цены на кузнечное оборудование для художественной горячей ковки металла BlackSmith
| Robot | Path | Permission |
| GoogleBot | / | ✔ |
| BingBot | / | ✔ |
| BaiduSpider | / | ✔ |
| YandexBot | / | ✔ |
| Title | Купить станок для холодной ковки в Москве: цены на кузнечное оборудование для художественной горячей ковки металла BlackSmith |
| Description | Купить оборудование для художественной холодной и горячей ковки металла. |
| Keywords | N/A |
| WebSite | www.kovka-stanki.ru |
| Host IP | 82.146.40.108 |
| Location | Russia |
| Site | Rank |
| spbstanki.ru | #5,005,166 |
| hudkovka.com | #1,317,943 |
| tapcoint.ru | #3,445,618 |
mossklad. ru ru | #971,924 |
| krosale.ru |
| kumpulan7kkd2063.blogspot.com |
| kupele-sk.com |
| label2label.com |
| ladofoods.vn |
| ladyboyhomeless.com |
| lakewoodsentinel.com |
| lapshop.ir |
| lapu.edu |
| lasrozas.es |
| gwmarketing.com.br |
| gwsolucoes.com.br |
US$26,871 Last updated: Jan 6, 2020 Kovka-stanki. |
 ru has global traffic rank of 1,778,591 and ranks the 121,580th in Russia. Kovka-stanki.ru has an estimated worth of US$ 26,871, based on its estimated Ads revenue. Kovka-stanki.ru receives approximately 1,752 unique visitors each day. Its web server is located in Russia, with IP address 82.146.40.108. According to SiteAdvisor, kovka-stanki.ru is safe to visit.
ru has global traffic rank of 1,778,591 and ranks the 121,580th in Russia. Kovka-stanki.ru has an estimated worth of US$ 26,871, based on its estimated Ads revenue. Kovka-stanki.ru receives approximately 1,752 unique visitors each day. Its web server is located in Russia, with IP address 82.146.40.108. According to SiteAdvisor, kovka-stanki.ru is safe to visit.| Purchase/Sale Value | US$26,871 |
| Daily Ads Revenue | US$14 |
| Monthly Ads Revenue | US$441 |
| Yearly Ads Revenue | US$5,374 |
| Daily Unique Visitors | 1,752 |
Note: All traffic and earnings values are estimates. | |
| Global Rank | 1,778,591 |
| Delta (90 Days) | |
| Most Popular In Country | Russia |
| Country Rank | 121,580 |
| Host | Type | TTL | Data |
| kovka-stanki.ru | A | 3599 | IP: 82.146.40.108 |
| kovka-stanki.ru | MX | 3599 | Priority: 10 Target: mail.  kovka-stanki.ru. kovka-stanki.ru. |
| kovka-stanki.ru | MX | 3599 | Priority: 20 Target: mail.kovka-stanki.ru. |
| kovka-stanki.ru | NS | 3599 | Target: ns2.ispvds.com. |
| kovka-stanki.ru | NS | 3599 | Target: ns1.ispvds.com. |
| kovka-stanki.ru | TXT | 3599 | TXT: v=spf1 ip4:82. 146.40.108 a mx ~all 146.40.108 a mx ~all |
| kovka-stanki.ru | SOA | 3599 | MNAME: blacksmith.ru. RNAME: root.example.com. Serial: 2015082057 Refresh: 10800 Retry: 3600 Expire: 604800 Minimum TTL: 86400 |
HTTP/1.1 301 Moved Permanently Server: nginx/1.10.1 Date: Mon, 06 Jan 2020 16:17:23 GMT Content-Type: text/html Transfer-Encoding: chunked Connection: keep-alive Location: https://kovka-stanki.ru:443/ HTTP/1.1 301 Moved Permanently Server: nginx/1.10.1 Date: Mon, 06 Jan 2020 16:17:23 GMT Content-Type: text/html; charset=iso-8859-1 Transfer-Encoding: chunked Connection: keep-alive Location: http://www.kovka-stanki.ru/ Strict-Transport-Security: max-age=31536000; HTTP/1. |
 1 301 Moved Permanently
Server: nginx/1.10.1
Date: Mon, 06 Jan 2020 16:17:23 GMT
Content-Type: text/html
Transfer-Encoding: chunked
Connection: keep-alive
Location: https://www.kovka-stanki.ru:443/
HTTP/1.1 200 OK
Server: nginx/1.10.1
Date: Mon, 06 Jan 2020 16:17:24 GMT
Content-Type: text/html; charset=UTF-8
Transfer-Encoding: chunked
Connection: keep-alive
X-Powered-By: PHP/7.0.23
P3P: policyref="/bitrix/p3p.xml", CP="NON DSP COR CUR ADM DEV PSA PSD OUR UNR BUS UNI COM NAV INT DEM STA"
X-Powered-CMS: Bitrix Site Manager (9823ce6dffd06ea09028209cd8c6981b)
Set-Cookie: PHPSESSID=trjqtkjl6glkvguefd6daa7kl1; path=/; domain=www.kovka-stanki.ru; HttpOnly
Expires: Thu, 19 Nov 1981 08:52:00 GMT
Cache-Control: no-store, no-cache, must-revalidate
Pragma: no-cache
Set-Cookie: ALTASIB_SITETYPE=original; expires=Wed, 05-Feb-2020 16:17:24 GMT; Max-Age=2592000; path=/
Set-Cookie: BITRIX_SM_ABTEST_s1=deleted; expires=Thu, 01-Jan-1970 00:00:01 GMT; Max-Age=0; path=/; domain=www.kovka-stanki.ru
Set-Cookie: BITRIX_SM_GUEST_ID=2389996; expires=Thu, 31-Dec-2020 16:17:24 GMT; Max-Age=31104000; path=/; domain=www.
