Саморезы на Газель
от до
Название:
Артикул:
Текст:
Выберите категорию:
Все
Общий каталог запчастей
» Запчасти и Аксессуары для а/м семейства Газель
»» Запчасти для а/м Газель
»» Запчасти для а/м NEXT
»» Запчасти дя а/м Соболь 2217, 2705, 3221
»» Запчасти для а/м ГАЗ-3310 ВАЛДАЙ
»» Запчасти для а/м Волга ГАЗ-3110
»» Запчасти для а/м ГАЗ-3307
»» Запчасти для а/м ГАЗ-3309
»» Запчасти для а/м ГАЗ-53, ГАЗ-66
» Запчасти на CUMMINS
» Запчасти на УАЗ
»» Зеркала на УАЗ
»» Глушитель на УАЗ
»» Шкворня на УАЗ
»» Фаркоп на УАЗ
»» Фары и фонари на УАЗ
»» Шрус на УАЗ
»» Отопитель на УАЗ
»» Фильтр на УАЗ
»» Брызговики и подкрылки на УАЗ
»» Карданный вал на УАЗ
»» Водяной насос на УАЗ (помпа)
»» Сцепление на УАЗ
»» Радиатор на УАЗ
» Запчасти на ПАЗ
» Запчасти на ВАЗ
» Запчасти на ЗИЛ
Тенты, Борта, Каркасы
» Стандартный Тент
» Тент увеличенный на +30 см, +40 см, +50 см
» Тенты импортная ткань КОРЕЯ
» Борта
» Каркас тента (заводской)
» Прямоугольный сборный Каркас + Тент (Комплект)
» Платформа
»» Кузовные стремянки
» Европлатформа
Детали кузова
» Зеркала и запчасти
»» Зеркала в сборе
»» Зеркальный элемент
»» Кронштейн зеркала
»» Накладки кронштейна зеркала
»» Повторители поворота на зеркало
»» Удлинитель обзора зеркал
» Двери и запчасти на двери
»» Двери
»» Замок двери, дверные механизмы
»» Ручки двери
»» Петли двери
» Брызговики и подкрылки
»» Передние брызговики
»» Подкрылки (локера)
»» Задние брызговики резина
»» Задние брызговики ТЮНИНГ
»» Задние брызговики ТАКСА
» Противоподкатный брус
» Бампер
»» Усилитель бампера
»» Кронштейны бампера
»» Защита бампера (кенгуринг)
» Решетка радиатора
» Ремонтные накладки
»» Лонжерон
»» Ремонтная накладки крыла
»» Ремонтная накладка двери
»» Подножка кабины
»» Ремонтная накладка проёма
»» Кожух фары
»» Ремонтные накладки кабины (кузова)
» Фурнитура и аксессуары для фургона
»» Фурнитура (комплекты) для фургона
»» Выдвижная лестница в фургон
»» Буфер (отбойник) на фургон
»» Петли двери фургона
»» Рукоятка двери фургона
» Стекла
»» Форточка
»» Люк
» Усилитель рамы
»» Поперечины
» Удлинители рамы
» Капот
» Крыло
» Обвес (арки, накладки)
» Кронштейн кабины
»» Подушка кабины
Запчасти и аксессуары (ТЮНИНГ)
» Полезные аксессуары в салон
» Запчасти панели приборов
»» Комбинация приборов
»» Дефростер
»» Пепельница и прикуриватель
»»» Прикуриватель
»» Карманы для документов, вещевые ящики, бардачок
»»» Ремкомплект ящика, крышки
»» Блок управления отопителем
»» Облицовка панели приборов
» Обивка салона, пластиковые накладки
» Обивка дверей
» Спойлер, Обтекатель
» Дефлектор
» Солнцезащитный козырек
» Коврики салона
» Шторки в кабину
» Ламбрекены и вымпелы
» Стеклоподъёмники
» Рулевое колесо
» Подлокотники
» Полки
» Консоли
» Столик декоративный на панель приборов
» Сиденье
» Чехлы ЭКО КОЖА
» Чехлы Ткань Жаккард
» Утеплитель решетки радиатора и двигателя
» Инструментальный ящик
» Колпаки
» Тюнинг салона (ПОД ДЕРЕВО)
» Светоотражающие жилеты и таблички
Освещение, Фары, Фонари, Плафоны, Габаритные огни, плафоны
» Фары
» Фонари задние
» Габаритные огни
» Фонарь освещения номерного знака
» Повторитель поворота
» Плафоны освещения кабины
» Лампы
» ПТФ
» Фара-прожектор
» Катафоты (световозвращатель)
» Ходовые огни
Стеклоочистители и омыватели (трапеция, бачки, мотор)
» Щётки стеклоочистителей
» Рычаг щётки стеклоочистителя
» Жиклёр омывателя стекла
» Трапеция стеклоочистителя
»» Моторедуктор стеклоочистителя
» Бачок омывателя
»» Мотор бачка омывателя
» Щетки для снега и водосгон
Запчасти для тех.
