Страница не найдена
Каталог
Расширенный поиск
Цена (₽):
от до
Название:
Артикул:
Текст:
Выберите категорию:
Все СТАНКИ для ГИБКИ листового металла » Вальцы »» Вальцы ручные »» Вальцы электромеханические »» Вальцы гидравлические »»» Вальцы гидравлические трехвалковые »»» Вальцы гидравлические четырехвалковые » Листогибочные станки »» Листогибы ручные »» Листогибы электромеханические »» Листогибы гидравлические »» Листогибочные гидравлические пресса »» Листогибы сегментные »» Листогибы электромагнитные » Прессы гидравлические СТАНКИ для РЕЗКИ листового металла » Гильотины »» Гильотины ручные »» Гильотины ручные сабельные »» Гильотины электромеханические »» Гильотины гидравлические » Лазерная резка металла » Плазменная резка металла »» Портальные станки плазменной резки металла »» Ручные аппараты для плазменной резки металла »» Источники плазменной резки металла »» Плазмотроны »» Расходные материалы для плазменной резки »»» Защитные экраны »»» Кожухи »»» Сопла »»» Электроды »»» Завихрители »»» Водяные трубки »»» Фиксаторы защитного экрана »»» Прочие расходные материалы для плазменной резки » Угловысечные станки » Станки для продольно-поперечной резки металла » Опции для станков продольно-поперечной резки металла СТАНКИ для ВОЗДУХОВОДОВ, ВОДОСТОКОВ, ДЫМОХОДОВ » Станки для производства полукруглого желоба » Станки для производства прямоугольного желоба » Станки для производства гофроколена » Зиговочные станки »» Ручные зиговочные машины »» Электромеханические зиговочные машины » Фальцеосадочные станки »» Фальцеосадочные станки ручные »» Фальцеосадочные станки электромеханические »» Фальцеосадочные машинки » Фальцепрокатные станки » Станки для отбортовки » Станки тоннельной сборки » Cтанки для нанесения ребер жесткости » Станки для сборки сегментных отводов » Круговые ножницы » Спирально-навивные станки » Автоматические линии для изготовления прямоугольных воздуховодов » Автоматические линии для изготовления шинорейки » Пуклевочники »» Дополнительные опции для пуклевочного инструмента »» Пуклевочный инструмент » Кромкогибочные станки » Станки для производства сайдинга » Маятниковые пилы для шинорейки СТАНКИ для ТРУБ и ПРОФИЛЕЙ » Ленточнопильные станки »» Ручные ленточнопильные станки »» Ленточнопильные станки с гидроразгрузкой »» Ленточнопильные станки с гидравлическим подъемом пильной рамы »» Полуавтоматические ленточнопильные станки »» Автоматические ленточнопильные станки »» Ленточнопильные станки для резки рельс »» Ленточнопильные вертикальные станки » Трубогибы »» Трубогибы ручные »» Трубогибы арбалеты »» Трубогибы электрические »» Трубогибы гидравлические »» Дорновые трубогибы »»» Полуавтоматические дорновые трубогибы »»» Автоматические дорновые трубогибы с ЧПУ »» Бездорновые трубогибы » Абразивно-отрезные станки » Дисковые отрезные станки по металлу » Ротационная вытяжка металла СТАНКИ для КОНТАКТНОЙ СВАРКИ » Мобильные клещи и аппараты для точечной сварки » Аппараты для точечной сварки » Контактная точечная сварка » Шовная сварка » Стыковая сварка » Рельефная сварка » Машины подвесные для контактной точечной сварки » Многоэлектродные машины СТАНКИ для АРМАТУРЫ и ПРОВОЛОКИ » Станки для гибки арматуры » Станки для резки арматуры » Правильно-отрезные станки » Ручные станки для гибки и резки арматуры »» Ручные станки для резки арматуры »» Ручные станки для гибки арматуры РОТАЦИОННАЯ ВЫТЯЖКА металла » Ротационная ковка трубы РАЗМАТЫВАТЕЛИ РУЛОННОГО металла РУЧНОЙ ИНСТРУМЕНТ для металла » Ножницы рычажные » Инструмент для пробивки отверстий в металле » Инструмент для вырубки седловин труб » Реечные прессы ПРЕСС-НОЖНИЦЫ и ПРОБИВНЫЕ ПРЕССЫ » Дыропробивные станки » Координатно-пробивные прессы » Пресс-ножницы комбинированные » Автоматизированные линии пробивки проката » Долбежные станки КРОВЕЛЬНОЕ оборудование » Кровельные станки » Рамки для закрытия фальца МЕТАЛЛОРЕЖУЩИЕ СТАНКИ » Заточные станки по металлу » Вертикальные обрабатывающие центры с ЧПУ » Сверлильные станки »» Магнитные сверлильные станки »» Вертикально-сверлильные станки »» Радиально-сверлильные станки »» Рельсосверлильные станки »» Многошпиндельные сверлильные станки »» Сверлильно-фрезерные станки » Фрезерные станки по металлу »» Настольные фрезерные станки »» Универсальные фрезерные станки »» Вертикально-фрезерные станки » Токарные станки по металлу »» Настольные токарные станки »» Универсальные токарные станки » Электроэрозионные станки »» Проволочно-вырезные станки » Шлифовальные станки по металлу » Полировальные станки по металлу ФОРМОВКА листового металла » Шринкеры » Английское колесо » Молотки гладильные
Все3emakina (Турция)ACL (Китай)Aotai (Китай)BDS (Германия)Beka-mak (Турция)Ckemsa (Турция)Doganmach (Турция)DURMA (Турция)ERCOLINA (Италия)ERMAKSAN (Турция)Geka (Испания)Gocmaksan (Турция)GROST (Россия-Китай)GWEIKE (Китай)ISITAN (Турция)KING-MACC (Китай)MetalTec (Китай)Optimum Maschinen (Германия)PILOUS (Чехия)Sahinler (Турция)Sente Makina (Турция)STALEX (Россия, Китай, Польша)Stangroup Machinery (Китай)TECNA (Италия)TELWIN (Италия)TOR (Китай)TRITONTRUMPF (Швейцария)TTMC (Китай)VEKTOR (Китай)Вектор (Беларусь)Витязь (Китай)ГерманияКитайРоссия
Результатов на странице:
5203550658095
Забыли пароль?
Регистрация
ЗАКАЗАТЬ ОБРАТНЫЙ ЗВОНОК
Заказать звонок
Главная Страница не найдена
Подписаться на рассылку выгодных предложений
- Ознакомлен с правилами предоставления услуг и согласен на обработку своих персональных данных
Этот сайт использует cookie-файлы и другие технологии для улучшения его работы. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Понятно
Оборудование для ручной холодной ковки металла
Главная О компании Статьи Оборудование для ручной холодной ковки металла
Холодная ковка представляет собой процесс обработки металла методом механического воздействия, то есть ударами молота по заготовке, и статическим воздействием – методом прессования. Холодную ковку металла можно осуществлять с использованием ручного инструмента и специализированных станков, и на сегодняшний день используются обе технологии изготовления кованых изделий. Холодная ковка и оборудование, используемое в процессе ручной или механизированной обработки металла, позволяет выполнять такие операции, как гибка, протяжка, прошивание, рубка, выглаживание. Итак, какое же оборудование для ручной ковки используется для холодной обработки металла в каждом конкретном случае?