1 301 Moved Permanently
Server: nginx/1.10.1
Date: Mon, 06 Jan 2020 16:17:23 GMT
Content-Type: text/html
Transfer-Encoding: chunked
Connection: keep-alive
Location: https://www.kovka-stanki.ru:443/
HTTP/1.1 200 OK
Server: nginx/1.10.1
Date: Mon, 06 Jan 2020 16:17:24 GMT
Content-Type: text/html; charset=UTF-8
Transfer-Encoding: chunked
Connection: keep-alive
X-Powered-By: PHP/7.0.23
P3P: policyref="/bitrix/p3p.xml", CP="NON DSP COR CUR ADM DEV PSA PSD OUR UNR BUS UNI COM NAV INT DEM STA"
X-Powered-CMS: Bitrix Site Manager (9823ce6dffd06ea09028209cd8c6981b)
Set-Cookie: PHPSESSID=trjqtkjl6glkvguefd6daa7kl1; path=/; domain=www.kovka-stanki.ru; HttpOnly
Expires: Thu, 19 Nov 1981 08:52:00 GMT
Cache-Control: no-store, no-cache, must-revalidate
Pragma: no-cache
Set-Cookie: ALTASIB_SITETYPE=original; expires=Wed, 05-Feb-2020 16:17:24 GMT; Max-Age=2592000; path=/
Set-Cookie: BITRIX_SM_ABTEST_s1=deleted; expires=Thu, 01-Jan-1970 00:00:01 GMT; Max-Age=0; path=/; domain=www.kovka-stanki.ru
Set-Cookie: BITRIX_SM_GUEST_ID=2389996; expires=Thu, 31-Dec-2020 16:17:24 GMT; Max-Age=31104000; path=/; domain=www.
 kovka-stanki.ru
X-Content-Type-Options: nosniff
Strict-Transport-Security: max-age=31536000;
kovka-stanki.ru
X-Content-Type-Options: nosniff
Strict-Transport-Security: max-age=31536000;
domain: KOVKA-STANKI.RU nserver: ns1.ispvds.com. nserver: ns2.ispvds.com. state: REGISTERED, DELEGATED, VERIFIED org: LLC "Technodoor" registrar: RU-CENTER-RU admin-contact: https://www.nic.ru/whois created: 2008-11-16T21:00:00Z paid-till: 2020-11-16T21:00:00Z free-date: 2020-12-18 source: TCI Last updated on 2020-01-06T16:16:31Z |
1С-Битрикс — Kovka-Stanki — cтанки, инструмент, оборудование для художественной ковки
Настройка cookie-файлов
Технические cookie-файлы
Аналитические cookie-файлы
Подробнее в Политике ООО «1С-Битрикс» в отношении cookie-файлов
Мы используем cookie. Они помогают нам понять, как вы взаимодействуете с сайтом.
Они помогают нам понять, как вы взаимодействуете с сайтом.
Вернуться к списку
-
Тип проекта:
Интернет-магазин
-
Тематика сайта:
Торговля
-
Редакция продукта:
Бизнес
-
Сайт:
kovka-stanki.ru
-
Партнер:
Elfborg Studio
Высокая производительность станков для холодной ковки и гидравлических прессов позволяет наладить производство элементов «холодной» ковки как для собственных нужд, так и на продажу. Компактность и надежность ручного кузнечного инструмента — возможность для открытия бизнеса практически дома!
Компактность и надежность ручного кузнечного инструмента — возможность для открытия бизнеса практически дома!
Именно такое оборудование и инструменты предлагает интернет-магазин Kovka-Stanki — первое официальное представительство Компании Blacksmith в России.
Мы разработали интернет-магазин станков для художественной ковки, надежный, удобный и быстрый, в духе продукции заказчика.
При этом удалось совместить простой и изящный дизайн и богатый функционал, обеспечивающий покупателям максимальный комфорт при просмотре и заказе товаров. В ходе разработки интерфейсов сайта стояла задача расположить на страницах большое количество функциональных элементов, не нарушая легкости и лаконичности дизайн-концепции.
Мы постарались максимально развернуто представить информацию о товаре в карточке детального просмотра. В блоке заказа товара доступна информация о скидке, доставке, наличии товара. Галерея включает детальные фото, видео o станках, а также позволяет просматривать товар в режиме 360°
Заодно написали гибкий плагин, допускающий не только стандартную навигацию по вкладкам, но и и перемещение между блоками информации с помощью прокрутки страницы.
В основе удачной презентации товара всегда лежит наглядность. Именно поэтому мы совместили текстовое и графическое представление технических характеристик и операций, выполняемых станками.
