Станок для холодной художественной ковки своими руками: чертеж, инструкция и видео
Самодельный станок для холодной ковки может пригодиться, если вам нравиться мастерить и вы не прочь сделать своими руками что-то красивое для загородной усадьбы, домашнего интерьера, для подарков близким и родным людям или просто для души.
Величественный внешний вид изделий, сделанных способом ковки, манит изящными линиями и завораживает взоры. Издревле, во всех лучших домах, можно было непременно увидеть такие украшения, как металлические ажурные завитушки. Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.
Изделия, изготовленные с помощью ковки, используются в дизайне наряду со стеклянными, пластиковыми и иными элементами декора. Ковка металла происходит холодным или горячим способом. Для выполнения процесса горячей ковки нужно выполнить множество особых условий, потому ей очень сложно заниматься в домашних условиях. Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Процесс холодной ковки
При холодном варианте ковки потребуется два основных процесса:
- пресс;
- гнутье.
Чтобы провести данные мероприятия, не нужно сообщать металлу какую-то температуру. Но определенная термообработка все-таки должна происходить между этапами работ.
Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы. Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.
Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки. Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок, так как они практически не исправляемы. С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.
Во время горячей ковки мастеру необходимо не только отдельное помещение, но и оборудование для кузнечного дела, а также специальные условия. При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.
При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.
При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления. Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны. Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления, нелишним будет видео урок и выполнить чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.
Многие названия покажутся забавными, но это довольно удобные для самодельного использования приспособления.
Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
Станки для ковки
Зачастую при работе, сделать станки для холодной ковки своими руками представляется гораздо целесообразней. Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая, даже когда речь идет о простейшем станке улитке.
Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон. На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.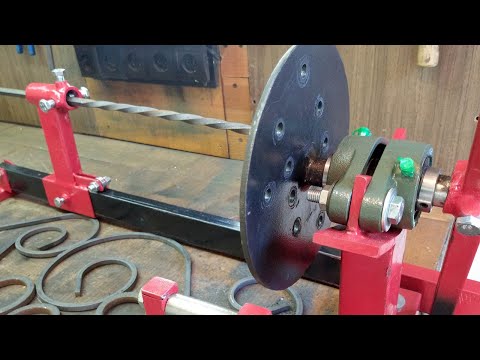
Делая шаблон, сварочный шов нужно проводить с внешней стороны, иначе он будет мешать при дальнейшей эксплуатации изделия.
Часто мастера сами собирают простые устройства, с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
С помощью этого станка домашние мастера выполняют всевозможные кольца и спирали, завитушки, волны. Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии, которая включает в себя ряд этапов.
Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Для рабочей поверхности будет необходимо листовое железо. Толщина в четыре миллиметра вполне хватит. Определение размеров происходит на основании габаритов необходимых деталей. Чтобы сделать форму, потребуется листовой металл в виде полос толщиной три миллиметра. С этим материалом можно работать с помощью ручных инструментов. Его просто выгибают по шаблону в спираль с помощью плоскогубцев.
Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Сборка станка
Чтобы сделать любой станок для холодной ковки, существует множество вариантов. Можно его изготовить разборным, монолитным или сплошным. При монолитной конструкции устройство целиком или части «Улитки» привариваются к площадке.
По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
- Автор: Николай Иванович Матвеев
- Распечатать
Оцените статью:
(14 голосов, среднее: 3.6 из 5)
Поделитесь с друзьями!
Холодная ковка — узоры своими руками (фото + видео) | Своими руками
Содержание ✓
- ✓ СТАНОК ХОЛОДНОЙ КОВКИ СВОИМИ РУКАМИ – ВИДЕО
- ✓ ХОЛОДНАЯ КОВКА СВОИМИ РУКАМИ – ВИДЕО
В оформлении приусадебных участков, садовых домов и квартир очень интересно смотрятся металлические кованые элементы. Изготовить подобный декор методом холодной ковки под силу любому мастеру, имеющему желание сотворить красоту своими руками. А результаты даже самых первых работ окажутся неожиданно эффектными.
Изготовить подобный декор методом холодной ковки под силу любому мастеру, имеющему желание сотворить красоту своими руками. А результаты даже самых первых работ окажутся неожиданно эффектными.
Имеющийся в свободной продаже прокат и минимальные навыки сварщика -это все, что потребуется для самостоятельного изготовления железных узоров. Имитация кузнечной работы называется «холодной ковкой» (рис. 1, 2).
