Станок для холодной ковки своими руками: чертежи приспособлений
Содержание статьи:
Для изготовления кованых изделий применяют два метода — холодная и горячая обработка. Первый способ отличается низкой трудоемкостью, но предусматривает наличие специального инструмента. В большинстве случаев можно изготовить станок для холодной ковки своими руками, руководствуясь стандартными чертежами.
Принципы холодной ковки металлов
Самодельный станок для холодной ковки
Для производства металлических кованых изделий необходимо обеспечить процесс их контролируемой деформации. При этом следует учитывать структуру материала, его технические и эксплуатационные свойства.
Принцип холодной ковки основан на воздействии внешних факторов на кристаллическую решетку материала. Она состоит из зерен неправильной формы. В результате искажения структуры, которое выполняет станок для холодной ковки, происходит уплотнение и изменение конфигурации заготовки. Так как одним из условий является сохранение свойств детали — необходимо подобрать чертежи для производства станков.
Особенности холодной ковки металла, требования к приспособлениям для этого:
- возможна обработка только низкоуглеродистых сталей, которые обладают высокой степенью пластичности;
- в качестве заготовок используются прутки различных сечений;
- предварительный расчет размеров конечных изделий. В процессе их производства необходим постоянный контроль за геометрическими параметрами;
- использование различных станков для формирования нужной конфигурации.
В настоящее время для художественной обработки металлов методом холодной ковки используется ряд специальных инструментов. Часть из них можно сделать самостоятельно. Но для этого необходимо предварительно изучить чертежи и специфику производства.
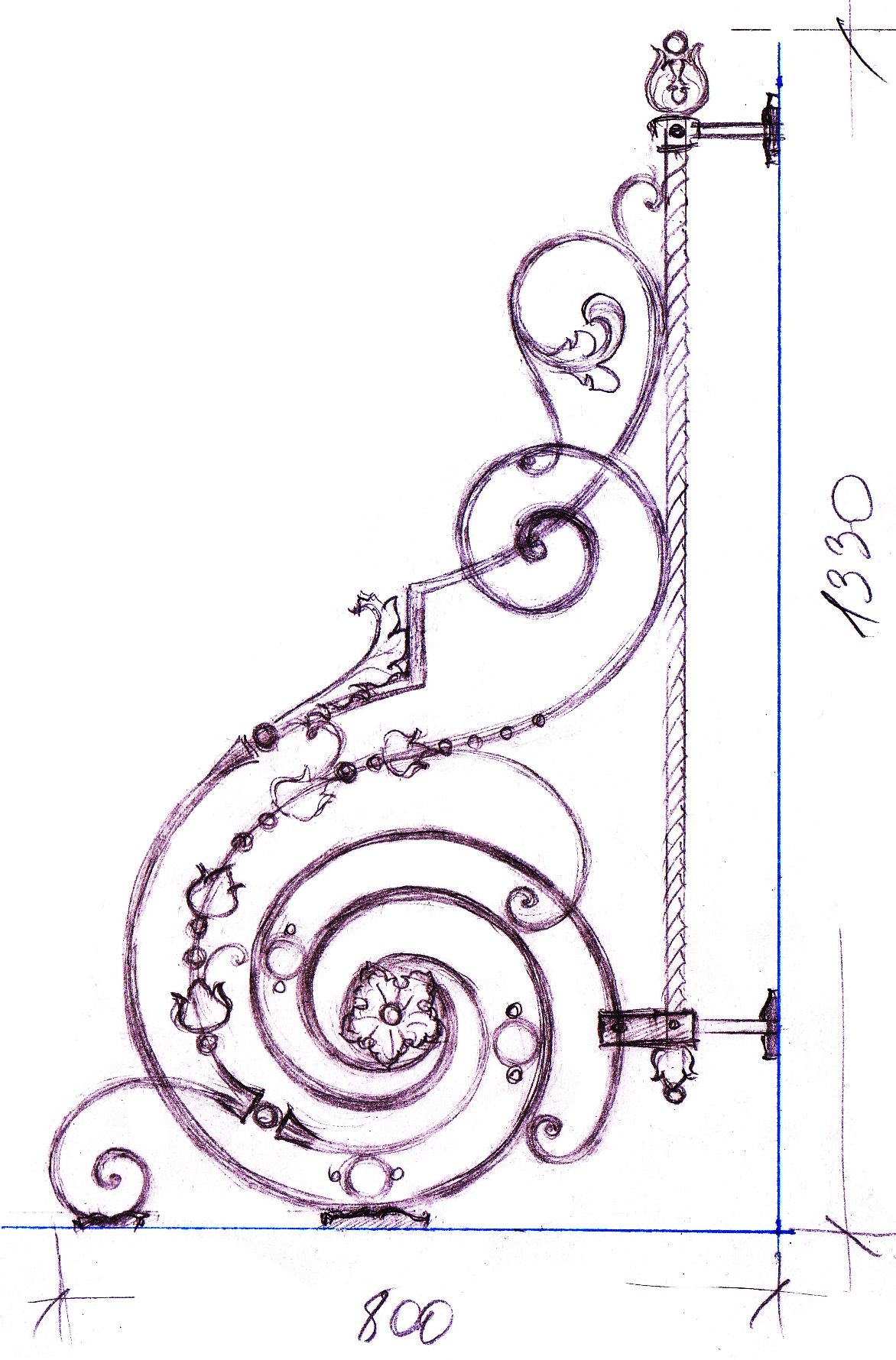
Кованые изделия могут выполнять несколько функций одновременно — эстетическую и эксплуатационную. Это относится к заградительным конструкциям различной конфигурации, например, волна.
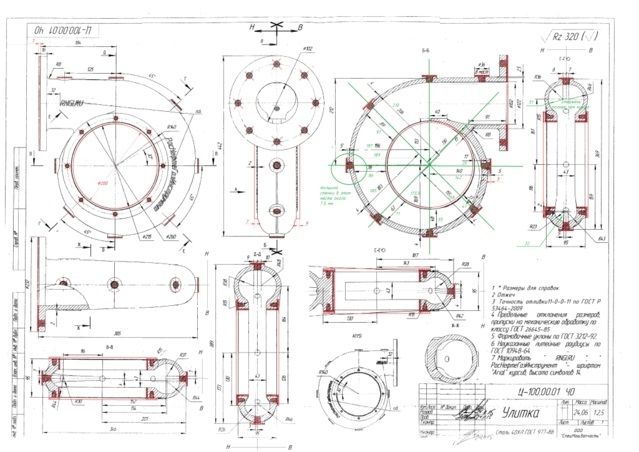
Улитка для холодной ковки
Чертеж улитки для холодной ковки
Самыми распространенными и востребованными являются самодельные станки для холодной ковки типа улитка. С их помощью происходит формирование спиралевидных заготовок. Конструкция оборудования позволяет изготовить его своими руками.
С их помощью происходит формирование спиралевидных заготовок. Конструкция оборудования позволяет изготовить его своими руками.
Чертеж станка «улитки» можно адаптировать для производства конкретного типа изделия художественной ковки. Для этого необходимо знать следующие параметры:
- минимальный и максимальный радиус кривизны заготовки;
- геометрические параметры и форма исходного материала;
- планируемая производительность.
Для массового производства необходимо сделать станок для ковки с электроприводом. Если же планируется работа в домашних условиях — подойдут ручные модели.
В качестве основы для проектирования улитки необходимо использовать стальной лист толщиной не менее 3 мм. Это позволит гнуть прутки большого сечения.
Гнутик для холодной ковки
Гнутик для холодной ковки
Для формирования различных углов необходим ручной гнутик – одно из самых требуемых приспособлений для холодной ковки металла.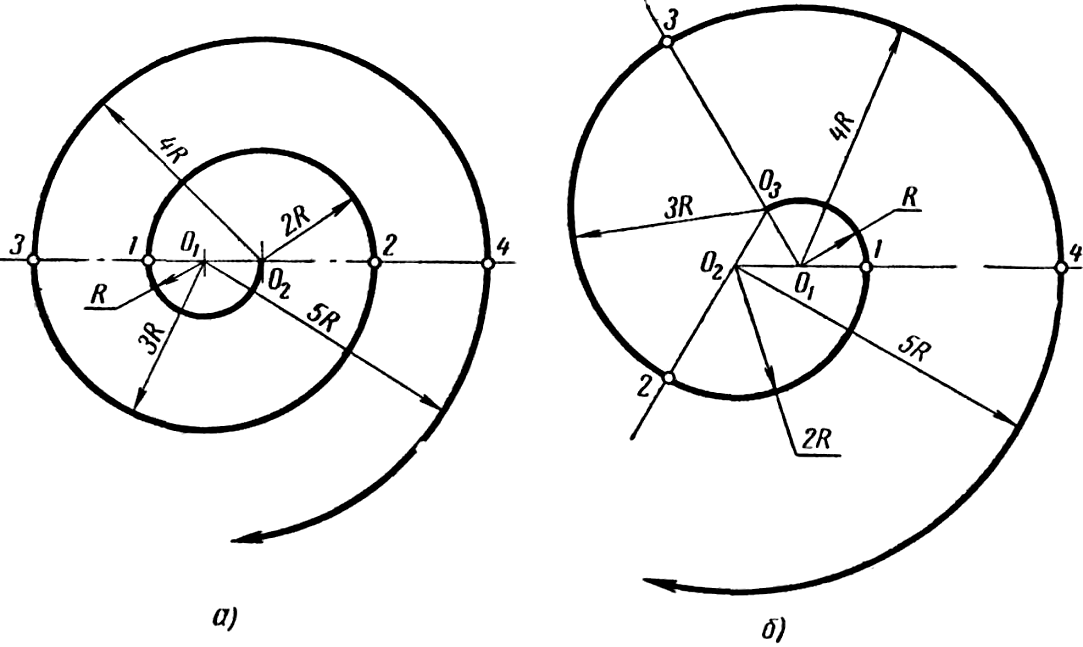 Он состоит из стальной пластины, на которой находятся два опорных вала и движущийся упор.
Он состоит из стальной пластины, на которой находятся два опорных вала и движущийся упор.
Заготовка помещается между опорными валами и клином. Последний имеет механизм смещения по направлению к упорам. В результате этого действия происходит худ. обработка стального прута. Таким способом можно изготовить кованые изделия различной формы.
Особенности применения гнутика, необходимые для корректного составления его чертежа:
- предварительный расчет угла деформации;
- в конструкции можно предусмотреть дополнительную гибочную часть. Для этого следует установить еще один вращающий вал;
- монтажный узел для крепления к столу.
Для производства гнутика необходимо применять инструментальную сталь. Это объясняется большими нагрузками во время эксплуатации. Дополнительно на нем можно собирать элементы типа «волна», но для этого следует модернизировать исходный чертеж.
Минимальный и максимальный радиус изгиба для худ. ковки необходимо рассчитать исходя из геометрических параметров заготовки.
Твистер для холодной ковки
Схема твистера для художественной ковки
Современную художественную ковку сложно представить без элементов, имеющих форму шнека. Для производства подобных худ. деталей предназначен твистер — самодельный станок для холодной ковки.
Особенностью этого инструмента является раскручивание прутика вдоль оси. Конструктивно чертеж станка состоит из двух частей — фиксирующей и подвижной. Деталь крепится между ними и с помощью поворотной ручки выполняется ее информация.
Эксплуатационные качества приспособления:
- расчет рычага давления для минимизации усилий по производству заготовок;
- возможность изменения расстояния между фиксирующими элементами инструмента. Это позволит изготовить детали различной длины;
- следует учитывать, что формирование спирали происходит со стороны фиксации.
Благодаря твистеру можно сделать кованые элементы для оконных решеток, стальных заграждений и т.д.
Это основной перечень станков для холодной ковки. Но кроме них применяется различное оборудование, предназначенное для создания по-настоящему худ. изделий.
Но кроме них применяется различное оборудование, предназначенное для создания по-настоящему худ. изделий.
В видеоматериале показаны примеры станков для холодной ковки металлов в домашних условиях:
Как сделать самодельную «Улитку» для холодной ковки своими руками — видео и чертежи — Обзоры оборудования для бизнеса
Оснастка «Улитка» для холодной ковки — обязательный ручной инструмент любого мастера, который занимается изготовлением кованых изделий без нагрева металла. «Улитка» предназначена для изгибания металлического прутка при холодной ковке металла. Сделать «Улитку» для холодной ковки своими руками не так уж и сложно.
При помощи самодельных станков для холодной ковки можно изготовить множество ажурных изделий из металла. Кованые заборы, ограды, ворота, калитки, перила, скамейки поражают интересными очертаниями, округлыми плавными линиями. Именно изогнутые формы кованых изделий изготавливаются с помощью «улитки» — станка для холодной ковки металла.
Кованые заборы, ограды, ворота, калитки, перила, скамейки поражают интересными очертаниями, округлыми плавными линиями. Именно изогнутые формы кованых изделий изготавливаются с помощью «улитки» — станка для холодной ковки металла.
Изготовление оснастки «улитка» проходит в несколько этапов.
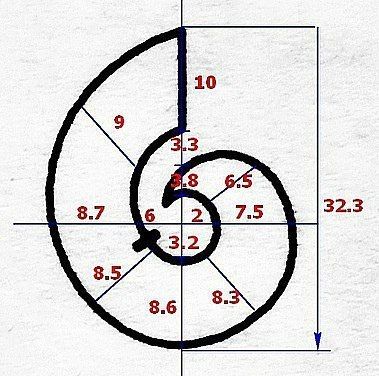
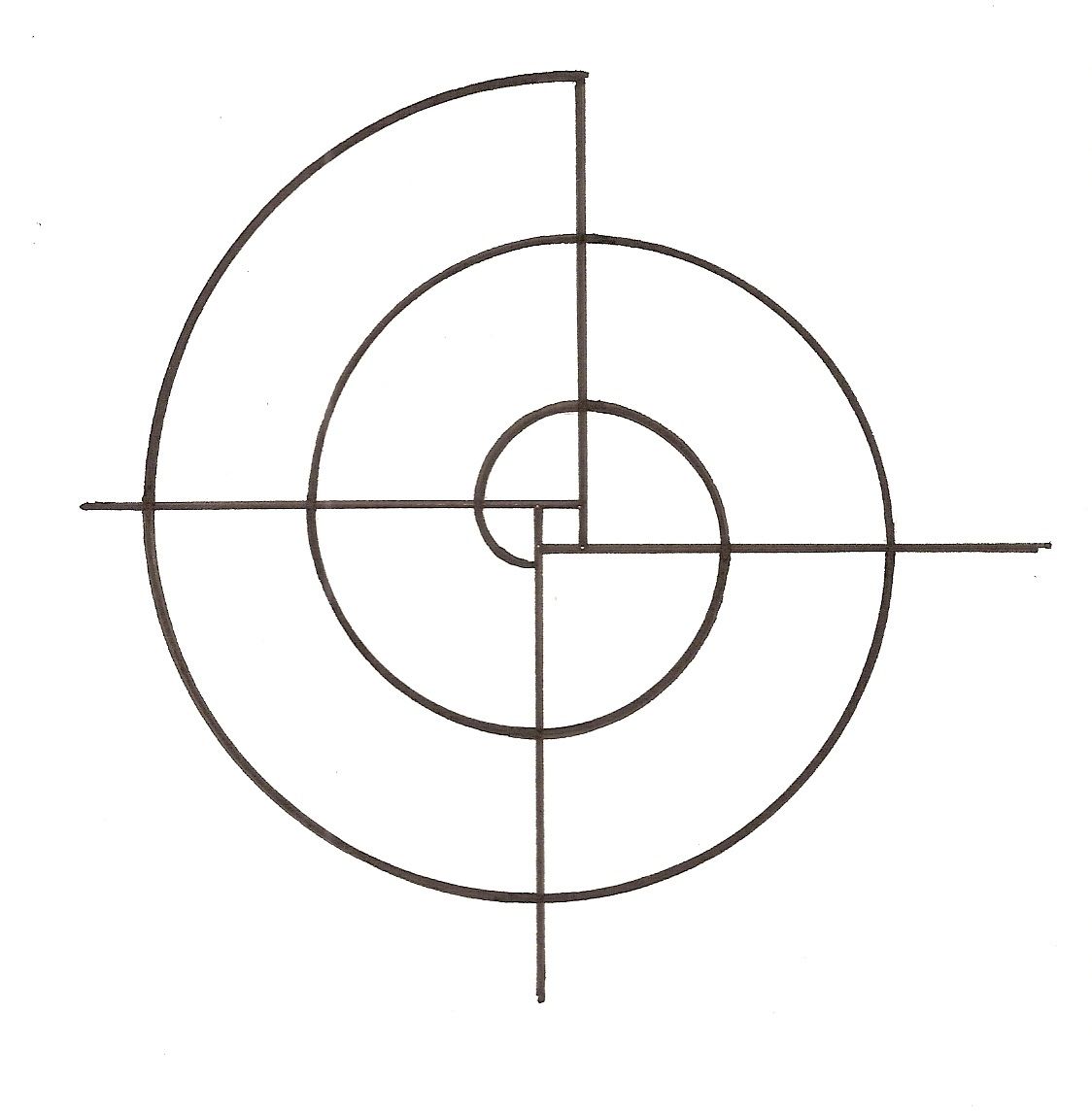
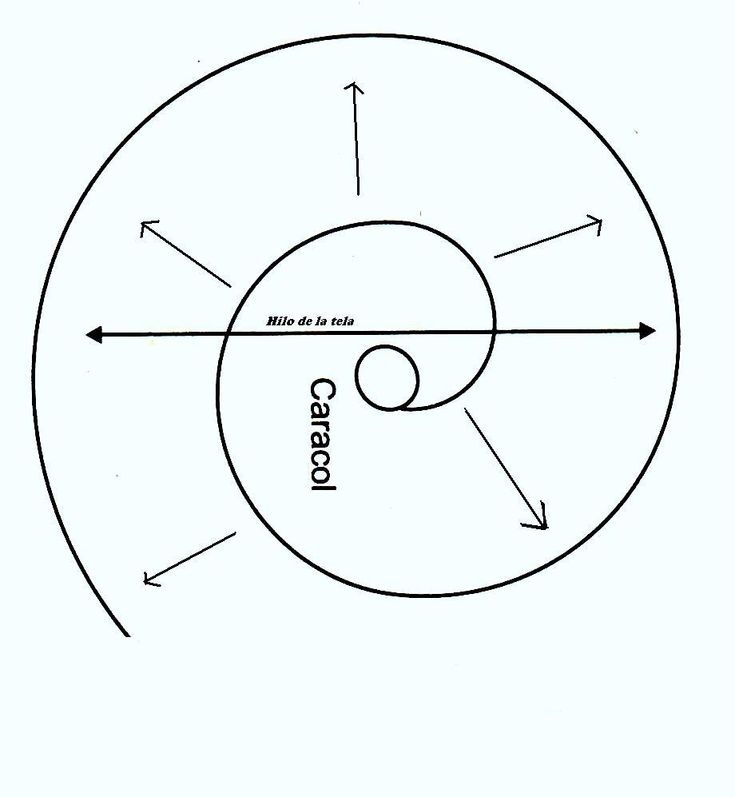
- Вначале необходимо начертить Архимедову спираль (см. рисунок ниже), шаг у витка равен 20 мм. Рисунок необходимо поделить на четыре зоны.