Производитель:
Все387548138755413F (Турция)ABRO (США)ABRO (США)AIRLINEAKABAALCAALEX-AutoAllied NipponAMP (Польша)Anvis GroupARIDEASPATK PREMIERAvtoDriverAvtoStyleAZARDBAUTLERBMBODYBOSCHBRANO (Чехия)BRISK (Чехия)BrizGardBuzuluk ЧехияCAMPAR (Корея)CARGENCARTRONICCASTROLCHAMPIONCHAMPIONCoidoCORTECO (Германия)CORTECO (Германия)CRAFTCUMMINS (FOTON)CUMMINS C+Cummins Inc. CZCZ (Чехия)DAKEN (Италия)DAKEN (Италия)DENSO (Япония)DENSO (Япония)Detail LineDITTONELDIX (Болгария)ELDIX (Болгария)ESPRA (Испания)ESPRA (Испания)FENOXFleetguardFleetguardFORTECHFOTONGAS CAPGeneral ElectricGeneralTechGOLD WHEELGoodyearHERZOGHOFERHOLA (Голландия)JUNTAKENO KET-TUNINGKOOSHESH (Иран)Kraft (Agrokom)KRAFT (Турция)KRENZ ГерманияLION (Ростов)LOGO-RKLUK (Германия)LUZARMagnum (Россия)MANDOMANN ГерманияMANNOLMasterWax (Россия)MaxBoxMaxboxPROMOBILMoravanMotoristMTA (Италия)NGK (Япония)NIPPON (ЯПОНИЯ)NOKSNOKS ДимитровградNORMA (Германия)Nova BrightOptibelt ГерманияOSRAMOSVAT ИталияPHILIPSPILENGAPRAVTPROдетальREZKONREZKONRS DETALRUBENA (Чехия)SACHS (Германия)SACHS (Германия)SCT (Германия)SCT (Германия)SDV motorsSDV motorsSIMENSSINTECSKFSKF (Швеция)SKV-LightingSLONSOLLERSSTALServisSTAR (Ростов)STARCO (Турция)SUFORCETANAKITechnikTESLATIRSANTOREROTORNADO (ТОРНАДО)TOTALTRANSMASTERTRIALLITRIANGLETRMTRUCKMANTUC (Иран)V-NNVETTLER (Германия)Vita-TruckVoron GlassWEBERWONDERFULX-TURBOZF (Германия)ZICZOMMERАВАР (Псков)АвтоDелоАвтоАрматураАвтоблюзАвтоконАвтоКонтинентАвтомагнатАвтооптикаАвтопартнерАвтопровод ВОСАВТОРАДАВТОРАДАВТОРГАвтоРусь77АвтоСателлитАвтоТрейд (Калуга)Автошланг (Балаково)АВТЭЛАГАТАГРЕГАТАгрокомАЗГАЗГ-ДетальАКОМАЛПАСАПОГЕЙ (Ульяновск)АСТРОАШК (Барнаул)БАГУ (Борисов)Баки-ННБалаковоБАТЭБелАвтоКомплектБЕЛМАГБИГ-ФИЛЬТРБОН ЧелябинскБОРБРТБРТ (Балаково)ВАТИВолжскийВПТГАЗПРОМНЕФТЬГерманияГЛАВДОРДААЗДайдо Металл РусДайдо Металл РусьДельта-АвтоДЗСДЗТАДЗТАДиалучДимитровградДПКЗавод АвтокомпонентЗаволжьеЗЗА (Заволжье)ЗМЗ (Заволжье)ЗМЗ (Соллерс)ИдеALИжавтотормИмпортИП КосойИранКардан-Сервис (Арзамас)КЗАТЭКитайКНРКОРДКОРЕЯКрасная ЭтнаЛВ-АвтоЛИДЕРЛихославльЛУКОЙЛМарКонМОСТатНабережные ЧелныНАЧАЛОНижний НовгородНПП ОРИОНОАО ВолнаОренбургОРИГИНАЛОСВОСВ (Мелитополь)ОСВАРПЕКАРПКТППластформПРАМО-ИСКРАПРЗПРТИРТИ-СервисРусАвтоЛидерРФРФСаранскСаратовСЕВиЕМ (Самара)СЗРТСЗССИБДЕТАЛЬСкопинСкопинСмоленскСОАТЭСТЕЛСТАНДЕМТД АвтокомпонентТДКТДКТехАвтоСветТехнопластТехнопрофильТИИРТольяттиТосол-СинтезТРАНСМАШТРИАЛТУРБОКОМУАЗУАЗ ОРИГИНАЛУКДУМЗУтесФормПластФормула СветаХИМ-СИНТЕЗЦИТРОНЧайковскийЧебоксарыЧМЗ (Чусовой)ШААЗЭкомашЭЛКАРЭнергомашЮККАЮККАЯРТИ
