Как сделать пластиковые откосы на окна
Какими бы хорошими, красивыми и качественными не были ваши новые пластиковые окна, придать им законченную форму и повысить привлекательность способны именно откосы. Традиционные откосы, которые изготовляются на основе сухой строительной смеси, время от времени нуждаются в обслуживании, а часто и в замене.
Такое положение вещей устраивает далеко не всех, так как при изготовлении таких откосов образуется беспорядок и много грязи.
Но есть и другой выход, который потребует от вас немного времени и смекалки. В качестве основы для откосов не будет использоваться ни штукатурка, ни гипсокартон, а потребуются только пластиковые уголки и сэндвич-панели, так как их не нужно зашпаклевывать, ошкуривать и затем красить, а служить они будут долго и не поблекнут и не потрескаются со временем. Помимо этого, вы сможете значительно сэкономить на средствах и времени. Даже старые и давно установленные окна могут быть облагорожены подобными откосами.
Первоначально необходимо прибить на откос деревянные бруски, которые будут использоваться для крепления панели. Для этой цели можно использовать кусочки гипсокартона, которые, скорее всего, остались после ремонта. На каждую сторону с помощью дюбель-гвоздей нужно прикрепить по три бруска.
Теперь вам понадобится направляющий пластиковый уголок, который поможет задать направление, а также угол просвета, необходимый для финишной поверхности откосов. Уголок необходимо прикрепить по уровню наружной границы рамы вашего окна. Закрепить уголок можно при помощи обычного самореза длиной 3 сантиметра.
Закреплять его нужно точно по центру, так как в случае смещения появится ассиметрия. Уже позже к сэндвич-панели необходимо будет приклеить его край. Саморезы нужно прикручивать на расстоянии 15-20 сантиметров друг от друга.
Панель, которую предварительно нужно подрезать по размеру откоса, необходимо вставить в направляющий угол. Те места, где панели будут соприкасаться с брусками, отмечать необязательно, так как их и так хорошо будет видно. После того, как будет выполнена стыковка, панель необходимо закрепить с помощью монтажной пены. Гвозди лучше не использовать, так как они держать панель не будут.
После того, как будет выполнена стыковка, панель необходимо закрепить с помощью монтажной пены. Гвозди лучше не использовать, так как они держать панель не будут.
Помните, что не стоит панель по длине обрезать впритык, так как в углах могут образоваться зазоры. Лучше оставить небольшой запас в несколько миллиметров, который потом, в случае необходимости, можно будет отрезать.
После того как все панели будут вставлены в уголки, необходимо заполнить пеной пространство между черновой зоной откосов и панелями. Лучше для этой цели использовать зимнюю пену, имеющую низкий коэффициент расширения, чтобы панель не лопнула. После затвердевания пены, ее излишки можно обрезать обычным ножом.
Теперь нужно с помощью внешнего пластикового уголка закрыть бетон, который находится на внешнем периметре откоса. В том случае, когда щель довольно широка, можно заполнить ее штукатуркой и уже потом крепить уголок.
Откосы-оконные, дверные.
 Способы отделки откосов.
Способы отделки откосов.Оконные откосы – это внутренняя часть оконного проёма. Отделка внутренних и внешних откосов является обязательным и завершающим этапом по установке пластиковых окон. Невозможно установить новые пластиковые окна и оставить невредимыми старые откосы. Стоит уделить достаточно внимания этому, так как оконные откосы выполняют несколько значимых функций. Помимо того, что откосы выполняют декоративную функцию (скрывают все недостатки, что остались после установки пластикового окна: швы, остатки монтажной пены, сколы), они улучшают звуко и теплоизоляционные характеристики окна. Оконные откосы защитят помещение от сквозняка, который может дуть через щели в монтажной пене, со временем возникнувшие из-за разрушения пены под действием влаги и прямых солнечных лучей. Именно поэтому работы по отделки откосов пластиковых окон должен исполнять специалист. После установки пластикового окна необходимо убедиться в отсутствии щелей, исправной работе оконных створок, фурнитуры, и после этого приступать к отделки откосов.
В наше время можно выделить три основных способа отделки откосов пластикового окна:
- Штукатурные откосы;
- Откосы из гипсокартона;
- Пластиковые откосы.
Мы подробно расскажем Вам про каждый из этих способов и определим основные достоинства и недостатки.
