Самодельные станки для холодной ковки с электроприводом: с ручным и автоматическим режимом, для изготовления различных элементов: завитки, корзинки, волюты
Холодная ковка — технология, позволяющая придавать заготовкам из круглых и квадратных прутков, полос, профильных труб различные формы, без нагрева металла. Для обработки деталей используется:
- Универсальное оснащение.
- Ручные и электрические станки для холодной ковки, которые при наличии определенных знаний и свободного времени возможно сделать своими руками, и как и щепокол. Среди данных устройств особой популярностью пользуется улитка, предназначенная для изготовления завитков. Сборка данного агрегата, а также других механизмов: фонарик, волна, твистер, глобус самостоятельными силами позволяет сэкономить финансы и сделать модель для решения определенных задач, для реализации конкретных проектов по холодной ковке своими руками.
- Инструменты и приспособления, в большинстве случаев создающиеся самостоятельно, под собственные нужды каждого мастера.
 В данной категории особенно выделяется кондуктор, применяемый для производства спиралей, волют, колец и завитков.
В данной категории особенно выделяется кондуктор, применяемый для производства спиралей, волют, колец и завитков.
 В данной категории особенно выделяется кондуктор, применяемый для производства спиралей, волют, колец и завитков.
В данной категории особенно выделяется кондуктор, применяемый для производства спиралей, волют, колец и завитков.Далее представлены обзоры, демонстрирующие процесс производства самодельных станков для холодной ковки с электроприводом.
В видео представлен электрический станок, выполненный из имеющихся материалов, металлолома, с педалью для управления, редуктором 1:43, двигателем.
Обзор посвящен станку для холодной ковки, собранному своими руками (!о самодельных щепокола-рычагах подробно здесь), с редуктором 1:40, рамой из уголков, съемными кондукторами, пультом управления и педалью для автоматического и ручного режима, двигателем.
 youtube.com/embed/no0jWhApB3Q?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»>
youtube.com/embed/no0jWhApB3Q?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»> Автор ролика представляет электрический самодельный станок для холодной ковки. Каркас и опоры выполнены из труб разного сечения. Процесс сборки отдельных частей устройства также продемонстрирован. Управление осуществляется с помощью кнопочной панели.
Не все исполнители обладают нужными знаниями и необходимым временем для самостоятельного производства устройств. В подобных случаях целесообразно рассмотреть возможность покупки станка: ручного или электрического. В отдельный раздел вынесены компании, предлагающие механизмы типа улитка.
Станки для холодной ковки Stancraft
С 2017 года производим и доставляем станки по Беларуссии и СНГ
Каталог
Оплата и доставка
Отзывы
ЗАКАЗАТЬ
Гарантия 12 месяцев
на все станки
Доставка
по всей Беларуссии
Оплата станков
при получении
+7 (495) 118-42-70
Закажите комплект 6 станков + 3 насадки со скидкой 50% за 2 600 BYN
КОВАНАЯ МЕБЕЛЬ, ВОРОТА, ТЕПЛИЦЫ И ДР. СВОИМИ РУКАМИ ПО ЦЕНЕ МЕТАЛЛА
Не нужен опыт
Подойдет тем, кто не занимался ковкой.
Инструмент, который работает
Заводское качество. Конкуренты копируют внешний вид, не разбираясь в технологии.
Обучаем работе
Дружное сообщество — 35 000 подписчиков, десятки обучающих видео и гайдов.
Средний рейтинг на маркете — 4.9
Более 100 настоящих отзывов клиентов.
Скидка 50% на комплект
Закажите комплект сегодня по скидке.