CZCZ (Чехия)DAKEN (Италия)DAKEN (Италия)DENSO (Япония)DENSO (Япония)Detail LineDITTONELDIX (Болгария)ELDIX (Болгария)ESPRA (Испания)ESPRA (Испания)FENOXFleetguardFleetguardFORTECHFOTONGAS CAPGeneral ElectricGeneralTechGOLD WHEELGoodyearHERZOGHOFERHOLA (Голландия)JUNTAKENO KET-TUNINGKOOSHESH (Иран)Kraft (Agrokom)KRAFT (Турция)KRENZ ГерманияLION (Ростов)LOGO-RKLUK (Германия)LUZARMagnum (Россия)MANDOMANN ГерманияMANNOLMasterWax (Россия)MaxBoxMaxboxPROMOBILMoravanMotoristMTA (Италия)NGK (Япония)NIPPON (ЯПОНИЯ)NOKSNOKS ДимитровградNORMA (Германия)Nova BrightOptibelt ГерманияOSRAMOSVAT ИталияPHILIPSPILENGAPRAVTPROдетальREZKONREZKONRS DETALRUBENA (Чехия)SACHS (Германия)SACHS (Германия)SCT (Германия)SCT (Германия)SDV motorsSDV motorsSIMENSSINTECSKFSKF (Швеция)SKV-LightingSLONSOLLERSSTALServisSTAR (Ростов)STARCO (Турция)SUFORCETANAKITechnikTESLATIRSANTOREROTORNADO (ТОРНАДО)TOTALTRANSMASTERTRIALLITRIANGLETRMTRUCKMANTUC (Иран)V-NNVETTLER (Германия)Vita-TruckVoron GlassWEBERWONDERFULX-TURBOZF (Германия)ZICZOMMERАВАР (Псков)АвтоDелоАвтоАрматураАвтоблюзАвтоконАвтоКонтинентАвтомагнатАвтооптикаАвтопартнерАвтопровод ВОСАВТОРАДАВТОРАДАВТОРГАвтоРусь77АвтоСателлитАвтоТрейд (Калуга)Автошланг (Балаково)АВТЭЛАГАТАГРЕГАТАгрокомАЗГАЗГ-ДетальАКОМАЛПАСАПОГЕЙ (Ульяновск)АСТРОАШК (Барнаул)БАГУ (Борисов)Баки-ННБалаковоБАТЭБелАвтоКомплектБЕЛМАГБИГ-ФИЛЬТРБОН ЧелябинскБОРБРТБРТ (Балаково)ВАТИВолжскийВПТГАЗПРОМНЕФТЬГерманияГЛАВДОРДААЗДайдо Металл РусДайдо Металл РусьДельта-АвтоДЗСДЗТАДЗТАДиалучДимитровградДПКЗавод АвтокомпонентЗаволжьеЗЗА (Заволжье)ЗМЗ (Заволжье)ЗМЗ (Соллерс)ИдеALИжавтотормИмпортИП КосойИранКардан-Сервис (Арзамас)КЗАТЭКитайКНРКОРДКОРЕЯКрасная ЭтнаЛВ-АвтоЛИДЕРЛихославльЛУКОЙЛМарКонМОСТатНабережные ЧелныНАЧАЛОНижний НовгородНПП ОРИОНОАО ВолнаОренбургОРИГИНАЛОСВОСВ (Мелитополь)ОСВАРПЕКАРПКТППластформПРАМО-ИСКРАПРЗПРТИРТИ-СервисРусАвтоЛидерРФРФСаранскСаратовСЕВиЕМ (Самара)СЗРТСЗССИБДЕТАЛЬСкопинСкопинСмоленскСОАТЭСТЕЛСТАНДЕМТД АвтокомпонентТДКТДКТехАвтоСветТехнопластТехнопрофильТИИРТольяттиТосол-СинтезТРАНСМАШТРИАЛТУРБОКОМУАЗУАЗ ОРИГИНАЛУКДУМЗУтесФормПластФормула СветаХИМ-СИНТЕЗЦИТРОНЧайковскийЧебоксарыЧМЗ (Чусовой)ШААЗЭкомашЭЛКАРЭнергомашЮККАЮККАЯРТИ
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице:
5203550658095
Саморез DIN 571 под ключ 8х90.
 Шуруп DIN 571 с шестигранной головкой 8*90.
