Ручная вязка и сборка арматурных сеток и каркасов 2
Приемы вязки без подтягивания при наличии вязальной проволоки в пучках надо производить так:
1) левой рукой вынуть отрезок проволоки из пучка и указательным пальцем обернуть пересечение стержней;
2) захватить зубцами кусачек концы отрезка проволоки и, подтянув немного стержни к себе, повернуть кусачками два раза.
Из сравнения приемов работ при вязке с проволокой в мотках или в пучках видно, что второй способ является наиболее легким, поэтому при возможности следует готовить проволоку в пучках. Вязка узлов вторым способом осуществляется так: 1) конец вязальной проволоки просовывают (рис. 164) за продольный стержень под хомут;
2) конец проволоки направляют большим пальцем левой руки вверх и загибают вверх за хомут возле стержня;
3) конец проволоки захватывают кусачками;
4) кусачки с захваченным концом проволоки подтягивают под проволоку в левой руке;
5) кусачки переносят вправо и ими захватывают пересечение обоих концов вязальной проволоки около связываемого узла;
 На рис. 165 приводятся типы проволочных узлов, применяемых при ручной вязке.
На рис. 165 приводятся типы проволочных узлов, применяемых при ручной вязке.
Рис. 164 Приемы вязки узлов арматурных каркасов
Простой
Угловой
Двухрядный
Двойной
Крестовый
Мертвый
Рис. 165. Типы проволочных узлов, применяемых при ручной вязке арматуры
При ручной сборке и вязке сеток каркасов колонн, балок и других конструктивных элементов широко применяют различные приспособления, позволяющие повысить производительность труда арматурщиков.
Для сборки и вязки сеток ребристых плит с успехом применяют верстак-шаблон Д. Е. Железнова (рис. 166), рассчитанный на одновременную работу двух человек.
Рис. 166. Шаблон Железнова для сборки и вязки сеток:
а — общий вид и прием работы; б — организация рабочего места (размеры в см)
Шаблон представляет собой две боковые доски с вырезами для закладки продольных стержней. Заготовленные продольные стержни сложены перед каждым из работающих на специальных консолях, а поперечные стержни — на боковых полках.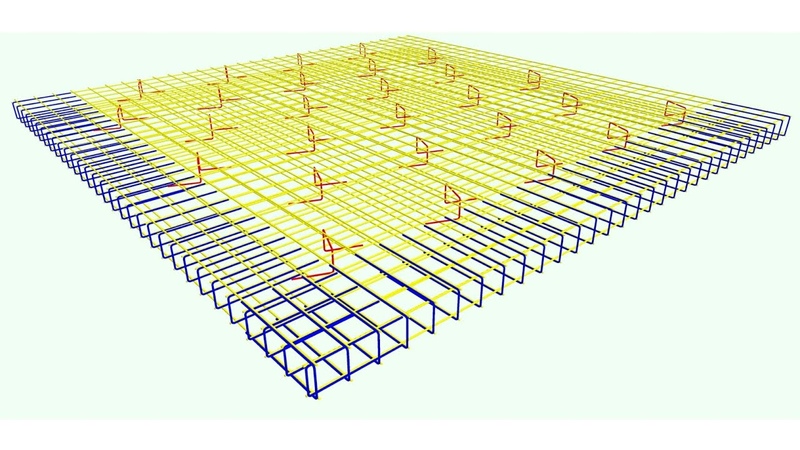 Арматурщик, стоя у шаблона, раскладывает стержни и вяжет сетку. При большом объеме работ применяют поточно-звеньевую сборку сеток на нескольких шаблонах-верстаках Д. Е. Железнова по методу арматурщика И. А. Кудрявцева. Рабочее место, организованное по способу Кудрявцева (рис. 167), состоит из трех верстаков, расположенных в одну линию.
Арматурщик, стоя у шаблона, раскладывает стержни и вяжет сетку. При большом объеме работ применяют поточно-звеньевую сборку сеток на нескольких шаблонах-верстаках Д. Е. Железнова по методу арматурщика И. А. Кудрявцева. Рабочее место, организованное по способу Кудрявцева (рис. 167), состоит из трех верстаков, расположенных в одну линию.
Рис. 167. Рабочее место для поточной вязки сеток на шаблонах-верстаках Железнова по методу Кудрявцева
Каждый арматурщик из состава звена, обходя линию верстаков, выполняет определенные операции: арматурщик 3-го разряда раскладывает стержни в шаблонах и снимает готовые сетки, а арматурщик 5-го разряда вяжет сетки.
