Проволока FARINA Св08Г2С-О d 0,8 мм 5кг сварочная. Доставка по РФ
FARINA ER70S (СВ08Г2С-О)
Сварочная проволока на катушке
Евро кассета d=200.
Вес проволоки, (кг) 5
Проволока d, (мм) 0,8
Рядная намотка
Качественное омеднение
Омедненная сварочная проволока применяется в сварочных аппаратах автоматической и полуавтоматической электро-дуговой сварки. Для сварки низко-углеродистых и низколегированных сталей в средах, образованных защитными газами наибольшее распространение получила сварочная проволока СВ08Г2С-О (или ER70S). Такая качественная сварочная проволока применяется при выполнении ответственных сварочных работ, таких как изготовление и ремонт судов, изготовление герметичных металлических сосудов избыточного давления и т.п.
Наша компания готова доставить сварочную проволоку в любую точку России.
Заказывая сварочную проволоку для полуавтомата у нас Вы получаете гарантию качества и постоянство поставок.
Проволока для сварки всегда в наличии.
Сварочная проволока СВ08Г2С-О — 5 кг (омеднённая) обладает рядом преимуществ:
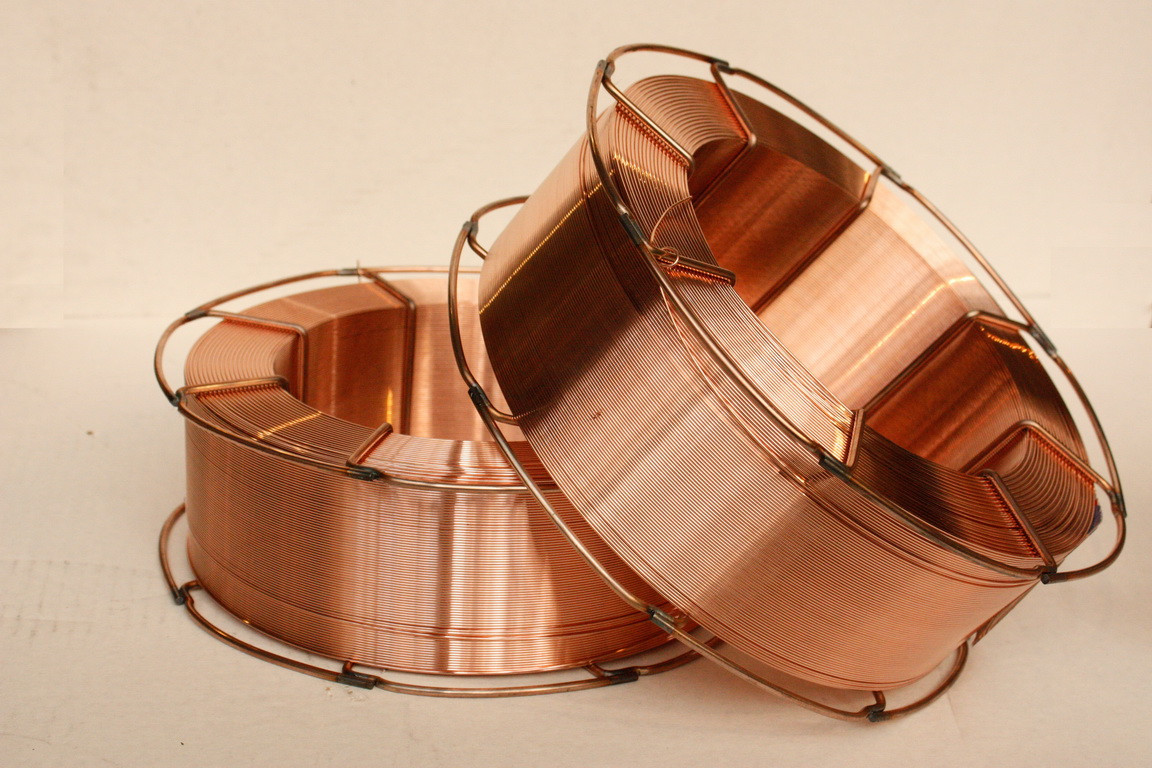
- Тщательная рядная намотка сварочной проволоки, евро-кассета D 200
- Вакуумная упаковка сварочной проволоки, обёрнута вощёной бумагой, есть влагопоглотитель, что позволяет увеличить срок хранения сварочной проволоки
- Картонная коробка с маркировкой
- Диаметр сварочной проволоки проволоки 0,8 мм.
Характеристики сварочной проволоки СВ08Г2С-О 5 кг
| Тип катушки | Вес катушки, кг | Вес проволоки, кг | Диаметр проволоки, мм | Ударная вязкость, Дж/см2 | Прочность на разрыв, МПа | Предел текучести, МПа |
| d200 | 5,4 | 5 | 0,8 | 27 | 500 | 400 |
Химический состав сварочной проволоки СВ08Г2С-О — 5 кг | ||||||
| С (углерод) | Mn (марганец) | Si (кремний) | Cu (медь) | |||
| 0,06-0,15% | 1,8-2,1% | 0.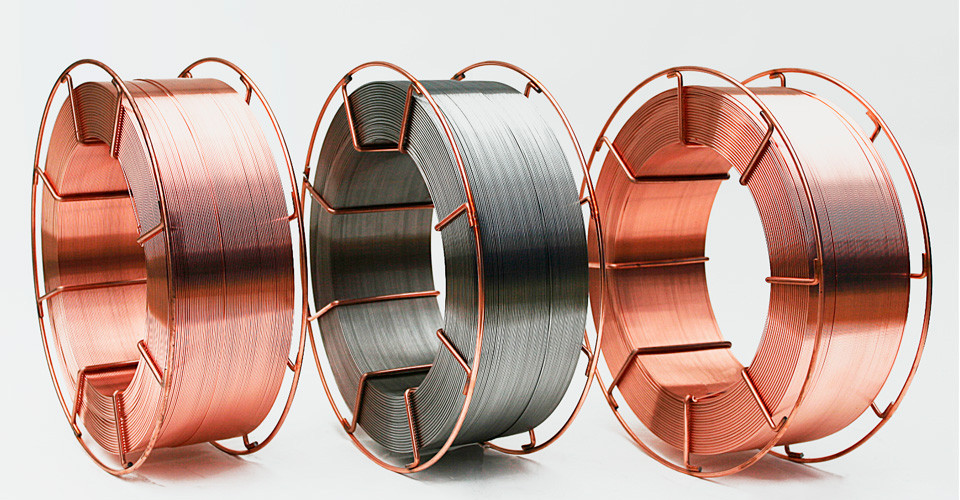 80-1.15% 80-1.15% | 0,50% | |||
Дилерские сертификаты
Сварочная проволока СВ-08Г2С d=0.8мм 15кг (К300-52) ЭНАРГИТ: характеристики, отзывы, фото, инструкция, цена
Стальная сварочная проволока СВ-08Г2С, ГОСТ 2246 – 70, выпускается двух видов:— с медным покрытием (омедненная).
— без медного покрытия (полированная или черная).
Характеристики:
Буквы СВ в маркировке обозначают – сварочная проволока. Следующие две цифры – это количество углерода в сотых долях процента. В сварочной проволоке СВ 08Г2С содержится 0,08 % углерода. Буква «Г» во всех сплавах обозначает металл марганец. В этой проволоке содержание марганца равно 2 %, что весьма благоприятно сказывается на образовании кристаллической структуры сварного шва. Отношение средних значений марганец /кремний составляет 1,95/0,83, а содержание вредных примесей, серы и фосфора, не превышает 0,03%. Поэтому проволока считается легированной. Буква «С» соответствует кремнию. Поскольку цифра отсутствует, то содержание этого элемента меньше 1%. Наличие хрома не превышает 0,2 %, никеля не должно быть более 0,25 %. Такие металлы как титан и молибден могут присутствовать только в виде следов.
Механические свойства:
— предел текучести > = 420 МПа;
— прочность на разрыв > = 500 МПа;
— ударная вязкость > = 27 Дж/см2 (-29о С).
Применение:
Проволока для сварки СВ08Г2С используется в промышленности для электродуговой сварки низколегированных и низкоуглеродистых сталей в среде защитного газа на сварочных полуавтоматах и автоматах. Сварка производится на постоянном токе. Сварочная проволока используется для заполнения зазора между краями металла, который подлежит сварке, а так же, для формирования валика на сварном шве. Сварка спомощью сварочной проволоки на автоматах и полуавтоматах является одним из главных технологических процессов в судостроении, самолётостроении, машиностроении и строительстве.
Сварка производится на постоянном токе. Сварочная проволока используется для заполнения зазора между краями металла, который подлежит сварке, а так же, для формирования валика на сварном шве. Сварка спомощью сварочной проволоки на автоматах и полуавтоматах является одним из главных технологических процессов в судостроении, самолётостроении, машиностроении и строительстве.
Как выбрать проволоку для сварки
В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
- Маркировка сварочной проволоки
- Виды сварочной проволоки
- Проволока для сварки стали
- Проволока для сварки алюминия
- Проволока для сварки нержавейки
- Проволока для сварки меди
- Проволока для сварки чугуна и сплавов никеля
- Проволока для сварки титана
- Диаметр сварочной проволоки
Маркировка сварочной проволоки
Для сварочной проволоки самое главное – это химический состав, именно он является определяющим при выборе. Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Так как в странах СНГ производство сварочной проволоки налажено очень хорошо, разберем сначала обозначения на изделиях отечественного производства. Для начала расшифруем буквенные обозначения:
Пример: СВ-08Г2С означает,
- СВ – сварная проволока;
- 08 – массовая доля легированных элементов в составе проволоки. В данном случае проволока содержит 0,08 % углерода;
- Г – в составе есть марганец;
- 2 – не более 2 % указанного перед цифрой элемента. В данном случае не более 2% марганца;
- С – в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
Пример: СВ-06Х21Н7БТ означает Сварочная проволока, в составе которой 0,06 % углерода, 21 % хрома, 7 % никеля, легированная ниобием и титаном.
Пример: СВ-08Х19Н10МЗБ означает Сварная проволока, в составе которой 0,08 % углерода, 19 % хрома, 10 % никеля, 3 % молибдена, легирована ниобием.
Иногда в маркировке по современным стандартам алюминий обозначается буквой «А».
Пример: СВ-А97 – сварочная проволока, состоящая на 99,97 % из алюминия.
Пример: СВ-АК5 – сварочная проволока, состоящая на 95 % из алюминия и 5 % кремния.
Для заказа той или иной проволоки необходимо точно указывать маркировку. К сожалению, международные стандарты не так просто прочитать, как ГОСТовские, поэтому если не нашли нужную проволоку отечественного производства, обратитесь к специалисту, чтобы он вам подобрал зарубежный аналог.