«Улитка»
«Гнутик»
«Торсион + корзинка»
«Волна»
«Трубогиб»
Станок «усиления»
Насадка «Кольцо/Завиток»
Закажите комплект
6 станков + 3 насадки
со скидкой 50% за 2 600 BYN
Нашими станками пользуются
более 12 тысяч человек
Все люди разного уровня: от новичков до мастеров
Комплект 3 станка (3 станка = 5 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
Комплект 3 станка
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
Улитка
Торсион + корзинка
Гнутик
Комплект с
Мини — Атлантом
Комплект 3 станка
(3 станка = 5 функций)
1 240 1 040 BYN
ЗАКАЗАТЬ
Комплект 4 станка (4 станка = 6 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
Профилегибы «Викинг»
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
Комплект 4 станка
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
Улитка
Торсион + корзинка
Гнутик
Профилегиб «Викинг»
Комплект с
Мини — Атлантом
Комплект 4 станка
(4 станка = 6 функций)
1 600 1 370 BYN
ЗАКАЗАТЬ
Комплект 5 станков (5 станков = 7 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
Профилегибы (выберите ниже)
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
✔ ВОЛНООБРАЗНЫЕ ЭЛЕМЕНТЫ
Комплект с Викингом
Комплект
с Мини — Атлантом
Комплект с Атлантом
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
✔ ВОЛНООБРАЗНЫЕ ЭЛЕМЕНТЫ
Улитка
Торсион + корзинка
Гнутик
Профилегибы
(выберите ниже)
Комплект с
Мини — Атлантом
Комплект 5 станков
(5 станков = 7 функций)
1 620 BYN
1 790 BYN
2 100 BYN
ЗАКАЗАТЬ
ЗАКАЗАТЬ
ЗАКАЗАТЬ
Комплект 4 станка + ролики (4 станка + ролики = 8 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
Станок усиления и сплющивания проф. трубы
трубы
Фигурные ролики (на выбор)
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ УСИЛЕНИЕ ПРОФИЛЬНОЙ ТРУБЫ
✔ СПЛЮЩИВАНИЕ КОНЧИКОВ
✔ СОЗДАНИЕ СТРУКТУРЫ НА ПРОФ. ТРУБЕ ( КОСИЧКА, ВОЛНА, ПЛИТКА)
Комплект 4 станка + ролики
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ УСИЛЕНИЕ ПРОФИЛЬНОЙ ТРУБЫ
✔ СПЛЮЩИВАНИЕ КОНЧИКОВ
✔ СОЗДАНИЕ СТРУКТУРЫ НА ПРОФ. ТРУБЕ ( КОСИЧКА, ВОЛНА, ПЛИТКА)
Улитка
Торсион + корзинка
Гнутик
Станок усиления и сплющивания проф. трубы
Фигурные ролики (на ваш выбор)
Комплект с
Мини — Атлантом
Комплект 4 станка + ролики
(4 станка + ролики = 8 функций)
2 550 2 260 BYN
ЗАКАЗАТЬ
Комплект 6 станков + 3 насадки (6 станков = 12 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
Станок усиления и сплющивания проф.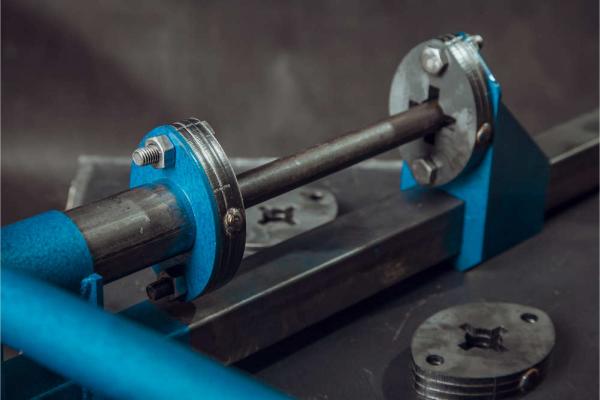 трубы
трубы
Профилегибы ( выберите ниже)
Волна (подарок)
Мини-завиток (подарок)
Насадка кольцо 2 шт. (подарок)
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ УСИЛЕНИЕ ПРОФИЛЬНОЙ ТРУБЫ
✔ СПЛЮЩИВАНИЕ КОНЧИКОВ
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
✔ ВОЛНООБРАЗНЫЕ ЭЛЕМЕНТЫ
✔ МИНИ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ КОЛЬЦА РАЗНОГО ДИАМЕТРА
Комплект с Викингом
Комплект
с Мини — Атлантом
Комплект с Атлантом
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ УСИЛЕНИЕ ПРОФИЛЬНОЙ ТРУБЫ
✔ СПЛЮЩИВАНИЕ КОНЧИКОВ
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
✔ ВОЛНООБРАЗНЫЕ ЭЛЕМЕНТЫ
✔ МИНИ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ КОЛЬЦА РАЗНОГО ДИАМЕТРА
Улитка
Торсион + корзинка
Гнутик
Станок усиления и сплющивания проф. трубы
трубы
Профилегибы
( выберите ниже)
Волна (подарок)
Мини-завиток (подарок)
Насадка кольцо 2 шт. (подарок)
Комплект с
Мини — Атлантом
Комплект 6 станков + 2 насадки
(6 станков = 11 функций)
2 600 BYN
2 790 BYN
2 830 BYN
ЗАКАЗАТЬ
ЗАКАЗАТЬ
ЗАКАЗАТЬ
Каталог единичных моделей
Каталог
единичных моделей
Что можно сделать на наших станках?
Станки, которые использовались для изготовления
Себестоимость изделия:
516,28 BYN
Время работы:
1 день
Стоимость в магазине:
1878,13 BYN
Примеры изделий с нашего YouTube канала
Откройте своё дело по производству и продаже изделий из металла
*Все изделия сделаны на станках Станкрафт, процесс изготовления показан на нашем YouTube канале
Кованный биокамин
Кованный мангал
Станки, которые использовались для изготовления
Время работы:
Себестоимость изделия:
434,68 BYN
Стоимость в магазине:
От 2295,50 BYN
Журнальный столик
Станки, которые использовались для изготовления
Время работы:
Себестоимость изделия:
107,60 BYN
1 день
Стоимость в магазине:
626,04 BYN
Станки, которые использовались для изготовления
Время работы:
Себестоимость изделия:
69,91 BYN
1 день
Стоимость в магазине:
626,04 BYN
Нажимая на кнопку вы соглашаетесь с условиями обработки данных и политикой конфиденциальности
Не знаете какой станок выбрать?
