Самодельный станок для холодной ковки своими руками чертежи
Невооружённым глазом можно заметить, что у того или иного человека появился красивый забор или ворота, различного вида предметы декорирования приусадебных участков. Всё это воплощается в реальность посредством ковки, с отсутствием каких — либо температур.
В современном обществе очень хорошо развита холодная ковка металла. За долгие годы существования такого промысла, люди создавали инструменты, с помощью которых можно производить тонкие элементы декорирования из железа.
Содержание
- 1 Основные приспособления
- 1.1 Механизмы без которых холодная ковка была бы очень тяжёлым занятием
- 1.1.1 Механизм улитка
- 1.1.2 Виды холодной ковки
- 1.1.3 На этом процесс холодной ковки не завершается, а наоборот находится в самом разгаре
- 1.1.4 Прессование
- 1.1.5 Заключительным, а также достаточно ответственным этапом является прокатка
- 1.2 Проектирование станка для холодной ковки
- 1.
 2.1 Составляющие детали механизма
2.1 Составляющие детали механизма - 1.2.2 Приспособление «Гусинная лапка» видео
- 1.2.3 Приспособление «Твистер» видео
- 1.2.4 Приспособление «Улитка» видео
- 1.
- 1.1 Механизмы без которых холодная ковка была бы очень тяжёлым занятием
 2.1 Составляющие детали механизма
2.1 Составляющие детали механизмаМеханизмы без которых холодная ковка была бы очень тяжёлым занятием
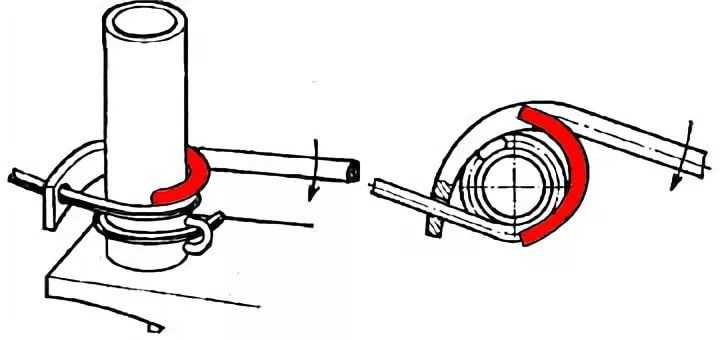
Механизм улитка
Применяется для придания отдельным участкам поковок спиралевидной формы. Как правило, сама улитка закреплена на толстой, железной
Виды станков для ковки
плите и может быть съёмной. Толщина такой плиты должна быть не тоньше 4 миллиметров толщиной. Как правило, на изделие, который создан своими руками, необходимо изготовить различные оттиски, называемые шаблонами. С помощью подготовленных шаблонов есть возможность придавать стальным прутьям различные формы.
Механическое устройство универсал
На таком устройстве осуществляется резка, клёпка и формирование. Довольно удобная вещь, в своём роде. В отличие от заводского электрического механизма, его можно также собрать своими руками и сэкономить свой бюджет.
Устройство гнутик
С помощью него производится дуговая деформация под углом. Главное заранее сделать чертежи и точно разметить градусы углов, чтобы с помощью станка производить точное сгибание прутьев.
Аналог гнутика твистер
Способствует производить сгибание вдоль продольной оси уже готового объекта. Такое приспособление можно сделать несколькими способами. По металлическому шаблону, как это распространено и закрепив на толстой доске крупные болты. Суть такого станка в том, что оба конца металлического прута зажимаются и с одной стороны, посредством вращающейся рукояти, производится скручивание.
Агрегат волна
С его помощью можно получать волнообразные заготовки из металлических прутьев. С помощью такого станка можно изготавливать периодические решётки по типу «Боярские», «Волна».
Штамповый пресс
С помощью такого пресса, на изделие наносятся штампы с различными узорами. Как правило, должно иметься огромное множество таких штампов с различными рисунками. Производится это посредством вдавливания в металл штампа. Соответственно, под давлением на металле остаются чёткие отпечатки шаблонов.
Производится это посредством вдавливания в металл штампа. Соответственно, под давлением на металле остаются чёткие отпечатки шаблонов.
Механический узел
Для сгибания кругов из металлических прутьев, различных диаметров. Когда в конструкции декора должны присутствовать круги, такое приспособление незаменимо.
Виды холодной ковки
В кузнечном деле, червонную болванку, либо отдельную деталь, принято называть «поковкой». Такой же термин имеется и в горячей ковке металла. Только он уже означает процесс ковки металла, для придания заготовке необходимой формы.
Разновидности холодной ковки
Различают непосредственно 7 видов холодной ковки, которые производятся по строгой последовательности. Каждый вид — это определенный процесс, производимый с заготовками. Если не совершать этих действий в соответствии с требованиями, то у вас ничего не получится. Итак, рассмотрим эти виды.
Непосредственно, ковка металлических заготовок. Ковка является самым сложнейшим и объёмным процессом в кузнечном деле. Холодная ковка разделяется на следующие виды и подвиды:
Холодная ковка разделяется на следующие виды и подвиды:
Осадка
Такое действие производится под давлением. Делается это для того, чтобы уменьшить высоту заготовки и увеличить боковые размеры заготовок.
Протяжка
Это действие производится за счёт нагревания заготовки и обработке молотом. За счёт чего, уменьшается площадь поперечного сечения и происходит увеличение длины заготовки.
Прошивка
Данное действие производится для получения на заготовках необходимых отверстий. Как правило, совершая такое действие, на заготовках появляются различных размеров пазы, отверстия различных диаметров. Прошивка бывает нескольких видов:
Открытая прошивка
Производится сплошным прошивнем, за счёт вытеснения металла. Однако такое действие влечёт за собой дополнительную обработку заготовки.
Закрытая прошивка
Производится пустотелым прошивнем. Обычно используют при изготовлении больших отверстий.
Совет: «За счёт осадки и протяжки металлических заготовок, структура металла может стать хрупкой.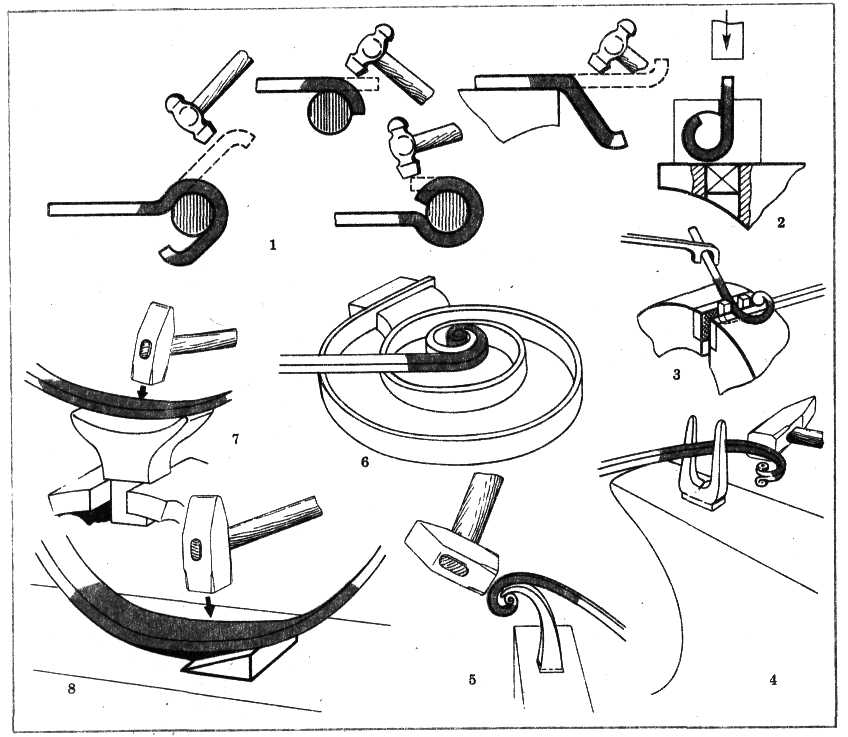 Поэтому необходимо обращаться с заготовками аккуратно, чтобы не допустить внезапной поломки той или иной детали! В лучшем случае придётся переделывать поковку, а в худшем случае, может нанести здоровью непоправимый вред!»
