Как правильно паять полипропиленовые трубы
15 сентября 2019ЛикбезСделай сам
Детали нагреваются до 260 °C и связываются так сильно, что место соединения оказывается прочнее, чем сама труба.
Поделиться
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
YouTube‑канал «Ремонт своими руками»Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
YouTube‑канал «Дважды отец Дмитрий»Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4.
 Сделайте разметку
Сделайте разметкуПока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
YouTube‑канал FV MianoЧтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
termpro.ruНапример, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
YouTube‑канал «Сергей Ефимов»Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
YouTube‑канал «Дважды отец Дмитрий»Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
YouTube‑канал FV MianoПодержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий.
Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
 Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.9. Проверьте соединение
YouTube‑канал FV MianoОпределить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Читайте также 🛠🏠
- Как подключить стиральную машину к водопроводу, канализации и электросети
- Как устранить засор без помощи специалиста
- Как выбрать тёплый пол и правильно его смонтировать
- Как установить унитаз своими руками
- Как установить водонагреватель своими руками
Температура и время пайки полипропиленовых труб: таблица
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Содержание
- 1 Общее влияние температуры при стыковочных работах
- 2 Как сваривать полипропиленовые трубы вручную
- 3 Нюансы выдержки нужного теплового режима
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.

Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
Похожие статьи:
видов, как выбрать какие лучше приобрести
Трубы полипропиленовые прочно заняли нишу материалов для домашнего водоснабжения и отопления. Их монтаж прост и удобен, если сравнивать со сборкой стальной проводки. Для сварки пластиковых стыков необходим специальный паяльник для полипропиленовых труб.
Их монтаж прост и удобен, если сравнивать со сборкой стальной проводки. Для сварки пластиковых стыков необходим специальный паяльник для полипропиленовых труб.
Но как правильно выбрать и на что смотреть перед покупкой — такие нюансы знает далеко не каждый обыватель. Эти вопросы мы подробно рассмотрим в статье, обратив внимание на устройство, принцип работы и существующие конструкции оборудования.
Также приведем ряд важных критериев, которые важны при выборе паяльника. Ведь перед его покупкой необходимо ознакомиться не только с видами, но и с ключевыми характеристиками, которые позволят приобрести устройство, соответствующее запланированной работе.
Содержание статьи:
- Виды сварки полипропиленовых труб
- Существующие конструкции паяльников
- Паяльное оборудование
- Принцип работы прибора
- Критерии выбора моделей розеток
- Критерий №1 – потребляемая мощность оборудования
- Критерий №2 – типы нагревательных насадок
- Критерий №3 – компании-производители
- Критерий №4 – паяльное оборудование
- 2 Покупка и продажа Советы по эксплуатации
- Выводы и полезное видео по теме
Виды сварки полипропиленовых труб
Соединить элементы пластиковой разводки из полипропиленовых труб можно с помощью резьбовых фитингов или тремя способами сварки:
- электромуфта;
- приклад;
- колоколообразный.

Принципиальное отличие пайки полипропиленовых труб до 63 мм и более от этого типоразмера.
Трубы малого диаметра (до 63 мм) соединяют раструбным способом, то есть путем вставки обрезанного края одной трубы в расширенный край (раструб) фитинга. Раструбный способ соединения обеспечивает высокую степень герметичности за счет большой площади контакта двух спаянных изделий и абсолютного совпадения их диаметров.
