Изделия из профильной трубы своими руками: 5 примеров
Savig
18052 0 0
Savig 30 июля, 2016Специализация: мастер по внутренним отделочным работам. Хорошо разбираюсь в электроинструментах для ремонта и строительства. В прошлом преподаватель радиотехнического техникума.
Фото скамейки, сделанной из труб с прямоугольным сечением
Если мне нужно соорудить какую-либо конструкцию с повышенными прочностными характеристиками, то в качестве основного материала я беру профильную трубу. Почему? Ответ на этот вопрос, а также наглядные примеры использования столь интересного материала в домашних условиях вы сможете найти далее в статье.
Особенности профилированной трубы
Начну, пожалуй, с того, как вообще получается труба с прямоугольным сечением:
Пара слов о производственном процессе
Этапы изготовления профильной трубы
- На первом этапе создаётся обычная цилиндрическая заготовка электросварным или бесшовным методом;
Пример изготовления горячекатаного цилиндрического изделия
- Затем цилиндр помещается в специальный станок, где проходит формовку, приобретая прямоугольное сечение;
Формовка цилиндрической заготовки
- Последним шагом является термическая обработка уже профильного образца, в течение которой снимается его напряжённость, и увеличиваются прочностные качества.


Остерегайтесь покупать продукцию небольших частных фирм для серьёзных проектов, так как у них очень часто отсутствует третий этап обработки, в результате чего трубы не обладают той прочностью, на которую вы будете рассчитывать.
И в чём же фокус
Так почему же я предпочитаю возводить металлоконструкции из профильной трубы, а не из цилиндрической? Речь в данном случае не идёт о трубопроводах, а именно о сооружениях, выполняющих отличные от транспортировки жидкостей функции. Всё дело в ребре жёсткости, которое не даёт изделию гнуться, продавливаться и претерпевать иные деформации, которые могут быть вызваны механическими воздействиями любого рода.
Таким, если, например, оказывать давление на обычную трубу, то мы получим следующий результат:
Схематический пример деформации классического трубного изделия, после его сжатия
То есть, сечение образца попросту сменит свою форму на овальную, ну или какую-либо иную. Это будет зависеть от направления воздействующих на него сил. Закруглённые стенки не смогут оказать достойного сопротивления. В общем-то, именно такой результат, по сути, мы и наблюдаем на втором этапе создания профильных изделий.
Это будет зависеть от направления воздействующих на него сил. Закруглённые стенки не смогут оказать достойного сопротивления. В общем-то, именно такой результат, по сути, мы и наблюдаем на втором этапе создания профильных изделий.
Наличие же плоского ребра жёсткости позволяет трубе стойко переносить механическое давление, полностью сохраняя свои очертания:
Схема линий противодействий, которые оказывают рёбра жёсткости оказываемому давлению
А теперь хочу собрать вместе исходящие из всего описанного преимущества изделий данного типа:
Сильные стороны
- Поразительно высокие прочностные показатели, причину которых я уже описал. Готовые конструкции смогут выдерживать колоссальные нагрузки, избегая при этом даже малейших деформаций;
- Удобство хранения и транспортировки. Параллелепипеды гораздо компактнее складываются и надёжнее лежат, чем цилиндры;
Сложенные трубы с квадратным сечением
- Приемлемая цена. Несмотря на то, что производственный процесс профильных труб насчитывает больше этапов, чем изготовление изделий с круглым сечением, в итоге угловые формы позволяют ощутимо сэкономить на материале;
- Доступная инструкция выполнения сборочных работ. С целью фиксации различных конструкционных элементов можно использовать сварку, болты или муфты. В остальном же процесс схож с игрой детским конструктором;
 Несмотря на то, что производственный процесс профильных труб насчитывает больше этапов, чем изготовление изделий с круглым сечением, в итоге угловые формы позволяют ощутимо сэкономить на материале;
Несмотря на то, что производственный процесс профильных труб насчитывает больше этапов, чем изготовление изделий с круглым сечением, в итоге угловые формы позволяют ощутимо сэкономить на материале;
Сборка калитки из профильных труб с помощью сварочного аппарата
Оцинкованные изделия не рекомендую соединять с помощью сварки, так как это приведёт к повреждению антикоррозийного слоя.
- Высокая надёжность соединений. Здесь речь идёт не о методе стыковки, а о том, что она будет осуществляться двумя плоскими поверхностями, что гораздо надёжнее соприкосновения двух цилиндров;
Широкая площадь стыковки всех элементов
- Долговечность. Если коррозия не поразит сталь, то она будет служить вам десятки, а то и сотни лет. А, исходя из высоких прочностных качеств, можно смело говорить и о том, что созданная конструкция не развалится в течение даже столь внушительного срока.
 А, исходя из высоких прочностных качеств, можно смело говорить и о том, что созданная конструкция не развалится в течение даже столь внушительного срока.