Философия нашего заказчика — диалог с клиентом. Доказательством этому служат блоки «Отзывы» и «Видео». Разработанный нами модуль Смарт Отзывы позволяет покупателям делиться мнением о продукции, отдельно указывая ее достоинства и недостатки, задавать вопросы и получать ответы экспертов в режиме онлайн. Кроме того, карточка товара снабжена дополнительной видеогалереей, где представлены видеоматериалы от покупателей интернет-магазина.
1910.218 — Машины кузнечные. | Управление по безопасности и гигиене труда
- По стандартному номеру
- 1910.218 — Машины кузнечно-прессовые.
 218 (а)
218 (а)Общие требования —
1910.218(а)(1)Использование свинца . Требования безопасности настоящего подпункта распространяются на свинцовые отливки или другое использование свинца в кузнечном или штамповочном цехе.
1910.218(а)(1)(и)Термостатический контроль нагревательных элементов должен быть обеспечен для поддержания надлежащей температуры плавления и предотвращения перегрева.
1910.218(а)(1)(ii)Стационарные или постоянные установки свинцовых электролизеров должны быть отработаны.
1910.218(а)(1)(iii) Портативные устройства должны использоваться только в помещениях с хорошей общей вентиляцией помещения.
Средства индивидуальной защиты (перчатки, защитные очки, фартуки и другие предметы) должны быть надеты.
1910.218(а)(1)(в)Должен быть предусмотрен закрытый контейнер для хранения остатков шлака.
1910.218(а)(1)(vi)Оборудование должно содержаться в чистоте, особенно от скоплений желтого оксида свинца.
1910.218(а)(2)Осмотр и техническое обслуживание . Работодатель несет ответственность за поддержание всего оборудования кузнечного цеха в состоянии, обеспечивающем непрерывную безопасную работу. В эту ответственность входит:
1910.218(а)(2)(и) Организация периодических и регулярных проверок безопасности при техническом обслуживании и ведение сертификационных записей этих проверок, которые включают дату проверки, подпись лица, проводившего проверку, и серийный номер или другой идентификатор для ковочной машины, которая была проверена.
Планирование и регистрация проверок ограждений и защитных устройств на месте эксплуатации через частые и регулярные промежутки времени. Запись инспекций осуществляется в форме сертификационного протокола, который включает дату проведения инспекции, подпись лица, проводившего инспекцию, и серийный номер или другой идентификатор проверяемого оборудования.
1910.218(а)(2)(iii)Обучение персонала надлежащему осмотру и обслуживанию кузнечных машин и оборудования.
1910.218(а)(2)(iv)Все потолочные части должны быть закреплены или защищены таким образом, чтобы они не слетели или не упали в случае поломки.
1910.218(а)(3)Молотки и прессы .
1910. 218(а)(3)(и)
218(а)(3)(и)Все молоты должны располагаться или устанавливаться таким образом, чтобы они оставались на фундаменте или были прикреплены к фундаменту, достаточному для их поддержки в соответствии с применимыми техническими стандартами.
1910.218(а)(3)(ii)Все прессы должны быть установлены таким образом, чтобы они оставались на своих местах или были прикреплены к фундаменту, достаточному для их поддержки в соответствии с применимыми техническими стандартами.
Таблица O-11 – Прочность и размеры деревянных стоек
| 4 х 4 | 16 | 5000 | 80 000 | 10 | 8 000 | 44 |
| 6 х 6 | 36 | 5000 | 180 000 | 10 | 18 000 | 66 |
| 8 х 8 | 64 | 5000 | 320 000 | 10 | 32 000 | 88 |
| 10 х 10 | 100 | 5000 | 500 000 | 10 | 50 000 | 100 |
| 12 х 12 | 144 | 5000 | 720 000 | 10 | 72 000 | 132 |
1 Сноска Фактический размер.
2 Сноска Адаптировано из Технического бюллетеня Министерства сельского хозяйства США 479. Рекомендуются твердые породы древесины, чья предельная прочность на раздавливание при сжатии параллельно волокнам составляет 5000 фунтов на квадратный дюйм. (фунтов на квадратный дюйм) или выше.
3 Формула коэффициента гибкости для коротких колонн: L/d = 11, где L = длина бревна в дюймах и d = наименьший размер в дюймах; это отношение не должно превышать 11.
1910.218(а)(3)(iii)Должны быть предусмотрены средства для отключения питания машины и блокировки или приведения в нерабочее состояние органов управления циклами.
1910.218(а)(3)(iv) Ползун должен быть заблокирован при замене штампов или других работах с молотом. Блоки или клинья должны быть изготовлены из материала, прочность и конструкция которого должны соответствовать или превышать спецификации и размеры, указанные в Таблице O-11.
Клещи должны иметь достаточную длину, чтобы не касаться тела рабочего в случае отдачи, и не должны иметь острых концов рукояток.
1910.218(а)(3)(vi)Масляные тампоны, средства для удаления накипи или другие приспособления для удаления накипи должны быть предоставлены. Эти приспособления должны быть достаточно длинными, чтобы человек мог дотянуться до матрицы по всей ее длине, не помещая руку или руку между матрицами.
1910.218(а)(3)(vii)Погрузочно-разгрузочное оборудование должно иметь достаточную прочность, размеры и размеры для безопасного выполнения операций по штамповке.
1910.218(а)(3)(viii) На задней стороне каждого молотка должна быть предусмотрена прочная защита от накипи, устроенная таким образом, чтобы не допустить разлетающейся окалины.