Виды сварочной проволоки
Всего существует порядка 77 марок сварной проволоки отечественного производства, которые можно разделить на 3 основных категории:
Таким образом, проволока делится по области применения: одна используется для низколегированных сталей, другая – для углеродистых, третья – для сварки цветных металлов или сварки под флюсом.
Например, рассматриваемая выше проволока СВ-08Г2С является легированной, так как в ее состав входит более 2,5 % легирующих металлов: 2 % марганца и более 0,5 % кремния.
Присадочная проволока для сварки
Сварочная проволока является так называемым присадочным материалом. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов. Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов
. Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.Общие требования к присадочной проволоке:
- Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.

- Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
- Проволока должна плавиться равномерно, не разбрызгиваясь.
- Получившийся сварной шов должен быть ровным, без трещин и пор в металле.
Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Проволока для аргонодуговой сварки цветных металлов должна иметь схожий состав. Например, для сварки алюминия используется проволока СВ-97, СВ-А85, СВ-АМц или ее зарубежные аналоги ER 1100 (OK Autrod 1070 (OK Autrod 18.01)). Данные материалы устойчивы к химическому и атмосферному воздействию, применяются два сваривания изделий из чистого алюминия или его пластичных сплавов (АД1, АМц).
Проволока для сварки полуавтоматом низколегированных сталей является лидером рынка расходных материалов для сварки, так как подавляющее большинство изделий из стали относятся к данной категории. Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
В процессе сварки присадочными проволоками используется флюс. Вещества под названием «флюсы» дают возможность сделать структуру шва максимально идеальной, защитив тем самым металл в районе шва от преждевременного разрушения. Благодаря флюсам поверхность металла в сварочной зоне бывает ровной и гладкой, а степень растяжимости металла в зоне сварочного шва высокой. Все это делает изделие более надежным и долговечным.
В качестве флюса используются:
- Борная кислота.
- Бура.
- Окислы кремния.
- Сера.

Чаще всего присадочная проволока продается в бухтах. Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Порошковая проволока для сварки
Для усовершенствования процесса сварки в полевых условиях или открытых помещениях используют так называемую порошковую проволоку. Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.
Порошковая газозащитная проволока предназначена для сварки полуавтоматом и автоматом низколегированных и углеродистых сталей в среде защитного газа: углекислого газа или его смесях с аргоном.
Благодаря высокому проплавлению такую проволоку можно использовать для сварки угловых, нахлесточных и стыковых соединений практически за один проход. Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Порошковые газозащитные проволоки делятся на такие типы:
Новые виды такой проволоки дают возможность достичь идеальной формы шва, низкого разбрызгивания, высокой скорости ведения шва, высокого коэффициента наплавления и малого дымления, если использовать их для сварки в защитных смесях с большим содержанием аргона.
Порошковая самозащитная проволока еще называется флюсовой или просто самозащитной. Ее сердечник содержит в себе все необходимые шлакообразущие, защитные и деоксидирующие присадки. В итоге отпадает необходимость использовать баллонный газ. Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Если при обычной сварке полуавтоматом защитная ванна образовывалась с помощью газового потока, который выходил из сопла горелки, то проволока для сварки без газа позволяет создать защиту другим способом – в процессе сварки испаряется флюс, находящийся в сердечнике проволоки, и образует защитный пузырь непосредственно в месте сварки. Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Преимущества порошковой самозащитной проволоки:
- Открытая дуга. Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
- Гарантированно идеальный состав шва.
- Сваривать можно в любых положениях.
- Компактность оборудования, нет необходимости использовать баллоны с газом, а также оборудование для подачи газа и флюса.
- Специальное покрытие проволоки смазкой дает возможность противостоять механическому давлению роликов, которые подают материал в зону сварки.
Для наплавления открытой дугой используются проволоки диаметром 2,0 – 3,0 мм, а для наплавления под флюсом – диаметром 3,6 мм. Для сварки крупногабаритных изделий применяют проволоку диаметром 5,0 мм.
Технология сварки с использованием самозащитной проволоки не отличается от технологии с применением сплошной сварочной присадочной проволоки. Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas.
Проволока для сварки стали
Омедненная проволока СВ-08Г2С используется для сварки трубопроводов, котлов, изделий из конструкционной стали, а также емкостей, которые в процессе эксплуатации будут находиться под высоким давлением. Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
В приведенной ниже таблице указаны марки сварочной проволоки, которую можно использовать для сварки стали в условиях защиты газом – аргоном, углекислым газом или смеси этих газов.
Таблица 1. Проволока для сварки стали в защитных газах.
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
Сварка деталей из алюминия распространена в пищевой промышленности.
Проволока для сварки нержавейки
Сварка изделий из нержавеющей стали или жаропрочных сплавов производится с помощью полуавтомата с использованием защитного газа. Сварочная проволока изготавливается из высоколегированной жаропрочной стали. В состав сварочной проволоки из нержавеющей стали входят кремний и углерод. Кремний обеспечивает прочность сварочного шва и его качество. Углерод не дает образовываться межкристаллической коррозии.
Помимо кремния и углерода проволока из нержавейки может содержать хром и никель. Такая проволока более устойчива к коррозии. Она используется в машиностроении, пищевой и легкой промышленности, нефтепромышленности и судостроении.
Таблица 3. Сварочная проволока из нержавейки для сварки нержавеющих и жаропрочных сталей.
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, — теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.
Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Диаметр сварочной проволоки
Диаметр присадочной проволоки подбирается в зависимости от толщины металла в свариваемых заготовках. Так если толщина изделия 3 – 5 мм, то берут проволоку 2 мм, если толщина 5 – 16 мм, то используют проволоку диаметром 3 – 4 мм. Для более толстых листов 7 – 25 мм можно использовать проволоку 7 мм толщиной.
Для сварочных полуавтоматов выпускается проволока в таких диаметрах: 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм.
Проволока для сварки с помощью электродов и присадочных прутков – 1,6 – 5 мм.
Самый широкий диапазон сварочной проволоки в категории порошковых проволок – 0,6 – 6 мм.
Помимо толщины изделия на требуемый диаметр сварочной проволоки также влияет сила тока, которая необходима для сварки в конкретном случае. Посмотреть, какие диаметры проволоки необходимо в том или ином случае можно в таблице ниже.
Таблица 6. Диаметр сварочной проволоки в зависимости от силы тока.
Выбор сварочной проволоки – очень ответственная задача. Если предоставленные таблицы все равно не помогли вам разобраться в вопросе, какую проволоку использовать, то лучше обратитесь за помощью к специалисту.
| Проволока сварочная СВ | 0. 3 3 | ГОСТ 2246-70, сталь 08а, омедненная (еврокассеты, бухты) | 41 800 | |||
| Проволока сварочная СВ | 0.3 | ГОСТ 2246-70, сталь 08г2с, без покрытия (еврокассеты, бухты) | 38 000 | |||
| Проволока сварочная СВ | 0.3 | ГОСТ 2246-70, сталь св08га, омедненная (еврокассеты, бухты) | 38 680 | |||
| Проволока сварочная СВ | 0.3 | ГОСТ 2246-70, сталь св08а, без покрытия (еврокассеты, бухты) | 38 000 | |||
| Проволока сварочная СВ | 0.3 | ГОСТ 2246-70, сталь св08га, без покрытия (еврокассеты, бухты) | 32 000 | |||
| Проволока сварочная СВ | 0.3 | ГОСТ 2246-70, сталь 08г2с, светлая (еврокассеты, бухты) | 38 000 | |||
| Проволока сварочная СВ | 0.3 | ГОСТ 2246-70, сталь 08г2с, омедненная (еврокассеты, бухты) | 41 800 | |||
| Проволока сварочная СВ | 0. 5 5 | ГОСТ 2246-70, сталь 08г2с, светлая (еврокассеты, бухты) | 38 000 | |||
| Проволока сварочная СВ | 0.5 | ГОСТ 2246-70, сталь св08а, без покрытия (еврокассеты, бухты) | 38 000 | |||
| Проволока сварочная СВ | 0.5 | ГОСТ 2246-70, сталь 08г2с, без покрытия (еврокассеты, бухты) | 38 000 | |||
Телефоны менеджеров: (351) 216-03-38, (351) 216-03-28. | ||||||
| Проволока сварочная СВ | 0.5 | ГОСТ 2246-70, сталь 08а, омедненная (еврокассеты, бухты) | 41 800 | |||
| Проволока сварочная СВ | 0.5 | ГОСТ 2246-70, сталь св08га, омедненная (еврокассеты, бухты) | 38 680 | |||
| Проволока сварочная СВ | 0.5 | ГОСТ 2246-70, сталь 08г2с, омедненная (еврокассеты, бухты) | 41 800 | |||
| Проволока сварочная СВ | 0. 5 5 | ГОСТ 2246-70, сталь св08га, без покрытия (еврокассеты, бухты) | 32 000 | |||
| Проволока сварочная СВ | 0.7 | ГОСТ 2246-70, сталь 08г2с, без покрытия (еврокассеты, бухты) | 38 000 | |||
| Проволока сварочная СВ | 0.7 | ГОСТ 2246-70, сталь св08га, омедненная (еврокассеты, бухты) | 38 680 | |||
| Проволока сварочная СВ | 0.7 | ГОСТ 2246-70, сталь св08а, без покрытия (еврокассеты, бухты) | 38 000 | |||
| Проволока сварочная СВ | 0.7 | ГОСТ 2246-70, сталь св08га, без покрытия (еврокассеты, бухты) | 32 000 | |||
| Проволока сварочная СВ | 0.7 | ГОСТ 2246-70, сталь 08г2с, светлая (еврокассеты, бухты) | 38 000 | |||
| Проволока сварочная СВ | 0.7 | ГОСТ 2246-70, сталь 08г2с, омедненная (еврокассеты, бухты) | 41 800 | |||
Телефоны менеджеров: (351) 216-03-38, (351) 216-03-28. | ||||||
| Проволока сварочная СВ | 0.7 | ГОСТ 2246-70, сталь 08а, омедненная (еврокассеты, бухты) | 41 800 | |||
| Проволока сварочная СВ | 0.75 | ГОСТ 2246-70, сталь св08га, омедненная (еврокассеты, бухты) | 38 680 | |||
| Проволока сварочная СВ | 0.75 | ГОСТ 2246-70, сталь св08га, без покрытия (еврокассеты, бухты) | 32 000 | |||
| Проволока сварочная СВ | 0.75 | ГОСТ 2246-70, сталь 08а, омедненная (еврокассеты, бухты) | 41 800 | |||
| Проволока сварочная СВ | 0.75 | ГОСТ 2246-70, сталь 08г2с, светлая (еврокассеты, бухты) | 38 000 | |||
| Проволока сварочная СВ | 0.75 | ГОСТ 2246-70, сталь 08г2с, омедненная (еврокассеты, бухты) | 41 800 | |||
| Проволока сварочная СВ | 0. 75 75 | ГОСТ 2246-70, сталь 08г2с, без покрытия (еврокассеты, бухты) | 38 000 | |||
| Проволока сварочная СВ | 0.75 | ГОСТ 2246-70, сталь св08а, без покрытия (еврокассеты, бухты) | 38 000 | |||

Виды сварочной проволоки и их характеристики
Для сварки применяется сварочная проволока трех типов: порошковая проволока, активированная или проволока сплошного сечения.Проволока отличается химическим составом и свойствами. Ее выбор обуславливается структурой, целью использования и индивидуальными особенностями, рассчитанными на тот или иной тип оборудования. При сварке стальных деталей отличное качество сварного шва и прочное соединение обеспечивает сварочная проволока единого стандарта ГОСТ 2246 70.
