Холодная ковка — узоры своими руками (фото + видео) | Своими руками
Содержание ✓
- ✓ СТАНОК ХОЛОДНОЙ КОВКИ СВОИМИ РУКАМИ – ВИДЕО
- ✓ ХОЛОДНАЯ КОВКА СВОИМИ РУКАМИ – ВИДЕО
В оформлении приусадебных участков, садовых домов и квартир очень интересно смотрятся металлические кованые элементы. Изготовить подобный декор методом холодной ковки под силу любому мастеру, имеющему желание сотворить красоту своими руками. А результаты даже самых первых работ окажутся неожиданно эффектными.
Имеющийся в свободной продаже прокат и минимальные навыки сварщика -это все, что потребуется для самостоятельного изготовления железных узоров. Имитация кузнечной работы называется «холодной ковкой» (рис. 1, 2).
Основным мотивом кованого орнамента является «завиток» (рис. 3) (официальное название – «волюта») – спиралевидный элемент, на геометрическом и размерном разнообразии которого и строится вся композиция. Поэтому главной рабочей частью станка для холодной ковки является приспособление для гибки волют – «улитка».
ВСЕ ЧТО НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ НАХОДИТСЯ ЗДЕСЬ >>>
Свою первую «улитку» я мастерил сам, подгибая и прихватывая сваркой полосу 30×4 мм к трехмиллиметровому основанию по шаблону (рис. 4 и 4а). Средняя часть улитки -плашка из круга диаметром 48 мм со срезанным сегментом и прижим, болт М10 в квадрате 20 мм. Для увеличения жесткости конструкции к полосе и основанию приварены обрезки квадрата 10 мм (рис. 5).
Готовая улитка крепится к фланцу станка (рис. 6). Вал станка для холодной ковки изготовлен из трубы D3/4. Блок 206-х подшипников вала установлен в постели, прорезанной в профиле 20×40 мм (рис. 7, 8) и поджимается крышкой из полосы 40×3 мм, изогнутой по диаметру внешних колец (рис. 9). Подшипники поджаты кольцами из труб с фиксирующими винтами. Между валом и подшипниками – уплотнения из мебельной штанги D25 (рис. 10, 11). Опорный ролик закреплен на уголке. Он может перемещаться в зависимости от требуемой формы завитка: прижимная планка на «барашках» отпускается, и уголок вместе с роликом перемещается относительно оси вала.
Перед началом работы над изготовлением этих узоров необходимо набросать эскиз будущего изделия. Можно придумать несколько вариантов на основе завитков (рис. 12), а можно воспользоваться готовыми изображениями из Интернета.
Главное условие тут – составить эскиз из элементов, которые вы гарантированно сможете изготовить или приобрести.
Второй этап – собственно изготовление, гибка этих волют (рис. 13-16).
Перед третьим этапом -сваркой в узор – очень удобно перенести размеры на плоскую поверхность и прихватывать элементы, разложив их прямо на этой разметке (рис. 17).
Окончания завитков можно оставлять как есть, обрезанными, а можно облагородить штампованными листиками. Они стоят недорого, а выбор их в магазинах как по размерам, так и по форме теперь очень велик.
Да, не все сразу будет получаться гладко и ровно. Но занятие это настолько увлекательное, что уверен: попробовав раз, вы уже не сможете остановиться, а плетение железных узоров станет, как минимум, вашим хобби, а как максимум – бизнесом!
СТАНОК ХОЛОДНОЙ КОВКИ СВОИМИ РУКАМИ – ВИДЕО
СТАНОК ХОЛОДНОЙ КОВКИ- СВОИМИ РУКАМИ. Узоры из металла- ПРОСТО! DIY-холодная ковка
Узоры из металла- ПРОСТО! DIY-холодная ковка
Watch this video on YouTube
Читайте также: Ковка своими руками – фото
ХОЛОДНАЯ КОВКА СВОИМИ РУКАМИ – ВИДЕО
Ажурные узоры.Художественная ковка.
