Инструмент для холодной ковки своими руками: чертежи, как сделать
Иногда возникает вопрос, какой инструмент для холодной ковки своими руками необходим? В последнее время все чаще люди стремятся изготовить элементы декора и украшения для бытовых предметов своими руками, в том числе и из металла.
Кованные изделия пользуются широкой популярностью, поскольку такие элементы декора эксклюзивны, красивы и необычны.
Однако в домашних условиях крайне тяжело создать полноценную кузню, поэтому появилась технология холодной ковки. Что нужно для создания роскошной, эстетической декоративной отделки для балконов, оград, столбов освещения, ограждений?
На данный момент имеется несколько основных инструментов, которые позволяют осуществлять холодную ковку материалов из металла в домашних условиях. Стоит отметить, что все инструменты для таких работ ручные, поэтому они не занимают много места и не требуют «особых» условий для хранения.
Это не сложно
Важно отметить и тот факт, что кованные изделия пользуются широкой популярностью, поскольку такие элементы декора эксклюзивны, красивы и необычны.
Многие люди часто воспринимают холодную ковку как что-то очень сложное, однако, это не так, как заблуждение о том, что для холодной ковки необходима кузня. Но для холодной ковки этого не требуется.
Методы ковки.
Главным и необходимым требованием к процессу является только наличие мощного освещения этого помещения и рабочего места в частности. А для этого требуется проложить проводку в выбранную комнату, установить необходимое количество осветительных приборов (лучше всего подойдут светодиодные).
Для холодной ковки необходимо только небольшое огороженное помещение, которым может являться подвал, сарай, веранда или гараж.Несмотря на то, что в названии способа стоит слово «ковка», то это совсем не означает, что придется ковать. Ведь основной технологией является изгибание металлоизделий специальными инструментами.
Вернуться к оглавлению
Описание технологии
Наиболее тяжелыми процессами при холодной ковке считается сварка уже изогнутых металлических изделий. Она нужна на завершающем этапе, когда все детали сформированы и требуется сборка готовой конструкции. Сварка сложна тем, что требуется специальный сварочный аппарат, который стоит довольно дорого, кроме того, сама сварка является довольно сложным процессом, требующим специальных знаний в своей сфере. Даже профессиональные сварщики часто не могут грамотно сварить конструкцию.
Остальные процессы (сгибание металла под разными углами), никакой сложности не представляют. Осуществлять холодную ковку сможет практически любой человек, даже без навыков такой работы. При этом каждое последующее изделие начинающего мастера будет гораздо лучше предыдущего, ведь будет постоянно происходить процесс оттачивания навыка.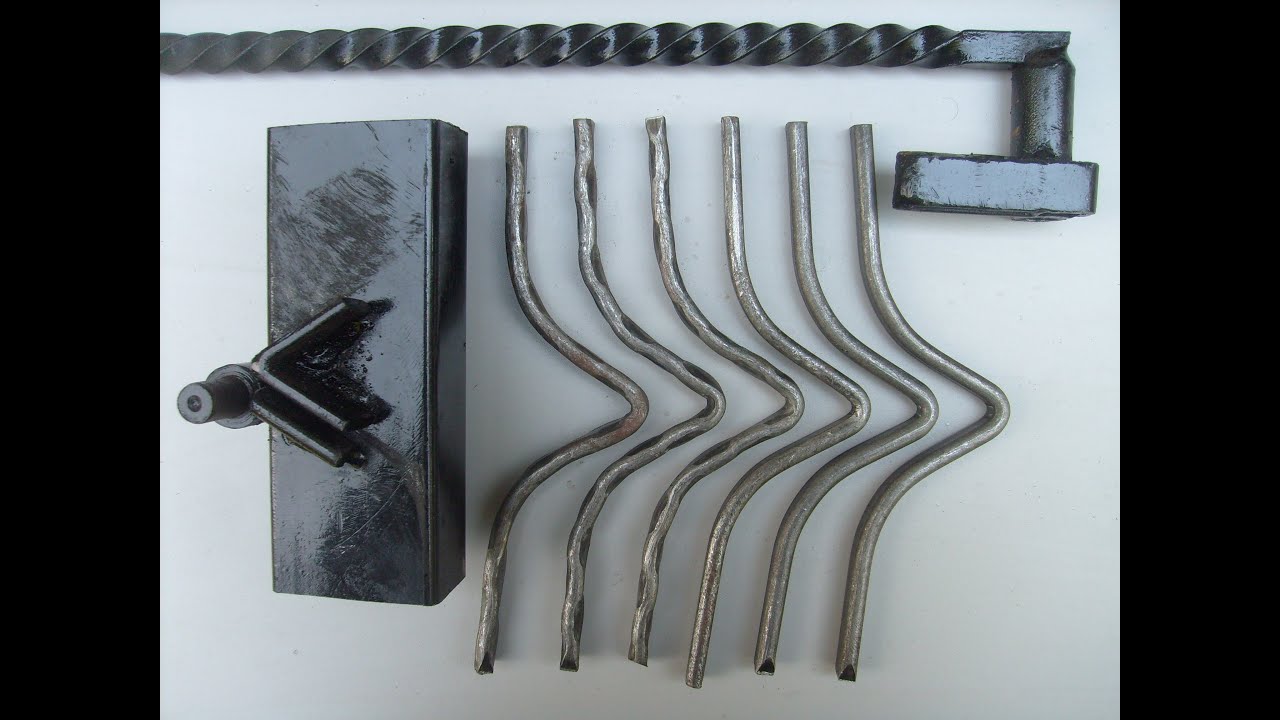
Далее расскажем, какие нужны инструменты для холодной ковки, и какие вспомогательные инструменты должны быть в мастерской.
Вернуться к оглавлению
Необходимые инструменты и материалы
Улитка позволяют создавать спиралевидные элементы, похожие на домики улиток.
Все необходимые инструменты для сгибания изделий из металлопроката состоят из 6 позиций. Сюда относятся гнутик, улитка, фонарик, твистер, волны и объемной. К вспомогательным инструментам можно отнести сварочный аппарат и осветительное оборудование. К расходным материалам – металлические заготовки и лакокрасочные изделия. Хорошо подготовленный мастер с таким оборудованием может производить более 10 квадратных метров изделий в день. При этом ручной инструмент очень прочен и очень эффективен, поскольку обладает столь высокой производительностью. Такой комплект инструментов даст возможность создавать плоские и 3D узоры.