Шуруп DIN 571 с шестигранной головкой 8*90.Артикул: 106003827
- Характеристики
Основные размеры
- Диаметр шурупа
- 8 мм
- Длина шурупа
- 90 мм
- Диаметр головки
- 14.2 мм
- Высота головки
- 5.5 мм
- Шаг резьбы самореза
- 3.5 мм
Общая информация
- Вид резьбы
- стандартная
- Вид головки
- шестигранная
- Вид шлица
- Hex
- Конец шурупа
- острый
- Размер шлица
- 13
- Материал шурупа
- углеродистая сталь
- Покрытие
- гальваническое цинкование
- Назначение
- дерево
- Производитель
- без бренда
- Стандарт
- DIN 571, ГОСТ 11473-75
Другие размеры:
- 6х30, DIN 571
- 6х35, DIN 571
- 6х40, DIN 571
- 6х45, DIN 571
- 6х50, DIN 571
- 6х60, DIN 571
- 6х70, DIN 571
- 6х80, DIN 571
- 6х90, DIN 571
- 6х100, DIN 571
- 6х110, DIN 571
- 6х120, DIN 571
- 6х130, DIN 571
- 6х140, DIN 571
- 6х150, DIN 571
- 8х30, DIN 571
- 8х40, DIN 571
- 8х50, DIN 571
- 8х60, DIN 571
- 8х70, DIN 571
- 8х80, DIN 571
- 8х100, DIN 571
- 8х110, DIN 571
- 8х120, DIN 571
- 8х140, DIN 571
- 8х150, DIN 571
- 8х160, DIN 571
- 8х180, DIN 571
- 8х200, DIN 571
- 10х40, DIN 571
- 10х50, DIN 571
- 10х60, DIN 571
- 10х70, DIN 571
- 10х80, DIN 571
- 10х90, DIN 571
- 10х100, DIN 571
- 10х120, DIN 571
- 10х140, DIN 571
- 10х150, DIN 571
- 10х160, DIN 571
- 10х180, DIN 571
- 10х200, DIN 571
- 10х220, DIN 571
- 10х240, DIN 571
- 10х260, DIN 571
- 10х280, DIN 571
- 12х80, DIN 571
- 12х100, DIN 571
- 12х110, DIN 571
- 12х120, DIN 571
- 12х140, DIN 571
- 12х150, DIN 571
- 12х160, DIN 571
- 12х180, DIN 571
- 12х200, DIN 571
- 12х220, DIN 571
- 12х240, DIN 571
- 12х260, DIN 571
- 12х280, DIN 571
- 12х300, DIN 571
13,80 за штуку (25 штук в упаковке)
x 25 шт = 345,00Наличие на складе в Санкт-Петербурге
- 02.
 11.2022
11.2022 - более 115 упаковок
 11.2022
11.20229,90 за штуку (50 штук в упаковке)
x 50 шт = 495,00Наличие на складе в Санкт-Петербурге
- 02.11.2022
- более 57 упаковок
RS Компоненты | Промышленные, электронные продукты и решения
Компоненты РС | Промышленные, электронные продукты и решения- Поддержка
- Откройте для себя
- для вдохновения
- Найдите местное отделение
Разделы нашей продукции:
- Аккумуляторы и зарядные устройства
- Соединители
- Дисплеи и оптоэлектроника
- Контроль электростатического разряда, чистые помещения и прототипирование печатных плат
- Пассивные компоненты
- Блоки питания и трансформаторы
- Raspberry Pi, Arduino и средства разработки
- Полупроводники
- Механизм автоматизации и управления
- Кабели и провода
- Корпуса и серверные стойки
- Предохранители и автоматические выключатели
- HVAC, вентиляторы и управление температурным режимом
- Освещение
- Реле и формирование сигналов
- Переключатели
- Доступ, хранение и обработка материалов
- Клеи, герметики и ленты
- Подшипники и уплотнения
- Инженерные материалы и промышленное оборудование
- Застежки и крепления
- Ручной инструмент
- Механическая передача энергии
- Сантехника и трубопровод
- Пневматика и гидравлика
- Электроинструменты, Пайка и сварка
- Компьютеры и периферия
- Уборка и техническое обслуживание помещений
- Офисные принадлежности
- Средства индивидуальной защиты и рабочая одежда
- Безопасность и скобяные изделия
- Безопасность сайта
- Испытания и измерения
Разное (винтовое крепление и саморезы) | ТОРЕЛИНА™ | TORAY PLASTICS
Техническая информация|Вторичная обработка|Разное (винтовое крепление и саморезы)
Ⅰ.
 Винтовое (болтовое) крепление
Винтовое (болтовое) креплениеДля крепления формованного изделия из смолы к металлическому основному корпусу и соединения смол вместе можно использовать следующие способы винтового крепления: Крепление через подготовленное отверстие в формованном изделии с помощью гайки и болта. ; затягивание винта во внутреннюю резьбу в отформованном изделии; и саморез, при котором саморез ввинчивается в смоляную бобышку, имеющую подготовленное отверстие, без использования внутренней резьбы. В целом смола уступает металлу по прочности, свойствам ползучести (релаксация напряжений) и так далее. Таким образом, растрескивание из-за избыточного момента затяжки, разрыв резьбы и ослабление могут представлять проблемы.
1 Наименования участков резьбы
Наименования участков резьбы приведены на рис. 10.35.