Watch this video on YouTube
Узоры своими руками. Художественная ковка
Watch this video on YouTube
© Автор: А. ОГИЕНКО г. Тула
ИНСТРУМЕНТ ДЛЯ МАСТЕРОВ И МАСТЕРИЦ, И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВО. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.Подпишитесь на обновления в наших группах и поделитесь.
Будем друзьями!
Станок для холодной ковки своими руками: видео, фото, чертежи
Сделать станки для холодной ковки можно из подручных материалов.
Так как универсальные приспособления от производителей имеют достаточно высокую стоимость, собственноручно выполненный станок для холодной ковки металла станет отличным решением для людей, занимающихся изготовлением кованых изделий.
Сегодня металлические конструкции с уникальным дизайном и смелыми архитектурными формами применяют для обустройства домов в коттеджных поселках.
Фигурно изогнутые кованые элементы ворот, заборов и калиток вносят непривычный образ в ландшафтный дизайн усадьбы.
На предложенных фото можно увидеть, какой необычный художественный вид создают металлоконструкции.
Какие детали можно выполнить на станке для холодной ковки
Содержание:
- Какие детали можно выполнить на станке для холодной ковки
- Виды оборудования для холодной ковки
- Изготовление станка «Улитка»
- Трубогибочный станок
- Как изготовить станок торсион
Холодная ковка, в отличие от горячей технологии, проста и безопасна. Этот процесс не требует применения раскаленного металла и точного соблюдения рабочей температуры.
Сделать станок для холодной ковки своими руками можно специально для изготовления определенного типа деталей.
Фото:
Также самодельный станок позволит решать самые разнообразные задачи, поэтому он будет просто универсальный.
С помощью самодельного станка удастся добиться идеальной геометрии элементов металла для индивидуальной дизайнерской идеи и сделать самому оригинальные детали с узором.
В процессе холодной декоративной ковки, как правило, применяют мягкий металл — это могут быть никелевые и магниевые сплавы, сталь, медь или латунь.
В остальном ассортимент производимых изделий на станке будет ограничиваться только фантазией и возможностью мастера.
По желанию, своими руками можно сделать ажурные элементы для лестниц, ворот и ограждений.
Использование декоративных деталей позволит украсить камины и мангалы, красиво оформить наружные стены дома и беседку, сделать оригинальные треноги для цветов, как на фото.
Фото:
Виды оборудования для холодной ковки
Существующие виды станков могут эксплуатироваться с участием электрического двигателя или ручной силы.
Первый вариант приспособления дает возможность выполнять работу быстрее, чем ручные станки, но при этом требует от мастера определенных навыков.
Кузнечные станки для ковки разделяют на типы:
- улитка – станок с отдельными снимающимися деталями или цельнолитой — он используется при выполнении спиралевидных отдельных частей;
- универсальное приспособление – применяют для резки, клепки и приданий объема изделию;
- гнутик – с его помощью можно сделать дуговую гибку металла или изгибание деталей под определенным углом;
- приспособление для формирования колец;
- твистер – позволяет выполнить загиб изделия вдоль оси;
- пресс – для образования матричного отпечатка на изделии;
- волна – для получения из металлических прутьев волнообразных элементов.
Изготовление станка «Улитка»
Далее в статье рассмотрим чертежи, фото и видео материалы, с помощью которых станет намного проще сделать в домашних условиях станок для холодной ковки.
Используя нижеприведенный список инструментов и металлических деталей, можно собрать станок цельной улитки.
Видео:
Для работы понадобятся:
- металлические прутья;
- листы и полосы из стали;
- профильная стальная труба;
- сварка, плоскогубцы, болгарка.


Чертежи и пошаговая схема, а также просмотр тематического видео, позволит получить качественное приспособление с нужными параметрами:
- Используя лист бумаги, нанесите на него изображение спирали с тремя витками. Далее сверьте размеры так, чтобы в результате армированный прут с диаметром 10 мм помещался в резьбу;
- С помощью болгарки вырежьте из стального листа две пластины. Первая должна иметь параметры 100х100 мм, вторая – 130х130 мм;
- Возьмите 3-х см прут и три стальные полосы. Края срезов всех используемых деталей нужно зачистить наждаком, чтобы избавиться от заусениц;
- Плоскогубцами выполните изгиб стальных полос по шаблону, в результате у вас появятся три спиральных детали с разной длиной;
- С помощью сварки все элементы станка приваривают по схеме, сварочные работы рекомендуется проводить качественно, так как именно от них будет зависеть срок эксплуатации инструмента;
- Стальная труба приваривается в последнюю очередь снизу в центре станка.