При этом площадь обрабатываемых изделий может составлять 1-1,5 квадратных сантиметра при длине заготовки в 0,5 см. Остановимся на инструментах по подробнее:
- Гнутик. Он предназначен для изгибания металлических прутов (что ясно из названия), при этом можно задать абсолютно любой угол изгиба. Он также позволит создать узоры в виде дуги. Конструктивно он состоит из зажима с тремя упорами, из которых два упора статичны и находятся на прямой, а третий подвижный, им собственно и гнут металл, вдавливая заготовку между двумя неподвижными. Для снижения силы, которую необходимо приложить для сгибания заготовки, есть система рычагов, которая приводит третий упор в движение.
- Фонариком придают одноименную форму заготовке. Инструмент состоит из двух зажимов на вращающейся горизонтальной оси. Один зажим статично закреплен на корпусе, другой – на оси. Металлический прут зажимается между ними (длина оси обеспечивает обработку длинных заготовок), после чего ось начинают вращать.
 Вращение осуществляется рукояткой, связанной при этом с осью через редуктор для снижения необходимой для работы силы.
Вращение осуществляется рукояткой, связанной при этом с осью через редуктор для снижения необходимой для работы силы. - Улитками называют устройства, которые позволяют создавать спиралевидные элементы, похожие на домики улиток. Конструктивно этот инструмент можно представить в виде комбинации гнутика и фонарика. От первого взяты упоры (только все неподвижные), от второго – вращающаяся ось с зажимом (только ось вращается перпендикулярно заготовке).
- Объемными делают 3D изделия. Например, кольца. Такой инструмент представляет собой вращающийся барабан, который установлен в прочном корпусе, при этом намотка заготовки на барабан происходит под воздействием мускульной силы человека.
- Волнами создают дугообразные элементы. Волна очень схожа с гнутиком, однако в отличии от первого, придает строго определенную форму заготовке. На ней установлены круги-барабаны, на которые осуществляется намотка заготовки. Радиус волны равен радиусу барабана. Для изменения волны следует приобрести несколько таких инструментов с разными радиусами барабанов.
- Похож на фонарик и твистер. Разница заключается только в том, что фонарик позволяет создать объемные закрученные элементы, а твистер закручивает заготовки только в одной плоскости.
 Вращение осуществляется рукояткой, связанной при этом с осью через редуктор для снижения необходимой для работы силы.
Вращение осуществляется рукояткой, связанной при этом с осью через редуктор для снижения необходимой для работы силы.
Поскольку принцип работы инструментов прост, то каждый человек может позволить себе изготовить их самостоятельно. При этом самодельный инструмент может выдавать не менее качественные заготовки, чем покупной. Стоит также отметить, что не следует покупать сразу много инструментов, ведь для освоения такого процесса достаточно всего 3-4 инструментов. Остальные можно будет приобрести или изготовить позже, когда появиться опыт и необходимость в конкретном инструменте.
Вернуться к оглавлению
Некоторые особенности работы
Все инструменты можно условно разделить на 2 категории: те которые гнут и те которые сжимают. При этом эти процессы в холодной ковке достигаются за счет эластичности материала, которым пренебрегают при обычной ковке (она осуществляется путем изменения физических параметров материала).
Для этого подойдет обычная печь, а не специальная кузня, в крайнем случае, небольшие заготовки можно разогреть резаком. Элемент, изготовленный по такой технологии, в прочности не уступит выкованному в кузнице.
Перед работой с заготовкой ее следует предварительно зачистить и отшлифовать, ведь после обработки это сделать будет гораздо сложнее из-за изменения формы.
Главным недостатком холодной ковки является то, что все детали делаются по шаблону, а создание новых шаблонов достаточно проблематичное занятие (и дорогое). Поэтому эксклюзивность достигается путем объединения таких деталей в одно целое.
Холодная ковка своими руками как отдельный вид искусства – Советы по ремонту
Холодная ковка своими руками – метод формирования изделий из металла под давлением. Данный способ заключается в том, что металл не нагревается перед деформацией, а изгибается с помощью специальных станков. Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Методом холодной ковки можно создавать невероятно красивые изделия
Содержание
- 1 История возникновения кузни: описание холодной ковки
- 1.1 Базовые инструменты для холодной ковки в домашних условиях
- 2 Оборудование для вальцовки в домашних условиях
- 2.1 Гнутик: какие изделия можно создать с его помощью
- 2.2 Улитка: простой инструмент для создания завитков
- 2. 3 Волна: как создать и пользоваться этим инструментом
- 2.4 Фонарик и твистер: особенности данных станков
- 3 Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
- 3.1 Стили и элементы узоров: фото художественной ковки
- 3.2 Крепление элементов узора: последняя обработка металла
 3 Волна: как создать и пользоваться этим инструментом
3 Волна: как создать и пользоваться этим инструментомИстория возникновения кузни: описание холодной ковки
Ковка – это процесс обработки металла для придания ему желаемой формы, превращения заготовки (болванки) в продукт. У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы. Но в быту чаще используются предметы, сделанные путем холодной ковки. Кастрюли, чайники, узоры на воротах и дверях, металлические подставки выполнены путем деформирования металла под давлением без предварительного нагрева.
Красивые кованые элементы можно создавать даже в домашних условиях без наличия специального дорогостоящего оборудования
Холодная ковка – более легкий, безопасный и эргономичный способ обработки, чем горячая. Главные преимущества:
Главные преимущества:
- оборудование для холодной ковки металла дешевое и эргономичное;
- небольшая трудоемкость;
- быстрое обучение работе, низкие требования к квалификации;
- возможность создания уникального орнамента из базовых элементов.
Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.
Холодная ковка — один из древних методов обработки металла
Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры. Изначально использовалась руда, которая поддавалась деформации после удара камнем. Холодная ковка применялась для изготовления украшений из золота. Мягкий металл было удобно обрабатывать каменными молотками. Самое древнее изделие найдено в Египте, оно изготовлено 8 тысяч лет назад.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче. Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Используя современное оборудование можно создавать изделия с большим количеством кованых элементов
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Важно! Закаленные листы или прутья использовать нельзя. Под воздействием перепада температуры структура металла меняется, он становится хрупким и может сломаться под давлением.