- (a) Двойная правая параллельная наружная резьба
- (b) Осевые плоскости параллельной внутренней резьбы и параллельной наружной резьбы
Рис. 10.35 Названия участков резьбы
10.35 Названия участков резьбы
- ※Ссылка: New Edition, 9th Edition, A. Basic and B. Application, Справочник инженеров-механиков, составленный Японским обществом инженеров-механиков
2 Напряжения, возникающие при затяжке болтов
Рис. 10.36 Осевая сила при затяжке болтов
При скреплении двух фасонных изделий с помощью гайки и болта, как показано на рис. 10.36, и силе растяжения F и сжатию силы F, которые уравновешивают друг друга, существуют в стержне болта (внешней силы нет), эта сила F называется силой предварительного напряжения (или осевой силой) и указывает на начальное усилие затяжки. Если болт с наружной резьбой и гайка с внутренней резьбой должны быть затянуты методом крутящего момента, то момент затяжки Т и осевая сила F соотносятся по формуле 10.1.
Первый член правой части формулы 10.1 указывает момент трения, действующий на поверхность резьбы, второй член указывает момент, действующий на вал болта, а третий член указывает момент трения, действующий на посадочную поверхность гайки. Если затяжка выполняется методом крутящего момента без использования смазки, большая часть (около 90% или более) энергии крутящего момента будет преобразована в тепло из-за трения, связанного с первым и третьим членами. Для увеличения эффективности момента затяжки необходимо уменьшить коэффициент трения.
Если затяжка выполняется методом крутящего момента без использования смазки, большая часть (около 90% или более) энергии крутящего момента будет преобразована в тепло из-за трения, связанного с первым и третьим членами. Для увеличения эффективности момента затяжки необходимо уменьшить коэффициент трения.
Если применить формулу 10.1 к обычным метрическим винтам (α = 30°), то получится формула 10.2.
Предполагая, что соотношение между моментом затяжки и осевой силой, как показано на рис. 10.37 для метрических винтов, указанных в таблице 10.12, которые имеют соответствующие номинальные диаметры (внешние диаметры). Если осевое усилие чрезвычайно велико, могут возникнуть радиальные трещины, исходящие из стягивающей части формованного изделия. Предполагается, что причина этого заключается в следующем: на поверхность формованного изделия действует сжимающее напряжение, но отверстие под болт пытается деформироваться, расширяясь в боковом направлении, подобно металлу вставки, так что внутри формованного изделия возникает напряжение растяжения. Если осевое усилие превышает допустимое напряжение, могут возникнуть трещины.
Если осевое усилие превышает допустимое напряжение, могут возникнуть трещины.
- Рис. 10.37 Момент затяжки метрических винтов по отношению к осевому
- Таблица. 10.12 Размеры метрических винтов
Номинальное обозначение винта М2 М3 М4 М5 Номинальный диаметр d мм 2 3 4 5 Шаг P мм 0,40 0,50 0,70 0,80 Эффективный диаметр d p мм 1,74 2,68 3,54 4,48 Диаметр основания d r мм 1,57 2,46 3,24 4,13 М8 М10 М12 М14 М16 8 10 12 14 16 1,25 1,50 1,75 2,00 2,00 7,15 9. 0310,86 12,70 14,70 6,65 8,38 10.11 11,84 13,84
 03
03Крутящий момент для ослабления гайки выражается формулой 10.3, потому что второй член правой части формулы 10.1, крутящий момент, действующий на болт, действует в отрицательном направлении. Из формулы 10.3 момент разматывания составляет около 80% момента затяжки.
Ⅱ. Саморез
Рис. 10.38 Саморез
Для крепления пластмассовой детали шурупом можно использовать способ самонарезания (рис. 10.38), при котором на формованном изделии предусмотрена полимерная бобышка с подготовленным отверстием и в него вбивается саморез для крепления.
1 Саморез
Для саморезов TORELINA можно использовать саморезы любого типа от A до C. Обратите внимание, однако, что если шаг составляет 0,8 мм или меньше, винт может царапать подготовленное отверстие бобышки, не достигая достаточного усилия затяжки.
2 Разработка полимерной втулки
Необходимо разработать пластмассовую втулку в соответствии с формой самонарезающего винта, чтобы можно было полностью использовать прочность винта.
(1) Диаметр подготовленного отверстия и форма входного отверстия
Соответствующий диаметр равен или немного меньше эффективного диаметра используемого самонарезающего винта, немного больше внутреннего диаметра и составляет около 85% номинального диаметра винт. Процент зацепления резьбы, определяемый формулой 10.4, должен составлять от 50% до 70%. Если диаметр подготовленного отверстия слишком велик, внутренняя резьба полимерной втулки может сломаться во время затяжки винта, а если диаметр подготовленного отверстия слишком мал, полимерная втулка или сам винт могут сломаться. Входное отверстие подготовленного отверстия должно быть тарельчатым или изогнутым, если это возможно, чтобы обеспечить вводное отверстие (глубина: около 1 мм, диаметр: внешний диаметр винта + 0,1–0,2 мм), чтобы участок вокруг входного отверстия не повреждается при затяжке.