На задней стороне каждого пресса должна быть предусмотрена прочная защита от окалины, устроенная таким образом, чтобы не допустить разлетающейся окалины.
1910.218(б)Молотки обычные —
1910.218(б)(1)Ключи . Ключи и прокладки должны быть изготовлены из материала, который не будет чрезмерно трескаться или раскалываться.
1910.218(б)(2)Устройства с ножным управлением . Все устройства с ножным управлением (например, педали, рукоятки, клапаны и переключатели) должны быть существенно и эффективно защищены от непреднамеренного срабатывания.
1910.218 (с) Прессы . Все клапаны и переключатели с ручным управлением должны быть четко идентифицированы и легкодоступны.
Все клапаны и переключатели с ручным управлением должны быть четко идентифицированы и легкодоступны.
Молоты с механическим приводом —
1910.218(г)(1)Безопасная головка цилиндра . Каждый паровой или пневматический молот должен иметь предохранительную головку цилиндра, которая действует как подушка на случай поломки штока или выдергивания плунжера.
1910.218(г)(2)Запорный вентиль . Паровые молоты должны быть снабжены быстрозакрывающимся аварийным клапаном на входном трубопроводе в удобном месте. Этот клапан должен быть закрыт и заблокирован в выключенном положении во время регулировки, ремонта или обслуживания молота или при замене штампов.
1910. 218(г)(3)
218(г)(3)Слив цилиндра . Паровые молоты должны быть снабжены средствами опорожнения цилиндра, такими как устройство самоосушения или быстродействующий сливной кран.
1910.218(г)(4)Напорные трубы . Паровые или воздушные трубопроводы должны соответствовать спецификациям американского национального стандарта ANSI B31.1.0-19.67, Power Piping с дополнениями, выпущенными до 28 апреля 1971 г., которые включены посредством ссылки, как указано в § 1910.6.
1910.218 (е)Гравитационные молоты —
1910.218 (е) (1)Пневматические молоты .
1910.218(д)(1)(я) Пневматические молоты должны иметь головку безопасного цилиндра, как требуется в пункте (d)(1) настоящего раздела.
Пневматические молоты должны иметь воздушный запорный клапан, как требуется в пункте (d)(2) настоящего раздела.
1910.218(е)(1)(iii)Пневматические молоты должны быть снабжены двумя сливными кранами: один на главном головном цилиндре и один на зажимном цилиндре.
1910.218(е)(1)(iv)Воздушные трубопроводы должны соответствовать спецификациям ANSI B31.1.0-1967, Силовые трубопроводы с дополнениями, выпущенными до 28 апреля 1971 г., которые включены посредством ссылки, как указано в § 1910.6.
1910.218 (е) (2)Молотки для досок .
1910.218(д)(2)(я) Должна быть предусмотрена подходящая оболочка для предотвращения падения поврежденных или отсоединенных досок.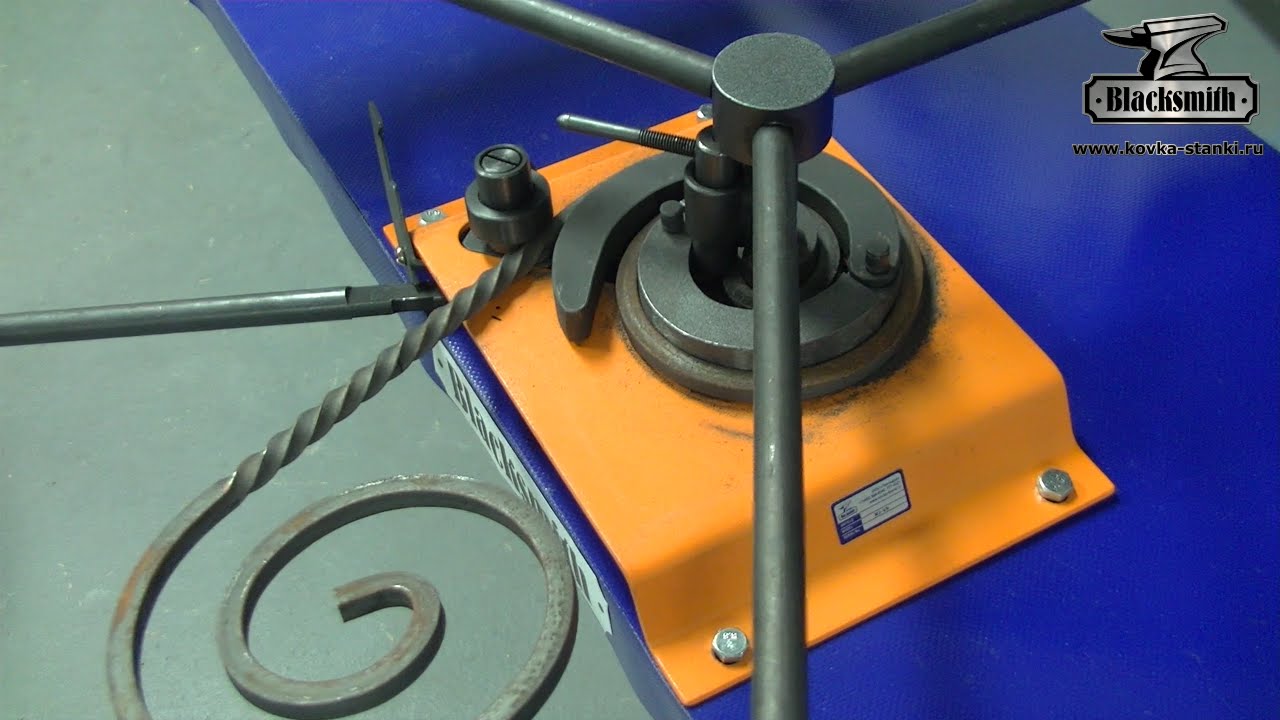 Корпус доски должен быть надежно закреплен на молоте.