Галерея изображений
Фото
Для производства раструбной сварки ПП труб используется паяльник с насадками, предназначенными для расплавления соединяемых полимерных деталей
Специальная подготовка для проведения сварных соединений полипропиленовых труб не требуется.Трубы для транспортировки холодных сред обычно просто протирают обезжиривающим средством
Перед выполнением сварного соединения полипропиленовые трубы просто разрезают обычной ножовкой или ножницами для резки полимерных труб
Армированные полипропиленовые трубы сложнее подготовить к сварке. На глубину соединения их необходимо очистить от внешнего полимера и следующего за ним алюминиевого слоя
На глубину соединения их необходимо очистить от внешнего полимера и следующего за ним алюминиевого слоя
Трубы ПП, предназначенные для транспортировки теплоносителя или горячей воды санитарно-технического назначения, очищаются, так как без этой стадии подготовки они не влезут в штуцер
На паяльник устанавливаются насадки — оправка для пайки внутренней части фитинга и втулка для пайки снаружи трубы. Включите, подождите 5 минут и установите детали, которые необходимо соединить с форсунками
На насадках паяльника соединяемые детали следует выдерживать в течение периода, зависящего от толщины стенки и диаметра трубы. Затем их снимают и соединяют быстрым уверенным движением без поворота
Неразборные трубопроводы для водопровода и канализации собираются из полипропиленовых труб. Узлы соединения неразборные
Паяльник для раструбного соединения полипропиленовых труб
Обезжиривание полимерных поверхностей перед склеиванием
Резка ножницами для полимерных труб
Очистка армированной трубы
Результат очистки трубы для горячей воды
Процесс нагрева деталей перед соединением
Соединение оплавленных деталей
Полипропиленовая труба в квартире
т Стыковая сварка
трубопроводов большого давления диаметром от 63 мм и более.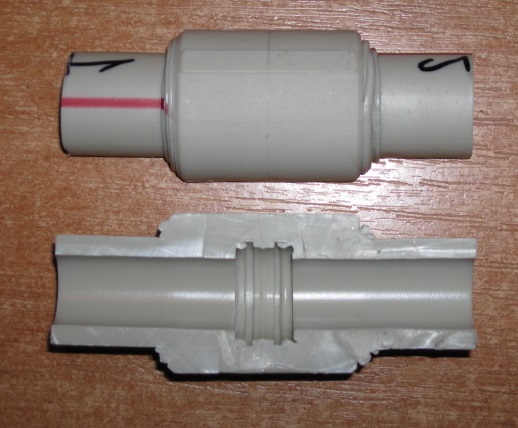 Этот способ практически не используется в бытовых целях, поэтому оборудование для стыковой сварки подробно рассматривать не будем. Стоимость такого сварочного аппарата начинается от нескольких тысяч долларов, и приобретают его в основном строительные компании.
Этот способ практически не используется в бытовых целях, поэтому оборудование для стыковой сварки подробно рассматривать не будем. Стоимость такого сварочного аппарата начинается от нескольких тысяч долларов, и приобретают его в основном строительные компании.
Электромуфтовая сварка применяется при соединении полиэтиленовых труб. Изготавливается с использованием муфт со встроенными нагревательными элементами. Он не требует механической обработки концов пайки и возможен в местах с ограниченным рабочим пространством.
К недостаткам электромуфтовой сварки можно отнести высокую стоимость припоя, цена которого начинается от 1500 долларов. При электромуфтовой сварке полимерные детали соединяются равномерно и без наплывов, поэтому этот способ является лучшим, но и самым дорогим.
При соединении ПП труб большого диаметра применяется технология стыковой сварки и соответствующий сварочный аппарат:
Фотогалерея
Фото
При соединении ПП труб с толщиной стенки более 4 мм диаметром более 50 см, для его выполнения применяется технология встык и паяльник
ПП трубы большого диаметра, применяемые при сборке магистральных линий и систем вентиляции, обрезаются для придания торцу четкой геометрической формы
Насадки, выполненные в виде дисков, устанавливаются на паяльник, устройство нагревается, затем на него оплавляются концы соединяемых труб
В комплектации дискового паяльника для ПП труб имеется несколько спаренные диски, поэтому можно выбрать насадку для сборки трубопроводов разного диаметра
Паяльник для ПП труб диаметром более 50 см
Обрезки полипропиленовых труб
Оплавление на дисковом паяльнике
Жала для паяльника
Далее рассмотрим подбор оборудования для раструбной сварки полипропиленовых труб, стоимость которого может окупиться при большом объеме выполняемых работ.
Существующие конструкции паяльников
По внешнему виду оборудование для раструбной сварки пластиковых труб одинаковое и отличается только формой нагревателя.
Может быть двух видов:
- плоский;
- цилиндрический.