В результате проведенных работ должно получиться оборудование для холодной ковки металла, как на фото.
Трубогибочный станок
Если при оформлении каких-либо элементов интерьера с нарезанием профильных труб трудностей никто не испытывает, то при необходимости выполнить их изгиб, наоборот, все усложняется.
Качественно и быстро провести такую работу позволят специальный гибочные станки для труб, которые заранее можно сделать своими руками.
Чертежи для изготовления данного вида оборудования могут применяться разные, в зависимости от того, какие материалы будут использоваться в работе.
Собрать станок производственного типа для холодной ковки металла, как на фото, на первый взгляд сложно.
Но если мастер, работая с металлом, уже успел набраться опыта, для него нет ничего невозможного. Главное подобрать прочную устойчивую основу под будущую конструкцию.
Например, это может быть массивный металлический стол, выполненный на основе труб или профиля.
Так как сгибание металла будет происходить за счет присутствующих в конструкции валов, необходимо подобрать три таких элемента.
Каждый из них представляет собой металлический цилиндр с толстыми стенками и осью вращения. Два цилиндра фиксируются немного выше стола, а третий – центральный, помещается над ними.
От расстояния двух крайних цилиндров зависит, под каким углом будет осуществляться изгиб трубы.
Чтобы иметь возможность изменять при необходимости положение цилиндров, нужно в чертежи конструкции внести дополнения в виде стопперов и роликов, которые позволят сделать эту часть регулируемой.
После того как цилиндры зафиксированы, необходимо организовать для них систему передачи вращения.
С этой целью используют цепной механизм от старого автомобиля, который можно отыскать на рынке запчастей.
Лучше, если механизм будет укомплектован шестернями, если нет, тогда их придется покупать отдельно.
Шестерни монтируют на два крайних цилиндра и натяжитель, помещенный ниже валов, в центре. Затем один из крайних цилиндров оснащается ручкой, с целью создания вращающего усилия.
Затем один из крайних цилиндров оснащается ручкой, с целью создания вращающего усилия.
Станок для холодной ковки металлических изделий готов. Дополнить вышеизложенный материал подробностями поможет следующее видео.
Видео:
Как изготовить станок торсион
Станок для холодной ковки изделий типа торсион используют для закручивания металлических спиралей в виде змейки.
Вручную работать таким приспособлением тяжело, поэтому, чаще всего для изготовления торсиона применяют чертежи с электрическими вариантами станков.
Для того чтобы правильно собрать торсион, предлагаем просмотреть видео и ознакомиться с нижеизложенным руководством.
Видео:
Инструменты и материалы для сборки станка:
- стальной лист;
- двутавровая балка;
- тиски и крепежные элементы;
- редуктор, электромотор, цепь;
- болгарка;
- сварка.
Схема последовательности действий:
- За основу будет служить двутавровая балка, к одной стороне которой необходимо приварить стальной лист;
- Затем к стали крепят тиски, приваривают и фиксируют болтами с гайками;
- Чтобы при натяжении металлическое изделие не выскакивало из станка, к тискам снизу и сверху крепят пластины;
- Другую сторону двутавровой балки оснащают роликами, на которые, впоследствии, монтируется платформа;
- На поверхность полученной конструкции крепятся другие тиски с подвижными основными элементами. При этом обе конструкции, расположенные по краям двутавра, должны будут располагаться на одном уровне;
- Далее конструкция оснащается стальной ручкой, выполненной из прута, за счет ее вращения будет загибаться изделие;
- Используя болты, соединяют понижающий редуктор и двигатель. Обод штурвала оснащается цепью;
- Конструкция закрывается стальным кожухом.