Основные характеристики проволоки сплошного сечения
Данный вид проволоки на сегодняшний день является наиболее распространенным и используется при работе с автоматическими и полуавтоматическими сварочными аппаратами. Помимо этого проволоку сплошного сечения применяют при производстве электродов и сварочных прутков. Диаметр проволоки составляет 0,3 – 12 мм. Чистота и равномерность горения дуги обеспечивается за счет медного покрытия, нанесенного на проволоку. Именно благодаря покрытию возможно отличное качество сварного шва и прочность соединения.
Маркировка:
О – медное покрытие проволоки
Э – проволока для производства электродов
Основные характеристики сварочной проволоки порошкового типа
Поперечный срез проволоки представляет собой металлическую трубку, наполненную порошком. Порошковое наполнение составляет около 40% всей проволоки.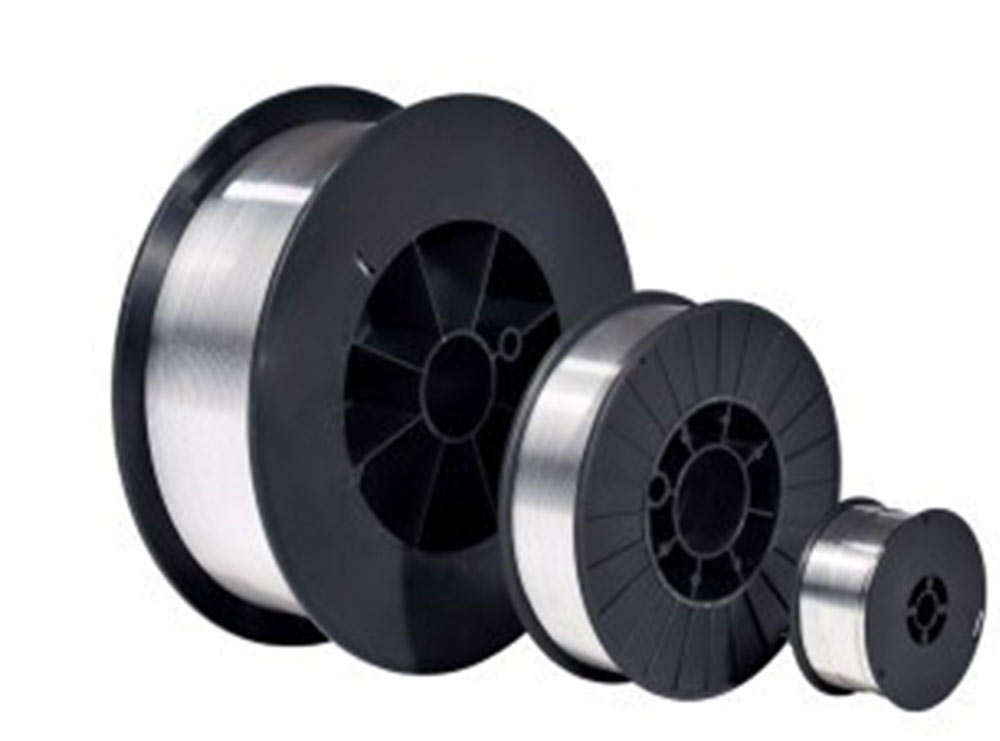 Порошок представляет собой смесь химических веществ, минералов и ферросплавов. Основная функция порошка – защита сварного шва от неблагоприятного воздействия факторов внешней среды. Помимо этого за счет порошкового наполнения обеспечивается возможность создания прочного и ровного шва, а также повышается производительность и снижается расход газа.
Порошок представляет собой смесь химических веществ, минералов и ферросплавов. Основная функция порошка – защита сварного шва от неблагоприятного воздействия факторов внешней среды. Помимо этого за счет порошкового наполнения обеспечивается возможность создания прочного и ровного шва, а также повышается производительность и снижается расход газа.
Виды порошковой проволоки:
— самозащитная
— проволока для сварки с подачей газа
Маркировка:
ПС – порошковая самозащитная
ПГ – порошковая в газе
Л – для легированной стали
Ч – для чугуна
Основные характеристики сварочной проволоки активированного типа
Основу данного типа проволоки составляет металлическая проволока св 08г2с которую можно купить тут. Порошковая добавка в данном типе проволоки составляет всего 7%. Для защиты сварного шва от воздействия кислорода применяется углекислый газ. Основу проволоки составляют легкоионизирующиеся соли щелочных и щелочноземельных металлов (карбонат натрия, карбонат калия, карбонат кальция), повышающие устойчивость горения сварочной дуги. Ровность и прочность сварного шва достигается шлакообразующими компонентами (оксиды магния, кремния, титана, фторид кальция).
всё, что вам необходимо знать. Для новичков
Время чтения: ≈7 минут
В некоторых технологиях сварки в качестве присадочного материала часто применяется проволока для сварки вместо привычных электродов. Она используется в паре с защитным газом или без него в автоматической или полуавтоматической сварке. Сварочная проволока продается в бобинах и может отличаться по диаметру и свойствам.
Но это только основы. В этой статье мы подробно расскажем всё, что вам необходимо знать в сварочной проволоке. Вы узнаете, какие существуют виды сварочной проволоки и что такое маркировка.
Содержание статьи
Общая информация
Итак, что из себя представляет сварочная проволока? Зачастую это металлический пруток, смотанный в бобину. Бобина вставляется в подающий механизм, и проволока направляется в сварочную зону в автоматическом режиме или режиме, заданном сварщиком. Также проволоку можно подавать вручную, просто разматывая бобину.
Бобина вставляется в подающий механизм, и проволока направляется в сварочную зону в автоматическом режиме или режиме, заданном сварщиком. Также проволоку можно подавать вручную, просто разматывая бобину.
Проволока может быть цельной, полой или с вкраплениями. Но об этом мы расскажем далее. Изготавливается из различных металлов. Например, стали, алюминия, латуни и так далее. Материал изготовления проволоки должен быть идентичен металлу, который вы варите. Т.е., если вы работаете с алюминиевой деталью, то и проволока тоже должна быть алюминиевой.
Виды сварочной проволоки
Различают три типа сварочной проволоки: проволока сплошная, порошковая проволока (ее также называют «флюсовая проволока») и активированная проволока. Давайте подробнее остановимся на каждом типе.
Сплошная проволока или проволока сплошного сечения изготавливается из чистого металла. В ней нет никаких примесей или дополнительных веществ. Это простейший тип проволоки и самый распространенный. Зачастую ее используют при сварке в среде защитного газа.
Порошковая проволока, она же проволока для сварки без газа. Исходя из названия понятно, что такую проволоку применяют для сварки без защитного газа. Но за счет чего достигается такой эффект? Ведь сварка без газа влечет за собой ухудшение качества сварка и в целом усложняет рабочий процесс.
Все просто: у порошковой проволоки особая полая конструкция. С виду она выглядит, как обычная сплошная проволока, но внутри она полая. И в этой полости содержатся специальные порошковые вещества, играющие роль флюса и заменяющие газ. Такая проволока применяется в случаях, когда нет возможности доставить газовый баллон к месту сварки. Например, на высоте.
Теперь про активированную проволоку. Активированная проволока — самый интересный тип. Она сочетает в себе сплошную проволоку и порошковую. Как это возможно? Дело в том, что такая проволока взяла все самое лучшее из предыдущих двух типов. Она позаимствовала от сплошной проволоки конструкцию, а от порошковой — защитные свойства. Только в отличие от порошковой у данной проволоки защитные примеси не засыпаны в полость, а равномерно распределены по всему «телу» проволоки.
Только в отличие от порошковой у данной проволоки защитные примеси не засыпаны в полость, а равномерно распределены по всему «телу» проволоки.
На что обратить внимание
Отдельно обращаем ваше внимание, что недостаточно просто выбрать тип проволоки и приступить к сварке. Необходимо заранее знать, какой тип работ вы будете выполнять. Поскольку каждая проволока предназначения для выполнения определенной работы. Согласитесь, проволока для сварки полуавтоматом вряд ли подойдет для резки. Также у проволоки может быть различный диаметр. Он подбирается исходя из толщины свариваемого металла. Чем толщина больше, тем больше диаметр проволоки. Диаметр может быть от 0.8 до 12 миллиметров. Самый популярный – 3 миллиметра.
Как мы уж писали выше, проволока может быть предназначена для сварки различных металлов. По этому признаку тоже можно классифицировать проволоку. Например, в магазине продается титановая сварочная проволока, которая применяется для сварки титана.
Также перед сваркой необходимо ознакомиться с составом. Ведь сварочная проволока отличается еще и по своему наполнению, а также легированности. Именно поэтому для правильного подбора присадочного материала нужно знать состав сварочной проволоки.
Отдельная тема — это маркировка сварочной проволоки. Об этом мы поговорим далее.
Маркировка проволоки
Маркировка — это набор букв и чисел, в которых зашифрованы основные характеристики проволоки. Маркируется абсолютно вся проволока, вне зависимости от ее типа или назначения. В рамках этой статьи мы не сможем перечислить все марки сварочной проволоки, поскольку их насчитывается более 70. Но мы расскажем о том, как самостоятельно расшифровывать марки.
Для примера была выбрана марка проволоки Св-06Х19Н9Т. Зачастую она используется при электросварке, поэтому очень популярна.
Начнем с букв «Св». «Св» означает, что такое проволока предназначена только для сварки. Не для резки или любых других работ. Исходя из этого мы понимаем, что первые две буквы описывают назначение присадки. Также существует обозначение «Нп». Оно означает, что это наплавочная проволока. Порошковая проволока обозначается «Пп».