Плоский утеплитель (установщики называют его также утюгом для полипропиленовых труб) имеет вид толстой конической металлической пластины. Чем больше масса нагревателя, тем лучше его способность поддерживать стабильную температуру при плавлении пластика. Подробнее о применении утюга для сварки полипропилена мы говорили.
Форсунки для оплавления соединяемых деталей крепятся к нагревателю с помощью болтов, продетых через отверстия в пластине.
Паяльники с плоским нагревателем габаритны и могут опрокинуться, поэтому необходимо заранее положить на пол в рабочем пространстве термостойкий материал
Паяльники с цилиндрическим нагревателем более компактны и удобны в использовании в жестких -доступные места. Форсунки фиксируются на них разъемным хомутом, фиксируемым прижимными винтами.
Форсунки фиксируются на них разъемным хомутом, фиксируемым прижимными винтами.
Паяльники с цилиндрическим нагревателем компактны, но работать с ними в одиночку неудобно. Им нужна устойчивая подставка
В связи с простотой конструкции нагревателя и отсутствием в нем дорогостоящих элементов стоимость паяльников колеблется в пределах 100-200$ в зависимости от их производителя, мощности и комплектации.
Паяльное оборудование
Конструкции паяльников для полипропиленовых труб могут отличаться в деталях, но их основные элементы одинаковы.
В состав оборудования входят:
- корпус;
- обогреватель;
- регулятор температуры; форсунки
- ;
- подставка.
Корпус устройства обычно выполнен из металла, т.к. пластиковые детали могут стать хрупкими из-за постоянного воздействия высоких температур, хотя есть модели с прорезиненными ручками.
Индикаторы нагрева и готовности в разных моделях паяльников могут иметь разный цвет, поэтому их назначение следует читать в инструкции
Электронагреватель (ТЭН) имеет форму конусообразной металлической пластины или толстого стержня цилиндрической формы. Размеры нагревательного элемента зависят от потребляемой мощности и количества надетых на него одновременно насадок.
Размеры нагревательного элемента зависят от потребляемой мощности и количества надетых на него одновременно насадок.
Электронагреватель в виде пластины имеет одно или несколько отверстий для крепления насадок. С увеличением их количества увеличивается мощность паяльника и его стоимость. Стандартная температура нагревателя при сварке труб 260°С, но ее можно регулировать.
Регулятор температуры имеет форму круглой ручки, с помощью которой можно настроить необходимую рабочую температуру. Для контроля готовности паяльника к работе используются индикаторы (обычно красные и зеленые лампочки). При нагреве загорается красный индикатор, а при достижении нагревателем рабочей температуры также загорается зеленый индикатор.
Насадки на плоский нагревательный элемент имеют цилиндрическую форму и называются оправкой и гильзой. Оправка служит для нагрева внутренней полипропиленовой поверхности раструба, а втулка – для размягчения наружного слоя соединяемой трубы.
Насадки для сварочного аппарата должны иметь идеально ровное и гладкое основание – от этого зависит скорость их нагрева и стабильность температуры расплавленного полипропилена
Верхние насадки имеют антипригарное покрытие, чтобы размягченный полипропилен не не придерживаться их. Для каждого диаметра трубы своя насадка. Обычно они идут в комплекте с паяльником в количестве 3-5 пар.
Для цилиндрических нагревателей используются насадки в форме хомута. Их максимальное количество на стержне паяльника зависит от длины нагревателя.
Стойки для сварочного аппарата бывают универсальные и индивидуальные.
По форме они могут быть:
- крестообразные
- П-образные;
- прямоугольный.
Универсальные подстаканники приобретаются отдельно и подходят для большинства паяльников, а индивидуальные имеют специальное крепление, предназначенное для конкретной модели или серии оборудования. Все стенды относительно компактны, но отличаются по весу.