- Из металлической полосы необходимо сделать спирали, каждая следующая спираль должна заканчиваться на новой отметке, но начинаться всегда от центра. Эти спирали будут улитками.
- Из стального листа нужно вырезать четыре пластинки размером 20*20 см.
- Следующими элементами, которые понадобятся в работе по изготовлению улитки будут отрез трубы 20 см и четыре металлических прутка по 2 см.
- Далее все детали нужно соединить — электродуговой сваркой к центру стальной пластины приварить улитку; ближе к центру приварить прутки для удержания заготовки в таком положении.
 В центре зафиксировать трубу. Необходимо следить, чтобы сварной шов на протяжении стыков не прекращался.
В центре зафиксировать трубу. Необходимо следить, чтобы сварной шов на протяжении стыков не прекращался.
 В центре зафиксировать трубу. Необходимо следить, чтобы сварной шов на протяжении стыков не прекращался.
В центре зафиксировать трубу. Необходимо следить, чтобы сварной шов на протяжении стыков не прекращался.В следующем ролике можно посмотреть, как умелец своими руками сделал самодельную «улитку», а также, как и какие заготовки можно изготовить на таком оборудовании для холодной ковки.
В данном видео представлен еще один интересный вид самодельной «улитки», на которой удобно сгибать поковки в завитки и волюты. По словам мастера, «на этом станке все делается удобнее и легче».
Следующий видеоролик содержит чертеж и описание устройства «улитка» и необходимые материалы для изготовления станины и лекала для производства кованых завитков.
Гнутик для холодной ковки своими руками: чертежи, схемы
Горячая ковка известна человеку с тех пор, как он начал обрабатывать и применять в своей жизни металлы. До изобретения штамповки и металлорежущих станков горячая ковка и литье были единственными способами производства инструментов и оружия, предметов домашней утвари и украшений.
До изобретения штамповки и металлорежущих станков горячая ковка и литье были единственными способами производства инструментов и оружия, предметов домашней утвари и украшений.
Чтобы освоить традиционное кузнечное дело, нужно было долго учиться и приобретать опыт. Изделия кузнеца получались весьма трудоемкими и уникальными, это несомненное достоинство для художественного творчества и столь же явный недостаток там, где нужно большое количество одинаковых изделий.
Холодная ковка
Таких недостатков горячей ковки, как:
- большая трудоемкость,
- высокие требования к квалификации мастера,
- низкая повторяемость изделий.
Холодная ковка
Недостатков лишен метод холодной ковки. Он основан на свойстве металлов изменять в определенных пределах свою форму под воздействием механического усилия. Технология применима к пруткам круглого и квадратного сечения, металлической полосе, трубам и прокату различного профиля. Несколько базовых операций, таких, как
- изгиб заготовки под заданным углом и по заданному радиусу,
- формирование завитков и спиралей,
- скручивание одной или нескольких заготовок по продольной оси
и комбинация получившихся деталей позволяет создавать кружевные ограды, беседки, скамейки, элементы декора и домашней утвари в разумные сроки и по приемлемой цене, в разы, а то и в десятки раз ниже, чем при использовании горячей ковки.
К тому же все элементы будут совершенно одинаковыми по форме и размеру, что особенно важно при формировании из них узоров и орнаментов.
Для получения основных элементов используют специальные станки.
- Гнутик — один из самых популярных. Он позволяет сгибать пруток под заданным углом и по заданному радиусу, в том числе и в виде волны.
- Улитка служит для закручивания конца прутка или трубы в спираль
- Торсион предназначен для скручивания прутка вдоль его продольной оси.
Если планируется выпуск больших серий изделий — то понадобится станок промышленного производства. Он обладает высокой производительностью, достаточным ресурсом, снабжен электроприводом достаточной мощности, совмещая в себе гнутик, улитку и торсион. Передовые производители оснащают свои агрегаты полуавтоматическими приставками, и роль работника сводится к установке нужной оправки, закреплению заготовки и запуску программы. Система сама регулирует скорость подачи, силу прижима формующего ролика, начало и окончание формовки.
Система сама регулирует скорость подачи, силу прижима формующего ролика, начало и окончание формовки.
Если же вы планируете для начала просто познакомиться с технологией холодной ковки, пощупать руками, то устройство начального уровня можно сделать самостоятельно, сэкономив значительные суммы, поскольку промышленные агрегаты приближаются по цене к автомобилю.
Станок гнутик
Одна из несложных конструкций самодельного гнутика состоит из следующих частей:
- Массивное основание с пазом.
- Подвижный упор, перемещаемый по пазу червячным механизмом
- Два неподвижных упора-прижима, закрепленные на основании.
Приспособление «Гнутик»
Валики на неподвижных упорах выполняются сменными, чтобы иметь возможность гнуть прутки и трубы под разными углами и радиусами. На подвижном упоре также закрепляется сменный валик или клин, в зависимости от требуемой формы изгиба.
Пока еще прямую заготовку зажимают неподвижными упорами и, вращая привод червячного механизма гнутика, подводят к ней подвижный упор — клин или ролик. Продолжая вращать привод, сгибают заготовку до нужного угла.
Сделать гнутик для холодной ковки своими руками вполне реально, достаточно точно следовать чертежу, соблюдая размеры и припуски.
Трудности в домашней мастерской могут возникнуть с фрезерованием высокопрочной стали и со сверлением в ней отверстий.
Если такого оборудования в мастерской пока нет, лучше разместить заказ на основные части гнутика на производстве — дрелью и лобзиком такую работу будет не выполнить.
Соединение и покраска деталей
Для сборки деталей в желаемую конструкцию необходимо предусмотреть ровное свободное пространство — на полу или на столе, в зависимости от размеров. Заготовки лучше подвергнуть пескоструйной обработке, чтобы снять возможную ржавчину и зачистить поверхность перед сваркой и покраской. Пескоструйный агрегат можно также сделать самостоятельно из отслужившего свое газового баллона, пары патрубков и кранов. Для форсунки можно использовать керамический корпус отработанной свечи зажигания. Для этого достаточно владеть навыками сварочных и слесарных работ.
Заготовки лучше подвергнуть пескоструйной обработке, чтобы снять возможную ржавчину и зачистить поверхность перед сваркой и покраской. Пескоструйный агрегат можно также сделать самостоятельно из отслужившего свое газового баллона, пары патрубков и кранов. Для форсунки можно использовать керамический корпус отработанной свечи зажигания. Для этого достаточно владеть навыками сварочных и слесарных работ.
После пескоструйной обработки детали раскладываются на сборочной площадке. Для удобства работы можно использовать бруски-подкладки. После того, как части размещены, стоит проверить еще раз соответствие их расположения чертежу. Далее, зафиксировав ключевые элементы конструкции струбцинами, точечной сваркой надо прихватить их друг к другу. В последний раз проверив размеры, углы и взаимное расположение, можно приступать к проварке всех нужных швов.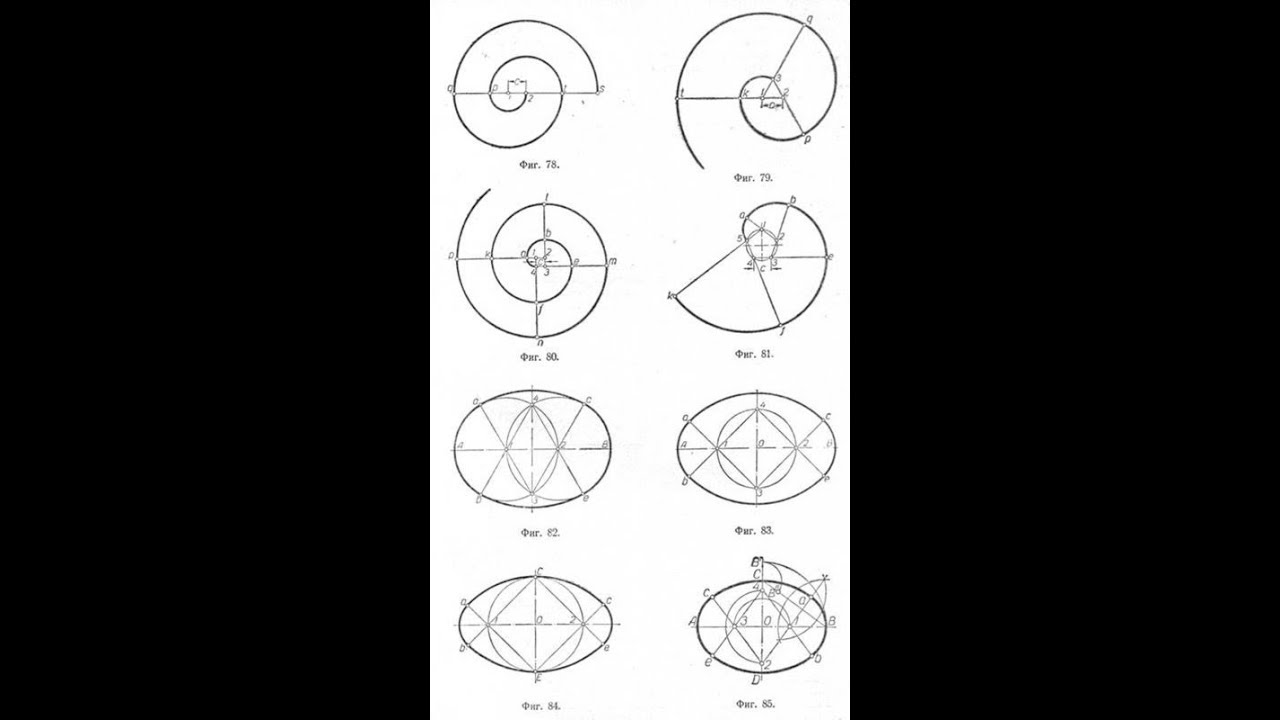
После сварки требуется зачистить окалину проволочными щетками, закрепленными в дрели, а в труднодоступных местах и вручную. Конструкция готова к покраске. В зависимости от выбранных грунтов и финишной краски, а также от способа нанесения, сборку укладывают на прокладочные бруски или крепят вертикально временными упорами.
Конструкции с высокой плотностью деталей удобно красить из краскопульта, для редкой решетки для уменьшения потерь краски придется вооружиться кисточкой.
Изделия, произведенные методом холодной ковки
Методом холодной ковки делают самые разнообразные изделия. Это, прежде всего элементы решеток и оград — как сами прутья, так и поперечины, навершия, украшения. С расстояния в несколько метров ее трудно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Обычный забор, таким образом, кроме утилитарного назначения приобретает еще и художественную ценность. Для этого потребуются гнутик, улитка и торсион.
Обычный забор, таким образом, кроме утилитарного назначения приобретает еще и художественную ценность. Для этого потребуются гнутик, улитка и торсион.
- Очень красивая кованая роза подсвечник
- Кованые изделия
Отлично смотрятся на придомовой территории кованые стойки для фонарей, перила для мостиков через водоемы, навесы и крылечки, столики и скамейки. Да и саму беседку неплохо сделать из кованого прутка. Неожиданную для сурового металла легкость и воздушность придадут ей завитки и спирали, а витые опоры подчеркнут стремление ввысь.
- Кованые ножки скелеты для мангала
- Кованые кочерга и совок для мангала неотъемлемая часть любого праздника с костром
Широко распространены сегодня и кованые мангалы, также дополняющие хозяйственное назначение эстетическим впечатлением. Собственно мангал теряется среди навеса, узорчатых стенок и опор, украшенной завитками крыши.
Также весьма популярны детали балюстрад, ограждений лестниц и балконов. Здесь также широко применяются завитки и спирали, причем не только как украшение, но и как конструкционный элемент. Весьма уместно выглядит скрученная вдоль продольной оси балясина, а угловые опоры часто выполняют из нескольких прутков, скрученных вместе. Также на торсионном станке делают т.н. «фонарик»- несколько изогнутых спиралью прутков, соединенных концами методом сварки.
Здесь также широко применяются завитки и спирали, причем не только как украшение, но и как конструкционный элемент. Весьма уместно выглядит скрученная вдоль продольной оси балясина, а угловые опоры часто выполняют из нескольких прутков, скрученных вместе. Также на торсионном станке делают т.н. «фонарик»- несколько изогнутых спиралью прутков, соединенных концами методом сварки.
- Уникальные перила кованые из виноградной лозы
- Балкон с большим кованым козырьком
Следующая область применения холодной ковки – детали декора помещений и мебели. Дверные ручки и шпингалеты, каминные инструменты и вешалки, стойки для зонтов и карнизы для гардин и портьер-здесь широко используются малые завитки и закрученные прутки.
Мебель делают как садовую, не боящуюся осадков и смены сезонов, так и домашнюю, комбинируя металл с деревом и тканью.
Станок для холодной ковки улитка своими руками: чертежи и размеры, фото
Если ваши руки растут из правильного места, тогда вполне закономерно, что в вашей мастерской потребуется наличие некоторого оснащения для рабочего процесса.
Конструкция «Улитка»
Данный агрегат во много раз упростит рабочий процесс. Также, с ним вы сможете изменять металл до неузнаваемости и создавать изделия необычайной красоты и практичности.
Применение и особенности оснащения
Изделия, созданные по технологии ковки, зачастую стоят немалых денег, а смотрятся довольно благородно и дорого. Ими оформляют усадьбы, внутренний интерьер, используют в качестве ворот. Художественный стиль помогает сделать ковку более изысканной и создавать одно и то же изделие в различных вариантах.
Варианты кованых изделий
Немногие знают, что ковка бывает не только горячего вида, но и холодного. Второй вариант вполне возможно с легкостью использовать в любых домашних условиях. Достаточно создать подходящее для этого оборудование – станок для холодной ковки.
А вот к холодной ковке можно отнести две разновидности работ.
- Наклепывание – наклеп, который осуществляется благодаря многочисленным ударам, которые имеют большую мощность. Это приводит к изменению структуры металла и приводит к формированию нужной формы и размеров. Здесь используется молот, изготовление которого не требует много времени и сил.
- Гнутье – структура металла и его характеристические показатели не поддаются изменениям. Чтобы заниматься таким типом ковки, нужно построить самодельный станок.
Последний вариант отличается своей простотой, если говорить о технологическом процессе. Дальше рассмотрим,как сделать станок для холодной ковки своими руками, чертежи и видео которого вы найдете ниже.
Видео: станок для холодной ковки
Самостоятельное изготовление устройства
Если вы настроились создать данное приспособление в домашней мастерской, тогда нужно изначально подготовить чертеж. Идеальным вариантом станет использование шаблонного образца, что имеет максимум вариантов для создания различных форм и фигур. Когда у вас будут в наличии такие заготовки, то создание станка с достаточным количеством съемных насадок позволит вам в дальнейшем создавать замысловатые и разнообразные узоры и всевозможные вензеля из металла.