Поэтому необходимо обращаться с заготовками аккуратно, чтобы не допустить внезапной поломки той или иной детали! В лучшем случае придётся переделывать поковку, а в худшем случае, может нанести здоровью непоправимый вред!»
На этом процесс холодной ковки не завершается, а наоборот находится в самом разгаре
Далее совершается три последовательных этапа:
Наглядный процесс холодной ковки.
Штамповка
(штампование) — называется процесс пластичной деформации заготовки, с изменением форм и размеров металла. Различают несколько видов штамповки:
Объёмная штамповка
Производится за счёт давления. Когда ковочная деталь нагрета до соответствующих размеров, она подвергается прессованию специальными штампами. Такой способ применяется на производствах, где детали, полученные таким способом, выпускаются партиями.
Листовая штамповка
Производится из листового железа. Применяется при производстве мелких и средних деталей металла. Такой вид штамповки позволяет добиться высокого качества и прочности от изготавливаемых деталей.
Прессование
Этот процесс обработки металла производится за счёт высокого давления, за счёт чего повышается плотность металла и изменяется его форма. Существует несколько видов прессования:
Прямое прессование
Такой способ позволяет получать различные профильные заготовки (прутья, трубы, профили). Процесс заключается в выдавливании металла через определённое отверстие.
Обратное прессование
При этом процессе заготовка располагается в формуляре, а давление производится в обратном направлении, нежели при прямом прессовании.
Волочение
Является процессом протягивания , уже прессованных прутьев через специальную волочильную матрицу. За счёт такого процесса можно получить проволоку, фасонные профили, трубы с тонкими стенками.
Заключительным, а также достаточно ответственным этапом является прокатка
В этом процессе участвует закон «Силы трения», за счёт которого, путём трения специальными валиками о поверхность заготовки, происходит пластическая деформация.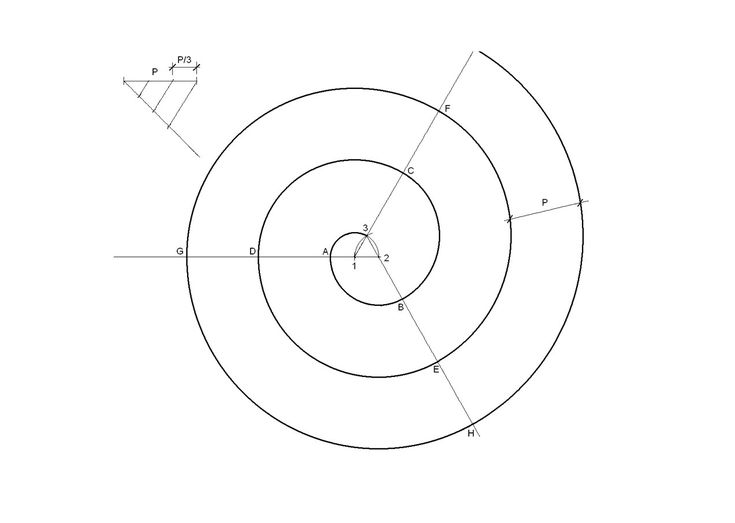 В свою очередь различают 5 видов прокатки изделий:
В свою очередь различают 5 видов прокатки изделий:
Завершающий этап холодной ковки -прокатка.
Продольная прокатка
При использовании этого вида прокатки, на станке, валики вращаются в разные стороны. За счёт этого происходит постепенное обжимание и удлинение детали. В данном случае производится листовое железо, ленточное железо и полосы.
Поперечная прокатка
При данном виде прокатки, валики движутся в одном направлении. За счёт этого деталь подвергается деформации в поперечном движении. К примеру, посредством такого вида получают цилиндрические шестерёнки с накатанными зубцами.
Поперечная или винтовая прокатка
в данном случае валики на станке установлены под углом друг к другу. Тем самым поковка получает поступательное и вращательное движения. Между этих валов получается зазор и металл, попадая в этот зазор, получает свою деформацию. Такой вид прокатки используется для создания трубных заготовок, так называемых «гильз».
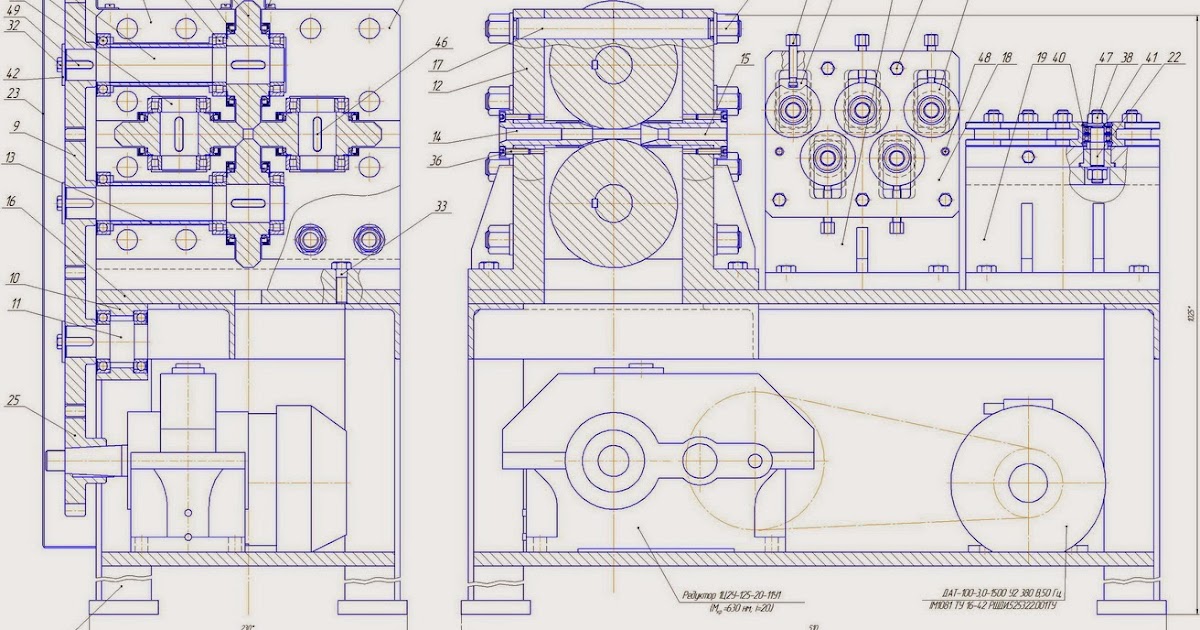
Проектирование станка для холодной ковки
Чертеж проектирования
Прежде, чем заниматься сборкой , необходимо создать проект, в котором будет подробно описано всё то, что вы собираетесь воплотить в реальность.
Однако, перед созданием своего стального детища, необходимо прочитать очень много литературы, в которой подробно описаны все приспособления. Чтобы в процессе сборки не возникло непредвиденных ситуаций, важно иметь представление о станке, его размерах и размерах каждой из деталей, которые будут задействованы в проекте.
Потому, как все детали будут производиться из чернового металла или из каких-либо деталей, которые лежат без дела в вашем гараже.
Итак, прежде чем приступить к изготовлению изделия для ковки, необходимо изготовить станину, на поверхности которой и будут располагаться все необходимые детали станка.