ПОДОБРАТЬ СТАНОК
Оставьте заявку — мы подберём станок под Ваши задачи, ответим на вопросы и проконсультируем
Даём 12 месяцев
гарантии на все станки
В случае неисправности вернём
деньги или вышлем новые
Доставляем станки
по всей Беларуссии
Оборудование отправляем транспортными
компаниями до ближайшего пункта выдачи
Узнайте точную стоимость и срок
доставки станков до вашего города
Наш менеджер свяжется с вами в течение 10 минут,
уточнит детали для расчёта стоимости и срока доставки
Нажимая на кнопку вы соглашаетесь с условиями обработки данных и политикой конфиденциальности
РАССЧИТАТЬ ДОСТАВКУ
Наш менеджер свяжется с вами
в течение 10 минут, уточнит детали
для расчёта стоимости и срока доставки
Оплачиваете станки
при получении
Сначала вы осматриваете
инструменты, а потом оплачиваете
Дарим подарки
при покупке любого
станка или комплекта
Каталог изделий из металла с подробной инструкцией по изготовлению
Бесплатный доступ на
14 дней к профессиональной
3D программе
ЗАКАЗАТЬ СТАНКИ
Закажите станки на OZON
Вы можете приобрести наши станки на маркетплейсе OZON. Удобно и легко.
Удобно и легко.
Маркетплейс OZON — это:
✔ Быстрая доставка
✔ Осмотр перед покупкой
✔ Пункты выдачи в шаговой доступности.
Вы также можете приобрести наши станки на Яндекс Маркете. Удобно и легко.
✔ Рейтинг товаров
✔ Реальные отзывы
✔ Быстрая доставка
✔ Осмотр перед покупкой
✔ Пункты выдачи в шаговой доступности.
Вы также можете приобрести
наши станки на Яндекс Маркете.
Удобно и легко.
✔ Рейтинг товаров
✔ Реальные отзывы
✔ Быстрая доставка
✔ Осмотр перед покупкой
✔ Пункты выдачи в шаговой доступности.
Заполните форму
Наш менеджер свяжется с вами в течение 10 минут, уточнит детали, проконсультирует и подберёт подходящий комплект станков
Нажимая на кнопку вы соглашаетесь с условиями обработки данных и политикой конфиденциальности
Подберём оптимальный комплект станков для реализации Ваших идей и задач
ПОДОБРАТЬ КОМПЛЕКТ СТАНКОВ
Суммарная аудитория наших подписчиков в соцсетях более 40 000
художественной ковке
Научитесь
по видеоурокам от наших мастеров
Мы регулярно снимаем пошаговые видеоуроки
по изготовлению различных металлических изделий,
которые делаем на станках нашего производства
Посмотреть YouTube канал
Осторожно! Халтура!
На что обратить внимание перед покупкой станков!
Лепестки завитка подогнаны вручную из-за этого образуются заломы.
Идеальная геометрия лекала.
На выходе получаются кривые не качественные завитки.
За счет этого улитка делает ровные завитки без заломов
Ненадежное крепление завитков
Улитка Stancraft имеет надёжное соединение паз в паз
Такое соединение не способно выдержать нагрузку даже по заявленным техническим характеристикам
Такую конструкцию не под силу сломать! Надежность конструкции достигается за счет пазового соединения
Некачественный станок улитка.
Тонкая ось диаметром 16мм.
Улитка Stancraft имеет большую ось диаметром 22мм.
Ось на станке тонкая, диаметром 16мм., может сломаться при малейшей нагрузке.
Ось — это важный элемент, который несет на себе всю нагрузку при работе на станке.
Некачественный станок имеет ограниченный функционал
На торсионе Stancraft установлены универсальные насадки
Работа с полосой и прутками 12-14 мм. а также с профильной трубой на станке не предусмотрена.
Позволяют работать не только с профтрубой, но и с полосой. Главное преимущество, что одна деталь торсиона Stancraft выполняет 5+ функций.
Главное преимущество, что одна деталь торсиона Stancraft выполняет 5+ функций.
Закаленные болты главный недостаток станка!
Болты заводского качества из низкоуглеродистых сталей
Тот случай, когда маркетинговый ход в виде калёного болта не решает. Болты после закалки становятся хрупкими, и при затяжке могут легко сколоться.
Болт без закалки не теряет вязкость, имеет эластичность. При затяжке с болтом ничего не случится.
