Холодная ковка — узоры своими руками (фото + видео) | Своими руками
Содержание ✓
- ✓ СТАНОК ХОЛОДНОЙ КОВКИ СВОИМИ РУКАМИ – ВИДЕО
- ✓ ХОЛОДНАЯ КОВКА СВОИМИ РУКАМИ – ВИДЕО
В оформлении приусадебных участков, садовых домов и квартир очень интересно смотрятся металлические кованые элементы. Изготовить подобный декор методом холодной ковки под силу любому мастеру, имеющему желание сотворить красоту своими руками. А результаты даже самых первых работ окажутся неожиданно эффектными.
Имеющийся в свободной продаже прокат и минимальные навыки сварщика -это все, что потребуется для самостоятельного изготовления железных узоров. Имитация кузнечной работы называется «холодной ковкой» (рис. 1, 2).
Основным мотивом кованого орнамента является «завиток» (рис. 3) (официальное название – «волюта») – спиралевидный элемент, на геометрическом и размерном разнообразии которого и строится вся композиция. Поэтому главной рабочей частью станка для холодной ковки является приспособление для гибки волют – «улитка».
ВСЕ ЧТО НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ НАХОДИТСЯ ЗДЕСЬ >>>
Свою первую «улитку» я мастерил сам, подгибая и прихватывая сваркой полосу 30×4 мм к трехмиллиметровому основанию по шаблону (рис. 4 и 4а). Средняя часть улитки -плашка из круга диаметром 48 мм со срезанным сегментом и прижим, болт М10 в квадрате 20 мм. Для увеличения жесткости конструкции к полосе и основанию приварены обрезки квадрата 10 мм (рис. 5).
Готовая улитка крепится к фланцу станка (рис. 6). Вал станка для холодной ковки изготовлен из трубы D3/4. Блок 206-х подшипников вала установлен в постели, прорезанной в профиле 20×40 мм (рис. 7, 8) и поджимается крышкой из полосы 40×3 мм, изогнутой по диаметру внешних колец (рис. 9). Подшипники поджаты кольцами из труб с фиксирующими винтами. Между валом и подшипниками – уплотнения из мебельной штанги D25 (рис. 10, 11). Опорный ролик закреплен на уголке. Он может перемещаться в зависимости от требуемой формы завитка: прижимная планка на «барашках» отпускается, и уголок вместе с роликом перемещается относительно оси вала.
Перед началом работы над изготовлением этих узоров необходимо набросать эскиз будущего изделия. Можно придумать несколько вариантов на основе завитков (рис. 12), а можно воспользоваться готовыми изображениями из Интернета.
Главное условие тут – составить эскиз из элементов, которые вы гарантированно сможете изготовить или приобрести.
Второй этап – собственно изготовление, гибка этих волют (рис. 13-16).
Перед третьим этапом -сваркой в узор – очень удобно перенести размеры на плоскую поверхность и прихватывать элементы, разложив их прямо на этой разметке (рис. 17).
Окончания завитков можно оставлять как есть, обрезанными, а можно облагородить штампованными листиками. Они стоят недорого, а выбор их в магазинах как по размерам, так и по форме теперь очень велик.
Да, не все сразу будет получаться гладко и ровно. Но занятие это настолько увлекательное, что уверен: попробовав раз, вы уже не сможете остановиться, а плетение железных узоров станет, как минимум, вашим хобби, а как максимум – бизнесом!
СТАНОК ХОЛОДНОЙ КОВКИ СВОИМИ РУКАМИ – ВИДЕО
СТАНОК ХОЛОДНОЙ КОВКИ- СВОИМИ РУКАМИ. Узоры из металла- ПРОСТО! DIY-холодная ковка
Узоры из металла- ПРОСТО! DIY-холодная ковка
Watch this video on YouTube
Читайте также: Ковка своими руками – фото
ХОЛОДНАЯ КОВКА СВОИМИ РУКАМИ – ВИДЕО
Ажурные узоры.Художественная ковка.
Watch this video on YouTube
Узоры своими руками. Художественная ковка
Watch this video on YouTube
© Автор: А. ОГИЕНКО г. Тула
ИНСТРУМЕНТ ДЛЯ МАСТЕРОВ И МАСТЕРИЦ, И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВО. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.Подпишитесь на обновления в наших группах и поделитесь.
Будем друзьями!
Станок для холодной ковки своими руками + чертежи
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Содержание статьи:
- 1 Разновидности станков
- 1.1 Видео по изготовлению станока для холодной ковки своими руками.