А, исходя из высоких прочностных качеств, можно смело говорить и о том, что созданная конструкция не развалится в течение даже столь внушительного срока.Если планируете монтировать сооружение, которому предназначено находиться под открытым воздухом, то рекомендую выбрать для этой цели профилированные трубы из оцинковки или нержавейки. Они хоть и стоят дороже, зато эффективно защитят конструкцию от атмосферных осадков и других возможных губительных для металла контактов с водой.
Спорная сторона
Именно спорная, а не просто отрицательная. Речь идёт о сложности гнутья изделий с прямоугольным сечением, которому мешает именно то самое ребро жёсткости. То есть, наиболее важное преимущество профилированных труб в данной ситуации представляет некоторые осложнения, но:
- Во-первых, если у вас по плану не предусмотрены закруглённые элементы, то об этом досадном нюансе и вовсе можно забыть;
- Во-вторых, гнутьё совершить всё-таки можно даже в домашних условиях, хотя это сделать и непросто. Далее я ещё заострю внимание на этом вопросе.
 Далее я ещё заострю внимание на этом вопросе.
Далее я ещё заострю внимание на этом вопросе.
Образцы, подходящие для сооружения арочных конструкций
Используемые инструменты
Несложная я на первый взгляд операция — резка труб на практике обнаруживает немало нюансов и подводных камней. Не так — то просто ровно отрезать тубы:
- Тонкостенные.
- Большого диаметра.
- Со скосом.
Очень важно выбрать подходящий для каждого конкретного случая метод резки и специальное оборудование. Его подразделяют на индивидуальное, бытовое и промышленное.
Для индивидуального использования
Применяются в домовладениях, частном строительстве и мелком бизнесе. Имеют дело с малыми и средними диаметрами (до 250 мм), применяемых в системах
- Водоснабжения.
- Отопительных.
- Канализационных.
- Вентиляционных.
К такому инструменту относятся:
- Резаки. Применяются, чтобы ровно отрезать полимерную трубу до 75 мм. Для проведения ровного и аккуратного разреза имеют зубчатый механизм. Заготовка сначала зажимается полочным зажимом, который надежно ее фиксирует и не дает уйти с линии реза.
- Дисковый резак. Подходит для вентиляционных и канализационных полимерных труб диаметром до 200 мм. Лезвие не секаторного типа, а в виде диска, катящегося по поверхности заготовки. Разрез осуществляется за несколько оборотов. Не подходит для металлопластикового проката, поскольку может смять тонкий металлический вкладыш.
- Гильотина. Плоский косой нож движется в направляющих и позволяет ровно отрезать необходимую длину за один проход. Выпускается как с электроприводом, обеспечивающим большую производительность, так и с ручным.
- Ножовка по металлу. Классический слесарный инструмент позволяет ровно отрезать зажатую в тиски заготовку. При использовании важно вести пилу плавно, с постоянным усилием и без перекосов. Образующиеся после работы ножовкой заусенцы следует зачищать напильником.
- Угловая шлифмашина, УШМ. В обиходе называется «болгаркой». Этому универсальному инструменту по зубам любые материалов и диаметры. Для того чтобы обрезать трубу болгаркой, используют специальные абразивные отрезные диски.
- Электрический лобзик. Весьма популярный среди домашних мастеров инструмент может резать и трубы, но из- за увода гибкого лезвия в сторону о точности придется только мечтать
- Сабельная пила. Инструмент пока не получил широкого распространения среди российских мастеров. Регулируемый упор пилы и ее мощное лезвие позволяют отрезать прокат даже на весу и вплотную к стене.
 Заготовка сначала зажимается полочным зажимом, который надежно ее фиксирует и не дает уйти с линии реза.
Заготовка сначала зажимается полочным зажимом, который надежно ее фиксирует и не дает уйти с линии реза. Для того чтобы обрезать трубу болгаркой, используют специальные абразивные отрезные диски.
Для того чтобы обрезать трубу болгаркой, используют специальные абразивные отрезные диски.Как ровно отрезать трубу
Чтобы срез от инструмента общего назначения был ровным, следует использовать специальные приспособления для фиксации заготовки. Это могут быть шаблоны, тиски или стусла. Кроме того, очень важно правильно разметить будущий распил и во время работы следить за тем, чтобы линия реза не ушла в сторону.
Для промышленного использования
Такое оборудование применяют на производствах, там, где объемы работ велики либо приходится разрезать трубы большого диаметра. Для того чтобы отрезать ровно, используют:
- Токарный станок. Пригоден для высокоточной нарезки заготовок, снятия фасок, выполнения уступов, переходов диаметров и прочих фасонных обработок. Позволяет токарный станок и нарезать резьбу, как внутреннюю, так и внешнюю. Длина детали ограничена вылетом бабки станка. Диаметр — вылетом кулачков патрона.
- Ленточные машинки. Применяются для того, чтобы отрезать трубу большого диаметра без извлечения ее из траншеи или коллекторного пункта. Работают и на деформированных изделиях.