Идеальным вариантом станет использование шаблонного образца, что имеет максимум вариантов для создания различных форм и фигур. Когда у вас будут в наличии такие заготовки, то создание станка с достаточным количеством съемных насадок позволит вам в дальнейшем создавать замысловатые и разнообразные узоры и всевозможные вензеля из металла.
Станок для холодной ковки
Когда вы сооружаете домашний станок, то придерживайтесь определенной последовательности работ, чтобы результат был максимально идеальным.
- Возьмите полотно из металла. Шаблоны должны размещаться на нем с расчетом на изготовление. Ведь при работе само сырье из насадок может сдвинуться при нехватке места. Проблематичной может быть работа и при очень маленьких отступах шаблонов друг от друга.
- Чтобы насадки можно было менять легко и просто, сформируйте прорезь в форме прямоугольника. Здесь вы будете помещать сменные насадки, которые заранее прикрепите к пластине прямоугольной формы. Закреплять такие пластины будете с помощью болтов подходящего размера.
- Шаблоны можно изготавливать элементарными или сложными. Можно иметь шаблон с одним завитком или элемент с завитками в разные стороны. Все зависит от вашего мастерства.

Заготовки для станка
Главное – использовать наиболее прочный материал для закрепления частей, которые раздвигаются.
Чертеж станка улитка
Особый инструмент не понадобиться, создание станка-улитки довольно простое. Чтобы его изготовить проделайте следующие действия.
- Сборка стойки. Она является опорным элементом во всей конструкции. Для ее изготовления берут одинаковые отрезы труб, которые соединяются с помощью сочленений. Со стороны стойка чем-то напоминает табурет. С помощью сварочного аппарата необходимо соединить все части стойки.
2. Листы металла необходимо нарезать в соответствии с чертежами. В результате вы получите 4 равносторонних треугольника и круги с равными диаметрами.
3. Треугольники привариваются к нижней части опоры, чтобы получилась пирамида. Основание (максимально широкая площадь) приваривается к центру вырезанной окружности.
Основание (максимально широкая площадь) приваривается к центру вырезанной окружности.
4. Дрелью сформировать отверстия для болтов. С их помощью в горизонтальном положении прикрепить к кругу с приваренной частью планки (четыре штуки).
5. Формирование рукоятки. Для этого понадобиться два прутка с разной длиной (длину соотнести с размерами самого круга) в таком соотношении:
- первый – соотносится с диаметральностью круга;
- второй – немного превышает длину первого.
6. Первый прут изогнуть под углом 300, затем второй прут приваривается к первому. В нижней части прикрепляется дополнительный прут. Важно не забыть вставить перемычку между обеими прутьями (к ней приделать рычаг с помощью сварочного аппарата). Рычаг будет обеспечивать движение в направлении формирования из прутков.
7. Подшипник крепится к рычагу и отрезку внизу, что увеличивает его вариабельность. Катушка металла будет крепиться отрезом вверху (для этого размещается горизонтально и позволяет делать изгиб металла). Со стороны низа отрезка со свободным концом надо сделать отверстие, которое соответствует сечению трубы.
Со стороны низа отрезка со свободным концом надо сделать отверстие, которое соответствует сечению трубы.
8. Финальным шагом является присоединение рукоятки с «пирамидальной» частью конструкции. Соединение происходит с помощью гайки с большим диаметром. Перед креплением к ней приваривают кругляш, чтобы крепить трафарет.
Построенный станок улитка
Следовательно, станок для холодной ковки «улитка» по чертежу и размеру собрать своими руками как на фото можно в домашней мастерской, не вкладывая огромных финансов. После этого вы будете иметь возможность создавать настоящие шедевры из металла.
Видео: улитка, холодная ковка
Оборудование для холодной ковки своими руками чертежи
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.

Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Станки для холодной ковки
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Станок “улитка”
Изготовление основных узлов станка
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей.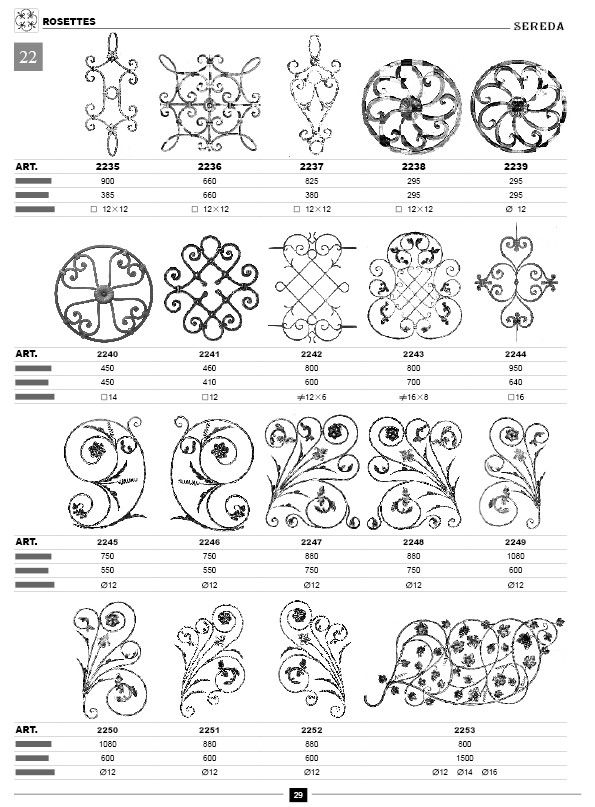 Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
Модули “улитки”
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.

После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали.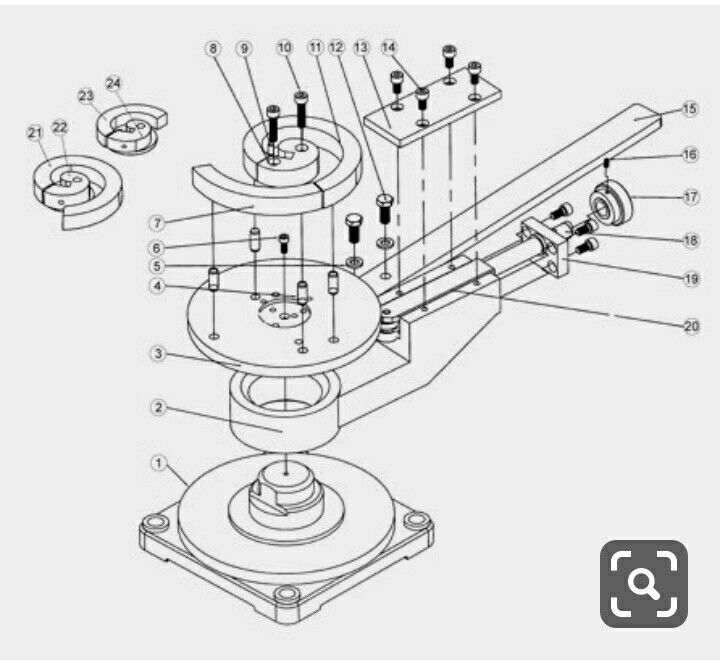 С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик».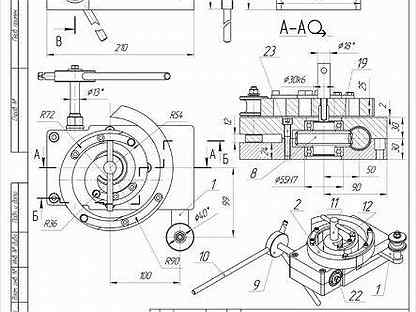 Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
- Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
- Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
- Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.
 Используемые станки при производстве — «волна», «улитка», пресс.
Используемые станки при производстве — «волна», «улитка», пресс.- Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
- Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.
- Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».
- Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Видео по изготовлению станока для холодной ковки своими руками.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Видео обзор ручного станка для ковки металла
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
| Станок | Устройство | |
| Гибочные станки | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
| Твистер | Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. | |
| Улитки Станок-твистер | С воротом | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
| Рычажного типа | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. | |
| Торсионный станок | Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. | |
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать.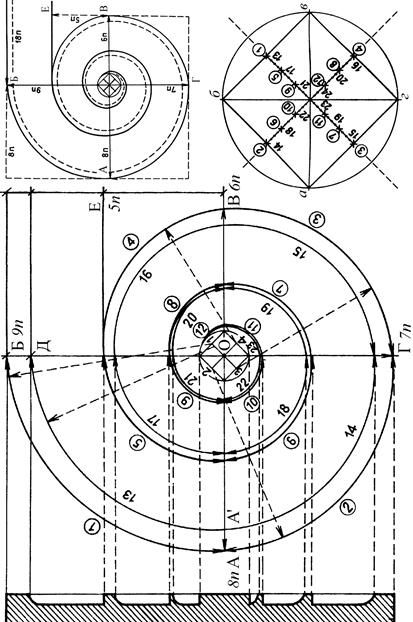 Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Построение завитка для станка своими руками
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла должен быть умножен на расхождение витка;
- расхождение в стандартном варианте в основном берется равное 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать угол в 45 градусов;
- если есть необходимость построить шаблон, который будет иметь более плотную спирать, то следует прибавлять к величине радиуса 8ую часть (s) единичного расстояния от спирали;
- что касается r0, то он должен быть равен по величине поперечного сечения размера диаметра, которым обладает заготовка для спирали.
Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.
Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
- первостепенно определяется начальная точка r0;
- витки, которыми будет обладать шаблон, берутся произвольно, их количество может быть любым;
- используя табличные данные, следует произвести расчет поперечника (b), при этом следить за тем, чтобы он был меньшим по ширине в проеме под шаблон;
- пользуясь формулой, проводится расчет радиуса R;
- последний шаг – это перенос всех полученных точек в соответствии с масштабом, после чего можно приступать непосредственно к построению. В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
 В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.
Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.
Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля. Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
- Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
 Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.Видео инструкция
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
 Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов.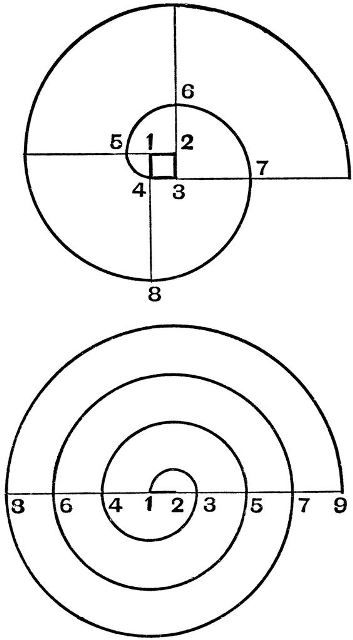 В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Производство фигурных элементов
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать самодельные станки и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки. Научиться создавать красивые вещи своими руками просто, достаточно получить минимальные навыки по работе с арматурой и листовым материалом.
Что такое холодная ковка
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка».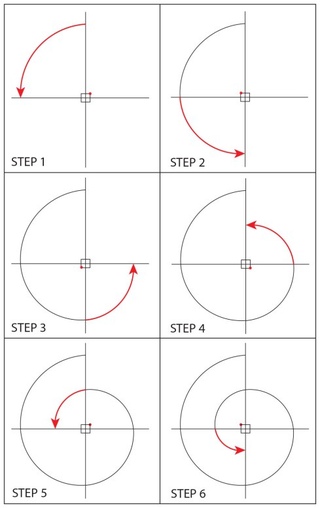 Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.
К положительным свойствам станка-твистера «улитка» относятся следующие факторы: оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля. Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт. Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
- каркас из металлического уголка и швеллера или трубы с толстыми стенками;
- столешница из двух круглых стальных плит толщиной более 4 мм;
- основной вал, закрепленный в центральной части станка между кругами столешницы с помощью согнутых под прямым углом треугольников. Для вала можно использовать толстостенную трубу;
- рычаг для сгибания прутка, закрепленный к валу кольцом.
 Для вала можно использовать толстостенную трубу;
Для вала можно использовать толстостенную трубу;Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя. Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой. Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
Монтаж деталей «улитки»
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
«Гнутик» в качестве приспособления
В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
чертежи готовых изделий — moyakovka.ru
Популярность художественной ковки трудно переоценить. Основательность, красота кованого металла, ритмичность плоских и объемных узоров невольно притягивают взгляды.
Пример металлоизделия с элементами художественной ковки.Существуют различные технологии изготовления кованых изделий — это горячая и холодная ковка.
Разновидностью холодной ковки является обработка металла прессованием. Горячая ковка, равно как и прессовка, предполагает наличие производственной площади и довольно сложного оборудования, тогда как для холодной ковки вполне достаточно надворной мастерской или гаража, где можно производить гибку металла и сборку готовых изделий.
Приспособления для холодной ковки
Имея несложное оборудование и приспособления, можно не только изготовить кованые изделия для оформления своего дома или загородной дачи, но и открыть небольшое производство по выпуску кованых изделий. Холодная ковка предполагает использование металлического прутка круглого или квадратного сечения, а также металлической полосы. Для сборки изделий понадобится сварочный аппарат.
Для изготовления решеток, заборов, перил, мебели с коваными элементами, необходимы некоторые приспособления, которые можно либо приобрести в специальных магазинах, либо изготовить самим. Чертежи на это оборудование несложные и вполне понятные для мастера любого уровня. Необходимый минимум приспособлений для холодной ковки:
Инструменты для холодной ковки: молот, гнутик, улитка, твистер, волна, объемник и другие.- Улитка. Это приспособление позволяет делать завитки в виде спиралей. Для того чтобы получать завитки с различными радиусами изгиба, нужно иметь несколько единиц такой оснастки, выполненных по различным трафаретам. На лист металла наваривается предварительно изогнутый кусок полосы, по которому, как по шаблону, путем гнутья изготавливаются завитки. Чертеж такой улитки можно сделать самостоятельно.
- Гнутик — оснастка для изгибания прутка под фиксированным углом или по любому радиусу. Оборудование представляет собой систему роликов, установленных на металлической плите, и имеет конструкцию, позволяющую изменять расстояния между роликами.
- Приспособление «Фонарик» служит для изготовления объемных спиралевидных элементов с тем же названием. На этом оборудовании можно изготавливать также элемент «корзинка».
- Твистер. Это приспособление служит для закручивания квадратного прутка или полосы в продольном направлении. В результате получаются красивые витые стержни. Оснастка имеет несложную конструкцию, и, имея простой чертеж, ее несложно изготовить самим.
- Объемник, иногда встречается название «глобус». С помощью этого приспособления делают детали, изогнутые в 3D формате, позволяющие получить объемные кованые орнаменты.
- Приспособление «волна» похожа по конструкции на трубогиб. С помощью двух роликов, один из которых закреплен на подвижном рычаге, можно изготавливать детали, изогнутые по любым радиусам. Эта оснастка используется при изготовлении волнообразных узоров с элементами больших радиусов.
 На лист металла наваривается предварительно изогнутый кусок полосы, по которому, как по шаблону, путем гнутья изготавливаются завитки. Чертеж такой улитки можно сделать самостоятельно.
На лист металла наваривается предварительно изогнутый кусок полосы, по которому, как по шаблону, путем гнутья изготавливаются завитки. Чертеж такой улитки можно сделать самостоятельно.
Вернуться к оглавлению
Как сделать чертеж готового изделия
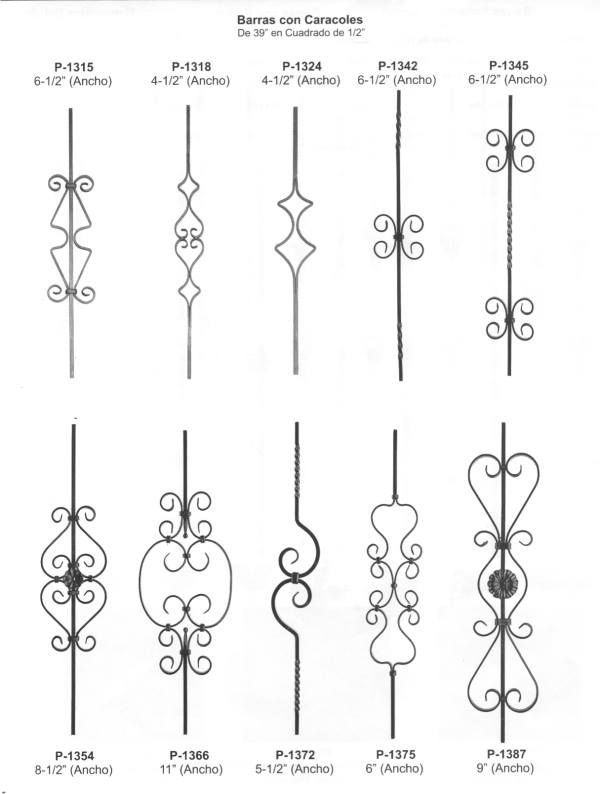
Чертежи кованых узоров можно найти в каталогах готовых изделий и в другой подобной литературе. При желании можно самостоятельно выполнить чертеж узора решетки, забора, или перил. Основной принцип составления кованых узоров — ритмичное повторение определенного мотива орнамента. Из простых элементов может получиться очень красивый узор.