1. Штукатурные откосы
Самый распространённый способ отделки оконных откосов благодаря тому, что он самый экономичный, простой в исполнении, прочный и износостойкий, также он универсальный (подходит для любых видов окон). Именно поэтому на окнах общественных и производственных помещений используют этот метод отделки внутренних и внешних откосов. Однако единственный, но решающий недостаток штукатурного метода – низкие теплоизоляционные показатели. С помощью штукатурки невозможно полностью заделать промежуток между рамой пластикового окна и откосом, потому что штукатурка недостаточно хорошо прикрепляется к поливинилхлоридному материалу.
2. Откосы из гипсокартона
Лист гипсокартона крепят к стене, а в промежуток кладут теплоизоляционный материал (например, минеральную вату). После монтажа гипсокартон грунтуют, а после высыхания красят. Откосы из гипсокартона – идеальный вариант с точки зрения декора. Благодаря возможности окрашивания он может легко вписаться в любой интерьер и стать красивым завершением вашего пластикового окна. Этот метод достаточно трудоёмкий и длительный, также лучше обратиться к мастеру, который работает именно с гипсокартонным материалом. Основной недостаток отделки оконного откоса с помощью гипсокартона – низкие показатели влагоустойчивости, а также возможность отделки лишь внутренних откосов, но не внешних.
3. Пластиковые откосы
Сейчас этот способ отделки оконных откосов становиться всё более распространённым. Возможны несколько способов отделки: с помощью стеновых поливинилхлоридных панелей, сэндвич-панелей и листового пластика.
Откосы из стеновых панелей – весьма практичный вариант. Остановить свой выбор всё же лучше на стеновых панелях иностранного производства. Хотя украинское производство дешевле, но такие стеновые панели уступают по качеству иностранным, так как есть вероятность в процессе эксплуатации изменения цветовых характеристик панели и сильное проявление рёбер жёсткости.
Откосы из сэндвич-панелей. Монтаж таких панелей не требует каких-либо специальных приспособлений, всё достаточно просто. Откосы характеризуются высоким уровнем прочности, влагостойкости, паронепроницаемости, шумоизоляции и не требуют дополнительного утепления. Откосы из сэндвич-панелей идеально гармонируют с пластиковым окном и обеспечивают чудесный вид вашему окну.
Откосы из листового пластика монтируются на уже подготовленную ровную поверхность, поэтому предварительно необходимо штукатурить. Также Вам необходимо подумать про дополнительное утепление откосов.
Основные плюсы пластиковых откосов. Пластиковые откосы имеют высокие показатели звуко и теплоизоляции, обладают высокой прочностью, водонепроницаемы. Такие откосы не требуют к себе особого внимания, просты в эксплуатации и уходе; не требуют текущих ремонтных работ. Это универсальный способ отделки оконных откосов, подходит для внутренних и для внешних откосов. С точки зрения дизайна пластиковые откосы также имеют преимущество. Возможность покраски пластиковой поверхности откоса поможет Вам сделать оконный проём уникальным.
Такие откосы не требуют к себе особого внимания, просты в эксплуатации и уходе; не требуют текущих ремонтных работ. Это универсальный способ отделки оконных откосов, подходит для внутренних и для внешних откосов. С точки зрения дизайна пластиковые откосы также имеют преимущество. Возможность покраски пластиковой поверхности откоса поможет Вам сделать оконный проём уникальным.
Выбрав пластиковый вариант, Вы получите качественные, долговечные оконные откосы, которые не будут нуждаться в сложном уходе и дополнительном ремонте так же долго, как и Ваши новые пластиковые окна.
Цены на откосы Донецк, Макеевка, ДНР
Боб Джонсон в помещении
Боб Джонсон в помещенииКрытая лыжная школа Боба Джонсона
Ньютон Угол
Framingham
1964-не позднее 1977
Эта область немного растянута, и, конечно, далеко не «традиционная» горнолыжная зона. Работает крытая лыжная зона в 1960-х и 1970-х годах в переоборудованном кинотеатре — и с ковровым покрытием склон с пластиковым «рисом», используемым в качестве снега! У нас есть несколько читателей свяжитесь с нами для получения дополнительной информации — но хотелось бы найти изображение этого интересный район!