- Дисковые отрезные станки. Высокоавтоматизированная установка с маятниковой пилой и механизмом подачи заготовок. Часто включается в состав производственной линии, применяется для высокопроизводительной нарезки проката на равные куски.
- Ручные дисковые установки. Мобильное оборудование применяется, чтобы отрезать прокат ровно прямо на месте монтажа. Снабжены многофункциональным зажимом, позволяющим надежно фиксировать изделия разных диаметров и ровно отрезать их, не повреждая краев. Поворотный рабочий стол позволяет резать ровно под произвольным углом. Наиболее продвинутые модели оснащены системой орбитальной сварки. Это позволяет не только отрезать, но и соединять отрезки.
 Пригоден для высокоточной нарезки заготовок, снятия фасок, выполнения уступов, переходов диаметров и прочих фасонных обработок. Позволяет токарный станок и нарезать резьбу, как внутреннюю, так и внешнюю. Длина детали ограничена вылетом бабки станка. Диаметр — вылетом кулачков патрона.
Пригоден для высокоточной нарезки заготовок, снятия фасок, выполнения уступов, переходов диаметров и прочих фасонных обработок. Позволяет токарный станок и нарезать резьбу, как внутреннюю, так и внешнюю. Длина детали ограничена вылетом бабки станка. Диаметр — вылетом кулачков патрона. Наиболее продвинутые модели оснащены системой орбитальной сварки. Это позволяет не только отрезать, но и соединять отрезки.
Наиболее продвинутые модели оснащены системой орбитальной сварки. Это позволяет не только отрезать, но и соединять отрезки.ЧИТАТЬ ТАКЖЕ: Фитинги для капельного полива
Станок для резки труб с ЧПУ
Особенности гнутья
Если вы собрались создавать конструкцию, обладающую закруглёнными формами, то данный этап сборочных работ обязательно станет на вашем пути к достижению цели. Поэтому я его разберу отдельно.
Есть несколько методов, позволяющих согнуть профильную трубу, выбирайте тот, который вам будет наиболее удобен:
- Наиболее лёгкий способ с точки зрения трудовых затрат заключается в том, чтобы пойти на завод, обладающий соответствующим оборудованием, и заказать там выполнение нужной вам операции. Промышленные станки легко и быстро согнут любые металлические изделия. Но тут стоит отметить два важных препятствия:
- Во-первых, завода с подходящим оборудованием попросту может не оказаться поблизости;
- Во-вторых, такой заказ будет стоить денег, что несколько ударит по семейному бюджету;
Промышленная гибка труб
- Приобрести домой компактный трубогиб. Портативный станок легко устанавливается на участке или в мастерской и хоть и не обладает такими мощностями, как его промышленные собратья, вполне справится с теми изделиями, которые вы будете использовать в домашнем обиходе. Но, конечно же, следует понимать, что стоит такой агрегат недёшево;
 Портативный станок легко устанавливается на участке или в мастерской и хоть и не обладает такими мощностями, как его промышленные собратья, вполне справится с теми изделиями, которые вы будете использовать в домашнем обиходе. Но, конечно же, следует понимать, что стоит такой агрегат недёшево;
Портативный станок легко устанавливается на участке или в мастерской и хоть и не обладает такими мощностями, как его промышленные собратья, вполне справится с теми изделиями, которые вы будете использовать в домашнем обиходе. Но, конечно же, следует понимать, что стоит такой агрегат недёшево;Рекомендую приобретать описанный станок в том случае, если вы планируете изготавливать какие-то конструкции в большом количестве с целью их последующей продажи. Тогда он быстро окупится и при удачном маркетинге даже начнёт приносить прибыль.
Пример домашнего станка для гибки труб
- Использовать «болгарку» и сварочный аппарат. Это, снова-таки, потребует наличие некоторого инструмента, но с другой стороны, если вы собрались собирать металлические конструкции, то угловая шлифовальная машинка и сварочник у вас должны быть и так. Правда, лично мне данный метод не очень нравится из-за появления швов в местах изгибов. О чём идёт речь, вы сейчас поймёте из описания его реализации:
- В месте будущего изгиба делаются три прорези с помощью «болгарки»: одна посередине и две с некоторым отступом в стороны;
- Далее труба сгибается в подготовленном месте;
- На последнем этапе швы завариваются. Именно этот момент мне и не очень нравится, так как, например, на элегантной арке они совсем не к месту;
 Именно этот момент мне и не очень нравится, так как, например, на элегантной арке они совсем не к месту;
Именно этот момент мне и не очень нравится, так как, например, на элегантной арке они совсем не к месту;
Профильная труба, согнутая при помощи «болгарки» и сварочного аппарата
- Применить знания по физике и песок. Это мой наиболее любимый способ, который заставит вас немного повозиться, но зато не потребует наличия какой либо спецтехники. Заключается он в следующем:
- Один край изделия забивается деревянной затычкой;
- Затем труба засыпается песком и закрывается её второй край;
- После таких манипуляций образец можно гнуть также как и обычные цилиндрические изделия, благодаря песку давление распределяется равномерно по всей его поверхности, устраняя сопротивление рёбер жёсткости.