Верстаки Д. Е. Железнова могут быть также использованы для вязки сеток плоских плит.
Наиболее эффективным для сборки прямоугольных пространственных каркасов является способ арматурщика И. А. Предко (рис. 168).
Рис. 168. Сборка и вязка арматурных каркасов: а — козлы для сборки; б — план рабочего места сборщика
По этому способу сборка производится на козлах, установленных попарно. Между каждой парой козел кладется металлическая или деревянная перекладина, на которую укладывают продольные стержни каркаса. Каркасы балок вяжут в перевернутом положении, поэтому отогнутые стержни кладут отгибами вниз.
Между каждой парой козел кладется металлическая или деревянная перекладина, на которую укладывают продольные стержни каркаса. Каркасы балок вяжут в перевернутом положении, поэтому отогнутые стержни кладут отгибами вниз.
По продольным стержням укладывают хомуты, расстояние между которыми размечают мерной рейкой. После этого верхнюю сторону хомутов связывают с рабочими и распределительными стержнями, располагающимися по проекту в верхней части сечения прямоугольной балки (или на одной из сторон колонны квадратного сечения). Затем перекладины, на которых подвешен частично связанный каркас, поднимают на высоту, удобную для дальнейшей работы арматурщиков; при этом продольные стержни, несвязанные вначале, остаются в нижней части сечения каркаса. На сборке работают два арматурщика, передвигающиеся навстречу друг другу по мере сборки и вязки каркаса.
У рабочего места, кроме козел и мерной рейки, должны быть козелки для складывания арматуры.
По этому способу можно также вязать каркасы свай прямоугольного сечения (рис. 169). При этом вначале на козлы укладывают продольные стержни и хомуты. Затем производится вязка верхних стержней с хомутами и далее, после подъема — вязка нижних и боковых стержней с хомутами.
169). При этом вначале на козлы укладывают продольные стержни и хомуты. Затем производится вязка верхних стержней с хомутами и далее, после подъема — вязка нижних и боковых стержней с хомутами.
Рис. 169. Сборка и вязка каркаса сваи прямоугольного сечения по способу И. А. Предко
При изготовлении арматурных каркасов со спиральной арматурой (для круглых свай, труб и т. п.) может быть использован станок НЗ-4 (см. рис. 119). Навивку спиральной арматуры можно также производить на специальном станке с вращающимся реечным барабаном (рис. 170).
Рис. 170. Станок для изготовления каркасов со спиральной арматурой
Сборку каркасов значительной длины, например для свай, целесообразно осуществлять на специальном роликовом столе (рис. 171). Через каждые 2 м по длине стола установлены откидывающиеся уголки 1, в вырезы которых при сборке укладывают продольные стержни каркаса. В этих же уголках имеются отверстия для поперечных стержней 2, необходимых для поддержания верхнего и нижнего ряда продольных стержней.
Рис. 171. Роликовый стол для сборки каркасов большой длины. Показан пример сборки каркаса сваи
На рисунке видны подъемные педали 3, которыми стол оборудован с двух сторон.
Первоначально уголки 1 устанавливают в вертикальном положении и в их вырезы закладывают продольные прутья. Затем в отверстия уголков 1 закладывают поперечные стержни 2. После этого связывают между собой отогнутые концы стержней, образующие острие сваи. Далее откидывают уголки с обоих концов каркаса, поднимают его нажатием педалей 3 подъемного
приспособления 4, надевают на каркас с двух сторон пакеты спирали и раздвигают спираль по всей длине каркаса. Растянутую спираль привязывают к продольным стержням каркаса. На вязке каркасов большой длины обычно работают два звена по два человека — по одному звену с каждого конца.
После окончания сборки каркас на дощатой подкладке по роликам 5 передвигают на соседний стол и увозят на склад готовой продукции.
Форма и размеры козелков, столов и другого инвентаря, при меняемого при сборке и вязке каркасов, могут быть различны, в зависимости от размеров и формы самих каркасов, но принципы и последовательность сборки по способу И. А. Предко сохраняются
Вязка и установка арматурных стержней и каркасов вручную
Категория: Арматурные работы
Ручную вязку стержней арматуры применяют при небольших объемах работ с расходом арматурной стали не более нескольких сотен килограммов в смену или в условиях, где затруднено применение заранее заготовленных каркасов и сеток.