Также существует обозначение «Нп». Оно означает, что это наплавочная проволока. Порошковая проволока обозначается «Пп».
После этого указывается цифра, описывающая содержание углерода. В нашем примере это 06, что означает 0,06 % углерода от общей массы присадочного материала. Вслед за углеродом обозначается, какие металлы присутствуют в проволоке и в каком количестве. В нашем примере это хром («Х») в количестве 19% («Х19»), никель («Н») в количестве 9% («Н9»0 и титан («Т»). Если металла в составе меньше 1%, то количество не указывается, как в случае с титаном в нашем примере.
Но что, если сварочная проволока содержит другие буквы? Например, Ю или Д. Достаточно запомнить, что они означают. «М» – это молибден, «С» – это кремний, «Ф» – это ванадий, «Ц» – это цирконий, «Д» – это медь, «Г» – это марганец, «Ю» – алюминий.
Популярные марки
Выше мы говорили, что существует более 70 марок присадочной проволоки. Новичкам нелегко разобраться в них, поэтому мы перечислим наиболее популярные марки. Вдруг вы найдете среди них именно ту, которая вам необходима.
Начнем с марки Св-10Г1СН. Эта марка одна из самых часто используемых. Данная проволока широко используется при сварке в среде защитного газа. Можно варить низколегированные конструкционные стали. Марка используется во многих областях промышленности: от горнодобывающей до нефтеперерабатывающей.
Читайте также: Расчет расхода сварочной проволоки на метр шва
Марки Св-10ГА, Св08А и Св08 применяется при сварке низкоуглеродистых металлов. Идеально подходят для аргонодуговой сварки. Также хорошо зарекомендовали себя при газовой сварке. Особенно, при работе с водопроводными трубами.
Марка Св-06Х19Н9Т (упоминаемая в примере маркировки), а также Св08ХН2М, Св08ХМФА и Св08ГС. Эти марки очень недорогие, но при этом выдают отличный результат сварки. Подойдут для сварки низколегированных сталей.
При сварке высоколегированных металлов отличным выбором станут марки Св-08Н50, Св30Х25Н16Г7, Св07Х19Н10Б, Св10Х17Т и Св08Х20Н9Г7Т.
Вместо заключения
Выбор сварочной проволоки для сварки или резки — не такая уж сложная задача, как может показаться на первый взгляд. Несмотря на такое большое разнообразие марок и разновидностей, вам достаточно знать тип работ и металл, который вы будете варить. Можете попросить продавца в магазине помочь вам с выбором. Также полный перечень марок можно найти в ГОСТах . Желаем удачи в работе!
How to Weld — Сварка MIG: 11 шагов (с изображениями)
Сварщик MIG состоит из нескольких частей. Если вы откроете один из них, вы сможете увидеть что-то похожее на то, что изображено ниже.
Сварщик
Внутри сварочного аппарата вы найдете катушку с проволокой и ряд роликов, которые проталкивают проволоку к сварочному пистолету. В этой части сварочного аппарата мало что происходит, поэтому стоит уделить минуту и ознакомиться с различными частями.Если по какой-либо причине механизм подачи проволоки заедает (это случается время от времени), вам следует проверить эту часть устройства.
Большую катушку проволоки следует удерживать натяжной гайкой. Гайка должна быть достаточно тугой, чтобы катушка не раскрутилась, но не настолько, чтобы ролики не могли вытащить проволоку из катушки.
Если вы проследите за проволокой с катушки, вы увидите, что она входит в набор роликов, которые стягивают проволоку с большого рулона. Этот сварочный аппарат предназначен для сварки алюминия, поэтому в него загружена алюминиевая проволока.Сварка MIG, которую я собираюсь описать в этом руководстве, предназначена для стали, в которой используется проволока медного цвета.
Газовый бак
Предположим, что вы используете защитный газ со своим сварочным аппаратом MIG, за MIG будет резервуар с газом. Резервуар состоит либо из 100% аргона, либо из смеси CO2 и аргона.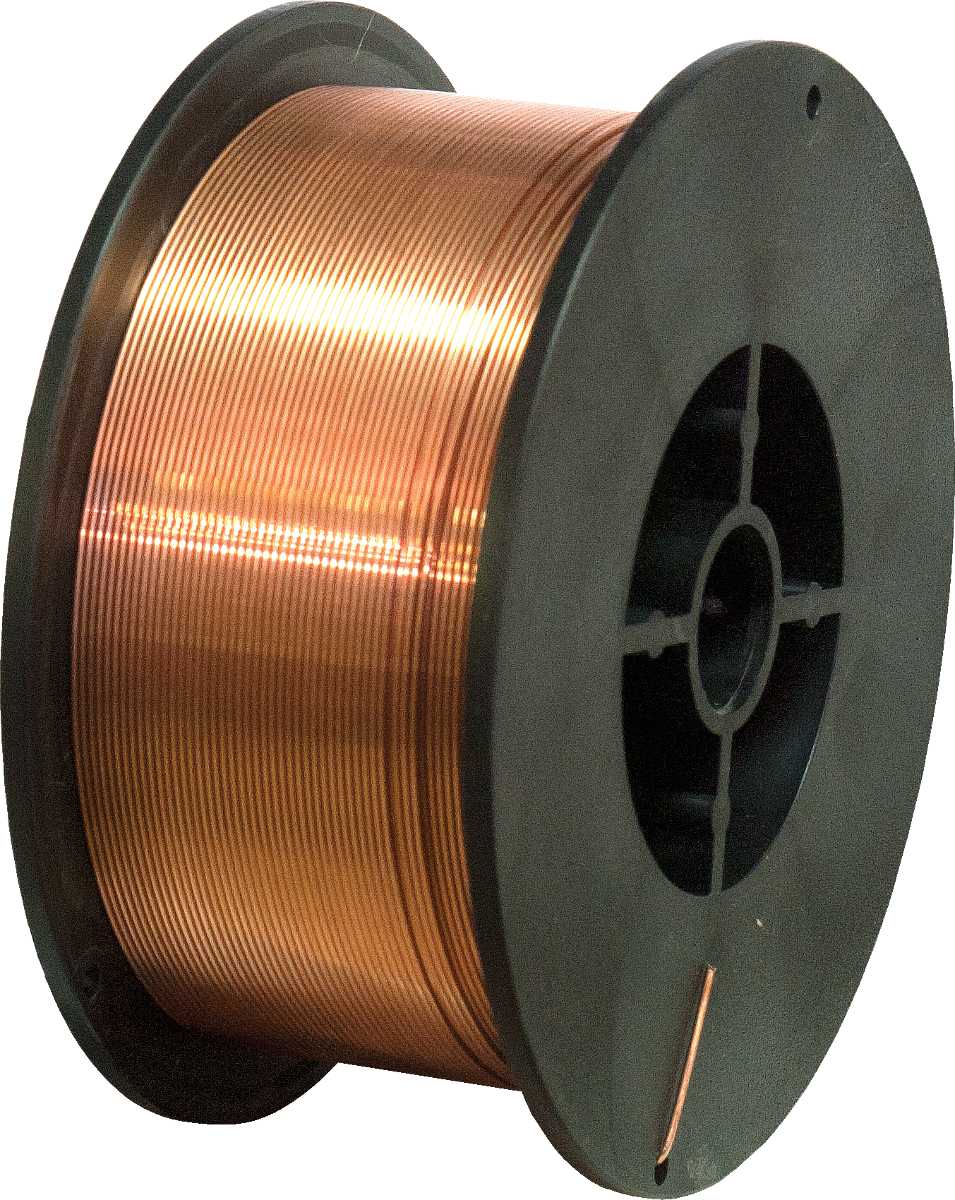 Этот газ защищает сварной шов по мере его образования. Без газа ваши сварные швы будут выглядеть коричневыми, забрызганными и в целом не очень красивыми. Откройте главный вентиль бака и убедитесь, что в баке есть немного газа.Ваши манометры должны показывать в резервуаре от 0 до 2500 фунтов на квадратный дюйм, а регулятор должен быть установлен в пределах от 15 до 25 фунтов на квадратный дюйм в зависимости от того, как вы хотите все настроить, и типа сварочного пистолета, который вы используете.
Этот газ защищает сварной шов по мере его образования. Без газа ваши сварные швы будут выглядеть коричневыми, забрызганными и в целом не очень красивыми. Откройте главный вентиль бака и убедитесь, что в баке есть немного газа.Ваши манометры должны показывать в резервуаре от 0 до 2500 фунтов на квадратный дюйм, а регулятор должен быть установлен в пределах от 15 до 25 фунтов на квадратный дюйм в зависимости от того, как вы хотите все настроить, и типа сварочного пистолета, который вы используете.
** Хорошее практическое правило — открывать все клапаны всех бензобаков в магазине всего на пол-оборота или около того. Полное открытие клапана не улучшает ваш поток, кроме как просто приоткрыть клапан, так как резервуар находится под очень большим давлением. Логика этого заключается в том, что если кому-то нужно быстро отключить подачу газа в чрезвычайной ситуации, ему не нужно тратить время на запуск полностью открытого клапана.Это может показаться не таким уж большим делом с аргоном или CO2, но когда вы работаете с горючими газами, такими как кислород или ацетилен, вы можете понять, почему это может пригодиться в случае чрезвычайной ситуации. **
Как только провод проходит через Ролики спускаются вниз по комплекту шлангов, которые ведут к сварочному пистолету. Шланги переносят заряженный электрод и газообразный аргон.
Сварочный пистолет
Сварочный пистолет — это бизнес-цель. На него будет направлено больше всего вашего внимания в процессе сварки.Пистолет состоит из спускового крючка, который регулирует подачу проволоки и подачу электричества. Проволока направляется сменным медным наконечником, который изготавливается для каждого конкретного сварщика. Наконечники различаются по размеру, чтобы соответствовать диаметру проволоки, с которой вы свариваете. Скорее всего, эта часть сварщика уже будет настроена для вас. Снаружи наконечник пистолета покрыт керамической или металлической чашей, которая защищает электрод и направляет поток газа из наконечника пистолета. На фотографиях ниже вы можете увидеть небольшой кусок проволоки, торчащий из наконечника сварочного пистолета.
На фотографиях ниже вы можете увидеть небольшой кусок проволоки, торчащий из наконечника сварочного пистолета.
Зажим заземления
Зажим заземления является катодом (-) в цепи и замыкает цепь между сварочным аппаратом, сварочной горелкой и объектом. Его следует прикрепить либо непосредственно к свариваемой детали, либо к металлическому сварочному столу, как тот, что изображен ниже (у нас есть два сварщика, следовательно, два зажима, вам нужен только один зажим от сварщика, прикрепленный к вашей детали для сварки).