Обычный песок при правильном подходе помогает справиться с неимоверно прочным стальным ребром жёсткости
Как правильно приварить фитинг
Для того чтобы выполнить красивый и надежный монтаж трубопровода и приварить отвод к трубе 90 градусов нужно правильно подобрать сварочный аппарат и электроды. Эту информацию лучше поискать на профильных форумах, где специалисты охотно расскажут какими электродами и режимами работы сварочного аппарата пользуются они в профессиональной работе.
Эту информацию лучше поискать на профильных форумах, где специалисты охотно расскажут какими электродами и режимами работы сварочного аппарата пользуются они в профессиональной работе.
Детали трубопроводов варятся по методу встык, это когда края плотно прилегают друг к другу. Толщина электрода для таких работ берется 2-3 мм при сварочном напряжении 80-110 Ампер. Для того, чтобы внутрь попадало как можно меньше отгоревшего металла электрод нужно располагать под углом 45О к поверхности. Круглые трубы желательно варить одним непрерывным швом. После сварки необходимо дождаться полного охлаждения шва и отбить шлак, и только после этого переходить к следующему шву.
Для того чтобы получались красивые и ровные швы необходимо набить руку, поэтому не отчаивайтесь если сразу не будет получаться. Потренируйтесь предварительно на сварке просто небольших кусков трубы. И лишь после этого стоит переходить непосредственно к сварке трубопровода.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
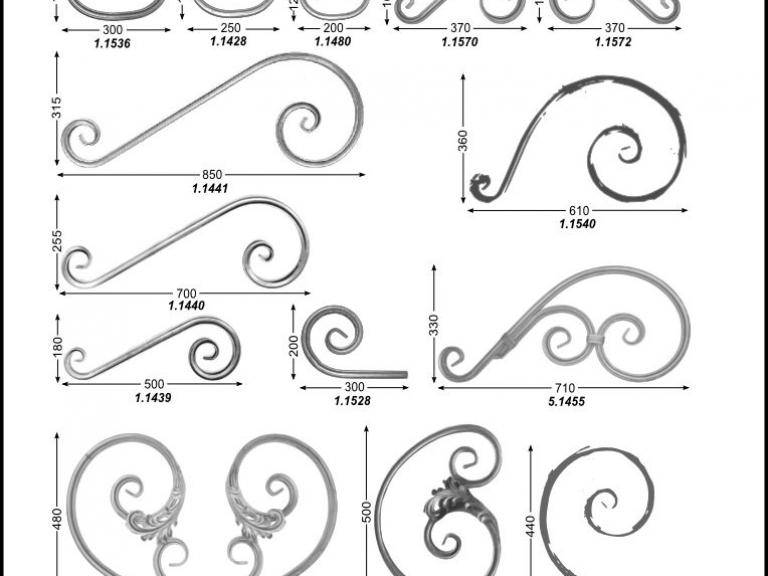
Как выковать окончание завитков, запятых, волют и других элементов
Производители предлагают клиентам завитки с раскатанным и нераскатанным окончанием. Первая группа элементов обладает более изящным и ярким дизайном. Чаще всего детали имеют окончание в виде узора «гусиная лапка». Как сделать своими руками завиток в подобным окончанием вы увидите далее.
- Завиток с окончание «гусиная лапка» делается с помощью штампа из каленой стали, на поверхности которого присутствуют неглубокие канавки.
- Заготовка разогревается и помещается на штамп, окончание простукивается молотком. Таким образом исполнителю не потребуется специальный станок.
Виды
Представленные далее виды изделий позволит каждому исполнителю выбрать наиболее оптимальное решение:
- односпальные и двуспальные;
Кованая односпальная кровать. Фото Ажур
Фото Ажур
- с мягким и кованым изголовьем;
Кровать с комбинированным изголовьем: кованые элементы и экокожа. Фото ЯРТ
- двухъярусные;
Двухъярусная кованая кровать. Фото Сибирь
- с балдахином;
Кованая кровать с балдахином. Фото Ковка-Элит
- с деревом;
Двухъярусная кованая кровать с деревом. Фото ЧП Колесник
- с изножьем и без;
- круглые и прямоугольные;
Кованая кровать круглой формы. Фото Вакула
- разные цвета, стили, детали для декорирования.
Кованая кровать в стиле романтизм. Фото СКИФ
Преимущества ковки
Конструкции обладают множеством преимуществ. Основные из них следующие:
- Оригинальный вид. При использовании разных кованых элементов калитке можно придать любой вид. Но самое важное – не забыть о сочетании стилей различных элементов.
- Прочность. Во время холодной и горячей ковки металл повышает свою прочность. Поэтому конструкции великолепно сохраняют эксплуатационные качества в течение 50 лет.
- Пространственная жесткость. Во время сочетания различных частей кованых конструкций используется технология кузнечной сварки, поэтому исключена возможность деформации элементов.