Чтобы изделие получилось интересным, нужно найти гармоничное сочетание элементов разной сложности — от простых прямых прутьев и колец до замысловатых фонариков. Простое сочетание одинаковых завитков, расположенных под разными углами, и прямых прутков, к которым крепятся завитки, дает возможность составить множество различных узоров.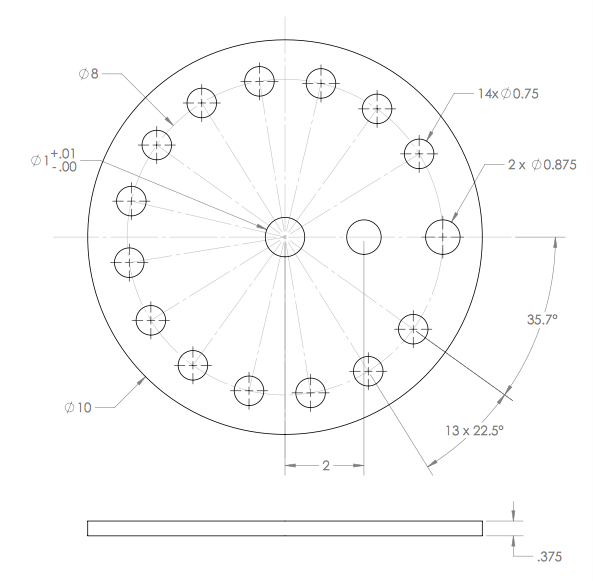
https://moyakovka.ru/youtu.be/eO3dqHbirkc
Для придания кованым узорам законченного вида часто используется элемент «хомут», с помощью которого части узоров скрепляются между собой. Однако этот элемент выполняет только декоративную роль, закрывая сварные швы и создавая впечатление связанности элементов узора.
Инструмент для холодной ковки своими руками: чертежи, как сделать
Иногда возникает вопрос, какой инструмент для холодной ковки своими руками необходим? В последнее время все чаще люди стремятся изготовить элементы декора и украшения для бытовых предметов своими руками, в том числе и из металла.
Кованные изделия пользуются широкой популярностью, поскольку такие элементы декора эксклюзивны, красивы и необычны.
Однако в домашних условиях крайне тяжело создать полноценную кузню, поэтому появилась технология холодной ковки. Что нужно для создания роскошной, эстетической декоративной отделки для балконов, оград, столбов освещения, ограждений?
На данный момент имеется несколько основных инструментов, которые позволяют осуществлять холодную ковку материалов из металла в домашних условиях. Стоит отметить, что все инструменты для таких работ ручные, поэтому они не занимают много места и не требуют «особых» условий для хранения.
Стоит отметить, что все инструменты для таких работ ручные, поэтому они не занимают много места и не требуют «особых» условий для хранения.
Это не сложно
Важно отметить и тот факт, что кованные изделия пользуются широкой популярностью, поскольку такие элементы декора эксклюзивны, красивы и необычны. Однако подобные предметы, выполненные горячей ковкой в кузницах или изделия, изготовленные промышленно, стоят дорого (особенно ручная работа). Именно поэтому широко начала развиваться холодная ковка.
Многие люди часто воспринимают холодную ковку как что-то очень сложное, однако, это не так, как заблуждение о том, что для холодной ковки необходима кузня. Но для холодной ковки этого не требуется.
Методы ковки.
Главным и необходимым требованием к процессу является только наличие мощного освещения этого помещения и рабочего места в частности. А для этого требуется проложить проводку в выбранную комнату, установить необходимое количество осветительных приборов (лучше всего подойдут светодиодные).
Для холодной ковки необходимо только небольшое огороженное помещение, которым может являться подвал, сарай, веранда или гараж.Несмотря на то, что в названии способа стоит слово «ковка», то это совсем не означает, что придется ковать. Ведь основной технологией является изгибание металлоизделий специальными инструментами. Сравнение метода холодной ковки с обычной горячей не приемлемо. Однако кузнецы часто комбинируют холодную и горячую ковку. Такими методами создается большой ассортимент изделий.
Вернуться к оглавлению
Описание технологии
Наиболее тяжелыми процессами при холодной ковке считается сварка уже изогнутых металлических изделий. Она нужна на завершающем этапе, когда все детали сформированы и требуется сборка готовой конструкции. Сварка сложна тем, что требуется специальный сварочный аппарат, который стоит довольно дорого, кроме того, сама сварка является довольно сложным процессом, требующим специальных знаний в своей сфере. Даже профессиональные сварщики часто не могут грамотно сварить конструкцию.
Остальные процессы (сгибание металла под разными углами), никакой сложности не представляют. Осуществлять холодную ковку сможет практически любой человек, даже без навыков такой работы. При этом каждое последующее изделие начинающего мастера будет гораздо лучше предыдущего, ведь будет постоянно происходить процесс оттачивания навыка. Кроме того, можно создать очень эксклюзивные вещи, проявив фантазию и нарисовав желаемый объект предварительно на бумаге.
Далее расскажем, какие нужны инструменты для холодной ковки, и какие вспомогательные инструменты должны быть в мастерской.
Вернуться к оглавлению
Необходимые инструменты и материалы
Улитка позволяют создавать спиралевидные элементы, похожие на домики улиток.
Все необходимые инструменты для сгибания изделий из металлопроката состоят из 6 позиций. Сюда относятся гнутик, улитка, фонарик, твистер, волны и объемной. К вспомогательным инструментам можно отнести сварочный аппарат и осветительное оборудование.![]() К расходным материалам – металлические заготовки и лакокрасочные изделия. Хорошо подготовленный мастер с таким оборудованием может производить более 10 квадратных метров изделий в день. При этом ручной инструмент очень прочен и очень эффективен, поскольку обладает столь высокой производительностью. Такой комплект инструментов даст возможность создавать плоские и 3D узоры.
К расходным материалам – металлические заготовки и лакокрасочные изделия. Хорошо подготовленный мастер с таким оборудованием может производить более 10 квадратных метров изделий в день. При этом ручной инструмент очень прочен и очень эффективен, поскольку обладает столь высокой производительностью. Такой комплект инструментов даст возможность создавать плоские и 3D узоры.
При этом площадь обрабатываемых изделий может составлять 1-1,5 квадратных сантиметра при длине заготовки в 0,5 см. Остановимся на инструментах по подробнее:
- Гнутик. Он предназначен для изгибания металлических прутов (что ясно из названия), при этом можно задать абсолютно любой угол изгиба. Он также позволит создать узоры в виде дуги. Конструктивно он состоит из зажима с тремя упорами, из которых два упора статичны и находятся на прямой, а третий подвижный, им собственно и гнут металл, вдавливая заготовку между двумя неподвижными. Для снижения силы, которую необходимо приложить для сгибания заготовки, есть система рычагов, которая приводит третий упор в движение.
- Фонариком придают одноименную форму заготовке. Инструмент состоит из двух зажимов на вращающейся горизонтальной оси. Один зажим статично закреплен на корпусе, другой – на оси. Металлический прут зажимается между ними (длина оси обеспечивает обработку длинных заготовок), после чего ось начинают вращать. Вращение осуществляется рукояткой, связанной при этом с осью через редуктор для снижения необходимой для работы силы.
- Улитками называют устройства, которые позволяют создавать спиралевидные элементы, похожие на домики улиток. Конструктивно этот инструмент можно представить в виде комбинации гнутика и фонарика. От первого взяты упоры (только все неподвижные), от второго – вращающаяся ось с зажимом (только ось вращается перпендикулярно заготовке).
- Объемными делают 3D изделия. Например, кольца. Такой инструмент представляет собой вращающийся барабан, который установлен в прочном корпусе, при этом намотка заготовки на барабан происходит под воздействием мускульной силы человека.
- Волнами создают дугообразные элементы. Волна очень схожа с гнутиком, однако в отличии от первого, придает строго определенную форму заготовке. На ней установлены круги-барабаны, на которые осуществляется намотка заготовки. Радиус волны равен радиусу барабана. Для изменения волны следует приобрести несколько таких инструментов с разными радиусами барабанов.
- Похож на фонарик и твистер. Разница заключается только в том, что фонарик позволяет создать объемные закрученные элементы, а твистер закручивает заготовки только в одной плоскости.

Поскольку принцип работы инструментов прост, то каждый человек может позволить себе изготовить их самостоятельно. При этом самодельный инструмент может выдавать не менее качественные заготовки, чем покупной. Стоит также отметить, что не следует покупать сразу много инструментов, ведь для освоения такого процесса достаточно всего 3-4 инструментов. Остальные можно будет приобрести или изготовить позже, когда появиться опыт и необходимость в конкретном инструменте.
Остальные можно будет приобрести или изготовить позже, когда появиться опыт и необходимость в конкретном инструменте.
Вернуться к оглавлению
Некоторые особенности работы
Все инструменты можно условно разделить на 2 категории: те которые гнут и те которые сжимают. При этом эти процессы в холодной ковке достигаются за счет эластичности материала, которым пренебрегают при обычной ковке (она осуществляется путем изменения физических параметров материала). Несмотря на это, в процессе механической обработки металла существенно снижается его прочность. Для некоторых элементов декора это не критично, однако если есть необходимость в прочных элементах, то рекомендуется заготовку предварительно разогреть до 150-200°С.
Для этого подойдет обычная печь, а не специальная кузня, в крайнем случае, небольшие заготовки можно разогреть резаком. Элемент, изготовленный по такой технологии, в прочности не уступит выкованному в кузнице.
Перед работой с заготовкой ее следует предварительно зачистить и отшлифовать, ведь после обработки это сделать будет гораздо сложнее из-за изменения формы.
Главным недостатком холодной ковки является то, что все детали делаются по шаблону, а создание новых шаблонов достаточно проблематичное занятие (и дорогое). Поэтому эксклюзивность достигается путем объединения таких деталей в одно целое. Также недостатком считается и ограничение по толщине заготовки, поскольку металл довольно прочный материал.
Что это? Преимущества, Процесс, Горячие и холодные, Типы, Соображения
Введение
Это наиболее полное руководство по холодной ковке, доступное в Интернете.
В этой статье рассматриваются следующие темы:
- Что такое холодная ковка и как она работает
- Преимущества и недостатки холодной штамповки
- Горячая штамповка vs. холодная ковка
- Металлы и оборудование / машины бывшие в употреблении
- Применение холодной штамповки
- И многое другое …
 холодная ковка
холодная ковкаот Anderson Shumaker Company
Глава первая — Что такое холодная штамповка и как она работает?
Холодная штамповка — это процесс формовки и производства металла, при котором пруток вставляется в штамп и сжимается во второй закрытой штампе.Процесс завершается при комнатной температуре или ниже температуры рекристаллизации металла для придания металлу желаемой формы или конфигурации.
Холодная штамповка — это эффективный и экономичный процесс деформирования металла для производства больших объемов деталей по низкой цене. Существует три метода холодной ковки, которые различаются в зависимости от температуры, которые могут быть холодными, теплыми или горячими и включают использование молотков, штампов или прессов для
придавать форму, сжимать, деформировать и катить металлы.Холодную ковку не следует путать с механической обработкой или литьем, поскольку конечный результат — более прочный и качественный продукт.
Существует три метода холодной ковки, которые различаются в зависимости от температуры, которые могут быть холодными, теплыми или горячими и включают использование молотков, штампов или прессов для
придавать форму, сжимать, деформировать и катить металлы.Холодную ковку не следует путать с механической обработкой или литьем, поскольку конечный результат — более прочный и качественный продукт.
В отличие от горячей или горячей штамповки, холодная штамповка формирует и деформирует пруток при комнатной температуре за счет локализованного сжимающего усилия. В зависимости от требований к конструкции детали заготовка может проходить через несколько штампов или подвергаться ударам несколько раз подряд для достижения правильной формы.
Глава вторая — Как работает холодная ковка
Низкая стоимость холодной ковки обусловлена снижением трудозатрат и устранением вторичной обработки. Детали производятся быстро и эффективно со скоростью до 1000 штук в час, что снижает удельную стоимость. Производство просто заключается в том, чтобы вставить металлическую деталь и позволить машинам быстро и экономично выполнить работу.
Детали производятся быстро и эффективно со скоростью до 1000 штук в час, что снижает удельную стоимость. Производство просто заключается в том, чтобы вставить металлическую деталь и позволить машинам быстро и экономично выполнить работу.
Готовые изделия холодной штамповки имеют идеальную поверхность и улучшенную стабильность размеров, как показано на изображении ниже. Различные процессы повышают прочность и долговечность заготовки, позволяя производить долговечные изделия или детали.
Процесс холодной штамповки —
Шаг 1: Смазка
— Перед ковкой заготовку обрабатывают смазкой, чтобы предотвратить ее прилипание к матрице и сохранить ее прохладной во время процесса формования, поскольку при деформации могут возникать температуры от 250 ° до 450 °.
Шаг 2: Вставка металлической детали
— Металлическая деталь помещается на матрицу, имеющую форму последней детали. Матрица может иметь две секции, одна из которых прикреплена к молотку, а другая — под заготовкой. Молоток — это верхняя часть и ударный механизм, создающий силу для деформации металлической детали.
Матрица может иметь две секции, одна из которых прикреплена к молотку, а другая — под заготовкой. Молоток — это верхняя часть и ударный механизм, создающий силу для деформации металлической детали.
Шаг 3: Ход
— Удар по заготовке или ход может производиться тремя механизмами — гидравлическим, пневматическим или механическим. Каждый из этих методов направляет вал с молотком на нем с большой силой вниз на заготовку для создания желаемой формы.Это происходит с точностью до миллисекунд. В некоторых случаях молоток может потребоваться несколько раз подряд для получения точного контура и формы.
Шаг 4: Вспышка
— Вспышка — это лишний металл, который находится вокруг матрицы или набора штампов. Он выступает из корпуса поковки в виде тонкой пластины в месте соединения штампов и удаляется во время обрезки. Вспышка ограничивает поток металла, обеспечивая идеальное впечатление. Наличие вспышки необходимо для того, чтобы металл полностью заполнил матрицу.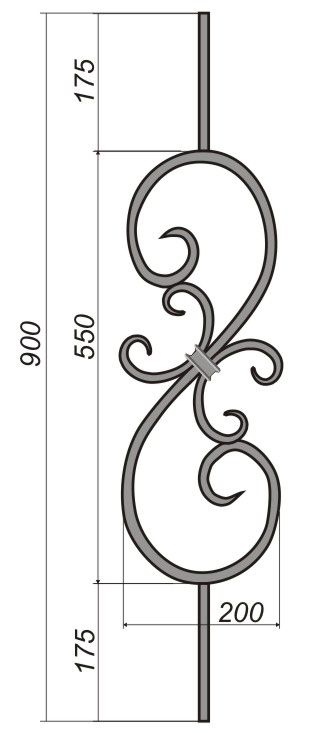
Шаг 5: Удаление детали
— Метод удаления детали зависит от типа процесса. Большинство современных производителей используют автоматику для удаления детали конвейером или рукой робота. Это еще одна мера экономии, которая устраняет необходимость в транспортировке материалов.
Шаг 6: После формирования
— Как и в случае с другими частями процесса, это может принимать разные формы. Для деталей, требующих одного штампа и одного хода, деталь обрезается и отправляется на отгрузку.В случае деталей, которые имеют несколько граней, они перемещаются в другие процессы штамповки для добавления элементов. Перемещение штампа от станции к станции обычно автоматизировано. Для более крупных деталей используются другие механизированные методы, которые могут включать подъемник, вилочный погрузчик или кран.
Глава третья — Преимущества холодной штамповки
В этой главе подробно обсуждается шесть основных преимуществ холодной кромки.
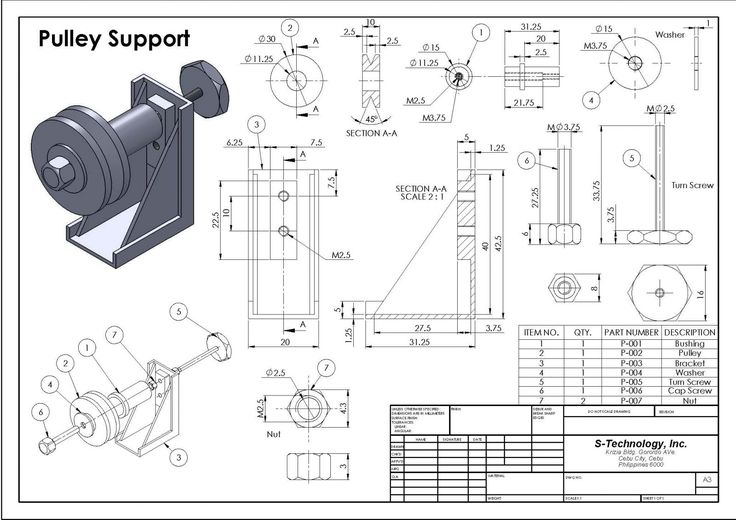 В их числе:
В их числе:- Рентабельность
- Более быстрое производство
- Экологичность
- Превосходная производительность продукта
- Высокая производительность
- Большой выбор металлов
Приведенная ниже информация описывает некоторые преимущества холодной ковки и причины ее широкого использования.В третьей главе сравниваются холодная и горячая штамповка, а также преимущества каждой из них.