 При этом обе конструкции, расположенные по краям двутавра, должны будут располагаться на одном уровне;
При этом обе конструкции, расположенные по краям двутавра, должны будут располагаться на одном уровне;В результате проведенных действий получается станок с двумя блоками — подвижным и неподвижным.
Процесс (Изготовление лезвий) Японский нож Nigara Forging Co., Ltd.
Мы гордимся тщательным производством каждого лезвия, начиная с выбора материалов. Мы также принимаем индивидуальные заказы, которые учитывают конкретные запросы наших клиентов.
Выбор стали и феррита
Для изготовления каждого лезвия необходимо выбрать правильный размер стали и феррита.
- Сталь
- Для режущей кромки лезвия выбирают твердую сталь с большим количеством углерода. Различные типы стали выбираются в зависимости от предполагаемого использования лезвия.
- Феррит
- Феррит с настолько низким содержанием углерода, что его называют «сверхнизкоуглеродистой сталью» и выбирают «мертво-мягкую сталь». Он соединен с твердой и хрупкой сталью сверху, чтобы укрепить лезвие.
 Различные типы стали выбираются в зависимости от предполагаемого использования лезвия.
Различные типы стали выбираются в зависимости от предполагаемого использования лезвия.Если лезвие слишком мягкое, оно не будет хорошо резать, однако, если оно слишком твердое, оно может легко отколоться или сломаться. Комбинация твердой стали и мягкого феррита повышает остроту и устойчивость ножа к любым ударам.
| Таблица компонентов из стали/феррита | ||
|---|---|---|
| Компоненты | Феррит (%) | Сталь (%) |
| С (углерод) | 0,08 | 1,0~1,2 |
| Si (кремний) | <0,2 | |
| Mn(марганец) | 0,35 | <0,35 |
| Р(Фосфор) | 0,009 | <0,03 |
| S (сера) | 0,02 | <0,02 |
| хром (хром) | 0,5 | |
| Вт (вольфрам) | 1,0~1,5 | |
| В (ванадий) | ||
Кузнечная сварка
Сталь соединяется с ферритом и нагревается до 1200 ℃ в печи. Они скованы вместе в грубую форму лезвия. В это время сверху посыпается порошкообразный кузнечный сварочный клей и плавится при сильном нагреве. При ударе вылетают искры, а оксид железа и другие подобные примеси удаляются, улучшая качество стали.
Они скованы вместе в грубую форму лезвия. В это время сверху посыпается порошкообразный кузнечный сварочный клей и плавится при сильном нагреве. При ударе вылетают искры, а оксид железа и другие подобные примеси удаляются, улучшая качество стали.
>>>Посмотреть видео『Кузнечная сварка』
Грубая вытяжка и ковка
Лезвие, сваренное в кузне, снова помещают в горн, нагревают и заковывают до грубой формы и толщины окончательного лезвия. Частицы внутри металла дополнительно очищаются, тем самым укрепляя лезвие и делая лезвие более долговечным.
Нормализация
При тщательном нагреве очага удаляется любой окисел железа с поверхности лезвия, и поверхность лезвия сглаживается. Во время этого процесса частицы металла измельчаются еще больше, повышая долговечность лезвия.
Отжиг
Чтобы сделать структуру однородной, лезвие нагревают до низкой температуры, а затем помещают в соломенную золу для охлаждения. При этом с лезвия снимаются любые напряжения и деформации, и оно дополнительно укрепляется.
При этом с лезвия снимаются любые напряжения и деформации, и оно дополнительно укрепляется.
Формование
Для приведения текущей формы лезвия к нужному размеру используется шлифовальный станок или другой режущий станок.
Штамповка
Также известная как холодная ковка, лезвие куется при комнатной температуре или слегка нагревается, металл дополнительно очищается, а лезвие укрепляется.
Удаление темных пятен
Кованые лезвия имеют на поверхности темные пятна оксида железа, если их оставить на лезвии, то тепло не будет равномерно распределяться по нему. Путем полировки поверхности и удаления черных пятен повышается прокаливаемость лезвия.