- Защита от коррозии. Технология ковки подразумевает обработку всех элементов. Это может быть воронение – химический процесс оксидирования, за счет чего конструкция приобретает красивый черный оттенок. Либо патинирование – химическая процедура металлизации медью или бронзой.
- Продолжительность эксплуатации. Кованые изделия великолепно себя проявили в агрессивных климатических условиях, когда температура находилась в пределах от −30 до +30 °С. Помимо того, конструкции нормально работали при снегопаде, постоянных дождях, повышенной влажности.
- Многообразие различных материалов. Холодная ковка использует разные виды алюминиевых сплавов и сталей (к примеру, с нержавеющими свойствами). Также кованые конструкции могут изготавливаться из объемного металлопроката (прутков с сечением шестигранника или треугольника) или из листового и полосового металла.
- Большой ассортимент способов оформления. Технология горячей или холодной ковки не имеет каких-либо ограничений. Любой мастер может изготавливать оригинальные элементы четко по имеющемуся шаблону или на свое усмотрение.
- Универсальные изделия из кованого металла гармонично сочетаются со стильными изгородями и воротами. В калитках можно с легкостью установить автоматическую систему открытия или видеокамеру наблюдения, не нарушая дизайна.
- Огромный выбор цветов. Изготовленный кованый элемент можно покрасить в любой оттенок.
 Поэтому конструкции великолепно сохраняют эксплуатационные качества в течение 50 лет.
Поэтому конструкции великолепно сохраняют эксплуатационные качества в течение 50 лет.
Как сделать кованый завиток своими руками, видео изготовления, чертежи, расчеты, размеры, гибка
Будущим кузнецам, желающим попробовать собственные силы в обработке металла посредством ковки, рекомендуется начать оттачивать мастерство именно с изготовления кованых завитков.
Подробные инструкции о создании завитков разных форм представлены далее.
Необходимое оборудование, инструменты и приспособления для горячей (художественной) и холодной ковки: улитка, волна, наковальня и другие
В зависимости от выбранной технологии работы с металлом исполнителю потребуется различный набор оборудования и инструментов.
Горячая ковка подразумевает использование молотка (или молота) и наковальни.
Создание завитка на станке типа улитка.
Холодная ковка выполняется на специальном оборудовании: станок «волна» позволяет получать детали с волнообразными изгибами и менять их направление, «улитка» (кондуктор) предназначена для создания спиралевидных завитков. Возможно также применение шаблонов для изготовления завитков.
Некоторые исполнители также выполняют горячую и холодную ковку с помощью специальных шаблонов, лекал.
Необходимые материалы: профильная/профтруба, прутки, полоса
Кованые завитки могут производится из металлических заготовок разных форм:
- профильные трубы:
- прутки с круглым и квадратным сечением;
- полосы.
Важные вопросы: как рассчитать длину заготовки, как нарисовать и так далее
При выполнении гибки и ковки у исполнителей возникает большое количество технических вопросов.
Прорисовка завитка в натуральную величину, которая выполняется мелом или карандашом, упрощает изготовление элемента.
Подсчет размера металлической заготовки необходимо выполнить посредством сложения величин прямо- и криволинейных участков. Для этого исполнители нередко применяют обычную веревку или проволоку, которая прикладывается к изгибам. Полученная величина измеряется с помощью рулетки. Также используют инструмент курвиметр.
Другие важные нюансы рассмотрены в видеообзорах, представленных далее.
Технология резки
Как правило, объемы и сложность работ, предстоящих домашнему мастеру, не требует применения высокопроизводительного и дорогостоящего оборудования производственного уровня. При изготовлении каркаса теплицы можно вполне обрезать трубы болгаркой или традиционной ручной ножовкой.
Каждый вид разреза имеет свои нюансы, а некоторые требуют особых ухищрений.
Под прямым углом
Точность реза во многом определяется качественно сделанной разметкой. Опытные мастера советуют размечать линии реза не карандашом, а малярным скотчем, соблюдая следующую последовательность действий:
Опытные мастера советуют размечать линии реза не карандашом, а малярным скотчем, соблюдая следующую последовательность действий:
- Отложить необходимый размер и поставить небольшую метку маркером или карандашом.
- Аккуратно, применяясь к отметке, обклеить деталь малярным скотчем по кругу. Кромки бумаги должны сойтись без сдвига. Это признак того, что бумага наклеена правильно. Если кромки не сошлись, скотч нужно переклеить.
- Надежно зафиксировать заготовку, чтобы исключить ее подвижки и прекос в ходе работы. Для фиксации использовать тиски, струбцины.
- Отрезаемый (меньший) кусок заготовки следует оставить на весу, чтобы он не зажимал лезвие или диск.
- Разрез начинают с верхней части.
- Диск болгарки (или полотно ножовки) ведут точно по краю малярной ленты, не отклоняясь в сторону.
Это позволить ровно отрезать необходимую длину.