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
Элементы холодной ковки можно использовать для украшения лестницы
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Оборудование для вальцовки в домашних условиях
Приспособления для холодной ковки своими руками можно купить или сделать самостоятельно из подручных средств.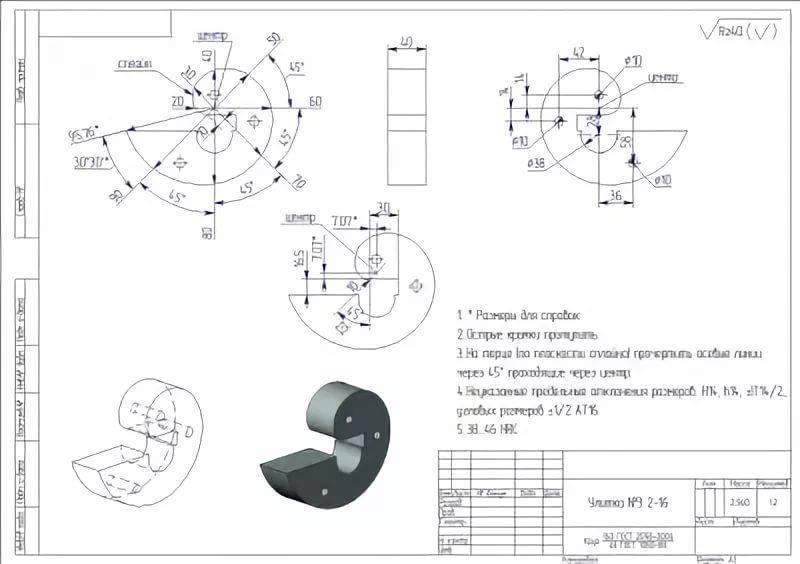 Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Для создания сложных кованых изделий понадобится не один верстак
Гнутик: какие изделия можно создать с его помощью
Чертежи гнутика для холодной ковки своими руками создавать необязательно. Достаточно один раз посмотреть на принцип работы, чтобы самостоятельно сделать инструмент. Станок представляет собой стальную оснастку, которая разделена на три части. Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
Обратите внимание! Изгиб прута требует большого усилия, поэтому закрепление верстака на подвижную опору приведет к неправильному сгибанию и затруднит работу.

Валики должны свободно вращаться в отверстиях, что уменьшит силу, которую нужно приложить для изгиба пластины. Пазы для валиков можно просверлить в нескольких местах симметрично друг другу. Это позволит быстро перемещать детали, варьируя нужный угол сгибания.
Гнутик помогает сгибать металлические прутья под любыми углами
Механизм изгибания металла гнутиком:
- пластина или прут устанавливается между валиками;
- тисками центральный валик прижимается к металлу;
- путем вращения рычага пластина перемещается вдоль валика, приобретая заданный изгиб.
Для удобства под центральный валик ставят лимб (ленту с делениями, показывающую высоту угла). Он используется для изготовления с высокой точностью деталей, которые должны идеально соответствовать друг другу.
Инструмент вальцовки гнутик довольно прост в использовании
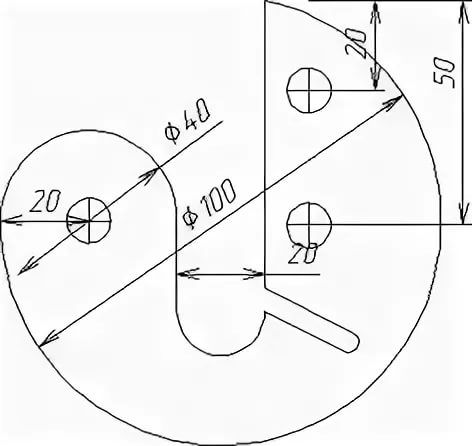
Улитка: простой инструмент для создания завитков
Второе название – кондуктор для холодной ковки своими руками. Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения. Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения. Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Станок рассчитан на две столешницы. Одна выполняет функцию опоры и принимает на себя большую часть давления, а на второй размещается форма улитки. Вырезаются два круга толщиной не менее 5 мм. Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Верхняя часть улитки, на которой сгибается металл, называется модуль. Он может быть статичным или наборным.
Инструмент улитка позваляет создавать из кованого металла завитки
Статичный модуль – это приспособление для холодной ковки, предназначенное для выгибания однотипных деталей узора. Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Наборной модуль состоит из нескольких частей. Его использование является самым распространенным для художественной ковки своими руками, так как позволяет создавать элементы разного радиуса. Изначально на столешнице рисуется разметка деталей и рассчитываются пазы. Из толстого металла вырезаются съемные части улитки. Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Модуль для ковки своими руками можно сделать сменным. На металлический круг приваривается конструкция необходимого радиуса. Пазами или болтами она прикрепляется к столешнице. Для изготовления элементов разного диаметра делают несколько модулей, которые можно использовать на одном станке.
Наборной модуль позволит создать из кованого метала завитки различного радиуса
Между столешницами нужно закрепить вращающийся вал и рычаг. Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Волна: как создать и пользоваться этим инструментом
Волна – инструмент для ковки линий по типу синусоиды. Вытачивается два валика по заданным размерам. Первый ролик – статичный (вокруг него будет выгибаться прут), он фиксируется на опоре. Второй – ведущий, он закреплен на рычаге и вращается при соприкосновении с поверхностью. Между валами образуется давление, которое действует на металл и заставляет его изгибаться.
Статичный валик можно выточить в форме ступенчатой пирамиды. Таким образом радиус волны можно будет изменять, перемещая рычаг и прут выше на деление. При использовании такого станка одну сторону всегда нужно удерживать, чтобы не повредить изгиб. Для более точного повторения формы волны вытачиваются два статичных валика, один из которых удерживает прут в нужном положении, не допуская дальнейшего деформирования, а на втором проводится сгибание.
Сделать прут волнообразным поможет инструмент «Волна»
Фонарик и твистер: особенности данных станков
Фонарик – это оборудование холодной ковки для работы с несколькими прутьями и создания объемных корзинок. Чтобы не конструировать станину, для закрепления инструмента можно использовать обычные тиски. Инструмент состоит из трех частей: двух матриц и валика. Матрицу можно сделать из крепкого, желательно закаленного металла шириной 4-5 см.
В каждой матрице вытачивается центральное отверстие, в которое монтируется валик. По бокам делают пазы для установки прутьев. Вторая матрица должна свободно перемещаться вдоль рычага, так как при деформации расстояние между рабочими поверхностями уменьшается. При вращении рычага прутья сгибаются по спирали, образуя конструкцию, похожую на фонарик. Изделия из металла своими руками, которые состоят из нескольких прутьев, закрепляют сваркой.