Корпус доски должен быть надежно закреплен на молоте.
Все основные узлы и фитинги, которые могут ослабнуть и упасть, должны быть надлежащим образом закреплены на месте.
1910.218(ф)Ковочные прессы —
1910.218(ф)(1)Механические ковочные прессы . При замене штампов или техническом обслуживании пресса необходимо выполнить следующее:
1910.218(е)(1)(я)Питание пресса должно быть заблокировано.
1910.218(е)(1)(ii)Маховик должен находиться в состоянии покоя.
1910.218(е)(1)(iii) Штанга должна быть заблокирована материалом, прочность которого должна соответствовать или превышать спецификации или размеры, указанные в Таблице O-11.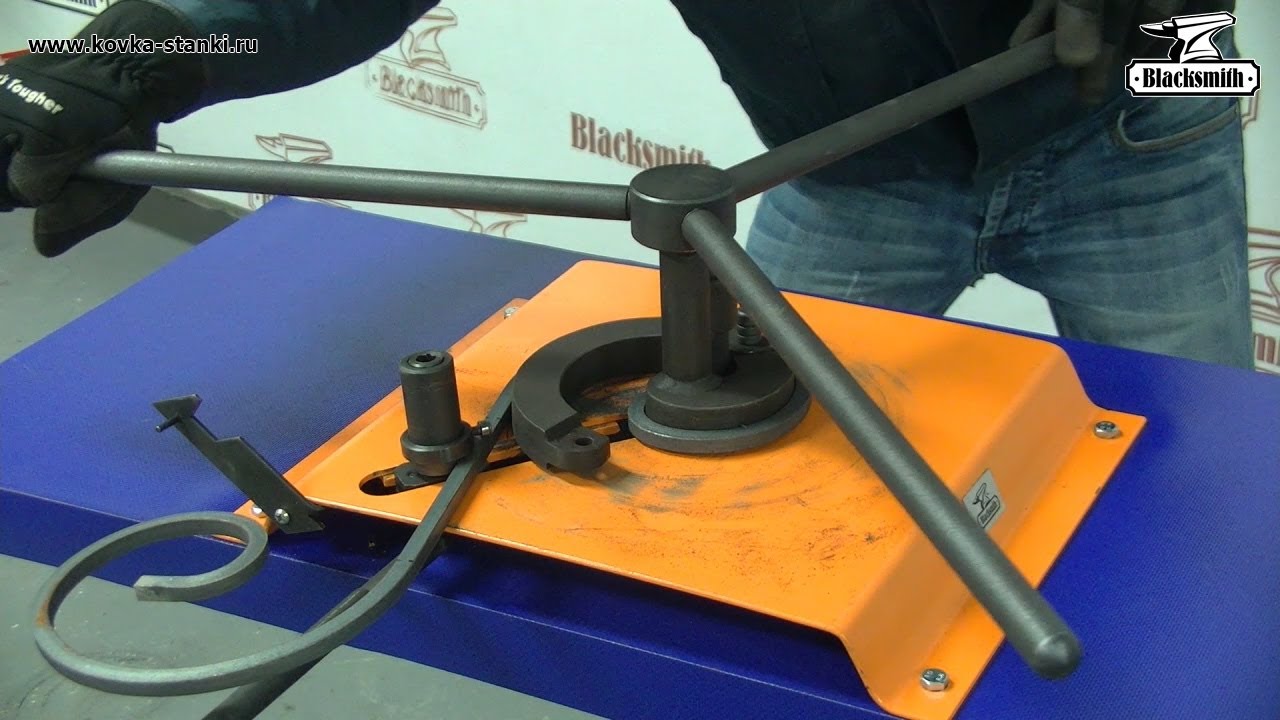
Гидравлические ковочные прессы . При замене штампов или техническом обслуживании пресса необходимо выполнить следующее:
1910.218(ф)(2)(и)Гидравлические насосы и силовое оборудование должны быть заблокированы.
1910.218(е)(2)(ii)Плунжер должен быть заблокирован материалом, прочность которого должна соответствовать или превышать спецификации или размеры, указанные в Таблице O-11.
1910.218(г)Обрезные прессы —
1910.218(г)(1) Прессы для горячей обрезки . Требования параграфа (f)(1) настоящего раздела также применяются к прессам для горячей обрезки.
Прессы для холодной обрезки . Прессы для холодной обрезки должны быть защищены в соответствии с § 1910.217(c).
1910.218(ч)Нарушители —
1910.218(ч)(1)Общие требования . Все высадки должны быть установлены так, чтобы они оставались на своих опорных основаниях.
1910.218(ч)(2)Блокировки . Установщики должны быть снабжены средствами для блокировки питания в точке его входа в машину и приведения в нерабочее состояние ее органов управления циклами.
