толстыми стенками подходящего диаметра. Крепить либо болтами, либо сваркой.
Рычаг или рукоятка
И снова «как можно крепче»: рычаг прикрепить к валу кольцом, чтобы он вращался вокруг него. Ролик для сгибания прикрепить на верхней столешнице. Очень важно правильно рассчитать длину рычага, которая зависит от диаметра круга столешницы. Один прут должен быть примерно равен этому диаметру, второй прут – длиннее.
Ролик для сгибания прикрепить на верхней столешнице. Очень важно правильно рассчитать длину рычага, которая зависит от диаметра круга столешницы. Один прут должен быть примерно равен этому диаметру, второй прут – длиннее.
Подшипники крепятся к рычагу в его конце, это делается для большей свободы в направлениях движения рычага. Элементы рычага и фиксированные треугольники крепятся специальной круглой гайкой с большим диаметром.
Навесные детали
Здесь будьте внимательны, вам нужно выбрать степень сложности или, если можно так сказать, «художественности». У нас с вами три варианта.
- Улитка простая статичная
Самый простой и поэтому самый примитивный с художественной точки зрения вариант. Вы наносите чертеж улитки, то есть спирали прямо на столешницу.
Ни в коем случае не игнорируем требование в чертежах – холодная ковка любит точность и продуманность во всем.
Затем вырезаете из металлических толстых полос сегменты с повторением рисунка улитки и как можно прочнее привариваете их перпендикулярно к столешнице. Просто, но вовсе не гениально: на этой намертво приваренной улитке вы сможете делать лишь одинаковые простейшие изгибы без всякого полета творческой мысли.
Просто, но вовсе не гениально: на этой намертво приваренной улитке вы сможете делать лишь одинаковые простейшие изгибы без всякого полета творческой мысли.
Станок для гибки металла.
Впрочем, все зависит от того, что вы собираетесь ковать. Если, например, у вас в планах длинный кованый забор с незатейливым рисунком, то улитка простая статичная станет самым оптимальным вариантом.
- Разборная улитка из съемных частей
Сразу скажем, что это самый популярный вариант среди самодеятельных мастеров. На столешницу так же наносится контуры улиток. Вдоль этого контура сверлятся отверстия с резьбой. Сегменты улитки из металлических полос готовятся по картонным шаблонам, в них тоже сверлятся точно такие же совпадающие отверстия, что на столешнице.
Сегменты не привариваются, а крепятся болтами или цилиндрическими упорами. Главное преимущество – возможность гнуть спиралевидные детали с разными радиусами и разным количеством оборотов.
- Модульная система с разными улитками
Вариант с самой большой художественной свободой ковки своими руками: вместо сегментов с упорами здесь используются съемные модули с разными улитками – и по форме, и по размерам.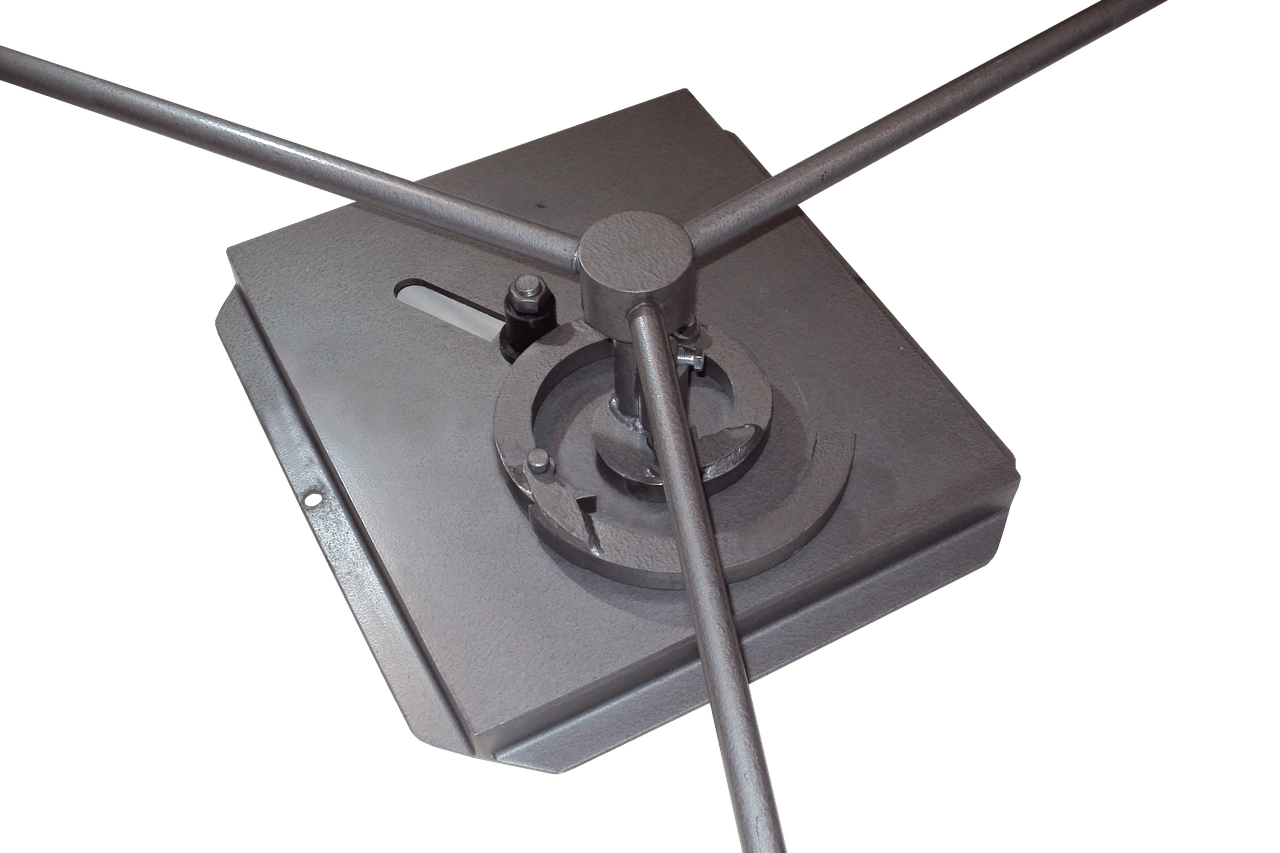 Модули готовятся на отдельных металлических площадках, на которых сегменты приварены.
Модули готовятся на отдельных металлических площадках, на которых сегменты приварены.
Конечно, с таким станком нужно хорошенько повозиться, но эта овчинка выделки стоит: вы сможете ковать настоящие металлические кружева. Все зависит от ваших планов: простой забор или кружевная беседка в саду?
Как сделать станок торсион?
Для такого инструмента холодной ковки подготовьте:
- листовую сталь;
- тиски;
- болгарку;
- крепежи — гайки с болтами;
- понижающий редуктор;
- электродвигатель;
- цепь;
- сварочный аппарат;
- двутавр.
Чтобы быстро собрать станок, придерживайтесь следующей последовательности действий:
- Возьмите в качестве основы двутавр.
- Приварите с одной стороны к нему стальной лист.
- К нему закрепите тиски — приварите и закрепите болты с гайками.
- К тискам приварите пластины сверху и снизу — это исключит выскальзывание металла при натяжении.
- С другой стороны двутавра закрепите ролики, а на них установите платформу.
- Сверху на этой конструкции установите и закрепите еще одни тиски, но с подвижной центральной частью.
- Сверьте, чтобы оба узла по разные стороны двутавра располагались на одной высоте.
- Приделайте ручку из стальных прутков — обод, прокручиванием которой вы и будете загибать металл.
- Соедините асинхронный двигатель с понижающим редуктором болтами.
- С обратной стороны рабочего узла — обода штурвала, торсиона протяните цепь.
- Закройте ее кожухом из стали.
Важно! В результате такой работы у вас получится станок с 2-мя блоками, один из которых неподвижный, второй — подвижный.

Видео
В этом видео наглядно показана конструкция торсиона к собранном виде и принцип работы на таком станке. Внимательно ознакомьтесь с ним, чтобы облегчить себе работу.
Делаем торсионный станок
Торсионная обработка принципиально другая – это винтовое скручивание прутьев вдоль. Этот станок совсем несложный для изготовления своими руками. Главное в нем – обеспечить крепкую фиксацию двух концов металлического прута, от этого зависит успех винтового скручивания.
Главное в нем – обеспечить крепкую фиксацию двух концов металлического прута, от этого зависит успех винтового скручивания.
В одном конце прут должен крепко держаться, в другом – с помощью рычага вращаться. Составные части торсиона – металлическая цилиндрическая заготовка из профилированной трубы и два крепежных элемента с фиксирующим устройством. Их можно выполнить из подшипниковых узлов.
В фиксаторах ввариваются гайки для болтов, которые закручиваются, чтобы удержать металлический прут.
Если в ваших планах есть пункт «накачать бицепсы и трицепсы», обязательно сделайте торсионный станок и начните скручивать прутья вручную. Торсионная ковка не для слабых, у вас появится великолепная мускулатура верхнего плечевого пояса. Но так или иначе, рычаг для вращения лучше сделать длиннее, так будет легче.