Зажим должен хорошо контактировать с свариваемой деталью, чтобы он работал, поэтому обязательно удалите ржавчину или краску, которые могут помешать его соединению с вашей работой.
Типы сварочной проволоки MIG — Welders Universe
MIG и порошковая проволока
При газовой дуговой сварке металла (GMAW) вам не нужно использовать стержневой электрод или присадочный стержень. Вместо этого все, что вам нужно для нанесения сварного шва, поступает из катушки с металлической проволокой. В этом процессе сварки, более известном как MIG, резервуар с газом (обычно CO2 или аргон) обеспечивает защиту, в то время как проволока плавится до основного металла. В настоящее время это наиболее распространенный процесс сварки конструкций и изготовления изделий.
Когда сварщик нажимает на курок на своей горелке MIG (показано ниже), устройство подачи проволоки продвигает проволоку через латунное сопло. Это обеспечивает высокую точность и беспрепятственный обзор того, что происходит внутри сустава. Сварка в нерабочем положении намного проще, чем с SMAW. А поскольку катушка вмещает проволоку на милю, вам не нужно останавливаться и перезагружать ее очень часто. (Термин MIG, кстати, расшифровывается как «металлический инертный газ». Однако, поскольку CO2 и O2 являются химически активными газами, при использовании этих газов точнее сказать MAG — металлический активный газ.)
В процессе GMAW необходимо учитывать два расходных материала — газ и проволоку. Подобно стержневым электродам, существует система классификации для различных вариантов выбора проволоки MIG, которая управляется Американским обществом сварщиков. У Американского общества инженеров-механиков тоже есть код, но он почти идентичен. Код AWS для сплошной стальной проволоки известен как AWS A5.18. Вот что означает классификационный номер обычной проволоки для низкоуглеродистой стали, ER70S-6 :
Подобно стержневым электродам, существует система классификации для различных вариантов выбора проволоки MIG, которая управляется Американским обществом сварщиков. У Американского общества инженеров-механиков тоже есть код, но он почти идентичен. Код AWS для сплошной стальной проволоки известен как AWS A5.18. Вот что означает классификационный номер обычной проволоки для низкоуглеродистой стали, ER70S-6 :
ER — Электростанция
70 — Это двух- или трехзначное число представляет минимальную прочность на разрыв металла сварного шва, измеренную в фунтах на квадратный дюйм (PSI), умноженную на 1000.
S — Сплошной провод.
6 — Этот номер (иногда с добавлением буквы) указывает на химические добавки, используемые в проволоке, которые могут повлиять на настройку полярности на машине.
Цифра 6 в данном случае означает, что в проволоку было добавлено больше раскислителей, что полезно при сварке грязной или ржавой стали. Другой тип проволоки из углеродистой стали общего назначения — ER70S-3 . В этом нет добавленных химикатов, поэтому он используется в основном для новой или чистой стали.
Чаще всего используются алюминиевые проволоки MIG: ER5056 , мягкая проволока с хорошей пластичностью, и ER5356 , которая тверже и имеет высокий предел прочности.
Проволока для сварки MIG из нержавеющей сталиимеет обозначения, такие как ER308 , ER316 и ER308 — L . L означает низкоуглеродистый, что обеспечивает дополнительную устойчивость к коррозии.
После того, как для вашего сварочного оборудования определен тип проволоки, для приобретения этих расходных материалов потребуются два дополнительных элемента информации.Первый — это диаметр проволоки, который обычно выражается в тысячах дюймов. Наиболее распространенные размеры для сварки листового металла — 0,35 и 0,45. Приведенную ниже таблицу обычно можно найти в спецификациях расходных материалов, и ее стоит скопировать для справки. В нем рассказывается, как настроить элементы управления на вашем оборудовании и какой газ вам нужен в зависимости от процесса сварки.
Наиболее распространенные размеры для сварки листового металла — 0,35 и 0,45. Приведенную ниже таблицу обычно можно найти в спецификациях расходных материалов, и ее стоит скопировать для справки. В нем рассказывается, как настроить элементы управления на вашем оборудовании и какой газ вам нужен в зависимости от процесса сварки.
При покупке проволоки MIG ваше последнее решение касается количества проволоки и ее размещения. Например, Lincoln Electric предлагает ER70S-6 как катушку на 44 фунта или барабан на 1000 фунтов.Очевидно, что механизм подачи проволоки на сварочном аппарате будет определять, какой вариант будет выбран. (В небольшой непромышленной машине MIG используется катушка гораздо меньшего размера, чем вы видите на фотографии ниже.)
ПроволокаMIG также может быть заказана с «длинами резки TIG». Это относится к трехфутовым прядям, используемым при сварке TIG. Размеры диаметров в этом случае даны не в десятичной дроби, а как обычные размеры стержней для сварки TIG, например 1/16 или 3/32.
Флюс — порошковая проволока
Использование «порошковой» проволоки позволяет сварщику MIG пропускать резервуар с CO2 или аргоном и выполнять сварку без газа.Это потому, что сердечник проволоки содержит ингредиенты, которые защищают сварочную ванну. Как и покрытия стержней стержня, сердечник заменяет резервуар с защитным газом. Это особенно полезно при сварке на открытом воздухе, поскольку для рассеивания сжатого газа достаточно легкого ветра. Этот процесс официально известен как Дуговая сварка порошковой проволокой (FCAW) .
Порошковая проволока также позволяет сварщику использовать более высокую силу тока и проволоку большего диаметра, чем сплошную проволоку.Этот процесс широко используется при сварке конструкций на открытом воздухе. Хотя порошковая проволока стоит значительно дороже, чем сплошная проволока MIG, вам не нужно иметь дело с резервуарами с газом или ждать, пока стихнет ветер, прежде чем приступить к сварке.
Несмотря на защитные добавки, порошковая проволока достаточно тонкая, чтобы стрелять из пистолета MIG. И шлак, который идет с этими ингредиентами, составляет лишь небольшую часть того, что появляется в процессе SMAW. Обычную порошковую проволоку часто называют Self-Shielded или Innershield , это торговая марка, продаваемая Lincoln Electric.(Следовательно, когда не используется бензобак, процесс официально известен как FCAW-S.)
К счастью, стандарт AWS для порошковой проволоки для углеродистой стали (AWS A5.20) незначительно отличается от стандарта для сплошной проволоки MIG. Вместо ER для всех порошковых проволок цифра начинается с буквы E (для электрода). Вместо S для сплошной проволоки вы увидите букву T для трубчатой или C, обозначающую «составной» провод. E70C-6 является примером порошковой проволоки общего назначения. Число 7 в классификации относится к пределу прочности на разрыв, умноженному на 10 000 (вместо 1000 в случае проволоки MIG без сердечника).0 указывает положение сварки. (Ноль означает, что проволока подходит только для горизонтальной или плоской сварки.)
Одной из наиболее часто используемых порошковых проволок в строительстве является Innershield 232 компании Lincoln Electric (также известная как NR-232), которая соответствует требованиям AWS E71T-8. Цифра 1 означает, что провод можно использовать во всех положениях. Цифра 8 означает низкий уровень водорода, что напоминает обычный стержневой электрод E7018. NR-232 популярен, потому что его химический состав соответствует сейсмическим требованиям для таких зон землетрясений, как Калифорния.С другой стороны, с проволокой труднее работать, чем с проволокой, не имеющей такого же уровня сейсмической стойкости.
В таблице ниже перечислены рекомендуемые параметры для NR-232 (произнесенное вслух «NR» звучит как «внутренний», что упрощает запоминание). Число 0,068 в таблице — это диаметр провода. Обратите внимание на полярность DCEN. Обозначение CTWD означает «расстояние от наконечника до рабочего места», которое влияет на величину тока, проходящего через соединение. «Ставка депозита» помогает покупателю рассчитать, сколько денег потребуется для проекта.
«Ставка депозита» помогает покупателю рассчитать, сколько денег потребуется для проекта.
Когда в FCAW используется сжатый газ, процесс сварки известен как сварка порошковой проволокой или сварка порошковой проволокой с двойной защитой , поскольку и ингредиенты флюса, и сжатый газ создают экран. Официальное обозначение — FCAW-G .
Вот более сложный пример порошковой проволоки E71T-1C JH8 , которая распадается следующим образом:
E — электрод
7 — предел прочности при растяжении, измеренный в фунтах на квадратный дюйм (PSI), умноженный на 10 000; в данном случае 70 000 фунтов на квадратный дюйм. Обратите внимание на разницу с MIG, в котором два числа умножаются на 1000.
1 — Возможность сварки во всех положениях
T — Трос
1 — это спецификация использования проводов. Варианты варьируются от 1 до 14). Цифра 1 здесь указывает на то, что проволока имеет систему рутилового шлака (что означает, что химические добавки являются кислотными). Рутиловые покрытия обеспечивают хорошую свариваемость (низкое разбрызгивание, хорошее качество дуги и контроль сварочной ванны), но механические свойства не считаются такими прочными, как у базовой шлаковой системы.
C — Эта буква указывает на то, что для провода требуется защитный газ CO2. (M означает смесь защитного газа аргон / CO2.)
JH8 — Этот дополнительный код обозначает максимальное количество диффундирующего водорода, которое может содержать провод. (Примечание редактора: не уверен, что означает буква «J»…) В этом примере на каждые 100 г металла шва допускается менее 8 мл водорода. Чем меньше число, тем меньше водорода допускается в проволоке и, следовательно, меньше вероятность образования водородных трещин в окончательной сварке.
Как видите, для изучения множества переменных, участвующих в выборе правильного провода, потребуется время. Лучше сначала сосредоточиться на наиболее распространенных классификациях удилищ, а со временем использовать весь остальной арсенал. Тем не менее, как сварщик начального уровня, вам, возможно, придется запасаться расходными материалами или заменять пустые катушки на машинах MIG для опытных ветеранов. Поэтому проявление должной осмотрительности при правильном выборе и хранении изделий из проволоки имеет важное значение для предотвращения дорогостоящих ошибок в начале сварочных работ.У Американского общества сварщиков есть справочники, которые можно купить, но их стоимость может быть непомерно высокой. Обратитесь в школу или на рабочее место, чтобы узнать, можете ли вы получить доступ к справочнику и ксерокопировать любую информацию, которую вам нужно поместить в папку с литературой.