Оборудование для ручной холодной ковки, включает в себя оснастки для холодной ковки металла, благодаря которым можно работать как с полосой, так и с квадратом.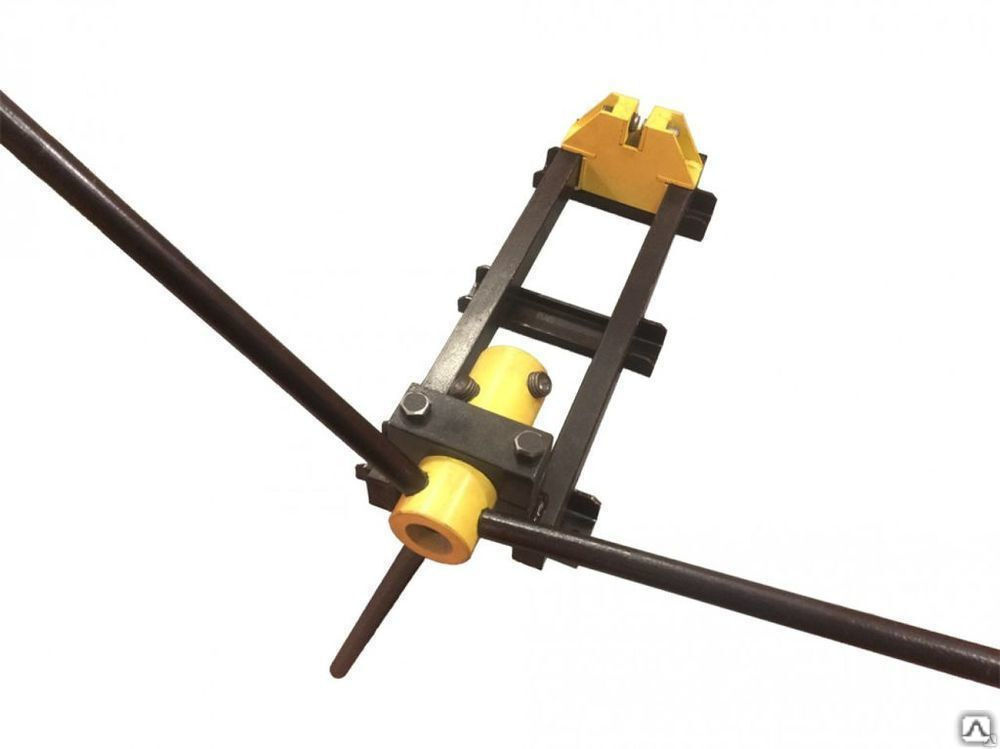
Улитка, к примеру, предназначена для получения многозаходных спиральных завитков, а изготовление спиральных узоров различных диаметров происходит за счет четырех разборных завитков. Оборудование, используемое для сгибания металла под любым углом или по дуге, называется гнутиком, а для закручивания изделия вдоль продольной оси используется твистер. Есть еще так называемый упрощенный гнутик, используемый для сгибания квадрата под фиксированным углом.
Волнообразные узоры получают с помощью такого инструмента, как волны, объемные узоры – с помощью объемника, а для изготовления кованого элемента «фонарик» из сваренных четырех квадратов также используется свое одноименное оборудование. Холодная ковка может осуществляться с применением дополнительных инструментов для обработки металла — ручного пресса, трубогиба, горна. Ручной пресс предназначен для обработки полосы, квадрата или кругляка с целью придать ему вид, характерный для изделий художественной ковки.
Гибочный ковочный станок позволяет получать треугольные и округлые художественные неровности, а горн служит для нагрева металла. Следующая технология изготовления кованых изделий: ручные станки для холодной ковки, к которому относятся оборудование для автоматизированной обработки металла, в частности, станки для резки и гнутья на заданный угол, станки для изготовления спиралей, станки для скручивания «винтом». Это оборудование помогает отрезать полосы по требуемому размеру, гнуть окружности разных диаметров, изготавливать спирали, завитки с различным шагом и «шишки». Ковочное оборудование дает возможность изготавливать наиболее часто встречающиеся в художественной ковке элементы.