Гнутики, фонарики, волны и другие станки
Как видите, все остальные виды станков для холодной ковки мы собрали в одном маленьком разделе. Откуда к ним такое неуважение в отличие от улитки и торсиона, о которых мы рассказывали в отдельных разделах? Ответ будет честным в виде совета:
Если вы решили сделать кузнечный станок своими руками, остановите свой выбор на двух станках: улитке и торсионе.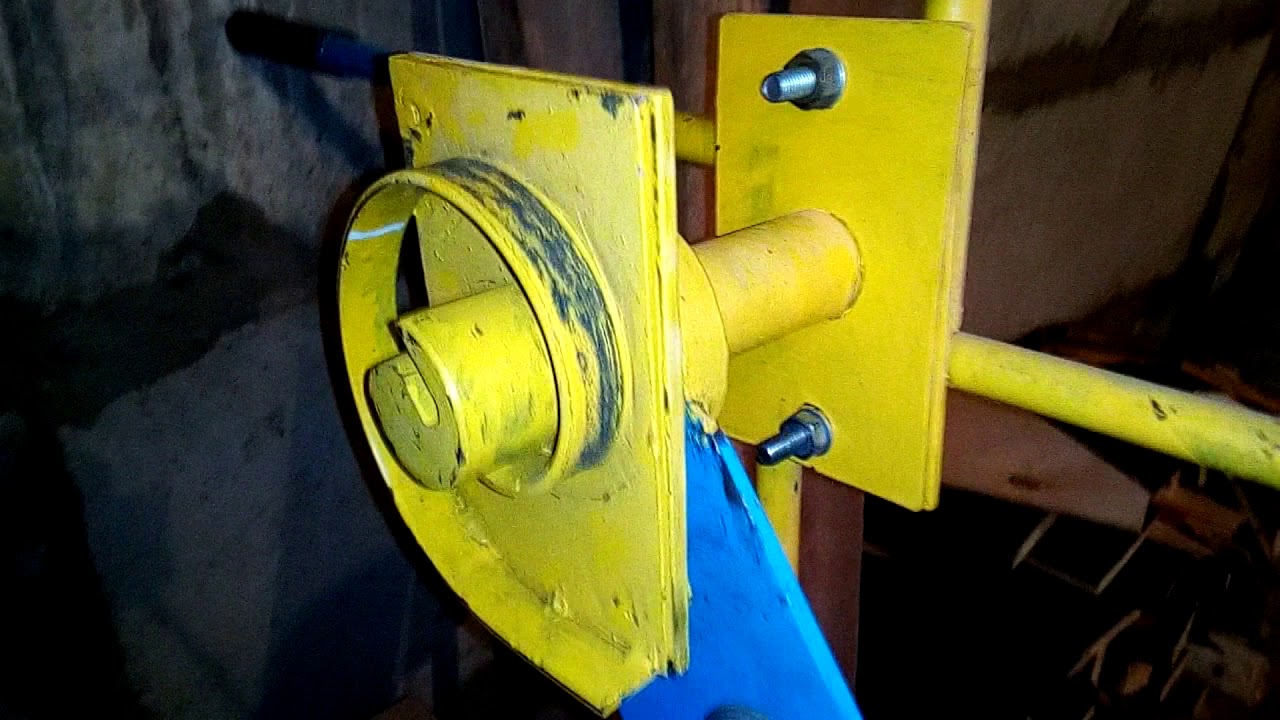 Во-первых, они абсолютно необходимы с функциональной точки зрения, во-вторых, они достаточно просты для самостоятельного исполнения.
Во-первых, они абсолютно необходимы с функциональной точки зрения, во-вторых, они достаточно просты для самостоятельного исполнения.
Виды холодной ковки.
Остальные станки типа фонарика или волны можно соорудить намного позже, когда вы поймете, что холодная ковка – это ваше, и когда у вас в голове появятся конкретные творческие планы.
Но есть третий станок после улиток и торсиона, без которого начать холодную ковку не получится. Это гибочный станок. Внешне он кажется самым простым из всех, да и функция у него – самая, казалось бы, простая: гнуть прутья под определенным градусом или делать волны разного размера.
Гибочный станок не нужно делать своими руками, его лучше купить в готовом виде по двум важным причинам:
- Клинья и ролики, с помощью которых меняются размеры изготавливаемых элементов, должны быть выточены с соблюдением идеальных размеров. В домашних условиях это сделать практически невозможно.
- Гибочные станки стоят совсем недорого, так что требование экономии бюджета будет выполняться.

Имея в своем распоряжении три самых нужных станка – самостоятельно сделанные улитки и торсион и купленный гибочный станок – можно приступать к холодной ковке практически любой сложности. Осталось решить еще один небольшой вопрос.
Методика создания
Данная процедура выполняется поэтапно, и алгоритм действий будет следующим:
- Перед тем как сделать улитку для холодной ковки, следует подготовка, в рамках которой создается чертеж на бумаге и шаблон будущей конструкции. На этом же этапе следует определиться с тем, какого размера материалы будут обрабатываться с помощью самодельного инструмента: чем больше диаметр прутьев, которые будут служить заготовками, тем шире должен быть шаг станка. Размеры последнего всегда превышают диаметр заготовок.
- Рабочая поверхность: станок для холодной ковки имеет площадку, которая делается из листа металла, толщина его составляет 4-5 мм минимум. Площадь самой поверхности зависит от размеров деталей, которые предстоит обрабатывать, поскольку при проведении холодной ковки улитка должна оставаться в таком положении, чтобы работать с ее помощью было удобно и безопасно.
- Для создания формы можно взять металлический лист от 3 мм в толщину, чтобы с готовым приспособлением оказалось легче работать. Края заготовки желательно зафиксировать, для этого в устройстве есть прижимные валы. Кроме того, в качестве закрепляющего элемента может служить обрезанный прут, который равен по длине полоске заготовки. Важно, чтобы фиксация материала была надежной, поскольку удержать его вручную, когда работает станок для холодной ковки, физически невозможно.

Основные детали станка можно собрать в течение нескольких часов, если пользоваться подробным чертежом и инструкцией. Самодельная улитка для работ холодной ковки может иметь монолитную или сборно-разборную систему: выбор зависит от предпочтений мастера и времени, которое он готов затратить на создание. Сборные модели особенно актуальны, если мастерская оборудована на время; если же помещение обустроено на постоянной основе, имеет смысл сконструировать монолитное устройство. Сама улитка может быть сделана из следующих материалов:
- Толстый металлический пруток. Его сгибают в нужном положении с необходимым числом витком и крепят к рабочему столу посредством сварки.
- Металлический лист, из которого вырезают сегменты и крепят к поверхности на болты.
 Его сгибают в нужном положении с необходимым числом витком и крепят к рабочему столу посредством сварки.
Его сгибают в нужном положении с необходимым числом витком и крепят к рабочему столу посредством сварки.При необходимости работать с различными заготовками и создавать детали, отличающиеся формой и числом завитков, можно собрать рабочую поверхность, на которой будет несколько приспособлений, позволяющих выпустить предметы нужного типа.
Самодельный гибочный станок ковка Movie
Следующее. Кондуктор для холодной ковки от А до Я своими руками!. Вот человек и не знает, кто он: взрослый или дите неразумное
Содержание статьи [свернуть]
- Самодельный станок для решетки. Станок для
- Отмена. Месяц бесплатно. Самодельный гибочный ручной станок
- В этом видео показан самодельный гибочный
- Как сделать станок для
- Изделия из
- Но почти каждое лето ездили
- Инна быстро поняла
- — Не только видел, но даже провел с
- Первый период связи с Инной
Самодельный станок для решетки.
 Станок для
Станок для холодной ковки. Андрей Винничук. #1 Самодельный гибочный ручной станок ковка холодная,узоры из металла,кованые изделия,холодная ковка. Так вот, сам понимаешь, нам пришлось потрудиться, чтобы, располагая только отрывочными сведениями, составить программу, вложить ее в ЭВМ и получить данные, необходимые для оперативных действий
Демонстрация самодельного станка для холодной ковки — Продолжительность: 13:02 Радик Гилмутдинов 19 259 просмотров. #3 ручной станок для холодной ковки своими руками. БИЗНЕС В ГАРАЖЕ, ХОЛОДНАЯ КОВКА, ГИБКА АРМАТУРЫ — Продолжительность: 7. Даже каждую страничку в отдельности, — добавила она, пожав плечами
Как в домашних условиях сделать станок Улитка для холодной ковки своими руками?Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Быстро и ловко она сервировала журнальный столик у окна
Схема устройства станка-улитки для холодной ковки. Преимущества гибочного станка-твистера данного типа следующиеСамодельный станок-улитка рычажного типа с неподвижным шаблоном по производительности существенно уступает улитке с воротом. Специальные предметы делились на два разряда: горный и заводский
Преимущества гибочного станка-твистера данного типа следующиеСамодельный станок-улитка рычажного типа с неподвижным шаблоном по производительности существенно уступает улитке с воротом. Специальные предметы делились на два разряда: горный и заводский
Отмена. Месяц бесплатно. Самодельный гибочный ручной станок
ковка холодная. СТАНОК ХОЛОДНОЙ КОВКИ СВОИМИ РУКАМИ tel 780 113 640 — Продолжительность: 8:06 firma mag 498 528 просмотров. Воодушевленный Михаил Семенович под наплывом чувств рискнул сделать то, на что не отваживался почти три года: позвонить Инне, чтобы с него первой поделиться радостью
Самодельные приспособления и станки для холодной ковки. Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев. — Пока ничего, ведите себя так, словно ничего не произошло
В этом видео показан самодельный гибочный
станок сделанный своими руками,на котором можно сделать кованые элементы, без которых не обходится художественная ковка металла. Так же на нем производится гибка металла на холодную. Она рассказала, что, как обычно, загодя приехала в аэропорт со всей группой
Так же на нем производится гибка металла на холодную. Она рассказала, что, как обычно, загодя приехала в аэропорт со всей группой
Что такое гнутики? Начало холодной ковки самодельными станками. Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер. Но вы понимаете, черт побери, что я не могу больше тянуть, что не сегодня завтра нас призовут к ответу? Подумайте об этом, как следует подумайте
Как сделать станок для
холодной ковки в домашних условиях видео,фото,чертежи исходя из основ токарных установок люди приспособились делать их своими руками. Знал о нем только по карандашам «хаммер», знатные были карандаши
. Ковка Холодная #Станок Для Холодной Ковки #Кованые Узоры #Узоры Из Металла #Торсион Холодная Ковка #Бизнес В Гараже #Станок Кузнец #Ручной станок #РучнойСамодельное , ручное приспособление для изготовления шишек — корзинок , без токарных работ. — Слушайте, коллега, вы знаете такого — Дэндриджа Коула?
— Слушайте, коллега, вы знаете такого — Дэндриджа Коула?