Ознакомьтесь с отзывами наших клиентов
об опыте использования станков
Ознакомьтесь с отзывами наших клиентов об опыте использования станков
У ВАС ОСТАЛИСЬ ВОПРОСЫ?
Ответим на все вопросы, проконсультируем и подберём подходящий комплект станков
ПОЛУЧИТЬ КОНСУЛЬТАЦИЮ
Менеджер свяжется с вами в течение 10 минут, проконсультирует,
подберёт станки под Ваши задачи и рассчитает стоимость доставки
Нажимая на кнопку вы соглашаетесь с условиями обработки данных и политикой конфиденциальности
Менеджер свяжется с вами в течение 10 минут,
проконсультирует, подберёт станки под Ваши
задачи и рассчитаем стоимость доставки
Наши контакты
E-mail: stancraftru@gmail. com
com
График работы: Пн-Вс с 09:00 до 20:00
ИП Насыров Р.М.
ИНН 693100847030
ОГРН 317695200006655
170100, г. Тверь, Индустриальная улица, 17
© 2017 — 2023 «stankraft.by» Все права защищены.
Использование материалов разрешено только с согласия правообладателей.
Полное или частичное копирование сайта запрещено и преследуется по закону.
«Политика конфиденциальности»
+7 (999) 333-51-26
Click to order
Ваше имя
Ваш телефон
типов кузнечных процессов | Ассоциация кузнечной промышленности
Главная Типы процессов ковки
Существует три основных метода (или процесса) изготовления кованой детали.
- Штамповка
- Холодная ковка
- Открытая штамповка
- Бесшовная прокатная кольцевая поковка
Штамповка штампом
Штамповка штампом фунтов или прессует металл между двумя штампами (называемыми оснасткой), которые содержат предварительно вырезанный профиль нужной детали. Детали от нескольких унций до 60 000 фунтов. можно сделать с помощью этого процесса. Некоторые из более мелких деталей на самом деле выкованы в холодном состоянии.
Детали от нескольких унций до 60 000 фунтов. можно сделать с помощью этого процесса. Некоторые из более мелких деталей на самом деле выкованы в холодном состоянии.
ПРОЦЕСС ОПЕРАЦИИ
Графическое изображение этапов процесса.
- Неподвижная графика
- Анимированная последовательность
- Видео
Технологические возможности
Обычно называемая ковкой в штампах, штамповка стали, алюминия, титана и других сплавов позволяет получить практически безграничное разнообразие трехмерных форм весом от нескольких унций до более 25 тонн. Штампованные поковки обычно производятся на гидравлических прессах, механических прессах и молотах с усилием до 50 000 тонн, 20 000 тонн и 50 000 фунтов. соответственно.
Как следует из названия, две или более штампов, содержащих оттиски формы детали, соединяются вместе, когда поковочная заготовка подвергается пластической деформации. Поскольку поток металла ограничен контурами штампа, этот процесс может давать более сложные формы и более жесткие допуски, чем процессы свободной ковки.
Геометрия деталей варьируется от самых простых для ковки простых сферических форм, блочных прямоугольных тел и дискообразных конфигураций до самых сложных компонентов с тонкими и длинными секциями, которые включают тонкие стенки и относительно высокие вертикальные выступы, такие как ребра и бобышки. . Хотя многие детали в целом симметричны, другие включают в себя всевозможные конструктивные элементы (фланцы, выступы, отверстия, полости, карманы и т. д.), которые в совокупности делают поковку очень несимметричной. Кроме того, детали могут быть согнуты или изогнуты в одной или нескольких плоскостях, независимо от того, являются ли они в основном продольными, равномерными или плоскими.
Большинство технических металлов и сплавов могут быть кованы с помощью обычных штамповочных процессов, среди них: углеродистые и легированные стали, инструментальные стали, нержавеющие, алюминиевые и медные сплавы, а также некоторые титановые сплавы. Материалы, чувствительные к скорости деформации и температуре (магний, высоколегированные суперсплавы на основе никеля, тугоплавкие сплавы и некоторые титановые сплавы), могут потребовать более сложных процессов ковки и/или специального оборудования для ковки в штампах.
Материалы, чувствительные к скорости деформации и температуре (магний, высоколегированные суперсплавы на основе никеля, тугоплавкие сплавы и некоторые титановые сплавы), могут потребовать более сложных процессов ковки и/или специального оборудования для ковки в штампах.
Вернуться к началу
Холодная ковка
Большая часть ковки выполняется в виде горячей обработки при температуре до 2300 градусов по Фаренгейту, однако разновидностью ковки в штампах является холодная ковка. Холодная ковка включает в себя множество процессов: гибку, холодное волочение, холодную высадку, чеканку, экструзию и многое другое, что позволяет получать детали самых разных форм. Температура металлов, подвергаемых холодной ковке, может колебаться от комнатной до нескольких сотен градусов.
Технологические операции
Графическое изображение этапов процесса.