Закалка
Лезвие нагревают, а затем быстро помещают в воду или масло, чтобы немедленно охладить его, упрочняя лезвие и увеличивая срок службы режущей кромки. Однако если лезвие слишком сильно нагревается, сталь становится хрупкой и ухудшается режущая кромка, поэтому температуру строго контролируют.
Закалка
Закаленные лезвия без дополнительной обработки становятся хрупкими, поэтому их нагревают до тех пор, пока они не достигнут нужного уровня мягкости. При этом они становятся сложнее чиповать и более практичны в использовании.
Выпрямление
Когда лезвие закаляется, сталь немного сжимается, что приводит к некоторой деформации. Лезвие выпрямляется с помощью медного молотка, чтобы ударить по лезвию и исправить его форму. Благодаря этому лезвие становится проще в использовании и становится идеально прямым.
Заточка
Вращающийся точильный камень используется для заточки лезвия, однако трение, вызванное трением лезвия о точильный камень, вызывает нагревание, которое может смягчить уже закаленное лезвие. Поэтому вода постоянно льется на лезвие и точильный камень, пока лезвие затачивается. Также во время этого процесса удаляются любые черные пятна, появившиеся в процессе закалки.
>>>Посмотреть видео『Заточка』
Полировка
Любые следы резки, оставленные на поверхности лезвия, могут привести к скоплению нежелательных частиц или воды, вызывающих ржавчину. Чтобы избежать этих антисанитарных условий, лезвие полируется наждачной бумагой до почти зеркального блеска. Это позволяет получить более устойчивый к ржавчине и гигиеничный нож.
Чтобы избежать этих антисанитарных условий, лезвие полируется наждачной бумагой до почти зеркального блеска. Это позволяет получить более устойчивый к ржавчине и гигиеничный нож.
Установка ручки
Постоянно внося мелкие коррективы, лезвие крепится к рукоятке. Чтобы предотвратить попадание воды в точку вставки рукоятки и вызвать ржавчину, вставляется эпоксидная смола и прикрепляется лезвие.
>>>Посмотреть видео『Прикрепление рукояти』
Упаковка и транспортировка
Изготовление лезвия таким образом, избирательное отношение к каждому этапу процесса, позволяет нам с уверенностью сказать, что мы создали нож, который «не не ломается, не гнется, хорошо режется. Это нож, который идеально подходит нашему покупателю.
Понимание ковки и кованых деталей
Хотя ковка является одним из старейших методов обработки металлов, он остается одним из самых эффективных и по сей день. По своей сути ковка представляет собой процесс формования необработанного металла без полного расплавления материала. Металл остается в твердом состоянии, пока оператор выполняет любую комбинацию методов формования, таких как ковка, прокатка или прессование. Хотя существует множество вариантов ковки, каждый из которых имеет свои явные преимущества, большинство из них включает нагрев заготовки до очень высоких температур для облегчения процессов формообразования.
Металл остается в твердом состоянии, пока оператор выполняет любую комбинацию методов формования, таких как ковка, прокатка или прессование. Хотя существует множество вариантов ковки, каждый из которых имеет свои явные преимущества, большинство из них включает нагрев заготовки до очень высоких температур для облегчения процессов формообразования.
По сравнению с литьем или другими методами металлообработки ковка обеспечивает наиболее желательные физические характеристики, включая очень высокую степень прочности на растяжение, по привлекательной цене. Эти полезные свойства в первую очередь связаны с изменениями в зернистости металла. Поскольку материал никогда не плавится, ударные или сжимающие силы, прилагаемые во время ковки, заставляют зерна следовать за потоком готового продукта. Это создает компоненты, которые намного прочнее, чем их механически обработанные и литые аналоги.
Cornell Forge делает эти преимущества доступными для клиентов из разных отраслей, предлагая полный спектр квалифицированных услуг по ковке, отвечающих потребностям множества приложений.
Процесс ковки
Существует множество подтипов более широкого процесса ковки, поэтому точные этапы формирования изделия могут различаться. Однако большинство процедур будет следовать одной и той же общей схеме.