Ковочное оборудование так же используются для получения «лапки» (гладкой или с двусторонним рисунком), «завитков», пик, волют, «корзинок» и колец различного диаметра. Это оборудование может использоваться для нанесения рельефного рисунка, для обработки граней и для придания заготовке сложной геометрической формы. Оборудование включает в себя также паровоздушные и пневматические молоты: паровоздушные молоты используются для поковок среднего размера, а для обработки сравнительно небольших заготовок предпочтительнее выбирать пневматические молоты.
Оборудование включает в себя также паровоздушные и пневматические молоты: паровоздушные молоты используются для поковок среднего размера, а для обработки сравнительно небольших заготовок предпочтительнее выбирать пневматические молоты.
Кузнечно-прессовое ковочное оборудование включает в себя следующие виды станков и инструментов: гильотинные ножницы, прессы кривошипные, листогибочные прессы, молоты, зигмашины, кузнечно-прессовые автоматы, и др. Для ручной резки и раскроя листового металла предназначены гильотинные ножницы, без которых не обходится мелкосерийное и индивидуальное производство изделий. Для отрезки сортового и фасонного проката предназначены пресс-ножницы, а для гибки металла – листогибы.
Для зиговки, рифления и круговой резки листового материала используют загмашину, а протяжка, осадка и прошивка отверстий – это функции ковочных молотов. Ковочный молот деформирует металлическую заготовку в процессе обработки и может применяться для листовой и объемной штамповки. Свое применение находят также прессы механические и гидравлические, благодаря которым процесс обработки металла происходит с минимальными затратами рабочей силы.
Свое применение находят также прессы механические и гидравлические, благодаря которым процесс обработки металла происходит с минимальными затратами рабочей силы.
Ключевые слова: оборудование для ручной холодной ковки, ковочное оборудование, кузнечное ручное оборудование
▷ Бывшие в употреблении кузнечные машины и оборудование на продажу
На Trademachines.com вы можете найти 161 предложение подержанных кузнечных машин на продажу или с аукционов по всему миру. Посмотрите на себя ниже и свяжитесь с продавцами напрямую!
Предложения 161
История ковки Ковка металла представляет собой процесс объемной деформации, который можно определить как контролируемую деформацию металла в определенную форму локализованными сжимающими силами. Это старейший из известных процессов металлообработки. Процесс ковки восходит к 4000 г. до н.э. и развился из ручного искусства простого кузнечного дела. От простых отбойных молотков и наковальней, которые приводились в действие вручную, после промышленной революции стали использовать водяные, воздушные и паровые молоты. Позже кузнецы того времени начали использовать молоты, приводимые в движение трансмиссионными валами, для производства широкого ассортимента кованых деталей для железных дорог, автомобильной промышленности и сельскохозяйственных машин. В современной ковке используются ударные молоты или прессы с механическим приводом, которые деформируют заготовку контролируемым давлением.
Позже кузнецы того времени начали использовать молоты, приводимые в движение трансмиссионными валами, для производства широкого ассортимента кованых деталей для железных дорог, автомобильной промышленности и сельскохозяйственных машин. В современной ковке используются ударные молоты или прессы с механическим приводом, которые деформируют заготовку контролируемым давлением.
Горячая ковка определяется как обработка металла при температуре выше его температуры рекристаллизации, в то время как при холодной ковке металл обрабатывается намного ниже температуры его рекристаллизации. Проще говоря, горячая ковка выполняется при довольно повышенных температурах, а холодная ковка выполняется при комнатной или близкой к комнатной температуре. Холодная ковка требует больших усилий и более мощного оборудования, но точность размеров и чистота поверхности детали будут превосходными. Несмотря на то, что более легкие силы выполняют функцию горячей штамповки, точность допуска ниже из-за теплового сжатия и коробления из-за неравномерного охлаждения. Также при более высокой температуре происходят нежелательные реакции между металлом и окружающей атмосферой, а также загрязнения, которые сводятся к минимуму при холодной ковке.