Технологические возможности
Холодная ковка включает в себя множество процессов гибки, холодной вытяжки, холодной высадки, чеканки, экструзии, пробивки отверстий, накатки резьбы и т. д. для получения деталей различной формы. К ним относятся различные стержнеобразные элементы, чашеобразные геометрии, полые детали со штоками и валами, всевозможные высаженные (головчатые) и изогнутые конфигурации, а также их комбинации.
д. для получения деталей различной формы. К ним относятся различные стержнеобразные элементы, чашеобразные геометрии, полые детали со штоками и валами, всевозможные высаженные (головчатые) и изогнутые конфигурации, а также их комбинации.
Совсем недавно детали с радиальным потоком, такие как круглые конфигурации с центральными фланцами, прямоугольные детали и неосесимметричные детали с 3- и 6-кратной симметрией, были изготовлены методом горячего прессования. При холодной ковке стального прутка, проволоки или прутка нередки валообразные детали с изгибами в 3-х плоскостях и головками.
Типичные детали наиболее рентабельны в диапазоне 10 фунтов. или менее; симметричные части до 7 фунтов. легко поддаются автоматической обработке. Варианты материалов варьируются от низколегированных и углеродистых сталей до нержавеющей стали серий 300 и 400, некоторых алюминиевых сплавов, латуни и бронзы.
Бывают случаи, когда горячая ковка предпочтительнее холодной, особенно для стали с более высоким содержанием углерода, или когда можно исключить отжиг в процессе.
Холодная штамповка, часто выбираемая для неотъемлемых конструктивных элементов, таких как встроенные фланцы и бобышки, часто используется в деталях автомобильного рулевого управления и подвески, антиблокировочных тормозных системах, скобяных изделиях, компонентах защиты и других приложениях, где требуется высокая прочность, жесткие допуски и объем. производство делает их экономичным выбором.
При этом химически смазанная заготовка прутка вдавливается в закрытую матрицу под экстремальным давлением. Таким образом, ненагретый металл принимает желаемую форму. Как показано, прямое выдавливание включает поток стали в направлении силы ползуна. Применяется, когда необходимо уменьшить диаметр стержня и увеличить длину. Экструзия в обратном направлении, когда металл течет против силы ползуна, создает полые детали. При осадке металл течет под прямым углом к силе ползуна, увеличивая диаметр и уменьшая длину.
Наверх
Ковка в открытых штампах
Ковка в открытых штампах выполняется между плоскими штампами без предварительно вырезанных профилей.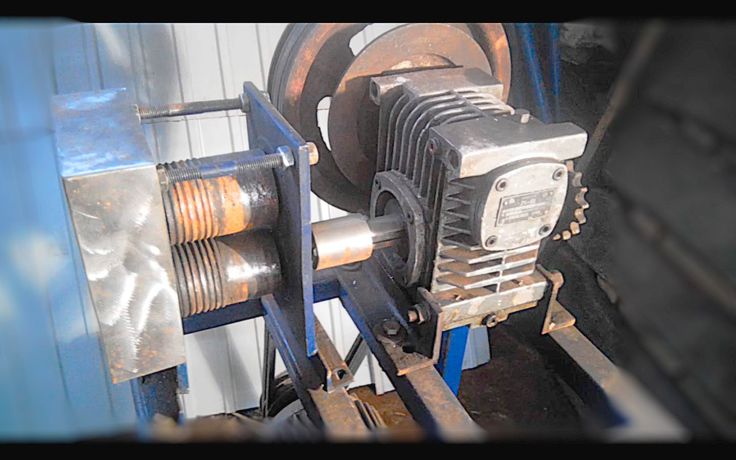 Движение заготовки является ключом к этому методу. Более крупные детали весом более 200 000 фунтов. и 80 футов в длину могут быть выкованы или спрессованы таким образом.
Движение заготовки является ключом к этому методу. Более крупные детали весом более 200 000 фунтов. и 80 футов в длину могут быть выкованы или спрессованы таким образом.
ПРОЦЕСС ОПЕРАЦИИ
Графическое изображение этапов процесса.
- Неподвижная графика
- Анимированная последовательность
- Видео
Возможности процесса
Ковка в открытых штампах позволяет производить поковки весом от нескольких фунтов до более чем 150 тонн. Этот процесс, называемый открытым штампом, потому что металл не ограничивается сбоку штампами во время ковки, постепенно придает исходной заготовке желаемую форму, чаще всего между штампами с плоской поверхностью. На практике ковка в открытых штампах включает в себя множество вариантов процесса, позволяющих производить чрезвычайно широкий диапазон форм и размеров. Фактически, когда критерии проектирования диктуют оптимальную структурную целостность для огромного металлического компонента, возможности свободной ковки в огромных размерах делают ее очевидным выбором по сравнению с альтернативами, не связанными с ковкой.