Рентабельность: Холодная штамповка — это низкая стоимость благодаря 3 факторам — предварительной обработке, температуре и чистовой обработке. В других методах формования металла заготовка должна подвергаться некоторой форме предварительной обработки, такой как нагрев. Печи, обжиговые печи или электричество обычно используются для повышения температуры металла выше точки его рекристаллизации.Они дороги в обслуживании, производят загрязняющие вещества и требуют много времени.
Печи, обжиговые печи или электричество обычно используются для повышения температуры металла выше точки его рекристаллизации.Они дороги в обслуживании, производят загрязняющие вещества и требуют много времени.
При холодной штамповке после обработки заготовка становится законченной и требует минимальной обработки, что снижает затраты на рабочую силу.
Холодная штамповка позволяет экономить до 70% производственных затрат, так как очень мало отходов и лома.
Более быстрое производство:
Холодная штамповка — это простой процесс, при котором заготовка помещается непосредственно в кузнечно-прессовый станок для мгновенного изготовления готовой детали.Современные производители используют автоматику для загрузки заготовки и снятия ее с пресса. Как вы можете видеть на этом видео, металл загружается в станок, обрабатывается и перемещается дальше. Время между входом и окончанием составляет менее секунды.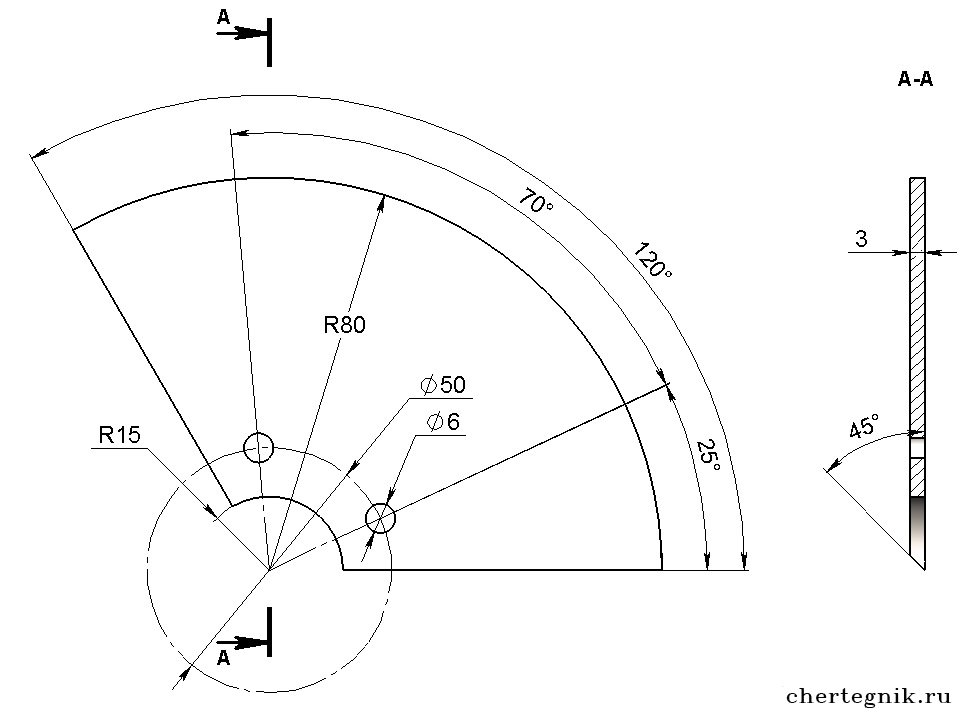
Экологичность:
Основная причина, по которой холодная ковка является экологически чистой, заключается в устранении потребности в тепле, поскольку дым и дым из печей вызывают значительные выбросы углерода.Это также снижает стоимость, поскольку производителям не нужно устанавливать оборудование для фильтрации и очистки воздуха.
Превосходная производительность продукта:Холодная штамповка позволяет получать изделия с превосходными характеристиками, поскольку она изменяет структуру зерна заготовки в соответствии с конфигурацией конечной детали.
Устраняет возможные негативные реакции:
Обработка металла может создать множество потенциальных проблем.Холодная ковка устраняет некоторые отрицательные эффекты, такие как усталостная пористость, за счет увеличения общей прочности металла и устранения риска потери целостности материала.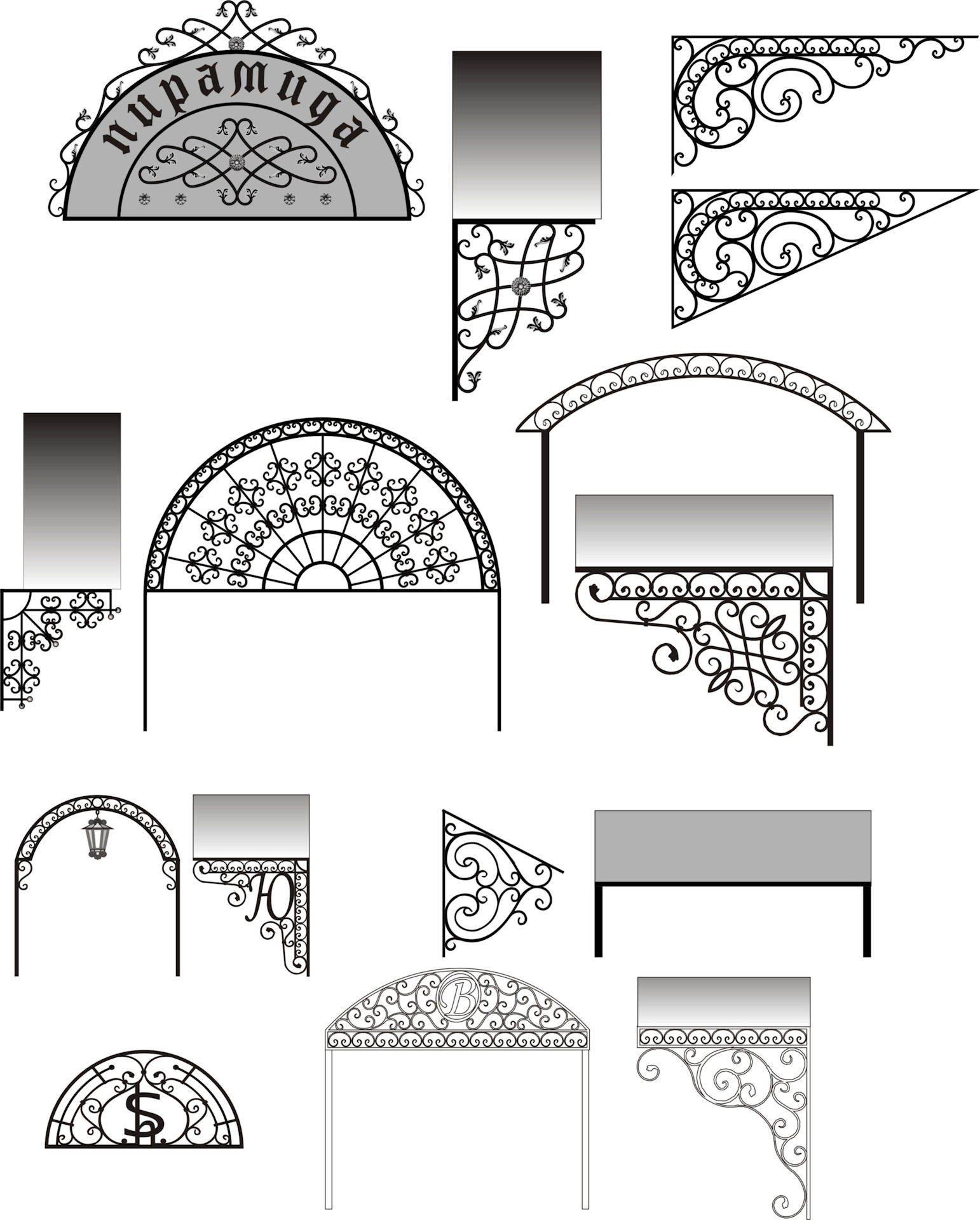
Повышенное качество и долгий срок службы:
Холоднокованые детали способны выдерживать высокие нагрузки. Когда заготовка выходит за пределы ее предела текучести или упругости, она все еще может сохранять свою измененную форму.
Сохранение допусков детали:
Критические и жесткие допуски деталей поддерживаются на протяжении всего производственного цикла.Они воспроизведены до мельчайших деталей, так что каждая часть является точной копией первой.
Свобода дизайна:
В отличие от других процессов, холодная штамповка дает свободу проектирования, когда можно создавать сложные контуры и формы, которые потребуют множества различных и дорогостоящих вторичных методов в других процессах.
Высокая производительность:
Хотя могут быть различия между методами производства холодной штамповки, высокая производственная скорость холодной штамповки позволяет производить от 50 до более 400 штук в минуту.Единственное, что влияет на скорость процесса, — это размер детали.
Большой выбор металлов:
Можно выковывать широкий спектр металлов, в том числе твердые, такие как углеродистая сталь, легированная сталь и нержавеющая сталь, а также мягкие металлы, такие как алюминий, латунь и медь.
Разнообразие болтов холодной ковки из различных металловНа этом изображении представлены образцы болтов, изготовленных методом холодной ковки.Каждый из различных болтов был сделан из разного металла. В комплекте — из меди, латуни, алюминия и стали.
Глава четвертая — Горячая и холодная ковка
Разница между горячей ковкой и холодной ковкой заключается в температуре: холодная ковка деформирует и нагружает металлы при комнатной температуре, в то время как горячая ковка нагревает металлы вблизи их точек плавления или до них.
Ключом к температурному диапазону является рекристаллизация: холодная штамповка проводится перед рекристаллизацией, а горячая штамповка нагревает металл выше точки рекристаллизации.
Выбор холодной ковки или горячей штамповки зависит от:
- A Изготовители оборудования и обработка: Производители специализируются на том или ином процессе, чтобы максимально использовать свое оборудование.
- Потребительский запрос: На этапе проектирования деталей инженеры принимают решение относительно наилучшего процесса производства своих конструкций, поскольку холодная и горячая ковка имеет свои ограничения.
- Типы производимых деталей: Часто ограничения относительно выбора правильного процесса определяются конструкцией детали, поскольку определенные детали могут быть подвергнуты только горячей штамповке, в то время как другие идеально подходят для холодной штамповки. Конструкции деталей, изготовленных методом холодной ковки, просты и не содержат сложных деталей, в то время как горячая штамповка позволяет получать изделия с чрезвычайно точными мелкими деталями.
- Требование более низкой стоимости: По возможности производители выбирают холодную штамповку, поскольку она требует меньше оборудования и не включает нагрев, что значительно снижает общую стоимость производства.
Горячая штамповка
Горячая штамповка выполняется при исключительно высоких температурах от 700 ° C или 1292 ° F до 1000 ° C или 1832 ° F. Повышенные температуры помогают избежать деформации и упрочнения, а также снижают поток напряжения и количество энергии, необходимое для деформации. и профилировать металлы. После остывания металлы сохраняют свою деформированную форму. В процессе формования используются гидравлические, пневматические и механические прессы.
Характеристики горячей штамповки:
Плашки или пресс-формы:Одной из основных статей расходов горячей штамповки является стоимость изготовления штампов и форм, изготовленных из упрочненной стали, выдерживающей экстремальные температуры, способной противостоять усталости и обладающих пластичностью, ударной вязкостью и пределом прочности на разрыв.
Формы горячей штамповки:
Хотя многие методы горячей штамповки похожи на методы холодной штамповки, другие методы включают в себя газовую формовку, закалку в штампе, вытяжку и изотермический процесс.
Температура металла:
Тип процесса определяет температуру металла при формовании.В некоторых процессах металл полностью расплавляется и выливается в форму или проталкивается через матрицу. В других случаях он подвергается отжигу и формованию с помощью штампа или пресс-формы под давлением и сжатием.
Опасные факторы окружающей среды:
Самый большой недостаток — это количество загрязняющих веществ, образующихся в процессе нагрева. Это была серьезная проблема с момента ее возникновения во время первой промышленной революции, и производители постоянно сталкивались с этой проблемой на протяжении многих лет.На видео ниже показано количество образовавшегося дыма.
Пресс для горячей штамповки 1000 тонн: смазка для штампов на масляной основе
Нагрев металлов:
Детали необходимо нагреть выше точки рекристаллизации, которая намного превышает 300 ° F и может доходить до 1000 градусов. Для достижения соответствующей температуры требуются большие печи или обжиговые печи.
Затраченное время:
Сложный характер горячей штамповки требует времени для нагрева металла, его обработки и охлаждения. Хотя фактическая штамповка, деформация или формование занимает примерно столько же времени, что и холодная ковка, процессы нагрева и охлаждения требуют тщательного ухода и управления в течение продолжительных периодов времени.
Результаты горячей штамповки:Нагрев и охлаждение металлов увеличивает их прочность, ударную вязкость и пластичность, но снижает их твердость.В процессе охлаждения металлы могут коробиться и терять форму.
Масштабирование:Горячая штамповка может вызвать окисление, которое приводит к образованию окалины, которое может обесцветить поверхность металла, что затрудняет чистовую обработку.
Отделка:
Детали необходимо обработать, чтобы устранить деформации, дефекты и ошибки в процессе нагрева. Эти вторичные операции трудоемки и требуют нескольких видов специализированного оборудования.
Холодная штамповка
Температура, при которой происходит ковка, отличает холодную ковку от горячей. Для горячей штамповки деталь нагревают до температуры выше точки рекристаллизации, что изменяет ее микроструктуру. Когда он нагревается, его внутреннее напряжение и прочность устраняются, что делает его более пластичным. Холодная ковка не требует нагрева, позволяя металлу сохранять свою прочность и микроструктуру.
Характеристики холодной поковки следующие:
Температура формования:Металлы формуются при комнатной температуре ниже точки их рекристаллизации, что позволяет снизить затраты и избежать расходов на печи.
Скорость:
Скорость варьируется от семи штук в минуту для машин небольшого объема до 400 штук в минуту для машин большого объема.
Оснащение:Холодная штамповка выполняется на станках, предназначенных для придания формы металлу, включая выжимку, гибку, резку и волочение. Оборудование доступно в широком диапазоне цен в зависимости от количества техники и ее размеров.
Стоимость:
Экономия средств за счет материала и скорости. Экономия материала достигается за счет небольшого количества производимого лома — до 70%.Поскольку детали производятся очень быстро, стоимость единицы продукции значительно ниже.
Факторы окружающей среды:Никаких выбросов или загрязняющих веществ не происходит, как это видно на этой машине от Stalcop ниже. Все замкнуто и замкнуто. Углерод и другие загрязнители исключаются, поскольку нет необходимости нагревать металл.
Результат холодной ковки:
Как видно на диаграмме ниже, структура зерна металлов перестроена, чтобы соответствовать потоку конечной детали, что устраняет усталостную пористость, увеличивает прочность на сдвиг и снижает любой риск целостности материала.Напрягая металл, он становится прочнее и эластичнее. Недостатком является то, что после холодной ковки металл теряет пластичность и становится более хрупким.
Масштабирование:
Перед ковкой металла важно удалить любые накипи, такие как ржавчина или коррозия, которые могут образоваться во время хранения. Если не снимать, деталь будет иметь такой же износ, как при горячей штамповке.
Отделка:
Требуется минимальная отделка.После обработки деталь готова к использованию или отправке.
Недостатки холодной штамповки
Холодная ковка не идеальна. Как и для любого метода производства, для холодной ковки существуют ограничения и ограничения, которые вам необходимо учитывать, прежде чем выбирать ее для своего следующего производственного проекта.
- В больших объемах можно производить только простые формы и дизайн.Уникальные, необычные или сложные узоры не поддаются холодной ковке. Уровни деформации и качества формования ограничены, а металлы, полученные методом холодной ковки, обладают меньшей пластичностью.
- Изменение зернистой структуры металла придает ему дополнительную прочность, но может вызвать остаточное напряжение.
- Некоторые методы холодной ковки требуют термической обработки для устранения возможных трещин или упрочнения при ползучести.
- Существует ограничение на типы металлов, которые можно подвергать холодной ковке. Не следует выбирать материалы с низкой пластичностью и чувствительностью к деформационному упрочнению, поскольку они теряют пластичность и ломаются под действием растягивающего напряжения. Могут использоваться только металлы с твердостью HRC 44 по шкале Роквелла.
- Производственные процессы требуют большого усилия для создания необходимой силы сжатия и давления.Хотя добавление гидравлики и пневматики уменьшило размер оборудования, оно не уменьшило количество потребляемой мощности машин.
- Инструменты, штампы и формы должны быть специально спроектированы, а также достаточно прочными и прочными, чтобы выдерживать постоянную повторяющуюся силу.
Глава пятая — Процессы холодной штамповки
Развитие различных технологий и достижений в обработке металлов привело к появлению нескольких методов холодной обработки металлов давлением.Каждый из них предназначен для разных целей, но все они предназначены для эффективного и быстрого производства продукции без необходимости вторичной отделки.
