Простейший станок для холодной ковки своими руками
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео: как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Станок для изготовления «гусиной лапки»
Приспособления для ковки «гусиных лапок»
Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Производство металлических деталей требует специального оборудования, способного создавать усилие, формирующее конфигурацию предмета. Как вариант, можно приобрести относительно недорогие приспособления. Однако, нетрудно самостоятельно сделать практически любой станок для холодной ковки своими руками.
Что потребуется для этого мы рассмотрим по ходу нашей статьи.
Особенности оборудования
Конечно, если позволяет бюджет, можно особо не осложнять себе жизнь и приобрести универсальное оборудование для холодной ковки металла. Причем такой станок в себе совмещает все отдельные ручные приспособления. Но довольно не маленькая стоимость такого верстака делает его недоступным для многих домашних мастерских.
Какие можно сделать приспособления для холодной ковки своими руками и что на них производить?
Для основания собственной мастерской по обработке металла вполне достаточно основной шестерки станков: гнутика, твистера, фонарика, объемника, улитки, и волны.
Эти станки-самоделки способны обрабатывать основные типы материалов, использующихся в технологии холодной металлообработки: квадраты, прутки (сечением до 14 миллиметров) и стальную полосу, толщиной 3-6 мм с шириной в диапазоне 25-ти миллиметров.Приспособления, сделанные самостоятельно, осуществляют те же операции, как и заводское оборудование: гибку, кручение или прессование без потери качества.
Также на самодельном ручном станке вполне реально производить основные элементы изделий холодной ковки: завитки, волюту, корзинки,требуемые для дальнейшей сборки готовой продукции. Причем само кузнечное оборудование компактно, его можно без проблем разместить в гаражной мастерской.
Обучиться работать, имея инструмент для холодной ковки, очень просто. Здесь не требуются специальные знания о свойствах металла и его дальнейшей обработке (отжига, отпуска или закалки). Процесс обучения и производства практически безопасен, оборудование и материалы не работают с высокими температурами, а рабочие механизмы очень простые.
Здесь не требуются специальные знания о свойствах металла и его дальнейшей обработке (отжига, отпуска или закалки). Процесс обучения и производства практически безопасен, оборудование и материалы не работают с высокими температурами, а рабочие механизмы очень простые.
Единственный недостаток в холодной ковке металла и работе на ручном оборудовании — это возможность брака при допущенных ошибках. Но главная проблема заключается в том, что дефекты очень трудно исправить. Бракованные элементы можно будет подправить лишь путем разогрева металл в горне или на горелке.
Самыми простыми для самостоятельной сборки будут: улитки, гнутики и твистеры. Они не требуют наличия дорогостоящих инструментов. Потребуется лишь сварка, инструмент для резки, чертежи с материалами и немного понятия в механике.
Итак, как сделать самодельные станки для холодной ковки своими руками?
Сборка разных типов оборудования
Для начального этапа обустройства мастерской по холодной металлообработке потребуется три основных приспособления: гнутик, твистер и улитка.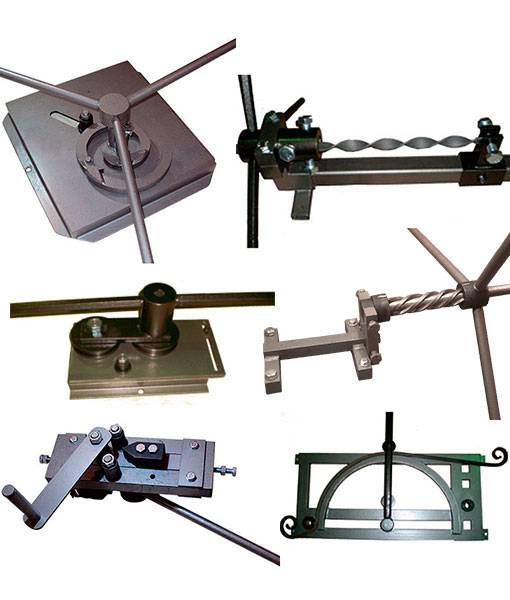 Какие элементы можно производить на них?
Какие элементы можно производить на них?
Гнутик — это устройство, намного упрощающее гибку детали и производство изгибов любой формы.
Он с легкостью обрабатывает прокат в виде стальной полосы и прутка с размерами 12×12 миллиметров. Кроме угловых деталей гнутик может создавать детали с конфигурацией в виде дуги.
Твистер служит для закручивания длинной заготовки вокруг своей оси в продольную спираль. В горячей ковке есть подобный инструмент — вороток. Твистер похож на это приспособление по своему устройству. Это станина, на которой закреплен ворот с крутящейся головкой и ползунок, ограничивающий и фиксирующий нужную длину детали. Закрученные на таком оборудовании детали — частый элемент, использующийся для сборки оконных решеток, заборов, перил и прочих видов ограждений.
Если на твистер установить дополнительные приспособы в виде вала, то он будет способен производить объемные корзинки.
Улитка, пожалуй, самый известный ручной станок для холодной ковки. На ее кондукторе производят волюту и различные закрученные вокруг оси детали. Собранное устройство состоит из своеобразной станины (круглой/квадратной) на нее закрепляют кондуктор (спираль) и ролик с ручным приводом в виде рычага. Нажимая на приводной рычаг и подавая заготовку, можно без проблем закрутить любой тип спирали.
Собранное устройство состоит из своеобразной станины (круглой/квадратной) на нее закрепляют кондуктор (спираль) и ролик с ручным приводом в виде рычага. Нажимая на приводной рычаг и подавая заготовку, можно без проблем закрутить любой тип спирали.
Главное при изготовлении ручного оборудования для холодной ковки металла — соблюдение трех основных принципов:
- Длина рычажного привода рассчитывается так, чтобы создавалось достаточное усилие на металл.
- Комплектующие установок лучше всего делать сборными или подвижными, тогда можно будет без проблем регулировать размеры производимых элементов.
- Все детали кондукторы изготавливаются с достаточным запасом прочности, а соединения должны быть качественными.
Соблюдая такие принципы, изготовить нормальное оборудование для металлообработки с отличной работоспособностью вполне осуществимо.
Перечисленные три установки с механизмом, работающим вручную, позволяют производить большинство наименований продукции без разогрева металла.
Сборка гнутика
Такой станок для холодной ковки имеет широкое применение. С помощью его можно изгибать детали любой конфигурации. Устройство довольно простое, состоит из основы, на которой смонтированы ролики, клина (задающий изгиб) и рычагов управления. Сам станок может быть выполненным в вертикальном или горизонтальном исполнении.
Самостоятельно проще сделать горизонтальный тип.
- Нужно подготовить станину, в которой сверлятся посадочные отверстия под крепление роликов, клина и рычага.
- Клин должен двигаться вдоль станины (управляется нажатием на нижний рычаг). Его положение должно быть сменным, так можно будет регулировать угол и крутизну изгиба. Для этого его лучше сделать на винтовой резьбе, ввинчивая которую меняют расстояние клина.
- Верхний рычаг используется для придания заготовке формы дуги.
Посмотрев видео, можно понять как работает такой станок и принцип его устройства
Изготовление улитки
На фото показаны основные части приспособления холодной ковки улитки. Формирование элемента происходит за счет специального кондуктора, завитого спиралью (улитки). Эта часть, желательно, должна быть двусоставной. Изготовление станка следующее.
Формирование элемента происходит за счет специального кондуктора, завитого спиралью (улитки). Эта часть, желательно, должна быть двусоставной. Изготовление станка следующее.
- Подготавливается станина круглой, либо квадратной, формы. На ее изготовление лучше использовать металл 5-6 мм.
- В основании сверлятся отверстия под крепление кондуктора (двух его частей) и рабочего рычага.
- Сбоку монтируется вращающийся ролик, который будет задавать движение заготовке.
- Рычаг должен обладать достаточной прочностью, его можно изготовить из соответствующего профиля или трубы (с толстыми стенками).
- Кондуктор делается из толстого металла, изогнутого по спирали. В нем делают отверстия под крепежные болты.
Ниже представлены фото чертежей кондуктора и самого устройства.
Для более понятного принципа работы такого оборудования посмотрите предоставленное видео:
Сделанные ручные станки для холодной ковки своими руками с такой конструкцией вполне способны изгибать прутки и квадраты разного сечения вплоть до 14 миллиметров.
Стоит помнить, что большее усилие на толстую заготовку можно создать при помощи более длинного рычага, поэтому можно предусмотреть дополнительно удлинитель для такого привода.
Существуют и другие варианты улитки. Например, с приводом в виде ворота, расположенного в горизонтальной плоскости. Схематические чертежи такого устройства приведены на фото ниже.
Как сделать твистер
Твистер (или торсион) имеет горизонтальное расположение частей. Состоит из станины, на которой крепят вороток с вращающейся головкой, и ползунка, жестко фиксирующий заготовку и регулирующий длину изделия.
- Сначала нужно подготовить верстак (стол), где будет закреплено устройство.
- Станину можно изготовить из прочной двутавровой балки или любого другого материала, обладающего достаточной прочностью. Ее длина выбирается в зависимости от параметров обрабатываемых заготовок.
- По станине изготавливается ползунок. Его нижняя часть должна двигаться вдоль устройства и фиксироваться в нужном положении.
 Для крепления можно высверлить отверстия под болты. Часть, где будет вставляться заготовка, может быть выполнена под ее размер (сквозное отверстие) или изготовлена из тисков.
Для крепления можно высверлить отверстия под болты. Часть, где будет вставляться заготовка, может быть выполнена под ее размер (сквозное отверстие) или изготовлена из тисков. - Ворот с вращающейся головкой можно также сделать под конкретную заготовку или использовать патрон от токарного станка (небольших размеров)
- На стол установка монтируется так, чтобы край стола не мешал крутить вороток.
 Для крепления можно высверлить отверстия под болты. Часть, где будет вставляться заготовка, может быть выполнена под ее размер (сквозное отверстие) или изготовлена из тисков.
Для крепления можно высверлить отверстия под болты. Часть, где будет вставляться заготовка, может быть выполнена под ее размер (сквозное отверстие) или изготовлена из тисков.Как и в случае с улиткой, длина рычага определяет усилие, которое создается на обрабатываемый металл.
Если изготовить дополнительное крепление для вала, то на таком торсионе можно будет производить объемные корзинки, закручивая на шаблон пруток.
Принцип работы станка показан на видео:
Изучив информацию, можно изготовить и такие приспособления, как волна (волнообразные элементы), фонарик (корзинки) или объемник (объемные элементы с изогнутыми в разных плоскостях деталями).
Если есть возможность, то некоторые из этих станков можно сделать с электрическим приводом, установив для этого двигатель с соответствующей мощностью.
А что вы можете добавить к этому материалу из своего личного опыта по изготовлению оборудования для холодной ковки? Насколько проблемно сделать станок холодной ковки своими руками и какие материалы при этом использовать? Присоединяйтесь к обсуждению в комментариях к статье и поделитесь своими наработками.
Кованая настенная вешалка-полка, украшенная листьями и завитками. Фото Царская Ковка
Кованые завитки являются универсальными декоративными элементами, применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типа используется механизированное оборудование, а также ручные инструменты и приспособления. Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Изготовление самодельных вертикальных устройств из металла, профтрубы и других материалов, видео
Производство станков любого типа своими руками представляет собой сложное дело. Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
Как сделать улитку с электропроприводом и без, для холодной ковки и гибки завитков, волют, запятых
- Стол выполняется из стали, к нему с нижней части приваривается труба, к которой в свою очередь крепится подвижный рычаг, сделанный из профильной трубы 45х25, толщина стенок — 1,5 мм.
- Данная часть станка крепится к ножкам, опорам.
- К рычагу крепится дополнительная регулируемая часть, дополнительно усиленная угольником.
- В ровной поверхности, где предварительно сделаны отверстия, крепятся оправки (кондукторы), выполненные из квадратного прутка с сечением в 10 мм. и полосы.
- Изготовление оправок осуществляется по рисунку.