Чтобы иметь представление о самодельном станке и о ковке в целом, а также узнать, как собрать, посмотрите видео ролик, представленный ниже:
Теперь, когда у вас сложилось представление, можно приступить к изготовлению — станины.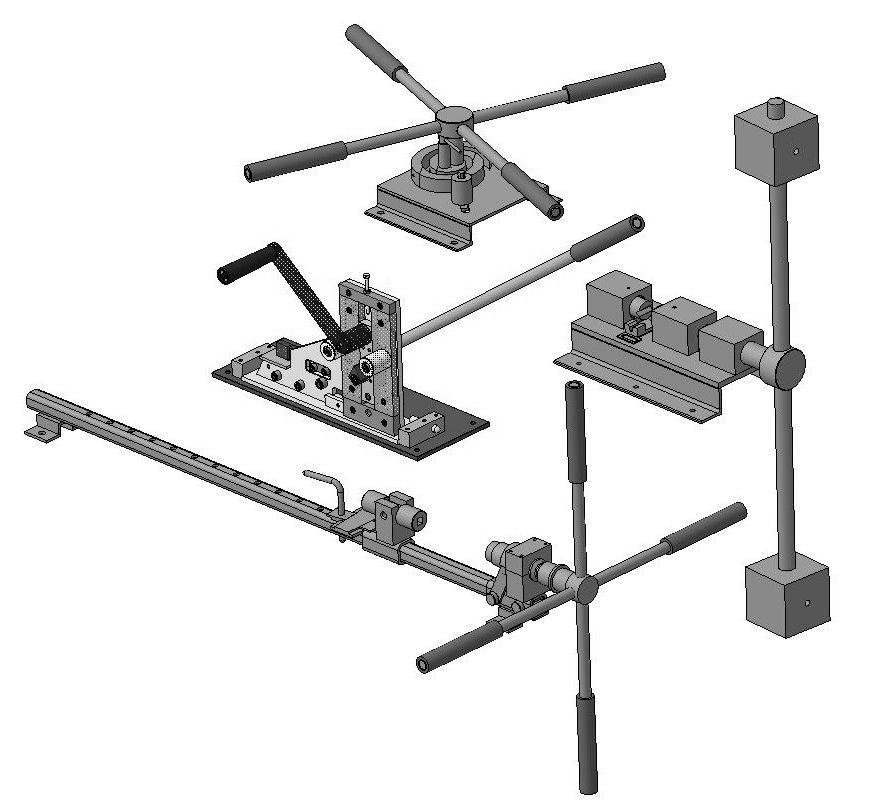
Важно знать! Размеры станины должны высчитываться в строгом соответствии с занимаемой плоскостью размещённых приспособлений . Стоит учесть, что приспособления в работе не должны мешать друг другу!
Станина должна изготавливаться из прочного материала. Это может быть массив дерева, причём достаточно плотным и толстым или железная плита. Однако, она должна иметь железную опору из сваренных или прочно закреплённых к станине ножек. В готовом виде у вас должен получиться прочный верстак.
После того, как станина изготовлена и установлена в необходимом месте, можно начинать собирать и крепить все приспособления на станину.
Совет: «В процессе сборки станка, необходимо проверять механизмы на правильность работы, чтобы при наличии неисправности можно было заменить испорченную деталь и продолжить сборку!»
Схема сборки приспособления «Улитки».
Выше представлена схема сборки приспособления, так называемой «Улитки». Предназначена она для изготовления спиралевидных завитков на поковке.
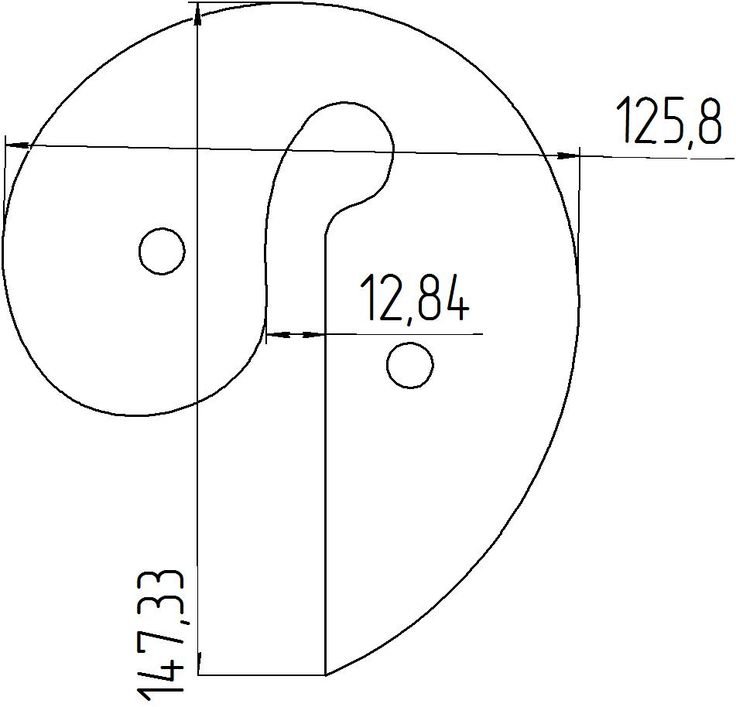
Составляющие детали механизма
- Ведущий лемех самой улитки,
- Основная ось,
- Рычаги для совершения силовых операций,
- Фиксатор для металлической заготовки,
- Площадка станка,
- Прижимной валик,
- Палец для фиксации лемехов улитки,
- Пружина для притяжения прижимного валика,
- Рычаг управления валиком.
Для большей наглядности можно посмотреть архив чертежей данного приспособления. Скачать
Совет: Чем длиннее рычаги для приложения силовых действий, тем легче будет гнуться поковка!
Универсальный станок для холодной ковки предназначен для отрезания металлической полосы, металлического прутка или квадрата. Также можно пробивать отверстия под
Чертеж универсального станка
заклёпки и заклепать ту или иную деталь. Он приспособлен для сгибания под заданным углом и для производства вальцевания. Состоит такое приспособление из 39 деталей. Подробнее с ними вы сможете ознакомиться в данном архиве.
Гнутик
Фото гнутик
Предназначен для сгибания различных металлических заготовок, а также дуговых поковок определённого радиуса. Для изготовления данного станка применяют преимущественно инструментальную сталь. Это объясняется тем, что в приспособлении преобладают большие нагрузки. Состоит из рукояти, движущегося по оси углового гнутика, три валика, которые в закреплённом состоянии похожи на треугольник. Также крепёжные элементы и элементы крепления станка к станине.
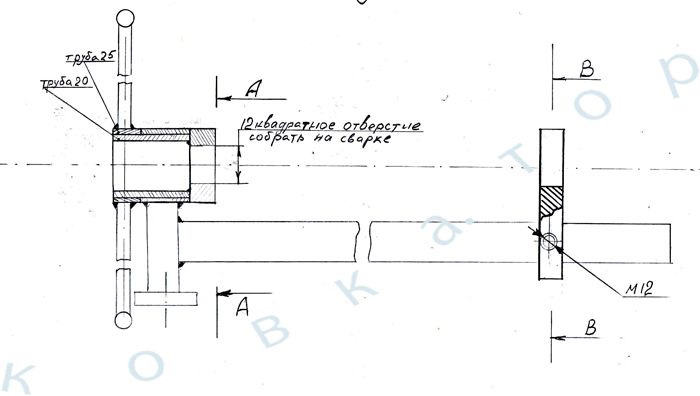
Твистер
Чертеж твистер
Предназначен для сгибания металлических прутьев, квадратов и полос вокруг продольной оси. Получается торсионное скручивание. Состоит из двух креплений, закреплённых на усиленной станине с отверстиями под металлический прут и рукояти, чтобы совершать движения по оси. Более подробную информацию можно найти в архиве чертежей данного приспособления.
Скачать чертежи Твистера >>
Приспособление волна предназначено для изменения изгиба металлической заготовки, получая волнообразные детали. По своей значимости — это тот же гнутик, однако имеет волна сложную конструкцию.
По своей значимости — это тот же гнутик, однако имеет волна сложную конструкцию.
С помощью штампового пресса можно совершать оттиски рисунков на металлических заготовках.
Важно знать! После того, как все эти приспособления установлены на станине, необходимо проверить каждое из них на работоспособность! Производить такие действия необходимо с высокой осторожностью, так как если произойдёт разрыв металла — это может нанести вашему здоровью колоссальный вред!
Если вы вдруг собрались сделать собственноручно, начертите обязательно все нужные эскизы и чертежи с размерами, предположительно таких же размеров, какими они будут в сборной конструкции.