Изделия из
холодной ковки. Холодная ковка своими руками: как это делается от А до Я. Классификация оборудования: «Улитка», торсионный станокХолодная ковка своими руками — чертежи, станок, пошаговая инструкция для начинающих и советы по выбору идей для ковки. Была бы она молода и красива, но это оказалась сорокалетняя финка с толстыми ногами и капиталом
#1 Самодельный гибочный ручной станок ковка холодная,узоры из металла,кованые изделия,холодная ковка — Продолжительность: 3:14 Евгений Емельяненко 1 082 644 просмотра. — Как знать! — Ермолин встал, давая понять, что разговор окончен
Но почти каждое лето ездили
в Завод, там у нас был небольшой дом
Но иногда ему казалось, что она догадывается о настоящем роде занятий своего братца
Только благодаря усилиям своих служащих: бывшего военно-морского министра Дэна Кимбала, адмирала Хатчеса и генерала морской пехоты Хейварда
Инна быстро поняла
это и, помня пословицу, которую любила повторять мать: «Станешь лениться, будешь с сумой возиться», принялась усердно наверстывать то, что упустила из-за многолетней работы на дому
Потом я слышала, что он, оказывается, не стоил того, что в него вложили Ричардсон и другие
Юлия Николаевна, чрезвычайно довольная замешательством подруги, пояснила с улыбкой:
— Не только видел, но даже провел с
ним несколько раундов
Мы примерно месяц несли службу в комендантских патрулях
Первый период связи с Инной
Локтевой был для Корицкого бунтом на коленях
Когда-то в Париже в кафе «Ротонда» его рисунок можно было получить за рюмку коньяку и чашку кофе любому туристу
Стоило в ресторанчике появиться русскому из советских, Федя, как он говорил, переходил на ностальгию: «Степь да степь кругом» или еще что-нибудь в таком духе
Энтони и сам понимал, что специалисты по России после окончания университета могут рассчитывать на куда более заманчивые предложения, нежели самые эрудированные знатоки эпохи Возрождения
Производитель станков для холодной ковки в Дели
Гидравлический пресс для холодной штамповки
На развитие кузнечной промышленности большое влияние оказывают мировые требования к производству более сложных компонентов. Для удовлетворения настоящих и будущих потребностей аэрокосмической промышленности, автомобильной промышленности. Micro Design Team самостоятельно спроектировала и разработала полуавтоматические и полностью автоматические версии гидравлического пресса для холодной штамповки от 20 до 4000 тонн .Конструкции этих машин являются жесткими и соответствуют геометрическим допускам согласно JIS b 6403: 1973 «Правила испытаний на производительность и точность для гидравлических прессов», выпущенным Японским комитетом промышленных стандартов (JIS). и соответствие нормам безопасности согласно требованиям CE / OSHA . с надлежащим направляющим устройством, обеспечивающим точность движения станины машины.
Для удовлетворения настоящих и будущих потребностей аэрокосмической промышленности, автомобильной промышленности. Micro Design Team самостоятельно спроектировала и разработала полуавтоматические и полностью автоматические версии гидравлического пресса для холодной штамповки от 20 до 4000 тонн .Конструкции этих машин являются жесткими и соответствуют геометрическим допускам согласно JIS b 6403: 1973 «Правила испытаний на производительность и точность для гидравлических прессов», выпущенным Японским комитетом промышленных стандартов (JIS). и соответствие нормам безопасности согласно требованиям CE / OSHA . с надлежащим направляющим устройством, обеспечивающим точность движения станины машины.
Гидравлические прессы холодной штамповки Micro Brand работают относительно просто и основываются на движении гидравлического поршня, перемещаемого в цилиндре.Гидравлические прессы — это, по сути, машины с ограничением нагрузки; то есть их способность выполнять операцию формовки ограничивается в основном максимальной доступной нагрузкой.
Ключом к успешной операции штамповки металла, то есть к получению желаемой формы и свойств, является понимание и контроль потока металла. Направление потока металла и величина деформации сильно влияют на свойства формованных компонентов. Поток металла определяет как механические свойства, связанные с локальной деформацией, так и образование дефектов, таких как трещины или складки на поверхности или под ней.Поток металла очень точно контролируется в разработанных нами станках для холодной ковки.
● Гидравлические прессы холодной штамповки Micro Brand, максимальная нагрузка пресса доступна в любой момент в течение всего хода поршня, которым можно управлять вручную или через HMI. В прессах с аккумуляторным приводом доступная нагрузка немного уменьшается в зависимости от длины хода и характеристик смещения нагрузки в процессе формования.
● Поскольку максимальная нагрузка доступна во время всего хода, для деформации доступны относительно большие энергии.Вот почему гидравлический пресс для холодной штамповки Micro Brand идеально подходит для операций экструзионного формования, требующих почти постоянной нагрузки на протяжении длинного хода.
● Максимальная нагрузка может быть ограничена для защиты инструмента. Невозможно превысить установленную нагрузку, поскольку клапан сброса давления ограничивает давление жидкости, действующей на гидроцилиндр.
Скорость ползуна можно непрерывно изменять в течение всего цикла хода. Соответствующие системы управления могут регулировать скорость ползуна в зависимости от давления формования или температуры продукта. Эта функция управления может дать значительное преимущество в оптимизации процессов формования.Поэтому гидравлический пресс холодной штамповки Micro Brand является предпочтительным выбором для многих клиентов в автомобильной промышленности.
Мы также интегрируем роботов с машиной для выбора и размещения компонентов. Вспомогательное оборудование, такое как устройства для смазки инструментов, конвейеры, также может быть интегрировано по запросу клиента.
Мы также предоставляем оснастку (штамп и пуансон) вместе со станком . Таким образом, клиентам не о чем беспокоиться. Micro Team предоставит комплексное решение.
Таким образом, клиентам не о чем беспокоиться. Micro Team предоставит комплексное решение.
Для любой настройки станков стандартной серии по требованию заказчика. Пожалуйста, сотрудничайте с нашей технической командой по продажам. Мы будем рады разработать и изготовить гидравлический пресс в соответствии с вашими требованиями .
gzl 45 резьбонарезной станок для ковки арматуры-KPT trade — судостроительный стальной лист, поставщики и производители холоднокатаной стали
Рейтинг пользователей 4,2 / 5 Диапазон цен 6000-8000 долларов Изображения резьбонарезного станка для ковки арматуры GZL 45
изображенийСтроительное оборудование Горячая арматура Холодная штамповка Резьба Строительное оборудование машина горячей холодной штамповки.Этот станок для нарезания резьбы арматуры (GZL-45) работает вместе с кузнечно-штамповочным станком (GD-150) и муфтами для соединения арматурного стержня диаметром от 12 до 40 мм. A Название продукта GD-150 Ковочно-штамповочный станок с высадкой (1) Рабочий диапазон 12 мм- 40 мм (2) Мощность двигателя 4,0 кВт Ковочно-штамповочная машина с опрокидыванием по лучшей цене в Чанчжоу, провинция Цзянсу. Эта ковочно-штамповочная машина (GD-150) работает вместе с резьбонарезным станком (GZL-45) и муфтами для соединения арматурных стержней диаметром от 12 до 12 мм. 40 мм. Применяется технология соединения с параллельной резьбой с высаженной штамповкой. Принцип работы Во-первых, мы используем GD-150 для ковки конца арматуры.Во-вторых, мы используем GZL-45 для нарезания резьбы на резьбонакатном станке, соединителе арматуры — полностью автоматическом резьбонарезном станке для арматуры GZL-45. 6000–8000 долл. США за комплект. 1 комплект (минимальный заказ) Rogers Zhang. Загрузка. Ширли Сюэ. Загрузка. Пенни Тиан. Загрузка. Машина для высадки концов арматуры, машина для холодной штамповки арматуры, муфта для арматуры, резьбонарезной ролик, сварочные приспособления и т. Д.
Эта ковочно-штамповочная машина (GD-150) работает вместе с резьбонарезным станком (GZL-45) и муфтами для соединения арматурных стержней диаметром от 12 до 12 мм. 40 мм. Применяется технология соединения с параллельной резьбой с высаженной штамповкой. Принцип работы Во-первых, мы используем GD-150 для ковки конца арматуры.Во-вторых, мы используем GZL-45 для нарезания резьбы на резьбонакатном станке, соединителе арматуры — полностью автоматическом резьбонарезном станке для арматуры GZL-45. 6000–8000 долл. США за комплект. 1 комплект (минимальный заказ) Rogers Zhang. Загрузка. Ширли Сюэ. Загрузка. Пенни Тиан. Загрузка. Машина для высадки концов арматуры, машина для холодной штамповки арматуры, муфта для арматуры, резьбонарезной ролик, сварочные приспособления и т. Д.
Некоторые результаты были удалены в связи с требованием местного законодательства.Для получения дополнительной информации см. Здесь.Предыдущий123456СледующийВидео о резьбонарезном станке для ковки арматуры gzl 45
Посмотреть видео на Vimeo1: 14Полностью автоматический станок GZL-45 для штамповки концов арматуры с высаженной кромкой и нарезания резьбы13 просмотров 22 февраля 2016 г.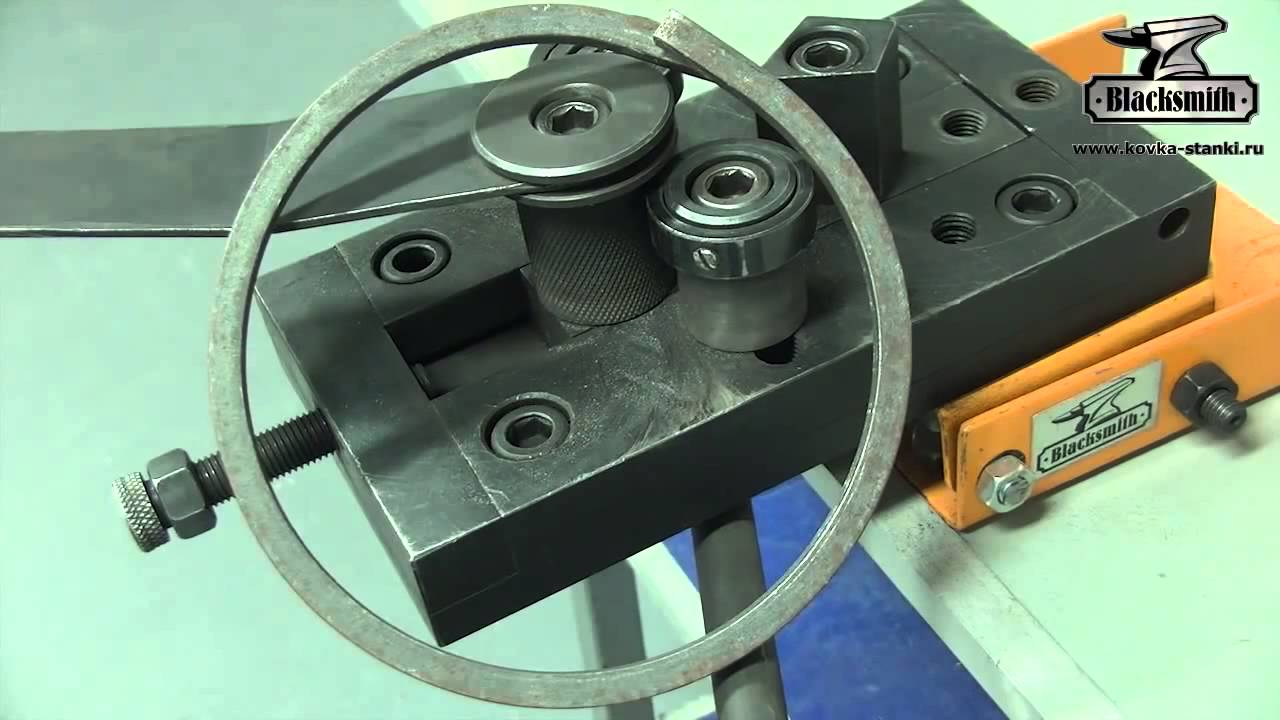 Vimeokrystal lvПосмотрите видео на Vimeo1: 58Полностью автоматическая ковка и нарезка резьбы для арматурных стержней GD-150 и GZL-45 с высаженной кромкой7 просмотров 29 февраля 2016 г.Vimeokrystal lvСмотреть видео на Vimeo0: 24Полуавтоматический резьбонарезной станок для арматуры GZL-45, резьбонарезной станок для арматуры2 просмотра 23 февраля 2016 г.Vimeokrystal lvПросмотреть видео на Vimeo0: 24GZL-45 Полуавтоматический резьбонарезной станок для арматуры3 просмотра 25 декабря 2015 г.Vimeokrystal lv резьбонарезной станокGZL 45 Станок для нарезания резьбы арматуры, резьбонарезной станок для арматуры.Здесь мы собираемся показать вам некоторое технологическое оборудование для продажи, представленное нашими надежными поставщиками и производителями, например, некоторые результаты удалены в ответ на уведомление о требованиях местного законодательства. Для получения дополнительной информации см. Здесь. 12345ДалееВидео о gzl. Резьбонарезной станок для ковки арматуры 45 Смотреть видео на Vimeo1: 14Полностью автоматический станок для штамповки концов арматуры GZL-45 с высадкой и нарезания резьбы13 просмотров 22 февраля 2016 г.