Основным мотивом кованого орнамента является «завиток» (рис. 3) (официальное название – «волюта») – спиралевидный элемент, на геометрическом и размерном разнообразии которого и строится вся композиция. Поэтому главной рабочей частью станка для холодной ковки является приспособление для гибки волют – «улитка». Его так назвали из-за характерной формы.
ВСЕ ЧТО НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ НАХОДИТСЯ ЗДЕСЬ >>>
Свою первую «улитку» я мастерил сам, подгибая и прихватывая сваркой полосу 30×4 мм к трехмиллиметровому основанию по шаблону (рис. 4 и 4а). Средняя часть улитки -плашка из круга диаметром 48 мм со срезанным сегментом и прижим, болт М10 в квадрате 20 мм. Для увеличения жесткости конструкции к полосе и основанию приварены обрезки квадрата 10 мм (рис. 5).
Средняя часть улитки -плашка из круга диаметром 48 мм со срезанным сегментом и прижим, болт М10 в квадрате 20 мм. Для увеличения жесткости конструкции к полосе и основанию приварены обрезки квадрата 10 мм (рис. 5).
Готовая улитка крепится к фланцу станка (рис. 6). Вал станка для холодной ковки изготовлен из трубы D3/4. Блок 206-х подшипников вала установлен в постели, прорезанной в профиле 20×40 мм (рис. 7, 8) и поджимается крышкой из полосы 40×3 мм, изогнутой по диаметру внешних колец (рис. 9). Подшипники поджаты кольцами из труб с фиксирующими винтами. Между валом и подшипниками – уплотнения из мебельной штанги D25 (рис. 10, 11). Опорный ролик закреплен на уголке. Он может перемещаться в зависимости от требуемой формы завитка: прижимная планка на «барашках» отпускается, и уголок вместе с роликом перемещается относительно оси вала.
Перед началом работы над изготовлением этих узоров необходимо набросать эскиз будущего изделия. Можно придумать несколько вариантов на основе завитков (рис. 12), а можно воспользоваться готовыми изображениями из Интернета.
12), а можно воспользоваться готовыми изображениями из Интернета.
Главное условие тут – составить эскиз из элементов, которые вы гарантированно сможете изготовить или приобрести.
Второй этап – собственно изготовление, гибка этих волют (рис. 13-16).
Перед третьим этапом -сваркой в узор – очень удобно перенести размеры на плоскую поверхность и прихватывать элементы, разложив их прямо на этой разметке (рис. 17).
Окончания завитков можно оставлять как есть, обрезанными, а можно облагородить штампованными листиками. Они стоят недорого, а выбор их в магазинах как по размерам, так и по форме теперь очень велик.
Да, не все сразу будет получаться гладко и ровно. Но занятие это настолько увлекательное, что уверен: попробовав раз, вы уже не сможете остановиться, а плетение железных узоров станет, как минимум, вашим хобби, а как максимум – бизнесом!
СТАНОК ХОЛОДНОЙ КОВКИ СВОИМИ РУКАМИ – ВИДЕО
СТАНОК ХОЛОДНОЙ КОВКИ- СВОИМИ РУКАМИ. Узоры из металла- ПРОСТО! DIY-холодная ковка
Watch this video on YouTube
Читайте также: Ковка своими руками – фото
ХОЛОДНАЯ КОВКА СВОИМИ РУКАМИ – ВИДЕО
Ажурные узоры. Художественная ковка.
Художественная ковка.
Watch this video on YouTube
Узоры своими руками. Художественная ковка
Watch this video on YouTube
© Автор: А. ОГИЕНКО г. Тула
ИНСТРУМЕНТ ДЛЯ МАСТЕРОВ И МАСТЕРИЦ, И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВО. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.Подпишитесь на обновления в наших группах и поделитесь.
Будем друзьями!
Процесс (Изготовление лезвий) Японский нож Nigara Forging Co., Ltd.
Мы гордимся тщательным производством каждого лезвия, начиная с выбора материалов. Мы также принимаем индивидуальные заказы, которые учитывают конкретные запросы наших клиентов.
Выбор стали и феррита
Для изготовления каждого лезвия необходимо выбрать правильный размер стали и феррита.
- Сталь
- Для режущей кромки лезвия выбирают твердую сталь с большим количеством углерода.
 Различные типы стали выбираются в зависимости от предполагаемого использования лезвия.
Различные типы стали выбираются в зависимости от предполагаемого использования лезвия. - Феррит
- Феррит с настолько низким содержанием углерода, что его называют «сверхнизкоуглеродистой сталью» и выбирают «абсолютно мягкую сталь». Он соединен с твердой и хрупкой сталью сверху, чтобы укрепить лезвие.