- 2 Отличия холодной ковки
- 2.1 Видео обзор ручного станка для ковки металла
- 3 Устройство станков для ковки по холодному типу
- 4 Оснащение электроприводом торсионного станка для холодной ковки
- 5 Построение завитка для станка своими руками
- 6 Сооружение станка для холодной ковки
- 6.1 Видео инструкция
- 7 Сборка устройства
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Краткое описание | |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.

Видео по изготовлению станока для холодной ковки своими руками.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Видео обзор ручного станка для ковки металла
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры.
| Станок | Устройство | |
| Гибочные станки | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
| Твистер | Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. | |
| Улитки Станок-твистер | С воротом | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
| Рычажного типа | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик.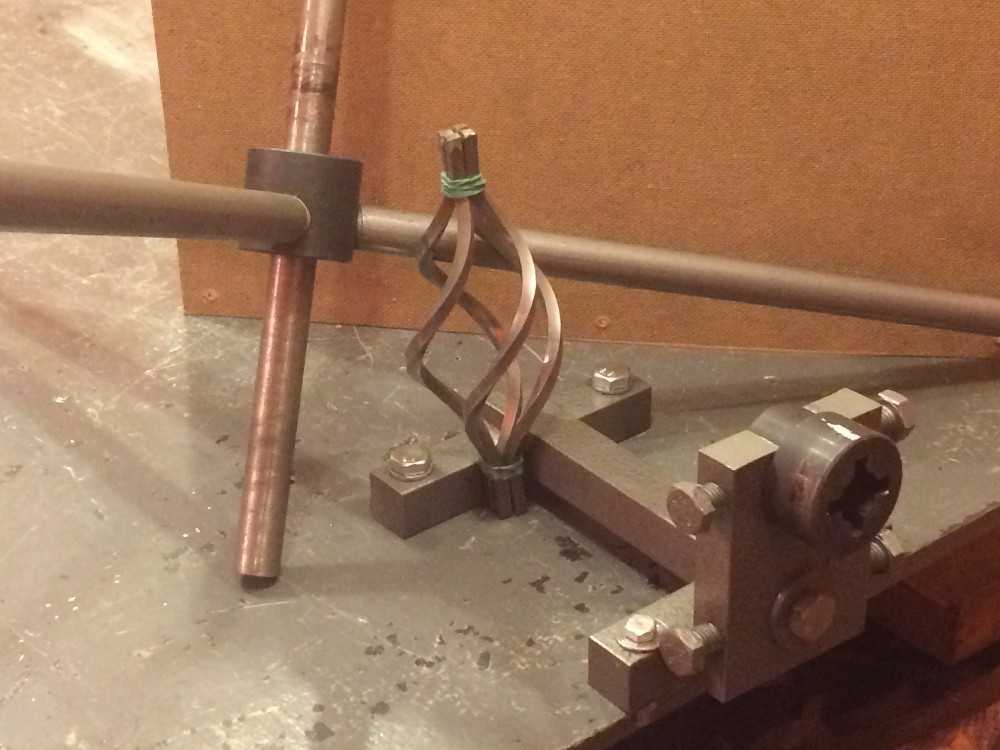 Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. | |
| Торсионный станок | Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. | |
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Построение завитка для станка своими руками
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла должен быть умножен на расхождение витка;
- расхождение в стандартном варианте в основном берется равное 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать угол в 45 градусов;
- если есть необходимость построить шаблон, который будет иметь более плотную спирать, то следует прибавлять к величине радиуса 8ую часть (s) единичного расстояния от спирали;
- что касается r0, то он должен быть равен по величине поперечного сечения размера диаметра, которым обладает заготовка для спирали.
Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.

Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
- первостепенно определяется начальная точка r0;
- витки, которыми будет обладать шаблон, берутся произвольно, их количество может быть любым;
- используя табличные данные, следует произвести расчет поперечника (b), при этом следить за тем, чтобы он был меньшим по ширине в проеме под шаблон;
- пользуясь формулой, проводится расчет радиуса R;
- последний шаг – это перенос всех полученных точек в соответствии с масштабом, после чего можно приступать непосредственно к построению. В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.

Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.
Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля.
 Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным. - Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
 Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.Видео инструкция
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.

Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
- Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
- Последнее действие в алгоритме действий при сооружении станка для холодной ковки своими руками будет соединение сконструированной рукояти с частью устройства похожей на «пирамиду». Фиксация этих элементов после одевания рукояти производится гайкой широкого диаметра, к которой предварительно необходимо приварить металлический круг, который позволит крепить сам шаблон для станка. Далее «улитка»-шаблон присоединяется сваркой.
 Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.Заключение
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Процесс (Изготовление лезвий) Японский нож Nigara Forging Co.
 , Ltd.