Конструкция и внешний вид подставок могут быть разными, главное, чтобы они обладали необходимым для работы качеством — устойчивостью
Лучшая подставка имеет прямоугольный металлический лист в основании. Такая конструкция наиболее устойчива, но много весит и редко используется в портативных устройствах.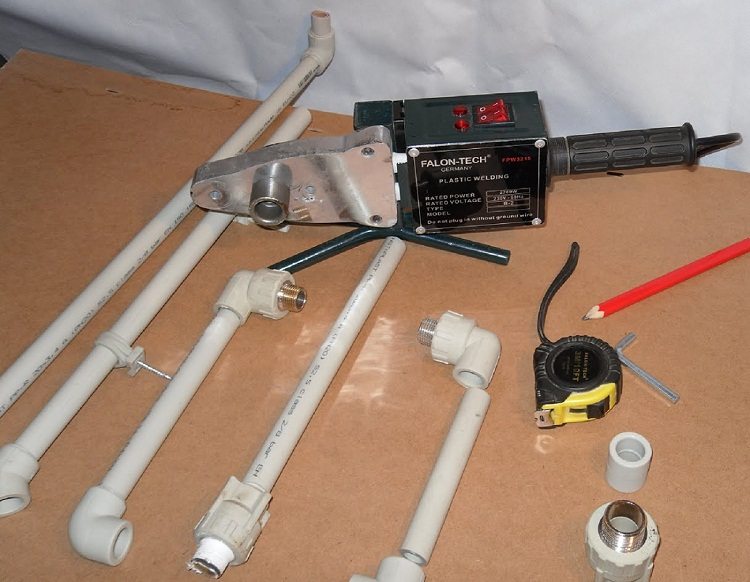
Изредка попадаются паяльники с нагревателями и подставками необычной формы, но широкого распространения они не получили.
Принцип действия прибора
Работа паяльника полипропиленовых труб основана на термическом размягчении поверхностей спаиваемых деталей с последующим их соединением.
Изделие с раструбом одевается на оправку, а отрезанная труба вставляется в отверстие нагретого рукава. Детали прогреваются в течение стандартного времени, указанного в инструкции к каждому паяльнику отдельно. Затем детали снимаются с патрубков и соединяются.
Если вы никогда не занимались подобными работами, рекомендуем ознакомиться с полипропиленовыми трубами.
В процессе сварки труб важно сохранять равномерный нагрев обеих соединяемых деталей, что достигается только качественными насадками
Критерии выбора моделей раструбов
Выбор паяльника для полипропиленовых труб следует начинать с изучения комплектации и характеристик оборудования.
Основными факторами, обеспечивающими долговечность и функциональность данного устройства, являются:
- мощность нагревательного элемента;
- комплект насадок;
- производитель оборудования;
- паяльник стоимость.
К сварочному аппарату практически всегда прилагается вспомогательный инструмент: перчатки, отвертка, рулетка и другие. Поэтому при выборе устройства, особенно через интернет, необходимо учитывать этот нюанс.
Критерий №1 — потребляемая мощность оборудования
Большинство советов по выбору мощности паяльника в Интернете основаны на утверждении, что она должна быть не менее десятикратного размера трубы в миллиметрах. Максимальный диаметр напорных трубопроводов домашних систем редко превышает 63 мм, поэтому рекомендуемая мощность паяльника теоретически должна составлять 500-600 Вт. Однако такой подход не учитывает реальных характеристик оборудования.
Для изготовления нагревателей большей мощности не требуется дополнительных затрат, поэтому большинство паяльников потребляют более 1 кВт
Минимальная мощность большинства паяльных паяльников, представленных на рынке, 800 Вт, максимальная 2 кВт, поэтому любого из этих устройств будет достаточно для установки систем отопления или водоснабжения дома.
Более мощные паяльники быстро набирают температуру после нагрева очередной пары пластиковых изделий, но, с учетом времени на их последующее соединение, это преимущество не имеет большого значения.
Стоимость оборудования практически не зависит от мощности нагревателя, поэтому ориентироваться на эту характеристику можно только с учетом электробезопасности. Квартирная проводка рассчитана на максимальную нагрузку 3,5-4 кВт, поэтому при использовании двухкиловатных паяльников использование другого оборудования такой же мощности будет ограничено.
Если очень не хочется покупать паяльник с минимальной мощностью, то лучше всего приобрести прибор с потребляемой мощностью 1,2-1,4 кВт.