- Несколько отверстий позволяют располагать оправки разным образом, что позволяет гнуть элементы разных конфигураций и размера.
- Мастер демонстрирует процесс изготовления элементов.

Ручные инструменты и приспособления для изготовления кованых завитков
Изготовление ручных инструментов требует меньших затрат времени и расходных материалов. Подобные приспособления имеют более простое строение.
Матрица
- Для изготовления приспособления потребуется кусок швеллера длиной 25 см.: покупная или выточенная самостоятельно петля с диаметром 22 м. с втулкой из двух видов труб и элемента сложной формы, а также еще одной петли.
- Лекало подобного типа позволяет производить волюты разных размеров.
Кондуктор
- Для изготовления кондуктора потребуется полоса длиной 60 см. и шириной — 4 см.; кусок жести 16 на 16 см., толщина — 3 мм.; кусок угольника; небольшие вырезанные из рессоры элементы с закругленными углами и снятыми фасками. Из малых деталей сваривается деталь с углом в 90 градусов, для крепления заготовок при гибке.
- На полосе прорисовывается наклонная линия, часть заготовки позже будет удаляться.
- Полоса слегка гнется, к ней приваривается малый угольник, после этого гибка продолжается.
- Спираль крепится к основанию, к куску жести.
- Кондуктор фиксируется в тисках, лишняя часть обрезается болгаркой.
- С нижней части основания приваривается угольник, обеспечивающий крепление изделия в тисках.

Другое оборудование для ковки
Весь перечень оснащения для холодной ковки следует разделять на четыре отдельные категории, критерием для классификации выступает уровень автоматизации.
- Универсальное оборудование представляет собой автоматические или в некоторых случаях ручные установки, позволяющие обрабатывать заготовки с разным сечением. Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
 Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
Важным достоинством подобных машин является возможность выпуска различных по форме элементов.Станок для ковки Ажур-1М. Фото КовкаПРО
- Станки для холодной ковки предназначены для облегчения ручного труда. В перечень устройств кроме улитки входят гнутик, волна, твистер, глобус. Каждый агрегат предназначен для изготовления определенного вида элементов. Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их совсем. Ручные станки применяются мастерами, которые занимаются ковкой в качестве хобби, так как производительность данных устройств не слишком высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
Станок для холодной ковки типа Волна
- Инструменты представляют собой простые предметы, ковка выполняется вручную, посредством применения силы. К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.

- Приспособления являются более сложными предметами, представляют собой механизмы, к которым относятся кондуктор, шаблоны, лекала, оправки.
Самодельные модели, изготовление, как сделать, размеры
Кроме устройства типа улитка возможно также изготовить самостоятельно и другие станки для холодной ковки: фонарик, волна и прочие, в том числе и электрические. Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Купить
Исполнители, не уверенные в собственных навыках, имеют возможность приобрести станки для ковки заводского производства. Предприятия предлагают широкий выбор моделей ручных устройств: улитки, волны, фонарики, твистеры, прессы, гнутики, а также универсального оснащения.
чертежи и видео — Обзоры оборудования для бизнеса
Изготавливать предметы холодной ковки не трудно. Нужно лишь приобрести хорошее оборудование из качественной стали, например, такое:
Нужно лишь приобрести хорошее оборудование из качественной стали, например, такое:
Кроме покупки ручного оборудования для холодной ковки многие задаются вопросом о самостоятельном изготовлении станков. Идея может оказаться удачной, если у вас есть опыт работы с металлическими заготовками, чертежами, качественным материалом для изготовления станков. В пользу самостоятельного изготовления станков для холодной ковки могут выступать и небольшие финансовые затраты на такое производство. Это позволит вам открыть свой бизнес в небольшом помещении, гараже, рядом с домом.
Для последующей работы необходим ряд станков, на которых вы будете скручивать металлические заготовки под углом, волной, улиткой, завитком, сердечком, изготавливать элементы фонарик и т.д. Чаще всего это несколько станков — улитка, гнутик, твистер, волна, объемная, фонарик. Остановимся подробнее на описании станка Твистер для холодной ковки металла и его изготовлении своими руками.
Станок твистер необходим для того, чтобы делать загиб металлической детали вдоль оси. Вот такие детали получаются на ручном станке твистер:
Вот такие детали получаются на ручном станке твистер:
Также с помощью станка Твистер можно делать заготовки «Фонарик» и «Шишка»:
В данном видеоролике представлен универсальный станок для холодной ковки, который может выполнять и функцию скручивания прутка. Оборудование получилось легким и удобным в работе:
Следующее оборудование для производства «корзинок» из четырех заготовок методом скручивания, также может применяться для торсировки металлического прутка. Для работы на таком станке используются пруток металлический диаметром 6 или 8 мм, квадрат 6*6 или 8*8 мм. для изготовления «корзинок». Для торсировки применяют полосу 20*4 мм, квадрат 16*16 мм.
В данном видео вы увидите ручной станок для ковки, сделанный умельцем без токарных работ. Самодельное оборудование для ковки позволяет изготавливать «шишки», «фонарики», «корзинки». Для производства понадобится металлические пруты, уголки, трубки для вращения и скрутки.
Самодельное оборудование для ковки позволяет изготавливать «шишки», «фонарики», «корзинки». Для производства понадобится металлические пруты, уголки, трубки для вращения и скрутки.
Кузнечный станок своими руками видео
Холодная ковка, станки и чертежи своими руками.
Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер, а может сделать хороший подарок своими руками для важных людей. Существует два способа ковки металла. Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки. Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками.
Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Самодельный станок для холодной ковки.Компоненты станка и необходимые инструменты.
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Видео самодельного станка по загибанию балясин.
Станки для холодной ковки своими руками.
Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией. Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос. Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.
Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Станок для холодной ковки.Конструирование станка.
Для создания любого станка можно использовать несколько вариантов на выбор – разборный, монолитный или сплошной. По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться.
Такой способ ковки очень популярен у новичков кузнечного дела.
Используя станок для холодной ковки металла, сделанного своими руками, неопытный мастер сможет изготовить кованые балконные козырьки, поручни для лестниц, различные решетки для окон, заборы, многочисленную мебель для дома, ограждения, различные кованые аксессуары и предметы декора, которые дополняют интерьер помещений, на подобии решеток под камины. Это хороший вариант для начинающих специалистов.
Коллекция чертежей станков для холодной ковки.
Чертеж для улитки с лемехом.
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним.
Чертеж станка улитка с лемехом.Подробный чертеж станка улитки.
Чертеж станка улитки.Чертеж устройство для гибки “Хомута”.
Чертеж приспособления Гнутик.
Видео кузнечного оборудования холодной ковки для малого бизнеса.
Технология холодной ковки своими руками
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.

Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Станки для холодной ковки
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.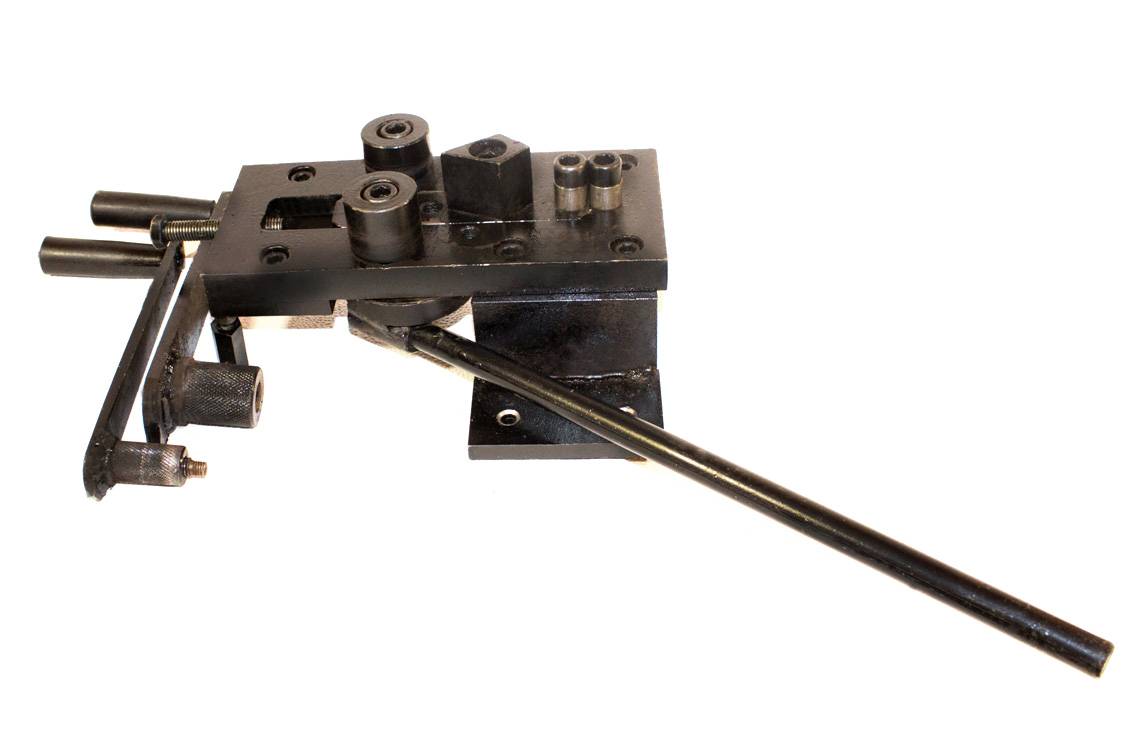
Изготовление основных узлов станка
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.

После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионныйДля основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станкаИзготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный прессЧто касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.

Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сваркиИзделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
- Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
- Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
- Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.

- Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
- Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.
- Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».
- Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
МирТесен
Кузнечное оборудование: станок для холодной ковки своими руками
Холодная ковка невозможна без специального кузнечного оборудования.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).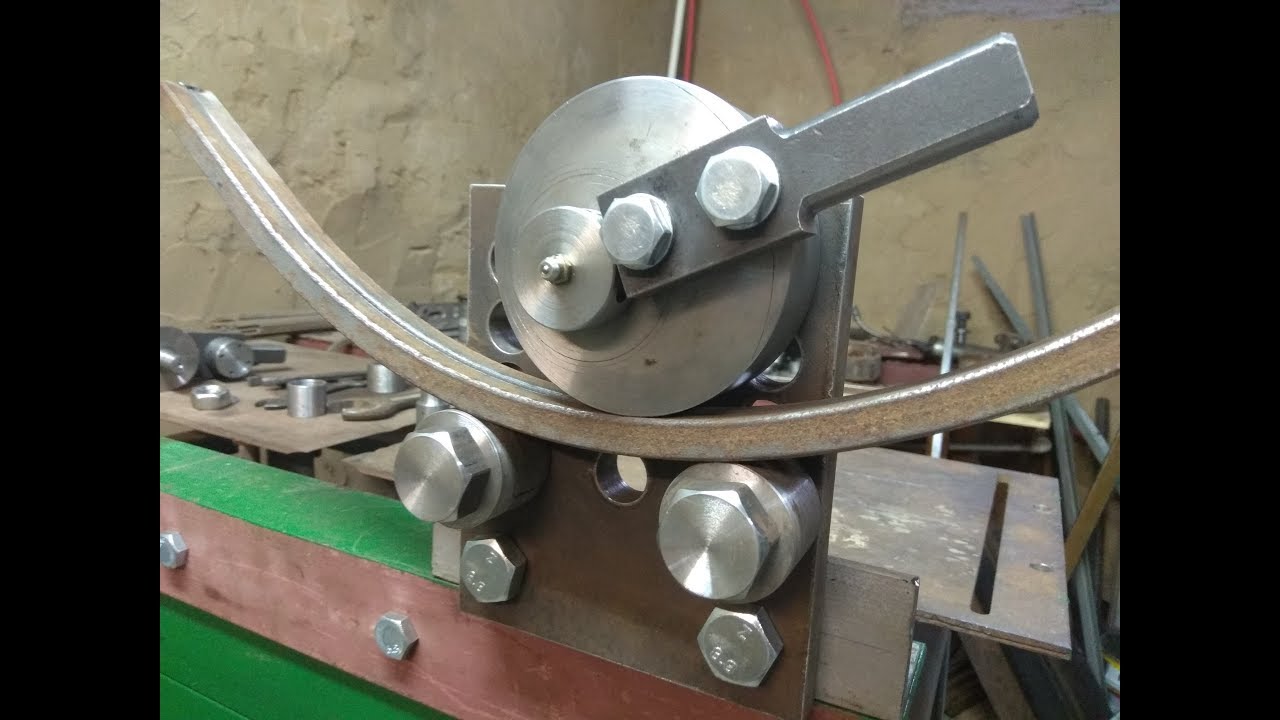
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Это поможет корректировать элементы и не запутаться при сборке.