Восемь наиболее распространенных процессов холодной штамповки:
- Гибка
- Холодная прокатка
- Матрица закрытая
- Чертеж
- Экструзия
- Открытая матрица
- Кольцо поковка
- Обжимка
Как я объясню в конце этой главы, существует больше процессов, чем перечисленные.Описания ниже предоставляют вам базовые данные для начального понимания различных методов.
Кроме того, очень важным аспектом процесса холодной штамповки является тип используемой смазки. Двумя наиболее распространенными являются фосфат цинка или какое-либо полимерное покрытие. Хотя холодная ковка выполняется при комнатной температуре, в процессе гибки и формовки температура металлов повышается. Смазка может предотвратить ошибки и предотвратить прилипание заготовки к матрице и продлить срок службы инструментов.
Производители смазочных материалов предлагают широкий выбор продуктов для каждого типа процесса холодной штамповки. Изображены графитовые смазки, но доступны типы без графита, а также покрытия из алюмината кальция, фторида алюминия и фосфата.
Обычные методы холодной ковки:
Гибка —Гибка выполняется с использованием пресса и штампа, при этом заготовка прижимается к формовочному инструменту.Его также называют прокаткой пирамиды и иногда используют для подготовки детали к другому процессу холодной штамповки. Заготовка растягивается по одной оси, образуя угол.
Холодная прокатка —
Прокатка — это процесс формования, при котором металл пропускается через пару вращающихся роликов для пластической деформации, вызванной сжимающей силой. Напряжения сжатия вызывают трение между валками и поверхностью металлической заготовки.Обычно используется для обработки стали.
Закрытая матрица —
При штамповке в закрытых штампах заготовке придают форму путем последовательных механических ударов после того, как ее поместили между двумя половинами штампа. Поскольку молоток ударяет по заготовке несколько раз, некоторые производители называют штамповку в закрытых штампах штамповкой. Когда металл ударяется, он течет в полости штампа, изменяя его форму.
Чертеж —
Вытяжка — это протягивание заготовки через матрицу за счет усилия на разрыв, приложенного на выходе из матрицы. По мере протягивания заготовки происходит уменьшение площади поперечного сечения с увеличением ее длины. Формованные металлы имеют более точные допуски по размерам, чем полученные прокаткой.
Экструзия —
Заготовка или заготовка проталкивается через матрицу ниже сжимающего усилия, имеющего профиль конечной детали.После прохождения его обрезают до необходимой длины, готовят к отправке или отправляют для дальнейшей обработки. Усилие, прилагаемое при холодной экструзии, может достигать 20 000 кН или 2007 тонн. Экструзия может производиться вперед, назад или в обоих направлениях.
Прямая экструзия — металл проталкивается вперед через матрицу.
Обратная экструзия — металл входит в матрицу в обратном направлении, образуя отверстия или чашки, в результате чего дно становится толще его сторон.
Боковое выдавливание — сила прикладывается сбоку, сбоку к направлению выдавливания, чтобы добавить в профиль второй элемент.
Открытая матрица:Для открытой штамповки используются две плоские штампы без предварительно вырезанного профиля. Заготовке постепенно придают форму с помощью нескольких процессов, позволяющих производить широкий диапазон форм и размеров. Он в основном используется с конструкциями, включающими большие металлические компоненты, требующие высочайшей структурной целостности.Деформация достигается перемещением заготовки.
Выдавливание, также известное как калибровка, представляет собой форму обработки в открытом штампе, при которой сила прикладывается на небольшом расстоянии, обеспечивая точную размерную отделку.
Кольцо поковка —
При ковке в виде кольца в середине штампуется круглая заготовка, чтобы получить форму пончика. По мере того как пробитая деталь вращается, она ударяется и сжимается.В результате производятся бесшовные кольца идеального диаметра и прочности.
Обжимка —
Обжимка или радиальная ковка — это деформация заготовки, при которой две детали подходят друг к другу. Он автоматизирован и отличается высокой надежностью. Есть два типа обжатия: трубчатое и радиальное. Обжатие трубок похоже на экструзию, когда заготовка проталкивается через матрицу. При радиальной обжимке молоток проталкивает заготовку через две или более матрицы.
Когда вы начнете поиск производителя холодной штамповки, вы найдете больше методов, чем семь описанных здесь. Базовое понимание нескольких возможных методов поможет вам авторитетно и разумно говорить с продюсерами, а также научиться интерпретировать их жаргон.
Как и любой современный метод производства, вы обнаружите, что холодная штамповка постоянно развивается по мере развития новых технологий и методов.Важным и растущим фактором является добавление автоматизации и робототехники, которые быстро меняют облик отрасли. Специалист по ковке может указать вам правильное направление, чтобы найти процесс, который наилучшим образом соответствует вашим потребностям.
Глава шестая — Оборудование и машины для холодной штамповки
Оборудование и станки для холодной штамповки бывают трех видов: гидравлические, пневматические и механические.Хотя некоторые поставщики специализируются только на одном типе, вы обнаружите, что у большинства есть несколько вариантов в зависимости от цены и типа операции. Технология и автоматизация являются общими, как вы можете видеть на рисунке ниже, который представляет собой пресс для холодной штамповки с сервоприводом от Marvel Machinery. Отрисовки дизайна деталей создаются с помощью инженерного программного обеспечения, такого как САПР.
Есть требования, которым должны соответствовать машины, чтобы их можно было использовать для холодной штамповки.
- Force — Процессы холодной штамповки зависят от огромного усилия. Подключенное к нему оборудование должно быть способно поглощать эту силу и рассеивать ее.
- Весы — Машины должны быть статически и динамически сбалансированы по массе для снижения вибрации и повышения производительности.
- Долговечность во времени — Независимо от метода холодной ковки, для каждого из них требуется мощное повторяющееся усилие.Чтобы машина прослужила долго, она должна выдерживать эту силу.
- Несколько операций — Современные машины для холодной штамповки или формовки, называемые заголовками, выполняют от одной до нескольких операций за один процесс. Это необходимо, поскольку существует ограниченная степень деформации, которую можно выполнить за один ход.
Виды оборудования для холодной штамповки:
Гидравлический штамповочный молот —Гидравлический штамповочный молот разработан для обеспечения максимальной силы при минимальных затратах.Он может производить широкий ассортимент оттисков из различных штампов. Он работает с использованием инженерных концепций гидравлики, когда несжимаемая жидкость находится в цилиндре. Когда жидкость сжимается поршнем, вал с прикрепленной матрицей опускается на заготовку.
Винтовой пресс —
Винтовой пресс используется для больших деформаций из-за низкой скорости прессования. Его можно использовать для штампов без заусенцев и поковок с длинными прутками.Конфигурация винтового пресса позволяет использовать его для однопроходных штампов, которые включают гибку и окончательную штамповку. Электродвигатель обеспечивает вращение винта, который прижимает матрицу к заготовке.
Высокоскоростной пресс с С-образной рамой —
Конструкция с С-образной рамой подходит для операций формовки, штамповки, гибки и многопрессовых операций. Они бывают с одним или двумя кривошипами, с усилием штамповки от 110 до 400 тонн и ходом скольжения от 110 до 280 мм.Они могут работать с высотой штампа от 435 до 600 мм и могут использоваться для производства мелких деталей.
Пневматический приводной пресс —
Пневматический приводной пресс может покрывать весь спектр функций штамповки. Они оснащены фрикционной муфтой и тормозом с пневматическим приводом. Мощность пресса создается воздушным компрессором, который прижимает ковочный молот к заготовке за счет давления воздуха в цилиндре с поршнем.
Механический холодный пресс —
Из разновидностей машин холодной ковки, механическая версия становится наименее используемой, поскольку они должны быть очень большими для обеспечения необходимого усилия.У них есть маховик, накапливающий энергию от двигателя. Когда маховик приводится в действие, он вдавливает молоток или трамбовку на матрицу. Он может обеспечивать мощность в течение нескольких оборотов, но должен работать на холостом ходу, чтобы восстановить мощность своего двигателя, прежде чем он сможет продолжить свои циклы.
Из множества разновидностей оборудования для холодной штамповки наиболее распространенными являются гидравлические и пневматические, поскольку они занимают меньше места, могут обеспечивать различное усилие и являются программируемыми. Когда вы исследуете свой выбор для производства, лучше всего знать, какие типы оборудования имеет производитель, поскольку современное оборудование с большей вероятностью будет производить детали более высокого качества.
Холодная ковка предлагает широкий выбор при выборе металла для проекта. Различные разновидности включают твердые металлы, такие как углеродистая сталь, легированная сталь и нержавеющая сталь. Алюминий, латунь, медь, кремний и магний — мягкие металлы, которые можно использовать. Единственное требование к любому металлу — это его твердость 44 HRC или ниже по шкале Роквелла.
Медь —Медь — отличный металл для холодной ковки, поскольку она очень пластичная и ковкая.Ему можно придать форму, согнуть или потянуть с небольшим усилием, а детали из него устойчивы к коррозии и ржавчине.
Алюминий —
Алюминий — это цветной металл, который очень легкий и имеет низкую плотность. Он имеет температуру плавления 1220 ° F, податлив, устойчив к ржавчине и коррозии.
Углеродистая сталь —
Углеродистая сталь представляет собой сплав железа и углерода.Различные сорта зависят от количества углерода, смешанного с железом. Он обладает исключительной прочностью и пластичностью.
Нержавеющая сталь —
Нержавеющая сталь стала одним из наиболее часто используемых металлов благодаря своей коррозионной стойкости, внешнему виду и прочности. Хотя термин нержавеющая сталь обычно используется для описания любой стали, имеющей свои характеристики, нержавеющая сталь бывает разных марок в зависимости от содержания в ней сплава.
Стали для холодной ковки —
Низкоуглеродистые стали с содержанием углерода 0.От 1% до 0,25%. Холодная ковка улучшает деформационное упрочнение стали, устраняя необходимость в аустенизации, закалке или отжиге.
| Подходящий сплав | Характеристика деформируемости в холодном состоянии |
|---|---|
| Медь | Отлично |
| Золото, серебро и большинство их сплавов | Отлично |
| Латунь — Картридж Латунь | Хорошо |
| Платина, палладий, тантал и их сплавы | Большинство из них формуются в холодном состоянии. |
| Титан и его сплавы | Чистый Ti и сплавы с высокой пластичностью, да, но сплавы типа 6-4 способны только на горячую головку. |
| Никель и его сплавы | Чистый Ni — да, сплавы с относительным удлинением при комнатной температуре 20% и более — да. |
| Чугун и сталь | Чистое железо, да. Стали, в зависимости от стали. Многие из них поддаются холодному формованию. |
Самое логичное и важное, что вы можете сделать, когда выбираете металл для проекта, — это провести исследование.Каждый тип металла по-разному реагирует на пластификацию и деформацию. Выбранный вами металл должен соответствовать его конечному использованию и требуемой прочности. Если вы проконсультируетесь со специалистом по ковке, вы сможете получить ценную информацию, которая поможет вам сделать правильный выбор.
Глава восьмая — Применение холодной штамповки
Холодная штамповка позволяет получать формы любого размера с высокой точностью размеров и структурной точностью.Экономическая эффективность и скорость холодной ковки сделали ее самой популярной производственной альтернативой.
Холодная штамповка отвечает требованиям современной промышленности, потому что:
- Максимальное использование сырья: Основное вложение для любой операции — сырье. В процессе холодной ковки очень мало отходов. Вспышку и обрезку можно вернуть в производственный процесс.
- Снижает затраты: Поскольку детали производятся быстро, стоимость единицы продукции очень низкая, что делает конечные продукты более прибыльными и менее дорогими в производстве.
- Позволяет производить детали высокого качества: Холодная ковка увеличивает прочность и долговечность деталей и изделий, гарантируя их долгий срок службы. Структура и характеристики фасонного изделия не меняются, обеспечивая превосходную точность размеров.
Применения, в которых используются детали холодной ковки:
Автомобили —Высокая прочность, надежность, качество и доступная цена холодной ковки сделали ее очень привлекательной для автомобилестроения.Холоднокованые детали устанавливаются в местах высоких нагрузок из-за их превосходной ударопрочности. Такие компоненты, как трансмиссии, приводные валы, стойки или амортизаторы, изготавливаются методом холодной ковки. На приведенной ниже схеме показаны некоторые детали ходовой части автомобиля, изготовленные методом холодной штамповки.
Ручной инструмент и метизы —
Соединители, такие как гвозди, болты, заклепки и гайки, производятся методом холодной ковки в течение многих лет. Низкие допуски и превосходная точность размеров — вот почему производители ручных инструментов предпочитают холодную ковку другим методам, например, механической обработке.
Военные —
Военные имеют очень строгие правила в отношении военной техники и выбирают холодную ковку для производства гильз, пуль и другой военной техники. Детали обладают высокой надежностью и работоспособностью в условиях кризиса. Низкие допуски и прочность деталей делают их идеальными для боевого оружия.
Производство зубчатых колес —
Холодная штамповка используется для производства зубчатых колес, поскольку она устраняет необходимость в нарезке зубчатых колес.Зубчатые колеса могут быть изготовлены из заготовок менее 50 мм или профилированы с использованием витой проволоки. Может потребоваться некоторый отжиг для снятия остаточных напряжений и наклепа. Важным преимуществом зубчатых колес холодной ковки является то, насколько плавно и бесшумно они зацепляются.
Заключение
- Холодная штамповка позволяет получать металлы с низкими допусками и высокой точностью размеров при очень низкой стоимости и больших объемах.
- Холодная штамповка быстро и быстро создает готовые детали, которые сразу становятся доступными и готовыми.
- Производители предложат вам широкий выбор процессов для производства именно той детали, которая вам нужна, с использованием самого современного и технически совершенного оборудования.
- У вас будет широкий выбор металлов для завершения вашего проекта, от закаленной стали и нержавеющей стали до меди и алюминия.
- У вас будет очень мало ограничений на количество продуктов, которые вы можете производить, включая компоненты, выдерживающие нагрузку, для вашего автомобиля, заклепки, шестерни и рабочие инструменты.
- Сравнивая холодную и горячую штамповку, вы обнаружите, что холодная штамповка занимает меньше времени и дает более прочные и долговечные детали и изделия.
Сравнение холодной штамповки и горячей штамповки — соображения, преимущества и недостатки
Производственный процесс холодной штамповки
Преимущества холодной штамповки
Недостатки холодной штамповки
Производственный процесс горячей штамповки
Преимущества горячей штамповки
Недостатки горячей штамповки
Фактор затрат
Экономическая эффективность холодной штамповки
Экономическая эффективность горячей штамповки
Основное различие между холодной и горячей штамповкой
Поковка — это производственный процесс, в ходе которого твердофазной металлической заготовке формируют путем приложения к ней сжимающих усилий.По температуре, при которой она выполняется, ковка классифицируется на « горячая, », « теплая, » и «, холодная, ». Машины, используемые для сжатия и деформации материала на высокопрочные детали, можно разделить на следующие категории:
- Ковочные станки с вращательными движениями: продольные и радиальные прокатные станы
- Комбинация прессов с поступательным и вращательным движением: орбитальная ковка и флопрядение
Важно отметить, что процесс изготовления поковок полностью отличается от процесса литья и , когда расплавленный материал заливается в форму.Еще одно существенное отличие от других методов производства, таких как литье и механическая обработка, заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру, обеспечивая хорошую текучесть зерна и делая его более жестким и прочным.
Производственный процесс холодной штамповкиПроизводственный процесс холодной штамповки осуществляется при комнатной температуре. Заготовку сжимают между двумя штампами до тех пор, пока она не примет их форму. Чтобы получить законченный, готовый к установке компонент, технология включает в себя прокатку, вытяжку, прессование, прядение, выдавливание и высадку.Экструзия с холодной штамповкой — один из наиболее распространенных методов производства, широко используемых при производстве автомобильных компонентов .
Холоднокованые детали Преимущества холодной штамповкиПроизводители могут предпочесть холодную штамповку горячей; так как холоднокованые детали не требуют или почти не требуют отделочных работ. Поскольку все прутки перед ковкой отжигаются, нет необходимости во вторичной термообработке перед механической обработкой.Еще одно существенное преимущество — это экономия материала, достигаемая за счет почти чистой формы. Начальный вес заготовки равен окончательному весу холоднокованой детали. Холоднокованые детали обеспечивают хороший уровень достижимой точности размеров и отличное качество поверхности.
Экономических преимуществ в сочетании с высокой производительностью и длительным сроком службы штампа более чем достаточно, чтобы убедить многих производителей в том, что холодная штамповка является для них лучшим вариантом.
Недостатки холодной штамповкиВ зависимости от требований производителя некоторые характеристики холодной штамповки могут оказаться недостатками; е.грамм. Только простые формы в больших объемах могут быть сформированы. Достижимые уровни деформации и степень деформации намного более ограничены по сравнению с штамповкой. Поэтому, если клиент ищет конкретный индивидуальный компонент, холодная штамповка не будет лучшей альтернативой.
Вторым более значительным недостатком является то, что холоднокатаные металлы менее пластичны, что делает их непригодными для определенных конфигураций. Кроме того, из-за зернистой структуры, придающей материалу прочность, могут возникать остаточные напряжения.