Критерий №2 — типы нагревательных насадок
Насадки для труб всегда идут в комплекте с паяльником. Они изготавливаются двух видов в зависимости от формы нагревательного элемента. У плоских нагревателей патрубки выполнены в виде цилиндра, закрытого с одной стороны. Они крепятся друг к другу болтом с обеих сторон металлической пластины паяльника.
Оправки и втулки для нагрева цилиндрических стержней имеют полукруглое основание. Пара таких патрубков охватывает ТЭН в виде хомута и крепится двумя болтами.
Данная конструкция паяльника считается более эффективной, так как большая площадь контакта поверхности нагревателя и сопла ускоряет их нагрев и стабилизирует температуру при плавлении полипропилена.
Количество насадок на нагревательном стержне влияет на время, необходимое для размягчения полипропилена при нагреве труб разного диаметра
Оправки и втулки выполнены из металла и покрыты антипригарным покрытием из обычного или металлизированного тефлона. Предотвращает прилипание расплавленного полипропилена к поверхности.
Несмотря на простоту конструкции, форсунки относятся к оборудованию, которое может быстро выйти из строя. Тонкий слой тефлона имеет свойство быстро стираться, после чего насадки приходят в негодность.
Поэтому лучше покупать товары проверенных производителей, за качество которых могут ручаться продавцы в магазинах. Визуально проверить толщину и качество тефлона невозможно.
Визуально проверить толщину и качество тефлона невозможно.
В базовый комплект паяльника обычно входят насадки диаметром 20,25 и 32 мм. Некоторые модели оборудования поставляются с оправкой и втулкой диаметром 40, 50 и 63 мм.
Насадки недешевы, поэтому их стоимость влияет на итоговую цену комплекта снаряжения. Если не предполагается сварка труб больших диаметров, то лучше купить паяльник с минимальным набором насадок, а потом докупить их при необходимости. А при достаточном количестве денег можно сразу приобрести модель сварочного аппарата в максимальной комплектации.
Критерий №3 — компании-производители
Оценить качество паяльника в магазине по его внешнему виду практически невозможно. Исключение составляют только бюджетные китайские модели, которые имеют жестяной корпус, тонкий электрический шнур и минимальную комплектацию.
Качество сварочных аппаратов во многом зависит от страны производителя. Крупные фабрики могут выходить только на крупные экспортные рынки, поэтому именитых компаний в этой сфере мало.
В отечественных магазинах представлены паяльники производства следующих стран:
- Германия: Rothenberger, Kern.
- Чехия: Dytron
- Турция: Candan, Valtec, Cobra.
- Украина: Темп, Днепр.
- Россия: Уралмаш, Сплав.
- Китай: Фора, Штурм, Энкор.
Других производителей десятки, но вышеперечисленные бренды наиболее проверены на практике, а об их качестве можно судить по реальным отзывам. Лучшие и самые популярные среди пользователей модели мы рассмотрели.
В комплекте поставки качественных европейских паяльников редко можно встретить множество сопутствующих инструментов, которыми пытаются заманить покупателя другие производители
Наиболее надежным является немецкое и чешское оборудование, которое прослужит без поломок несколько лет . Его стоимость может быть в 10-12 раз выше российских и украинских аналогов той же комплектации.
Такая большая разница в цене обусловлена не только отличным качеством продукции европейских производителей, но и разницей в стоимости.
Главным преимуществом надежных моделей является точность температурного режима на протяжении всего срока службы. Rothenberger, Dytron и Kern — лучшие производители сварочного оборудования на европейском рынке.
Турецкие компании пытаются копировать сварочное оборудование для полипропиленовых труб у своих немецких конкурентов, но используя более дешевые комплектующие. Качество их паяльника не сильно уступает европейским аналогам, а стоит гораздо дешевле.
Украинские и российские производители сварочного оборудования под собственными торговыми марками обычно продают модели, собранные на заказ в Китае. Из-за этого качество отечественных и китайских устройств мало чем отличается. При покупке паяльников из этих стран можно ориентироваться только на стоимость, которая прямо пропорциональна качеству и оснащению приборов.