Такой манёвр позволит Вам полностью иметь представление о будущем станке, поможет редактировать все детали на чертеже. Также посмотрите множество роликов в интернете на тему «Как сделать приспособления для холодной ковки?». Это даст возможность иметь представление о полной картине.
А также прочитайте немного литературных произведений, которые посвящены данному вопросу. Как изготовить ту или иную деталь, а также, из какого материала она должна быть изготовлена, вы тоже должны изучить. Когда вы будете знать наверняка, что к чему, вы с лёгкостью сможете сделать станок своими руками!
Как изготовить ту или иную деталь, а также, из какого материала она должна быть изготовлена, вы тоже должны изучить. Когда вы будете знать наверняка, что к чему, вы с лёгкостью сможете сделать станок своими руками!
Ниже представлены три видео ролика посвящённые отдельным частям механического узла, без применения высоких температур:
Приспособление «Гусинная лапка» видео
Приспособление «Твистер» видео
Приспособление «Улитка» видео
Особенности создания элементов холодной ковки, сборка станка, чертежи
Содержание
- 1 Типы ковки холодным методом
- 1. 1 Вытяжка
- 1.2 Кручение
- 1.3 Гнутье
- 1.
- 2 Особенности производства металлической ковки холодным методом
- 3 Приспособления и станки
- 4 Конструкция станков
- 5 Изготовление станка собственноручно
 1 Вытяжка
1 ВытяжкаВладельцы частных домов и дач с удовольствием оборудуют свое жилище коваными изделиями. Такие предметы превосходно смотрятся в интерьере любого стиля. Они подходят для создания элементов декора в каменных, а также деревянных домах. Металлические предметы горячей обработки имеют главный недостаток – высокую цену. Отличной альтернативой является ковка холодная, готовые элементы которой имеют невысокую стоимость и доступную технологию изготовления. При таком процессе нагрев металла отсутствует, а получение необходимой конфигурации производится гибкой с последующим прессованием и выполнением сварки составляющих частей.
Содержание
- Типы ковки холодным методом
- Вытяжка
- Кручение
- Гнутье
- Особенности производства металлической ковки холодным методом
- Приспособления и станки
- Конструкция станков
- Изготовление станка собственноручно
Типы ковки холодным методом
Выполнение операций по обработке металла требует соблюдения мер безопасности. Холодная ковка своими руками, видео основных процессов которой находится в свободном доступе, не требует специальных познаний. Достаточно иметь первоначальное обучение по работе со слесарными приспособлениями. Изготовление декоративных металлоизделий при холодной ковке своими руками выполняется при помощи трех основных типов технологических процессов:
Холодная ковка своими руками, видео основных процессов которой находится в свободном доступе, не требует специальных познаний. Достаточно иметь первоначальное обучение по работе со слесарными приспособлениями. Изготовление декоративных металлоизделий при холодной ковке своими руками выполняется при помощи трех основных типов технологических процессов:
- вытяжка;
- кручение;
- гнутье.
Вытяжка
На этом этапе металлическая заготовка удлиняется с одновременным уменьшением своего сечения. Для данного процесса применяются прессовочные или же раскаточные станки. Проходящая через вальцы заготовка постепенно изменяет свою форму. На валиках могут иметься насечки рельефного типа для придания детали особой текстуры. Таким способом обработки получают декоративные лапки, пики.
Кручение
При этой обработке проводится скручивание стального прута или же полосы. Этим способом можно закручивать несколько заготовок одновременно. При этом один конец металлоизделия крепится в зажиме тисков, а второй проворачивается вдоль оси. При приложении осевого усилия на несколько скрученных прутов получится фигурное утолщение («корзинка» или же красивый «фонарик»).
При приложении осевого усилия на несколько скрученных прутов получится фигурное утолщение («корзинка» или же красивый «фонарик»).
Гнутье
Это воздействие проводят, используя специальные станки, по заранее заготовленным шаблонам. Металлоизделие подвергается изгибу в разных плоскостях, что предоставляет возможность изготавливать разнообразные декоративные элементы. Предлагаемые производителями станки имеют высокую стоимость, однако их можно соорудить самостоятельно.
Особенности производства металлической ковки холодным методом
Созданные в домашних условиях элементы холодного типа ковки не настолько вычурные, как полученные горячим методом, однако имеют превосходный декоративный вид. Имея под рукой набор специальных приспособлений, инструментов, оборудования, материалов можно создавать великолепные вещи, при этом соблюдая порядок технологического процесса.
Сначала подготавливается эскиз изделия. На первом этапе для работы берутся элементарные вещи. После получения необходимых навыков и овладения приемами работы, можно приступать к изготовлению более сложной продукции. На эскизе изображается общий рисунок, размеры, необходимые составные части. Учтите, что имеющееся в распоряжении оборудование предназначено для определенных операций.
После предварительного эскизного этапа проводится расчет материалов для изготовления металлоизделия. В зависимости от его сложности будет зависеть список материальных компонентов. Для простой подставки можно обойтись металлической трубой и стальными полосами, а для изготовления ворот потребуется более широкий ассортимент материалов.
Перед началом производства повторно проверяются расчеты, от которых будет зависеть конечный вид готового металлоизделия. Этот этап весьма важен, так как исправлять и выполнять подгонку продукции всегда сложнее, чем изготовить новые детали. После этого начинается основной этап создания элементов будущей конструкции. Имея в наличии составные компоненты, проводится их сборка посредством сварки и клепки. На финальном этапе выполняется шлифовка, а также покраска готового металлоизделия.
Имея в наличии составные компоненты, проводится их сборка посредством сварки и клепки. На финальном этапе выполняется шлифовка, а также покраска готового металлоизделия.
Используя этот метод, можно получить декоративные компоненты для калиток, ворот, разнообразных заборов, цветочные подставки, обрамления для зеркал и солидных картин. Помимо этого, изготавливаются фигурные ножки для столов, скамеек, стульев, детали козырьков, навесов, перил, оконные решетки, а также прочие декоративные и защитные металлоизделия. Полученные узоры металлоизделий холодной ковки своими руками становятся уникальными авторскими находками.
Приспособления и станки
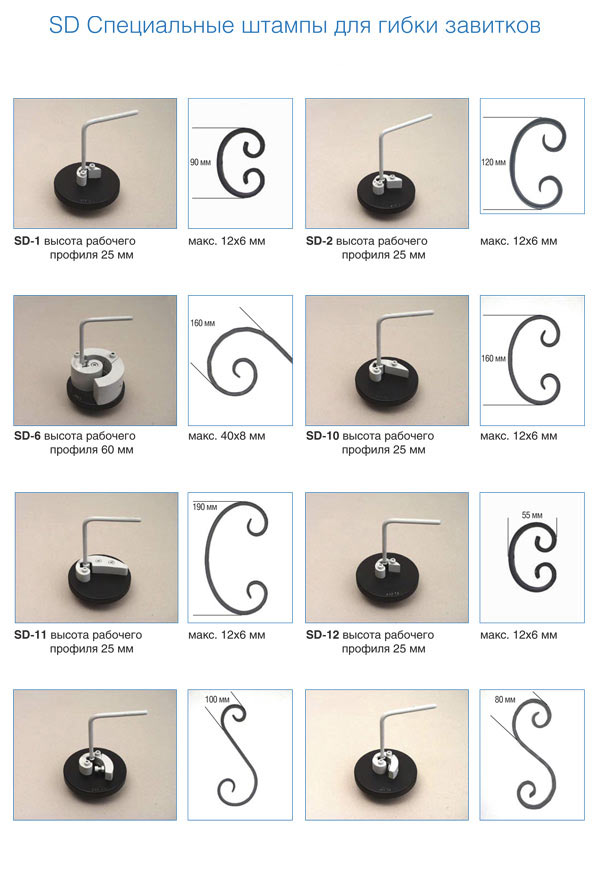
Домашняя холодная ковка применяет оборудование, сооруженное своими руками, видео с которым покажет основные этапы работы. Специальные станки оснащаются ручным приводом или же электрическим. Спецоборудование для формирования завитков и плоскостных спиралей называется твистерами или закручивателями. Приспособления торсионного типа применяются для винтового кручения металлического прута, деталей из спиралей объемного вида (филаментов): луковиц, фонариков, а также корзинок.