 Различные типы стали выбираются в зависимости от предполагаемого использования лезвия.
Различные типы стали выбираются в зависимости от предполагаемого использования лезвия.Если лезвие слишком мягкое, оно не будет хорошо резать, однако, если оно слишком твердое, оно может легко отколоться или сломаться. Комбинация твердой стали и мягкого феррита повышает остроту и устойчивость ножа к любым ударам.
| Таблица компонентов из стали/феррита | ||
|---|---|---|
| Компоненты | Феррит (%) | Сталь(%) |
| С (углерод) | 0,08 | 1,0~1,2 |
| Si (кремний) | <0,2 | |
| Mn(марганец) | 0,35 | <0,35 |
| Р(Фосфор) | 0,009 | <0,03 |
| S (сера) | 0,02 | <0,02 |
| хром (хром) | 0,5 | |
| Вт (вольфрам) | 1,0~1,5 | |
| В (ванадий) | ||
Кузнечная сварка
Сталь соединяется с ферритом и нагревается до 1200 ℃ в печи. Они скованы вместе в грубую форму лезвия. В это время сверху посыпается порошкообразный кузнечный сварочный клей и плавится при сильном нагреве. При ударе вылетают искры, а оксид железа и другие подобные примеси удаляются, улучшая качество стали.
Они скованы вместе в грубую форму лезвия. В это время сверху посыпается порошкообразный кузнечный сварочный клей и плавится при сильном нагреве. При ударе вылетают искры, а оксид железа и другие подобные примеси удаляются, улучшая качество стали.
>>>Посмотреть видео『Кузнечная сварка』
Грубая вытяжка и ковка
Лезвие, сваренное в кузне, снова помещают в горн, нагревают и заковывают до грубой формы и толщины окончательного лезвия. Частицы внутри металла дополнительно очищаются, тем самым укрепляя лезвие и делая лезвие более долговечным.
Нормализация
При тщательном нагреве очага удаляется любой окисел железа с поверхности лезвия, и поверхность лезвия сглаживается. Во время этого процесса частицы металла измельчаются еще больше, повышая долговечность лезвия.
Отжиг
Чтобы сделать структуру однородной, лезвие нагревают до низкой температуры, а затем помещают в соломенную золу для охлаждения. При этом с лезвия снимаются любые напряжения и деформации, и оно дополнительно укрепляется.
При этом с лезвия снимаются любые напряжения и деформации, и оно дополнительно укрепляется.
Формование
Для приведения текущей формы лезвия к нужному размеру используется шлифовальный станок или другой режущий станок.
Штамповка
Также известная как холодная ковка, лезвие куется при комнатной температуре или слегка нагревается, а металл дополнительно очищается, а лезвие укрепляется.
Удаление темных пятен
Кованые лезвия имеют на поверхности темные пятна оксида железа, если их оставить на лезвии, то тепло не будет равномерно распределяться по нему. Путем полировки поверхности и удаления черных пятен повышается прокаливаемость лезвия.
Закалка
Лезвие нагревается, а затем быстро помещается в воду или масло, чтобы немедленно охладить его, закалив лезвие и продлив срок службы режущей кромки. Однако при слишком сильном нагреве лезвия сталь становится хрупкой и ухудшается режущая кромка, поэтому температуру строго контролируют.
Закалка
Закаленные лезвия без дополнительной обработки становятся хрупкими, поэтому их нагревают до тех пор, пока они не достигнут нужного уровня мягкости. При этом они становятся сложнее чиповать и более практичны в использовании.
Выпрямление
Когда лезвие закаляется, сталь немного сжимается, что приводит к некоторой деформации. Лезвие выпрямляется с помощью медного молотка, чтобы ударить по лезвию и исправить его форму. Благодаря этому лезвие становится проще в использовании и становится идеально прямым.
Заточка
Вращающийся точильный камень используется для заточки лезвия, однако трение, вызванное трением лезвия о точильный камень, вызывает нагревание, которое может смягчить уже закаленное лезвие. Поэтому вода постоянно льется на лезвие и точильный камень, пока лезвие затачивается. Также во время этого процесса удаляются любые черные пятна, появившиеся в процессе закалки.