НЕЛСАП
читатель А.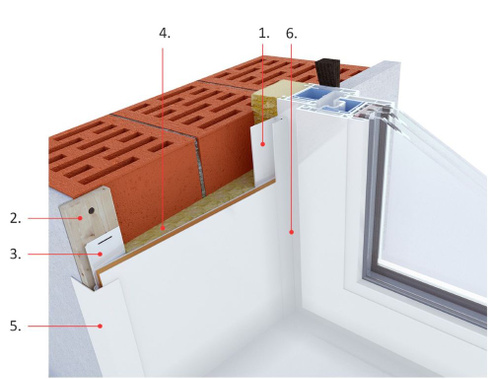
«Мы много лет жили в Ньютоне, штат Массачусетс, и знаете ли вы об ЗАКРЫТАЯ ЛЫЖНАЯ ШКОЛА БОБА ДЖОНСОНА? Он был расположен прямо в Ньютон Корнер и мы ходили туда много раз.»
Джордж тоже помнит
внутренний склон Боба Джонсона:
«Я могу подтвердить, что это было на 251 Вашингтоне
Улица, место, которое, похоже, было поглощено Массовой щукой.
в 1952-53 и может быть больше
что. В архивах Публичной библиотеки Ньютона не было информации о
это.»
Б. Ливингстон раньше работал в Бобе
Джонсонс:
«В порядке
предыстория В настоящее время я являюсь помощником режиссера в Blue
Лыжная школа Hills и 41 год в лыжной школе. У меня есть
был
Сертифицированный инструктор PSIA уровня 111 со стажем 37 лет.
Я также преподавал и
работал директором Bob Johnson’s Indoor 9.0011 Школа
с 1965 по 1977 год. Школа, первоначально находившаяся в Ньютон-Корнер примерно с
 скоростной спуск и бег по пересеченной местности за 3 часа занятий днем и вечером
скоростной спуск и бег по пересеченной местности за 3 часа занятий днем и вечеромиз
с октября по март. Здание было переоборудованным кинотеатром и склон состоял из безволокнистого ковра с пластиковым «рисом». распространение вокруг ковра. «Обучение», как его называли, стоило 17,50 долларов, включая аренда деревянные лыжи без стальных кантов. Боб Джонсон был бывшим чемпионом Швеции по кроссу и однажды выиграл новый Chrysler. автомобиль на лыжных гонках в 1930-х годах. Бобу Джонсону было далеко за 70 когда школа закрылась в конце 70-х. Джон Берт: Я помню, как катался на лыжах в крытом комплексе Newton в 1964 году, когда мне было 8 лет. Вы спускались по покрытому ковром склону, и в конце была плоская площадка шириной около 10 футов. В конце прогона стояли железные радиаторы высотой около 3 1/2 футов – высокие, ржавые. По другую сторону радиаторов были десятифутовые фабричные окна, через которые в комнату проникал свет. За окнами, двумя этажами ниже, были тротуар и улица.
У кого-нибудь еще есть информацию об этом уникальном районе?
Возвращайтесь на горнолыжные курорты Lost MA
Вернуться на главную страницу
Жесткость пластика и жесткость материала, единицы измерения, формула и таблица
Модуль упругости или модуль изгиба
Жесткость (или жесткость) — это свойство полимеров, которое описывается модулем упругости при изгибе или модулем упругости при изгибе. Следовательно, это одно из важнейших свойств твердых материалов.
Модуль упругости определяет способность материала изгибаться. Это мера жесткости/сопротивления материала изгибу, когда сила прикладывается перпендикулярно длинной кромке образца, известная как испытание на трехточечный изгиб.
Модуль изгиба представлен наклоном начального прямолинейного участка кривой напряжения-деформации и рассчитывается путем деления изменения напряжения на соответствующее изменение деформации. Следовательно, отношение напряжения к деформации является мерой модуля изгиба.
Свойство часто используется для измерения жесткости пластиковых материалов
Он называется «модуль упругости при изгибе», но также используются и другие названия, такие как модуль упругости , модуль упругости или просто модуль.
- Международной стандартной единицей модуля упругости при изгибе является паскаль (Па или Н/м 2 или м -1 кгс -2 ).
- В качестве единиц измерения используются мегапаскали (МПа или Н/мм 2 ) или гигапаскалей (ГПа или кН/мм 2 ).
- В единицах измерения, принятых в США, это выражается в фунтах (сила) на квадратный дюйм (psi).