Станок для холодной ковки своими руками
Самодельный ручной станок для холодной ковки своими руками: фото пошагового изготовления приспособления.
Всем привет! На этот раз мы изготовим простое приспособление с помощью которого можно легко выгибать прут и арматуру, делать декоративные элементы из металла по сути это будет станок для холодной ковки сделанный своими руками.
Для изготовления самоделки нам понадобится:
- Подшипник.
- Уголок — 60 мм.
- Уголок — 40 мм.
- Пруток.
- Подшипник от помпы (необязательно).
От металлического прута отрезаем кусок длинной 70 мм, автор использовал шток от амортизатора.
Берём 60-й уголок и отрезаем две заготовки длинной по 15 сантиметров.
Затем на вырезанных заготовках закругляем края как показано на фото.
Берём 40-й профиль длинной 25 см, на одном угле вырезаем вот такой проём.
В результате получились вот такие запчасти для изготовления станка холодной ковки.
Две детали сделанные из 60 уголка, свариваем между собой.
Привариваем стержень к заготовке.
К наружной части подшипника привариваем рычаг из прута и подшипник от помпы (вместо него можно приварить металлический стержень).
К стержню заготовки, привариваем подшипник внутренней частью.
К стержню и подшипнику нужно приварить заготовку из 40-го уголка.
В результате у нас получился самодельный станок для холодной ковки, довольно нужное приспособления для работы с металлом. Закрепляем станок в тисках и пользуемся.
Рекомендуем посмотреть видео автора, где показан процесс изготовления самодельного станка для холодной ковки и его испытания.
Станки для холодной ковки своими руками видео
Если вам нужна холодная ковка, оборудование своими руками, видео по сборке которых представлены ниже, проблем с его изготовлением возникнуть не должно.
Особенности холодной ковки
Чертеж оборудования холодной ковки своими руками
Почему многие домашние умельцы стремятся попробовать свои силы именно в холодной ковке на оборудовании? Это обусловлено некоторыми особенности, характерными для данного способа обработки металла.
- Многофункциональное кузнечное оборудование для холодной ковки можно изготовить своими руками, что позволяет существенно экономить в финансовом плане;
- Заводские станки для металла — удовольствие не из дешевых, потому самодельное оборудование становится идеальным решением для тех, кто хочет своими руками заниматься художественной ковкой;
- Получаемые методом холодной ковки изделия из металла имеют привлекательный внешний вид, оригинальный дизайн, могут отображать ваши самые смелые идеи. Нужно только правильно их реализовать;
- Процесс выполнения холодной ковки своими руками на специализированном оборудовании безопасный и простой, если сравнивать с горячим способом обработки металла;
- Самодельное приспособление для деформации изделий не требует применения повышенной температуры, которая влечет за собой серьезную опасность. Горячей ковкой можно заниматься только в специально оборудованных помещениях, в то время как холодная ковка может проводиться у вас дома без какого-либо риска для жилья.
 Нужно только правильно их реализовать;
Нужно только правильно их реализовать;На самом деле перечислять достоинства, которыми обладает самодельное оборудование, можно бесконечно долго. Вместо этого мы познакомим вас с конкретными примерами устройства, предоставим чертежи и подскажем, как можно собрать своими руками тот или иной вариант оборудования.
Схема холодной ковки своими руками
Отыскать чертежи, видео руководства по сборке различного рода оборудования, предназначенного для холодной ковки, в реалиях нашего времени дело пары минут. При этом, выбирая чертежи, важно понимать, на какой именно результат вы рассчитываете.
При этом, выбирая чертежи, важно понимать, на какой именно результат вы рассчитываете.
Каждый вид холодноковочного оборудования предназначен для выполнения определенных операций с металлом. Некоторые умельцы собирают несколько станков в одном, выполняя целый перечень задач с его помощью.
Но для новичков вполне подойдут отдельно взятые агрегаты по обработке металла. А какими именно они будут, вы можете решить, изучив перечень доступного для изготовления своими руками оборудования.
- Станки Улитки. Могут иметь цельнолитые или съемные элементы. С их помощью прутки металла закручиваются в спирали.
- Универсальные станки. Данное оборудование позволяет резать, клепать и деформировать детали. Как вы понимаете, деформация является контролируемой.
- Станки гнутики. С помощью гнутиков вы можете сделать дуговой изгиб металла под необходимым вам углом.
- Станки твистеры. Они позволяет делать загибы вдоль оси готового изделия из металла, дерева, пластика.
- Станки волны. Из названия становится очевидно, что волны обеспечивают металлу волнообразную форму. С их помощью загибаются металлические прутки.
- Прессы. Если вам требуется на деталь из металла нанести матричный отпечаток, вам пригодится оборудование типа пресс.
- Станок для формирования колец. Он особого названия не имеет, зато великолепно справляется со своими прямыми обязанностями гибочного оборудования для холодной ковки.

Самодельная улитка
Улитка — это основа основ среди оборудования для любого начинающего и профессионального мастера по холодной ковке. Потому если вы решите сделать себе станок, начинать рекомендуется с улитки. Соответствующие чертежи и видео отыскать легко. Да и сама инструкция по изготовлению улитки своими руками выглядит достаточно просто, потому чертежи вам могут и не понадобиться. Такое ручное приспособление позволит начать работу по холодной ковке, создать свои первые шедевры из металла.
Для сборки улитки вам понадобится взять следующее:
- Металлические прутки;
- Стальные листы;
- Металлические полосы;
- Профильную стальную трубу;
- Плоскогубцы;
- Болгарку;
- Сварочный агрегат.

Если вам нужен станок не на один раз, тогда используйте чертежи, а для сборки конструкции оборудования берите только качественный металлопрокат. От его надежности напрямую зависит долговечность и эффективность работы оборудования.
- Чтобы нанести изображение спирали и 3 витков на лист металла, возьмите обычную бумагу. Прут помещается в резьбу, а его диаметр должен составлять 10 мм.
- Из листа стали вырежьте пару пластин. Размер первой будет 100 на 100 миллиметров, а у второй — 130 на 130 миллиметров.
- Прутки и полосы из металла обязательно зачистите наждачкой, чтобы на них не осталось неровностей, дефектов, заусенец.
- Загните стальные полосы, как того требуют чертежи или ваши конкретные потребности. У вас в итоге должно получить три спирали одинаковой формы, но разные по длине.
- Выполните сварочные работы, опираясь на чертежи. Уделите особое внимание качеству проведению сварки, поскольку от этого напрямую зависит долговечность вашего станка.
- Труба приваривается в центре оборудования и завершает изготовление вашего холодноковочного станка под названием улитка.

Торсионное оборудование
С помощью торсионного станка методом холодной ковки создаются спиралевидные изделия. Собрать его своими руками можно, а вот вручную сгибать детали проблематично. Потому чертежи предусматривают использование электрических двигателей при проектировании торсионных холодноковочных станков.
Если вас такой момент в оборудовании не пугает, и вы готовы собрать агрегат, на выходе вы получите прекрасное оборудование для создания оригинальных элементов декора.
Для сборки оборудования холодной ковки требуется следующее:
- Балка из стали;
- Лист стали;
- Хомуты, зажимы и тиски;
- Электрический двигатель с цепью и редуктором;
- Сварочный аппарат;
- Угловая шлифовальная машинка или просто болгарка.

Сам процесс сборки торсионного станка не потребует от вас повышенных знаний, но определенные навыки пригодятся.
- Стальная балка играет роль основания вашего торсионного оборудования.
- С одной стороны балки методом сварки приваривается стальной лист. На него болтами и гайками монтируются тиски.
- Чтобы избежать возможного выскальзывания металла в будущем, снизу и сверху тисков рекомендуется закрепить металлические пластины.
- С другой стороны балки монтируются ролики. На них вы будете устанавливать рабочую поверхность оборудования.
- На противоположном конце устанавливаются другие диски с подвижными компонентами. Следите за тем, чтобы конструкция была на одном уровне с двух сторон.
- Установите стальную ручку, закрепите редуктор, электродвигатель и цепь.
- Обязательно предусмотрите наличие защитного кожуха для вашей конструкции, которая предотвратить нежелательные травмы.

Собрать своими руками агрегаты для холодной ковки — задача, которая по силам каждому. Здесь главное определиться с функциями, которые должен выполнять станок, и выбрать соответствующие чертежи устройства для его последующей сборки своими руками. Начинать советуем с простейших моделей, а по мере накопления опыта переходить на сложные, многофункциональные холодноковочные агрегаты.
Самодельный станок для холодной ковки может пригодиться, если вам нравиться мастерить и вы не прочь сделать своими руками что-то красивое для загородной усадьбы, домашнего интерьера, для подарков близким и родным людям или просто для души.
Величественный внешний вид изделий, сделанных способом ковки, манит изящными линиями и завораживает взоры. Издревле, во всех лучших домах, можно было непременно увидеть такие украшения, как металлические ажурные завитушки. Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.
Изделия, изготовленные с помощью ковки, используются в дизайне наряду со стеклянными, пластиковыми и иными элементами декора. Ковка металла происходит холодным или горячим способом. Для выполнения процесса горячей ковки нужно выполнить множество особых условий, потому ей очень сложно заниматься в домашних условиях. Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Процесс холодной ковки
При холодном варианте ковки потребуется два основных процесса:
Чтобы провести данные мероприятия, не нужно сообщать металлу какую-то температуру. Но определенная термообработка все-таки должна происходить между этапами работ.
Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы. Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.
Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки. Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок, так как они практически не исправляемы. С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.
Во время горячей ковки мастеру необходимо не только отдельное помещение, но и оборудование для кузнечного дела, а также специальные условия. При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.
При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления. Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны. Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления, нелишним будет видео урок и выполнить чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
Многие названия покажутся забавными, но это довольно удобные для самодельного использования приспособления.
Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
Станки для ковки
Зачастую при работе, сделать станки для холодной ковки своими руками представляется гораздо целесообразней. Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая, даже когда речь идет о простейшем станке улитке.
Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон. На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Делая шаблон, сварочный шов нужно проводить с внешней стороны, иначе он будет мешать при дальнейшей эксплуатации изделия.
Часто мастера сами собирают простые устройства, с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
С помощью этого станка домашние мастера выполняют всевозможные кольца и спирали, завитушки, волны. Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии, которая включает в себя ряд этапов.
Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Для рабочей поверхности будет необходимо листовое железо. Толщина в четыре миллиметра вполне хватит. Определение размеров происходит на основании габаритов необходимых деталей. Чтобы сделать форму, потребуется листовой металл в виде полос толщиной три миллиметра. С этим материалом можно работать с помощью ручных инструментов. Его просто выгибают по шаблону в спираль с помощью плоскогубцев.
Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Сборка станка
Чтобы сделать любой станок для холодной ковки, существует множество вариантов. Можно его изготовить разборным, монолитным или сплошным. При монолитной конструкции устройство целиком или части «Улитки» привариваются к площадке.
По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Холодная ковка невозможна без специального кузнечного оборудования.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Станок для холодной ковки своими руками
Крепление элементов узора: последняя обработка металла
После того как все необходимые элементы орнамента созданы, начинается его формирование. Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Изделия смотрятся более целостно, если элементы соединены с помощью сварки.