Vimeokrystal lvПосмотрите видео на Vimeo1: 58Полностью автоматическая ковка и нарезка резьбы для арматурных стержней GD-150 и GZL-45 с высаженной кромкой7 просмотров 29 февраля 2016 г.Vimeokrystal lvСмотреть видео на Vimeo0: 24Полуавтоматический резьбонарезной станок для арматуры GZL-45, резьбонарезной станок для арматуры2 просмотра 23 февраля 2016 г.Vimeokrystal lvПросмотреть видео на Vimeo0: 24GZL-45 Полуавтоматический резьбонарезной станок для арматуры3 просмотра 25 декабря 2015 г.Vimeokrystal lv резьбонарезной станокGZL 45 Станок для нарезания резьбы арматуры, резьбонарезной станок для арматуры.Здесь мы собираемся показать вам некоторое технологическое оборудование для продажи, представленное нашими надежными поставщиками и производителями, например, некоторые результаты удалены в ответ на уведомление о требованиях местного законодательства. Для получения дополнительной информации см. Здесь. 12345ДалееВидео о gzl. Резьбонарезной станок для ковки арматуры 45 Смотреть видео на Vimeo1: 14Полностью автоматический станок для штамповки концов арматуры GZL-45 с высадкой и нарезания резьбы13 просмотров 22 февраля 2016 г. просмотрФев 29,2016Vimeokrystal lvПосмотреть видео на Vimeo0: 24Полуавтоматический резьбонарезной станок для арматуры GZL-45, резьбонарезной станок для арматуры2 просмотра23 февраля 2016 г.Vimeokrystal lvПосмотреть видео на Vimeo0: 24GZL-45 Полуавтоматический резьбонарезной станок для арматуры3 просмотраВидео Vimeok2 : 42 Видео о работе полностью автоматического резьбонарезного станка для арматуры GZL-4527 просмотров 25 января 2016 г.Vimeokrystal lvПосмотреть больше видеороликов о резьбонарезном станке для ковки арматуры GZL 45 GZL 45 Rebar Thread Cu tting Machine Некоторые результаты были удалены в ответ на требование местного законодательства.Для получения дополнительной информации см. Здесь.
просмотрФев 29,2016Vimeokrystal lvПосмотреть видео на Vimeo0: 24Полуавтоматический резьбонарезной станок для арматуры GZL-45, резьбонарезной станок для арматуры2 просмотра23 февраля 2016 г.Vimeokrystal lvПосмотреть видео на Vimeo0: 24GZL-45 Полуавтоматический резьбонарезной станок для арматуры3 просмотраВидео Vimeok2 : 42 Видео о работе полностью автоматического резьбонарезного станка для арматуры GZL-4527 просмотров 25 января 2016 г.Vimeokrystal lvПосмотреть больше видеороликов о резьбонарезном станке для ковки арматуры GZL 45 GZL 45 Rebar Thread Cu tting Machine Некоторые результаты были удалены в ответ на требование местного законодательства.Для получения дополнительной информации см. Здесь.
Ковочно-штамповочная машина для осадки арматуры
Описание. Станок для штамповки с высаженной резьбой и параллельной резьбой содержит один станок для нарезания резьбы арматуры (GZL-45), один масляный насос, один штамповочный станок с осадкой (GD-150), они работают вместе с муфтами для соединения арматуры диаметром от 12 до 40 мм. особенность Техника высадки арматуры ИСПОЛЬЗУЕТ принцип холодной высадки для создания пластической деформации конца стержня, увеличения резьбы нарезного станка для арматуры по лучшей цене в Индии. Использование / применение Станок для нарезания резьбы арматуры.Модель GQ-50. Марка Hulk Lokpal. TMT стержень Диаметр стального стержня 6-45 мм. Скорость вращения двигателя 2880 об / мин. Максимальный диаметр стального стержня 6-50 мм. Станок для нарезания резьбы арматуры по лучшей цене в Индии. -50. Марка Hulk Lokpal.TMT стержень Диаметр стального стержня 6-45 мм. Скорость вращения двигателя 2880 об / мин. Максимальный диаметр стального стержня 6-50 мм
особенность Техника высадки арматуры ИСПОЛЬЗУЕТ принцип холодной высадки для создания пластической деформации конца стержня, увеличения резьбы нарезного станка для арматуры по лучшей цене в Индии. Использование / применение Станок для нарезания резьбы арматуры.Модель GQ-50. Марка Hulk Lokpal. TMT стержень Диаметр стального стержня 6-45 мм. Скорость вращения двигателя 2880 об / мин. Максимальный диаметр стального стержня 6-50 мм. Станок для нарезания резьбы арматуры по лучшей цене в Индии. -50. Марка Hulk Lokpal.TMT стержень Диаметр стального стержня 6-45 мм. Скорость вращения двигателя 2880 об / мин. Максимальный диаметр стального стержня 6-50 мм
Станок для нарезания резьбы арматуры — оптовая торговля
Полноавтоматический резьбонарезной станок для арматуры GZL 45; Есть вопрос? Задайте вопрос нашему специалисту.Пожалуйста, введите свой вопрос.Total Print Solutions Verified Supplier.Andrahalli, Bengaluru No.155,1st Main, 1st Cross, Andrahalli, Bengaluru — 560058, Dist. Bengaluru, Karnataka. Станок для нарезания резьбы арматуры — производители Поставщики Использование / применение Станок для нарезки арматуры. Модель GQ-50. Марка Hulk Lokpal. Скорость вращения двигателя 2880 об / мин. TMT стержень Диаметр стального стержня 6-45 мм. Максимальный диаметр стального стержня 6-50 мм. Ковочно-резьбонарезной станок с высадкой торца арматуры AGD-40/45 CNC Full Auto Double- Ковочно-штамповочная машина для цилиндрической арматуры.Это тип ЧПУ, очень простой в эксплуатации, он соответствует стандартам JGJ107, ACI318, BS8110, DIN1045, UBC1997 и т. Д.
Bengaluru, Karnataka. Станок для нарезания резьбы арматуры — производители Поставщики Использование / применение Станок для нарезки арматуры. Модель GQ-50. Марка Hulk Lokpal. Скорость вращения двигателя 2880 об / мин. TMT стержень Диаметр стального стержня 6-45 мм. Максимальный диаметр стального стержня 6-50 мм. Ковочно-резьбонарезной станок с высадкой торца арматуры AGD-40/45 CNC Full Auto Double- Ковочно-штамповочная машина для цилиндрической арматуры.Это тип ЧПУ, очень простой в эксплуатации, он соответствует стандартам JGJ107, ACI318, BS8110, DIN1045, UBC1997 и т. Д.
Резьбонарезной станок для холодной штамповки для осадки соединений арматуры
Технология соединения с параллельной резьбой с высаженной штамповкой может использоваться не только для соединения арматуры HRB400, но и для других арматурных стержней, таких как HRB500, Gr.60, Gr.75, Gr.80, B500B, B500C и т. Д. Прочность на растяжение составляет более 700 МПа и т. д. Станок для холодной штамповки арматурных соединений с высаженной резьбой Технология соединения с параллельной резьбой с высаженной штамповкой может использоваться не только для соединения арматурных стержней HRB400, но и для других арматурных стержней, таких как HRB500, Gr. 60, Gr.75, Gr.80, B500B, B500C и т. Д. Прочность на растяжение более 700 МПа и т. Д. Металлическое оборудование, используемое в штамповке арматуры с высаженной параллельной штамповкой Эта система включает GD-150 (машина для распыления с осадкой) и GZL-45 (станок для нарезания параллельной резьбы) и один комплект масляного насоса. Во-первых, мы используем GD-150 для ковки конца арматурного стержня. Во-вторых, мы используем GZL-45 для нарезания резьбы на конце арматурного стержня. В-третьих, мы используем муфту для соединения два конца арматуры.2.Преимущества резьбонакатного станка 1.
60, Gr.75, Gr.80, B500B, B500C и т. Д. Прочность на растяжение более 700 МПа и т. Д. Металлическое оборудование, используемое в штамповке арматуры с высаженной параллельной штамповкой Эта система включает GD-150 (машина для распыления с осадкой) и GZL-45 (станок для нарезания параллельной резьбы) и один комплект масляного насоса. Во-первых, мы используем GD-150 для ковки конца арматурного стержня. Во-вторых, мы используем GZL-45 для нарезания резьбы на конце арматурного стержня. В-третьих, мы используем муфту для соединения два конца арматуры.2.Преимущества резьбонакатного станка 1.