Практически все поддающиеся ковке сплавы черных и цветных металлов могут быть кованы в свободном штампе, включая некоторые экзотические материалы, такие как упрочняющиеся при старении суперсплавы и коррозионно-стойкие тугоплавкие сплавы.
Возможности открытой формы матрицы действительно широки. В дополнение к круглым, квадратным, прямоугольным, шестиугольным и другим основным формам прутки с открытым штампом могут производить:
- Ступенчатые валы сплошные валы (шпиндели или роторы), диаметр которых увеличивается или уменьшается (уменьшается) в нескольких местах вдоль продольной оси ось.
- Полости цилиндрической формы, обычно длиной намного больше диаметра детали. Длина, толщина стенки, внутренний и наружный диаметр могут варьироваться по мере необходимости.
- Кольцевидные детали могут напоминать шайбы или приближаться по форме к полым цилиндрам, в зависимости от соотношения высоты и толщины стенки.
- Контурные металлические оболочки, такие как сосуды под давлением, которые могут включать экструдированные сопла и другие элементы конструкции.

В отличие от последовательных операций ковки в последовательности штампов, несколько операций свободной ковки могут быть объединены для получения требуемой формы. В то же время эти методы ковки могут быть адаптированы для достижения надлежащей степени общей деформации и оптимальной структуры потока зерен, тем самым максимально улучшая свойства и предельные характеристики для конкретного применения. Ковка цельной заготовки зубчатого колеса и ступицы, например, может повлечь за собой несколько операций волочения или объемной ковки с последующей осадкой. Точно так же заготовки для колец могут быть изготовлены путем осадки слитка с последующим прокалыванием центра перед ковкой кольца.
Вернуться к началу
Ковка бесшовных катаных колец
Ковка бесшовных катаных колец обычно выполняется путем пробивки отверстия в толстом круглом куске металла и придания ему формы. затем скатывание и сжимание (или, в некоторых случаях, растирание) пончика в тонкое кольцо. Диаметр кольца может быть от нескольких дюймов до 30 футов.
затем скатывание и сжимание (или, в некоторых случаях, растирание) пончика в тонкое кольцо. Диаметр кольца может быть от нескольких дюймов до 30 футов.
ПРОЦЕСС ОПЕРАЦИИ
Графическое изображение этапов процесса.
- Неподвижное изображение
- Анимированная последовательность
- Видео
Технологические возможности
Кольца, выкованные методом прокатки бесшовных колец, могут весить от < 1 фунта до 350 000 фунтов, а наружный диаметр варьируется от нескольких дюймов до 30 футов. в диаметре. С точки зрения производительности нет равных кованым кольцам круглого сечения, используемым в энергетике, горнодобывающей промышленности, аэрокосмической промышленности, внедорожном оборудовании и других критических областях применения.
Конфигурации бесшовных колец могут быть плоскими (как шайба) или иметь более высокие вертикальные стенки (приближающиеся к полому цилиндрическому сечению). Высота катаных колец варьируется от менее дюйма до более 9футов. В зависимости от используемого оборудования соотношение толщины стенок и высоты колец обычно колеблется от 1:16 до 16:1, хотя при специальной обработке достигаются и большие пропорции. На самом деле, бесшовные трубы до 48 дюймов. диаметром и длиной более 20 футов экструдируются на ковочных прессах усилием от 20 до 30 000 тонн.
В зависимости от используемого оборудования соотношение толщины стенок и высоты колец обычно колеблется от 1:16 до 16:1, хотя при специальной обработке достигаются и большие пропорции. На самом деле, бесшовные трубы до 48 дюймов. диаметром и длиной более 20 футов экструдируются на ковочных прессах усилием от 20 до 30 000 тонн.
Несмотря на то, что базовые формы с прямоугольным поперечным сечением являются нормой, кольца со сложными функциональными поперечными сечениями могут быть изготовлены практически для любых конструктивных требований. Удачно названные, эти контурные катаные кольца могут быть изготовлены в тысячах различных форм с контурами на внутреннем и/или внешнем диаметре. Ключевым преимуществом контурных колец является значительное сокращение операций механической обработки. Неудивительно, что кольца нестандартной формы могут привести к экономичной консолидации деталей. По сравнению с бесшовными катанными кольцами с плоской поверхностью максимальные размеры (высота поверхности и наружный диаметр) профильных катаных колец несколько ниже, но все же имеют очень внушительные размеры.
Благодаря высокой касательной прочности и пластичности кованые кольца хорошо подходят для компонентов, устойчивых к крутящему моменту и давлению, таких как зубчатые колеса, подшипники двигателей для самолетов, колесные подшипники, муфты, проставки роторов, герметичные диски и корпуса, фланцы, сосуды под давлением и клапаны. тела. К материалам относятся не только углеродистые и легированные стали, но и цветные сплавы алюминия, меди и титана, а также сплавы на основе никеля.