Если диаметр большой, то разметку выполняют так же, но режут по частям, секторами по 30-60°. После прорезания очередного сектора крепления ослабляют и проворачивают трубу. Далее снова фиксируют и продолжают отрезать с того места, где закончился предыдущий сектор. Чтобы получилось ровно, особое внимание следует уделять началу реза, избегая ступенек и забоин.
Далее снова фиксируют и продолжают отрезать с того места, где закончился предыдущий сектор. Чтобы получилось ровно, особое внимание следует уделять началу реза, избегая ступенек и забоин.
Косой разрез под 45°
Отрезать конец трубы ровно под 45° возможно без использования сложных приспособлений. Достаточно применить слесарную смекалку. Понадобится проделать следующее:
- Вырезать бумажный листок в форме квадрата.
- Сложить по диагонали. Поучится прямоугольный равнобедренный треугольник.
- Обернуть заготовку листком так, чтобы катет треугольника был перпендикулярен оси, а гипотенуза образовала восходящую спираль.
- Закрепить лист скотчем.
- Зафиксировать заготовку и отрезать по косому краю листка. Получится под 45°.
Существует еще один народный метод. Конец заготовки погружают в емкость с жидкостью под необходимым углом. Отрезать нужно по границе смоченного и сухого участков.
Если требуется отрезать не перпендикулярно, то лучше использовать старинный плотницкий инструмент — стусло.

Это П-образный шаблон, в боковых стенках которого уже сделаны прорези под заданными углами. Трубу упирают в дальнюю от мастера стенку стусла и прижимают там рукой или ручным зажимом. Полотно ручной пилы заводят в соответствующие пазы и пилят. При необходимости отрезать под другим углом, можно сделать в стенках стусла дополнительные пропилы.
Элементы ковки из профильной трубы в Владикавказе: 114-товаров: бесплатная доставка, скидка-86% [перейти]
Партнерская программаПомощь
Владикавказ
Каталог
Каталог Товаров
Одежда и обувьОдежда и обувь
СтройматериалыСтройматериалы
Текстиль и кожаТекстиль и кожа
Здоровье и красотаЗдоровье и красота
Детские товарыДетские товары
Продукты и напиткиПродукты и напитки
ЭлектротехникаЭлектротехника
Дом и садДом и сад
Мебель и интерьерМебель и интерьер
Сельское хозяйствоСельское хозяйство
Вода, газ и теплоВода, газ и тепло
Все категории
ВходИзбранное
Лекало для элементов ковки «волюта» и «завиток» из профильной трубы 25х25мм
В МАГАЗИНТ-образный оцинкованный крепеж для профильной трубы РемоКолор 70-0-843 Ширина: 60. 000, Глубина:
000, Глубина:
Х-образный оцинкованный крепеж для профильной трубы РемоКолор 70-0-844 Ширина: 90.000, Глубина:
ПОДРОБНЕЕ-57%
331
766
Профильная труба стальная электросварная 15х15х1.5 мм, длина 500 комплект 4 шт., кованый элемент
В МАГАЗИН-13%
260
300
Кованый элемент из профильной трубы 10*10, 5 шт, размер 12х8 см Тип: Элемент кованый, Размер: Длина
В МАГАЗИН-32%
354
520
Кованый элемент из профильной трубы 10*10, размер 23х9,5 см 10 шт Тип: Элемент кованый, Размер:
В МАГАЗИН-53%
272
580
Пика кованая (набор 10 шт) / Кованые элементы из металла профильной трубы 15 х 15 мм Тип: Элемент
В МАГАЗИН-48%
2 080
4000
Пика кованая (набор 100 шт) / Кованые элементы из металла профильной трубы 15 х 15 мм Тип: Элемент
В МАГАЗИН-60%
746
1887
Профильная труба стальная электросварная 15х15х1. 5 мм, длина 1 м, комплект 4 шт., кованый элемент
5 мм, длина 1 м, комплект 4 шт., кованый элемент
-59%
826
2031
Профильная труба стальная электросварная 20х20х1.5 мм, длина 1 м, комплект 4 шт., кованый элемент
В МАГАЗИН-25%
196
260
Кованый элемент из профильной трубы 15*15*1,5 прожатой, размер 40х15 см Тип: Элемент кованый,
В МАГАЗИН-22%
157
200
Кованый элемент из профильной трубы 15*15*1,5 прожатой размер 30х15 см Тип: Элемент кованый,
В МАГАЗИН-31%
240
350
Кованый элемент из профильной трубы 10*10, 5 шт, размер 14х11 см Тип: Элемент кованый, Размер:
В МАГАЗИН-50%
1 133
2250
Пика кованая (набор 50 шт) / Кованые элементы из металла профильной трубы 15 х 15 мм Тип: Элемент
В МАГАЗИНКовка из профильной трубы-54%