Подобную конструкцию имеет станок твистер. Однако вместо вала в матрицу вставляется прут, который прижимают пластиной или болтами. Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.
Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.
Создавать кованые элементы можно используя инструменты фонарик и твистер
Важно! Ходовая матрица с каждым вращением должна приближаться к статичной. Если она будет закреплена в одном положении, мастеру придется прилагать больше усилий для выполнения изгиба прутьев.
Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое.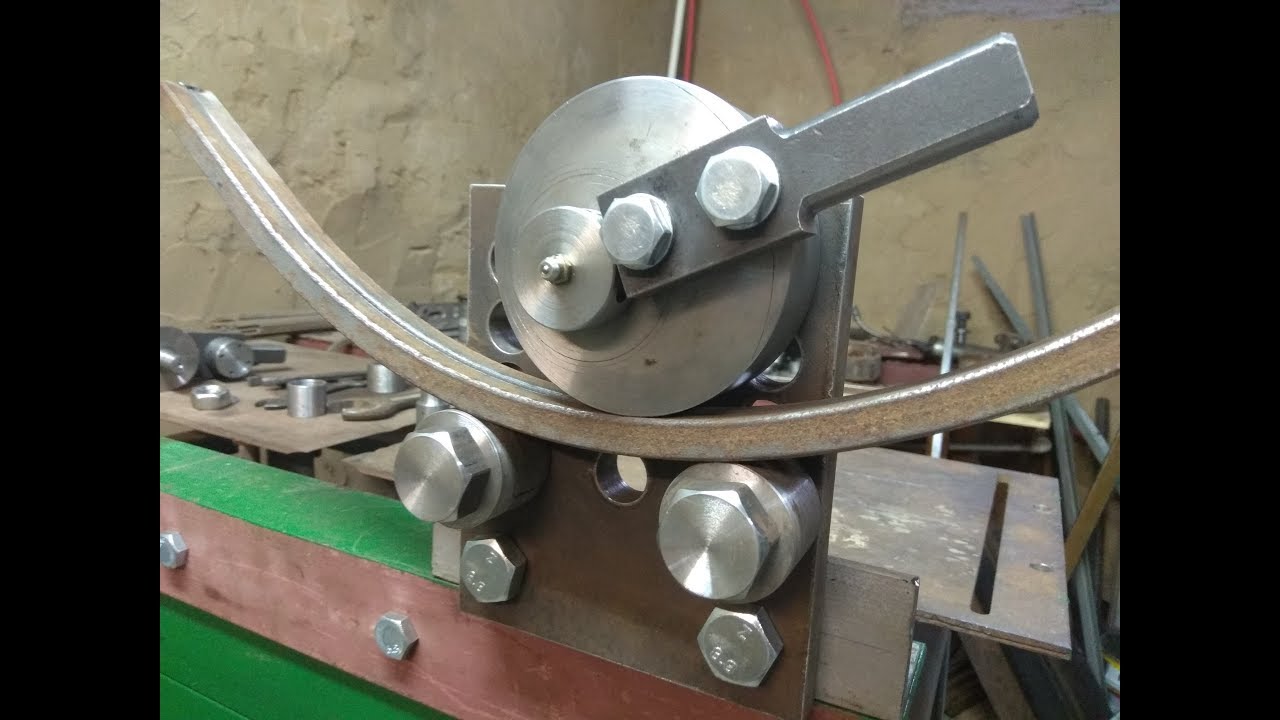 В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Чертеж будущего кованого изделия существенно облегчит труд мастера
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Различные типы верстаков позволяют создавать уникальные кованые элементы
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Важно! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
Методом холодной ковки можно создавать объемные элементы
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Стили и элементы узоров: фото художественной ковки
Создание красивого узора начинается с эскиза ковки. Мастер должен четко представлять картину, которую он хочет сделать. Изначально рисуется чертеж, рассчитываются материалы, количество необходимых элементов, выбираются станки и оснастки. Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Красивые кованые изделия могут быть выполнены в различных стилях
Существует несколько стилей формирования кованого узора.
Романский стиль характеризуется строгостью и симметричностью. На ограждениях можно увидеть плотное расположение спиралей в одинаковом порядке, детали часто повторяются и однотипны. Это монументальный узор с использованием элемента волюта (С-образно закрученные односторонние завитки).
Готический орнамент. Мало кто знает, что современные ограждения и заборы чаще всего выполняются именно в этом стиле. Характерная черта – стремление вверх. Прутья заостренные, заканчиваются навершиями в виде стрел, копий или острых шипов. Спиральные элементы, применяемые в этом стиле, называются просечками, и выглядят они как разветвленный в разные стороны стебель. Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
Изделия в стиле барокко являются наиболее распространенными
Ренессанс встречается очень редко. В этом стиле заостренные угольчатые элементы практически не используют. Основа – круглые дуги, спирали и волны. Разветвление металлических прутьев украшают листьями или цветами, изящные изгибы приобретают форму восьмерки. Характерные элементы – просечка, спираль, волюта и восьмерка. Стиль очень гармоничен, детали устанавливаются симметрично в виде переплетенных линий.
Барокко – полная противоположность ренессансу. Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Рококо. Для этого направления характерно использование тонких прутьев и двусторонних завитков. Рокайльный орнамент создает постоянное движение, отличается филигранностью и объемными узорами. На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
Классический стиль позволяет сочитать в себе различные кованые элементы
Классицизм. Красивый, хотя и простой стиль, который вернул в моду симметрию. Для создания орнамента применяют завитки, просечки, спирали и прямые прутья. В использование вводят еще один элемент – меандр (ломаные линии или изогнутые под прямым углом прутья). В ограждениях всегда строго выдерживается вертикальная архитектоника.
Ампир характеризуется наличием геометрического орнамента, длинных гладких прутьев. Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Ар-нуво, или модерн, добавил в художественную ковку своими руками биологические мотивы. В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали. Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
Красивый кованый узор сложно создать без чертежа
Если человек начнет работу без предварительного чертежа, он быстро запутается в создании изделия холодной ковки. Каждый узор должен быть максимально продуман, а правки, которые вносятся во время работы, лучше сразу переносить на эскиз, чтобы четко представлять, каким должен быть результат.