Основных видов соединений два:
- сварочный шов;
- заклепки (или художественные хомуты).
Сварочный аппарат полезно использовать в тех местах, где шов соединения можно легко зачистить или он будет незаметен. Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Орнамент соединяют постепенно, в зависимости от количества деталей. Изначально скрепляют мелкие элементы, формируют просечки, витые линии и вензеля. Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Холодная ковка позволяет создавать своими руками красивые и оригинальные изделия.
Художественная ковка не только является бизнесом или работой, но и может быть занимательным хобби. Оборудование холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Процесс холодной ковки
При холодном варианте ковки потребуется два основных процесса:
Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы. Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки. Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок, так как они практически не исправляемы. С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.
При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления. Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны. Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления, нелишним будет видео урок и выполнить чертеж будущего изделия.
Гнутики, фонарики, волны и другие станки
Как видите, все остальные виды станков для холодной ковки мы собрали в одном маленьком разделе. Откуда к ним такое неуважение в отличие от улитки и торсиона, о которых мы рассказывали в отдельных разделах? Ответ будет честным в виде совета:
Если вы решили сделать кузнечный станок своими руками, остановите свой выбор на двух станках: улитке и торсионе. Во-первых, они абсолютно необходимы с функциональной точки зрения, во-вторых, они достаточно просты для самостоятельного исполнения.
Виды холодной ковки.
Остальные станки типа фонарика или волны можно соорудить намного позже, когда вы поймете, что холодная ковка – это ваше, и когда у вас в голове появятся конкретные творческие планы.
Гибочный станок не нужно делать своими руками, его лучше купить в готовом виде по двум важным причинам:
- Клинья и ролики, с помощью которых меняются размеры изготавливаемых элементов, должны быть выточены с соблюдением идеальных размеров. В домашних условиях это сделать практически невозможно.
- Гибочные станки стоят совсем недорого, так что требование экономии бюджета будет выполняться.
Имея в своем распоряжении три самых нужных станка – самостоятельно сделанные улитки и торсион и купленный гибочный станок – можно приступать к холодной ковке практически любой сложности. Осталось решить еще один небольшой вопрос.
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
https://youtube.com/watch?v=seLFHFY0acA
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
https://youtube.com/watch?v=rUTdr5Cb9SE
Видео 4. Работа станка
Вариант настольного приспособления:
https://youtube.com/watch?v=NFBf7cF_Ggs
Видео 5. Часть 1
https://youtube.com/watch?v=UCQtMsI56JU
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали
Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
Для большинства станков изготавливают центральный упор
В нем будет фиксироваться начало.
Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
рмнт.ру
Холодная ковка
Таких недостатков горячей ковки, как:
- большая трудоемкость,
- высокие требования к квалификации мастера,
- низкая повторяемость изделий.
Холодная ковка
Недостатков лишен метод холодной ковки. Он основан на свойстве металлов изменять в определенных пределах свою форму под воздействием механического усилия. Технология применима к пруткам круглого и квадратного сечения, металлической полосе, трубам и прокату различного профиля. Несколько базовых операций, таких, как
- изгиб заготовки под заданным углом и по заданному радиусу,
- формирование завитков и спиралей,
- скручивание одной или нескольких заготовок по продольной оси
и комбинация получившихся деталей позволяет создавать кружевные ограды, беседки, скамейки, элементы декора и домашней утвари в разумные сроки и по приемлемой цене, в разы, а то и в десятки раз ниже, чем при использовании горячей ковки.
https://youtube.com/watch?v=8_YpUI6vqww
Для получения основных элементов используют специальные станки.
- Гнутик — один из самых популярных. Он позволяет сгибать пруток под заданным углом и по заданному радиусу, в том числе и в виде волны.
- Улитка служит для закручивания конца прутка или трубы в спираль
- Торсион предназначен для скручивания прутка вдоль его продольной оси.
Если планируется выпуск больших серий изделий — то понадобится станок промышленного производства. Он обладает высокой производительностью, достаточным ресурсом, снабжен электроприводом достаточной мощности, совмещая в себе гнутик, улитку и торсион. Передовые производители оснащают свои агрегаты полуавтоматическими приставками, и роль работника сводится к установке нужной оправки, закреплению заготовки и запуску программы. Система сама регулирует скорость подачи, силу прижима формующего ролика, начало и окончание формовки.
Станки для ковки
цена этого оборудования довольно большая
Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон. На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Часто мастера сами собирают простые устройства, с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Самодельный станок для холодной ковки
Холодная ковка – это изгибание металлопроката без доведения металла до высоких температур. Для этих целей используют несложные приспособления, которые возможно изготовить самому в домашних условиях. Такие самодельные станки для холодной ковки могут быть универсальными или приспособленными только под одну операцию. Они могут быть с ручным или электрическим приводом.
В вопросе выбора привода для такого оборудования нужно учесть толщину обрабатываемого проката. Изгибать прут вручную имеет смысл при не большой толщине. Не смотря на то, что в продаже есть несложные ручные станки для холодной ковки с насадками, большинство из них не выдерживают частого использования и считаются игрушечными прототипами реальных станков, на которых можно делать бизнес. С другой стороны профессиональное оборудование стоит немалых денег, и организация небольшого частного производства по изготовлению кованых изделий будет чрезвычайно затратным. Поэтому многие нашли для себя выгодным изготовить самодельный станок для ковки металла под свои нужды и возможности.
Весь принцип холодного формирования узоров из квадратного или круглого прута обычно сводится к концентрическому скручиванию. Это может быть скручивание вокруг продольной оси заготовки (торсировка) или навивка круглой плоской спирали вокруг воображаемого центра (завиток). Возможно также нанесение матричного отпечатка с помощью пресса. Полученные таким способом детали сваривают в общую композицию будущего изделия. Применением в кузнечном деле методов холодной ковки добиваются большего геометрического соответствия одинаковых деталей и повышают экономическую выгоду.
Самой распространённой формой изгиба кованых изделий являются завитки. Для их формирования самодельный станок холодной ковки должен обеспечивать плавную контролируемую навивку прута на спиралевидный шаблон. Оптимальный вариант – получить вращение меньше 10 об/мин. Если скорость вращения будет больше, то тяжело поймать момент, когда следует остановить навивку.
Понижение оборотов достигается с помощью редукторов или ременной передачи. Большинство редукторов имеют ограничения по количеству принимаемых оборотов до 1500 об/мин, поэтому если электродвигатель высоко оборотистый, можно сделать ступенчатое понижение скорости. Для этого перед редуктором можно добавить ременную передачу. Эта мера позволит также предохранить кинематическую систему от перегруза. Многие энтузиасты, которые собирали станки для ковки своими руками, использовали и цепную передачу, но судя по отзывам, для плавного пуска привода нужна компенсация в виде шкивов. В случае экстремального усилия ремень сгладит его кратковременной пробуксовкой.
Для самодельных станков нет стандартов по рекомендуемой мощности электроприводов. Обычно сборка делается из того, что под рукой, однако для создания хорошего усилия при изгибании толстого металла мощность электродвигателя должна быть не только приемлемой, но и должна иметь небольшой запас. Как известно, при подключении трёхфазного двигателя в бытовую сеть теряется до 50% мощности, поэтому при отсутствии 380 вольт нужно учесть все потери.
Шаблоны для гибки завитков (улиток, волют) можно изготовить из полосы 4х25 мм. Для этого её сворачивают в спираль и приваривают к круглой пластине толщиной 6мм. Это если работать с квадратом 12х12 мм. Для более толстого металла вместо пластины стоит применить квадрат. Крепление к валу можно сделать на резьбовом соединении, а лучше использовать фланцы. Все насадки в таком случае изготавливают с четырьмя отверстиями под болтовое соединение, а второй фланец приваривается к муфте и крепится к валу.
Свежие записи:
инструкция по изготовлению самодельного станка, фото
Кованые калитки и решетки становятся все более популярными. Помимо защиты от проникновения злоумышленников в дом, они выполняют еще и декоративную функцию. Традиционно кузнецы придавали форму изделиям из стали, предварительно нагревая их до высоких температур (до красного свечения). Организовать полноценную кузницу в домашних условиях удается далеко не всегда по разным причинам. Альтернатива — холодная ковка. Своими руками легко собрать приспособление для гибки стальных прутков и полос в холодном состоянии.
Особенности холодной ковки
В старину ковавшие металл пользовались невероятным авторитетом среди односельчан. Некоторые даже причисляли их к колдунам: настолько эффектной и показательной была ковка стальных изделий. Эта профессия считалась престижной. В наш век, в век высоких технологий, работа кузнеца больше не может быть последней мечтой молодых людей. Многие делают это для души. Тем не менее, работа кузнеца очень важна и необходима.В отрасли освоен выпуск широкого ассортимента сталей. Стало возможным формировать металл, избегая опасных работ с открытым огнем. Такой способ ковки получил название холодной, и каждый желающий может организовать мастерскую по холодной ковке. Для этого подойдет сарай на даче, гараж в городе и даже подвал многоквартирного дома.
При желании и наличии времени декоративные решетки и украшение для забора можно сделать своими руками. Холодная ковка, как следует из названия, не предусматривает предварительного нагрева заготовки до температур, достаточных для протекания процессов рекристаллизации.А это значит, что такой процесс не такой уж и затратный, технологически более простой, исключает угрозу возгорания, ожогов и серьезных травм.
Плюсы холодной ковки
Как уже было сказано, холодная ковка не предполагает нагрева металла. А это значит, что вы можете значительно сократить процесс, сделать его безопаснее и экономичнее.
Даже если раньше не было опыта ни слесарных и монтажных работ, ни холодной ковки, сделать гибочный станок своими руками не составит труда.Для этого вам понадобится только необходимый инструмент, желание и решимость.
Минусы холодной ковки
Да, этот процесс довольно прост и удобен. Холодная ковка — безусловно, хорошая альтернатива традиционному кузнечному делу. Но возможности такого процесса ограничены.
В холодном состоянии не все стали и сплавы поддаются обработке. Так, высокоуглеродистая сталь (с долей углерода 0,65) трудно деформируется в холодном состоянии. Специальные легированные стали также очень эластичны.Таким способом, как правило, обрабатывают сталь обыкновенного качества с низким содержанием углерода, иногда конструкционную низкоуглеродистую сталь. Причем заготовки (прокат) должны иметь сечение небольшой площади. В противном случае они не деформируются.
При деформации стали в холодном состоянии (при комнатной температуре, да и то ниже температуры рекристаллизации) в ее структуре возникает огромное количество дефектов кристаллической структуры. С одной стороны, это приводит к увеличению прочностных характеристик (так называемое явление упрочнения металла), а с другой стороны, сталь становится более хрупкой.Если сталь нагревается, то происходит перераспределение атомов решетки (устраняются точечные дефекты).
Подводя итог, можно сказать, что главное преимущество рассматриваемого процесса — простота и возможность сделать это самостоятельно. С другой стороны, холодная штамповка ухудшает характеристики стали.
Инструменты для холодной ковки
Хотя кузнечный труд состоит в основном из ручного труда, большинство операций невозможно выполнить без использования принадлежностей для холодной ковки.Своими руками без использования вспомогательных приспособлений скрутить брус в однородную спираль (для этого используется так называемая улитка) вряд ли получится, сделать изгибы заданной кривизны (инструмент изгиб). Устройства, как правило, делают универсальными и могут работать с прокатом различного сечения.
Конструкция устройств достаточно проста, поэтому их можно изготовить в домашней мастерской своими руками. Также можно сделать станок для холодной ковки самостоятельно. Это даже лучше, чем покупать готовое оборудование.Однако следует отметить, что рабочие части такого оборудования должны обладать повышенной износостойкостью. Лучше всего для этих целей использовать высокопрочные штамповые или инструментальные стали. В противном случае устройство быстро придет в негодность.