На инерционно-штамповочном оборудовании расплескивают в особые фасонные наконечники концы прутьев, выдавливают рельефную и волновую поверхность, а также штампуют соединительные декоративные хомуты. Станки гибочного типа подразделяются на протяжные, нажимного воздействия и комбинированные. При помощи протяжного оборудования получают завитки, кольца и разнообразные спирали, имеющие широкие ядра. Нажимные приспособления позволяют создавать зигзаги, волны, а комбинированные станки выполняют все вышеперечисленные операции.
Конструкция станков
Выполняемая холодная ковка своими руками, станки, чертежи, видео для которой представлены, позволяет создавать великолепные художественные металлоизделия. Используя основные типы станков, создаются красивые узоры из металлопродукции профильного типа. Упрощенное название гибочного ручного оборудования – гнутики.
Эти приспособления применяются для получения зигзагов и волновых деталей. Для изменения угла зигзага, а также высоты волны и шага заменяется клин или прижимной ролик в центральной части. В качестве материала для этого спецоборудования служит специальная сталь, способная выдерживать повышенные нагрузки.
Для изменения угла зигзага, а также высоты волны и шага заменяется клин или прижимной ролик в центральной части. В качестве материала для этого спецоборудования служит специальная сталь, способная выдерживать повышенные нагрузки.
Твистеры-улитки имеют широкие возможности и простейшую конструкцию. Они подразделяются на улитки с лемехом поворотного типа и воротом, а также рычажные с обводным роликом. На них можно выполнять холодную ковку из профильной трубы и прочих металлических заготовок.
Станки торсионного типа увеличивают производительность, а также качество производимых деталей. Они имеют прочную станину, на которую передается основная нагрузка. Для удержания квадратного прута служат патроны-оправки, имеющие квадратного сечения гнезда. Их крепление в скользящей задней бабке и шпинделе выполняется винтовыми зажимами. Скручивание участков металлических заготовок производится при помощи подвижного ограничителя со специальной вставкой.
Изготовление наконечников на прутьях выполняется на специальном штамповочном приспособлении. Этот специальный станок использует принцип маховика. Вращая грузовую штангу, отводится назад винтовой боек. После этого в специальное гнездо вставляется штамп, и устанавливается заготовка. Раскрученная штанга приводит ударный боек в движение и происходит удар по хвостовику штампа, воздействующего на конец прута.
Этот специальный станок использует принцип маховика. Вращая грузовую штангу, отводится назад винтовой боек. После этого в специальное гнездо вставляется штамп, и устанавливается заготовка. Раскрученная штанга приводит ударный боек в движение и происходит удар по хвостовику штампа, воздействующего на конец прута.
Для самостоятельного изготовления такого спецоборудования необходимы валки из специальной стали, шестерни, втулки для подшипников и валы.
Изготовление станка собственноручно
Перед тем как сделать холодный ковки станок, определяются с его конструкцией, а также возможностями. Сооруженные своими руками специальные приспособления позволят проводить ковку металлических предметов в практически в домашних условиях. В качестве рабочего места вполне подойдет гараж, хозяйственный блок или сарай. Определившись с ассортиментом будущей продукции, приступают к созданию приспособлений по ее выпуску. Полноценная процедура производства требует наличия всех типов станков по ковке холодным способом. Для ускорения процесса изготовления оборудования следует просмотреть соответствующие видео, где представлены уроки по сборке станков, а также изготовлению металлоизделий. Сделать собственноручно подобный станок можно используя чертежи, схемы, которые можно брать в качестве основы и изучая видеоуроки. Это позволит избежать многочисленных нюансов при создании собственной мехмастерской.
Для ускорения процесса изготовления оборудования следует просмотреть соответствующие видео, где представлены уроки по сборке станков, а также изготовлению металлоизделий. Сделать собственноручно подобный станок можно используя чертежи, схемы, которые можно брать в качестве основы и изучая видеоуроки. Это позволит избежать многочисленных нюансов при создании собственной мехмастерской.
Холодная ковка, оборудование для которой своими руками изготавливается бесплатно при помощи чертежей, позволит изготавливать авторские узоры разнообразных металлоконструкций. К наиболее распространенным станкам относятся улитки, которые предоставляют возможность изготавливать многочисленные кованые холодным способом завитушки из профильной трубы, а также прочего проката. На чертеже представлен классический вариант станка-улитки, который можно соорудить в любом гараже, а ниже приведено описание конструкции.
Для стола используется листовая сталь от 10 мм. В качестве ножки применяется круглая толстостенная труба или же другой подходящий профиль. Конструкция должна иметь прочное основание, так как воспринимает высокие боковые нагрузки при работе. Рычаг изготавливается из трубы квадратного профиля со стенкой порядка 3 мм. Оптимальным считается размер 25×40 мм. Рычаг крепится к ножке посредством подшипникового узла или же другим способом. Подшипник значительно облегчит работу для получения фигурного профиля. Такая конструкция может дополняться собственными идеями по использованию дополнительных станковых приспособлений.
Конструкция должна иметь прочное основание, так как воспринимает высокие боковые нагрузки при работе. Рычаг изготавливается из трубы квадратного профиля со стенкой порядка 3 мм. Оптимальным считается размер 25×40 мм. Рычаг крепится к ножке посредством подшипникового узла или же другим способом. Подшипник значительно облегчит работу для получения фигурного профиля. Такая конструкция может дополняться собственными идеями по использованию дополнительных станковых приспособлений.
К изготовлению своими руками станков и приспособлений следует подойти весьма ответственно и скрупулезно. От правильности чертежей, а также выполненных расчетов зависит качество станков, а также создаваемых металлоизделий. Получив навыки и сноровку, оборудование можно разнообразить для совершенствования выпускаемой продукции.
4022.00 — Наладчики кузнечных машин, операторы и тендерщики по металлу и пластмассе
Установка, эксплуатация или обслуживание кузнечных машин для сужения, придания формы или формирования металлических или пластиковых деталей.
Образец зарегистрированных названий должностей: Кузнец, оператор холодной жатки, оператор кузнечного пресса, оператор кузнечного пресса, кузнец, оператор молота, оператор наладки жатки, оператор станка, техник-технолог, техник по наладке
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move. Вы можете вернуться, используя Назад в браузере или выбрав «O*NET OnLine» в меню O*NET Sites внизу любой страницы в My Next Move.
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move for Veterans. Вы можете вернуться, нажав кнопку Назад
в браузере или выбрав «O*NET OnLine» в меню O*NET Sites внизу любой страницы в My Next Move for Veterans. Saldrá de O*NET OnLine для посещения нашего филиала Mi Próximo Paso. Puede regresar usando el botón Atrás en su navegador, или eligiendo «O*NET OnLine» в эль-меню Sitios O*NET en la parte inferior de cualquier página en Mi Próximo Paso.
Трудовая деятельность
Управление машинами и процессами — Использование либо механизмов управления, либо прямой физической активности для управления машинами или процессами (за исключением компьютеров или транспортных средств).
Получение информации — Наблюдение, получение и иное получение информации из всех соответствующих источников.
Общение с руководителями, коллегами или подчиненными — Предоставление информации руководителям, коллегам и подчиненным по телефону, в письменной форме, по электронной почте или лично.
Обращение с предметами и их перемещение — Использование рук и рук при перемещении, установке, размещении и перемещении материалов, а также манипулировании вещами.
Идентификация объектов, действий и событий — Идентификация информации путем классификации, оценки, распознавания различий или сходств и обнаружения изменений в обстоятельствах или событиях.
Выполнение общих физических упражнений — Выполнение физических действий, требующих значительного использования рук и ног и движений всего тела, таких как лазание, поднятие тяжестей, балансирование, ходьба, наклоны и работа с материалами.