Несмотря на то, что более легкие силы выполняют функцию горячей штамповки, точность допуска ниже из-за теплового сжатия и коробления из-за неравномерного охлаждения. Также при более высокой температуре происходят нежелательные реакции между металлом и окружающей атмосферой, а также загрязнения, которые сводятся к минимуму при холодной ковке.
В основном существует два типа кузнечного оборудования, а именно: кузнечные молоты и кузнечные прессы. Молотки можно разделить на два типа: отбойные молотки и ударные молоты . Основные различия среди отбойных молотков заключаются в том, как молот приводится в действие: воздухом, силой тяжести, трением или паром. Отбойные молотки обычно работают в вертикальном положении. Чтобы преодолеть некоторые ограничения отбойных молотков, такие как высокий уровень шума, требование большого удара по фундаменту или молоты с встречным ударом. В машине с контрударом движутся и молоток, и наковальня, а заготовка удерживается между ними, таким образом, избыточная энергия становится отдачей, что позволяет машине работать горизонтально и состоит из меньшего основания. По силовому механизму ковочные прессы можно разделить на механические прессы и гидравлические прессы. Механические прессы работают за счет использования кулачков, рычагов и кривошипов для создания заданного усилия. Гидравлические прессы используют давление жидкости и поршень для создания усилия. Механические прессы работают намного быстрее, чем их гидравлические аналоги. Но гидравлические более гибкие и с большими возможностями. Первоначальная стоимость установки гидравлического пресса относительно выше, чем у механического пресса.
В машине с контрударом движутся и молоток, и наковальня, а заготовка удерживается между ними, таким образом, избыточная энергия становится отдачей, что позволяет машине работать горизонтально и состоит из меньшего основания. По силовому механизму ковочные прессы можно разделить на механические прессы и гидравлические прессы. Механические прессы работают за счет использования кулачков, рычагов и кривошипов для создания заданного усилия. Гидравлические прессы используют давление жидкости и поршень для создания усилия. Механические прессы работают намного быстрее, чем их гидравлические аналоги. Но гидравлические более гибкие и с большими возможностями. Первоначальная стоимость установки гидравлического пресса относительно выше, чем у механического пресса.
Ковка металла может быть классифицирована на три типа в зависимости от степени, в которой поток металла ограничен штампами:
- Ковка в открытых штампах
- Ковка штампованным штампом
- Ковка без оплавления
Ковка в открытых штампах, также известная как осадка, включает сжатие изделия между двумя плоскими штампами или плитами без каких-либо боковых ограничений, что очень мало ограничивает поток металла. Это в основном уменьшает высоту задания за счет увеличения диаметра. Ковка в открытых штампах выполняется на слитках, заготовках или предварительно отформованных формах. Смазки на основе графита используются во время этого типа процесса ковки металла. Во время осадки могут возникать блинчатые или бочкообразные из-за сил трения, присутствующих на границе раздела штамп-заготовка, или из-за тепловых различий. Ковка в закрытых штампах или штамповка выполняется в одной или в нескольких штампах или полостях штампа. Простые формы могут быть выкованы за один ход, в то время как более сложные детали могут пройти через несколько ходов и полостей штампа, прежде чем достигнут своей окончательной формы. Во время окончательной ковки тонкий слой избыточного материала течет радиально наружу вокруг периферии металла штампа, что называется заусенцем. В дальнейшем заусенец обрезается вручную или с помощью специальных штампов. Ковка в прессе и штамповка — два популярных метода штамповки в закрытых штампах.