Далее: присадочные стержни и вольфрам для сварки TIG
Hobart Brothers Performance Сварочные изделия
При поиске путей повышения производительности, качества и экономии средств в процессе сварки важными факторами являются оборудование, присадочные металлы и рабочая сила.Тип и вес упаковки сварочной проволоки также могут иметь значение. При выборе необходимо уравновесить время и стоимость замены упаковки используемым оборудованием и скоростью потребления продукта.
| Барабаны для сварочной проволоки для углеродистой и низколегированной стали обычно весят от 500 до 1000 фунтов и предназначены для сварки в больших объемах. |
Слишком маленький размер упаковки присадочного металла увеличивает скорость переналадки, а слишком большой размер упаковки может привести к тому, что сварочная проволока останется в цехе в течение длительного периода времени. Это может привести к накоплению влаги на проволоке и ухудшению сварочных характеристик — не говоря уже о том, что это может привести к аннулированию гарантии производителя на продукт, если время хранения будет чрезмерным или хранение будет неправильным.
Доступные варианты упаковки
Существует три основных пакета сварочной проволоки: катушки, бухты и барабаны.Доступное оборудование и объем производства определяют оптимальный размер или вес для работы.
Катушки с сварочной проволокой включают в себя ступицу на фланцах из ДВП, пластмассы или стали, которая устанавливается на шпиндель в сборе настольного или чемоданчика. Катушки обычно доступны в весе от 33 до 55 фунтов для промышленного применения. Меньшие диаметры и веса также доступны для специального или коммерческого применения.
Катушка сварочной проволоки s обычно доступны в весах от 50 до 60 фунтов и состоят из проволоки, намотанной вокруг картонной вставки.Катушки не содержат ступицы, необходимой для установки на механизм подачи проволоки, и, следовательно, требуют адаптера. Адаптер увеличивает эксплуатационные расходы, но рассчитан на многократное использование. Кроме того, первоначальная стоимость катушек обычно меньше, чем у катушек.
Барабан для сварочной проволоки s для углеродистой и низколегированной стали обычно весят от 500 до 1000 фунтов и предназначены для сварочных операций в больших объемах. Некоторые производители присадочного металла предлагают барабаны на 100 и 300 фунтов для алюминиевой сварочной проволоки.
Причины изменения
Есть несколько причин, по которым стоит рассмотреть вопрос об изменении типа и веса упаковки сварочной проволоки. Самый распространенный — это стоимость.
Объемная сварочная проволока в более тяжелых барабанах требует меньшего количества переналадок, а меньшее количество переналадок сокращает время простоя, оставляя больше времени на сварку. Поскольку затраты на рабочую силу являются наибольшим вкладом в сварочные операции, минимизация времени, затрачиваемого операторами на замену проволоки, имеет решающее значение.
Представьте, что компания переходит с 33-фунтовой катушки на 600-фунтовый барабан. Судя по диаграмме ниже, этот переключатель сводит к минимуму переналадки с 252 до 13 в месяц, что дает ежегодную экономию трудозатрат почти в 18 000 долларов.
Судя по диаграмме ниже, этот переключатель сводит к минимуму переналадки с 252 до 13 в месяц, что дает ежегодную экономию трудозатрат почти в 18 000 долларов.
В качестве примечания, некоторые варианты оптовой упаковки могут иметь немного более высокую стоимость за фунт проволоки по сравнению с катушками; однако сведение к минимуму переналадки и связанных с этим затрат на рабочую силу может более чем компенсировать разницу.
Помимо стоимости, необходимость упрощения переработки и утилизации отходов может побудить к переходу на новый тип упаковки.Например, если компания хочет сократить количество отходов, она может рассмотреть возможность перехода с катушек из ДВП на сварочную проволоку на стальных катушках, которую можно поместить в контейнер для стального лома для вторичной переработки.
Некоторые производители присадочного металла также предлагают картонные барабаны для сварочной проволоки без металлических колец наверху, которые на 100% подлежат вторичной переработке. Опять же, это может быть привлекательно для компаний, стремящихся сократить количество отходов и / или оптимизировать свои программы утилизации.
| Катушки сварочной проволоки включают в себя ступицу на круглых ДВП, пластмассовых или стальных фланцах, которые устанавливают на узле шпинделя настольного подающего устройства или чемоданового подающего устройства . |
Что следует учитывать
При переходе на другой тип или вес пакета сварочной проволоки необходимо учитывать несколько факторов.
1. Воздействие на окружающую среду: Некоторые сварочные проволоки легко впитывают влагу за пределами их оригинальной упаковки. Например, порошковая проволока с защитным газом (FCAW) более подвержена этой проблеме, чем проволока с металлическим сердечником. Упаковка барабана и аксессуары могут обеспечить защиту, поскольку проволока остается внутри них во время хранения и использования.Это помогает снизить воздействие пыли или грязи из окружающей среды, которые могут привести к проблемам с кормлением. Крышки для катушек предлагают аналогичный уровень защиты. Кроме того, некоторые правила сварки определяют, сколько времени проволока может находиться вне оригинальной упаковки и подвергаться воздействию атмосферы — выбранная упаковка должна быть достаточно большой для работы (чтобы свести к минимуму переналадку), но достаточно маленькой, чтобы ее можно было использовать в отведенное время, чтобы сварочная проволока не портилась.
Упаковка барабана и аксессуары могут обеспечить защиту, поскольку проволока остается внутри них во время хранения и использования.Это помогает снизить воздействие пыли или грязи из окружающей среды, которые могут привести к проблемам с кормлением. Крышки для катушек предлагают аналогичный уровень защиты. Кроме того, некоторые правила сварки определяют, сколько времени проволока может находиться вне оригинальной упаковки и подвергаться воздействию атмосферы — выбранная упаковка должна быть достаточно большой для работы (чтобы свести к минимуму переналадку), но достаточно маленькой, чтобы ее можно было использовать в отведенное время, чтобы сварочная проволока не портилась.
2. Правильная установка: При переходе на барабан сварщики должны пройти соответствующее обучение для настройки, чтобы обеспечить плавную подачу проволоки и хорошие сварочные характеристики.Проконсультируйтесь с инструкциями производителя присадочного металла.
| Катушки сварочной проволоки обычно доступны в весах от 50 до 60 фунтов и состоят из проволоки, намотанной вокруг картонной вставки. |
3. Погрузочно-разгрузочные работы: Согласно OSHA, «подъем грузов тяжелее примерно 50 фунтов увеличивает риск получения травм». [1] Для катушек или катушек весом более 50 фунтов сварочному персоналу следует рассмотреть возможность группового подъема проволоку при добавлении в устройство подачи.Барабаны со сварочной проволокой требуют подъемника барабана или вилочного погрузчика для перемещения пакета в желаемое положение в сварочной камере. Конкретное подъемное оборудование зависит от барабана. Некоторые из них имеют звуковые кольца, на которых фиксируется подъемник барабана, некоторые — подъемные ручки, а другие — прорези для пальцев вилочного погрузчика.
4. Необходимые аксессуары: Как упоминалось ранее, катушка сварочной проволоки требует адаптеров, позволяющих устанавливать ее на механизме подачи проволоки. При переходе на барабан компаниям необходимо вкладывать средства в трубопроводы и фитинги.Канал соединяет проволоку от барабана к подающему устройству, чтобы обеспечить бесперебойную подачу проволоки, в то время как фитинги создают прочное соединение между барабаном и каналом. Эти аксессуары используются вместе с кожухами барабана (также известными как конусы или шляпки), которые также помогают плавной подаче проволоки и сводят к минимуму возможность попадания грязи или мусора в барабан. Конусы, колпаки и шапочки должны быть того же диаметра, что и барабан, с которым они будут использоваться. Наконец, при сварке проволокой большего диаметра — обычно 5/64 дюйма и более — для обеспечения правильной подачи проволоки необходим механический поворотный стол, который вращает барабан.
При переходе на барабан компаниям необходимо вкладывать средства в трубопроводы и фитинги.Канал соединяет проволоку от барабана к подающему устройству, чтобы обеспечить бесперебойную подачу проволоки, в то время как фитинги создают прочное соединение между барабаном и каналом. Эти аксессуары используются вместе с кожухами барабана (также известными как конусы или шляпки), которые также помогают плавной подаче проволоки и сводят к минимуму возможность попадания грязи или мусора в барабан. Конусы, колпаки и шапочки должны быть того же диаметра, что и барабан, с которым они будут использоваться. Наконец, при сварке проволокой большего диаметра — обычно 5/64 дюйма и более — для обеспечения правильной подачи проволоки необходим механический поворотный стол, который вращает барабан.
Дополнительные мысли
При выборе пакета сварочной проволоки учитывайте объем производства, область применения, наличие места и необходимость портативности — в этом случае катушка или катушка будут более подходящими по сравнению с барабаном. Что касается оценки затрат, проконсультируйтесь с производителем присадочного металла, чтобы узнать о возможной экономии, связанной с новым типом или весом упаковки.
Основы для пайки MIG-пайкой из кремниевой бронзы
Преимущества пайки MIG
ПайкаMIG может быть не знакома многим, но в мире сварки это не новость.MIG-пайка — это процесс сварки, который существует уже много лет и набирает популярность как среди профессионалов, так и среди любителей из-за преимуществ, которые он может предложить, особенно с присадочным металлом из силиконовой бронзы.
Узнайте о пайке MIG, силиконовой бронзе и о том, как правильно настроить источник сварочного тока для пайки силиконовой бронзы MIG.
Что такое пайка МИГ?
В процессах пайки традиционно используется кислородно-ацетиленовая горелка для плавления присадочного металла, но при пайке MIG для пропуска проволоки для пайки используется стандартный пистолет MIG. Паяльный присадочный металл плавится при температуре 840 градусов по Фаренгейту, что ниже точки плавления соединяемых основных металлов. Из-за более низкой температуры плавления присадочный металл обеспечивает капиллярное действие — жидкость втягивается в сварное соединение — при пайке.
Паяльный присадочный металл плавится при температуре 840 градусов по Фаренгейту, что ниже точки плавления соединяемых основных металлов. Из-за более низкой температуры плавления присадочный металл обеспечивает капиллярное действие — жидкость втягивается в сварное соединение — при пайке.
Что такое кремниевая бронза?
Наполнитель из кремниевой бронзы в основном состоит из меди, кремния, олова, железа и цинка. Состав проволоки обеспечивает некоторые уникальные преимущества, такие как способность сваривать разнородные металлы вместе, уменьшать деформацию и обеспечивать визуально привлекательную поверхность.
Сварка разнородных металлов
При сварке пайкой с присадочным металлом из силиконовой бронзы расплавленный металл связывает основные материалы вместе, но не обеспечивает плавления, как присадочный металл из низкоуглеродистой стали. Из-за этого силиконовая бронза может использоваться для сварки разнородных материалов, таких как чугун со сталью или нержавеющая сталь со сталью.