Чем выше модуль упругости при изгибе, тем жестче материал; t Чем ниже модуль упругости, тем более гибкий
» Выберите подходящий пластик с «хорошей жесткостью», отвечающий вашим требованиям
Модуль упругости при изгибе — это жесткость материала, которая важна, потому что:
- Влияет на выбор композита в условиях сильного стресса
- Помогает улучшить качество проектирования несущих конструкций
Узнайте больше о модуле жесткости/модуле изгиба:
» Как рассчитать модуль упругости при изгибе пластика
» Факторы, влияющие на модуль упругости при изгибе и влияние на другие механические свойства
» Значения модуля изгиба (ГПа) некоторых пластиков
Как измерить модуль упругости при изгибе (жесткость)?
Наиболее распространенными стандартами для измерения модуля упругости при изгибе являются ASTM D790 и ISO 178.
Конечно, помимо перечисленных ниже, существует еще несколько методов, но они здесь не обсуждаются.
Методы испытаний ASTM D790 и ISO 178
Это конкретные методы определения изгибных свойств (изгибных свойств) армированных и неармированных пластмасс и электроизоляционных материалов.
Значения значительно отличаются от модуля упругости при растяжении, потому что структура напряжения в образце представляет собой комбинацию растяжения и сжатия. Данные полезны для сравнения прочности и жесткости различных пластиков, когда несущая часть подвергается изгибу в процессе эксплуатации. 9Стандарт 0003
ISO 178 описывает аналогичный метод определения свойств на изгиб.
- Для ASTM D790 испытание прекращают, когда образец достигает 5% прогиба или образец ломается до 5%.
- Для ISO 178 испытание прекращают, когда образец разрушается. Если образец не разрушается, испытание продолжают, насколько это возможно, и фиксируют напряжение 3,5 % (условный прогиб).

Посмотрите интересное видео, показывающее метод проверки модуля упругости
Источник: Instron®
Поскольку физические свойства многих материалов (особенно термопластов) могут изменяться в зависимости от температуры окружающей среды, иногда целесообразно проводить испытания материалов при температурах, имитирующих предполагаемую среду конечного использования.
Модуль упругости при изгибе – влияние наполнителей и смесей
Кроме того, добавление наполнителей увеличивает жесткость или модуль упругости полимерной системы, особенно полиолефинов (9).0049 PP , ТПО…). Выбор наполнителя в основном зависит от его соотношения сторон и размера частиц. Чем выше соотношение сторон, тем выше жесткость. Например, тальк имеет высокое соотношение сторон, обычно 20:1, и является одним из наиболее эффективных минералов для улучшения модуля упругости при изгибе.
Эпоксидные смолы обладают превосходной прочностью на растяжение и модулем гибкости, а также стойкостью к моющим средствам, они имеют низкую деформацию теплового искажения, низкую устойчивость к гамма-излучению, плохую износостойкость. Они также дороги и имеют плохую чувствительность к объему и качество поверхности.