, Ltd.Мы гордимся тщательным производством каждого лезвия, начиная с выбора материалов. Мы также принимаем индивидуальные заказы, которые учитывают конкретные запросы наших клиентов.
Выбор стали и феррита
Для изготовления каждого лезвия необходимо выбрать правильный размер стали и феррита.
- Сталь
- Для режущей кромки лезвия выбирают твердую сталь с большим количеством углерода. Различные типы стали выбираются в зависимости от предполагаемого использования лезвия.
- Феррит
- Феррит с настолько низким содержанием углерода, что его называют «сверхнизкоуглеродистой сталью» и выбирают «мертво-мягкую сталь». Он соединен с твердой и хрупкой сталью сверху, чтобы укрепить лезвие.
Если лезвие слишком мягкое, оно не будет хорошо резать, однако, если оно слишком твердое, оно может легко отколоться или сломаться. Комбинация твердой стали и мягкого феррита повышает остроту и устойчивость ножа к любым ударам.
| Таблица компонентов из стали/феррита | ||
|---|---|---|
| Компоненты | Феррит (%) | Сталь (%) |
| С (углерод) | 0,08 | 1,0~1,2 |
| Si (кремний) | <0,2 | |
| Mn(марганец) | 0,35 | <0,35 |
| Р(Фосфор) | 0,009 | <0,03 |
| S (сера) | 0,02 | <0,02 |
| хром (хром) | 0,5 | |
| Вт (вольфрам) | 1,0~1,5 | |
| В (ванадий) | ||
Кузнечная сварка
Сталь соединяется с ферритом и нагревается до 1200 ℃ в печи. Они скованы вместе в грубую форму лезвия. В это время сверху посыпается порошкообразный кузнечный сварочный клей и плавится при сильном нагреве. При ударе вылетают искры, а оксид железа и другие подобные примеси удаляются, улучшая качество стали.
Они скованы вместе в грубую форму лезвия. В это время сверху посыпается порошкообразный кузнечный сварочный клей и плавится при сильном нагреве. При ударе вылетают искры, а оксид железа и другие подобные примеси удаляются, улучшая качество стали.
>>>Посмотреть видео『Кузнечная сварка』
Грубая вытяжка и ковка
Лезвие, сваренное в кузне, снова помещают в горн, нагревают и заковывают до грубой формы и толщины окончательного лезвия. Частицы внутри металла дополнительно очищаются, тем самым укрепляя лезвие и делая лезвие более долговечным.
Нормализация
При тщательном нагреве очага удаляется любой окисел железа с поверхности лезвия, и поверхность лезвия сглаживается. Во время этого процесса частицы металла измельчаются еще больше, повышая долговечность лезвия.
Отжиг
Чтобы сделать структуру однородной, лезвие нагревают до низкой температуры, а затем помещают в соломенную золу для охлаждения. При этом с лезвия снимаются любые напряжения и деформации, и оно дополнительно укрепляется.
При этом с лезвия снимаются любые напряжения и деформации, и оно дополнительно укрепляется.
Формование
Для приведения текущей формы лезвия к нужному размеру используется шлифовальный станок или другой режущий станок.
Штамповка
Также известная как холодная ковка, лезвие куется при комнатной температуре или слегка нагревается, а металл дополнительно очищается, а лезвие укрепляется.
Удаление темных пятен
Кованые лезвия имеют на поверхности темные пятна оксида железа, если их оставить на лезвии, то тепло не будет равномерно распределяться по нему. Путем полировки поверхности и удаления черных пятен повышается прокаливаемость лезвия.
Закалка
Лезвие нагревают, а затем быстро помещают в воду или масло, чтобы немедленно охладить его, упрочняя лезвие и увеличивая срок службы режущей кромки. Однако если лезвие слишком сильно нагревается, сталь становится хрупкой и ухудшается режущая кромка, поэтому температуру строго контролируют.
Закалка
Закаленные лезвия без дополнительной обработки становятся хрупкими, поэтому их нагревают до тех пор, пока они не достигнут нужного уровня мягкости. При этом они становятся сложнее чиповать и более практичны в использовании.
Выпрямление
Когда лезвие закаляется, сталь немного сжимается, что приводит к некоторой деформации. Лезвие выпрямляется с помощью медного молотка, чтобы ударить по лезвию и исправить его форму. Благодаря этому лезвие становится проще в использовании и становится идеально прямым.
Заточка
Вращающийся точильный камень используется для заточки лезвия, однако трение, вызванное трением лезвия о точильный камень, вызывает нагревание, которое может смягчить уже закаленное лезвие. Поэтому вода постоянно льется на лезвие и точильный камень, пока лезвие затачивается. Также во время этого процесса удаляются любые черные пятна, появившиеся в процессе закалки.