Мониторинг процессов, материалов или окружения
— Мониторинг и анализ информации из материалов, событий или окружающей среды для обнаружения или оценки проблем.Осмотр оборудования, конструкций или материалов — Осмотр оборудования, конструкций или материалов для выявления причин ошибок или других проблем или дефектов.
Эксплуатационные транспортные средства, механизированные устройства или оборудование — Движение, маневрирование, навигация или управление транспортными средствами или механизированным оборудованием, таким как вилочные погрузчики, пассажирские транспортные средства, самолеты или плавсредства.
Принятие решений и решение проблем — Анализ информации и оценка результатов для выбора наилучшего решения и решения проблем.
Оценка качеств объектов, услуг или людей — Оценка ценности, важности или качества вещей или людей.
Креативное мышление — Разработка, проектирование или создание новых приложений, идей, отношений, систем или продуктов, включая творческий вклад.
Оценка информации для определения соответствия стандартам — Использование соответствующей информации и индивидуальных суждений для определения того, соответствуют ли события или процессы законам, правилам или стандартам.
Ремонт и техническое обслуживание механического оборудования — Обслуживание, ремонт, регулировка и испытание машин, устройств, движущихся частей и оборудования, которые работают преимущественно на основе механических (не электронных) принципов.
Обновление и использование релевантных знаний — Постоянное техническое обновление и применение новых знаний в своей работе.
Подготовка и обучение других — Выявление образовательных потребностей других, разработка формальных образовательных или обучающих программ или классов, а также обучение или инструктирование других.
Организация, планирование и расстановка приоритетов в работе — Разработка конкретных целей и планов для расстановки приоритетов, организации и выполнения вашей работы.
Документирование/запись информации — Ввод, расшифровка, запись, хранение или ведение информации в письменной или электронной/магнитной форме.
Установление и поддержание межличностных отношений — Развитие конструктивных и совместных рабочих отношений с другими и поддержание их с течением времени.
Обработка информации — Компиляция, кодирование, категоризация, расчет, табулирование, аудит или проверка информации или данных.
Работа с компьютерами — Использование компьютеров и компьютерных систем (включая аппаратное и программное обеспечение) для программирования, написания программного обеспечения, настройки функций, ввода данных или обработки информации.
Коучинг и развитие других — Выявление потребностей других в развитии и обучение, наставничество или иная помощь другим в улучшении их знаний или навыков.


вернуться к началу
Подробная рабочая деятельность
Изучите чертежи или другие инструкции, чтобы определить требования к настройке оборудования.
Маневрировать заготовками в оборудовании во время производства.
Измерение размеров готовых изделий или заготовок для проверки соответствия спецификациям.
Эксплуатация оборудования для формовки металла или пластика.
Управление режущим оборудованием.
Установка приспособлений или инструментов на производственное оборудование.
Снимите аксессуары, инструменты или другие детали с оборудования.
Проведение пробных запусков производственного оборудования.
Обмен информацией с коллегами.
Обрезать лишний материал с заготовок.
Обслуживание производственного или технологического оборудования.
Ремонт производственного оборудования или инструментов.
Замените изношенные компоненты оборудования.
Выберите производственное оборудование в соответствии со спецификациями продукта.
Набор направляющих для оборудования, упоров, распорок или других приспособлений.
Управление шлифовальным оборудованием.
Затачивание режущих или шлифовальных инструментов.
Поиск профессий, связанных с несколькими подробными видами деятельности
наверх
Рабочий контекст
Личные обсуждения — 83% ответили «Каждый день».
Продолжительность типичной рабочей недели — 74% ответили «Более 40 часов».
Давление времени — 53% ответили «Каждый день».
Звуки, уровень шума отвлекают или вызывают дискомфорт — 71% ответили «Каждый день».
Проводить время стоя — 50% ответили «Постоянно или почти постоянно».
Работа с рабочей группой или командой — 56 % ответили «чрезвычайно важно».
Контакт с другими — 58% ответили «Постоянный контакт с другими».
Влияние решений на сотрудников или результаты компании — 52 % ответили «Важные результаты».
Проводите время, используя руки, чтобы обращаться с предметами, инструментами или элементами управления, управлять ими или чувствовать их — 17 % ответили «Более чем в половине случаев».
Ответственность за здоровье и безопасность других — 45 % ответили «Высокая ответственность».
В открытом транспортном средстве или оборудовании — 70% ответили «Каждый день».
Темп определяется скоростью оборудования — 52 % ответили «Очень важно».
Важность точности или точности — 57 % ответили «Очень важно».
Очень высокая или низкая температура — 53% ответили «Каждый день».
Свобода принимать решения — 41% ответили «Некоторая свобода».
Ответственность за итоги и результаты — 37% ответили «Высокая ответственность».
Подвержены легким ожогам, порезам, укусам или укусам — 23% ответили «Раз в месяц или чаще, но не каждую неделю».
Частота принятия решений — 48% ответили «Каждый день».
В помещении, без экологического контроля
Координация или руководство другими — 37% ответили «Важно».
Физическая близость — 47% ответили «Умеренно близко (на расстоянии вытянутой руки)».
Важность повторения одних и тех же задач — 38% ответили «Очень важно».
Тратить время на повторяющиеся движения — 28% ответили «Постоянно или почти постоянно».
Последствие ошибки — 36% ответили «Крайне серьезно».
Структурированная и неструктурированная работа — 55% ответили «Ограниченная свобода».
Проводите время, гуляя и бегая — 32% ответили «Примерно в половине случаев».
Воздействие загрязняющих веществ — 42 % ответили «Раз в неделю или чаще, но не каждый день».
Иметь дело с неприятными или злыми людьми — 26% ответили «Раз в год или чаще, но не каждый месяц».
Частота возникновения конфликтных ситуаций — 50% ответили «Раз в месяц и чаще, но не каждую неделю».


вернуться к началу
Рабочая зона
- Должность
- Рабочая зона 2: необходима некоторая подготовка
- Образование
- Для этих профессий обычно требуется диплом средней школы.
- Соответствующий опыт
- Обычно требуются некоторые предыдущие навыки, знания или опыт, связанные с работой. Например, кассиру будет полезен опыт работы непосредственно с общественностью.
- Профессиональное обучение
- Сотрудникам этих профессий требуется от нескольких месяцев до одного года работы с опытными сотрудниками. С этими профессиями может быть связана признанная программа ученичества.
- Примеры рабочих зон
- Эти профессии часто предполагают использование ваших знаний и навыков для помощи другим. Примеры включают санитаров, кассиров и клерков по аренде, представителей службы поддержки клиентов, охранников, обойщиков, кассиров и техников зуботехнической лаборатории.
- Диапазон SVP
- Подготовка от 3 месяцев до 1 года (от 4,0 до < 6,0)

вернуться к началу
Обучение и сертификаты
- Государственное обучение
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местное обучение
Почтовый индекс
- Сертификаты
Найти сертификаты по всей стране
- Ученичество
- Есть карьерный путь или местоположение в виду? Посетите Apprenticeship. gov
внешний сайт , чтобы найти возможности обучения рядом с вами.
 gov
внешний сайт , чтобы найти возможности обучения рядом с вами.
gov
внешний сайт , чтобы найти возможности обучения рядом с вами.вернуться к началу
Навыки
Мониторинг операций — Наблюдение за датчиками, циферблатами или другими индикаторами, чтобы убедиться, что машина работает правильно.
Активное слушание — Уделять полное внимание тому, что говорят другие люди, уделять время тому, чтобы понять высказанные мысли, задавать вопросы по мере необходимости и не перебивать в неподходящее время.
Мониторинг — Мониторинг/Оценка собственной деятельности, других лиц или организаций для внесения улучшений или принятия корректирующих мер.
Эксплуатация и управление — Управление работой оборудования или систем.
Понимание прочитанного — Понимание письменных предложений и абзацев в рабочих документах.
Тайм-менеджмент — Управление своим временем и временем других.

вернуться к началу
Знания
Производство и переработка — Знание сырья, производственных процессов, контроля качества, затрат и других методов для максимизации эффективного производства и распределения товаров.
Математика — Знание арифметики, алгебры, геометрии, исчисления, статистики и их приложений.