1910.218(ч)(3) Ручное управление .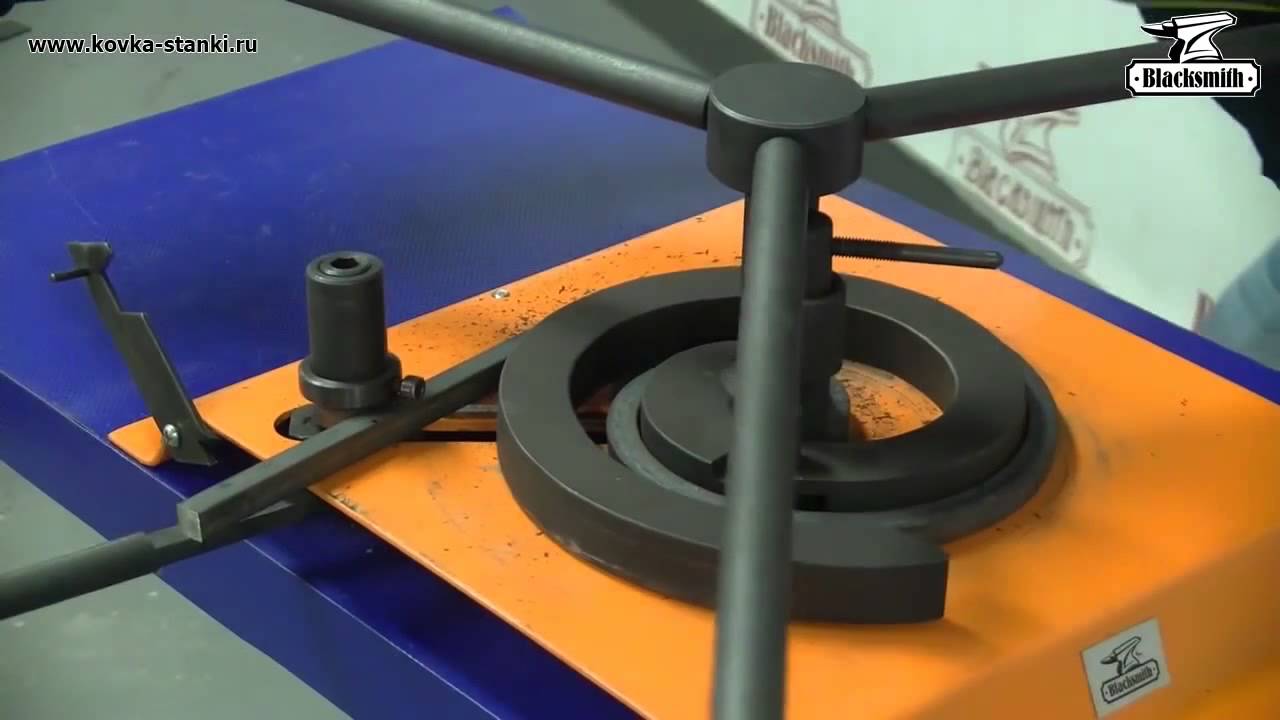 Все клапаны и переключатели с ручным управлением должны быть четко идентифицированы и легкодоступны.
Все клапаны и переключатели с ручным управлением должны быть четко идентифицированы и легкодоступны.
Щипцы . Щипцы должны иметь достаточную длину, чтобы не касаться тела рабочего в случае отдачи, и не должны иметь острых концов рукояток.
1910.218(ч)(5)Замена штампов . При замене штампов, выполнении технического обслуживания или любых других работ на машине питание высадочного устройства должно быть заблокировано, а маховик должен находиться в состоянии покоя.
1910.218(я)Другое кузнечное оборудование —
1910.218(я)(1) Болтовая головка . Положения параграфа (h) настоящего раздела должны применяться к головке болтов.
Изготовление заклепок . Положения параграфа (h) настоящего раздела применяются к изготовлению заклепок.
1910.218(к)Другое кузнечное оборудование —
1910.218(к)(1)Заготовочные ножницы . Должно быть предусмотрено устройство блокировки принудительного типа для отключения питания ножниц.
1910.218(к)(2)Пилы . Каждая пила должна быть снабжена защитным кожухом из листового металла толщиной не менее одной восьмой дюйма, предназначенным для предотвращения летящих искр.
1910.218(к)(3) Конвейеры . Оборудование для передачи энергии конвейера должно быть ограждено в соответствии с ANSI B20.1-19.57, Кодекс безопасности для конвейеров, канатных дорог и сопутствующего оборудования, который включен посредством ссылки, как указано в § 1910.6.
Оборудование для передачи энергии конвейера должно быть ограждено в соответствии с ANSI B20.1-19.57, Кодекс безопасности для конвейеров, канатных дорог и сопутствующего оборудования, который включен посредством ссылки, как указано в § 1910.6.
Дробеструйная обработка . Камера очистки должна иметь двери или ограждения для защиты операторов.
1910.218(к)(5)Шлифование . При шлифовальных операциях должны использоваться средства индивидуальной защиты, а оборудование должно использоваться и обслуживаться в соответствии с ANSI B7.1-19.70, Кодекс безопасности при использовании, уходе и защите абразивных кругов, который включен посредством ссылки, как указано в § 1910.6 и § 1910.215.