Важно отметить, что экструзия холодной штамповки, например, требует также термической обработки для устранения возможных трещин, затвердевания трещин или стропил.
Как следствие вышеизложенного, холодная ковка не может использоваться для всех марок сталей, особенно для тех, которые имеют низкую пластичность или чувствительность к деформационному упрочнению. Например, низколегированная сталь с содержанием углерода более 0,05% не подходит для холодной ковки.
Производственный процесс горячей штамповкиПроцесс изготовления горячей штамповки выполняется при экстремально высоких температурах (до 1150 ° C для стали, от 360 до 520 ° C для сплавов, от 700 до 800 ° C для медных сплавов).Эта температура необходима для того, чтобы избежать деформационного упрочнения металла при деформации. Штамповка — это наиболее распространенный производственный процесс горячей штамповки, при котором материал сжимается в прессе между инструментом и поверхностью штампа.
Горячие кованые компоненты Преимущества горячей штамповкиВысокая температура во время горячей штамповки обеспечивает максимально возможный уровень деформации материала и доступ к сложной трехмерной геометрии.Компоненты, изготовленные методом горячей ковки, обладают повышенной пластичностью, что делает их желательными для многих конфигураций. Кроме того, горячая ковка как метод более гибкая, чем холодная ковка, поскольку детали можно изготавливать по индивидуальному заказу.
Превосходное качество поверхности позволяет выполнять широкий спектр отделочных работ, таких как полировка, нанесение покрытий или окраска, в соответствии с конкретными потребностями клиентов. Материалы для горячей штамповки доступны во всем мире, что положительно сказывается на их окончательной цене.
Недостатки горячей штамповкиСвойства горячекатаных металлов достигаются последующей термообработкой, при которой материал закаливается до 1000 ° C, а затем возвращается к 500 ° C.Это требует дополнительных затрат, которых можно избежать при использовании холодной ковки (за исключением некоторых случаев, таких как размягчение, отжиг или релаксация).
Менее точные допуски на размеры — еще один возможный недостаток компонентов горячей штамповки по сравнению с компонентами холодной штамповки. Процесс охлаждения также следует проводить в особых условиях; в противном случае существует опасность деформации. Кроме того, зернистая структура кованых металлов может различаться, и всегда существует возможность реакции между атмосферой и заготовкой.
Фактор затратПроизводственный процесс — сложный процесс, на который могут влиять многие факторы, такие как поставщики, оборудование, стили управления, спрос клиентов и т. Д. Чем интенсивнее процесс, тем больше вероятность нарушения процесса и изменения окончательной цены. . Однако есть 4 важных фактора, которые определяют окончательную цену кованого компонента. Это:
- Количество использованного материала;
- Затраты на ковку, такие как электричество, инвестиции, инструменты и т. Д .;
- Термическая обработка после ковки;
- Дополнительные операции, такие как дробеструйная обработка или контроль качества.
Оптимизация затрат при холодной штамповке начинается с сырья. При необходимости его можно приобрести напрямую, с включенным отжигом и пилингом, что делает заготовки готовыми к процессу. Поскольку количество сырья для холодной ковки ограничено, они, следовательно, более дороги. Чтобы свести к минимуму стоимость производства, для небольших деталей предпочтительна проволока для холодной высадки.
Для достижения максимальной рентабельности сам производственный процесс должен управляться с использованием отличных ноу-хау всех задействованных инструментов и методов.Например, большие партии холодных экструдированных компонентов производятся на высокоскоростных механических прессах, а сложные детали и небольшие серии — на гидравлических.
Эффективная система смазки имеет решающее значение для успешного применения любой холодной штамповки. Все детали должны иметь цинк-фосфатное или полимерное покрытие. На многопозиционных прессах требуется дополнительная смазка специальным кузнечным маслом. Хорошая система смазки гарантирует высокое качество готовой детали и исключает дополнительные затраты на возможные поломки во время процесса.
Экономическая эффективность горячей штамповкиМинимизация затрат на электроэнергию при горячей штамповке — постоянная забота каждого производителя. Их можно оптимизировать, если использовать индуктор и заготовку с соответствующими диаметрами и установить гибкую многоступенчатую систему нагрева.
Автоматизация всех задействованных кузнечных прессов важна для рентабельности производственного процесса горячей штамповки, особенно в отраслях, где требуются большие объемы производства, например, в автомобилестроении.
Все применяемые инструменты должны быть оптимизированы под следующие инновационные технологии:
Металлургия: вакуум, порошковая металлургия
Перезагрузка
Термическая обработка
Обработка поверхности: азотирование, науглероживание и дуплексная обработка
Производственный процесс холодной штамповки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре. Напротив, процесс горячей штамповки предохраняет материалы от деформационного упрочнения при высокой температуре, что приводит к оптимальному пределу текучести, низкой твердости и высокой пластичности.
Наконец, производитель предпочел бы один процесс другому по экономическим, а не качественным причинам. Решение основывается на требуемых функциях желаемого компонента, отрасли, а также на том, массовое ли это производство или небольшой объем индивидуальных деталей.
Setforge обеспечивает холодную , горячую и горячую штамповку или комбинацию различных процессов для удовлетворения различных требований клиентов, причем оба процесса выполняются в отличных условиях с использованием современного оборудования для достижения идеальных результатов.Мы тесно сотрудничаем с нашими клиентами, чтобы понять их конкретные потребности и найти наилучшее решение.
Холодная штамповка — миниатюрные детали холодной штамповки, производимые в США
Преимущества металла холодной штамповкиПрочность на растяжение
Холодная штамповка обычно выполняется путем сжатия, гибки, волочения или резки основного материала для производства готового продукта. Это контрастирует с методами ковки на основе нагрева, при которых металл деформируется выше температуры его рекристаллизации.Это важное различие по ряду причин, одна из которых связана с прочностью компонента сразу после процесса формования. При холодной штамповке металлу придают форму при температуре ниже его температуры рекристаллизации, что вызывает «наклеп», что увеличивает предел прочности материала на разрыв. Поскольку холодная ковка укрепляет материал во время производства, а не ослабляет его, это идеальный процесс для создания миниатюрных деталей с ребрами, резьбой или зубьями, которые особенно подвержены деформации.
Низкие отходы (и стоимость)
Металл стоит дорого, как и энергия, используемая для его нагрева. Холодная ковка гарантирует, что вы тратите как можно меньше отходов. Этот процесс почти чистой формы преобразует основной металл (обычно в форме проволоки) в определенную форму с использованием ряда штампов. В качестве контраста, посмотрите на процесс обработки миниатюрной детали, такой как винт или штифт, при котором значительная часть металлической массы удаляется во время производства. Хотя эти материальные потери могут показаться небольшими, в процессе производства большого количества деталей они могут составлять значительное количество брака.С этим ломом связаны прямые денежные, экологические и временные затраты, поскольку его необходимо собирать и утилизировать на протяжении всего производственного процесса. Исключая эти отходы, холодное формование позволяет производить миниатюрные металлические детали быстрее, дешевле и с меньшим воздействием на окружающую среду.
Быстрое крупносерийное производство
Холодная штамповка требует меньшего количества этапов производства, и эти этапы требуют значительно меньше времени, чем методы производства на основе нагрева. Например, токарная, фрезерная или винтовая обработка с ЧПУ — это относительно медленные процессы, которые могут производить самое большее несколько деталей в минуту.Холодная штамповка мелких деталей позволяет производить до сотен мелких деталей в минуту, в зависимости от размера и сложности конструкции. Эта экономия времени напрямую ведет к экономии средств за счет сокращения трудозатрат и машинных часов, необходимых для вашего производственного цикла.
Обычные детали холодной ковки
Различные процессы ковки | Cornell Forge Co.
Ковка — это производственный процесс, в котором используются сжимающие силы для придания металлу желаемых форм и размеров. Специалисты отрасли применяют множество различных методов ковки — в зависимости от материала и продукта, который подвергается ковке, — каждая из которых имеет свои преимущества и наилучшее применение.
В следующем блоге представлен обзор различных типов доступных методов ковки с описанием того, что они влекут за собой, их основных преимуществ и типичных приложений.
Ковочные операции можно разделить на четыре основных типа:
Ковка в открытых штампах
Ковка в открытых штампах предполагает использование двух плоских штампов или штампов простой формы для приложения давления к основному материалу с обеих сторон. Приложение многократного сжатия высокого уровня или ударов молотком по штампу придает материалу желаемую форму.Поскольку используемые штампы не полностью закрывают основной материал (отсюда и обозначение открытого штампа) и допускают боковое перемещение, в процессе можно создавать более крупные и тяжелые компоненты.
По сравнению с другими процессами ковки, ковка в открытых штампах дает очень мало отходов материала и конечную продукцию с более однородной структурой зерна и более высоким сопротивлением усталости. В авиационной и железнодорожной промышленности этот процесс часто используется для производства крупных и тяжелых компонентов, таких как цилиндры, ролики и валы.
Поковка в штампах
Подобно методу штамповки в открытых штампах, штамповка в штампах, также известная как штамповка в закрытых штампах, использует штампы для формования материала в требуемые детали и изделия. Однако, в отличие от ковки в открытых штампах, используемые штампы полностью закрывают основной материал. Кроме того, для сравнения, процесс требует гораздо больших сжимающих усилий, чтобы обеспечить полное заполнение полостей фильеры и формирование целостной детали.
Кованые штампом детали обычно меньше, чем открытые штампованные детали.Тем не менее, они демонстрируют более жесткие допуски (в том числе для форм, близких к конечной) и более высокое качество обработки поверхности, что способствует снижению производственных затрат при более крупных производственных циклах за счет уменьшения потребности во вторичных операциях обработки. Автомобильная, горнодобывающая и нефтегазовая промышленность часто полагаются на этот процесс для производства прецизионных деталей, таких как фитинги, фланцы и компоненты двигателей.
Узнайте о нашей ковке из сплавов
Холодная ковка
Хотя некоторые методы ковки требуют приложения тепла к основному металлу, также доступны различные процессы холодной ковки.Некоторые примеры методов холодной штамповки включают гибку, холодную высадку, холодное волочение, чеканку и экструзию. Эти процессы используются для создания широкого спектра деталей и изделий различного дизайна.
По сравнению с методами горячей штамповки, холодная штамповка позволяет получать детали с жесткими допусками по размерам и хорошим качеством поверхности без необходимости термической обработки или использования более дорогих материалов. В автомобильной промышленности обычно используется холодная ковка для производства компонентов необычной или сложной геометрии, таких как компоненты рулевого управления и подвески, компоненты тормозов, оси, сцепления, шестерни и шестерни.
Узнайте о нашей поковке из нержавеющей стали
Бесшовные поковки с катаным кольцом
Подобно другим методам штамповки, штамповка с катаным кольцом сжимает штампы для придания формы материалу. Однако вместо использования плоских штампов в процессе используются изогнутые штампы — обычно два противоположных ролика — для формирования кольцевых компонентов.
Процесс ковки катаных колец обеспечивает непрерывное производство, что позволяет повысить производительность и снизить производственные затраты. Кроме того, кованые детали с катаным кольцом демонстрируют больший срок службы и превосходное качество поверхности, чем другие кованые детали.Благодаря высокой прочности они часто используются в тяжелом горнодобывающем оборудовании, авиакосмических двигателях, ветряных генераторах и железнодорожном оборудовании.
Получите необходимую экспертную помощь от команды Cornell Forge
В Cornell Forge Company мы рады предоставить одни из самых высококачественных кованых компонентов в отрасли. Обладая более чем девятидесятилетним опытом, мы хорошо разбираемся во всех аспектах ковки металлов, включая ковку в закрытых штампах. Для получения дополнительной информации о доступных типах поковок или помощи в предстоящем проекте по производству кузнечных изделий свяжитесь с нами или запросите расценки сегодня.
Хотите узнать больше о ковке деталей?
Руководство по деталям для ковки
Горячая штамповка VS. Холодная штамповка, в чем различия?
Ковка — один из распространенных производственных процессов, при котором металлическая деталь формируется путем приложения к ней сжимающих усилий. Ковка может производиться в различных температурных условиях, например, горячая ковка, теплая ковка и холодная ковка. В процессе ковки используются молотки или прессы для сжатия и деформации материала в высокопрочные детали.
Процесс изготовления ковки полностью отличается от процесса литья, когда расплавленный материал выливается в форму (см. Разницу между ковкой и литьем). Еще одно существенное преимущество перед другими методами производства (такими как литье и механическая обработка) заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру и делая его более жестким и прочным. Это делает поковку пригодной для различных промышленных применений.
В процессе горячей штамповки используется очень высокая температура, желаемая температура зависит от типа металла.Например, средняя температура, необходимая для деформации стали, составляет приблизительно 2100 градусов по Фаренгейту; для алюминиевых сплавов диапазон температур составляет от 680 до 970 градусов по Фаренгейту; для медных сплавов диапазон составляет от 1300 до 1470 градусов по Фаренгейту. Высокая температура необходима для предотвращения деформационного упрочнения при деформации.
Горячая штамповка обычно является лучшим выбором для стальных поковок, используемых в технических целях, и для деформации металла с высоким коэффициентом пластичности. Ключевые преимущества горячей штамповки включают гомогенизированную зернистую структуру, низкое деформационное упрочнение, повышенную пластичность и уменьшение химических несоответствий.С другой стороны, горячая ковка предлагает менее точные допуски, возможность коробления во время охлаждения и возможность неблагоприятной реакции между металлом и окружающей средой.
К преимуществам горячей штамповки можно отнести:
- Основное преимущество горячей ковки заключается в том, что по мере деформации металла эффекты деформационного упрочнения сводятся на нет в процессе рекристаллизации.
- Детали обладают повышенной пластичностью, что делает их желательными для многих конфигураций.
- Гомогинизированная зерновая структура.
- Качество поверхности без пористости позволяет выполнять широкий спектр операций заканчивания, таких как полировка или обработка поверхности.
- Эффективный процесс при работе с более твердыми металлами, такими как сталь.
Лидер по покупке горячей поковки
- Для получения наилучшего продукта по наилучшей цене между покупателями и производителями горячих штамповок требуется тесное сотрудничество и сотрудничество.
- В связи с последними технологическими достижениями в области горячей штамповки, требуется тесное сотрудничество и тесная работа с кузнечным станком.Зная о последних разработках, покупатель может гарантировать экономическую эффективность с помощью высококачественной продукции.
- Ковка требует большого мастерства и индивидуальной настройки. С этого момента очень важно привлекать фальшивомонетчика к этапам проектирования и спецификации продукта.
- Покупатель горячей штамповки должен обладать общими знаниями об оборудовании и методах, используемых в процессе горячей штамповки. Кроме того, очень важно подтвердить, что у кузнеца есть оборудование и мощности для производства этой детали.
- Покупатель должен знать, что производитель подделки может предоставлять такие услуги, как термообработка, механическая обработка, испытания, контроль качества, испытания и т. Д.
- И последнее, но не менее важное: покупатель должен хорошо знать масштабы потенциального поставщика горячей штамповки. Покупатель может быть уверен, что предприятие по горячей штамповке привыкло производить требуемый объем.
Fly Forge обеспечивает процесс горячей штамповки методом штамповки в закрытых штампах, который выполняется в отличных условиях с использованием современного оборудования для достижения идеальных результатов.Мы тесно сотрудничаем с нашими клиентами, чтобы понять их конкретные потребности и найти наилучшее решение. Свяжитесь с нами сейчас, если у вас есть проект горячей штамповки!
Холодная штамповка
Холодная штамповка деформирует металл, когда он находится ниже точки рекристаллизации. Холодная ковка обычно предпочтительна, когда металл уже представляет собой мягкий металл, например алюминий. Этот процесс обычно менее затратен, чем горячая ковка, и конечный продукт требует небольших отделочных работ, если они вообще требуются.Иногда, когда алюминий подвергают холодной ковке в желаемую форму, его подвергают термообработке для усиления детали. Это называется «закалкой».
Несмотря на слово «холодная», холодная ковка фактически происходит при комнатной температуре или близкой к ней. Самыми распространенными металлами при холодной ковке обычно являются стандартные стали или углеродистые легированные стали. Одним из наиболее распространенных видов холодной ковки является процесс, называемый штамповкой в штампе, когда металл помещается в штамп, прикрепленный к наковальне. Затем по металлу ударяют опускающимся молотком и вдавливают в матрицу.В зависимости от продукта, молоток может падать на металл несколько раз в очень быстрой последовательности.
К преимуществам холодной ковки можно отнести :
Процессы ковки, как правило, не считаются экологически чистой частью производственного процесса, но холодная ковка, вероятно, является наиболее экологичным процессом такого рода, применяемым сегодня. Для компаний, которые заботятся о сокращении углеродного следа своей продукции, процесс холодной ковки может помочь сократить отходы и снизить потребление энергии по сравнению с альтернативами ковки, использующими тепло.