Критерий #4 — com
паяльник В коробке с раструбным паяльным аппаратом могут находиться различные вспомогательные инструменты, стоимость которых может сильно повлиять на окончательную цену набора.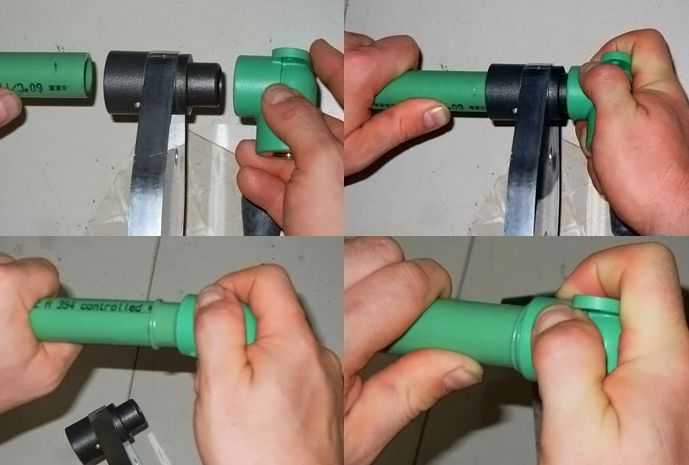
К паяльнику можно дополнительно присоединить:
- Чародей.
- Труборез.
- Перчатки.
- Рулетка.
- Ключ для крепления насадок.
- Отвертка.
- Уровень.
Самое дорогое устройство в комплекте, после уплотнителей и насадок, это . Без него качественный процесс пайки труб просто невозможен. Наличие этого инструмента крайне желательно при покупке сварочного оборудования.
Сварочный аппарат продается в кейсе, в котором для каждой детали предусмотрены отдельные ячейки. Качество изготовления этого корпуса часто схоже с качеством самого оборудования.
Следует отметить, что труборезы в дешевых комплектах довольно быстро тупят, и приходится покупать инструмент получше.
Рекомендуем ознакомиться с ножницами для резки труб.
Советы по покупке и эксплуатации
На основании анализа качества и долговечности сварочного оборудования можно дать такие советы по его приобретению:
- Для разовых домашних работ можно приобрести паяльник известного отечественный производитель с гарантией.
- При сварке небольшого количества пластиковых труб целесообразнее арендовать сварочное оборудование.
- Турецкие паяльные аппараты можно купить при самостоятельном монтаже многочисленных труб домашней разводки и наличии соответствующей суммы денег.
- Рекомендуется приобрести качественный европейский паяльник, если вы хотите профессионально выполнить монтажные работы.

Покупка надежного дорогого паяльника не гарантирует его долгий срок службы.
Для сохранения характеристик оборудования необходимо соблюдение правил эксплуатации.
- При работе с паяльником необходимо надевать перчатки, предохраняющие от ожогов.
- Паяльники обычно имеют металлический корпус, поэтому для исключения возможности поражения электрическим током необходимо подключать его к заземленной розетке.
- Необходимо следить за тем, чтобы обогреватель не соприкасался с деревянным полом или легковоспламеняющимися предметами. При работе желательно использовать специальную подставку.
- Пробную сварку деталей желательно проводить на ненужных отрезках труб.
- Очистка сопла после выполнения комплекса сварочных работ.

Соблюдение этих советов позволит вам приобрести надежное оборудование, а также эксплуатировать его долго и безопасно. Ведь сварочный процесс имеет множество нюансов, которые необходимо изучить, прежде чем использовать его самостоятельно. А параметры этого процесса зависят от сорта полипропилена, диаметра труб, мощности паяльника и других факторов.
Хотите научиться паять полипропиленовые трубы своими руками? В таком случае рекомендуем ознакомиться с другими нашими статьями, где мы подробно рассмотрели технологию сварки, температуру и разобрали основные ошибки, допускаемые новичками:
Выводы и полезное видео по теме
Недорогие модели паяльников могут прослужить долго, но при покупке оборудования не стоит учитывать индивидуальные мнения непрофессионалов, которым повезло в выборе устройства. В роликах даны квалифицированные советы специалистов по характеристикам паяльников для ПП труб и особенностям их выбора.