Принцип работы ковочного станка
В кузнечном деле понятия «станок» и «приспособление» имеют одинаковое значение. Принцип работы устройств и машин можно свести к следующему. Заготовка устанавливается в соответствующую розетку.Далее свободный конец планки заводят вспомогательным рычагом и роликами в нужном направлении. Иногда такие машины и устройства оснащаются механическими и электрическими приводами. Но в этом случае это будет полноценный промышленный гибочный станок, а не станок для холодной ковки своими руками. Такое оборудование стоит очень дорого. Он также может быть оснащен системой ЧПУ.
Описание приспособления Twister
Это устройство несложно собрать своими руками.Оборудование холодной штамповки предназначено для крутки проката. Один конец неподвижно закреплен в тисках, а другой — в патроне. Патрон приводится в движение вручную или с помощью электропривода.
Пруды-источники могут иметь различную длину. Поэтому при проектировании и сборке такого станка необходимо предусмотреть возможность перемещения тисков в продольном направлении. Кроме того, тиски должны быть свободными, чтобы компенсировать уменьшение длины заготовки при скручивании.
Описание и принцип работы рычажного станка
По внешнему виду и конструктивным особенностям такое оборудование аналогично трубогибочным станкам. Производительность довольно низкая. При этом нагрузка на оператора достаточно велика, в результате чего быстро наступает утомление. По этой причине основание должно иметь большую жесткость. На одной улитке можно получить несколько разных витков. Наибольшую нагрузку испытывает прижимной ролик, поэтому он должен быть изготовлен из высокопрочной легированной стали.Он может быть изготовлен из углеродистой стали, но с последующим упрочнением поверхностного слоя методами химико-термической обработки: азотированием, борированием, алитированием. В качестве такого ролика можно использовать роликовый подшипник, поскольку он изготовлен из специальной подшипниковой стали 15 и способен выдерживать очень высокие контактные нагрузки.
Как сделать своими руками улитку для холодной ковки
Такая выкройка — самый распространенный инструмент для придания стальным изделиям необходимой формы. Работать с таким устройством элементарно просто, а все операции можно проводить самостоятельно, своими руками.Размеры мотков для холодной ковки могут быть разными и зависеть от прутка, какого диаметра и длины потребуется ковка (гнуть).
Есть много дизайнов улиток. Но все они имеют чрезвычайно простой дизайн. Проще всего сделать узор из дерева, а затем окружить его листовой сталью. Такая конструкция быстро изнашивается при частом использовании. Однако для домашней мастерской это лучший вариант.
Как сделать матричный пресс
Это оборудование относится к полупрофессиональным.Самое сложное — изготовить саму форму. Для этого, скорее всего, придется обратиться в специализированную инжиниринговую компанию. Если штамп имеет сложную развитую формовочную поверхность, то его необходимо обработать на 5-координатном фрезерном станке с ЧПУ. Такие услуги недешевы. Поэтому, если ковка металла — это просто хобби, которым можно заниматься на выходных, покупать такое оборудование нецелесообразно. Если ковка металла — основной источник дохода, бизнес, а оборудование загружено работой, то в конце концов все равно придется частично механизировать ручной труд.Такое оборудование также может значительно повысить производительность.
Рабочая матрица установлена на специальный гидравлический пресс. Если бюджет ограничен, то можно сделать сварную конструкцию и оборудовать домкратом.
Подготовка станка к сборке
Каждое из перечисленных устройств можно изготовить в домашних условиях. Однако, лучше, конечно, доверить изготовление отдельных ответственных деталей и узлов специализированным компаниям в области металлообработки. Это увеличит стоимость изделия, но при этом обеспечит его надежную работу.Поэтому эти работы лучше отдать на аутсорсинг, чем делать самому. Холодная ковка металла на хорошем и надежном оборудовании доставит удовольствие.
Для сборки станка вам потребуются следующие инструменты:
- Шлифовальный станок с кругом по металлу. Этот инструмент незаменим при резке металлического профиля, удалении заржавевших болтов и гаек.
- Роликовые подшипники
- Станок настольный сверлильный.
- Необходимые метизы: болты, гайки, винты.
- Набор инструментов для нарезания резьбы: плашки, метчики, ручка.
- Печь для термообработки отдельных ответственных деталей.
Перед тем, как приступить к сборке, необходимо нарисовать общий чертеж конструкции, а также рабочие чертежи отдельных деталей.
Сборка типового станка
Как сам станок, так и принадлежности к нему можно изготовить своими руками. Как холодная ковка, так и другие операции, связанные с обработкой стали и приданием ей необходимой формы, требуют определенных навыков.Собрать машинку самостоятельно, без помощи или хотя бы консультации знающего человека, вряд ли получится.
Цеха холодной ковки, как правило, оборудуют в очень маленьких помещениях. И поэтому важно, чтобы техника и машины широко использовались. Другими словами, в целях экономии места и денег рекомендуется изготавливать такие машины так, чтобы на них можно было устанавливать различные устройства.
Как правило, в пластине просверливается несколько отверстий, к которым можно прикрепить разные улитки.Рычаг с роликом прикреплен к одному из углов стола и не подлежит замене.
На боковой стороне станка имеются пальцы для установки гайки. Заменив ролики, можно получить другой радиус кривизны стержня.
На фото показан типовой станок (приспособление). Холодная ковка своими руками — хобби многих людей. Некоторым удалось превратить свое хобби в заработок, и это неплохо. С помощью таких простых устройств создаются без преувеличения настоящие шедевры.
Надежный и автоматизированный станок для холодной штамповки
Откройте для себя мощную коллекцию прочных и эффективных. Станок для холодной ковки на Alibaba.com, предназначенный для выполнения различных задач промышленного прессования или ковки металла. Машины оснащены последними достижениями в области технологий и превосходно сконструированы, чтобы выдерживать тяжелые процессы. Эти невероятно сильные и умелые. Станок для холодной ковки оснащен передовыми технологиями для точного выполнения всех видов промышленных работ по металлу.Ведущий. станок для холодной ковки поставщики и оптовые торговцы на сайте предлагают эти эффектные изделия по доступным ценам.Продвинутый. Станки для холодной ковки на месте изготовлены из прочных материалов, которые демонстрируют выдающуюся долговечность и стабильную оптимальную производительность. Они компактны по размерам и конструкции, поэтому их легко разместить в любом месте мастерских. Благодаря полностью автоматической и интегрированной системе эти. Машина холодной ковки отличается высокой производительностью и простотой в эксплуатации.Файл. Машина для холодной штамповки оснащена пневматическими механизмами захвата, которые обеспечивают стабильное усилие зажима во время работы.
На Alibaba.com много всего. Станок для холодной ковки различных форм, размеров и конструкций, которые учитывают различные требования пользователей. Они оснащены сенсорными элементами управления, а также основными и вспомогательными рычагами, изготовленными из износостойких сплавов. Эти. Станок для холодной ковки обладает антикоррозийными свойствами и устойчивостью к высоким температурам, а также многофункциональным механизмом захвата, который помогает удобно менять захват.Файл. Машина для холодной штамповки также оснащена гидравлическими устройствами защиты от перегрузки, системой управления ПЛК и вертикальным коленчатым валом.
Просмотрите отдельные. Станок для холодной ковки представлен на сайте Alibaba.com, и вы получите эту продукцию в рамках своих экономических целей. Эти продукты соответствуют высоким стандартам качества и нормативным требованиям по сертификации. Их установка очень проста, а послепродажное обслуживание гарантирует, что они немедленно принесут вам пользу.
Эффективность холодной штамповки | Компании холодной штамповки | Услуги холодной штамповки
Быстрое холодное формование
Вам нужно как можно быстрее вывести свою продукцию на рынок? Процесс холодной штамповки позволяет значительно ускорить производственный цикл и производить в больших объемах более мелкие металлические детали, такие как винты, гайки, болты и крепежные детали.В зависимости от продукта производительность холодной штамповки может составлять от 50 до 400 деталей в минуту, по сравнению с одной-двумя частями в минуту при стандартной обработке винтов. Сочетание более высокой производительности и меньшего расхода материала может привести к тому, что цены на детали, подвергнутые холодной штамповке, будут на 40-60 процентов ниже, чем на детали машин.
Превосходное качество деталей
Определенные технические преимущества также приводят к отличной эффективности холодной штамповки.Этот процесс практически невосприимчив к плохому стружкодроблению, который проявляют такие металлы, как медь, золото и никель. Холодная штамповка также приводит к дополнительному деформационному упрочнению, что увеличивает предел прочности. Более того, холодная штамповка имеет естественные радиусы на поднутрениях и углах, что снижает образование острых кромок и заусенцев, которые необходимо удалить.
Большая согласованность
Когда дело доходит до производства практически любого продукта, эффективные, легко воспроизводимые процессы дают более стабильные результаты.Холодная штамповка обеспечивает больший контроль над размерами, что приводит к более высокой однородности формованных деталей.
STS Intelli: ваш лучший выбор в компании холодной штамповки
Независимо от того, какое промышленное применение холодной штамповки отвечает вашим требованиям, вы можете доверять STS Intelli в достижении эффективных результатов, которые превзойдут ваши ожидания. Вы получите готовый продукт, который удовлетворит ваши потребности в производительности и сэкономит ваши деньги.
Свяжитесь с нашими экспертами по холодной штамповке, чтобы узнать больше о наших услугах и получить бесплатное ценовое предложение сегодня.
немецкого оборудования для холодной ковки. Ручные станки для ручной холодной ковки металла. Производство «Улитка» с приводом
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим типы устройств и фигурки, которые можно получить с их помощью.Мы подготовили для вас рисунки и тематические видеоролики. Так же рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы просто собираетесь организовать цех холодной ковки и хотите избежать больших затрат, то самостоятельное производство станков и устройств поможет создать ваш небольшой бизнес без лишних затрат.
Основные приспособления и станки
Холоднокованые станки предназначены в основном для гибки дуги или угла, а также для скручивания.Они могут быть ручными или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- Гнутик
- Твистер
- Улитка
- глобус
- Волна
- Фонарик
Аппарат «Gnutic»
Купленный или изготовленный самостоятельно «Гнутик» — это универсальный прибор, позволяющий получить дугу или угол стержня. Это основание с ползунком, который фокусируется под углом (90 ° или другой, если необходимо), и двумя цилиндрическими фиксированными упорами.При перемещении ползунка и углового упора стержень изгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на стороне, противоположной углу.
Устройство может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия устройств GNUTIC — вертикальное расположение
Чтобы выжать габариты, вывести нижнюю строчку низа этой «гнутки».
Планк Нижняя
Устройство универсальное. С помощью насадок на нем можно не только гнуть, но и вырезать, и пробивать отверстия.Но это уже будет следующий шаг.
Получение дуги на «Конфете»
Угроза «Конфеты»
Так выглядит самоделка «Гнутик»:
Устройство «Твистер»
Twister — это инструмент для скручивания стержней, чаще всего квадратного сечения, вдоль продольной оси. Это простое приспособление может быть ручным и с электроприводом. Принцип действия: Оба конца стержня фиксируются, затем одна застежка начинает вращаться, закручивая металл до необходимой формы.
Внешний вид покупки МКПП «Твистер»
Посмотрите фото самодельного «твистера» с электроприводом, собранного с использованием бывшего в употреблении электрооборудования:
Для изготовления «фонариков» и «конусов» есть специальный станок, но для начала можно использовать и «твистер», как показано на видео (англоязычный, но все предельно понятно).
Видео: Как сделать заготовку под «фонарик» на «Твистере»
Устройство «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей).Есть разные конструкции.