Добавление термотропного жидкокристаллического ароматического сложного полиэфира приводит к улучшению прочности на растяжение и модуля упругости смесей с полиэфиркетоном при одновременном значительном снижении удлинения при разрыве . (Сын и коллеги)
(Сын и коллеги)
Значения модуля упругости некоторых пластиков
Нажмите, чтобы найти полимер, который вы ищете:
A-C |
Э-М |
ПА-ПК |
ПЭ-ПЛ |
ПМ-ПП |
ПС-Х
| Название полимера | Минимальное значение (ГПа) | Максимальное значение (ГПа) |
| АБС-акрилонитрилбутадиенстирол | 1,60 | 2.40 |
| Огнестойкий АБС-пластик | 2,00 | 4.00 |
| Высокотемпературный АБС-пластик | 2,00 | 3,00 |
| Ударопрочный АБС-пластик | 1,00 | 2,50 |
| Смесь АБС/ПК – смесь акрилонитрил-бутадиен-стирола/поликарбоната | 2,00 | 2.30 |
| Смесь АБС/ПК 20 % стекловолокна | 5. 90 90 | 6.10 |
| АБС/ПК Огнестойкий | 2,50 | 3.0 |
| Смесь аморфных ТПИ, сверхвысокотемпературная, химическая стойкость (высокая текучесть) | 3,00 | 3,00 |
| Аморфный TPI, высокотемпературный, высокотекучий, бессвинцовый припой, 30% GF | 9.00 | 9.00 |
| Аморфный TPI, высокотемпературный, высокотекучий, прозрачный, бессвинцовый припой (высокорасходный) | 0,12 | 0,12 |
| Аморфный TPI, высокотемпературный, высокотекучий, прозрачный, бессвинцовый припой (стандартный расход) | 2,85 | 2,85 |
| Аморфный TPI, высокая термостойкость, химическая стойкость, 260°C UL RTI | 3,60 | 3,60 |
| Аморфный TPI, среднетемпературный, прозрачный | 3.08 | 3.08 |
| Аморфный TPI, среднетемпературный, прозрачный (одобрен для контакта с пищевыми продуктами) | 3. 08 08 | 3.08 |
| Аморфный TPI, среднетемпературный, прозрачный (класс выпуска для пресс-форм) | 3.07 | 3.07 |
| Аморфный ТПИ, среднетемпературный, прозрачный (порошок) | 3.08 | 3.08 |
| ASA – акрилонитрилстиролакрилат | 1,50 | 2.40 |
| Смесь ASA/PC – смесь акрилонитрила, стирола, акрилата и поликарбоната | 2,00 | 2,60 |
| Огнестойкий ASA/PC | 2,50 | 2,50 |
| Смесь ASA/PVC – смесь акрилонитрила, стиролакрилата и поливинилхлорида | 2,00 | 2.20 |
| CA — Ацетат целлюлозы | 0,60 | 2,80 |
| CAB — Бутират ацетата целлюлозы | 0,60 | 2.10 |
| CP — пропионат целлюлозы | 0,45 | 1.40 |
| COC — Циклический олефиновый сополимер | 2,50 | 3,50 |
| ХПВХ — хлорированный поливинилхлорид | 2,50 | 3. 20 20 |
| ЭТФЭ – этилентетрафторэтилен | 0,80 | 1.40 |
| ECTFE | 1,70 | 1,70 |
| ЭВА – этиленвинилацетат | 0,007 | 0,10 |
| EVOH – этиленвиниловый спирт | 2,80 | 5.80 |
| ФЭП – фторированный этиленпропилен | 0,30 | 0,70 |
| HDPE — полиэтилен высокой плотности | 0,75 | 1,575 |
| HIPS — ударопрочный полистирол | 1,50 | 3,00 |
| Огнестойкий материал HIPS V0 | 2,00 | 2,50 |
| Иономер (сополимер этилена и метилакрилата) | 0,03 | 0,50 |
| LCP — жидкокристаллический полимер | 10,0 | 19,0 |
| LCP Армированный углеродным волокном | 31. 0 0 | 37,0 |
| LCP Армированный стекловолокном | 13,0 | 24.0 |
| LCP С минеральным наполнением | 12,0 | 20,0 |