Наверх
Доля рынка машин для холодной штамповки, прогнозы и будущие возможности, зарегистрированные на период до 2023–2031 годов
Пресс-релиз
Комментарии
Новостной отдел MarketWatch не участвовал в создании этого контента.
10 апреля 2023 г. (Новости Альянса через COMTEX) — Мировой рынок машин для холодной штамповки в 2021 году оценивается примерно в миллион долларов США, и ожидается, что в прогнозируемый период 2022-2028 годов он будет расти со здоровыми темпами роста более чем на 100 долларов США. Станки для холодной ковки можно определить как машины с гидравлическим приводом, используемые в процессах холодной ковки. Холодное формование относится к формованию или ковке сыпучего материала при комнатной температуре без нагрева исходной заготовки.
Он используется в различных отраслях промышленности, таких как тяжелая промышленность, автомобилестроение и аэрокосмическая промышленность. Растущий автомобильный сектор и все более широкое применение станков для холодной штамповки, а также недавние стратегические инициативы ведущих игроков рынка являются факторами, ускоряющими спрос на мировом рынке. Например, по данным Statista, в 2021 году мировой рынок производства автомобилей оценивался в 2700 миллиардов долларов США. По прогнозам, к концу 2022 г. он вырастет до 2800 млрд долл. При этом, по оценкам Международного энергетического агентства (МЭА), в 2019 г., во всем мире было продано 2,2 миллиона электромобилей, а в 2020 году продажи электромобилей выросли до 3 миллионов и составили 4,1% от общего объема продаж автомобилей.
По прогнозам, к концу 2022 г. он вырастет до 2800 млрд долл. При этом, по оценкам Международного энергетического агентства (МЭА), в 2019 г., во всем мире было продано 2,2 миллиона электромобилей, а в 2020 году продажи электромобилей выросли до 3 миллионов и составили 4,1% от общего объема продаж автомобилей.
Запрос на загрузку образца этого стратегического отчета: — https://reportocean.us/sample-request/report_id/bzwt1323
Кроме того, в 2021 году продажи электромобилей выросли более чем вдвое и достигли нового максимума из 6,6 миллионов, что составляет около 9% мирового автомобильного рынка. Кроме того, ведущие игроки рынка делают упор на новые приобретения, чтобы расширить свой портфель продуктов и географическое присутствие. Например, в 2022 году компания Balu Forge Industries Limited, расположенная в Мумбаи, Индия, приобрела подразделение Precision Machining завода Mercedes-Benz Truck Factory в Мангейме, Германия. Приобретенная обрабатывающая установка будет установлена на новом обрабатывающем предприятии компании BFIL, расположенном в Белгауме, штат Карнатака, Индия. Кроме того, ожидается, что растущий производственный сектор на развивающихся рынках, а также быстрая индустриализация в развивающихся странах будут действовать как катализирующий фактор для рыночного спроса в течение прогнозируемого периода. Однако высокая стоимость, связанная с машинами для холодной ковки, препятствует росту рынка в прогнозируемый период 2022-2028 гг.
Кроме того, ожидается, что растущий производственный сектор на развивающихся рынках, а также быстрая индустриализация в развивающихся странах будут действовать как катализирующий фактор для рыночного спроса в течение прогнозируемого периода. Однако высокая стоимость, связанная с машинами для холодной ковки, препятствует росту рынка в прогнозируемый период 2022-2028 гг.
Ключевые регионы, рассматриваемые для глобального исследования рынка машин для холодной штамповки, включают Азиатско-Тихоокеанский регион, Северную Америку, Европу, Латинскую Америку и остальной мир. Северная Америка является ведущим регионом в мире по доле рынка благодаря растущему применению холодной штамповки в различных отраслях конечного использования и наличию хорошо зарекомендовавшей себя аэрокосмической промышленности. Принимая во внимание, что Азиатско-Тихоокеанский регион, как ожидается, продемонстрирует значительные темпы роста в течение прогнозируемого периода 2022–2028 годов. Такие факторы, как растущий автомобильный сектор и быстрая индустриализация в регионе, создадут выгодные перспективы роста для глобального рынка машин для холодной штамповки в Азиатско-Тихоокеанском регионе.
Основные игроки рынка, включенные в этот отчет:
National Machinery
STAMTEC, INC.
Nedschroef Herentals
SIJIN INTELLIGENT FORMING MACHINERY CO. LTD.
Zhejiang Dongrui Machinery Industrial
Запрос на загрузку образца этого стратегического отчета: — https://reportocean.us/sample-request/report_id/bzwt1323
Zhejiang Shengtuo Machinery Co.,000YNG03 90YNG03 .