Уменьшение искажений
Низкая температура плавления кремниевой бронзы также обеспечивает более холодный процесс сварки, обеспечивая меньшее нагревание свариваемого материала.Уменьшение подводимого тепла приводит к меньшим искажениям и возможности сварки термочувствительных материалов без ущерба для физических свойств. Он идеально подходит для соединения более тонких металлов, заполнения зазоров и выполнения работ с листовым металлом, таких как HVAC и сварка кузовов автомобилей.
Золото
Если все сделано правильно, сварной шов из силиконовой бронзы будет иметь отделку золотого цвета, которая будет контрастировать с основным металлом. Сварные швы золотистого цвета часто используются для эстетической привлекательности изделий из металла.
Следует учитывать несколько недостатков процесса пайки MIG. Проволока из кремниевой бронзы обычно дороже, чем проволока из мягкой стали. Из-за своего состава проволока мягче, чем проволока из мягкой стали, а это означает, что иногда она может вызывать гнездование птиц или другие проблемы с кормлением. Он также имеет более низкую прочность на разрыв, чем проволока из мягкой стали.
Он также имеет более низкую прочность на разрыв, чем проволока из мягкой стали.
Установка машины
ПайкаMIG может выполняться с переносом короткого замыкания, а характеристики дуги аналогичны дуге из присадочного металла из низкоуглеродистой стали.
При настройке машины для пайки MIG существует несколько ключевых компонентов, которые должны быть правильными для достижения наилучших возможных результатов.
- Защитный газ: Очень важно использовать 100% аргон в качестве защитного газа для проволоки из кремнистой бронзы.
- Ведущие ролики: Поскольку проволока из кремнистой бронзы мягче стали, рекомендуются ведущие ролики с U-образной канавкой, но также подойдут ведущие ролики с V-образной канавкой.
- Выбор процесса: При настройке этого процесса на сварочном аппарате MIG или многопроцессорном сварочном аппарате установите для аппарата настройку C25 для достижения наилучших результатов.
- Полярность: Полярность должна быть установлена на DCEP.
- Гильза пистолета: Рекомендуется тефлоновая гильза из-за мягкости проволоки из силиконовой бронзы, но подойдет и обычный стальной вкладыш.
- Метод: При пайке MIG используйте ту же технику сварки, что и при MIG с коротким замыканием.
Ультразвуковая сварка проволоки к металлу
Ультразвуковая сварка проволоки к металлу
2020-09-23 00:15:04
ПРОИЗВОДИТЕЛИ ИМЕЮТ РАЗЛИЧНЫЕ ТЕХНОЛОГИЧЕСКИЕ ВАРИАНТЫ ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ ПРОВОДА К МАЛЕНЬКИМ МЕТАЛЛИЧЕСКИМ ДЕТАЛЯМ.
ОДНА ИЗ ГЛАВНЫХ ЦЕЛЕЙ художника — помочь другим увидеть вещи в ином свете и использовать их по-новому. Производители часто предоставляют аналогичные преимущества своим поставщикам оборудования. Рассмотрим случай с Herrmann Ultrasonics Inc., которая производила аппараты для ультразвуковой сварки пластмасс, нетканых материалов и упаковки с начала 1960-х годов, прежде чем заказчик попросил компанию рассмотреть возможность создания аппаратов для сварки металла.
«В течение нескольких лет один из наших клиентов из Южной Кореи настойчиво просил нас изготавливать модели для сварки металлов», — объясняет Васько Наумовски, директор по развитию бизнеса в металлах Herrmann.«Причина этого запроса заключалась в том, что компания адаптировала наши стандартные ультразвуковые компоненты для сварки металла и обнаружила, что они работают лучше, чем все другие, которые компания пробовала».
Специальное применение включало сварку вместе концов до 60 слоев алюминиевой фольги при сборке литий-ионных батарей. После многочисленных обсуждений с заказчиком и других запросов клиентов со всего мира в 2017 году Herrmann открыл подразделение по сварке металлов. Весной 2019 года на рынок вышел первый сварочный аппарат компании HiS VARIO B (аккумулятор), за ним последовал аппарат HiS. VARIO W (проволока).
«С помощью этой [последней] машины производители жгутов могут надежно сваривать медную и алюминиевую проволоку с небольшими металлическими деталями, которые обычно не больше ладони», — отмечает Наумовски. «Диаметр провода может быть от 16 AWG до 000 AWG. Типичные металлические области применения включают литий-ионные батареи, кабельные наконечники, шины, катушки двигателя, различные провода к клеммам и системы управления батареями ».
Клиентская база компании Herrmann в области сварки металлов начала расти за последний год или около того, что еще больше расширило уже сформировавшийся рынок.
Эта разработка дополняет многочисленные варианты ультразвуковой технологии, доступные в настоящее время для сварки проволокой любого размера с небольшими металлическими деталями. Это боковой привод, клиновидно-герконовый и торсионный. Каждый из них предлагает определенные преимущества, с типичным временем цикла сварки от нескольких миллисекунд до 2 секунд.
Это боковой привод, клиновидно-герконовый и торсионный. Каждый из них предлагает определенные преимущества, с типичным временем цикла сварки от нескольких миллисекунд до 2 секунд.
ОБЫЧНЫЙ МЕТОД
Система бокового привода была первоначально разработана для сварки пластмасс с направлением вибрации, перпендикулярным плоскости сварного шва.При сварке металла вертикальная приводная система поворачивается на 90 градусов в боковое положение для обеспечения необходимого сдвигового движения. Сварочный наконечник является частью или прикреплен к узлу рупора преобразователя с продольной вибрацией, который приводится в действие параллельно поверхности раздела сварного шва.
«Ультразвуковая сварка металла набирает популярность по нескольким причинам, но в основном потому, что это лучший способ заделки проволоки», — отмечает Дэйв Крысяк, менеджер по продажам продукции для сварки металлов в Северной Америке компании Sonics & Materials Inc.«Технология обеспечивает максимальную проводимость по току; позволяет конечным пользователям точно измерять параметры процесса, такие как амплитуда, время и энергия; и это исключает вероятность длительного окисления, что может случиться при стандартном обжиме ».
Несколько лет назад Sonics & Materials представила на рынке серию из трех моделей ультразвуковых сварочных аппаратов для металла. Крысяк говорит, что все модели сваривают проволоку с металлическими деталями или проволоку с проволокой, и могут быть интегрированы с системой захвата и размещения для загрузки деталей и разгрузки сварных деталей.
MWB40 — это аппарат для точечной сварки металла с частотой 40 килогерц, который выдает мощность 800 Вт и обрабатывает проволоку от 30 до 16 AWG. Модель MWB20, 20-килогерцовый блок, потребляет 1500, 2500 или 4000 Вт и сваривает проволоку от 16 AWG до 6 AWG. Наконец, есть 15-килогерцовый MWB15. Он потребляет до 6000 Вт и поддерживает провода от 8 AWG до 0000 AWG.
«За последние пару лет мы обновили серию двумя важными способами», — говорит Крысяк. «Во-первых, мы увеличили зазор для стационарного инструмента.Другой вариант — это система установки в стопку, которая увеличивает жесткость для компенсации боковой нагрузки, улучшает доступ оператора к детали и увеличивает передачу энергии детали во время сварки, ограничивая при этом износ рожка ».
«Во-первых, мы увеличили зазор для стационарного инструмента.Другой вариант — это система установки в стопку, которая увеличивает жесткость для компенсации боковой нагрузки, улучшает доступ оператора к детали и увеличивает передачу энергии детали во время сварки, ограничивая при этом износ рожка ».
В 2015 году компания Sonics & Materials интегрировала систему сварки металлов для производителя тяжелого оборудования. Система оснащена сварочным аппаратом MWB15, который приваривает короткие кабели толщиной 0000 AWG к металлическим клеммам. По словам Крысяка, система сваривает от 60 000 до 80 000 кабелей в год.Его переоборудовали около года назад.
АЛЬТЕРНАТИВНЫЕ ПОДХОДЫ
Вскоре после того, как была введена ультразвуковая сварка металлов, Sonobond Ultrasonics в 1960 году разработала свою запатентованную систему Wedge-Reed. В этой системе используется вертикальный вибрирующий язычок, который приводится в движение клинообразной муфтой и блоком преобразователя, перпендикулярным язычку. Поскольку вертикальная вибрация создается параллельно сварочной поверхности, силовая линия применяется непосредственно к свариваемым деталям.Это создает настоящие металлургические соединения, которые являются точными и надежными, без напряжения изгиба или срыва.
Не менее важно, по словам президента Sonobond Джанет Девайн, система может надежно сваривать большинство окисленных и луженых металлов за один импульс без предварительной очистки. Он также эффективно сваривает узлы из аналогичных или разнородных цветных металлов, включая медь с алюминием.
Ультразвуковой сварочный аппарат SonoWeld 1600 Sonobond выдает мощность 1500 или 2500 Вт для точечной сварки и приварки проволоки (от 17 AWG до 00 AWG) к клеммам.Его система с микропроцессорным управлением хранит и вызывает до 250 протоколов сварки, а цифровой дисплей позволяет выбирать режимы сварки по времени, энергии или расстоянию (если он оснащен дополнительным измерением расстояния).
Машина обеспечивает автоматический контроль частоты, контроль качества и защиту от перегрузки. Термообработанные наконечники Taper Lock из инструментальной стали имеют срок службы до 100 000 сварных швов. Замена — это быстрая и простая процедура.
Пару лет назад компания Blue Jeans Cable в Сиэтле приобрела SonoWeld 1600, чтобы более эффективно прикреплять банановые штекеры к проводам для подключения усилителей или приемников к динамикам.Компания использовала винтовые соединения, но этот метод оказался ненадежным.
«Вилки должны быть прочнее и надежнее, чем те, которые можно собрать более трудоемкими, но менее эффективными методами пайки или механическими методами», — говорит Дивайн. «Для этого сварщик должен был надежно удерживать вилки, изготовленные по индивидуальному заказу, так, чтобы многожильные медные провода 10 AWG и 12 AWG можно было вставить обратно в вилку и припаять непосредственно к латунной поверхности.”
Для сборки заглушек требовалось специальное оборудование, но сварное соединение более надежно.
Торсионный метод ультразвуковой сварки металлических деталей ультразвуковой сваркой под названием Soniqtwist был внедрен в 2002 году компанией Telsonic AG в Швейцарии. Первоначально ультразвуковая сварка с кручением применялась в основном для герметизации круглых деталей из цветных металлов, таких как цилиндрические батареи, датчики подушек безопасности и ремней безопасности. В настоящее время эта технология используется для традиционных сварочных операций с металлами, таких как отводы батарей, сращивание проводов и заделка проводов.