Один из вариантов дизайна: 1 — Улитки ЛЕМЭх; 2 — основание станка; 3 — прижимной ролик; 4 — рычаг управления прижимным роликом; 5 — крепление основания; 6 — палец для фиксации лемхеов; 7 — проточки для родного ролика; 8 — рычаг управления осью; 9 — пружина прижимного ролика; 10 — фиксатор для заготовки; 11 — Улитка Lemche Lemeh; 12 — главная ось; 13 — Рычаги
В итоге должно получиться такое устройство:
Другая легкая конструкция для гибки проката сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрический; 3 — ручка; 4 — цоколь; 5 — направляющая полироль; 6 — ось; 7 — бегунок; 8 — Гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — ведущий топор; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — стержни эксцентрика; 15 — основная ножка; 16 — штифт соединительный сегментов стойла; 17 — корректирующий винт; 18 — Сегменты улитки сцепное ухо
Часто устройство «улитка» делается на подставке, особенно если нужно согнуть толстый прокат.
Несколько полезных видеоматериалов самодельных машинок «Улитки».
Производство улиток
Рабочий станок
Подробнее о таких конструкциях мы поговорим ниже.
Устройство «Глобус»
Такое устройство похоже на школьный транспорт и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестиугольника. Сначала один конец заготовки фиксируется загибом, затем загибается по всей длине шаблона.Принцип действия чем-то похож на работу укупорочной машины для консервации.
Внешний вид устройства
О видеоработе на «Глобусе»
Используя исключительно мускульную силу, дугу большого диаметра можно получить на шаблоне, привинченном или приваренном к верстаку. Полосу хорошо гнуть, труба тонкоствольная и т. Д.
Шаблон
Аппарат «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубы можно на аппарате «Волна».Деформация заготовки происходит между вертикальными валками путем прокрутки.
Приспособление для волн и полученные изделия
Устройство в действии
Светильник «фонарик»
На этой машине изготавливаются заготовки элементов «фонариков» или «конусов», которые могут состоять из 4, 6, 8 и более стержней. По принципу работы машина аналогична «Твистеру», но здесь заготовки огибают направляющий вал, что формирует более правильную и точную конфигурацию изделия.
Светильник «фонарик»
Приспособление рабочее для изготовления «фонарика»
Крепление для элемента холодной ковки «ЧОМУТ»
Элемент холодной ковки «ЧОМУТ» предназначен для крепления между другими элементами конструкции.
Устройство гибкого «Зажима» может быть выполнено по сопроводительным чертежам.
Приспособления для выполнения «гусиных лап»
«Гусиная лапка» — сплющивание с нанесением красивых ноток на торцы заготовок для придания большей элегантности рисунку или для уменьшения толщины различных соединений.
Торцы элементов декорированы «гусиной лапой»
Эту операцию можно выполнить с помощью станка с матрицей или устройством и тяжелым кузнечным молотком на наковальне. Оба варианта мы предоставляем в виде видеоматериалов.
Станок для изготовления «гусиных лап»
Крепеж для поковки «Гусиные лапки»
Детальный процесс изготовления штампа
Под прокатным станком для выполнения той же операции.
Станок для катания «гусиных лап» (расстояние между роликами регулируется).Материалы для прокатного станка: шестерни и валы — Запчасти от комбайна
б / у.Принцип действия
Производство «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Это особенно ценно, когда работа идет не «по душе», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже представлены этапы сборки станка для штанги гиба с максимальным сечением 10х10 мм.Двигатель мощностью 0,5 кВт / 1000 об / мин работает на пределе своих возможностей. Выполняет 6 роликов вала в минуту. Сегменты улитки вытягиваются из круглой заготовки Статьи 45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка прибита к валу на подшипниках от заднего колеса мотоцикла — 7204. Опорный ролик отводится на рывок к пазу. Между двигателем и коробкой передач установлены шкивы.
Ниже представлены рисунки сегментов улитки.
Элемент улитка 1.
Элемент улитка 2.
Элемент улитки 3.
Улитка Central Element
Для более массивной штанги (от 12 мм) мощность двигателя должна быть больше киловатт. На фотографиях ниже показана машина с двигателем 2,2 кВт, 1000 об / мин, обеспечивающая выходную мощность на валу около 10 об / мин. Это машина для профессионального использования. Применен б / у редуктор, из заготовки вырезается матрица толщиной 30 мм — процесс наиболее трудоемкий.
Для холодной ковки также потребуются наковальня и молоток. Гора не нужна, требуется только для горячих кузниц.
Совет! Перед тем как приступить к работе, нарисуйте на разновидности эскиз будущей конструкции. Поможет подогнать элементы и не перепутать при сборке.
Профессионально занимается художественной ковкой? Вы изготавливаете (или просто планируете открыть свой бизнес и производить) сложные изделия из кованых элементов (заборы, ворота, заборы, заборы, перила, решетки, навесы и козырьки, мангалы, подставки цветов, кованая мебель и скамейки и т.)? Тогда вы посетили наш сайт! Наша компания может предложить вам полный спектр качественного оборудования для художественной ковки BlackSmith. , официальным дилером которой является наша компания — Невский , техника !
Каталог станков и оборудования BlackSmith. можно посмотреть и скачать :
Примеры произведений искусства:
Краткие видеообзоры на кузнечные инструменты и станки:
Полный спектр ручных инструментов для холодной и художественной ковки.Это надежный и качественный инструмент: для гибки завитков, продольной скрутки, для гибки металла, для изготовления декоративных элементов методом ручного прессования, для загиба уголков и колец, для изготовления декоративных «корзинок». и кручение, для стягивания и растягивания краев листового металла и т. д. d.
Индукционные нагреватели кузнечные для быстрого местного нагрева заготовок при последующей операции ковки или термообработки стальных деталей.Нагрев осуществляется электрическими токами, которые индуцируются переменным магнитным полем. Подогрев подходит для изделий из токопроводящих материалов. Основное преимущество этого оборудования — скоростной нагрев деталей, а также то, что оно дает возможность нагреть определенную часть заготовки.
Целый ряд различных станков для холодной и художественной ковки изделий. Используется при серийном и мелкосерийном производстве кованых изделий. Это специализированные многофункциональные машины на:
- художественная аренда I. гибкие локоны;
- продольная скрутка и кручение;
- колец для загиба изготовление «лапок» и «корзинок»;
- трубы насосные прокат «Ребордс» на профильные трубы;
А также станки для гибки и резки прутка, квадрат, пресс гидравлический для штамповки различных кованых элементов (например, «БАЛАЗИН») и др.
Серия клиновидных молотков с пневмоприемником (вес падающих частей от 16 до 25 кг).Он будет полезен как в небольших цехах, так и на коричневом производстве в качестве вспомогательного оборудования при ковке поковок из черных, цветных металлов и сплавов. Главная особенность данных Молотова: простота и надежность, удобная система управления, высокая частота и точность ударов, а также, что немаловажно, — невысокая цена (одна из самых низких на рынке кузнечного оборудования).
Бизнес-задач:
- Организация производства элементов художественной ковки и готовых изделий;
- Получение максимальной прибыли при минимальных трудозатратах.
Наше понятие «готовый бизнес» включает:
- Рекомендации по выбору оборудования;
- Рекомендации для промзоны;
- Образцы готовой продукции;
- Расчет затрат и прибыли.
Сегодня элементы художественной ковки повсеместно используются при изготовлении заборов, заборов, оконных решеток, садовой мебели и прочего. Не секрет, что для быстрого изготовления изделий массового спроса, декорированных художественной ковкой, выгодно применять стандартные элементы декора.Как правило, эти элементы изготавливаются методом «холодной» ковки — и закупочная цена их даже при обширном рынке продаж устраивает на высоком уровне. Таким образом, появление на нашем рынке доступного и качественного оборудования делает бизнес по производству кузнечных изделий методом холодной ковки еще более привлекательным.
Продажа готовых металлических изделий, а также оказание услуг по обработке металла — вид бизнеса, который достаточно силен для малых и средних предприятий, т.к. при правильном подборе оборудования не требуется больших капитальных вложений и значительных производственных площадей.
Для организации современного и технологичного производства элементов кузнечного дела мы предлагаем без кузнечного оборудования купить несколько вариантов комплектации мастерской. Очень важно охватить максимально широко выполняемые операции — по изготовлению элементов различных форм и размеров. В зависимости от выбранного вами оборудования список выпускаемой продукции будет меняться.
Кроме того, по Вашему желанию любой комплект может быть переделан (в случае остального оборудования на нашем складе).
Предлагаю 3 варианта Кузнечный комплект Для изготовления кузнечных элементов различных форм и размеров.
На наших инструментах и станках можно изготавливать различную продукцию: завитки, кольца, кручения, «корзины», козырьки, «гусиные лапы», дуги и арки, зажимы, наложение текстуры; Также комплекты для комплектации готовой продукции (секции заборов, лестницы, перила).
В зависимости от выбранного вами оборудования будет меняться перечень продукции, а также варианты готовой продукции.
Вариант 1: Покупка оборудования на сумму 77500 руб. Выручка от 158 000 руб. / Мес.
Вариант 2: Покупка оборудования на сумму 643250 руб. Выручка от 775110 руб в мес.
Вариант 3: Приобретение оборудования на сумму 1529700 руб. Выручка от 1281490 руб. / Мес.
Отлично! Текст на зеленом фоне — к хорошим новостям 🙂
Станки для холодной ковки металла.
Компания «Завораживающий» является официальным дилером по продаже станков для холодной ковки металла.Собственный склад в Москве по ул. Вересаева дом 18, стр.1, где покупатель может выбрать черное ковочное оборудование для холодной ковки, уравновешивая его технические характеристики.
Предлагаем ручные станки для холодной ковки металла «Каро-Универсал», Stalex, Blacksmith для гибки элементов ажурных металлических изделий из полосы, прутка, квадрата.
С помощью ручного инструмента без нагрева можно изготавливать детали художественных металлических изделий типа решеток и заборов, предметов интерьера.
Инструмент прост в обслуживании, не имеет электропривода.
Ручной инструмент может использоваться в промышленных и индивидуальных частных производствах, как в стационарных условиях, так и в дороге, что особенно удобно при выполнении отдельных заказов и реставрационных работ.
Инструмент ручной работы позволяет из полосы, прутка, квадрата различного сечения без нагрева изготавливать дугообразные, кольцевые, криволинейные скрученные заготовки, производить резку и клепку металла.
Мы даем вам возможность освоить производство настоящих металлических изделий под «ковку» в домашних условиях, которые будут радовать глаз своим дизайном, а разнообразие сборных форм — своей безграничностью.
Широкополосное оборудование.
Издавна люди научились делать из металла изделия точной формы. Это могут быть подходящие светильники, козырьки, элементы каминов, кованая мебель, навесы и заборы. До недавнего времени такие изделия создавались в процессе кропотливой и сложной работы кузнеца.
На сегодняшний день на рынке появилось современное оборудование, с помощью которого можно создавать кованые конструкции без теплового нагрева. Преимущество ручной холодной ковки в том, что теперь для работы с металлом не нужно владеть какой-то сложной технологией и прилагать физические усилия. Достаточно будет знать, как работает оборудование, и как правильно им пользоваться.
Оборудование для холодной ковки металла ручной работы
Чаще всего для изготовления кованых изделий используются станки, прессы и другие специальные приспособления.
С разнообразным ручным оборудованием Для ковки можно изготавливать отдельные элементы декора и собирать сложные кованые конструкции в виде заборов, калиток, ворот и т.д.
Инструмент ручной для ковки. Цена
Для изготовления сложных кованых конструкций используется профессиональное оборудование с электродвигателем или гидравликой. Наиболее доступным в использовании по цене является ручной инструмент для холодной ковки, который можно купить в специализированных магазинах.
Ручная машинка для гибки локонов Минконсолида В. 1 Позволяет изготавливать основные кованые изделия различной конфигурации. В его комплект входит подставка для работы с длинными заготовками, прижимные эксцентрики для угольника и полосы, оправка для изготовления завитков. Цена оборудования от 19 700 руб.
Инструмент ручной продольно-скручивающий MZ-T R. Создан для работы в домашних условиях. Чаще всего применяется для изготовления решеток различного назначения, металлических кованых заборов, перил, при отделке лоджий и балконов.В комплект с устройством входят специальные оправки для скручивания квадратов и полос. Стоит МЗ-Т Р 16 920 руб.