[39 FR 23502, 27 июня 1974 г., в редакции 49 FR 5323, 10 февраля 1984 г.; 51 FR 34561, 29 сентября 1986 г. ; 61 ФР 9227, 7 марта 1996 г.]
; 61 ФР 9227, 7 марта 1996 г.]
Крупнейшие в мире гидравлические прессы
- главная
- Блог
- Самые большие гидравлические прессы в мире
30 августа 2019
История крупнейших в мире ковочных прессов тесно связана с событиями Второй мировой и холодной войн.
Привет, магний!
В 1930-х и 1940-х годах нацистской Германии не хватало стали, так как по Версальскому договору она была лишена богатейших железных регионов. Его шахты, с другой стороны, производили большое количество магния , легкого и прочного металла , идеально подходящего для новых реактивных самолетов. Однако немецкие ученые столкнулись с серьезной технологической проблемой: если сталь легко выковывается молотом, то магний — нет. Под ударами молота, магний трескается и ломается . Чтобы придать ей форму, ученым Рейха пришлось разработать новый процесс: горячую штамповку с регулируемой скоростью специально для крупных деталей.
Однако немецкие ученые столкнулись с серьезной технологической проблемой: если сталь легко выковывается молотом, то магний — нет. Под ударами молота, магний трескается и ломается . Чтобы придать ей форму, ученым Рейха пришлось разработать новый процесс: горячую штамповку с регулируемой скоростью специально для крупных деталей.
Титановые переборки реактивного истребителя F-15 — Изображение предоставлено: Jet Lowe
Холодная война, горячий металл
После Второй мировой войны Соединенные Штаты и Россия бросили друг другу вызов в области вооружений в ходе того, что будет называться Холодной войной и которая на протяжении почти полувека будет поляризовать мир . В арсенале средств поражения ключевую роль теперь играла авиация. Металлургические исследования на службе армий всегда изобретали новые технологии и материалы в попытке создать все более легкие и быстрые самолеты. С появлением реактивных самолетов огромные напряжения потребовали очень высокоэффективных сплавов и процессов. Титан, магний и алюминий заменили сталь, но также потребовали специальной обработки. Ковка, как мы видели, для этих материалов не подходит: необходимо использовать фасонные детали, чтобы гарантировать оптимальное расположение металлических волокон и отсутствие трещин. Для формования крупных деталей из высокопрочных материалов требовались огромные, очень мощные машины, невиданные ранее.
С появлением реактивных самолетов огромные напряжения потребовали очень высокоэффективных сплавов и процессов. Титан, магний и алюминий заменили сталь, но также потребовали специальной обработки. Ковка, как мы видели, для этих материалов не подходит: необходимо использовать фасонные детали, чтобы гарантировать оптимальное расположение металлических волокон и отсутствие трещин. Для формования крупных деталей из высокопрочных материалов требовались огромные, очень мощные машины, невиданные ранее.
Чтобы покорить мир, нужно покорить небо, а чтобы покорить небо, сначала нужно покорить металл.
Наследие войны
В то время как в Соединенных Штатах Boeing B-17 Stratofortress и бомбардировщики B-29 все еще собирались путем клепки отдельных деталей из листового металла, Германия произвела легких и прочных деталей из магния и структурные элементы из алюминия . Для производства этих компонентов инженеры Третьего рейха построили 33 000-тонный гидравлический пресс и два небольших 16 500-тонных станка для производства первых реактивных истребителей Messerschmitt Me 262 . Последние две машины были реквизированы США, а первая оказалась в руках Советского Союза. Опасаясь, что этот технологический недостаток приведет к ухудшению военного положения, США запустили Программу тяжелых прессов с намерением построить самые большие в мире кузнечные прессы.
Последние две машины были реквизированы США, а первая оказалась в руках Советского Союза. Опасаясь, что этот технологический недостаток приведет к ухудшению военного положения, США запустили Программу тяжелых прессов с намерением построить самые большие в мире кузнечные прессы.
Изображение предоставлено: ВВС США
Программа тяжелых прессов
Этот план авиации США, начатый в 1950 г. и завершенный в 1957 г., привел к производству шести экструзионных и четырех штамповочных прессов. Два крупнейших пресса вырабатывают по 50 000 тонн каждый и работают до сих пор.