Обратите внимание! Даже при наличии фото кованых узоров нужно делать чертеж и разметку для точного размещения всех деталей.
Крепление элементов узора: последняя обработка металла
После того как все необходимые элементы орнамента созданы, начинается его формирование. Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Изделия смотрятся более целостно, если элементы соединены с помощью сварки
Основных видов соединений два:
- сварочный шов;
- заклепки (или художественные хомуты).
Сварочный аппарат полезно использовать в тех местах, где шов соединения можно легко зачистить или он будет незаметен. Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Орнамент соединяют постепенно, в зависимости от количества деталей. Изначально скрепляют мелкие элементы, формируют просечки, витые линии и вензеля. Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Холодная ковка позволяет создавать своими руками красивые и оригинальные изделия
Художественная ковка не только является бизнесом или работой, но и может быть занимательным хобби. Оборудование холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
5 проектов кузнечного дела для начинающих
перейти к содержаниюBlacksmithingMetal
Кристин Арцт
5 проектов кузнечного дела для начинающих
Здесь мы покажем вам пять различных идей для начинающих в кузнечном деле. Благодаря ковке в кузнице кузнецы получают возможность создавать всевозможные проекты, от практических инструментов до декоративных предметов. Каждый из этих кузнечных проектов научит вас нескольким основным приемам, которые использует каждый кузнец. В качестве плюса вы получаете инструмент, который можно использовать дома. Это пять проектов, которые вы изучите в кузнечном деле The Crucible I. Прежде чем взять молоток, выберите свой любимый проект ниже, чтобы начать.
Благодаря ковке в кузнице кузнецы получают возможность создавать всевозможные проекты, от практических инструментов до декоративных предметов. Каждый из этих кузнечных проектов научит вас нескольким основным приемам, которые использует каждый кузнец. В качестве плюса вы получаете инструмент, который можно использовать дома. Это пять проектов, которые вы изучите в кузнечном деле The Crucible I. Прежде чем взять молоток, выберите свой любимый проект ниже, чтобы начать.
Инструменты, необходимые для этих 5 проектов:
-
Клещи
-
Стальной инвентарь
- 9 0006 Наковальня
-
Кузница
-
Молоток с плоским бойком
-
Пробойник
-
Тиски
-
Винтовой ключ
-
Металлическая проволочная щетка
-
Молоток с шаровым бойком
-
Арматура
5 Идеи проекта кузнечного дела для начинающих
Пять проектов кузнечного дела для начинающих:
- Кованый браслет
- Крючок для одежды
- Ковка ложки
- Ковка вилки
- Нож для писем из арматуры
Проект 1: скрученный браслет
Сделайте свой собственный простой, уникальный кованый браслет в кузнице, используя стальной стержень и тепло кузницы.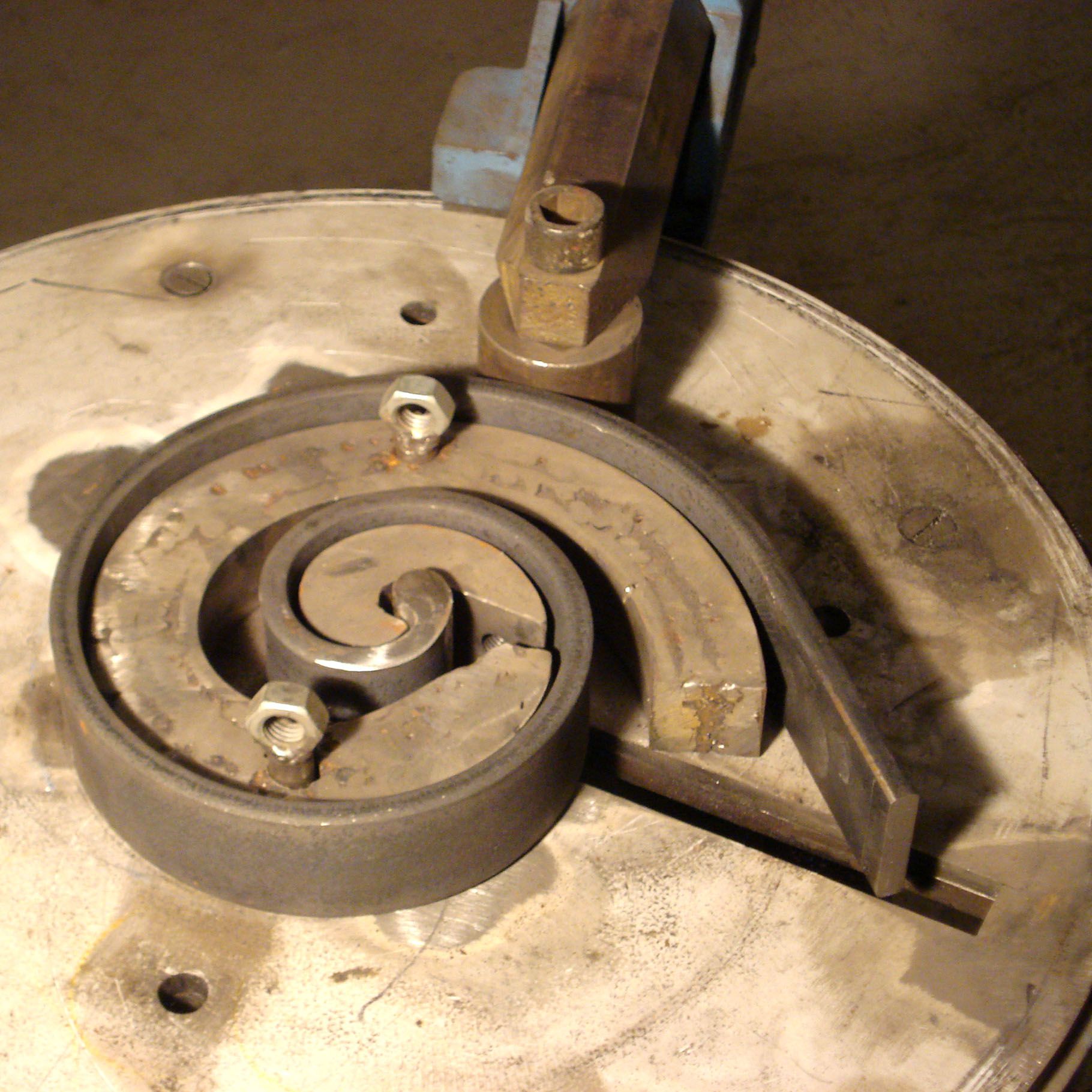 Браслет ручной ковки — один из самых простых проектов кузнечного дела для начинающих. Ковка браслета научит вас нескольким основным приемам, которые использует каждый кузнец, и познакомит вас с инструментами в кузнечном деле. Это один из первых проектов, который вы изучите в The Crucible’s Blacksmithing I.