(2) Внешний диаметр бобышки
Стандартный диаметр в 2,5 раза больше номинального диаметра винта. Если внешний диаметр бобышки слишком мал, а толщина стенки мала, это может привести к недоливу, сварке и другим дефектам литья. Даже если таких отказов не происходит, могут возникнуть поперечные или продольные трещины.
(3) Глубина проникновения
Стандартная глубина в 2,5 раза больше номинального диаметра винта. Если глубина проникновения слишком мала, внутренняя резьба из смолы может сломаться.
(4) Толщина листа
Толщина должна быть примерно такой же, как номинальный диаметр винта. Если прочность недостаточна, обеспечьте достаточный радиус угла (от 0,3 до 0,5) и примите соответствующие меры, такие как усиление ребер. Обратите внимание, что если толщина листа слишком велика, могут появиться внутренние утяжины.
3 Расчет внешнего диаметра бобышки
При затяжке бобышки винтом возникают напряжения, вызывающие боковые и продольные трещины в бобышке.
(1) Продольные трещины
Рис. 10.39 Внешний диаметр бобышки в зависимости от создаваемого напряжения прочность на излом самого винта М3 составляет 2450 Н, определена зависимость создаваемого напряжения от наружного диаметра бобышки. Стол. 10.12 перечислены шаги и эффективные диаметры винтов M3, которые следует использовать. в этом случае, принимая, что предел прочности винта равен максимальной осевой силе F, и каждой присваивается формула 10.5 и 10.6, рис. 10.39может быть получен. Видно, что для создаваемого напряжения 100 МПа и менее внешний диаметр бобышки должен быть не менее 7 мм.
(2) Боковые трещины
Боковые трещины можно определить по формуле 10.7.
Зависимость между внешним диаметром бобышки и создаваемым напряжением (поперечным), определяемая при тех же условиях, что и для продольных трещин, показана на рис. 10.39. Видно, что для создаваемого напряжения 100 МПа и менее внешний диаметр бобышки должен быть не менее 6 мм.
4 Расчет глубины подготовленного отверстия или эффективной длины винта
Если глубина проникновения слишком мала, внутренняя резьба бобышки ломается. Напряжение сдвига, возникающее в основании внутренней резьбы, можно определить по формуле 10.8.
Напряжение сдвига, возникающее в основании внутренней резьбы, можно определить по формуле 10.8.
Рис. 10.40 Эффективная длина винта по отношению к усилию на вырыв -наружная прочность винта показана на рис. 10.40. Если эффективная глубина составляет 6 мм или больше, прочность на вырыв превышает предел прочности на излом самого винта, 2450 Н. Самонарезающий винт типа С сужается на три-четыре вершины на нижнем конце, и эта коническая часть не не вносит достаточного вклада в связь. Эту часть необходимо учитывать при оценке глубины подготовленного отверстия бобышки.
5 Расчет толщины листа секции, на которой предусмотрен выступ
Толщина листа секции, на которой предусмотрен выступ, можно определить по формуле (10.9).
Например, если предположить, что номинальный диаметр винта М3, 2450 Н (прочность винта на излом), 65 МПа, 7,5 мм и 2,57 мм, то t равно 2,45 мм. Таким образом, можно сказать, что для винта с номинальным диаметром М3 толщина листа секции, на которой должна быть предусмотрена бобышка, предпочтительно должна быть не менее 2,35 мм.
6 Пример испытаний 1
В квадратных листах TORELINA A504X90 и A310MX03 толщиной 6 мм было просверлено подготовленное отверстие диаметром 4,5 мм и затянут самонарезающий винт M6 с крутящим моментом 3,92 Нм. Затем была проведена термоциклическая обработка (200 ℃ × 30 мин ⇔ комнатная температура × 30 мин × 10 циклов) и измерен момент отвинчивания. Как для A504X90, так и для A310MX04 момент откручивания уменьшается до 0,98 Нм (коэффициент сохранения крутящего момента: 25%). При термоциклической обработке повторно применяются высокая температура и комнатная температура, вызывая разницу в линейном расширении контактной поверхности между винтом и полимерной втулкой, тем самым уменьшая крутящий момент отвинчивания. Если температура обработки выше температуры формы при формовании, размеры изменяются из-за влияния последующей кристаллизации. Отжиг эффективен, но поскольку разница в линейном расширении преобладает, подавляющий эффект отжига будет минимальным. По этой причине, когда для момента отвинчивания требуется высокая степень удерживания, он должен быть разработан с металлической вставкой.
7 Пример испытаний 2
Если в квадратных листах TORELINA A504X90 и A310MX04 толщиной 3 мм просверлить подготовленное отверстие диаметром 1,8 мм (процент зацепления резьбы: 35%), а самонарезающий винт M2 (d: 1,8 мм, dr : 1,46 мм) затягивается с крутящим моментом 0,4 Н・м, внутренняя резьба полимерной бобышки рвется. Если диаметр подготовленного отверстия установлен от 1,5 до 1,6 мм (процент зацепления резьбы: от 73% до 92%), а затяжка и ослабление винта повторяются, момент трения становится слишком большим, разрушая поперечный паз головки винта. .