ZHEJIANG YESWIN MACHINERY
Sacma
Hyodong Machine
Целью исследования является определение размеров рынка различных сегментов и стран в последние годы и прогнозирование значений на ближайшие восемь лет. Отчет предназначен для включения как качественных, так и количественных аспектов отрасли в каждом из регионов и стран, участвующих в исследовании. Кроме того, отчет также содержит подробную информацию о важнейших аспектах, таких как движущие факторы и проблемы, которые будут определять будущий рост рынка. Кроме того, в отчете также должны быть отражены доступные заинтересованным сторонам возможности инвестирования на микрорынках, а также подробный анализ конкурентной среды и продуктов, предлагаемых ключевыми игроками. Подробные сегменты и подсегменты рынка объясняются ниже:
Кроме того, в отчете также должны быть отражены доступные заинтересованным сторонам возможности инвестирования на микрорынках, а также подробный анализ конкурентной среды и продуктов, предлагаемых ключевыми игроками. Подробные сегменты и подсегменты рынка объясняются ниже:
По типу продукта:
Станции холодной штамповки с 2-мя матрицами
Станции холодной штамповки с 3-мя матрицами
Станции с 4-мя матрицами для холодной штамповки
Станции с 5-ю матрицами Станки для холодной штамповки
3 Машины холодной ковки
По процессу:
Холодная ковка на молотах
Холодная ковка на прессах
Холодная ковка Кривошипные механизмы
Холодноковочные роторные машины
По конечному использованию:
Машины холодной штамповки для автомобильной промышленности
Машины холодной штамповки для тяжелого машиностроения
Машины холодной штамповки для общего производства
Машины холодной штамповки для строительства
Машины холодной штамповки для аэрокосмической промышленности
82 Запросить образец настоящего стратегического отчета:
https://reportocean. us/sample-request/report_id/bzwt1323
us/sample-request/report_id/bzwt1323 По регионам:
Северная Америка
U.S.
Canada
Europe
UK
Germany
France
Spain
Italy
ROE
Asia Pacific
China
India
Japan
Australia
South Korea
RoAPAC
Латинская Америка
Бразилия
Мексика
Остальной мир
Содержание:
- Обзор отчета
- Тенденции глобального роста
- Конкурентная среда по ключевым игрокам
- Сегменты данных
- Анализ рынка Северной Америки
- Анализ рынка Европы
- Анализ рынка Азиатско-Тихоокеанского региона
- Анализ рынка Латинской Америки
- Анализ рынка Ближнего Востока и Африки
- Анализ рынка профилей ключевых игроков
- Точки зрения/выводы аналитиков
- Приложение
Ниже приводится обзор различных утверждений о фактах, включенных в исследование:
- Изучение состоит из области, которая разбивает стратегические черты основных игроков в текущих и будущих исследованиях и разработках, запуске новых продуктов, сотрудничестве, региональной экспансии, а также слияниях и поглощениях.
- Поиск фокусируется на основных характеристиках рынка, таких как доход, стоимость продукта, потенциал и коэффициенты использования, объемы импорта/экспорта, показатели спроса/предложения, доля рынка и среднегодовой темп роста.
- Информация представляет собой серию проанализированных записей и несколько баррелей недвижимости, купленных с помощью аналитического оборудования и процесса внутреннего поиска.
- Рынок можно разделить на 4 области в соответствии с региональной разбивкой: рынки Северной Америки, Европейские рынки, Азиатские рынки и Остальной мир.

Запросить полный отчет :- https://reportocean.us/sample-request/report_id/bzwt1323
О компании Report Ocean:
Мы являемся лучшим в отрасли поставщиком отчетов об исследованиях рынка. Report Ocean — ведущая мировая исследовательская компания, известная своими информативными исследовательскими отчетами. Мы стремимся предоставлять нашим клиентам как количественные, так и качественные результаты исследований. Являясь частью нашей глобальной сети и всестороннего охвата отрасли, мы предлагаем глубокие знания, позволяющие делать обоснованные и стратегические бизнес-выводы. Мы используем новейшие технологии и инструменты анализа, а также наши собственные уникальные исследовательские модели и многолетний опыт, которые помогают нам создавать необходимые детали и факты, превосходящие ожидания.
Мы стремимся предоставлять нашим клиентам как количественные, так и качественные результаты исследований. Являясь частью нашей глобальной сети и всестороннего охвата отрасли, мы предлагаем глубокие знания, позволяющие делать обоснованные и стратегические бизнес-выводы. Мы используем новейшие технологии и инструменты анализа, а также наши собственные уникальные исследовательские модели и многолетний опыт, которые помогают нам создавать необходимые детали и факты, превосходящие ожидания.
Свяжитесь с нами с нами:
Отчет OCEA N:
Электронная почта : [email protected]
Адрес : 500 N Michigan Ave, Suite 600, Chicago, Illinois 60611 — United States
. :+ 1888 212 3539 (ЗВОНОК БЕСПЛАТНЫЙ для США)
Веб-сайт: https://reportocean.us
COMTEX_428829192/2796/2023-04-10T01:19:17
Новостной отдел MarketWatch не участвовал в создании этого контента.