Браслет ручной ковки — один из самых простых проектов кузнечного дела для начинающих. Ковка браслета научит вас нескольким основным приемам, которые использует каждый кузнец, и познакомит вас с инструментами в кузнечном деле. Это один из первых проектов, который вы изучите в The Crucible’s Blacksmithing I.
Шаг за шагом
Проект 2: Крючок для одежды
Изготовление крючка — это первый проект в Кузнечном деле I, который помогает учащимся начать развивать свои навыки сужения, сгибания, скручивания и штамповки. Эти методы имеют решающее значение в более продвинутых кузнечных проектах, и многие преподаватели нашего кузнечного факультета регулярно практикуются в изготовлении крючка за крючком, совершенствуя свою форму и технику во время этого быстрого и веселого проекта!
Студенты установили эти крючки по всему дому и в студии, чтобы повесить пальто, кастрюли и сковородки, ключи, прихватки, украшения, головные уборы и все, что только можно себе представить!
Следуйте пошаговым инструкциям
Проект 3.
 Ковка ложки
Ковка ложкиКовка ложки — это простой, но сложный кузнечный проект для начинающих. Кузнец должен использовать правильную технику, чтобы успешно осадить металл и создать достаточно материала, чтобы сформировать головку ложки.
Это последний проект, который вы изучите на курсе The Crucible’s Blacksmithing I. Вы можете попытаться создать свою собственную ложку, следуя этому пошаговому руководству по ковке ложки.
Пошаговая инструкция
Проект 4. Ковка вилки
Кованая вилка — отличный проект, позволяющий начать кузнечное дело и сделать практичную посуду для вашего следующего барбекю, пока вы готовите его. Это один из наших любимых кузнечных проектов для начинающих, один из четырех основных проектов, которым обучают в Кузнечном деле I. Прежде чем взять молот, просмотрите пошаговую инструкцию ниже и начните ковать собственную вилку из железа.
Следуйте пошаговым инструкциям
 2px»> Проект 5: Нож для писем из арматуры
2px»> Проект 5: Нож для писем из арматурыЗнаете ли вы, что нож для открывания писем можно выковать из простого куска арматуры? Кованый нож для писем — это фантастический проект, с помощью которого можно начать заниматься кузнечным делом и попрактиковаться в изготовлении небольшого лезвия. В качестве бонуса вы получите практичный и привлекательный инструмент для всех ваших потребностей в открытии писем. См. приведенные ниже шаги, чтобы приступить к изготовлению собственного открывателя писем из арматуры.
Следуйте пошаговым инструкциям
Продолжить изучение руководств по металлу
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью молота….
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте разницу между черными и цветными металлами и как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к литью из бронзы….
к литью из бронзы….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить собственную кузницу и стать кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов из различных типов формы для различных методов литья….
Читать далее →
Создавайте свои собственные проекты в кузнечном деле
В Горниле еженедельно проводятся новые курсы кузнечного дела.
Кузнечное дело I
Изучите основы кузнечного дела! Этот курс обучает основным навыкам, необходимым для ковки стали и понимания кузнечных инструментов. Мы представим сужение, осадку,…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: Кузнечное дело
3-часовой дегустатор — отличный способ изучить новую форму искусства без более глубокого изучения полного курса. После базового ознакомления с ковкой стали и использованием кузнечных инструментов,…
После базового ознакомления с ковкой стали и использованием кузнечных инструментов,…
Узнать больше и зарегистрироваться →
Кузнечная лаборатория
Занятия в лаборатории — это большое преимущество, эксклюзивно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкция не предоставляется…
Узнать больше и зарегистрироваться →
Кузнечное дело II
Углубите свои знания в этом продолжении кузнечного дела I. Этот класс предназначен для развития ваших основных навыков, а также техник, включая изготовление свитков, изготовление воротников, базовые…
Обучение Узнать больше и зарегистрироваться →
Power Hammer I
Мы сосредоточимся на методах работы с Power Hammer, поскольку мы создаем набор основных молотковых инструментов, боковых наборов и круглой плоской формы. К тому времени, когда эти новые инструменты будут подвергнуты термической обработке, учащиеся будут. ..
..
Узнать больше и зарегистрироваться →
Молодежное кузнечное дело I
Научитесь гнуть и придавать форму стали в кузнице Горнила, практикуя традиционные кузнечные приемы, такие как рисование, гибка, скручивание, штамповка, резка и дрейф…
Узнать больше и зарегистрироваться →
Кузнечное дело
Этот специализированный курс посвящен методам ковки, необходимым для изготовления остролезвийных инструментов из высокоуглеродистой стали. Мы рассмотрим конструкцию лезвия, контроль структуры зерна стали,…
Узнать больше и зарегистрироваться →
Кузнечная сварка
На протяжении веков кузнечная сварка была единственным способом сварки стали и железа и чаще всего использовалась для сварки по шаблону лезвий и ножей. Теперь вы можете углубить свои кузнечные навыки…
Узнать больше и зарегистрироваться →
Техники декоративной обработки железа
Поднимите свои навыки на новый уровень и начните производить работы, которые продаются! Этот класс охватывает традиционные методы декоративной обработки металла и знакомит с механическим молотом. Вы исследуете…
Вы исследуете…
Узнать больше и зарегистрироваться →
Изготовьте собственные кузнечные инструменты
Создайте свои собственные кузнечные инструменты! Вы сделаете удар и научитесь использовать его, чтобы пробить глаз на головке молота. Вы изучите методы двойного удара и термообработки,…
Узнать больше и зарегистрироваться →
Формы из природы
Используйте традиционные методы кузнечного дела для создания органических форм для использования на функциональных предметах или скульптурах. Научитесь делать инструменты для создания собственных дизайнов и импровизируйте…
Узнать больше и зарегистрироваться →
КУЗНЕЧНЫЙ МАГАЗИН
2022-03-28T11:39:34-07:00 Ссылка для загрузки страницыПерейти к началу
Холодная ковка фурнитуры из каратного золота
Холодная ковка в ювелирной промышленности из каратного золота иногда называется штамповкой, чеканкой и штамповкой. Этот процесс использовался на протяжении всей истории при изготовлении монет и медалей, а также ювелирных изделий. Основы холодной ковки всегда будут такими, какими они были во времена древности; однако мелкие детали постоянно уточняются.