>>>Посмотреть видео『Заточка』
Полировка
Любые следы резки, оставленные на поверхности лезвия, могут стать причиной скопления нежелательных частиц или воды, вызывающих ржавчину. Чтобы избежать этих антисанитарных условий, наждачная бумага используется для полировки лезвия до почти зеркального блеска. Это позволяет получить более устойчивый к ржавчине и гигиеничный нож.
Чтобы избежать этих антисанитарных условий, наждачная бумага используется для полировки лезвия до почти зеркального блеска. Это позволяет получить более устойчивый к ржавчине и гигиеничный нож.
Установка ручки
Постоянно внося мелкие коррективы, лезвие крепится к рукоятке. Чтобы предотвратить попадание воды в точку вставки рукоятки и вызвать ржавчину, вставляется эпоксидная смола и прикрепляется лезвие.
>>>Посмотреть видео『Прикрепление рукояти』
Упаковка и транспортировка
Изготовление лезвия таким образом, избирательное отношение к каждому этапу процесса, позволяет нам с уверенностью сказать, что мы создали нож, который «не не ломается, не гнется, хорошо режется. Это нож, который идеально подходит нашему покупателю.
Горячая ковка | Определение, производство | Пользовательские крепежи
Получить предложение
Узнать цену
Английский
Кованые детали с умом и технологиями
Запрос на запуск
- 5 — 50 мм Диаметр
- длина до 450 мм
- мощные шпиндельные прессы
- Собственное инструментальное производство
- ИСО 14001:2015 / ИСО 9001:2015 / ИАТФ 16949:2016
Нам доверяют более 16 000 клиентов по всему миру
Кованые детали от TIGGES
За счет селективного частичного нагрева заготовок в индукционных установках достигается быстрый, энергосберегающий и материалосберегающий нагрев всех подходящих материалов.
Компоненты, устойчивые к высоким температурам
Качество и точность размеров
Стабильность процесса
Размеры и допуски
Материал не должен страдать, системы должны функционировать, а соединения должны обеспечивать то, что они обещают – для нас это само собой разумеющееся, даже при горячей штамповке.
±0,5 мм
Допуск
450 мм
Длина
5 – 50 мм
Диаметр
Стандартный или специальный материал
Материалы
Мы обрабатываем все формуемые материалы, такие как сталь , нержавеющая сталь, алюминиевые сплавы, жаропрочные стали, титан и многие другие, на высокопроизводительных шпиндельных прессах. Стандартные или специальные материалы – изготовим по вашему чертежу.
Постобработка и
Финишная обработка
В зависимости от требований заказчика мы можем выполнить финишную обработку вашего горячего формованного компонента. Мы выполняем различные процедуры постобработки и финишной обработки.
Мы выполняем различные процедуры постобработки и финишной обработки.
Термообработка
Накатка резьбы
Фиксаторы резьбы
Покрытия
CNC-обработка
Обработка поверхности
Маркировка
Преимущества горячей штамповки
Горячая штамповка предлагает идеальные решения для многочисленных требований к соединению.
- Для долговечных компонентов
- Низкие формовочные силы
- Высокая формуемость
- Широкий выбор материалов
Качество, которое объединяет
Процессы испытаний
3D-сканирование / микро- и макроанализ / определение твердости / и т. д.
Учить больше
Сертификаты
ISO 14001:2015 / ISO 9001:2015 / ИАТФ 16949:2016
Учить больше
Отчеты о качестве
APQP / PPAP / VDA 2 /
8D-отчет
Учить больше
Отправьте свой чертеж
Мы проверим ваш чертеж и рассчитаем по наиболее экономичной технологии производства, которую вы предлагаете
- необязательный
- гибкие производственные возможности
- опытные дизайнеры
Загрузить чертеж
Вся передаваемая информация защищена и конфиденциальна
Собственное производство инструментов
Еще до фактического производства мы активно занимаемся разработкой и производством инструментов на заводе. Это экономит время и усилия, как и последующая постобработка путем механической обработки и накатывания резьбы в TIGGES.
Это экономит время и усилия, как и последующая постобработка путем механической обработки и накатывания резьбы в TIGGES.
Горячее формование особенно подходит для деталей, подверженных высоким нагрузкам (таких как шатуны, цилиндры или шестерни) и материалов, например Инконель. Во время горячего формования из-за подвода тепла прилагаются только небольшие силы формования. По сравнению с холодной штамповкой, формуемость очень высока.
Этот метод производства требует больших затрат энергии. Необходимо взвесить затраты и выгоды, чтобы получить наилучший результат от горячей штамповки.
Каковы области применения горячей штамповки? В технологии штамповки различают холодную, полугорячую и горячую штамповку.