Организация рабочего места при укладке и вязке арматуры на месте работ отличается от организации работ в мастерских. При укладке и вязке арматуры арматурщики должны передвигаться по фронту укладки. Основное в организации работ — разделение операций укладки и вязки арматуры, а также разделение труда внутри звеньев.
При разделении труда внутри звена арматурщик 5—6-го разряда производит только вязку арматуры, а подсобные рабочие раскладывают арматуру и помогают ее вязать.
Рис. 1. Вязка каркаса балки над коробом опалубки; 1 — вязка низа каркаса, 2 — короб балки, 3 — короб прогона, 4 — козелки (скамейка), 5 — вязка верха каркаса, 6 — опалубка плиты
Перед началом работ по укладке и вязке арматуры должны быть изучены рабочие чертежи, продумана организация труда, рабочие обеспечены необходимыми приспособлениями и исправными инструментами.
Арматуру к месту работ следует подавать только комплектно, иначе каркас не может быть связан. Вначале проверяют основные размеры опалубки и лишь после этого приступают к раскладке арматуры у мест ее укладки. Арматуру раскладывают в порядке, обратном сборке, т. е. те стержни, которые должны быть уложены верхними, при раскладке должны лежать внизу, и наоборот.
Бирки должны быть повернуты кверху лицевой стороной. В случае необходимости арматуру чистят и выпрямляют до подачи ее на укладку.
Каркасы фундаментных массивов целесообразно собирать у места установки, так как перевозка их, как правило, затруднена из-за больших размеров. Собранный каркас опускают в котлован краном.
Собранный каркас опускают в котлован краном.
Каркасы колонн можно собирать различными способами.
Если величина и вес каркаса невелики, то его устанавливают в короб опалубки вручную путем кантовки готового каркаса.
Если диаметр арматуры достаточно велик (более 16—20мм) и каркас очень тяжел, то необходимо собирать и вязать его на месте (с подмостей) путем установки отдельных стержней (рис. 1).
При вязке арматуры колонны отдельными стержнями один рабочий из состава звена опускает сверху в короб (открытый с одной или двух сторон для возможности вязки хомутов) вертикальные стержни и хомуты, второй привязывает хомуты к стержням и вертикальные стержни к выпускам арматуры нижележащих колонн или фундаментов.
Рис. 2. Инвентарь для сборки и вязки каркасов: а — ступенчатый стеллаж, б—-стеллаж в виде пирамиды, в — козелки с полочкой; 1 — полочка
Звено арматурщиков при вязке и установке арматуры для монолитных железобетонных конструкций состоит из двух человек: одного арматурщика и одного подсобного рабочего 2-го разряда. Квалификация арматурщика зависит от вида конструктивного элемента: при армировании фундаментов, колонн и плит необходим арматурщик 4-го разряда, а при армировании прогонов, балок, ригелей и арок — арматурщик 5-го разряда.
Квалификация арматурщика зависит от вида конструктивного элемента: при армировании фундаментов, колонн и плит необходим арматурщик 4-го разряда, а при армировании прогонов, балок, ригелей и арок — арматурщик 5-го разряда.
Каркас балки обычно собирают на козелках и в готовом виде опускают в опалубку.
При сборке каркаса целесообразно применять легкие переносные металлические сварные стеллажи и козелки. На рис. 2 показаны инвентарные приспособления, разработанные инструктором передовых методов труда П. И. Зиньковским и применяемые в течение ряда лет в практике строительства. Ступенчатые стеллажи (рис. 2,а) предна‘значены для раскладки заготовленных прямых стержней. Применение этих стеллажей позволяет раскладывать до 12 типов собираемый каркас в верхнем положении. Кружками показаны места работы арматурщиков стержней, различных по диаметрам и длинам, и выбирать при сборке каркасов стержни нужного размера.
Рис. 3. Примерная организация рабочего места при вязке каркасов: 1 — ступенчатые стеллажи, 2 — стеллажи в виде пирамиды, 3 — козелки с полочками, 4 — места для готовых каркасов, 5 — собираемый каркас в нижнем положений
Ступенчатые стеллажи сваривают из круглых стержней диаметром 16—2Ъмм. Для их изготовления могут быть использованы отходы стали от заготовки арматуры.
Для их изготовления могут быть использованы отходы стали от заготовки арматуры.
Стеллаж в виде четырехгранной пирамиды (рис. 2,6) предназначен для раскладки хомутов, полухомутиков, петель и других мелких заготовок, что облегчает выбор заготовок и ускоряет производство работ.