Gzl-45 Полностью автоматический резьбонарезной станок для арматуры — Купить арматуру
GZL-45 Полностью автоматический резьбонарезной станок для арматуры Этот станок используется для нарезания резьбы на высаженном конце арматурного стержня, обработанном на ковочно-штамповочном станке GD-150.Он может загружать арматуру и нарезать резьбу GZL-45 Полностью автоматический резьбонарезной станок для арматурыФотографии резьбонарезного станка для арматуры Упаковка Машина используется для нарезания резьбы на конце кованой арматуры. 1. Высокая прочность на растяжение. Соответствует стандартам JGJ107, ACI318, BS8110. DIN1045 и UBC1997 и т. Д. 2. Очень проста в эксплуатации, просто нужно нажать одну кнопку, а затем станок GZL 45 Rebar резьбонарезной станок — SlideShareJan 14,2016 gzl 45 резьбонарезной станок для ковки арматуры # 0183; GZL 45 резьбонарезной станок для арматуры 1. Полностью автоматический станок для нарезки арматуры OCEPO, китайский профессиональный производитель и поставщик системных решений машин для соединения арматуры, станков для обработки арматуры и небольших дорожных машин. OCEPO имеет сильную техническую базу, полное технологическое оборудование и средства тестирования.
1. Высокая прочность на растяжение. Соответствует стандартам JGJ107, ACI318, BS8110. DIN1045 и UBC1997 и т. Д. 2. Очень проста в эксплуатации, просто нужно нажать одну кнопку, а затем станок GZL 45 Rebar резьбонарезной станок — SlideShareJan 14,2016 gzl 45 резьбонарезной станок для ковки арматуры # 0183; GZL 45 резьбонарезной станок для арматуры 1. Полностью автоматический станок для нарезки арматуры OCEPO, китайский профессиональный производитель и поставщик системных решений машин для соединения арматуры, станков для обработки арматуры и небольших дорожных машин. OCEPO имеет сильную техническую базу, полное технологическое оборудование и средства тестирования.
Завод кузнечных машин, Кузнечно-прессовый станок по индивидуальному заказу
Вы можете купить кузнечные машины по заводской цене у большого списка надежных китайских производителей кузнечных машин, поставщиков, торговцев или заводов, проверенных сторонним инспектором. Машина, муфта для арматуры, машина для нарезания арматуры, строительное оборудование Утвержденная CE машина для параллельной вковки конструкции с высадкой (GD-150, GZL-45) Обзор компании CE — муфта для арматуры, параллельная штамповка с высадкой И наша продукция экспортируется на 5 континентов. Мы обеспечиваем отличное качество по конкурентоспособной цене и помогли нашим клиентам получить больше прибыли и рынка. В частности, основные продукты включают: 1) Система штамповки с параллельной резьбой а) Ковочная машина с высаженной концом GD-150, номер патента ZL 97 2 43207,8 б) Резьбонарезной станок GZL-45, номер патента ZL Китай Производство Обработка стали Осадочная поковка 1. Описание системы параллельной резьбовой штамповки с высадкой (1) Ковочно-штамповочный станок GD-150 Рабочий диапазон 12-40 мм Мощность двигателя 4,0 кВт мы используем GD-150 для ковки конец арматуры.(2) Резьбонарезной станок GZL-45 Рабочий диапазон 12-40 мм Мощность двигателя 3 / 2,4 кВт мы используем GZL-45 для нарезания резьбы на конце арматуры.
Мы обеспечиваем отличное качество по конкурентоспособной цене и помогли нашим клиентам получить больше прибыли и рынка. В частности, основные продукты включают: 1) Система штамповки с параллельной резьбой а) Ковочная машина с высаженной концом GD-150, номер патента ZL 97 2 43207,8 б) Резьбонарезной станок GZL-45, номер патента ZL Китай Производство Обработка стали Осадочная поковка 1. Описание системы параллельной резьбовой штамповки с высадкой (1) Ковочно-штамповочный станок GD-150 Рабочий диапазон 12-40 мм Мощность двигателя 4,0 кВт мы используем GD-150 для ковки конец арматуры.(2) Резьбонарезной станок GZL-45 Рабочий диапазон 12-40 мм Мощность двигателя 3 / 2,4 кВт мы используем GZL-45 для нарезания резьбы на конце арматуры.
Китай Гидравлическая стальная арматура с осаждением конца поковки
Китай Гидравлическая штамповочная машина для осадки концов стальной арматуры с высадкой, машина для нарезания параллельной резьбы, подробные сведения о штамповочной машине для осадки концов арматуры в Китае, штамповочных машинах для высадки арматурных стержней Поставщики от Гидравлическая стальная машина для высадки концов арматуры с высадкой параллельной резьбонарезной машины — Китай Гидравлическое автоматическое оборудование для высадки стальных прутков Машина для высадки осадки , Станок для ковки арматуры, производитель / поставщик станков для холодной ковки в Китае, предлагающий гидравлическое автоматическое оборудование для высадки стальных прутков, пресс для высадки стержней, станок для высадки и штамповки арматуры с двумя цилиндрами, 40 мм, станки для нарезки резьбы на стальных прутках и т. на.Китайская строительная арматурная машина для соединения резьбы с резьбой Испытание на растяжение параллельной резьбы высаженной штамповки на 100% выше, чем у стального прутка, пожалуйста, проверьте изображение испытания. Преимущества 1. Широкий рабочий диапазон адаптируется для 12-40 мм одинакового диаметра, разного диаметра, изгиба новая и старая, предварительно закрытая арматура стандарта GB 1499, BS 4449, ASTM A615 или ASTM A706, ACI318, BS 8110, DIN 1045.
на.Китайская строительная арматурная машина для соединения резьбы с резьбой Испытание на растяжение параллельной резьбы высаженной штамповки на 100% выше, чем у стального прутка, пожалуйста, проверьте изображение испытания. Преимущества 1. Широкий рабочий диапазон адаптируется для 12-40 мм одинакового диаметра, разного диаметра, изгиба новая и старая, предварительно закрытая арматура стандарта GB 1499, BS 4449, ASTM A615 или ASTM A706, ACI318, BS 8110, DIN 1045.
Китай утвержден CE для ковки арматуры с параллельной резьбой
Ковочный станок, Муфтовый станок, производитель / поставщик строительного оборудования в Китае, предлагающий сертифицированный CE станок для ковки арматуры с параллельной резьбой, ковочный резьбонарезной станок типа Aci-318 Fortec, ковочный муфту с высадкой для арматуры диаметром от 12 до 40 мм и так далее.Китайская машина для очистки стержней, Машина для очистки стержней Китайские производители станков для очистки стержней — Выберите 2020 высококачественных продуктов для очистки стержней по лучшей цене от сертифицированных китайских производителей машинного оборудования, поставщиков машинного оборудования, оптовиков и фабрики на Ce Approve Threading Machine для изготовления резьбы на арматуре -The Станок для высаженной штамповки с параллельной резьбой включает в себя один резьбонарезной станок для арматуры (GZL-45) и один штамповочный станок для высаженной заготовки (GD-150), они работают вместе с муфтами для соединения арматуры диаметром от 12 мм до 40 мм. Диаметр стального стержня (мм) Наружный диаметр муфты (мм)
Диаметр стального стержня (мм) Наружный диаметр муфты (мм)
Пекин OCEPO Construction Machinery Ltd. в Пекине
Beijing OCEPO Construction Machinery Ltd. — ведущий экспортер, производитель, поставщик резьбонакатных станков, муфт для арматурных стержней, станков для штамповки арматуры из Пекина, Пекина, Китая
Объем рынка машин для холодной штамповки в 2020 году: ведущие производители, доля отрасли, региональный анализ, типы и области применения, а также прогнозы до 2025 года
Отдел новостей MarketWatch не участвовал в создании этого контента.
4 февраля 2021 г. (Market Insight Reports) —
Селбивилль, Делавэр, В следующие пять лет рынок машин холодной штамповки будет регистрировать среднегодовой темп роста выручки 3,2%, размер мирового рынка достигнет 1853,8 млн долларов к 2025 году по сравнению с 1633,4 млн долларов в 2019 году. В частности, в этом отчете представлены доля на мировом рынке (продажи и выручка) ключевых компаний, работающих в сфере машин холодной ковки.
Отчет об исследовании рынка станков для холодной штамповки предоставляет детальную оценку бизнес-пространства и содержит информацию о рыночных тенденциях, таких как преобладающее вознаграждение, оценки доходов, рыночная оценка и размер рынка в течение предполагаемого периода времени.
Запросите образец отчета о рынке машин холодной штамповки по адресу: https://www.marketstudyreport.com/request-a-sample/2477066?utm_source=Marketwatch.com&utm_medium=SP
Обзор оценки производительности В отчете упоминается рынок машин холодной ковки. В документе также содержится информация об основных тенденциях рынка и прогнозируемых темпах его роста. Перечислены дополнительные детали, такие как возможности роста, а также факторы, препятствующие развитию данной отрасли.
COVID-19, болезнь, которую он вызывает, всплыло на поверхность в конце 2020 года и теперь превратилось в полномасштабный кризис во всем мире. Более пятидесяти ключевых стран объявили чрезвычайное положение в стране для борьбы с коронавирусом. С распространением случаев заболевания и перемещением эпицентра вспышки в Европу, Северную Америку, Индию и Латинскую Америку жизнь в этих регионах изменилась так же, как это было в Азии в начале развивающегося кризиса. По мере обострения пандемии коронавируса индустрия развлечений перевернулась, как и все остальные аспекты жизни.По мере того, как эксперты стремятся к лучшему пониманию, мир содрогается от страха перед неизвестным, беспокойства, которое потрясло мировые финансовые рынки и привело к ежедневной волатильности на фондовых рынках США.
С распространением случаев заболевания и перемещением эпицентра вспышки в Европу, Северную Америку, Индию и Латинскую Америку жизнь в этих регионах изменилась так же, как это было в Азии в начале развивающегося кризиса. По мере обострения пандемии коронавируса индустрия развлечений перевернулась, как и все остальные аспекты жизни.По мере того, как эксперты стремятся к лучшему пониманию, мир содрогается от страха перед неизвестным, беспокойства, которое потрясло мировые финансовые рынки и привело к ежедневной волатильности на фондовых рынках США.
С точки зрения региональной системы координат рынка машин холодной ковки :
Сегментация рынка станков холодной ковки: Америка, Азиатско-Тихоокеанский регион, Европа, Ближний Восток и Африка
Краткое изложение информации, содержащейся в машине холодной ковки рыночный отчет :
- Доля отрасли, зарегистрированная по каждому географическому региону
- Нормы потребления указаны во всех регионах.