По словам Саида Могадама, бывшего президента и нынешнего советника компании Telsonic, система торсионной сварки MT8000 может сваривать алюминиевые поперечные сечения до 200 квадратных миллиметров (000000 AWG) и медные сечения до 160 квадратных миллиметров (00000 AWG). .
В 2011 году Telsonic представила систему PowerWheel, ответвление Soniqtwist. Но в то время как Soniqtwist предназначен для обычной сварки, PowerWheel разработан специально для заделки кабелей аккумуляторной батареи большего размера.
Перед началом сварки клемму устанавливают на опорную стойку. Сварочный наконечник располагается поверх проволоки, а усилие зажима прикладывается над областью сварного шва.
Высокочастотный (20 килогерц) синусоидальный сигнал отправляется на преобразователи, которые создают линейные колебания, которые распространяются вниз к торсионным головкам. Когда головки колеблются, они создают крутильные колебания, которые передаются на сонотрод.
Это заставляет круглые части сонотрода двигаться вперед и назад, в то время как его средняя часть (сварочный наконечник) движется маятниковым движением, а центральный наконечник выполняет сварку.Максимальная амплитуда всегда сосредоточена в центре сварного шва. «Сварка обычно занимает всего несколько миллисекунд», — говорит Могадам.
Одним из пользователей Soniqtwist PowerWheel является компания Royal Power Solutions, производитель систем распределения электроэнергии. Недавно компания разработала разъемы High Power Lock Box, которые обеспечивают высокую энергоэффективность за счет более низкого сопротивления.
Медный кабель приварен ультразвуком к каждому разъему. Кабель имеет толщину от 5 AWG до 0000 AWG и содержит до 12 различных клемм.Некоторые терминалы имеют боковые стенки. После обширных исследований и испытаний компания решила использовать сварочный аппарат MPXTC от Telsonics для четырех небольших заделок медных проводов (квадрат 16 миллиметров) и MT8000 PowerWheel для остальных (до 120 квадратных миллиметров).
Опубликовано Assembly. Вид Все статьи.
Эту страницу можно найти по адресу http://digital.bnpmedia.com/article/Ultrasonic+Welding+of+Wire+to+Metal/3769145/674295/article.html.
Что такое железная проволока? | AWPA
Проволока и проволока из углеродистой, нержавеющей и легированной стали можно найти везде, куда бы вы ни посмотрели. Эти металлы называются железной проволокой. Проволока «вытягивается» из исходной катанки. Проволока можно обрабатывать — она очень гибкая; с покрытием из других металлов, таких как цинк (гальваника), алюминий или пластик; и закаленное масло. Из проволоки также производятся сотни изделий из проволоки. Вы знали, что гвозди делают из проволоки? Знаете ли вы, что трос используется в лифтах и подъемных кранах? Проволока используется во всех видах ограждений и сеток, а также в вешалках для одежды и пружинах матрасов.Здесь мы расскажем о проводах и изделиях из проволоки, чтобы помочь вам УЗНАТЬ БОЛЬШЕ.
Проволока «вытягивается» из исходной катанки. Проволока можно обрабатывать — она очень гибкая; с покрытием из других металлов, таких как цинк (гальваника), алюминий или пластик; и закаленное масло. Из проволоки также производятся сотни изделий из проволоки. Вы знали, что гвозди делают из проволоки? Знаете ли вы, что трос используется в лифтах и подъемных кранах? Проволока используется во всех видах ограждений и сеток, а также в вешалках для одежды и пружинах матрасов.Здесь мы расскажем о проводах и изделиях из проволоки, чтобы помочь вам УЗНАТЬ БОЛЬШЕ.
Сварочная проволока
На этой фотографии запечатлена сварочная проволока для автоматической сварки труб. Для этого проекта первый проход через сварной шов представляет собой запатентованный компанией Lincoln Electric процесс STT с использованием проволоки для дуговой сварки в твердом газе. На рисунке показана установка нескольких сварочных головок для дополнительных проходов заполнения с использованием порошковой проволоки в среде защитного газа.
Стержень с резьбой
Слева катанка из легированной проволоки используется для изготовления болтов из высокопрочной стали, которая используется в нефтегазовой промышленности.Катанка из легированной проволоки вытягивается по размеру и подвергается термообработке при температуре более 1700 градусов, а затем накатывается резьба для изготовления этих болтов от Vulcan Steel Products, которые скрепляют соединения труб в таких установках, как нефтяные скважины, трубопроводы и нефтеперерабатывающие заводы.
Справа L-образные или гнутые стальные анкерные болты заделаны в бетон и используются для анкеровки стальных конструкционных колонн, фонарных столбов, дорожных знаков, мостовых рельсов, плит перекрытия, оборудования и многих других применений. На этой фотографии усиленные стальные анкерные болты All American Threaded Rod используются для крепления консольной конструкции дорожных знаков к бетонному основанию.
Проволока везде
Мост Сиднея Ланье протянулся почти на 7 800 футов через реку Брансуик, соединяя остров Сент-Саймонс с островом Джекил и материковой частью Джорджии. Канатная конструкция возвышается на 486 футов над рекой, создавая пространство для доступа крупнейших грузовых судов в порт Брансуик, штат Джорджия, без прерывания автомобильного движения. Мост заменил вертикальную подъемную конструкцию 1956 года, которая дважды подвергалась ударам кораблей, в результате чего погибли 10 человек. Опорные тросы изготовлены из предварительно напряженного железобетона от Insteel Industries, Inc.структурные балки моста, палуба и компоненты подхода усилены тысячами тонн инженерной структурной сетки и предварительно напряженного железобетона, произведенного членами AWPA. В целом при строительстве моста было использовано более 95 000 кубических метров бетона, армированного более чем 7 500 тоннами стали.
Проволока вокруг нас
Проекты стадионов являются крупными потребителями арматурной продукции из стальной проволоки, производимой членами AWPA. Продукция наших членов была неотъемлемой частью строительства стадионов Atlanta Braves, Falcons, Citrus Bowl, San Francisco 49ers и Florida Marlin, а также многочисленных объектов колледжей.Продукция включает инженерно-конструкционную сетку и предварительно напряженный бетонный стержень, называемый PC Strand.
Выполнение микропроволочных швов — EWI
Когда большинство людей слышит слово «сварка», они думают о парне в местном гараже с аппаратом для дуговой сварки и в маске, или об армии роботов для точечной сварки, используемых для создания кузова автомобиля. Вы можете быть удивлены, узнав, что в датчиках и двигателях обычного автомобиля гораздо больше сварных швов, чем используется для скрепления кузова.К ним относятся сварные швы для электродвигателей, используемых для окон, дверных замков и регулировок сидений, а также датчики выхлопных газов двигателя, уровня топлива и различных огней и переключателей.
Все эти сварные швы являются «мелкомасштабными» сварными швами, что обычно означает, что материалы имеют толщину менее полумиллиметра и являются разнородными сварными швами; то есть медный провод к клемме из никелированной латуни или золотой провод к микроэлектронной цепи.
В другой электронике, такой как сотовые телефоны, ноутбуки и цифровые музыкальные плееры, большая часть сборки электрических компонентов выполняется с помощью пайки.Пайка — отличная технология для сборки печатных плат. Монтажная плата к батарее, антенна и другие компоненты припаяны вручную или на специализированном оборудовании, но в современном мире с постоянно уменьшающимися размерами устройств паяное соединение требует значительного количества «недвижимости», так как есть практический нижний предел размера пэда. Основными причинами этого являются ограничения роботизированного паяльного оборудования, способность человека надежно паять что-то размером менее 100 микрон, а также необходимость наличия галтели для припоя.
Многие производители электронных устройств предпочитают сваривать тонкую проволоку для сборки устройства. Сварка имеет много преимуществ перед пайкой: она намного быстрее (несколько сварных швов в секунду против более одной секунды на паяное соединение), не требует расходных материалов (без припоя, без флюса) и может контролироваться для контроля качества в процессе. Сварка может выполняться контактной сваркой или ультразвуковой сваркой металла.
За последние несколько месяцев мы завершили несколько проектов по замене пайки в некоторых электронных устройствах.На фото ниже показана перемычка для пиротехнического детонатора.
Масштаб внизу фотографии в мм. Проволока, соединяющая две вертикальные ножки, имеет диаметр около 25 микрон. Эта сборка производится миллионами в год и является одноразовым устройством. Для пайки провода можно использовать пайку, но паяное соединение может соединять вертикальные ножки, или, что более важно, изменение объема припоя влияет на сопротивление провода. Это, в свою очередь, изменяет «ток плавления» и, следовательно, может нарушить точное время, необходимое для подрыва пиротехники.Процесс контактной сварки был разработан для точной сварки проволоки на каждом конце, обеспечивая повторяемое сопротивление в соединении. Дополнительным важным преимуществом была возможность контролировать сварочный ток, силу и смещение электрода для каждого сварного шва. Это обеспечило данные о качестве сварных швов в процессе и уверенность в том, что каждый сварной шов был согласован.
Это, в свою очередь, изменяет «ток плавления» и, следовательно, может нарушить точное время, необходимое для подрыва пиротехники.Процесс контактной сварки был разработан для точной сварки проволоки на каждом конце, обеспечивая повторяемое сопротивление в соединении. Дополнительным важным преимуществом была возможность контролировать сварочный ток, силу и смещение электрода для каждого сварного шва. Это обеспечило данные о качестве сварных швов в процессе и уверенность в том, что каждый сварной шов был согласован.
Еще одним применением была потребность одного из наших клиентов соединить тонкую пленку титана с платиновой проволокой. Это очень специализированное медицинское устройство было очень ограничено в выборе материалов, и небольшие прокладки необходимо было изготавливать с определенными интервалами по длине провода.Пайка не была вариантом, поскольку она добавила бы небиосовместимый металл и увеличила бы общий размер сборки. Пленка титана была нанесена из паровой фазы на предметное стекло, которое позже предполагалось протравить. Контактная сварка с параллельным зазором была разработана для контактного припоя платины к титановой пленке. Фотография паяных соединений представлена здесь:
На фотографии выше серебряная проволока проходит слева направо и имеет диаметр 75 микрон, а тонкая пленка титана — около 10 микрон.На этой фотографии показаны два паяных соединения.
В этой статье объясняются некоторые преимущества сварки по сравнению с пайкой для небольших соединений на нескольких примерах применения. EWI работала над рядом других приложений и будет рада обсудить возможность замены вашего сложного процесса пайки подходящим сварочным решением.
.