| LDPE – полиэтилен низкой плотности | 0,245 | 0,335 |
| LLDPE — линейный полиэтилен низкой плотности | 0,28 | 0,735 |
| PA 11 — (Полиамид 11) 30% армированный стекловолокном | 3,00 | 3,00 |
| PA 11, токопроводящий | 0,58 | 0,64 |
| Полиамид 11, гибкий | 0,29 | 0,35 |
| Полиамид 11, жесткий | 1,00 | 1,48 |
| PA 12 (полиамид 12), токопроводящий | 0,740 | — |
| PA 12, армированный волокном | 3,00 | 13.70 |
| Полиамид 12, гибкий | 0,36 | 0,46 |
| PA 12, стеклонаполненный | 1,75 | 2,00 |
| Полиамид 12, жесткий | 1. 17 17 | 1,48 |
| ПА 46 — Полиамид 46 | 1,00 | 3.20 |
| PA 46, 30% стекловолокно | 7,80 | 3.20 |
| ПА 6 — Полиамид 6 | 0,80 | 2,00 |
| ПА 6-10 — Полиамид 6-10 | 1,00 | 2,00 |
| ПА 66 — полиамид 6-6 | 0,80 | 3,00 |
| PA 66, 30% стекловолокно | 5.00 | 8.00 |
| PA 66, 30% минеральный наполнитель | 3,90 | 4.10 |
| PA 66, ударопрочный, 15-30% стекловолокна | 3,00 | 7.00 |
| PA 66, ударопрочный | 0,80 | 1.20 |
| PA 66, углеродное волокно, длинное, 30% наполнителя по весу | 18.00 | 18.00 |
| PA 66, углеродное волокно, длинное, 40% наполнителя по весу | 24. 00 00 | 24.00 |
| PA 66, стекловолокно, длинное, 40% наполнителя по весу | 10.50 | 10.50 |
| PA 66, стекловолокно, длинное, 50% наполнителя по весу | 13.00 | 13.00 |
| PA 66, стекловолокно, длинное, 60% наполнителя по весу | 17.00 | 17.00 |
| Полуароматический полиамид | 1,80 | 2.11 |
| ПАИ — полиамид-имид | 4.00 | 7.00 |
| PAI, 30 % стекловолокна | 11.00 | 15.00 |
| PAI, низкое трение | 5.00 | 7.00 |
| ПАН — полиакрилонитрил | 3.10 | 3,80 |
| ПАР — Полиарилат | 2,00 | 2.30 |
| ПАРА (полиариламид), 30-60% стекловолокна | 11.00 | 21.00 |
| ПБТ – полибутилентерефталат | 2,00 | 4. 00 00 |
| ПБТ, 30% стекловолокно | 9.00 | 11.50 |
| ПК (поликарбонат) 20-40% стекловолокна | 6.00 | 10.00 |
| ПК (поликарбонат) 20-40% стекловолокно огнестойкое | 7.00 | 8.00 |
| Поликарбонат, высокотемпературный | 2.20 | 2,50 |
| Смесь ПК/ПБТ – Смесь поликарбоната/полибутилентерефталата | 1,60 | 3,90 |
| Смесь ПК/ПБТ, стеклонаполненный | 2,80 | 6.90 |
| ПКЛ — поликапролактон | 0,50 | 0,60 |
| ПХТФЭ — полимонохлортрифторэтилен | 1.20 | 1,50 |
| ПЭ – полиэтилен 30% стекловолокна | 4.90 | 5.60 |
| PEEK — Полиэфирэфиркетон | 3,70 | 4.00 |
| PEEK 30% Армированный углеродным волокном | 13. 00 00 | 19.00 |
| PEEK 30% Армированный стекловолокном | 9.00 | 10.00 |
| ПЭИ — Полиэфиримид | 3,00 | 3.40 |
| ПЭИ, 30% армированный стекловолокном | 9.00 | 9.00 |
| ПЭИ, наполненный минералами | 5.00 | 7.00 |
| PEKK (полиэфиркетонкетон), низкая степень кристалличности | 3.30 | 3.40 |
| PESU — Полиэфирсульфон | 2,50 | 2,70 |
| PESU 10-30% стекловолокно | 3,80 | 8.40 |
| ПЭТ – полиэтилентерефталат | 2,80 | 3,50 |
| ПЭТ, 30% армированный стекловолокном | 9.00 | 12.00 |
| ПЭТ, 30/35% армированный стекловолокном, ударопрочный | 7.00 | 9.00 |
| PETG – полиэтилентерефталатгликоль | 2. 20 20 | 2.20 |