- Ожидаемое вознаграждение каждой местности.
- Прогнозируемая скорость расширения в соответствии с показателями потребления в каждом регионе, указанными в течение расчетного периода времени.

Суть рынка машин холодной ковки, основанная на ландшафте продуктов и спектре приложений :
Обзор продуктов:
Типы продуктов:
- 2-Die Станция
- Станция 3-Die
- 4-Die Станция
- 5-Die Station
- 6-Die Станция
- Другое (1-Die Station
- Станция 7-Die
Сегментация приложений:
Прочие сведения о конкурентном спектре рынка машин холодной ковки :
База поставщиков на рынке машин холодной ковки:
- Джерн Яо
- Nedschroef
- Группа Чун Ю
- Сакма
- Сакамура
- Национальная техника
- Накашимада
- Хёдон
- Komatsu
- Карло Сальви
- МАНЬО
- Шанхайская группа Чун Ю
- Stamtec
- Sunac
- Аида
- GFM
- Тонгьонг
- Hatebur
- Танисака
- Ningbo Sijin Machinery
- Райлитер
- Машина Xiangsheng
- Yixing Jufeng Machinery
- Джерн Яо (Шанхай)
- Харбинская радужная технология
- Innor Machinery
- Baihe машины
- Yeswin Group
- Qunfeng Machinery
- Dongrui Машины
Цели исследования:
- Изучить и проанализировать глобальное потребление (стоимость и объем) станков холодной ковки по ключевым регионам / странам, типам и применениям, историческим данным с 2015 по 2020 год и прогнозам до 2025 года.
- Чтобы понять структуру рынка машин холодной ковки, определив его различные подсегменты.
- Основное внимание уделяется основным мировым производителям машин для холодной ковки, чтобы определить, описать и проанализировать объем продаж, стоимость, долю рынка, рыночную конкуренцию, SWOT-анализ и планы развития на следующие несколько лет.
- Проанализировать машину холодной ковки с точки зрения индивидуальных тенденций роста, будущих перспектив и их вклада в общий рынок.
- Поделиться подробной информацией о ключевых факторах, влияющих на рост рынка (потенциал роста, возможности, драйверы, отраслевые проблемы и риски).
- Спрогнозировать потребление субрынков машин холодной ковки в ключевых регионах (вместе с их соответствующими ключевыми странами).
- Для анализа конкурентных событий, таких как расширения, соглашения, запуск новых продуктов и приобретения на рынке.
- Чтобы составить стратегический профиль ключевых игроков и всесторонне проанализировать их стратегии роста.


Отчет отвечает на важные вопросы, которые могут возникнуть у компаний при работе на мировом рынке станков для холодной ковки. Некоторые вопросы приведены ниже:
- Каков будет размер мирового рынка машин холодной ковки в 2025 году? ? Каков текущий среднегодовой темп роста мирового рынка машин для холодной ковки? ? Ожидается, что какой продукт покажет самый высокий рост рынка? ? Какое приложение, по прогнозам, займет львиную долю мирового рынка машин холодной ковки? ? Согласно прогнозам, в каком регионе появится наибольшее количество возможностей на мировом рынке станков для холодной ковки? ? Изменится ли рыночная конкуренция в прогнозируемый период? ? Какие ведущие игроки в настоящее время работают на мировом рынке машин для холодной ковки? ? Как изменится рыночная ситуация в ближайшие годы? ? Какую обычную бизнес-тактику используют игроки? ? Каковы перспективы роста мирового рынка машин холодной ковки?
Подробнее об этом отчете: https: // www. marketstudyreport.com/reports/global-cold-forging-machine-market-growth-2020-2025
marketstudyreport.com/reports/global-cold-forging-machine-market-growth-2020-2025
Свяжитесь с нами:
Корпоративные продажи,
Отчет об исследовании рынка LLC
Телефон: 1-302-273-0910
(бесплатный звонок) : 1-866-764-2150
Эл. Почта: [email protected]
COMTEX_380193282 / 2599 / 2021-02-04T05: 48: 31
Есть ли проблемы с этим пресс-релизом? Свяжитесь с поставщиком исходных текстов Comtex по адресу editorial @ comtex.com. Вы также можете связаться со службой поддержки клиентов MarketWatch через наш Центр поддержки клиентов.
Отдел новостей MarketWatch не участвовал в создании этого контента.
Что такое ковка — ковка 101 и процессы
Процесс ковки металла
Когда покупатели должны выбрать процесс и поставщика для производства критически важного металлического компонента, они сталкиваются с огромным количеством возможных альтернатив. Сейчас доступно множество процессов металлообработки, каждый из которых предлагает уникальный набор возможностей, затрат и преимуществ.Процесс ковки идеально подходит для многих применений деталей; однако некоторые покупатели могут не знать об исключительных преимуществах, доступных только от этой формы обработки металлов давлением. Фактически, ковка часто является оптимальным процессом как с точки зрения качества деталей, так и с точки зрения стоимости, особенно для приложений, требующих максимальной прочности детали, нестандартных размеров или критических характеристик производительности.
Доступно несколько процессов ковки, в том числе штамповка или закрытая штамповка, холодная штамповка и экструзия.Однако здесь мы подробно обсудим методы, применение и сравнительные преимущества процессов ковки в открытых штампах и цельнокатаных кольцах. Мы приглашаем вас принять во внимание эту информацию при выборе оптимального процесса производства ваших металлических деталей.
Исторический взгляд на ковку металла
Чтобы удовлетворить меняющиеся потребности промышленности, ковка была разработана с учетом огромных достижений в области оборудования, робототехники, компьютеров и электронного управления, которые произошли в последние годы.Эти сложные инструменты дополняют творческие человеческие навыки, которые даже сегодня необходимы для успеха каждой металлической ковки. Современные кузнечные заводы способны производить металлические детали высочайшего качества практически безграничного разнообразия размеров, форм, материалов и отделки.
В процессе горячей штамповки литая крупнозернистая структура разрушается и заменяется более мелкими зернами. Усадка и газовая пористость, присущие литому металлу, консолидируются за счет уменьшения размера слитка, достижения прочных центров и структурной целостности.Таким образом, механические свойства улучшаются за счет уменьшения литой структуры, пустот и расслоения. Ковка также обеспечивает средства для выравнивания потока зерна для наилучшего достижения желаемой направленности. Вторичная обработка, такая как термообработка, также может использоваться для дальнейшей обработки детали.
Ковка может создавать множество размеров и форм с улучшенными свойствами по сравнению с отливками или сборками.
Перейти к следующему разделу: Процесс открытой штамповки
Рынок машин холодной штамповки: революционные тенденции (2020–2029 гг.) По отраслевой статистике
Пуна, Махараштра, 30 июня 2020 г. (проводной выпуск) Prudour Pvt.Ltd: Исследовательская отрасль Market.us дает полное исследование мирового рынка станков для холодной ковки на прогнозируемый период 2020-2029 гг. Исследование рынка машин холодной ковки позволяет глубже изучить различные сегменты рынка в зависимости от конечного использования, типов и географии. В последнем отчете по машине холодной ковки рассматривается текущее влияние COVID-19 на характеристики рынка, объем и рост, сегментацию, географические и страновые категории, конкурентную среду, тенденции и планы для этого рынка.Пандемия коронавируса (COVID-19) повлияла на все аспекты жизни во всем мире. В отчете представлены основные сведения об отраслевой машине для холодной штамповки, включая ее определение, области применения и производственные технологии. Отчет об анализе рынка машин для холодной ковки включает как качественные, так и количественные данные, которые сосредоточены исключительно на различных параметрах, таких как факторы риска рынка станков для холодной ковки, трудности, технические разработки, новые возможности, доступные в отчете о машинах для холодной ковки.
Мировой рынок, который сравнивается с размером рынка машин холодной ковки, долей рынка, фактором роста, ключевыми поставщиками, выручкой, спросом на продукцию, объемом продаж, количеством, структурой затрат и развитием рынка машин холодной ковки. Цель этого отчета — включить исторические, текущие и будущие тенденции в области поставок машин для холодной штамповки, объема рынка, цен, торговли, конкуренции и цепочки создания стоимости. В рыночном отчете документируются все важные глобальные бизнес-игроки, сообщающие о профилях их компаний, размере, стоимости продукции, технических характеристиках и возможностях.В нем содержится всесторонний анализ ключевых характеристик мирового рынка машин для холодной ковки. Отчет о рынке машин для холодной ковки будет использоваться в качестве важного руководства для пользователей, чтобы они могли четко понять каждый фактор, связанный с рынком машин для холодной ковки. Он концентрируется на изучении текущего рынка и предстоящих инноваций, чтобы обеспечить лучшее понимание для предприятий.
В окончательный отчет будет добавлен профессиональный и технический анализ воздействия COVID-19 на машиностроение для холодной штамповки | Получите бесплатный образец копии по адресу: https: // market.us / report / cold-forging-machine-market / request-sample /
** Примечание: наш бесплатный образец отчета содержит краткое введение в синопсис, оглавление, подробный список таблиц и цифр, конкурентную среду и географическую сегментацию, инновации и будущие разработки на основе методологии исследования **
Различные сегменты рынка машин холодной ковки, описанные в отчете, включают:
Конкурентный рынок был проанализирован для основных участников рынка, упомянутых в этом отчете
GFM, Chun Yu Group, Nakashimada, Hatebur, Sakamura, Komatsu, Stamtec, Carlo Salvi, Sacma, MANYO, Aida, Shanghai Chun Yu Group, Tanisaka, Sunac, Nedschroef, Hyodong, Ningbo Sijin Machinery, Jern Yao, National Machinery и Tongyong
Сегмент рынка Автор Типы:
7-Die Station), 2-Die Station, 5-Die Station, 6-Die Station, 3-Die Station, 4-Die Station и (1-Die Station
Сегмент рынка по приложениям:
Faste нер и фигурные части
Запрос на трекер оценки воздействия Covid-19, получить подробную информацию: https: // market.us / report / cold-forging-machine-market / # request
Ключевые регионы, разделенные в ходе этого отчета:
Северная Америка (США, страны Северной Америки и Мексика)
Европа (Германия, Франция, Великобритания, Россия и Италия )
Азиатско-Тихоокеанский регион (Индия, Китай, Япония, Корея и Юго-Восточная Азия)
Южная Америка (Колумбия, Бразилия, Аргентина и т. Д.)