139
300
Кованый элемент Вензель декоративный из профильной трубы, размер 10х16 см, 2 шт Количество в
ПОДРОБНЕЕКраб система для профильной трубы 20х20 на 4 стороны (8 комплектов)
ПОДРОБНЕЕХомут ремонтный россия краб ДУ-50 2 дюйма
ПОДРОБНЕЕХомут ремонтный россия краб ДУ-40 1-1/2 дюйма
ПОДРОБНЕЕКованый элемент из профильной трубы 15*15*1,5 прожатой, размер 40х15 см
ПОДРОБНЕЕКованый элемент из профильной трубы 15*15*1,5 прожатой размер 30х15 см
ПОДРОБНЕЕКрепеж теплиц Х-образный для профильных труб 20х40 по ребру, подходит для теплицы и стеллажа, 10 пар- толщина металла 1. 5мм
5мм
-40%
446
740
Элемент кованый «Валюта» Тип: бордюр, Производитель: Без бренда, Материал: металл
ПОДРОБНЕЕ-35%
121
185
Кованый элемент из профильной трубы 15*15 прожатой размер 30х15 см
ПОДРОБНЕЕ-31%
1 605
2312
Элемент кованый «Валюта» Тип: бордюр, Производитель: Без бренда, Материал: металл
ПОДРОБНЕЕ-29%
370
520
Кованый элемент из профильной трубы 10*10, размер 23х9,5 см 10 шт
ПОДРОБНЕЕ-11%
560
630
Кованый элемент из профильной трубы 10*10, размер 39х17 см 10 шт
ПОДРОБНЕЕКованый элемент Барашек 130 мм, профильная труба 10х10 мм. 10 штук Тип: труба, Высота сечения: 85
ПОДРОБНЕЕКраб-система Г-образный крепеж для профильной трубы 20х20мм 10 комплектов (20 шт)
ПОДРОБНЕЕКраб-система Х-образный крепеж для профильной трубы 20х20мм 10 комплектов (20шт)
ПОДРОБНЕЕКраб-система Т-образный крепеж для профильной трубы 20х20мм 10 комплектов (20 шт)
ПОДРОБНЕЕЭлемент кованый «Валюта» Тип: бордюр, Производитель: Без бренда, Материал: металл
ПОДРОБНЕЕДекоративный элемент ковки «Валюта 645х265/145» 15х15
ПОДРОБНЕЕДекоративный элемент ковки «Валюта 140/85х270» 15х15
ПОДРОБНЕЕ180 872
Поворотная лестница из профильной трубы с элементами ковки Тип: ступени, Тип лестницы: поворотная,
ПОДРОБНЕЕ21 300
Кованые ворота «Пауль» Тип: ворота, Материал: металл, С калиткой: Да
ПОДРОБНЕЕКраб-система для крепежа профильной трубы 20мм*20мм Т-образная 1 комп. (2шт.)
(2шт.)
-39%
3 055
5000
Элемент кованый «Валюта» Тип: бордюр, Производитель: Без бренда, Материал: металл
ПОДРОБНЕЕ-36%
1 920
3000
Элемент кованый «Валюта» Тип: бордюр, Производитель: Без бренда, Материал: металл
ПОДРОБНЕЕ-31%
1 605
2312
Элемент кованый «Валюта» Тип: бордюр, Производитель: Без бренда, Материал: металл
ПОДРОБНЕЕКованый элемент ТВп15-350/115 Волюта симметричная из профтрубы 350х115х15 мм Тип: перила, Материал:
ПОДРОБНЕЕЭлемент кованый «Завиток» Материал: металл
ПОДРОБНЕЕЗаглушка 20х20 мм для квадратной профильной трубы Alistek
ПОДРОБНЕЕЭлемент ковки из металла Запятая 155х75х15, Кузнечная лавка, 4 шт
ПОДРОБНЕЕ76 980
Сварные откатные ворота с коваными элементами (модель 15-27) Тип: ворота, Тип ворот: откатные
ПОДРОБНЕЕКованый элемент из профильной трубы 10*10, размер 25х11 см 10 шт
ПОДРОБНЕЕКованый элемент ТВп15-340/130 Волюта симметричная из профтрубы 340х130х15 мм Тип: перила, Материал:
ПОДРОБНЕЕДекоративный элемент ковки «Валюта 130х470» 20х20
ПОДРОБНЕЕКованые ворота-КВ-14 Тип: ворота, Материал: металл, С калиткой: Да
ПОДРОБНЕЕКраб система для профильной трубы 20х20 XYZ (4 комплекта)
ПОДРОБНЕЕ2 страница из 5
Элементы ковки из профильной трубы
Калькулятор надрезов труб и труб с шаблонами для печати
blocklayer. com ?
com ?Всегда показывать полное меню
Прилепленное менюВерсия
Калькулятор надрезов труб и труб — полномасштабные шаблоны для печати
| Если значение Cut Tube Tube Thick Wall Thick больше 0, разрез соответствует внутреннему диаметру трубы, делая надрез для сварки. Для плотного прилегания к внешней стороне трубы введите 0 Толщина стенки трубы и отшлифуйте внутреннюю часть трубы, чтобы она подошла. | ||||||||||||||||||



Для труб большего размера, когда одна печатная страница (шаблон) слишком мала, чтобы полностью обернуть трубу, выберите «Приращение точки графика» и установите флажок для отображения измерений смещения линии надреза на каждом шаге по окружности трубы от осевой линии наружу. Затем измерьте и отметьте надрез на отрезанной трубе.