Образование и обучение — Знание принципов и методов разработки учебных программ и обучения, преподавания и инструктажа для отдельных лиц и групп, а также измерения результатов обучения.
Механический — Знание машин и инструментов, включая их конструкции, использование, ремонт и техническое обслуживание.
Инженерия и технологии — Знание практического применения технических наук и технологий. Это включает в себя применение принципов, методов, процедур и оборудования для проектирования и производства различных товаров и услуг.
Дизайн — Знание методов проектирования, инструментов и принципов, используемых в производстве точных технических планов, чертежей, чертежей и моделей.

вернуться к началу
Образование
Какой уровень образования требуется новому сотруднику для выполнения работы в этой профессии? Респонденты сказали:
ответил: Требуется аттестат о среднем образовании или его эквивалент подробнее
ответил: Требуется аттестат не ниже среднего
наверх
Способности
Близкое зрение — Способность видеть детали на близком расстоянии (в пределах нескольких футов от наблюдателя).
Устное понимание — Способность слушать и понимать информацию и идеи, представленные в произнесенных словах и предложениях.
Устойчивость руки-руки — Способность удерживать руку и руку неподвижно при движении руки или удерживании руки и кисти в одном положении.
Точность управления — Способность быстро и многократно регулировать органы управления машиной или транспортным средством в точном положении.
Информационное упорядочение — Способность упорядочивать предметы или действия в определенном порядке или образце в соответствии с определенным правилом или набором правил (например, узоры чисел, букв, слов, изображений, математических операций).
Устное выражение — Способность сообщать информацию и идеи в устной речи так, чтобы другие поняли.
Чувствительность к проблемам — Способность сказать, когда что-то не так или может пойти не так. Это не включает в себя решение проблемы, а только признание того, что проблема есть.
Письменное понимание — Способность читать и понимать информацию и идеи, представленные в письменной форме.
Время реакции — Способность быстро реагировать (рукой, пальцем или ногой) на сигнал (звук, свет, изображение) при его появлении.
Слуховое внимание — Способность фокусироваться на одном источнике звука в присутствии других отвлекающих звуков.
Дедуктивное рассуждение — Способность применять общие правила к конкретным задачам для получения осмысленных ответов.
Ловкость пальцев — Способность совершать точно скоординированные движения пальцев одной или обеих рук, чтобы хватать, манипулировать или собирать очень маленькие предметы.
Индуктивное мышление — Способность объединять фрагменты информации для формирования общих правил или выводов (включает поиск взаимосвязи между, казалось бы, не связанными событиями).
Ловкость рук — Способность быстро двигать рукой, рукой вместе с рукой или двумя руками, чтобы хватать, манипулировать или собирать предметы.
Координация нескольких конечностей — Способность координировать две или более конечностей (например, две руки, две ноги или одну ногу и одну руку) в положении сидя, стоя или лежа.
Он не включает в себя выполнение действий, когда все тело находится в движении.Скорость восприятия — Способность быстро и точно сравнивать сходства и различия между наборами букв, цифр, объектов, изображений или узоров. Сравниваемые предметы могут быть представлены одновременно или один за другим. Эта способность также включает в себя сравнение представленного объекта с запомненным объектом.
Контроль скорости — Способность рассчитывать время ваших движений или движения части оборудования в ожидании изменений скорости и/или направления движущегося объекта или сцены.
Избирательное внимание — Способность концентрироваться на задаче в течение определенного периода времени, не отвлекаясь.
Визуализация — Способность представлять, как что-то будет выглядеть после того, как оно будет перемещено или когда его части будут перемещены или переставлены.


 Он не включает в себя выполнение действий, когда все тело находится в движении.
Он не включает в себя выполнение действий, когда все тело находится в движении.наверх
Проценты
Код интереса: RCI
Хотите узнать свои интересы? Воспользуйтесь Профилировщиком интересов O*NET в My Next Move.
Реалистичный — Реалистичные профессии часто связаны с работой, которая включает в себя практические, практические проблемы и решения. Они часто имеют дело с растениями, животными и реальными материалами, такими как дерево, инструменты и машины. Многие профессии требуют работы на улице и не требуют большого количества документов или тесного сотрудничества с другими.
Обычный — Обычные занятия часто связаны с выполнением установленных процедур и процедур. Эти занятия могут включать в себя работу с данными и деталями больше, чем с идеями. Обычно существует четкая линия полномочий, которой следует следовать.
Расследователь — Следственная деятельность часто связана с работой с идеями и требует обширного мышления. Эти занятия могут включать в себя поиск фактов и мысленное решение проблем.
к началу страницы
Рабочие ценности
Поддержка — Профессии, которые соответствуют этой ценности работы, предлагают поддерживающее руководство, которое поддерживает сотрудников.
Соответствующие потребности: Политика компании, Надзор: Человеческие отношения и Надзор: Технический.Взаимоотношения — Профессии, которые удовлетворяют этой ценности работы, позволяют сотрудникам оказывать услуги другим и работать с коллегами в дружественной неконкурентной среде. Соответствующие потребности — это сотрудники, моральные ценности и социальные услуги.
Условия труда — Профессии, отвечающие этой ценности труда, обеспечивают гарантии занятости и хорошие условия труда. Соответствующими потребностями являются активность, вознаграждение, независимость, безопасность, разнообразие и условия труда.
 Соответствующие потребности: Политика компании, Надзор: Человеческие отношения и Надзор: Технический.
Соответствующие потребности: Политика компании, Надзор: Человеческие отношения и Надзор: Технический.к началу страницы
Рабочие стили
Внимание к деталям — Работа требует внимания к деталям и тщательности при выполнении рабочих задач.
Надежность — Работа требует надежности, ответственности, надежности и выполнения обязательств.
Сотрудничество — Работа требует приятного общения с другими на работе и проявления добродушного отношения к сотрудничеству.
Честность — Работа требует честности и этичности.
Самоконтроль — Работа требует сохранять самообладание, контролировать эмоции, контролировать гнев и избегать агрессивного поведения даже в очень сложных ситуациях.
Приспособляемость/Гибкость — Работа требует открытости к изменениям (положительным или отрицательным) и к значительному разнообразию на рабочем месте.
Независимость — Работа требует выработки собственных способов ведения дел, руководства собой практически без надзора и зависимости от самого себя в достижении цели.
Инициатива — Работа требует готовности брать на себя ответственность и решать задачи.
Лидерство — Работа требует готовности руководить, брать на себя ответственность и предлагать мнения и указания.
Стрессоустойчивость — Работа требует принимать критику и спокойно и эффективно справляться со стрессовыми ситуациями.
Инновации — Работа требует творческого подхода и альтернативного мышления для разработки новых идей и ответов на профессиональные проблемы.
Настойчивость — Работа требует настойчивости перед лицом препятствий.
Достижение/Усилие — Работа требует установления и поддержания личных сложных целей достижения и приложения усилий для выполнения задач.
Аналитическое мышление — Работа требует анализа информации и использования логики для решения рабочих вопросов и проблем.
Забота о других — Работа требует чуткости к нуждам и чувствам других, понимания и помощи на работе.
Социальная ориентация — Работа требует предпочитать работать с другими, а не в одиночку, и быть лично связанным с другими на работе.


вернуться к началу
Тенденции в области заработной платы и занятости
- Медианная заработная плата (2021 г.)
- 21,40 долл. США в час, 44 520 долл. США в год
- Государственная заработная плата
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местная заработная плата
Почтовый индекс
- Занятость (2021)
- 11 800 сотрудников
- Прогнозируемый рост (2021-2031)
- Отклонение (-2% или ниже)
- Прогнозируемые вакансии (2021-2031)
- 900
- Тенденции состояния
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Ведущие отрасли (2021)
Производство
Источник: Бюро статистики труда, данные о заработной плате за 2021 год. внешний сайт и прогноз занятости на 2021-2031 гг.
внешний сайт.