После того, как самонарезающий винт M2,5 (d: 2,48 мм, dr: 1,90 мм) многократно затягивали и ослабляли десять раз с моментом затяжки 0,5 Н/м, с подготовленным диаметром отверстия 2,1 мм (процент зацепления резьбы: 66 %), измеряли момент откручивания. Было установлено, что оно составляет от 0,35 до 0,4 Н/м (степень удерживания: от 70% до 80%), и не наблюдается разрыва резьбы или других повреждений.
Ⅲ. Запрессовка
Рис. 10.41 Запрессовка
10.41 Запрессовка
В процессах, связанных со сборкой литых изделий из смолы, металлические валы и т. д. часто фиксируются запрессовкой (рис. 10.41). Запрессовка включает в себя фиксацию шаговым усилием, создаваемым припуском на запрессовку (формула 10.10) и трением между валом и формованным изделием. Усилие, необходимое для запрессовки, и усилие вытягивания должно быть по существу равным, но в действительности усилие вытягивания меньше из-за влияния релаксации напряжения.
1 Допустимое напряжение
При расчете припуска на запрессовку необходимо определить допустимое напряжение материала. Допустимое напряжение — это эталонная прочность, деленная на коэффициент безопасности, как указано в формуле 10.11. Это критическое напряжение, устанавливаемое таким образом, чтобы материал не разрушился в течение определенного периода времени (заданного срока службы). Если доминирующим фактором, приводящим к разрушению изделия, является предел прочности при растяжении, эталонной прочностью является предел текучести при растяжении или предел прочности на излом, а если доминирующим фактором являются усталостные свойства, то эталонной прочностью является усталостная прочность. Метод определения коэффициента безопасности зависит от предельных условий, таких как условия окружающей среды, форма изделия (включая концентрацию напряжений и сварные швы) и важность (безопасность) функций. Предполагается, что для металлических и других элементов конструкции коэффициент безопасности равен 3 для статических нагрузок и от 5 до 10 для динамических нагрузок. Для термопластичных смол четких рекомендаций не установлено. Можно предположить, что коэффициент безопасности должен быть установлен равным или немного выше, чем у металла.
Метод определения коэффициента безопасности зависит от предельных условий, таких как условия окружающей среды, форма изделия (включая концентрацию напряжений и сварные швы) и важность (безопасность) функций. Предполагается, что для металлических и других элементов конструкции коэффициент безопасности равен 3 для статических нагрузок и от 5 до 10 для динамических нагрузок. Для термопластичных смол четких рекомендаций не установлено. Можно предположить, что коэффициент безопасности должен быть установлен равным или немного выше, чем у металла.
2 Расчет припуска на запрессовку
Если участок запрессовки представляет собой бобышку, припуск на запрессовку можно определить, вводя допустимое напряжение σ в формулы 10.12 и 10.13.
Например, припуск на запрессовку определяется для каждого из цилиндрических формованных изделий TORELINA A504X90 (предел прочности при растяжении: 190 МПа, модуль Юнга: 16 000 МПа, коэффициент Пуассона: 0,36), A310MX04B (предел прочности при растяжении: 130 МПа, модуль Юнга: 25 000 МПа, коэффициент Пуассона: 0,34), A900 (предел прочности при растяжении: 80 МПа, модуль Юнга: 4300 МПа, коэффициент Пуассона: 0,40) (наружный диаметр: 20 мм), если в них запрессован металлический вал (наружный диаметр: 10 мм). Предполагается, что к изделиям приложена только статическая нагрузка в направлении растяжения, а коэффициент безопасности равен 3.
Предполагается, что к изделиям приложена только статическая нагрузка в направлении растяжения, а коэффициент безопасности равен 3.