Это в основном уменьшает высоту задания за счет увеличения диаметра. Ковка в открытых штампах выполняется на слитках, заготовках или предварительно отформованных формах. Смазки на основе графита используются во время этого типа процесса ковки металла. Во время осадки могут возникать блинчатые или бочкообразные из-за сил трения, присутствующих на границе раздела штамп-заготовка, или из-за тепловых различий. Ковка в закрытых штампах или штамповка выполняется в одной или в нескольких штампах или полостях штампа. Простые формы могут быть выкованы за один ход, в то время как более сложные детали могут пройти через несколько ходов и полостей штампа, прежде чем достигнут своей окончательной формы. Во время окончательной ковки тонкий слой избыточного материала течет радиально наружу вокруг периферии металла штампа, что называется заусенцем. В дальнейшем заусенец обрезается вручную или с помощью специальных штампов. Ковка в прессе и штамповка — два популярных метода штамповки в закрытых штампах. Как открытые, так и закрытые штамповки осуществляются как при комнатной температуре, так и в горячем состоянии. При ковке без заусенцев, как следует из названия, оснастка штампа сконструирована таким образом, что полость не допускает образования заусенца 9.0008 . Рабочий материал полностью окружен полостью пресс-формы во время сжатия, поэтому заусенец не образуется. Контроль над процессом требует больше усилий, чем штамповка методом штамповки. Наиболее важным требованием при ковке без оплавления является то, что рабочий объем должен быть равен пространству в полости штампа с очень жестким допуском.
Как открытые, так и закрытые штамповки осуществляются как при комнатной температуре, так и в горячем состоянии. При ковке без заусенцев, как следует из названия, оснастка штампа сконструирована таким образом, что полость не допускает образования заусенца 9.0008 . Рабочий материал полностью окружен полостью пресс-формы во время сжатия, поэтому заусенец не образуется. Контроль над процессом требует больше усилий, чем штамповка методом штамповки. Наиболее важным требованием при ковке без оплавления является то, что рабочий объем должен быть равен пространству в полости штампа с очень жестким допуском.
Все металлы и их сплавы, за очень немногими исключениями, могут быть коваными. Многие металлы куются холодным способом, но железо и его сплавы почти всегда куются горячим. Ковка приводит к получению металла, который прочнее литых или обработанных металлических деталей. Это может быть связано с потоком зерна, вызванным процессом ковки. По мере измельчения металла зерна деформируются, повторяя форму детали, поэтому зерна остаются целыми по всей детали. Поэтому некоторые современные детали используют это преимущество для высокого отношения прочности к весу. Кузнечное оборудование теперь способно изготавливать детали размером от болта до ротора турбины. Типичные детали: болты, заклепки, коленчатые валы двигателей, шатуны, валы турбин, монеты, шестерни, ручные инструменты, конструктивные элементы машин или самолетов, детали реактивных двигателей. Кроме того, основные мелкие производства используют процессы ковки для создания основной формы крупных деталей, которые впоследствии обрабатываются до окончательной геометрии и размера.
По мере измельчения металла зерна деформируются, повторяя форму детали, поэтому зерна остаются целыми по всей детали. Поэтому некоторые современные детали используют это преимущество для высокого отношения прочности к весу. Кузнечное оборудование теперь способно изготавливать детали размером от болта до ротора турбины. Типичные детали: болты, заклепки, коленчатые валы двигателей, шатуны, валы турбин, монеты, шестерни, ручные инструменты, конструктивные элементы машин или самолетов, детали реактивных двигателей. Кроме того, основные мелкие производства используют процессы ковки для создания основной формы крупных деталей, которые впоследствии обрабатываются до окончательной геометрии и размера.
Производители поковок
FAGOR, SCHULER, AIDA, FICEP, KOMATSU, DEYI, AEM3, DIMECO, Bliss-Bret, Beckwood, WANZKE, MHG и MECOLPRESS являются одними из самых известных в мире брендов, занимающихся производством поковок прессы.