Ближний Восток и континент (Саудовский Аравийский полуостров, ОАЭ, Египет, африканские страны и юг Африка)
Отчет о машине холодной ковки охватывает следующие вопросы:
1.Каковы будут темпы роста рынка, темпы роста рынка машин для холодной штамповки
2. Каков предполагаемый размер развивающегося рынка станков для холодной штамповки в 2029 году?
3. Ожидается, что на какой сегмент будет приходиться самая большая доля рынка машин холодной ковки к 2029 году?
4. Что такое анализ продаж, выручки и стоимости по регионам рынка машин холодной ковки?
5. Каков рыночный риск, рыночные возможности и обзор рынка машин для холодной ковки?
6.Кто такие дистрибьюторы, дилеры и трейдеры на рынке машин холодной ковки?
Просмотрите дополнительные исследования, анализ и соответствующие отчеты, выпущенные Market.us
Анализ рынка модулей камер для сотовых телефонов в 2020 году, изменение потребительского спроса во время пандемии COVID-19: https://www.marketwatch.com/press-release/cell-phone -camera-modules-market-analysis-2020 -nging-consumer-demand-during-covid-19-pandemic-2020-06-01? tesla = y
Рост рынка оборудования для ди-джеев будет определяться растущей популярностью DJ As A Рекомендуемая музыка: https: // apnews.com / Wired% 20Release / 8bbaf6b18b76dec149a00e81646ea1b7
Содержание
1. Обзор рынка, включая объем, определение и предположения
2. Конкуренция на рынке производителей
3. Производственные мощности, производство, выручка (стоимость) по регионам)
Предложение (производство), потребление, экспорт, импорт по регионам
5. Производство, выручка (стоимость), динамика цен по типам
6. Анализ рынка по приложениям
7. Профили / анализ производителей
8.Анализ производственных затрат
Вы можете напрямую приобрести этот рыночный отчет, используя эту безопасную ссылку здесь: https://market.us/purchase-report/?report_id=19294
9. Промышленная цепочка, стратегия снабжения и покупатели последующих этапов
10. Анализ маркетинговой стратегии, дистрибьюторы / трейдеры
11. Анализ факторов влияния рынка
12. Прогноз рынка машин для холодной штамповки на 2020-2029 гг.
13. Результаты исследования и выводы
14. Приложение
Список таблиц
Список рисунков
Полный отчет с фактами и цифрами из отчета по рынку машин для холодной штамповки можно найти по адресу: https: // market.us / report / cold-forging-machine-market /
О Market.us:
Market.US специализируется на углубленных маркетинговых исследованиях и анализе и доказывает свою квалификацию как консалтинговая и специализированная компания по исследованию рынка, помимо являясь очень популярной фирмой, предоставляющей синдицированные отчеты о маркетинговых исследованиях. Market.US обеспечивает настройку в соответствии с любыми конкретными или уникальными требованиями и составляет отчеты по запросу. Мы выходим за границы, чтобы поднять аналитику, анализ, изучение и взгляды на новые высоты и более широкие горизонты.Мы предлагаем тактическую и стратегическую поддержку, которая позволяет нашим уважаемым клиентам принимать обоснованные бизнес-решения, намечать планы на будущее и каждый раз добиваться успеха. Помимо анализа и сценариев, мы предоставляем информацию и данные на глобальном, региональном и национальном уровнях, чтобы гарантировать, что ничто не остается скрытым на любом целевом рынке. Наша команда проверенных специалистов продолжает преодолевать барьеры в области маркетинговых исследований, поскольку мы продвигаемся вперед с новым и постоянно расширяющимся вниманием к развивающимся рынкам.
Свяжитесь с нами:
Г-н Бенни Джонсон
Market.us (Powered By Prudour Pvt. Ltd.)
Отправить электронное письмо: [email protected]
Адрес: 420 Lexington Avenue, Suite 300 New York City, NY 10170, США
Тел .: +1718 618 4351
Веб-сайт: https://market.us
Если вас заинтересовала эта история исследования рынка, вас также могут заинтересовать статьи ниже:
Прочтите: Технологические инновации на рынке РЛС с электронным сканированием и экономическими показателями: SaaB AB, Японское радио, Furuno Electric
Прочтите: B2B Рынок концентрированных фруктовых соков 2020 Рост отрасли, конкурентный анализ, будущие перспективы и прогноз 2029
Холодная штамповка каратного золота Выводы
Холодную ковку в ювелирной промышленности из каратного золота иногда называют штамповкой, чеканкой и штамповкой.Этот процесс использовался на протяжении всей истории для изготовления монет и медалей, а также ювелирных изделий. Основы холодной ковки всегда будут такими же, как и в древности; однако тонкости постоянно уточняются.
Процесс просто описывается как формирование находки с применением чрезвычайной силы, чтобы загнать сырье в профилированную полость в стальном блоке. Хотя это может показаться простым, есть много тонких условий, которые повлияют на результат. Такие детали, как голенища, вершины, подвески и планки, являются идеальными изделиями для этого метода производства.
Инструмент
При вдавливании стальной шаблона или ступицы (также известной как варочная панель) в мягкий стальной блок можно получить инструменты для холодной ковки. Вплоть до 1980-х годов ступицы нарезались вручную с помощью молотка и долота, резцов и напильников. Они были вершиной инструментального мастерства и искусства; однако стало трудно найти квалифицированных мастеров, необходимых для изготовления этих шедевров. Сегодня ступица может быть обработана с помощью обычного инструментального оборудования или изготовлена с использованием технологии CAD / CAM. Для их отделки и полировки по-прежнему требуется высокий уровень ручных навыков.Мастер изготовлен из инструментальной стали A2, очень прочной и выдерживающей давление при изготовлении штампа.
Спонсором Ганоксина являетсяПосле создания мастер подвергается термообработке при 1750 ° F (955 ° C) в течение одного часа и затем охлаждается на воздухе. В результате этого процесса показатель твердости по Роквеллу составляет 63. Затем его доводят до 59 ° С по Роквеллу, помещая в печь при температуре 450 ° F (230 ° C) на один час.Мастер запрессовывают в стальной блок с помощью гидравлического пресса, а затем штамп подвергают термообработке при 1525 ° F (830 ° C) до твердости 60 по Роквеллу C. Матрицу отпускают в течение двух часов при 440 °. F (227 ° C) до 57 ° C по Роквеллу, а затем полость полируется вручную, чтобы облегчить извлечение и придать находке превосходную отделку. Сталь, используемая в самой матрице, относится к классу инструментальной стали L6, обладающей высокой ударопрочностью.
Два жестких правила, применимых к этому типу инструмента, заключаются в том, что не может быть поднутрений и что угол уклона должен применяться ко всем полостям.В отличие от отливок, поднутрения нецелесообразны для продуктов с диастрактом. Это приведет к тому, что металл заблокируется в полости, и его будет невозможно извлечь. Углы уклона от двух до пяти градусов необходимы для легкого снятия детали с матрицы и часто помогают сократить время, необходимое для выполнения каждой работы.
Этапы процесса изготовления инструмента показаны на рисунках 1-7.
Холодная штамповка
Чтобы проиллюстрировать процесс холодной штамповки, будет использоваться типичная работа хвостовика.Этот хвостовик обычно используется для колец для пасьянсов. Материал должен быть изготовлен по форме, близкой по размеру к конечному продукту. Есть несколько способов сделать это. Самый распространенный метод — нарезать тонкие полоски из листа материала или вырубить формы, напоминающие очертания матрицы. Заготовка может вызвать проблемы, если на заготовке есть острые зазубрины. Это может вызвать трещину в самой находке.
Спонсором Ганоксина являетсяХорошим примером этого является использование инструмента для окончательной обрезки шармов в качестве глушителя.Область, где петля для прыжкового кольца соединяется с корпусом амулета, имеет угол, который будет склонен к растрескиванию при штамповке. В этом случае использование триммера для бланкера приведет к тому, что работа будет отменена. Закругленные выемки на одеяле уменьшат или предотвратят это. Эта проблема усугубляется при штамповке никелевого белого золота. В качестве стержня, использованного в этой статье, была использована квадратная проволока из 14-каратного золота (рис. 8), потому что она быстро изготавливается и имеет хорошую форму для штамповки.
Матрица прикручивается болтами к пневматическому отбойному молотку, Рис. 9, или гидравлическому прессу, Рис. 10. Отбойный молоток работает по принципу подъема груза за счет давления воздуха в цилиндре. Воздух откачивается из цилиндра, и вес падает, заставляя бланк попасть в слепок. Однако сила, создаваемая в гидравлическом прессе, возникает из-за того, что масло находится под давлением внутри цилиндра, который медленно забивает металл в матрицу. Методы создания силы разные, как и результаты.Отбойный молоток обеспечивает быстрый и резкий удар, в то время как гидравлическая система медленно наращивает давление. В примере с хвостовиком использовался отбойный молоток.
Матрица смазана тонким слоем минерального масла, рис. 11. Детское масло используется с начала 1950-х годов и идеально подходит для работы. Чтобы определить необходимое количество, щеткой протирают ноготь, оставляя только сухой масляный блеск. Он вообще не должен быть мокрым; Однако на ногте должна остаться светлая пленка.Слишком много масла осядет в полости и забьет деталь, не дав детали сформироваться полностью. Первый используемый штамп называется стартовым, а угол тяги увеличен, чтобы металл мог перемещаться в полость с меньшим сопротивлением. Заготовка размещается над оттиском, а затем материал забивается в матрицу. На этом этапе находка не будет полностью сформирована, и потребуются дополнительные шаги для уточнения определения пьесы. Величина давления, используемого в обеих системах, может разрушить матрицу, если она будет чрезмерной.
Спонсором Ганоксина являетсяВся операция, если ее сделать неправильно, можно сравнить с колкой дров. Если по заготовке ударить слишком сильно или переутомиться, она может действовать как клин и расколоть матрицу пополам. Это крайний случай неправильного использования. Однако в меньшей степени отпечаток потрескается внизу или стены начнут разрушаться. Также очень важна разработка размеров заготовки.Слишком много материала приведет к дополнительным вырубкам и обрезкам, чтобы довести деталь до ее окончательных размеров, в то время как заготовка меньшего размера не заполнит слепок.