◆Пример расчета припусков на запрессовку ТОРЕЛИНА
Допустимое напряжение
Из формулы 10.9,
Если присвоен формуле 10.10,
Если присвоен Формуле 10.8,
Внутренний диаметр A504X90:
Аналогично, если определены внутренние диаметры A310MX04 и A900
Внутренний диаметр A310MX04:
Внутренний диаметр A900:
13
Таблица. 10.13 Критические припуски на запрессовку
для TORELINA
| Марка | Критическая запрессовка Коэффициент припуска (%) |
|---|---|
| А504С90 | 0,72 |
| А310МХ04 | 0,31 |
| А900 | 1,15 |
Для марок с высоким содержанием армирования и высоким модулем упругости пропорциональный предел, ниже которого может наблюдаться деформация во время запрессовки, невелик, поэтому допуск на запрессовку также мал.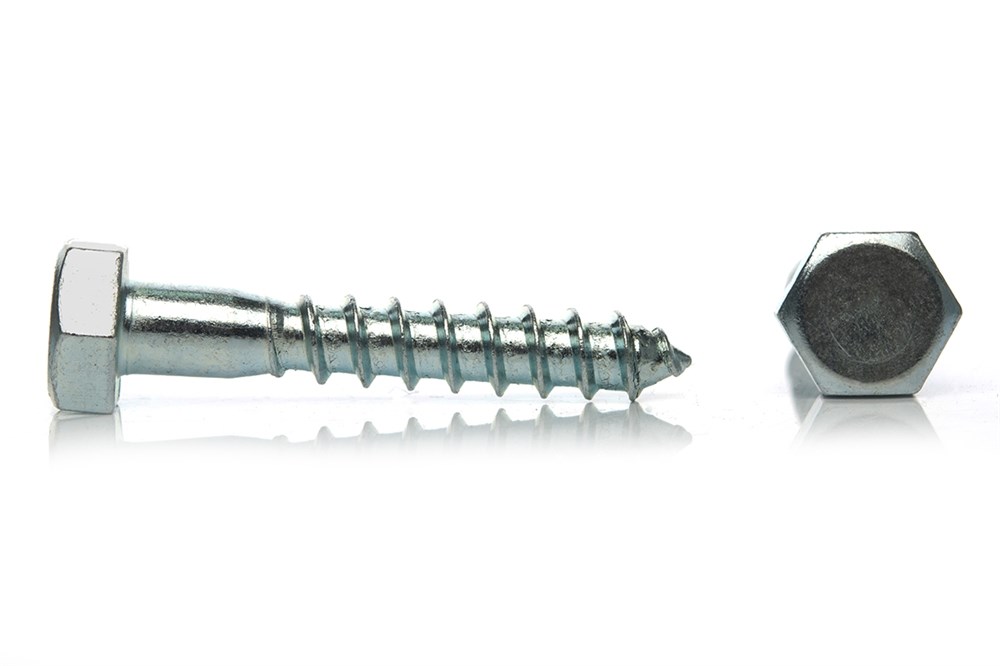 Кроме того, при фактической запрессовке внутренние диаметры запрессовываемого металла и формованного изделия колеблются в зависимости от допуска на размер формованного изделия, осадки и линейного расширения из-за рабочей температуры окружающей среды, поэтому, если припуск на запрессовку мал, управление производством будет затруднено. Как показано на рис. 10.42, влияние наружного диаметра на припуск на запрессовку невелико, тогда как прочность и модуль упругости материала оказывают большое влияние. Таким образом, припуск на запрессовку сильно различается в зависимости от того, как определяется коэффициент безопасности, как показано на рис. 10.43. Если критический коэффициент припуска на запрессовку каждой марки ТОРЕЛИНА определить по формуле 10.14, которая является преобразованием формулы 10.13, предполагая, что коэффициент безопасности равен 1, табл. 10.13 можно получить. Из-за своей высокой жесткости смола PPS, как правило, имеет более низкий критический коэффициент припуска на запрессовку, чем другие пластики.
Кроме того, при фактической запрессовке внутренние диаметры запрессовываемого металла и формованного изделия колеблются в зависимости от допуска на размер формованного изделия, осадки и линейного расширения из-за рабочей температуры окружающей среды, поэтому, если припуск на запрессовку мал, управление производством будет затруднено. Как показано на рис. 10.42, влияние наружного диаметра на припуск на запрессовку невелико, тогда как прочность и модуль упругости материала оказывают большое влияние. Таким образом, припуск на запрессовку сильно различается в зависимости от того, как определяется коэффициент безопасности, как показано на рис. 10.43. Если критический коэффициент припуска на запрессовку каждой марки ТОРЕЛИНА определить по формуле 10.14, которая является преобразованием формулы 10.13, предполагая, что коэффициент безопасности равен 1, табл. 10.13 можно получить. Из-за своей высокой жесткости смола PPS, как правило, имеет более низкий критический коэффициент припуска на запрессовку, чем другие пластики. Если припуск на прессовую посадку больше, чем верхний конец, может произойти поломка бобышки и коробление. Таким образом, избегайте делать его чрезмерно большим.
Если припуск на прессовую посадку больше, чем верхний конец, может произойти поломка бобышки и коробление. Таким образом, избегайте делать его чрезмерно большим.
- Рис. 10.42 Наружный диаметр фасонных изделий относительно припуска на запрессовку (А504Х90)
- Рис. 10.43 Коэффициент безопасности по отношению к припуску на запрессовку (A504X90)
3 Горячая запрессовка
Горячая запрессовка – это вариант, при котором металл нагревается для расплавления смолы на поверхности формованного изделия одновременно с запрессовкой. Этот метод подходит, если, например, критический коэффициент припуска на запрессовку невелик. К методам нагрева относятся термическая запрессовка, при которой вал нагревается напрямую, высокочастотная запрессовка, при которой вал нагревается высокочастотными волнами, и ультразвуковая запрессовка, при которой вал нагревается за счет тепла, выделяемого трением. индуцированные ультразвуковыми волнами. Накатка или нарезание канавок на вставляемом металле может помешать его удалению.