- Ковка основана на использовании штампов для сжатия и придания формы металлу, поэтому очень важно определить, какой набор инструментов будет наиболее эффективным для достижения желаемой формы. Во многих случаях потребуется индивидуальная конструкция штампа, чтобы конечный продукт точно соответствовал ожиданиям. Для более крупных производственных циклов этот шаг может включать проектирование и изготовление нескольких штампов, предназначенных для правки, формовки или резки.
- После завершения планирования и изготовления инструментов можно приступать к самой металлообработке. Во-первых, заготовку или заготовку необходимо разрезать по размеру. После резки его необходимо нагреть до нужной температуры. После нагрева заготовка готова к формованию.
- На этом этапе различные методы ковки начинают расходиться. В зависимости от выбранного процесса заготовку можно нагреть и запрессовать между двумя штампами или вставить в формованную полость и спрессовать. В некоторых случаях оператор оставляет заготовку при комнатной температуре и обрабатывает ее вручную молотками в процессе, называемом холодной ковкой.
- Наконец, могут быть некоторые необходимые завершающие процедуры. Например, некоторые штампы будут производить заусенцы, которые необходимо обрезать.

Узнайте о различных процессах ковки.
В Cornell Forge мы тщательно работаем над тем, чтобы свести к минимуму потребность во второстепенных процедурах, чтобы мы могли передать эту экономию нашим клиентам. Выбор метода ковки зависит от формируемой детали. Мы работаем с каждым клиентом, чтобы выбрать метод, который обеспечит точные, последовательные результаты и соответствующие физические свойства для его случая использования.
Преимущества ковки
Большинство компонентов, которые могут быть изготовлены с помощью ковки, вместо этого могут быть отлиты. Однако кованые изделия обладают значительными преимуществами по сравнению с деталями, изготовленными методом литья, особенно в тех случаях, когда прочность и долговечность имеют первостепенное значение. Это связано с тем, что ковка коренным образом изменяет структуру металла — при сжатии твердого или нагретого металла материал подвергается металлургической рекристаллизации, что является полезным перераспределением зерна металла.
Однако кованые изделия обладают значительными преимуществами по сравнению с деталями, изготовленными методом литья, особенно в тех случаях, когда прочность и долговечность имеют первостепенное значение. Это связано с тем, что ковка коренным образом изменяет структуру металла — при сжатии твердого или нагретого металла материал подвергается металлургической рекристаллизации, что является полезным перераспределением зерна металла.
После рекристаллизации кованые детали обладают гораздо более высокой ударной вязкостью и прочностью на сдвиг, чем сырой или литой материал. В качестве дополнительного преимущества эти улучшения прочности могут быть настолько выраженными, что они противодействуют необходимости использования дорогих сплавов для достижения желаемой прочности.
Ознакомьтесь с различными продуктами, которые мы производим.
Дополнительные преимущества ковки:
- Прочность на растяжение . Исследование Университета Толедо показало, что кованые детали обладают на 26% более высокой прочностью на растяжение, чем сопоставимые чугунные детали. В результате кованые компоненты могут выдерживать значительно большее растяжение без разрыва, чем другие детали.
- Усталостная прочность . Кованые компоненты обладают явно более высокой усталостной прочностью, что обеспечивает более длительный срок службы по сравнению с компонентами, изготовленными другими методами, при наблюдении в тех же тяжелых условиях эксплуатации.
- Универсальность . Как ковка, так и литье могут производить широкий спектр больших и малых изделий. Редко есть причина предпочесть литье ковке только для того, чтобы получить другую форму.
- Однородность . По сравнению с литыми деталями кованые имеют более однородный состав и структуру, что способствует их внушительному сроку службы.
 В результате кованые компоненты могут выдерживать значительно большее растяжение без разрыва, чем другие детали.