| ПФА — перфторалкокси | 0,70 | 0,80 |
| PHB — полигидроксибутират | 3,00 | 3.20 |
| ПИ — Полиимид | 2,48 | 4.10 |
| ПЛА — полилактид | 3,80 | 3,80 |
| ПММА — полиметилметакрилат/акрил | 2,50 | 3,50 |
| ПММА (акрил) Высокотемпературный | 2,50 | 4.30 |
| ПММА (акрил), ударопрочный | 1,50 | 3,50 |
| ПМП — полиметилпентен | 0,80 | 1,50 |
| PMP 30% армированный стекловолокном | 5.00 | 6.00 |
| Минеральный наполнитель PMP | 1,70 | 2,00 |
| ПОМ - полиоксиметилен (ацеталь) | 2,80 | 3,70 |
| POM (ацеталь) Ударопрочный | 1. 40 40 | 2.30 |
| ПОМ (ацеталь) с низким коэффициентом трения | 2,00 | 3,00 |
| ПОМ (ацеталь) с минеральным наполнителем | 4.00 | 5.50 |
| ПП — полипропилен 10-20% стекловолокна | 2,50 | 3,50 |
| ПП, 10-40% минерального наполнителя | 1.40 | 3.10 |
| ПП, наполнитель 10-40% талька | 1,50 | 4.00 |
| ПП, 30-40% армированный стекловолокном | 4.00 | 7.00 |
| ПП (полипропилен) сополимер | 1,00 | 1.40 |
| ПП (полипропилен) Гомополимер | 1.20 | 1,60 |
| ПП Гомополимер, длинное стекловолокно, 30% наполнителя по весу | 5.50 | 5.50 |
| ПП Гомополимер, длинное стекловолокно, 40% наполнителя по весу | 7.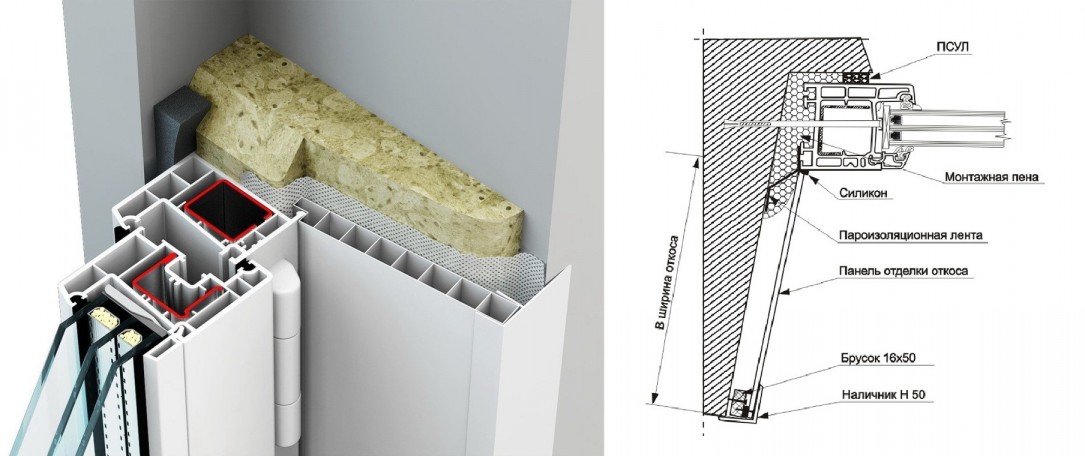 00 00 | 7.00 |
| PP Гомополимер, длинное стекловолокно, 50% наполнителя по весу | 9.00 | 9.00 |
| ПП, ударопрочный | 0,40 | 1,00 |
| ПФА — полифталамид | 2.10 | 3,70 |
| ПФА, 30% минеральный наполнитель | 5,40 | 5,60 |
| PPA, 33% армированный стекловолокном | 11.30 | 11.50 |
| PPA, 33% армированный стекловолокном – High Flow | 10.00 | 12.00 |
| PPA, 45% армированный стекловолокном | 13.70 | 13.90 |
| СИЗ — полифениленовый эфир | 2.10 | 2,80 |
| СИЗ, 30% армированный стекловолокном | 7.00 | 9.00 |
| СИЗ, огнестойкие | 2.40 | 2,50 |
| СИЗ, ударопрочные | 2. 10 10 | 2,80 |
| СИЗ с минеральным наполнителем | 2,90 | 3,50 |
| ПФС — Полифениленсульфид | 3,80 | 4.20 |
| ППС, 20-30% армированный стекловолокном | 6.00 | 12.00 |
| PPS, 40% армированный стекловолокном | 12.00 | 15.00 |
| PPS, проводящий | 17.00 | 19.00 |
| ПФС, стекловолокно и минеральный наполнитель | 10.00 | 17.00 |
| PPSU — полифениленсульфон | 2,38 | 2.41 |
| PS (полистирол) 30% стекловолокно | 10.00 | 10.00 |
| PS (полистирол) Кристалл | 2,50 | 3,50 |
| PS, высокотемпературный | 3,00 | 3,50 |
| Блок питания — полисульфон | 2,70 | 3,00 |
| Блок питания, 30% армированный стекловолокном | 7. 00 00 | 8.50 |
| Блок питания с минеральным наполнением | 4.00 | 5.00 |
| ПТФЭ – политетрафторэтилен | 0,40 | 0,80 |
| ПТФЭ, 25% армированный стекловолокном | 1.40 | 1,70 |
| ПВХ (поливинилхлорид), 20% армированный стекловолокном | 4,50 | 7.00 |
| ПВХ, пластифицированный | 0,001 | 1,80 |
| ПВХ, пластифицированный с наполнителем | 0,001 | 1.000 |
| Жесткий ПВХ | 2.10 | 3,50 |
| ПВДХ – поливинилиденхлорид | 0,35 | 0,60 |
| ПВДФ – поливинилиденфторид | 1,50 | 2,00 |
| SAN — Стирол-акрилонитрил | 3,50 | 4.20 |
| SAN, 20% армированный стекловолокном | 7. |