Оборудование ручное МВ20-12. С помощью которой гибкие металлические элементы гибки с малым поперечным сечением (полосы, стержни, проволока и т. Д.). Подходит для лепки и других работ с тонким материалом. Цена станка МВ20-12 — 6390 руб.
MV10-6 — Это небольшой ручной инструмент, которым удобно сгибать металл в кольцо или дугу. Используется при изготовлении подставок для цветов, лесов, люстр и других светильников.Применяются полосы и прутки, проволока из черного или цветного металла диаметром до 6 мм, квадраты 6х6 мм. Для удобства работы станок снабдили ручкой длиной 340 мм и верхним роликом с точной регулировкой. Такое оборудование будет полезно самодельным мастерам при создании ажурных изделий и металлоконструкций, мастерам художественного металла, ремесленникам, школам. Это мВ10-6 — 9045 руб.
Ручной станок MO5 -GX Предназначен для простого и быстрого изготовления самого популярного элемента в ковке — «Хомутов».При его применении не требуется больших навыков кузнечного дела, так как это совсем не сложно. Цена такого станка — 10 692 рубля.
Универсальный гибочный станок MV30-6X50 Будет удобно использовать в небольшой мастерской, на даче или в гараже для гибки металлических профилей, труб, квадратов, прутков, полос. С его помощью можно производить множество вариантов гибки в разных плоскостях и разных конфигурациях. Инструмент для ковки оснащен удобными упорами и гибочными оправками.Это мВ30-6х50 — 11 385 руб.
Ручной трубогиб MO7-T G. Отличное решение для мобильной работы на месте установки изделия. Его можно использовать при изготовлении ворот, калитки, перголы, навесов, теплиц и других легких металлических конструкций. В устройстве можно гнуть арки, кольца, дуги из труб прямоугольного и квадратного сечения, полос, прутьев, квадрата. Цена трубогиба МО7-Т Г — 29 160 руб.
Ручной универсальный станок MV32-25 — это надежная и прочная конструкция, с помощью которой трубы можно гнуть по любому заданному радиусу.Инструмент позволит дешево и легко выполнять не только разовые, но и мелкосерийные работы по гибким профилям и трубам. Стоимость МВ32-25 — 44 820 руб.
Станок BlackSmit. Пн 4 A. — Кр. Применяется при изготовлении «корзин» и продольной скрутки изделий. Ковка корзины производится из заранее приготовленных заготовок одинаковой длины. Изделия на участке 500 мм скручиваются, однако длину можно увеличить самостоятельно.Цена такого устройства — 35 577 рублей.
Станок «Улитка» своими руками
Некоторые домашние мастера своими руками изготавливают ручное оборудование для холодной ковки. Используя интернет-чертежи, вы довольно легко сможете собрать машинку-улитку.
Необходимые инструменты и металлические детали:
Прежде всего, необходимо нанести рисунок спирали с тремя витками. После этого необходимо сверить размеры, чтобы армированный стержень был помещен диаметром 10 мм.Теперь можно переходить к изготовлению станка.
- Пластина вырезается из стального листа со стеклом: 130х130 мм и 100х100 мм.
- Далее очищаются участки трех стальных полос и трехкамерной штанги.
- По шаблону с помощью плоскогубцев стальные полосы загибают так, чтобы получить три спирали разной длины.
- Все детали станка свариваются по схеме.
- Внизу по центру инструмента приварена стальная труба.
Сварочные работы необходимо выполнять качественно, так как именно от них срок службы станка.
Заключение
Несмотря на то, что стоимость станков, на которых производится ковка металла, немаленькая, некоторые виды ручного оборудования вполне доступны. Те, кто имеет опыт такой работы, и начинающие кузнецы без труда смогут выбрать недорогой вариант инструмента, который поможет создать отдельно стоящее изделие.
Кроме того, некоторые типы машин могут изготавливаться самостоятельно.
Лучшая машина для высадки арматуры в 2021 году Цена
Станок для высадки арматуры , который в основном используется для высадки головки ребра в строительстве, является ключевым оборудованием для соединения арматуры. Машину можно в основном разделить на одноцилиндровую машину для холодной ковки и двухцилиндровую машину для высадки арматуры . Станок для холодной штамповки арматуры необходимо использовать вместе с резьбонарезным станком для арматуры.После того, как головка стального стержня опрокинута станком для осадки арматуры, его следует обработать на резьбонакатном станке, который может сделать соединенную стальную конструкцию намного прочнее. Машина для высадки арматуры , продаваемая в YG Machinery, проста в эксплуатации, высокоскоростная и высококачественная , которая является идеальным выбором для строительства дорог и мостов, высокоскоростных железных дорог, метро, туннелей и других проектов. с высокими требованиями. Свяжитесь с нами для получения более подробной информации. 【WhatsApp / Wechat / Телефон / Skype】 +8613613856800
Машина для высадки арматуры Машина для высадки стального прутка Машина для холодной штамповки арматурыПолучите бесплатное ценовое предложение
Технические параметры машины для холодной штамповки арматуры
| Модель | HDCJ-32 | HDCJ-40 | GDCJ-40 |
| Диапазон обработки армирования | 12 ~ 32 мм | 12 ~ 40 мм | 12 ~ 40 мм |
| Мощность двигателя | 4 кВт | 7.5 кВт | 4 кВт |
| Максимальный расход | 5,42 л / мин | 4,0 л / мин | 6,4 л / мин |
| Давление | 2036KN | 3000 кН | 2036KN |
| Максимальное рабочее давление | 80 МПа | 31,5 МПа | 80 МПа |
| Размер | 1020 * 500 * 965 мм | 1300 * 830 * 1350 мм | 1300 * 650 * 965 мм |
| Масса | 560 кг | 900 кг | 600 кг |
Оставьте подходящую вам модель при отправке запроса:
Получите бесплатное предложение
Механическая обработка и чертеж соединенияЧто такое технология соединения машины для высадки арматуры
Технология соединения стальной обсадкой заключается в заблаговременной высадке участка резьбы на конце стального стержня для увеличения диаметра стального стержня технологического участка на 3-5 мм.Затем используйте резьбонарезной станок для стального прутка для проволоки высаживаемой стальной головки. Затем рабочие могут использовать резьбовые соединители для арматурных стержней той же спецификации для соединения двух обработанных стальных стержней. На этом соединение стальных стержней завершено. Технология соединения с высадкой резьбы имеет преимущества стабильной работы, быстрого соединения, высокой скорости и может полностью решить проблему невращающегося соединения.
Характеристики машины для высадки арматуры для продажи в YG Machinery
- Простое управление, гидравлическое электрическое управление.Рабочие могут работать на машине после краткосрочного обучения.
- Быстрая скорость обработки и высокое качество.
- Широкий спектр обработки арматуры, подходит для стальных стержней диаметром от 16 мм до 40 мм.
- Охрана окружающей среды и безопасность. На него не повлияют окружающая среда и климат.
- Форма может использоваться в течение длительного времени, что позволяет сэкономить средства.
Подготовка перед обработкой:
- Подключите шнур питания и шнур заземления, как требуется, и подключите питание.
- Залейте достаточное количество растворимой охлаждающей жидкости в бачок охлаждающей жидкости. Пожалуйста, не добавляйте масляную охлаждающую жидкость.
- Попробуйте запустить машину перед ее использованием. Сначала включите питание, чтобы проверить, может ли насос охлаждающей воды нормально работать. Во-вторых, нажмите кнопку, чтобы проверить, может ли электрическая система работать нормально.
Получите бесплатное предложение
Отрегулируйте машину в соответствии с необходимостью перед обработкой:
- Замените подходящий проволочный ролик в соответствии с диаметром обрабатываемых стальных стержней.
- Замените шайбу, соответствующую шагу резьбового ролика, чтобы обеспечить правильный шаг при замене проволочного ролика.
- После того, как проволочный ролик адаптируется к диаметру обработки, вставьте режущий стержень, подходящий для стального стержня, в центр роликовой головки, отрегулируйте проволочный ролик, чтобы он соприкасался с дорожкой инструмента, вытяните стержень инструмента, затяните винт и зубчатое кольцо, чтобы он не двигался.
- Заменить неподвижный позиционирующий диск в соответствии с диаметром обработки.Для регулируемого позиционного диска отрегулируйте его по соответствующей шкале согласно шкале позиционирующего диска. Точная настройка также требуется при изношенном ребристом ноже.
- Отрегулируйте положение блока хода зачистки ребер и нажимного блока переключателя хода в соответствии со спецификацией обработанного стального стержня, чтобы длина зачистки ребра достигла необходимого значения.
- Зажмите обработанный арматурный стержень на выступе центрирующего зажима, длина удлинителя должна быть выровнена с торцом зачистного лезвия роликовой головки в исходном положении, а затем потяните за ручку, чтобы зажать.
Операционная обработка машины для высадки арматуры
- После включения питания масляный насос высокого давления начинает работать сразу, и масло поступает в заднюю полость рабочего масляного цилиндра, толкая подвижную матрицу вперед.
- Стальной зажим может автоматически зажимать стальной стержень, а головка сваи может удариться о конец стального стержня для осадки.
- Перед нормальной работой запустите оборудование три или четыре раза. Обычно он длится две минуты, а зимой время работы должно длиться немного дольше, чтобы удалить воздух из трубок и бака и предотвратить скольжение поршня.
Производитель станков для высадки арматуры — YG Machinery
YG Machinery — профессиональная компания по производству оборудования для производства стальных труб. Станок для высадки арматуры всегда был нашим самым продаваемым оборудованием. Кроме того, у нас есть станок для правки и резки арматуры, станок для резки стального прутка, станок для гибки арматуры, станок для нарезания резьбы, станок для гибки стальных прутков, станок для высадки арматуры, станок для термоусадки труб и т. Д. теперь, чтобы узнать больше о деталях машины. 【WhatsApp / Wechat / Телефон / Skype】 +8613613856800
Поставщики производителей деталей с холодной головкой
Список производителей деталей с холодной головкой
В процессе холодной штамповки и холодной головки производители формуют металлические изделия примерно при комнатной температуре.
Области применения и продуктыИспользуя производство холодной высадки, производители могут создавать широкий ассортимент изделий. Тем не менее, как правило, производители продукции с использованием операций холодной высадки изготавливают небольшие изделия и компоненты продукта, такие как крепежные детали и электрические контакты.Крепежные элементы включают болты (болты с головкой под торцевой ключ, болты с квадратным подголовком, болты с шестигранной головкой и т. Д.), Заклепки (универсальные заклепки, заклепки для гаек), штифты (также известные как штифты с холодной головкой), крепежные детали с гвоздями, винтовые крепежные детали (винты с шестигранной головкой, Винты с крестообразным шлицем и т. Д.) И т. П. Хотя они могут использовать холодную высадку для изготовления более крупных продуктов, производители обычно делают это только в том случае, если продукты не слишком сложные. Холодная штамповка в целом является менее практичным производственным решением для сложных деталей.
Продукция, подобная этой, пользуется большим спросом во многих отраслях, от авиакосмической и аппаратной до литья под давлением и сельского хозяйства.
Детали с холодной головкой — Abbott-Interfast Corporation История
Люди занимаются холодной обработкой металла на протяжении тысяч лет. Например, первые люди ковали мягкие металлы, используя камни для создания инструментов и украшений.
В 1480 году Леонардо да Винчи набросал проект стана холодной прокатки. Первый в своем роде появился чуть более 100 лет спустя, в 1615 году. Этот стан в основном производил холоднокатаный свинцовый лист и оловянный лист. Вскоре после этого производители стали также производить холодную прокатку чугуна и легированной стали.Во время промышленной революции, когда люди создавали более совершенные механические и полуавтоматические машины, холодная обработка стала проще и популярнее.
В то время как обычные люди и производители занимались холодной обработкой металла все это время, только в 20 веке люди всерьез начали разрабатывать автоматизированные методы холодной обработки.