Козелки с полочкой (рис. 2,б) предназначены для раскладки и вязки стержней каркасов. Полочки позволяют иметь под рукой заготовки — хомуты, полухомутики, петли и т. п. Козелки сваривают из обрезков стали диаметром 16—20 мм.
При сборке и сварке больших пространственных арматурных каркасов, если необходимо работать на высоте, можно применять специальные переносные лестницы.
Рис. 4. Трубчатый ключ для загибания торчащих концов стяжек: 1 — стяжки, 2 — торчащие концы, 3—арматура, 4 — ключ
На рис. 3 показана примерная организация рабочего места при вязке каркасов с применением инвентаря, разработанного
П. И. Зиньковским. На площадке размером 15 X Х15м устанавливают ступенчатые стеллажи и стеллажи в виде пирамиды. По обе стороны стеллажей устанавливают козелки для сборки и вязки арматуры Количество козелков зависит от размеров арматурного каркаса. На такой площадке может работать одновременно бригада арматурщиков численностью до 16 человек.
По обе стороны стеллажей устанавливают козелки для сборки и вязки арматуры Количество козелков зависит от размеров арматурного каркаса. На такой площадке может работать одновременно бригада арматурщиков численностью до 16 человек.
Рабочим местом бригады может служить часть площадки междуэтажного перекрытия или поверхность установленной опалубки. В том случае, если каркасы после изготовления сразу устанавливают в опалубку, места для складывания их можно не выделять.
Для успеха работы при вязке арматуры на месте важна последовательность раскладки подносимых стержней. Один арматурщик из состава звена обычно указывает подносчикам места укладки заготовленных стержней.
Перед началом раскладки прутьев и вязки узлов на опалубке плиты должны быть размечены места укладки стержней.
При вязке сеток в плите с двойной арматурой верхнюю сетку вяжут на связанной нижней, затем верхнюю сетку приподнимают и устанавливают на бетонных подкладках или на так называемых «лягушках», т. е. специально согнутых подставках из обрезков арматурной стали.
специально согнутых подставках из обрезков арматурной стали.
Если в арматуре плиты имеются стяжки между верхней и нижней сетками, то один из концов стяжки обычно остается в вертикальном положении. Это вызывает необходимость в загибании торчащих концов. Арматурщик Н. С. Замков предложил для загибания торчащих концов стяжек трубчатый ключ, состоящий из отрезка газовой трубы с приваренным к нему рычагом. На рис. 220 показан общий вид ключа и прием работы им.
Железобетонные вертикальные стены и перегородки лучше всего армировать с подвижных подмостей, опускающихся или поднимающихся по мере производства работ. Удобство таких подмостей заключается в том, что арматурщик работает всегда стоя, а не в согнутом положении. До установки арматуры размечают, пользуясь шаблоном, места расположения вертикальных и горизонтальных стержней. При разметке арматурщик прибивает к опалубке через 1—1,5 ж по высоте гвозди, к которым в дальнейшем крепят вертикальные стержни. Вначале устанавливают вертикальные стержни, а затем горизонтальные с одновременной вязкой мест пересечения. Узлы вяжут в шахматном порядке (кроме двух крайних стержней по контуру). Работу ведут звеньями, состоящими обычно из двух арматурщиков.
Узлы вяжут в шахматном порядке (кроме двух крайних стержней по контуру). Работу ведут звеньями, состоящими обычно из двух арматурщиков.
При ручной вязке арматуры применяют следующие основные , методы работы новаторов-арматурщиков:
а) совмещение трех операций: подтягивание стержней вязальной проволокой, скручивание ее и откусывание кусачками;
б) скручивание проволоки в один-два оборота при сильном натягивании ее;
в) перевязывание стержней и хомутов не в одном, а в разных направлениях; при таком методе работы конструкция каркаса получается более жесткой.