Ручная ковка против машинной ковки
3 февраля 2023 г.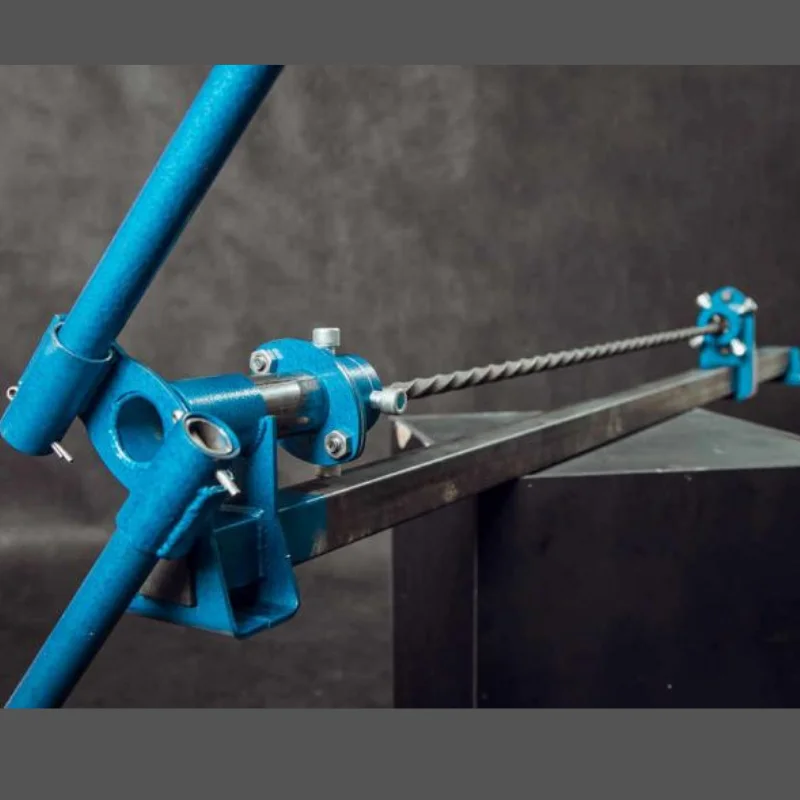 3 февраля 2023 г.
| 13:54
3 февраля 2023 г.
| 13:54
Ручная и машинная ковка — два метода обработки металлов, которые использовались веками. Оба метода включают формование металла с помощью тепла, давления и инструментов. Но в чем разница между этими двумя процессами ковки? Давайте рассмотрим каждый метод подробно и сравним их бок о бок.
Ручная ковка
Ручная ковка — это традиционный процесс, который использовался с древних времен для придания формы металлу. Он включает в себя нагрев куска металла до тех пор, пока он не станет достаточно мягким, чтобы его можно было придать ручным инструментам, таким как молотки и наковальни. Этот процесс можно выполнить либо с помощью ручного молотка, либо с помощью механических молотков, которые используют сжатый воздух или электричество для создания дополнительной силы. Преимущество ручной ковки заключается в том, что она позволяет создавать более сложные конструкции, чем машинная ковка, поскольку не требует использования дорогостоящего оборудования или штампов.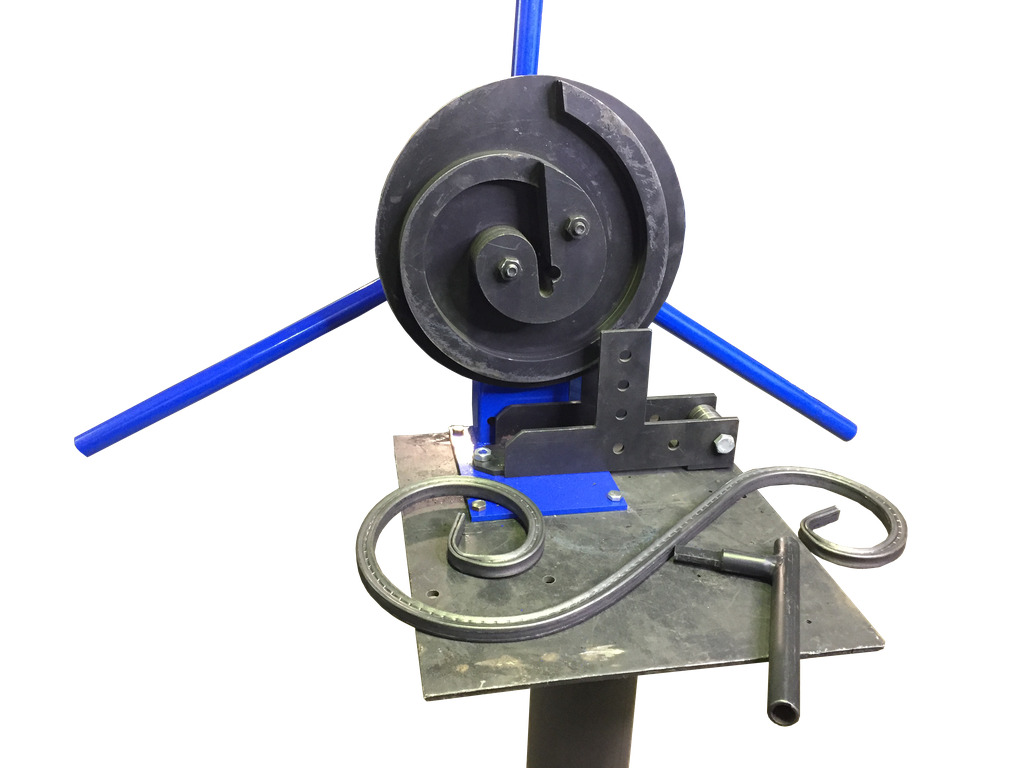 Однако это также требует больше времени и навыков от фальсификатора, потому что каждое изделие должно работать индивидуально вручную.
Однако это также требует больше времени и навыков от фальсификатора, потому что каждое изделие должно работать индивидуально вручную.
Машинная ковка
Машинная ковка — это современный процесс, в котором используются автоматизированные машины для быстрого и эффективного придания металлическим деталям заданной формы и размера. Машины, используемые в этом процессе, обычно представляют собой гидравлические прессы или машины с числовым программным управлением (ЧПУ), которые используют запрограммированные инструкции для точного управления