В результате кованые компоненты могут выдерживать значительно большее растяжение без разрыва, чем другие детали. Помимо превосходства литья по этим ключевым показателям, ковка также предотвращает распространенные дефекты, встречающиеся в литых деталях. При литье некоторый процент конечных деталей обычно имеет неприемлемый уровень пористости, усадки или даже пустот.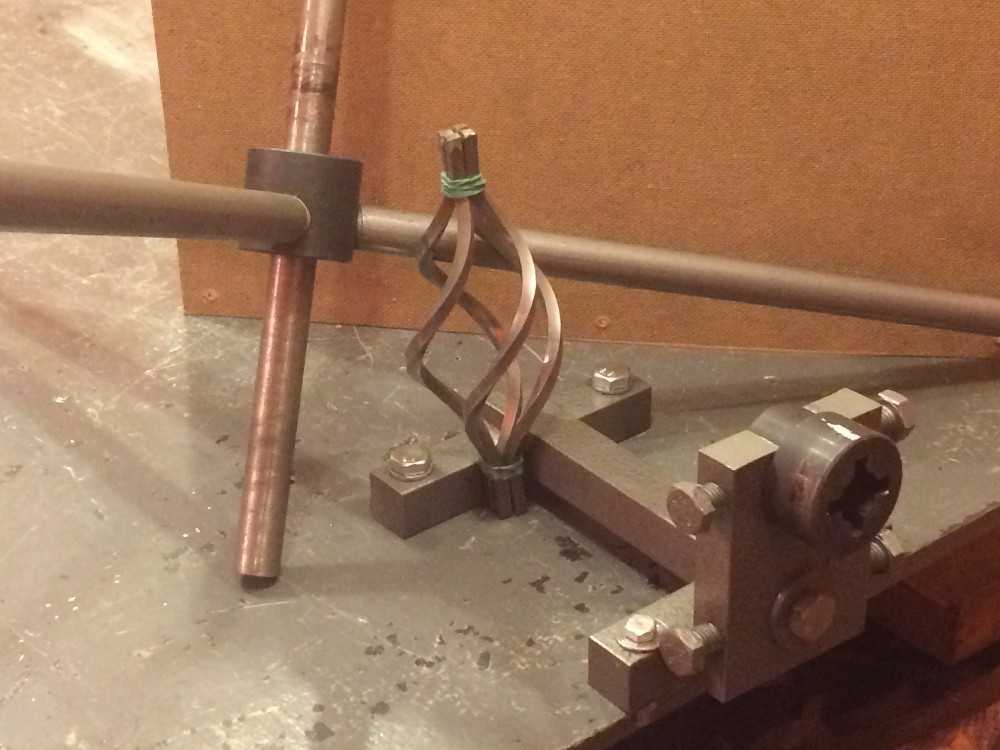 Такие проблемы часто могут приводить к тому, что приходится сбрасывать вблизи полностью обработанных литых деталей, что приводит к потере ценного времени обработки. Ни одна из этих проблем не может возникнуть при ковке, потому что материал никогда не расплавляется и не преобразуется.
Такие проблемы часто могут приводить к тому, что приходится сбрасывать вблизи полностью обработанных литых деталей, что приводит к потере ценного времени обработки. Ни одна из этих проблем не может возникнуть при ковке, потому что материал никогда не расплавляется и не преобразуется.
Постоянное качество является значительным преимуществом, особенно с точки зрения стоимости. Если литая деталь имеет пористость, ее необходимо утилизировать и отлить заново, что влечет за собой значительные материальные и трудовые затраты. Ковка полностью снижает этот риск. Кованые детали также обеспечивают долгосрочную экономию средств из-за их долговечности, уменьшая частоту выхода компонентов из строя и необходимости их замены.
В целом кованые детали более прочные, чем аналогичные по цене аналоги, и поэтому являются отличным вариантом для многих промышленных компонентов.