При установке арматуры на объекте каждому арматурщику необходимо выполнять следующие правила техники безопасности: – при установке арматуры в котлованах крепления должны разбирать опытные плотники; – арматуру нельзя сбрасывать в котлован, а нужно спускать по лотку; – при установке арматуры колонн, стен и других вертикальных конструкций высотой более 3 м через каждые 2 м следует устраивать подмости с настилом шириной не менее 1м с ограждением высотой не менее 0,8 м; – запрещается, стоя на привязанных или на приваренных хомутах или стержнях, вязать или сваривать вертикально устанавливаемые каркасы;
при установке каркасов балок, стен, плит или других конструкций, смонтированных вместе с опалубкой в целые блоки, нельзя находиться на блоках до полной установки и закрепления их на месте; – запрещается армировать отдельные прогоны и балку, стоя на верху короба опалубки; армировать отдельные прогоны и балки (при отсутствии плиты) нужно сбоку короба со сплошного настила; боковой щит короба со стороны рабочего места устанавливают после армирования; настил должен быть с перилами; – хождение по заармированному перекрытию разрешается только по ходам шириной 0,3—0,4 м, устроенным на козелках; – при подаче и установке арматуры вблизи проводов, находящихся под током, надо принимать меры против возможности поражения током и возникновения короткого замыкания через установленную арматуру; – при использовании арматуры диаметром более 16мм рекомендуется первоначально устанавливать армокаркасы и к ним крепить опалубку; при более тонкой арматуре — наоборот; – при установке арматуры в опалубке нижние стержни нужно укладывать на подкладки.
Арматурные работы — Вязка и установка арматурных стержней и каркасов вручную
Проволочная сетка: Основы | expometals
Большое разнообразие форм и применений
«Проволочная сетка» — это общий термин. Это относится к двух- или трехмерным решеткам, сделанным из двух или более металлических проволок, которые связаны друг с другом с помощью различных процессов, таких как сварка, плетение, плетение или вязание. Изделия из проволочной сетки широко используются для армирования, армирования, защиты, ограждения, переноски и демонстрации в самых разных областях. Поэтому можно сказать, что проволочная сетка является неотъемлемой частью промышленности и повседневной жизни.
Материалы проволочной сетки и их основные характеристики
Проволока, используемая для проволочной сетки, может быть изготовлена из углеродистой стали, оцинкованной стали, стали с покрытием из ПВХ, нержавеющей стали, алюминия, меди, медных сплавов (латуни и бронзы) и других металлов или сплавов . Давайте посмотрим на различия между всеми этими материалами.
Давайте посмотрим на различия между всеми этими материалами.
Сетка из проволоки из углеродистой стали обладает высокой прочностью, магнитна, может быть оцинкована или покрыта ПВХ-покрытием или окрашена для предотвращения коррозии. Сетка из проволоки из нержавеющей стали не требует дополнительной обработки поверхности. При этом, с одной стороны, медная проволока пластична, обладает высокой тепло- и электропроводностью, устойчива к атмосферной коррозии; с другой стороны, латунная проволока обладает отличной стойкостью к истиранию. И последнее, но не менее важное: бронзовая проволока эффективна против атмосферных воздействий, а алюминиевая проволока может использоваться для изготовления чрезвычайно легкой и коррозионностойкой сетки.
Выбор материала, диаметр проволоки и способ изготовления зависят от области применения сетчатых изделий и условий их использования.
Сварная проволочная сетка
Сварная проволочная сетка представляет собой сетку из металлической проволоки, обычно состоящую из двух проволок из низкоуглеродистой стали или проволоки из нержавеющей стали, которые соединены друг с другом под прямым углом и сварены в точках пересечения. Типичными примерами являются арматурные сетки для бетонных компонентов. Кроме того, существуют промышленные сетки в легком или тяжелом исполнении, которые можно использовать в качестве заборов, перегородок и защитных решеток.
Типичными примерами являются арматурные сетки для бетонных компонентов. Кроме того, существуют промышленные сетки в легком или тяжелом исполнении, которые можно использовать в качестве заборов, перегородок и защитных решеток.
Трехмерные сварные сетки используются напр. в качестве покупательских тележек, покупательских корзин и товарных витрин в супермаркетах, а также лотков для бытовой техники, вентиляционных решеток, кабельных направляющих и клеток для животных. Другим примером являются электросварные габионы, которые предназначены для скрепления каменных масс и пользуются все большей популярностью в ландшафтном дизайне. Сварная сетка
отличается высокой устойчивостью и жесткостью, а также может быть сварена в каркасные конструкции.
Проволочные сетки
Проволочные сетки, также называемые проволочной тканью, представляют собой плоские структуры, состоящие из двух проволочных систем, переплетенных между собой.