Основы холодной ковки всегда будут такими, какими они были во времена древности; однако мелкие детали постоянно уточняются.
Этот процесс просто описывается как формирование находки с применением чрезвычайной силы для вбивания исходного материала в профилированную полость в стальном блоке. Хотя это может показаться простым, есть много тонких условий, которые повлияют на результат. Такая фурнитура, как хвостовики, навершия, подвески и отделка, идеально подходит для этого метода изготовления.
Оснастка
Вдавливая стальную заготовку или ступицу (также известную как фрезу) в мягкий стальной блок, можно получить инструменты для холодной ковки. Вплоть до 1980-х годов ступицы вырезались вручную с помощью молотка и долота, граверов и напильников. Они были вершиной мастерства и искусства изготовления инструментов; однако стало трудно найти квалифицированных мастеров, необходимых для производства этих шедевров. Сегодня ступица может быть обработана с помощью обычного оборудования инструментальной мастерской или изготовлена с использованием технологии CAD/CAM. Они по-прежнему требуют высокого уровня ручных навыков для отделки и полировки. Мастер изготовлен из инструментальной стали A2, которая очень прочна и выдерживает давление при изготовлении штампа.
Они по-прежнему требуют высокого уровня ручных навыков для отделки и полировки. Мастер изготовлен из инструментальной стали A2, которая очень прочна и выдерживает давление при изготовлении штампа.
После создания мастер подвергается термообработке при температуре 1750°F (955°C) в течение одного часа, а затем охлаждается на воздухе. Этот процесс дает твердость по Роквеллу 63. Затем он закаляется до 59 по шкале Роквелла путем помещения в печь при температуре 450 ° F (230 ° C) на один час. Мастер прессуется в стальной блок с помощью гидравлического пресса, а затем штамп подвергается термообработке при 1525°F (830°C) до твердости по Роквеллу 60. Штамп закаливается в течение двух часов при 440°. F (227 ° C) до 57 Rockwell C, а затем полость полируется вручную, чтобы облегчить извлечение и придать находке превосходную отделку. Сталь, используемая в самой матрице, относится к классу инструментальной стали L6, обладающей высокой ударопрочностью и ударопрочностью.
Два жестких правила, которые применяются к этому типу инструмента, заключаются в том, что не должно быть поднутрений и что ко всем полостям должен применяться угол уклона. В отличие от отливок, поднутрения нецелесообразны для штампованных изделий. Они заставят металл застрять в полости и его невозможно будет извлечь. Углы уклона от двух до пяти градусов необходимы для легкого удаления детали из штампа и часто помогают сократить время, необходимое для выполнения каждой работы.
В отличие от отливок, поднутрения нецелесообразны для штампованных изделий. Они заставят металл застрять в полости и его невозможно будет извлечь. Углы уклона от двух до пяти градусов необходимы для легкого удаления детали из штампа и часто помогают сократить время, необходимое для выполнения каждой работы.
Этапы процесса изготовления инструмента показаны на рисунках 1-7.
Холодная ковка
nk задание будет использоваться. Этот хвостовик относится к типу, обычно используемому для колец-пасьянсов. Материал должен быть изготовлен в форме, близкой по размеру к конечному изделию. Есть несколько способов сделать это. Самый распространенный метод — нарезать тонкие полоски из листа материала или вырезать формы, которые напоминают очертания штампа. Заготовка может вызвать проблемы, если в заготовке есть острые зазубрины. Это может вызвать трещину в самой находке.
Это может вызвать трещину в самой находке.
Хорошим примером этого является использование инструмента окончательной обрезки шармов в качестве заглушки. В области, где петля для переходного кольца соединяется с корпусом подвески, есть угол, который может треснуть при штамповке. В этом случае использование триммера для бланкера приведет к отказу от задания. Закругление выемок на бланкере уменьшит или предотвратит это. Эта проблема усугубляется при штамповке никель-белого золота. Для стержня, используемого в этой статье, использовалась квадратная проволока из 14-каратного золота, рис. 8, поскольку ее можно быстро изготовить и она имеет удобную форму для штамповки.
Матрица крепится болтами к пневматическому отбойному молоту, рис. 9, или к гидравлическому прессу, рис. 10. Отбойный молот работает по принципу подъема веса за счет давления воздуха в цилиндре. Воздух откачивается из цилиндра, и груз падает, вдавливая заготовку в оттиск. Однако усилие, создаваемое в гидравлическом прессе, вызвано тем, что масло находится под давлением внутри цилиндра, который медленно подает металл в пресс-форму. Методы создания силы различны, как и результаты. Отбойный молоток обеспечивает быстрый и резкий удар, в то время как гидравлическая система медленно создает давление. Для хвостовика использовался отбойный молоток.
Методы создания силы различны, как и результаты. Отбойный молоток обеспечивает быстрый и резкий удар, в то время как гидравлическая система медленно создает давление. Для хвостовика использовался отбойный молоток.
Матрица смазывается тонким слоем минерального масла, рис. 11. Детское масло используется с начала 1950-х годов и идеально подходит для этой работы. Чтобы определить необходимое количество, кисть протирают по ногтю, и должен оставаться только сухой масляный блеск. Он вообще не должен быть мокрым; однако на ногте должна оставаться легкая пленка. Слишком много масла будет оседать в полости и забивать деталь, не давая детали полностью сформироваться. Первая используемая матрица называется начальной, а угол наклона преувеличен, чтобы позволить металлу двигаться в полость с меньшим сопротивлением. Заготовка располагается над оттиском, а затем материал вбивается в матрицу. На этом этапе находка не будет полностью сформирована, и потребуются дополнительные шаги, чтобы привести определение произведения. Величина давления, используемого в обеих системах, может разрушить матрицу, если она чрезмерна.
Величина давления, используемого в обеих системах, может разрушить матрицу, если она чрезмерна.