Имеются 2 одинаковых набора измерений смещения, начиная с самого длинного центра и заканчивая внешними сторонами шаблона. Половина боковых измерений смещения с соответствующим приращением от центральной линии отображается под диаграммой основного шаблона колпачка.
Поскольку две стороны шаблона полностью противоположны, если вы можете полностью разместить половину большого шаблона на странице, вы можете отметить половину (180°) трубы, а затем перевернуть (перевернуть) половину шаблона, чтобы отметить другую сторону. Чтобы распечатать изображение шаблона как можно ближе к верхнему левому углу страницы (лучше всего подходит для большой диаграммы), нажмите Диаграммы в PDF (также ниже), чтобы открыть новое окно только с диаграммами.
Выберите шаг угла и нажмите кнопку «Полный набор», чтобы нарисовать набор шаблонов для каждого выбранного шага угла для текущих записей диаметра трубы и толщины стенки. Используйте «Предварительный просмотр перед печатью» вашего браузера, чтобы проверить, что шаблоны печатаются полностью на каждой странице и не обрезаются на разрывах страниц. (IE 11 будет разделять диаграммы на разрывы страниц). Справку по печати см. в разделе Советы по печати в соответствии с масштабом.
Инструменты для внутренней очистки труб — Clemco Industries Corp.
Консистенция
Производительность
Удобство
Инструменты для внутренней очистки труб с круговой струйной обработкой 360°. Внутренний диаметр от 3/4” до 60”.
 Следите за расписанием. Предотвратить разрушение покрытий. Увеличьте свою прибыль.
Следите за расписанием. Предотвратить разрушение покрытий. Увеличьте свою прибыль. Вы не можете увидеть повреждение покрытия внутри трубы, но ваши клиенты сообщат вам об этом. Проблема заключается в том, что независимо от того, являетесь ли вы производителем труб, готовящим новую секцию трубы с внутренним диаметром 2 дюйма для покрытия, или вы отправляете оператора в смотровой колодец с внутренним диаметром 60 дюймов для абразивоструйной очистки для восстановления — ручная абразивно-струйная обработка не может обеспечить однородные схемы дробеструйной очистки или одинаковые профили поверхности по всей поверхности. Но оборудование Clemco для внутренней очистки труб может помочь вам уложиться в график без переделок и защитить вашу репутацию и чистую прибыль.
СОЕДИНЕНИЕ С РАСПРЕДЕЛИТЕЛЕМ
Инструменты для очистки труб с большим внутренним диаметром: от 8 до 60 дюймов Clemco’s Pipe Pro XL и Spin-Blast Internal Pipe Bl астры имеют две струйные форсунки, установленные на вращающейся на 360° головке.
- Равномерная струйная обработка и одинаковые профили поверхности – Два сопла обеспечивают давление, достаточное для подачи абразива на 360° внутрь труб с большим внутренним диаметром, обеспечивая равномерную струйную очистку и устойчивые профили поверхности, благодаря чему покрытия прилипают к подложке, не опасаясь разрушения.
- Повышение производительности – Система с двумя соплами работает намного быстрее, чем ручная пескоструйная обработка с участием одного оператора, что повышает производительность.
- Экономит время и деньги — Вам больше не нужно дополнительное оборудование для вращения труб или ручного вращения труб благодаря вращающимся на 360° головкам этих инструментов, что экономит деньги и время.
- Повышение безопасности – Больше не требуется, чтобы операторы вручную чистили трубы с большим внутренним диаметром, что снижает их воздействие опасной пыли и вероятность несчастных случаев при работе в небольших замкнутых пространствах.
- Доступны четыре модели — Выберите модель, которая соответствует вашим требованиям и требованиям к среде.
УЗНАТЬ БОЛЬШЕ
Инструменты для очистки труб с малым внутренним диаметром: от 3/4 до 12 дюймов оснащены отклоняющими наконечниками, которые подходят к трубам с небольшим внутренним диаметром.- Равномерная струйная обработка и одинаковые профили поверхности – Сжатый воздух направляет абразив на отклоняющие наконечники. Затем абразив расходится веером на 360°, создавая однородные формы струйной очистки и одинаковые профили поверхности, так что на трубы можно наносить покрытие, не беспокоясь о выходе из строя.
- Повышение производительности – Система с отклоняющимся наконечником работает быстрее, чем ручная пескоструйная обработка, что повышает производительность.
- Экономит время и деньги — Вам больше не нужно дополнительное оборудование для вращения труб или ручного вращения труб, поскольку наконечники этих инструментов отклоняются на 360°, что экономит ваши деньги и время.