движением инструментов, используемых для формирования деталей. По сравнению с ручной ковкой машинная ковка требует от оператора меньших навыков, но обычно дороже из-за затрат на приобретение и обслуживание специализированного оборудования. Он также обычно производит менее сложные конструкции, чем ручная ковка, из-за того, что он ориентирован на единообразие, а не на настройку.
Разница между ручной ковкой и машинной ковкой
Преимущества ручной ковки
Одним из основных преимуществ ручной ковки является то, что она позволяет лучше контролировать форму металла. Когда кузнец придаёт металлу форму, он может вносить небольшие коррективы, чтобы конечный продукт был именно таким, как он хочет. Кроме того, ручная ковка часто приводит к более прочному изделию, поскольку металл с меньшей вероятностью треснет или сломается, когда ему придают форму вручную.
Когда кузнец придаёт металлу форму, он может вносить небольшие коррективы, чтобы конечный продукт был именно таким, как он хочет. Кроме того, ручная ковка часто приводит к более прочному изделию, поскольку металл с меньшей вероятностью треснет или сломается, когда ему придают форму вручную.
Преимущества машинной ковки
Основным преимуществом машинной ковки является то, что она намного быстрее ручной ковки. Кроме того, машинная ковка часто приводит к более точному конечному изделию, поскольку машины могут создавать формы, которые было бы очень трудно получить вручную. Наконец, машинная ковка обычно требует меньше рабочей силы, чем ручная ковка, поскольку для управления машинами требуется всего несколько человек.
Недостатки ручной ковки
Одним из основных недостатков ручной ковки является то, что это может быть очень физически сложная работа. Кузнецы должны прилагать большие усилия, придавая металлу форму, что со временем может привести к усталости и травмам.