«Прогнозируемый рост» представляет собой расчетное изменение общей занятости за прогнозируемый период (2021–2031 гг.). «Прогнозируемые вакансии» представляют собой вакансии в связи с ростом и замещением.
внешний сайт и прогноз занятости на 2021-2031 гг.
внешний сайт.
«Прогнозируемый рост» представляет собой расчетное изменение общей занятости за прогнозируемый период (2021–2031 гг.). «Прогнозируемые вакансии» представляют собой вакансии в связи с ростом и замещением.
вернуться к началу
Вакансии в Интернете
- Вакансии штата
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местные вакансии
Почтовый индекс
вернуться к началу
вернуться к началу
вернуться к началу
5.
 1.2 Прессы | Ассоциация кузнечной промышленности
1.2 Прессы | Ассоциация кузнечной промышленностиКузнечные прессы представляют собой вторую группу кузнечно-прессовых машин, регулярно используемых для штамповки штампов и крупногабаритной штамповки. Они обычно классифицируются как механические или гидравлические в зависимости от средств, используемых для подачи энергии. Прессы отдают энергию медленнее, чем молотки. Они используются для всех групп сплавов и используются вместо молотков для сплавов, требующих медленных скоростей деформации, таких как алюминиевые сплавы серии 7xxx и большинство сплавов магния. Как и молотки, они обычно работают вертикально. Верхняя матрица прикреплена к плунжеру, и ход плунжера вниз воздействует на заготовку.
Механические прессы Механические прессы обычно накапливают энергию во вращающемся маховике, который приводится в движение электродвигателем. Маховик зацепляется и расцепляется с механическим приводом, таким как коленчатый вал, эксцентриковый вал, эксцентриковая шестерня или поворотные рычаги, которые преобразуют вращение маховика в вертикальное движение. Ход имеет заданную скорость, длину и продолжительность. Таким образом, механические прессы обеспечивают стабильные результаты ковки, обеспечивают высокую производительность и точность и не требуют такого высокого уровня навыков оператора, как другие типы кузнечных машин. При ковке штамповкой заготовку обычно наносят один раз в каждом оттиске. Механические прессы не подходят для свободной штамповки, когда длина хода должна варьироваться между ходами.
Ход имеет заданную скорость, длину и продолжительность. Таким образом, механические прессы обеспечивают стабильные результаты ковки, обеспечивают высокую производительность и точность и не требуют такого высокого уровня навыков оператора, как другие типы кузнечных машин. При ковке штамповкой заготовку обычно наносят один раз в каждом оттиске. Механические прессы не подходят для свободной штамповки, когда длина хода должна варьироваться между ходами.
Приложенная сила максимальна в нижней части рабочего хода, а расчетная нагрузка в положении чуть выше этой точки является основой для номинальной производительности пресса. Рейтинги обычно варьируются от 100 до 10 000 тонн. В эксплуатации находится несколько прессов большой мощности специальной конструкции с усилием до 16 000 тонн.
Последние разработки в области механических прессов сосредоточены на увеличении жесткости конструкции пресса для повышения точности штамповки, автоматизации и высокой скорости (с точки зрения времени контакта штампа с заготовкой). Они все чаще заменяют молотки из-за большей экологичности, простоты автоматизации и более низких эксплуатационных расходов.
Они все чаще заменяют молотки из-за большей экологичности, простоты автоматизации и более низких эксплуатационных расходов.
Винтовые прессы Винтовые прессы не так широко используются в Северной Америке, как механические прессы, но уникальные характеристики винтовых прессов способствуют увеличению их использования. Как следует из названия, этот тип пресса использует механический винт для преобразования вращательного движения в вертикальное. Вкратце, плунжер действует как гайка на вращающемся валу винта, движущемся вверх или вниз в зависимости от вращения винта. Энергия передается либо от маховика, который обычно соединен с ограничивающей крутящий момент (проскальзывающей) муфтой, либо от реверсивного электродвигателя с прямым приводом. Основное преимущество винтовых прессов перед офсетными или кривошипными механическими прессами заключается в окончательном контроле толщины, когда штампы соприкасаются друг с другом.
Гидравлические прессы Гидравлические прессы приводятся в действие большими поршнями, приводимыми в движение гидравлическими или гидропневматическими системами высокого давления. Они работают медленнее по сравнению с механическими и винтовыми прессами и скорее сжимают, чем ударяют по заготовке. При работе гидравлическое давление воздействует на верхнюю часть поршня, перемещая плунжер вниз. Когда ход завершен, к противоположной стороне поршня прикладывается давление, чтобы поднять плунжер.
Они работают медленнее по сравнению с механическими и винтовыми прессами и скорее сжимают, чем ударяют по заготовке. При работе гидравлическое давление воздействует на верхнюю часть поршня, перемещая плунжер вниз. Когда ход завершен, к противоположной стороне поршня прикладывается давление, чтобы поднять плунжер.
Скорость и давление можно точно контролировать. Во многих прессах схемы обеспечивают компенсационное управление или последовательное управление, т.е. быстрое продвижение, за которым следуют последовательности с двумя или более скоростями прессования. Пресс также можно отрегулировать так, чтобы он оставался в нижней части хода в течение заданного времени, поднимался с медленной скоростью отпускания и ускорялся до тех пор, пока он не достигнет исходного положения. При необходимости скорость гидравлического пресса можно значительно увеличить. Во многих случаях гидравлические прессы, используемые для открытых и некоторых закрытых штамповочных прессов, используют микропроцессоры или компьютеры для управления работой пресса для таких параметров, как скорость и положение ползуна.
Гидравлические ковочные прессы классифицируются по максимальному усилию, которое они развивают. Прессы, используемые в Северной Америке для штамповки штамповкой, в настоящее время имеют усилие до 50 000 тонн; прессы усилием 72 000 тонн и 82 000 тонн работают во Франции и России. Прессы, используемые для свободной штамповки, варьируются от 200 тонн до 10 000 тонн.
Ковочные машины (высадочные машины) Кузнечные машины также называются высадочными машинами. Первоначально они были разработаны для высадки металла для головок болтов и аналогичных форм, и их иногда называют «головками». В настоящее время они используются для сбора или опрокидывания (смещения в сторону) материала либо на конце сырья, между концами, либо в нескольких местах. Их можно использовать для сбора металла перед операциями ковки на другом оборудовании или для точного изготовления сложных готовых конфигураций, таких как заготовки зубчатых колес, обойм подшипников и шпинделей.
Ковочные машины в основном представляют собой механические прессы двойного действия, работающие в горизонтальной плоскости. В них используется маховик, пневматическая муфта и эксцентриковый вал для управления ползунком (или направляющим цилиндром). Во время работы прутковый материал, нагретый или комнатной температуры, помещается напротив стационарной матрицы. Зажимная матрица перемещается в боковом направлении относительно стационарной матрицы, плотно сжимая ложу. Затем направляющая головка с прикрепленным к ней направляющим инструментом (матрицей) продвигается вперед к концу заготовки и вытесняет заготовку в пазы матрицы. По мере того, как ползун отступает, матрица захвата втягивается и освобождает заготовку, которая готова к последующим операциям ковки. В некоторых случаях поковку штампуют или срезают с прутка на последнем этапе.
В них используется маховик, пневматическая муфта и эксцентриковый вал для управления ползунком (или направляющим цилиндром). Во время работы прутковый материал, нагретый или комнатной температуры, помещается напротив стационарной матрицы. Зажимная матрица перемещается в боковом направлении относительно стационарной матрицы, плотно сжимая ложу. Затем направляющая головка с прикрепленным к ней направляющим инструментом (матрицей) продвигается вперед к концу заготовки и вытесняет заготовку в пазы матрицы. По мере того, как ползун отступает, матрица захвата втягивается и освобождает заготовку, которая готова к последующим операциям ковки. В некоторых случаях поковку штампуют или срезают с прутка на последнем этапе.
Кузнечные машины рассчитаны по размеру в соответствии с максимальным размером прутка, для которого они могут обеспечить высадку головки. Например, двухдюймовый высадочный станок теоретически может приваривать болты с головкой или формировать элементы размером до двух дюймов в диаметре.