Всю операцию, если сделать ее неправильно, можно сравнить с колкой дров. Если по бланку ударить слишком сильно или он перегружен, он может действовать как клин и расколоть матрицу пополам. Это крайний случай неправильного использования. Однако в меньшей степени отпечаток треснет внизу или стенки начнут разрушаться. Разработка размеров заготовки также очень важна. Слишком много материала приведет к дополнительным ударам и обрезке, чтобы довести деталь до ее окончательных размеров, в то время как заготовка меньшего размера не заполнит слепок.
Используя усилие или охватываемую половину штампа, можно штамповать полые изделия с очень тонкими боковыми стенками. Кроме того, соединение двух половин штампа с оттиском позволит детализировать обе стороны находки. Это, однако, может создать проблемы для геометрии инструмента для обрезки, поскольку оттиск необходимо будет вырезать на поверхности пуансона триммера, чтобы предотвратить сплющивание. Вокруг детали образуется перелив или избыточный материал, рис. 12. Толщина перелива часто колеблется от 0,015 до 0,018 дюйма (0,38–0,46 мм). Это должно быть уменьшено, чтобы материал снова мог свободно течь, и для этого используется инструмент для обрезки. Для такого хвостовика, как в примере, очень хорошо подходит инструмент прямоугольной формы. Этот универсальный триммер можно использовать для обработки до 80 % хвостовиков солитеров, предлагаемых компанией, при условии правильной конструкции, рис. 13 и 14.
Вокруг детали образуется перелив или избыточный материал, рис. 12. Толщина перелива часто колеблется от 0,015 до 0,018 дюйма (0,38–0,46 мм). Это должно быть уменьшено, чтобы материал снова мог свободно течь, и для этого используется инструмент для обрезки. Для такого хвостовика, как в примере, очень хорошо подходит инструмент прямоугольной формы. Этот универсальный триммер можно использовать для обработки до 80 % хвостовиков солитеров, предлагаемых компанией, при условии правильной конструкции, рис. 13 и 14.
Каждый раз, когда металл запрессовывается в матрицу, материал упрочняется. Для дальнейшей формовки материал должен быть отожжен. Для этого выдерживают заготовку при постоянной температуре в течение заданного периода времени, а затем равномерно охлаждают. На многих заводах атмосфера поддерживается за счет использования крекированного безводного аммиака или смеси азота и водорода. Эти газы создают атмосферу, которая защищает металл от окисления, пока он размягчается для дополнительных операций. Хвостовик образца отжигали при 1400°F (760°C) в течение 20 минут. На рисунках 15 и 16 показаны структуры зерен после холодной обработки и после отжига соответственно.
Хвостовик образца отжигали при 1400°F (760°C) в течение 20 минут. На рисунках 15 и 16 показаны структуры зерен после холодной обработки и после отжига соответственно.
Затем хвостовик отштамповывается в окончательной матрице, которая имеет готовую геометрию в оттиске. Некоторые работы требуют третьего удара, чтобы привести окончательную форму. В примере для этого использовались только два штампа. На этом этапе перелив будет иметь размер около 0,010 дюйма (0,25 мм), поскольку эта толщина обеспечит приемлемую линию обрезки.
После штамповки перелив необходимо удалить с помощью триммера, предназначенного для ковочного стиля, рис. 17 и 18. Правильный уход за последним триммером имеет решающее значение для внешнего вида вывода.Если пластина чрезмерно заточена, отверстие увеличится, что приведет к выступу в области обрезки.Кроме того, слишком тугая пластина триммера будет обрезать деталь слишком высоко. и создают плоскую боковую стенку, которая портит дизайн. 0007
0007
Отделочные операции
Перед закруглением хвостовика необходимо подготовить концы для установки установочного приспособления. Это включает в себя формирование четырех или шести зубцов, рис. 19 и 20. Существует три метода выполнения этой операции. Простая рубка пуансоном и пластиной выполняется быстро, однако качество реза уступает двум другим методам обработки. Фрезерование каждого конца на горизонтально-фрезерном станке — лучший метод. Хвостовик удерживается зажимом, и фреза проходит по его концу, делая точный и чистый срез, рис. 21 и 22.
Третий метод включает загибание концов в форме крючка, зажим и фрезерование. Хотя он похож на второй метод, его преимущество заключается в устранении проблемы разрушения наконечника при изгибании. Однако точность конечного изгиба имеет решающее значение для многократного успеха. При обоих методах обработки угол, под которым хвостовик подается к фрезе, важен для хорошей посадки. Его необходимо установить так, чтобы не было зазоров в верхней или нижней части соединения закрепки/хвостовика.
Его необходимо установить так, чтобы не было зазоров в верхней или нижней части соединения закрепки/хвостовика.
Закругление выполняется с помощью серии шагов изгиба, и защита концов хвостовика очень важна. Операция часто выполняется с двумя концевыми гибочными блоками, рис. 23 и 24. Первый иногда имеет пластиковую вставку, встроенную в сталь в области, где блок будет маркировать золото. Изгиб в первом блоке — это не более чем излом в куске, образовавшийся от легкого удара.
Там, где блок соприкасается с хвостовиком, находится зона наибольшего давления, и при слишком сильном нажатии образуются следы. Оттиск второго блока имеет окончательную изогнутую форму и полностью изготовлен из стали. Изгиб от первого блока распределяет изгибающее давление по большей площади поверхности, предотвращая выдалбливание. После загиба концов кольца полностью закругляются, рис. 25. Последующая доводка до конечного продукта показана на рис. 26 и 27. Заключительные замечания
26 и 27. Заключительные замечания
Отсутствие пористости, возникающей при литье, и превосходное качество поверхности, передаваемое инструментальной оснасткой, сделали тиснение золотом в штампах первоклассным методом производства. Использование холодной ковки может быть применено ко многим типам фурнитуры всех цветов и каратов. При надлежащем отжиге и осторожности, чтобы избежать переутомления, даже самые стойкие сплавы никеля и белого золота могут быть успешно подвергнуты холодной ковке.
Фред Клотц – © World Gold Council, 2001
Директор отдела выводов Hoover & Strong, Ричмонд, Вирджиния, США
Все права защищены на международном уровне. Авторское право © Всемирный совет по золоту. Пользователи имеют разрешение загружать информацию и делиться ею до тех пор, пока не будут получены деньги. Коммерческое использование этой информации запрещено без письменного разрешения Всемирного совета по золоту.
Вы принимаете на себя всю ответственность и риск за использование ресурсов безопасности, доступных на этой веб-странице или через нее.