>>>Посмотреть видео『Заточка』
Полировка
Любые следы резки, оставленные на поверхности лезвия, могут привести к скоплению нежелательных частиц или воды, вызывающих ржавчину. Чтобы избежать этих антисанитарных условий, лезвие полируется наждачной бумагой до почти зеркального блеска. Это позволяет получить более устойчивый к ржавчине и гигиеничный нож.
Чтобы избежать этих антисанитарных условий, лезвие полируется наждачной бумагой до почти зеркального блеска. Это позволяет получить более устойчивый к ржавчине и гигиеничный нож.
Установка ручки
Постоянно внося мелкие коррективы, лезвие крепится к рукоятке. Чтобы предотвратить попадание воды в точку вставки рукоятки и вызвать ржавчину, вставляется эпоксидная смола и прикрепляется лезвие.
>>>Посмотреть видео『Прикрепление рукояти』
Упаковка и транспортировка
Изготовление лезвия таким образом, избирательное отношение к каждому этапу процесса, позволяет нам с уверенностью сказать, что мы создали нож, который «не не ломается, не гнется, хорошо режется. Это нож, который идеально подходит нашему покупателю.
Горячая ковка | Определение, производство | Пользовательские крепежи
Получить предложение
Узнать цену
Английский
Кованые детали с умом и технологиями
Запрос на запуск
- 5 — 50 мм Диаметр
- длина до 450 мм
- мощные шпиндельные прессы
- Собственное инструментальное производство
- ИСО 14001:2015 / ИСО 9001:2015 / ИАТФ 16949:2016
Нам доверяют более 16 000 клиентов по всему миру
Кованые детали от TIGGES
За счет селективного частичного нагрева заготовок в индукционных установках достигается быстрый, энергосберегающий и материалосберегающий нагрев всех подходящих материалов.
Компоненты, устойчивые к высоким температурам
Качество и точность размеров
Стабильность процесса
Размеры и допуски
Материал не должен страдать, системы должны функционировать, а соединения должны обеспечивать то, что они обещают – для нас это само собой разумеющееся, даже при горячей штамповке.
±0,5 мм
Допуск
450 мм
Длина
5 – 50 мм
Диаметр
Стандартный или специальный материал
Материалы
Мы обрабатываем все формуемые материалы, такие как сталь , нержавеющая сталь, алюминиевые сплавы, жаропрочные стали, титан и многие другие, на высокопроизводительных шпиндельных прессах. Стандартные или специальные материалы – изготовим по вашему чертежу.
Постобработка и
Финишная обработка
В зависимости от требований заказчика мы можем выполнить финишную обработку вашего компонента горячей штамповки. Мы выполняем различные процедуры постобработки и финишной обработки.
Мы выполняем различные процедуры постобработки и финишной обработки.
Термическая обработка
Накатка резьбы
Фиксаторы резьбы
Покрытия
CNC-обработка
Обработка поверхности
Маркировка
Преимущества горячей штамповки
Горячая штамповка предлагает идеальные решения для многочисленных требований к соединению.
- Для долговечных компонентов
- Низкие формовочные силы
- Высокая формуемость
- Широкий выбор материалов
Качество, которое объединяет
Процессы испытаний
3D-сканирование / микро- и макроанализ / определение твердости / и т. д.
Учить больше
Сертификаты
ISO 14001:2015 / ISO 9001:2015 / ИАТФ 16949:2016
Учить больше
Отчеты о качестве
APQP / PPAP / VDA 2 /
8D-отчет
Учить больше
Отправьте свой чертеж
Мы проверим ваш чертеж и рассчитаем по наиболее экономичной технологии производства, которую вы предлагаете
- необязательный
- гибкие производственные возможности
- опытные дизайнеры
Загрузить чертеж
Вся передаваемая информация защищена и конфиденциальна
Собственное производство инструментов
Еще до фактического производства мы активно занимаемся разработкой и производством инструментов на заводе. Это экономит время и усилия, как и последующая постобработка путем механической обработки и накатывания резьбы в TIGGES.
Это экономит время и усилия, как и последующая постобработка путем механической обработки и накатывания резьбы в TIGGES.
Горячее формование особенно подходит для деталей, подверженных высоким нагрузкам (таких как шатуны, цилиндры или шестерни) и материалов, например Инконель. При горячем формовании за счет подвода тепла прилагаются лишь небольшие силы формования. По сравнению с холодной штамповкой способность к формованию очень высока.
Этот метод производства требует больших затрат энергии. Необходимо взвесить затраты и выгоды, чтобы получить наилучший результат от горячей штамповки.
Каковы области применения горячей штамповки? В технологии штамповки различают холодную, полугорячую и горячую штамповку.