Промышленное применение
Многие отрасли промышленности начали признавать ключевые преимущества кованых компонентов.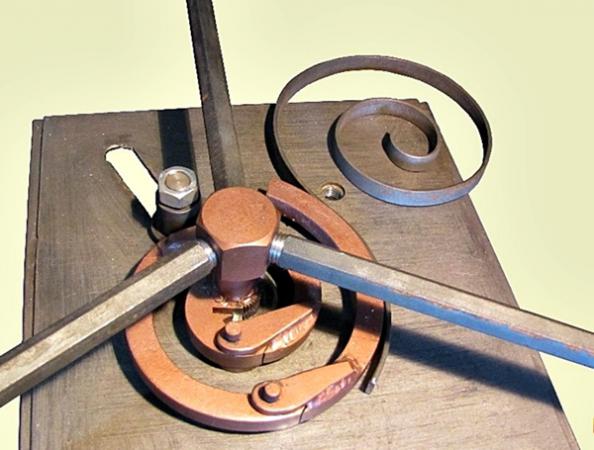 К ним относятся:
К ним относятся:
- Авиакосмическая промышленность . Авиационные двигатели, компоненты шасси и аналогичные аэрокосмические детали выигрывают от долговечности и амортизации, обеспечиваемых кованым металлом.
- Автомобиль . Двигатели, рамы и трансмиссии — все это примеры компонентов, которые часто выковываются, чтобы использовать преимущества более высокой прочности, сопротивления и амортизирующих свойств кованого металла.
- Морской и железнодорожный . Детали, предназначенные для строительства и ремонта лодок или рельсов, часто выковываются, чтобы обеспечить долговечность при больших напряжениях в суровых условиях эксплуатации.
- Ручные и промышленные инструменты . Инструменты должны выдерживать большую ударную силу без деформации или растрескивания. Кованый металл обеспечивает долговечность, которую трудно достичь с помощью литья.
- Клапаны и фитинги высокого давления . Существует потребность в чрезвычайно прочных фитингах и клапанах для приложений высокого давления, которые охватывают многие отрасли. Кованые компоненты часто предпочтительнее из-за их прочности и долговечности в суровых условиях или при высоких давлениях.
- Нефтепромысловые машины и оборудование . Нефтяная и газовая промышленность предъявляет уникальные требования к оборудованию, и отказы могут быть чрезвычайно дорогостоящими. Кованый металл безопаснее и снижает потребность в дорогостоящих остановах для замены вышедших из строя деталей.
- Строительство, обработка материалов и добыча полезных ископаемых . Строительные площадки, шахты и погрузочно-разгрузочные работы часто подвергают оборудование очень большим нагрузкам и жестким условиям эксплуатации. Кованые компоненты часто предпочтительнее для защиты от опасных неисправностей и ненужных простоев.
 Существует потребность в чрезвычайно прочных фитингах и клапанах для приложений высокого давления, которые охватывают многие отрасли. Кованые компоненты часто предпочтительнее из-за их прочности и долговечности в суровых условиях или при высоких давлениях.
Существует потребность в чрезвычайно прочных фитингах и клапанах для приложений высокого давления, которые охватывают многие отрасли. Кованые компоненты часто предпочтительнее из-за их прочности и долговечности в суровых условиях или при высоких давлениях. В целом причины роста популярности ковки понятны. Это рентабельно и приводит к созданию прочных, высокопроизводительных компонентов, устойчивых к износу даже в самых сложных условиях эксплуатации. Эти преимущества могут быть усилены за счет тщательного выбора материалов, поэтому Cornell Forge работает в основном с высокопрочными сплавами, а также с нержавеющей сталью, которые обеспечивают максимальную прочность, долговечность и коррозионную стойкость.
Эти преимущества могут быть усилены за счет тщательного выбора материалов, поэтому Cornell Forge работает в основном с высокопрочными сплавами, а также с нержавеющей сталью, которые обеспечивают максимальную прочность, долговечность и коррозионную стойкость.
Запросите кованые изделия на заказ в Cornell Forge сегодня
Компания Cornell Forge обладает более чем 90-летним опытом в области ковки, и мы используем этот опыт, чтобы направлять наших клиентов на каждом этапе процесса ковки. Мы предлагаем помощь в проектировании, консультации и услуги по оптимизации, а затем собственное производство инструментов, что позволяет нам работать с клиентами с самого начала планирования продукта. Наши разнообразные предложения позволяют нам работать в различных отраслях промышленности со сложными потребностями, включая военную, медицинскую и аэрокосмическую отрасли.