Типичными продуктами являются фильтры подушек безопасности и другие армирующие ткани, транспортные и технологические ленты, сита, а также системы обработки целлюлозы и бумаги. Проволочные ткани также используются в процессах фильтрации, разделения и очистки в горнодобывающей, нефтехимической, фармацевтической и пищевой промышленности. Кроме того, проволочные ткани действуют как радио- и микроволновая защита, защита от искр или как сети от мух.
Проволочные ткани также используются в процессах фильтрации, разделения и очистки в горнодобывающей, нефтехимической, фармацевтической и пищевой промышленности. Кроме того, проволочные ткани действуют как радио- и микроволновая защита, защита от искр или как сети от мух.
И последнее, но не менее важное: тканая проволочная ткань применяется в архитектуре, например, для облицовки фасадов. В зависимости от материала проволоки и текстуры проволочной сетки, проволочная ткань может быть мягкой и гибкой, как шелк, или такой же жесткой и прочной, как стальная пластина.
Проволочные сетки
Проволочные сетки включают так называемые заборы из проволочной сетки. Примерами являются прямоугольные сетки, которые часто используются для ограждения собственности. Шестиугольные сетки используются в сельском и лесном хозяйстве для ограждения лесных насаждений и защиты их от животных. Такая сетка также служит для укрепления склонов и защиты от камнепадов и лавин.
Существует также особая группа сеток – круглые оплётки, которые выполняют роль армирования шлангов и кабелей или экранирования кабелей от электромагнитных помех.
Литература
О текстильном ткачестве:
Валерий Чугин, Палита Бандара, Елена Чепелюк: Механизмы технологии плоского ткачества. 1-е издание. Издательство Woodhead, 2013 г.
ISBN: 9780857097804
ISBN электронной книги: 9780857097859
Введение Top Weaving Technology.
https://textilelibrary.wordpress.com/2011/04/09/introduction-to-weaving-technology/
Emel Önder, Ömer Berk Berkalp: Weaving Technology II
https://web.itu.edu.tr/~berkalpo/Weaving_Lecture/Weaving_Chapter1a_06S.pdf
О контактной сварке:
Hongyan Чжан, Яцек Сенкара: Сварка сопротивлением. Основы и приложения. Тейлор и Фрэнсис Инк; Новое издание, 2011 г.
ISBN-10: 1439853711
ISBN-13: 978-1439853719
Найджел Скотчмер: Другой процесс сопротивления: сварка поперечной проволокой. В: Welding Journal, декабрь 2007 г., стр. 36–39..
https://www.researchgate.net/publication/294463669_The_other_resistance_process_Cross_wire_welding
Благодарим за помощь в сборе информации Dipl. -Ing. Конрад Денглер, технический журналист и переводчик, специализирующийся на промышленных темах.
-Ing. Конрад Денглер, технический журналист и переводчик, специализирующийся на промышленных темах.
4000mm Gabion Mesh Machine Многофункциональное армирование 165м/ч
Детали продукта
| Диаметр проволоки (мм) | 1,6–4,0 мм | Размер ячейки | 60*80мм |
|---|---|---|---|
| Теоретический выход | 165 м/ч | Мощность (кВт) | 22кВт |
| Вес (кг) | 15000 | ||
| Высокий свет | 4000мм машинасетки Габион,165м/х машинасетки Габион,165м/х машина производства ячеистой сети | ||
Оставить сообщение
Описание продукта
профессиональная изготовленная на заказ машина ячеистой сети Габион с перегрузкой защищает муфту
Быстрая деталь:
сетка 1.Габион Машина — это профессиональная машина для производства инерционной сетки габиона, сетка может использоваться для производства курятник, и широко используется в качестве защиты и поддержки банка, склона холма, дороги и моста, водохранилища и других строительных проектов.
2. Это хороший материал для предотвращения или контроля затопления.
Описание:
△Gabion Mesh Machine — профессиональная машина для производства инерционной габионной сетки, сетка может быть
использована для производят курятник и широко используются в качестве защиты и поддержки берега, склона холма , дорога и мост, водохранилище
и другие строительные проекты, и это хороший материал для предотвращения или контроля наводнения.
△Машина для ткачества шестигранных габионов с максимальной рабочей шириной 4 м. Намотчик сетки требуется, если
необходимо производить в виде «рулонов».
Рис. 1: Габионная сетка состоит из линейной и спиральной проволоки. Эксплуатация и обслуживание просты.
Рис. 2: Катушки линейной проволоки, которые входят в основную машину габионов.
Рис. 3: Машина для намотки проволоки
06 Общий размер
Преимущества
1.