Во время Второй мировой войны Германия усердно работала над повышением своих возможностей холодной обработки для своей армии. После того, как Германия потерпела поражение, американцы использовали то, что немцы разработали, для приложений у себя дома.Продукты холодной обработки, особенно из стали или нержавеющей стали, стали очень популярными среди американских потребителей. С начала 1950-х до конца 1960-х годов поставщики стали обработали в 10 раз больше холоднодеформированной стали, чем они имели до Второй мировой войны.
С тех пор технический прогресс в операциях холодной штамповки позволил производителям изготавливать более сложные детали, такие как свечи зажигания и оси. Технологический прогресс также позволил им производить эти детали с большей скоростью, чем когда-либо прежде.Дальнейшие достижения в области металлургии увеличили количество сплавов, которые производители могут обрабатывать без термической обработки, поэтому холодная высадка более прибыльна, чем когда-либо.
Подробные сведения о процессеТочные методы производства могут отличаться, но почти все процессы холодной штамповки используют экстремальное давление. Для деформации материалов необходимо экстремальное давление. С помощью деформации производители деталей с холодной головкой могут придать металлу нужные характеристики.
На самом деле при приложении этого давления происходит следующее: сначала происходит пластическая деформация. Другими словами, он меняет форму. Во-вторых, в результате пластической деформации металл испытывает бесчисленные микроскопические дислокации. Это означает, что в основном кристаллическая структура перемещается. По мере того, как это происходит, движение атомов становится все более и более трудным, пока оно не становится почти невозможным. По сути, металл становится очень твердым или прочным. Процесс упрочнения металла после микроскопической дислокации называется наклепом.
Для начала производители холодной высадки выбирают материал и форму металла для работы. Обычно они работают с такими металлами, как сталь, нержавеющая сталь, алюминий, железо, латунь, медь и титан. Некоторые из наиболее распространенных форм заготовок, с которыми они работают, включают проволоку, пластину или лист. После того, как они определились с материалом и формой заготовки, производители могут приступить к процессу холодной штамповки / холодной высадки.
После завершения начального процесса холодной высадки производители могут перейти к одной или нескольким второстепенным операциям.Некоторые из этих операций, которые они могут выполнять, включают прокалывание, калибровку, обрезку, заострение и / или накатывание резьбы. После этого они могут завершить работу одной или несколькими чистовыми операциями, такими как исправление, нарезание резьбы, фрезерование, бритье, гибка, сверление и / или накатка.
КонструкцияЧтобы обеспечить правильную поставку ваших холодноголовых деталей, производители должны учитывать такие факторы, связанные с конструкцией, как требуемая прочность, требуемая коррозионная стойкость, требуемые размеры, сложность, стандартные требования, объем запросов и т. Д.Основываясь на этих соображениях, они могут выбрать правильный материал (ы) и процесс (ы) для вашего приложения.
Когда дело доходит до дизайна, производители холодноголовых деталей имеют изрядное количество вариантов. Хотя они не всегда могут создавать столь же сложные конструкции, как при горячей штамповке, они все же могут, например, выбирать из множества форм головок (например, круглые головки, шестиугольные головки) и особенностей корпуса (например, конусов, резьб, канавок, ступенек). , так далее.).
Используемое оборудованиеЕсть много различных машин, которые могут использовать производители металла для холодной обработки металла.Примеры включают профилегибочные машины, холодные подборщики, штампы и пуансоны.
Профилегибочные машины состоят из ряда тяжелых стальных валков или роликовых штампов. Машины используют их для сглаживания металлических полос до точной толщины. Пропуская полосы между ними определенное количество раз, машины также создают заданные формы на металлических поперечных сечениях.
Холодные коллекторы позволяют рабочим создавать более сложные металлические формы с квадратами, смещениями и т. Д.Чтобы уменьшить размер металла и придать ему дополнительную прочность, в коллекторах холодного монтажа используется несколько штампов. Так производители формируют выступы, лыски, ребра и другие формы.
Плашки являются важными компонентами практически любого типа оборудования для холодной штамповки. Это потому, что матрицы позволяют ограничивать металлические материалы, чтобы изменять их размеры.
Пуансоны — еще один важный инструмент для формовки. Производители используют их для передачи усилия от станка к производимой детали.Усилие пуансона должно быть больше максимального предела упругости металла, чтобы металл постоянно деформировался в форме пуансона.
Варианты и аналогичные процессыСреди множества различных методов холодной обработки, используемых производителями при изготовлении деталей с холодной головкой, являются холодная экструзия, холодная прокатка, холодное волочение, орбитальная штамповка, холодная штамповка, холодное формование, гидроабразивная резка и ударная экструзия. .
Холодная экструзия — это процесс, во время которого производители используют экстремальное давление, но не нагревают, для проталкивания металлических материалов через отверстия в головке с заранее заданной формой.Холодная экструзия лучше всего работает с более мягкими металлами, такими как олово и алюминий. Без тепла формование более твердых металлов, например стали, требует больших затрат труда.
Профилирование холодной прокаткой — один из самых популярных видов холодной обработки. Вообще говоря, это процесс гибки. Во время холодной прокатки производители пропускают металлические заготовки через пару роликов, которые входят в состав машины холодной прокатки. Когда металл проходит через ролики, он равномерно расплющивается, так что вся деталь имеет одинаковую толщину.
Холодное волочение — еще один чрезвычайно популярный процесс холодной штамповки. Это похоже на холодную экструзию, за исключением того, что во время холодного волочения машина / операторы протягивают металл, а не проталкивают его. Для выполнения холодного волочения производители выбирают стержень или металлический элемент, который был опилен или забит до точки, затем помещают его в матрицу для протягивания через машину. По мере продвижения через матрицу металл растягивается по длине и сжимается в диаметре, принимая желаемую производителями форму.
Орбитальная формовка — это метод, при котором производители металла с холодной головкой используют орбитальный инструмент. Орбитальный инструмент вращается на фиксированный угол, когда он вдавливается в металл. В то время как формирование орбиты требует нескольких проходов для постепенного завершения формирования головы, процесс занимает от 1,5 до 3 секунд. Орбитальная формовка имеет очень узкую направленность, и чаще всего производители используют ее для крепления. Они не ограничиваются только холодной высадкой, но также могут включать развальцовку, обжимку, формовку или венцовку детали крепежной детали.Орбитальная формовка также известна как радиальная клепка, вращение или клепка с вращением.
Холодная штамповка — это любой процесс механической обработки или формовки, во время которого производители формуют металл путем его сжатия внутри полости. Холодная высадка попадает в эту категорию.
Холодное формование — это любой процесс формования, например литье под давлением, во время которого производители не нагревают металлический материал или полость формы. Формы для литья под давлением, которые производители используют при холодном литье под давлением, называются холоднотонными.
Гидроабразивная резка — это процесс, в ходе которого производители выполняют чистую резку, используя струи воды под высоким давлением. Такие компании, как Cold Jet, специализируются на оборудовании для гидроабразивной резки и обработке компонентов.
Ударная экструзия — это процесс, во время которого производители формуют металл, используя силу чего-то вроде штамповочного пресса или штифтов и сверхвысокого давления. Ударная экструзия лучше всего работает с мягкими металлическими материалами, такими как олово, латунь, алюминий и т. Д.
ПреимуществаКогда производители решают использовать процесс холодной обработки, как потребители, так и производители получают множество преимуществ.Процессы горячего формования обычно требуют много энергии для создания экстремальных температур, поэтому холодное формование, как правило, намного дешевле и эффективнее. Производство холодной штамповки тратит меньше материалов, чем производство горячей штамповки. Это не только еще одно значительное снижение стоимости, но и еще один способ, которым холодная штамповка позволяет производить более экологичные продукты. В отличие от сварки, резки и сверления, при деформации металла в процессе холодной обработки не образуются отходы. Конечно, отходы можно переработать, но это также требует много времени и средств.
Поскольку холодногнутые детали настолько прочные и долговечные, они могут даже не требовать дополнительных операций чистовой обработки во время производства. Закалка, которую испытывает металлическая деталь из-за многократного давления во время холодной штамповки, увеличивает прочность на разрыв. В отличие от процессов горячей штамповки, которые могут изменять размеры материала из-за расширения под действием тепла, холодная штамповка является точной. Это связано с тем, что при холодной штамповке используется постоянная температура.
Холодная высадка — популярная альтернатива обработке винтов (процесс, который производители используют для создания не только винтов).Некоторые из преимуществ холодной высадки перед винтовой обработкой включают меньшее количество брака, более низкие затраты, более высокую скорость производства, меньшее количество заусенцев и более прочную продукцию.
НедостаткиПотенциальным недостатком холодной штамповки является то, что она может увеличить внутреннее напряжение объекта или куска металла. Вот почему производители используют отжиг, который позволяет им смягчить металл и снизить напряжение. Иногда производители чередуют холодную штамповку и отжиг в процессе производства, чтобы получить правильный баланс между заготовками и крепежными изделиями.
На что следует обратить вниманиеЕсли вы находитесь на рынке холодноголовых деталей, лучше всего обратиться к опытному поставщику, у которого есть магазин, где они используют различные станки и инструменты для холодной обработки. Найдите такого производителя, проверив поставщиков запчастей для холодной головки, которых мы перечислили на этой странице.
Выясните, какой поставщик запчастей предлагает услуги, которые лучше всего соответствуют вашим потребностям, сначала записав эти потребности на бумаге. Не забудьте указать такие детали, как ваш бюджет, крайний срок доставки и объем ваших запросов.После того, как вы записали свои спецификации, просмотрите различные профили компаний, перечисленные на этой странице. Сравните и сопоставьте их соответствующие предлагаемые услуги с теми, что в вашем списке. Исходя из этого, выберите три или четыре, которые, по вашему мнению, являются вашими лучшими потенциальными совпадениями. Свяжитесь с каждым из них, чтобы подробно обсудить вашу заявку. И, наконец, выбирайте наиболее подходящий для вас, исходя из того, какие производители предлагают не только лучшие предложения, но и лучшее обслуживание клиентов. Удачи!
Информационное видео о деталях холодной высадки
Автоматические двухтактные машины холодной высадки Производители
Home › Продукция › Автоматическая двухтактная холодновысадочная машина
Автоматическая холодновысадочная машина с двойным ходом
Мы создали себе репутацию Автоматическая машина для холодной высадки с двойным ходом Производитель, Экспортер и Поставщик в Пенджабе (Индия).Предлагаемые нами двухтактные холодновысадочные машины SMT полностью автоматические для холодной высадки винтов, болтов, заклепок и аналогичных изделий. Эти автоматические двухтактные холодновысадочные машины легко обслуживаются неквалифицированным персоналом, не имеющим достаточной подготовки. Автоматическая холодновысадочная машина с двойным ходом, которую мы предоставляем, чрезвычайно долговечна, поскольку она изготовлена из стали, железа и т. Д. Оптимального качества. Автоматическая машина для холодной высадки с двойным ходом разработана с использованием передовых технологий, поэтому не требует технического обслуживания и имеет длительный срок службы.
Технические характеристики
| Тип | Блок | SMT H-3 | SMT H-4 | SMT H-5 | SMT H-6 | SMT H-8 | SMT H-10 | SMT H-12 | SMT H-16 | SMT H-20 | SMT H-24 |
| Макс. Диаметр провода | мм | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
| Мин.Диаметр провода | мм | 0,75 | 2,5 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 |
| Диапазон длины хвостовика | мм | 20 | 25 | 40 | 50 | 65 | 75 | 100 | 125 | 150 | 200 |
| Выход | шт. / Мин | 130 | 115 | 90 | 80 | 70 | 60 | 50 | 40 | 35 | 25 |
| Требуемая мощность | л.с. | 1.0 | 1,5 | 2,0 | 3,0 | 5,0 | 7,5 | 15 | 20 | 30 | 40 |
| Масса нетто | кг. | 700 | 900 | 1400 | 2000 | 2500 | 4000 | 6000 | 8500 | 13500 | – |
Ищете «Автоматическую двухтактную холодновысадочную машину»?
.