В роликах даны квалифицированные советы специалистов по характеристикам паяльников для ПП труб и особенностям их выбора.
Обзор аппарата для сварки труб VALTEC:
Правила выбора сварочных аппаратов:
Сравнение дешевого и дорогого паяльника:
Выбор сварочного оборудования для полипропиленовых трубопроводов во многом зависит от финансовых возможностей покупателя. Но при покупке паяльника необходимо учитывать их технические характеристики, чтобы приобрести именно то оборудование, которое необходимо для выполнения монтажных задач.
Вы тоже выбираете аппарат для сварки пропилена и хотите уточнить пару спорных моментов, которые мы затронули в статье? Задавайте свои вопросы в комментариях — наши специалисты постараются вам помочь.
Или вы давно являетесь владельцем паяльника (а может и не одного) и имеете хороший опыт пайки труб? Поделитесь, пожалуйста, своими рекомендациями с новичками, расскажите о плюсах и минусах вашего оборудования, покажите фото своего паяльника, добавьте советы по использованию.
Паяльник для полипропиленовых труб своими руками из железа
Полипропиленовые трубы и фитинги сегодня можно сказать в тренде. Применяются для внутридомовых и квартирных водопроводных и отопительных разводок и сетей. Популярность этого материала обусловлена прежде всего удобством работы с ним. В отличие от металлических труб их не нужно гнуть трубогибом, нарезать резьбу и варить сваркой. Вся трудоемкость этой профессии осталась в прошлом с появлением такого материала, как полипропилен.
Основным инструментом для работы с полипропиленовыми изделиями является электропаяльник или утюг. В заводском комплекте комплектуется патрубками-насадками для пайки фитингов труб стандартных диаметров. Вы можете купить их отдельно. Но бывают случаи, когда заводского паяльника по каким-то причинам нет и купить его нет возможности, а из всех деталей в наличии только сварочные насадки. Вот тут-то и пригодится самодельный сантехнический паяльник.
Эта самоделка из разряда «дунул, плюнул и сделал дело». Собрать его можно буквально на коленях из старого утюга и деревянного бруска. С таким самодельным утеплителем вы точно спасете положение, и займетесь пайкой полипропиленовых труб. А как это сделать, мы сейчас покажем.
Собрать его можно буквально на коленях из старого утюга и деревянного бруска. С таким самодельным утеплителем вы точно спасете положение, и займетесь пайкой полипропиленовых труб. А как это сделать, мы сейчас покажем.
Что нужно для сборки паяльника
- Старый утюг с работающей нагревательной подошвой;
- Деревянный брусок ориентировочного сечения 40×50 мм, длина 40-50 см;
- Четыре пресс-шайбы-саморезы, 3×14-16 мм;
- Насадка-втулка для сантехнического паяльника с прижимным болтом;
- Кабель питания с вилкой;
- Изолента, саморезы 45 мм.
Из инструментов необходимо иметь: дрель или отвертку с крестообразной головкой для саморезов, сверла диаметром 6-8 мм, шлифовальную машинку или наждачную бумагу, малярный нож, пассатижи и молоток.
Собираем самодельный паяльник для полипропиленовых труб
Первым делом разбираем бытовой утюг, отсоединив подошву от термостатов.
Далее подготавливаем деревянный брусок. При необходимости его можно распилить, выстрогать или просто зачистить на наждаке, как это сделал автор самоделки (фото).
Для крепления штанги просверливаем несколько отверстий на подошве утюга в свободной от ТЭНа зоне. Диаметр сверла должен быть меньше ширины головки шурупа.
Вставляем блок поперек сечения в паз подошвы, и крепим его на несколько саморезов с помощью отвертки и крестовой насадки.
На конце контактной группы нагревателя имеются болты. Под них сверлим пазовые отверстия с обеих сторон планки, и пассатижами разворачиваем контакты, чтобы соединить их.
Прижимаем контактные пластины несколькими саморезами — прессшайбами.
Возле торца подошвы сверлим отверстие под прижимной болт для втулок.