Первый, изготовленный Mesta Machinery, весит 8000 тонн и имеет высоту 27 метров. Его стол имеет размеры 7900*3700 мм и ход 1800 мм. Алюминиевый гигант Alcoa, эксплуатирующий машину с 19 лет.55, купил его у правительства США в 1982 году. В 2009 году прессу пришлось остановить на ремонт из-за трещин в подвале. Модернизация обошлась примерно в 100 миллионов долларов и гарантирует еще как минимум 50 лет эксплуатации.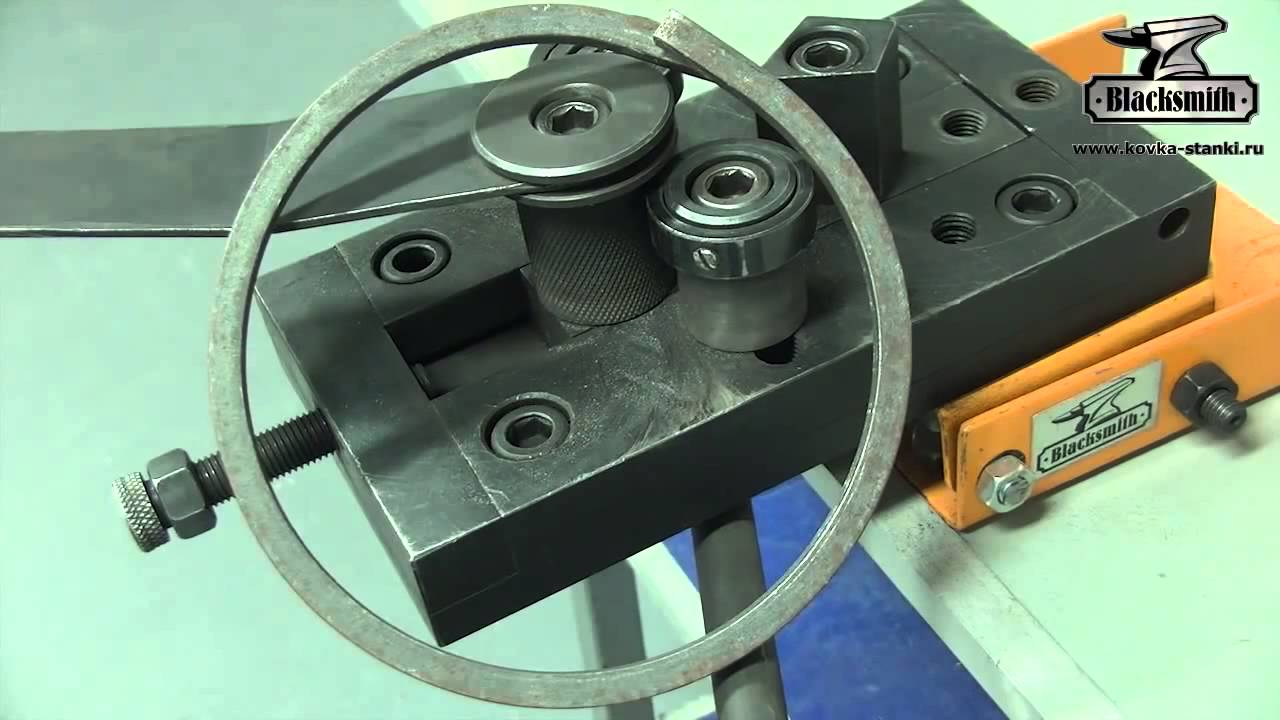
Изображение предоставлено: Nocsia
Второй был построен Loewy Hydropress и эксплуатировался Wyman-Gordon на заводе Air Force 63 в Графтоне, штат Массачусетс, с октября 1955 года. В его гидравлической схеме используется водно-масляная эмульсия при давлении 310 бар и расходе 45 000 литров. /мин . Обе машины используются для производства компонентов самолетов, таких как Boeing 747, бомбардировщик Stealth и истребитель F-35 Joint Strike.
Изображение предоставлено Джетом Лоу
Лидерство США продлилось всего два года: в 1957 году украинская компания Новокраматорский машиностроительный завод (НКМЗ), специализирующаяся на производстве оборудования для сталелитейных заводов , построила два 75000-тонных пресса . Первый, предназначенный для завода в Самаре, теперь принадлежит российскому филиалу Alcoa. Второй установлен в Верхней Салде и используется ВСМПО-АВИСМА, ведущим мировым производителем титановых и других специальных сплавов. Две машины имеют Рабочий стол 16000*3500 мм и высота 35 метров , из которых 22 метра находятся под полом.
Две машины имеют Рабочий стол 16000*3500 мм и высота 35 метров , из которых 22 метра находятся под полом.
Изображение предоставлено: НКМЗ
За пределами двух сверхдержав Франция стала третьей страной, которая оборудовала себя гидравлическим прессом такого размера: этот 65000-тонный гидравлический пресс мощностью , также построенный украинским НКМЗ, был установлен в Иссуаре в период с 1974 по 1976 год. Машина высотой 36 метров производит компоненты для Airbus, Boeing, космической и транспортной промышленности.
Изображение предоставлено: НКМЗ
Эти стальные гиганты десятилетиями монополизировали сцену. В апреле 2013 года Япония также присоединилась к клубу великих с гидравлическим прессом усилием 50 000 тонн. Спустя 60 лет США добавили новый гидравлический ковочный пресс мощностью 60 000 тонн. Построенный SMS Group и управляемый Weber Metals в Калифорнии, он начал работу в октябре 2018 года.
Чемпион в супертяжелом весе, конечно же, китаец: машина с невероятной мощностью в 80 000 тонн эксплуатируется с 2013 года для гиганта Erzhong Group в провинции Сычуань. высотой с 10-этажное здание , его использование очень конфиденциально: похоже, он используется для изготовления деталей для военных самолетов, как и его титанические сестры. Чтобы дать представление о мощности этой машины, с ее 780 000 кН она могла легко поднять целый круизный лайнер . Как это часто бывает, больше не значит лучше: это не самый технологичный пресс в мире. Он был построен по адаптации старых советских проектов 1980-х годов, и в настоящее время недоиспользуется из-за конкуренции со стороны других упомянутых нами гигантов.
Источники:
https://fr.