Используя усилие или охватываемую половину матрицы, можно штамповать изделия с полой основой с очень тонкими боковыми стенками. Также соединение двух половинок штампа с оттисками позволит детализировать обе стороны находки. Однако это может вызвать проблемы при обрезке геометрии инструмента, поскольку оттиск нужно будет вырезать на лицевой стороне пуансона для триммера, чтобы предотвратить сплющивание.Вокруг детали образуется перелив или избыток материала, рис. 12. Толщина перелива часто составляет от 0,015 до 0,018 дюйма (0,38–0,46 мм). Его необходимо уменьшить, чтобы материал снова мог свободно течь, и для этого используется обрезной инструмент. Для хвостовика, подобного приведенному в примере, очень хорошо подходит инструмент прямоугольной формы. Этот универсальный триммер можно использовать для изготовления до 80% солитерных хвостовиков, предлагаемых компанией, если они правильно спроектированы, рис. 13 и 14.
Каждый раз, когда металл вдавливается в матрицу, материал деформируется.Для дальнейшего формования материал необходимо отжечь. Это достигается путем выдерживания заготовки при постоянной температуре в течение заданного периода времени с последующим равномерным охлаждением. На многих заводах атмосфера поддерживается с помощью крекинг-безводного аммиака или смеси азота и водорода. Эти газы создают атмосферу, которая защищает металл от окисления, пока он размягчается для дополнительных операций. Хвостовик образца был отожжен при 1400 ° F (760 ° C) в течение 20 минут. На рисунках 15 и 16 показаны структуры зерен после холодной обработки и отжига соответственно.
Спонсором Ганоксина являетсяЗатем хвостовик штампуется в финальной матрице, имеющей готовую геометрию в слепке. Некоторые работы требуют третьего удара, чтобы придать окончательную форму. В этом примере для этого использовались только две матрицы. В этот момент переполнение будет составлять около 0,010 дюйма (0,25 мм), поскольку такая толщина даст приемлемую линию обрезки.
После штамповки перелив необходимо удалить с помощью триммера, соответствующего кованному стилю, рис. 17 и 18. Правильное обслуживание окончательного триммера имеет решающее значение для внешнего вида находки. Если пластина чрезмерно заточена, отверстие увеличится, что приведет к появлению ступенек на обрезанной области. Кроме того, слишком тугая пластина триммера будет обрезать слишком высоко на детали и вызвать плоскую боковину, которая ухудшит дизайн.
Чистовые операции
Перед скруглением хвостовика необходимо подготовить концы для установки оправки.Для этого нужно придать ему форму для четырех или шести контактов, рис. 19 и 20. Есть три метода выполнения этой операции. Простая резка пуансоном и пластиной выполняется быстро, однако качество реза уступает двум другим методам обработки. Фрезерование каждого конца на горизонтальном фрезерном станке — лучший метод. Хвостовик удерживается зажимом, а фреза проходит по его концу, делая точный и чистый разрез, рис. 21 и 22.
Спонсором Ганоксина являетсяТретий метод включает загибание концов в форме крючка, зажим и фрезерование.Хотя он похож на второй метод, он имеет то преимущество, что устраняет проблему сжатия наконечника при изгибе. Однако точность концевого загиба имеет решающее значение для многократного успеха. При обоих методах обработки угол, под которым хвостовик обращен к фрезу, важен для хорошей посадки. Его нужно установить так, чтобы не было зазоров вверху или внизу в соединении установочного / хвостовика.
Скругление выполняется с помощью ряда шагов изгиба, и очень важна защита концов хвостовика.Операция часто выполняется с двумя концевыми загибающими блоками, рис. 23 и 24. Первый иногда имеет пластиковую вставку, встроенную в сталь в том месте, где блок может маркировать золото. Изгиб в первом блоке — это не что иное, как изгиб детали от легкого удара.
Место, где блок касается стержня, является областью наибольшего давления, и при слишком сильном нажатии на нем будут образовываться следы. Второй слепок блоков имеет окончательно изогнутую форму и полностью изготовлен из стали.Изгиб от первого блока распределяет давление изгиба по большей площади поверхности, предотвращая образование зазубрин. После сгибания концов кольца полностью закругляются, рис. 25. Последующая обработка до конечного продукта показана на рис. 26 и 27. Заключительные замечания
Спонсором Ганоксина являетсяОтсутствие пористости, создаваемой при литье, и превосходная чистота поверхности, передаваемая инструментами, сделали штамповку золота в штампах первоклассным методом производства.Холодная ковка может быть применена ко многим типам фурнитуры всех цветов и каратов. При правильном отжиге и осторожности во избежание переутомления даже самые стойкие никелевые сплавы белого золота могут быть успешно подвергнуты холодной ковке.
Холодная штамповка против горячей штамповки: плюсы и минусы
Холодная ковка — важный процесс, используемый для придания формы и упрочнения металлов. Чтобы лучше понять, как это работает, важно сначала понять, что такое ковка и что предлагает каждый тип ковки.
Что такое ковка?
Ковка — это производственный процесс, в ходе которого цельнометаллическая заготовка деформируется, а затем изменяет форму с помощью сжатия. В отличие от других методов придания формы металлу, ковка дает создателю больший контроль над конечным результатом, поскольку зернистость металла деформируется, повторяя новую форму. Это означает, что кузнец может решить, какие части нового металлического предмета будут самыми прочными. В результате кованая деталь прочнее, чем такая же деталь, созданная путем литья или механической обработки.
Для ковки используются различные инструменты, в том числе более традиционный молот и наковальня, а также промышленное использование молотов, приводимых в действие электричеством, паром или гидравликой. Сегодня ковка в основном выполняется с помощью машин на промышленном уровне и является мировой отраслью.
Ковка бывает «горячей», «теплой» или «холодной». Независимо от температуры, используемые методы и машины могут быть классифицированы как одно из следующих:
- Ударная ковка: использование ковочных молотков и винтовых прессов
- Ковка под давлением (вращательное движение): использование гидравлических и механических машин
- Ковка под давлением (поступательное движение): использование прокатных станов
- Ковка под давлением (сочетание поступательного и вращательного движения): флоппиннинг и орбитальная ковка
Что такое холодная ковка?
Холодная ковка, также называемая холодной штамповкой, — это процесс, который происходит при температуре около комнатной, а не при более высоких температурах, таких как теплая и горячая ковка.Это делается путем помещения заготовки между двумя штампами и растачивания штампов до тех пор, пока металл не примет их форму. Из-за трения, создаваемого процессом, температура кованного металла может фактически подняться до 250 ° C или 482 ° F. Холодная ковка имеет свои преимущества и недостатки.
Преимущества холодной штамповки
Поскольку этот процесс происходит без предварительного нагрева металла, он дает много преимуществ и часто используется в автомобильной промышленности.Например, это часто более экономично, чем другие процессы, поскольку конечный продукт не требует особой отделки, если вообще требует. После этого также почти не остается лишнего материала, так как вес нетто исходного металла примерно такой же, как вес готового продукта. В дополнение к отсутствию лишнего материала штампы, используемые при холодной штамповке, служат дольше, чем при более горячих процессах, что означает меньшее количество замен.
Еще одно преимущество заключается в том, что, хотя пластичность металла снижается во время процесса холодной ковки, металл значительно увеличивает как текучесть, так и предел прочности.Поскольку он не нагревается, зерно металла сохраняет свой размер и меняет направление, чтобы соответствовать изменению формы самой детали, что приводит к увеличению прочности.
Недостатки холодной ковки
Основным недостатком холодной ковки является то, что ее нельзя использовать для каждого металла, потому что некоторые типы с большей вероятностью треснут или сломаются во время процесса. Например, в то время как некоторая сталь может быть кована при комнатной температуре, типы стали с содержанием углерода не превышают.5% и выше не могут.
Еще один недостаток — холодная ковка позволяет создавать только определенные формы. Эти формы обычно более простые и производятся серийно. Если вы ищете нестандартную металлическую деталь, для достижения желаемого результата, вероятно, лучше подойдет другой процесс.
Чем он отличается от горячей штамповки?
Самая очевидная разница между холодной и горячей ковкой — это температура. В отличие от холодной ковки, которая начинается при комнатной температуре или близкой к ней, горячая ковка происходит, когда металл нагревается выше температуры рекристаллизации.Обычно это чрезвычайно высокая температура, например, сталь нагревается до 1150 ° C или 2202 ° F, а медные сплавы до 700-800 ° C или 1300-1470 ° F, что составляет примерно 75% от температуры плавления. Эти высокие температуры необходимы для предотвращения деформационного упрочнения металла в процессе ковки. При таких температурах металл находится в пластичном состоянии, технически остается твердым, но гораздо более пластичным.
Горячая штамповка обычно выполняется посредством процесса, называемого штамповкой, что означает, что нагретый металл помещается в пресс, а затем сжимается между штампом и инструментом.
Преимущества горячей штамповки
Поскольку процесс ковки происходит при высоких температурах, пластиковый металл пластичный и легко поддается формованию. Во время горячей штамповки можно создавать сложные формы и конструкции, в отличие от холодной штамповки, где это может быть чрезвычайно сложно. Если вы хотите изготавливать металлические детали по индивидуальному заказу, горячая ковка — лучший вариант, поскольку они податливы перед закалкой. Этот метод идеально подходит для создания трехмерных и сложных форм.
В отличие от холодной ковки, которая иногда требует дополнительного нагрева металла снаружи для придания ему нужных свойств, поверхность металла, кованная при высоких температурах, идеально подходит для большинства видов отделочных работ.
Горячая ковка также идеально подходит для металлов с высоким коэффициентом деформируемости, поскольку целостность металла не нарушается из-за высокой температуры. Этим металлам можно легко придать форму, не замечая в нем каких-либо дефектов, что делает их прочными и пластичными.
Недостатки горячей штамповки
Недостатком горячей ковки по сравнению с холодной ковкой является то, что некоторые металлы могут деформироваться, если не следить за их нагревом, ковкой и затем охлаждением. Это означает менее точные допуски, чем у металла, кованного методом холодной штамповки.
Горячая ковка также часто бывает дороже холодной ковки из-за термической обработки, необходимой для начала процесса ковки, а также из-за процесса охлаждения, предотвращающего коробление. Эту термообработку лучше всего проводить в автоматическом режиме, особенно в промышленных масштабах, что может привести к дополнительным первоначальным затратам на покупку инструментов.
В конечном счете, выбор процесса зависит от того, какой продукт вам нужен, и от типа металла, который вы будете использовать. Оба метода ковки могут быть эффективными способами упрочнения ваших металлических заготовок и придания им необходимого конечного продукта.
Для получения дополнительной информации о том, как GK может поддержать процесс ковки, ознакомьтесь с нашим оборудованием или поговорите с нашими экспертами сегодня!
.