Другие причины, по которым процесс холодной штамповки является предпочтительным, включают:
- Высокое качество материала поверхности
- Консистенция каждой изготовленной детали
- Эффективное использование материала
Помимо перечисленных выше причин и фактора экологичности, холодная штамповка также является одним из наиболее экономически эффективных методов ковки на современном рынке. Например, оценки показывают, что этот процесс может снизить стоимость вашей детали на 40–60%.
Разница между горячей и холодной штамповкой
Основное различие между горячей и холодной ковкой можно резюмировать следующим образом: производственный процесс холодной ковки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре. Напротив, процесс горячей штамповки предохраняет материалы от деформационного упрочнения при высокой температуре, что приводит к оптимальному пределу текучести, низкой твердости и высокой пластичности.
Наконец, производитель предпочел бы один процесс другому из экономических соображений и соображений качества.Решение основывается на требуемых функциях желаемого компонента, отрасли, а также на том, массовое ли это производство или небольшой объем индивидуальных деталей.
Бесшовные трубы, бесшовные трубы, горячая и холодная штамповка
Ковка — это производственный процесс, во время которого заготовке формируют сжимающую силу. По температуре, при которой выполняется ковка, подразделяют на «горячую», «теплую» и «холодную». В наиболее распространенных конфигурациях используются молотки или прессы для сжатия и деформации материала в высокопрочные детали.
Важно отметить, что процесс изготовления поковок полностью отличается от литейного, когда расплавленный материал заливается в форму. Еще одно существенное отличие от других методов производства, таких как литье и механическая обработка, заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру и делая его более жестким и прочным.
Горячая ковка означает ковку металлической заготовки выше температуры выполненной рекристаллизации.
Особенности: снижение сопротивления деформации металлов, тем самым уменьшая плохую силу ковки, необходимую для деформации материала, что значительно снижает тоннаж ковочного оборудования; изменение структуры слитков, отлитых в процессе ковки, после рекристаллизации становится крупнозернистой литой структурой, новой организацией мелких зерен и уменьшением дефектов в литой структуре для улучшения механических свойств стали; Повышение пластичности некоторых из более хрупких при низких температурах поковок из высоколегированной стали затруднено, что важно.Применимо большое сопротивление деформации при комнатной температуре, плохой металлопластический материал. Температурный диапазон ковки горячего металла относится к температуре и температуре начала ковки некоторого интервала между окончанием температуры ковки, чтобы предотвратить перегрев, горение необходимо правильно определить начальную температуру ковки и конечную температуру ковки. Основной подход состоит в том, чтобы определить температуру нагрева стальной основы, на которой изображено равновесие между железом и углеродом.
Холодная ковка ниже температуры рекристаллизации формируемого материала, ковка осуществляется при температуре ниже ответной.Производство, приуроченное к черновой без нагрева, можно назвать холодной ковкой. При температуре холодной ковки сопротивление деформации материала в основном невелико, пластик и некоторые алюминиевые сплавы лучше, а некоторые медные сплавы, низкоуглеродистая сталь, углеродистая сталь, низколегированная сталь. Холодная ковка хорошего качества поверхности, высокой точности размеров, может заменить часть резки. Холодная ковка металла позволяет укрепить и повысить прочность деталей. Технология холодной штамповки должна быть выше, чем температура штамповки прецизионной ковки и ковки, область прецизионного формования имеет свои уникальные преимущества.Процесс холодной штамповки с использованием улучшенной обработки канала ствола, точности размеров, поверхностной прочности, продления срока службы ствола, точности стрельбы, что соответствует увеличению в ружье, и простоты обработки конического ствола, качество может быть снижено.
Важно отметить, что процесс изготовления поковок полностью отличается от литейного, когда расплавленный материал заливается в форму. Еще одно существенное отличие от других методов производства, таких как литье и механическая обработка, заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру и делая его более жестким и прочным.
Холодная штамповка
Производственный процесс холодной штамповки
Производственный процесс холодной штамповки осуществляется при комнатной температуре. Заготовку сжимают между двумя штампами до тех пор, пока она не примет их форму. Чтобы получить законченный, готовый к установке компонент, технология включает в себя прокатку, вытяжку, прессование, прядение, выдавливание и высадку.
Преимущества холодной штамповки
Производители могут предпочесть холодную штамповку горячей; поскольку детали, изготовленные методом холодной ковки, требуют очень мало или совсем не требуют отделочных работ, что снижает затраты.Второе существенное преимущество — это экономия материала за счет прецизионных форм. Экономических преимуществ в сочетании с высокой производительностью и длительным сроком службы штампа более чем достаточно, чтобы убедить многих производителей в том, что холодная штамповка является для них лучшим вариантом.
Недостатки холодной ковки
В зависимости от требований производителя некоторые характеристики холодной штамповки могут оказаться недостатками; например Только простые формы в больших объемах могут быть сформированы. Поэтому, если клиент ищет конкретный индивидуальный компонент, холодная штамповка не будет лучшей альтернативой.Второй более значительный недостаток заключается в том, что холоднокатаные металлы менее пластичны, что делает их непригодными для определенных конфигураций. Кроме того, из-за зернистой структуры, придающей материалу прочность, могут возникать остаточные напряжения.
Горячая штамповка
Производственный процесс горячей штамповки
Производственный процесс горячей штамповки выполняется при экстремально высоких температурах (до 1150 ° C для стали, от 360 до 520 ° C для сплавов, от 700 до 800 ° C для медных сплавов).Эта температура необходима для того, чтобы избежать деформационного упрочнения металла при деформации.
Преимущества горячей штамповки
Компоненты, изготовленные методом горячей ковки, обладают повышенной пластичностью, что делает их желательными для многих конфигураций. Кроме того, горячая ковка как метод более гибкая, чем холодная ковка, поскольку детали можно изготавливать по индивидуальному заказу. Превосходное качество поверхности позволяет выполнять широкий спектр отделочных работ, таких как полировка, нанесение покрытий или окраска, в соответствии с конкретными потребностями клиентов.
Недостатки горячей штамповки
Менее точные допуски на размеры являются возможным недостатком компонентов горячей штамповки по сравнению с компонентами холодной штамповки. Процесс охлаждения также следует проводить в особых условиях; в противном случае существует опасность деформации. Кроме того, зернистая структура кованых металлов может различаться, и всегда существует возможность реакции между атмосферой и заготовкой.
Сравнение горячей штамповки и холодной штамповки: заключение
Основное различие между горячей и холодной ковкой можно резюмировать следующим образом: производственный процесс холодной штамповки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре.Напротив, процесс горячей штамповки предохраняет материалы от деформационного упрочнения при высокой температуре, что приводит к оптимальному пределу текучести, низкой твердости и высокой пластичности.
Наконец, производитель предпочел бы один процесс другому по экономическим, а не качественным причинам. Решение основывается на требуемых функциях желаемого компонента, отрасли, а также на том, массовое ли это производство или небольшой объем индивидуальных деталей.
Setforge обеспечивает холодную и горячую штамповку, причем обе они выполняются в отличных условиях на современном оборудовании для достижения идеальных результатов.Мы тесно сотрудничаем с нашими клиентами, чтобы понять их конкретные потребности и найти наилучшее решение.
Обзор приложения: чертеж провода | Manufacturing.net
Процесс волочения проволоки практически не изменился с годами. Он использует комбинацию штампа и / или ряда штампов для протяжки проволоки до выбранного калибра. Нарисованный провод используется во многих областях, выходящих за рамки того, что мы обычно думаем, как электрические провода и телевизионные кабели. Например, любые пружины изготавливают из тянутой проволоки; а также арматура, используемая для строительства во всем мире.Скрепки и скобы изготавливаются из тонкой тянутой проволоки. Из тянутой проволоки также изготавливают спицы на колесах, проволочные щетки, металлические ручки. Существуют буквально тысячи готовых изделий, изготовленных из тянутой проволоки. Чтобы удовлетворить эту постоянно растущую потребность, металлообрабатывающие компании протягивают миллионы миль проволоки ежегодно. По этой причине волочение проволоки, хотя процесс не менялся в течение многих лет, является чрезвычайно чувствительным к затратам и конкурентным рынком. В свою очередь, компании, производящие оборудование для волочения проволоки и технологическое оборудование для волочения проволоки, очень хорошо настроены на любое преимущество в производительности или эффективности, которое они могут получить.Одно из этих основных преимуществ — использование инвертора переменного тока. Инверторы намного более эффективны, используют меньше деталей и обеспечивают большую производительность, чем традиционные конструкции.
Общая диаграмма, показанная ниже, иллюстрирует процесс волочения проволоки. Если используется несколько штампов, они последовательно соединяются между собой, пока не будет достигнуто требуемое поперечное сечение. Жизненно важно сохранять непрерывность и знать натяжение и скорость каната, когда он проходит через машину. Это обеспечивает постоянное поперечное сечение.
Наука за волочением проволоки
Металлургия — это исследование металлов и их процессов. При манипуляциях с металлом существует определенная скорость изменения характеристик металла, основанная на напряжении и прочности в диапазоне температур. Волочение проволоки — это процесс обработки металла, используемый для уменьшения поперечного сечения проволоки путем протягивания ее через ряд штампов. Этот процесс представляет собой разновидность ковки. Ковка — это пластическое или постоянное изменение формы металла.Ковку можно производить при высоких, теплых или холодных температурах. Поскольку металлы имеют разные характеристики при разных температурах; возможно изменение характеристик самого металла при повышении температуры. Когда протягивают проволоку, ее вытягивают при комнатной температуре. В этот момент его подвергают холодной ковке. Холодная обработка металла — это термин, используемый для пластической деформации металла при комнатной температуре без изменения характеристик металла. Когда проволока протягивается, металл не меняет характеристик, он только меняет форму.
Процесс волочения проволоки
Сам процесс на самом деле довольно прост. Чтобы начать процесс волочения проволоки, катушку с проволокой помещают в начало машины на катушку. Чтобы пропустить его через машину, конец проволоки необходимо обрезать или приплюснуть. Он подается через машину и через ряд штампов для достижения конечной площади поперечного сечения. Конец машины обычно имеет катушку или моталку, поэтому готовый продукт представляет собой моток проволоки с желаемой площадью поперечного сечения.Конечный процесс может также представлять собой пакер для ствола, в который помещается ствол, а спиральная проволока наматывается непосредственно в ствол с помощью поворотного стола.
Жизненно важно, чтобы температура оборудования не становилась слишком горячей (в первую очередь из-за энергии, выделяющейся при деформации металла), а проволока имела постоянное натяжение и скорость при движении через ряд штампов. Исторически это достигалось исключительно механическими средствами. Однако приводы постоянного тока начали использоваться для управления двигателями на определенных уровнях в зависимости от металла и требуемого поперечного сечения.По мере совершенствования технологии для намоточных устройств было добавлено программное обеспечение, которое поддерживало движение материала с нужной скоростью и натяжением, чтобы обеспечить хороший продукт. Это удалило часть механики и перевело ее на электронную технологию. С появлением высокопроизводительных / высокоэффективных приводов переменного тока с мощными процессорами для программного обеспечения механическая зависимость от оборудования значительно уменьшилась.
Приводы и процесс волочения проволоки
Как обсуждалось выше, инверторы переменного тока могут использоваться для широкого спектра функций на волочильных машинах, поскольку они очень похожи на намоточные машины.Электронный линейный вал, векторное управление и последовательная связь используются на многих из этих современных машин.
Описание программного обеспечения электронного трансмиссионного вала
Программное обеспечение электронного линейного вала позволяет синхронизировать один или несколько ведомых двигателей с сигналом главного энкодера. Главный энкодер обеспечивает импульсную ссылку на повторитель, в результате чего повторитель дает команду своему двигателю поддерживать определенное положение вала. Ведомый привод контролирует импульсную обратную связь от главного энкодера и своего собственного энкодера.Затем ведомый механизм компенсирует любые ошибки положения, регулируя выходную скорость своего двигателя, что приводит к почти идеальному выравниванию между ведущим устройством системы и ведомым двигателем. Ошибка положения не накапливается, поэтому выравнивание всегда будет поддерживаться…
На выдвижном ящике используется главный привод, а остальные — ведомые. Далее в описании программного обеспечения указано:
Ведомый также обладает функцией электронного зацепления. Это позволяет ведомому устройству работать с передаточным отношением ведущего, как если бы они были механически соединены посредством ремней или зубчатой передачи.Это программное обеспечение включает «расширенную» связь Modbus. Функция управления регистрацией позволяет ведомому приводу принимать регистрационную метку от движущегося продукта и регулировать его угловое положение. Это используется для специальных применений, таких как упаковочные машины, летающие отрезные станки, этикетка…
Программное обеспечение ELS идеально подходит для выдвижного ящика для проволоки, поскольку характеристики его намотки требуют, чтобы проволока двигалась с известным постоянным натяжением и скоростью. Он должен постоянно корректироваться на ошибки и отслеживание.
Внедрение приводов переменного тока не только обеспечило очень хорошую производительность, но и дало пользователю возможность не полагаться на механические детали, которые подвержены износу. Поэтому профилактическое обслуживание и регулярные разборки значительно сокращаются.
Проблемы приложения для волочения проволоки включают:
- Быстрое время обработки.
- Управление высоким крутящим моментом и скоростью.
- Быстрый разгон до скорости и снова замедление до нулевой скорости без потери напряжения.
- Различные диапазоны скорости и требования к крутящему моменту в зависимости от материала.
- Процесс может пострадать от очень небольшого простоя.
- Из-за скорости проблемы с процессом могут привести к большим объемам брака и потере дохода.
Фрезы
Многие компании, поставляющие оборудование для волочения проволоки, также предоставляют периферийное оборудование. После протяжки проволоки необходимо отрезать ее до определенной длины. ЧРП с электронным линейным валом очень хорошо выполняет эту функцию.После отрезного круга имеется главный привод с замкнутым контуром и ведомый привод. Главный привод должен поддерживать точное натяжение и скорость вместе с ведомым приводом.
Пакеры для бочек
Пакер для бочек для проволоки — это узел, который может быть размещен непосредственно с выдвижного ящика для проволоки, либо спиральная проволока может быть перенесена на другую станцию. В функции упаковки стволов ствол помещается на вращающийся поворотный стол. Проволока непрерывно подается на дно ствола и отматывается.Обычно на пакере для бочек установлено два двигателя: один для укладки проволоки, а другой для раскручивания поворотного стола. Поскольку этот процесс намного медленнее и не зависит от натяжения, а лишь умеренно от скорости, небольшой привод с разомкнутым контуром соединен с векторным приводом с замкнутым контуром для поворотного стола. Также существует версия этой сборки только для проигрывателей. В этом случае устанавливается только один привод переменного тока.
Намотчики и намотчики
Намотчики часто находятся в конце волочильных машин.Моталки — это отдельные машины, которые наматывают проволоку и конечные продукты различной толщины и толщины. Их единственная цель — наматывать или наматывать конечный продукт для отправки. Бойлеры могут использоваться для наматывания очень больших кабелей на высоких скоростях, достигающих 1000 л.с. Спулеры вроде бы меньше и не выше 50 л.с. Хотя они выполняют ту же функцию, намотчики выглядят меньше, чем намотчики, и в отрасли их называют таковыми.
Требования к приложениям
Проводные приложения | Напряжения | Диапазон HP | 905 905 | 905 Рисунок проволоки | 230/460 / 575V | 5-100 л.с. | Непрерывный тяжелый режим; 40 ° C N1; Закрытый | Линейный вал с электронным управлением |
Катушки | 230/460/575 В | 50-1000 л.с. | Непрерывный тяжелый режим; 40 ° C N1; Закрытый | |||||
Пакеры для бочек | 230/460/575 В | 20-40 л.с. | Continuous Heavy Duty; 40 ° C N1; Закрытый | |||||
Фрезы | 230/460/575 В | 5-75 л.с. | Непрерывный тяжелый режим; 50 ° C N1; Закрытый | Линейный вал с электронным управлением |
Функции привода, подходящие для процесса волочения проволоки
Функции, которые можно применять при работе с выдвижным ящиком, моталкой и намотчиком, очень похожи на намоточную машину.В таблице ниже показаны особенности и преимущества использования частотно-регулируемых приводов для намотки.
Продукты приводов | Характеристики | Преимущества |
Yaskawa Line900 | ||
Yaskawa Line контроль и согласованность диаметра могут быть достигнуты с использованием режима ПИД привода с датчиками положения балансира, датчиками скорости или датчиками диаметра. | ||
Управление включением / выключением охлаждающего вентилятора | Регулировка количества включений и выключений приводного вентилятора увеличивает срок службы охлаждающего вентилятора и снижает потребность в техническом обслуживании. | |
Векторное управление потоком и режим управления крутящим моментом | Управление крутящим моментом и постоянным натяжением возможно при использовании векторного управления замкнутым контуром и режима управления крутящим моментом. | |
Режим нулевого сервопривода | Функция нулевого сервопривода в векторе потока замкнутого контура предотвращает провисание провода, устраняя необходимость в механическом тормозе. | |
Торможение с использованием кинетической энергии (KEB) | Функция торможения KEB может замедлить работу приложения до остановки без повреждения нагрузки даже при отключении электроэнергии. |