Использование саморезов по металлу со сверлом. Назначение, особенности применения
Установленное ГОСТом 27017-86 определение саморезов со сверлом выглядит очень коротко. Состоит оно всего из одного предложения. Между тем, для точного понимания, что представляют собой эти метизы, нужно знать еще один гостовский термин – «самонарезающий винт». В том же нормативном документе сказано примерно следующее: это стержневой крепежный элемент, который при ввинчивании формирует резьбовую нить в отверстии, проделанном в одном из скрепляемых объектов. Последние могут быть выполнены из твердого полимера либо металла. В итоге получается следующая формулировка: рассматриваемые крепежные детали – это самонарезающие винты с наконечником в виде сверла. Отсюда становится понятен принцип их работы. При вращении саморезы бурят в материале гнездо и формируют на его внутренней поверхности резьбовые витки, за счет которых, собственно, там и удерживаются.
Технические характеристики
В настоящее время нет единого Государственного стандарта, утверждающего рабочие параметры самонарезающих винтов с наконечником в виде сверла и предназначенных для работы с металлическими элементами конструкции.
|
d |
St6,3 |
St5,5 |
St4,8 |
St4,2 |
St3,9 |
St3,5 |
St2,9 |
|
k |
4,6 |
4,0 |
3,7 |
3,1 |
2,8 |
2,6 |
2,2 |
|
dk |
12,5 |
10,8 |
9,5 |
8,2 |
7,5 |
6,9 |
5,6 |
|
dp |
5,8 |
4,8 |
4,1 |
3,6 |
3,1 |
2,8 |
2,3 |
|
f |
2,0-6,0 |
1,75-5,25 |
1,75-4,4 |
1,75-3,7 |
0,7-2,4 |
0,7-2,25 |
0,7-1,9 |
Литерой «f» обозначена общая толщина соединяемых объектов.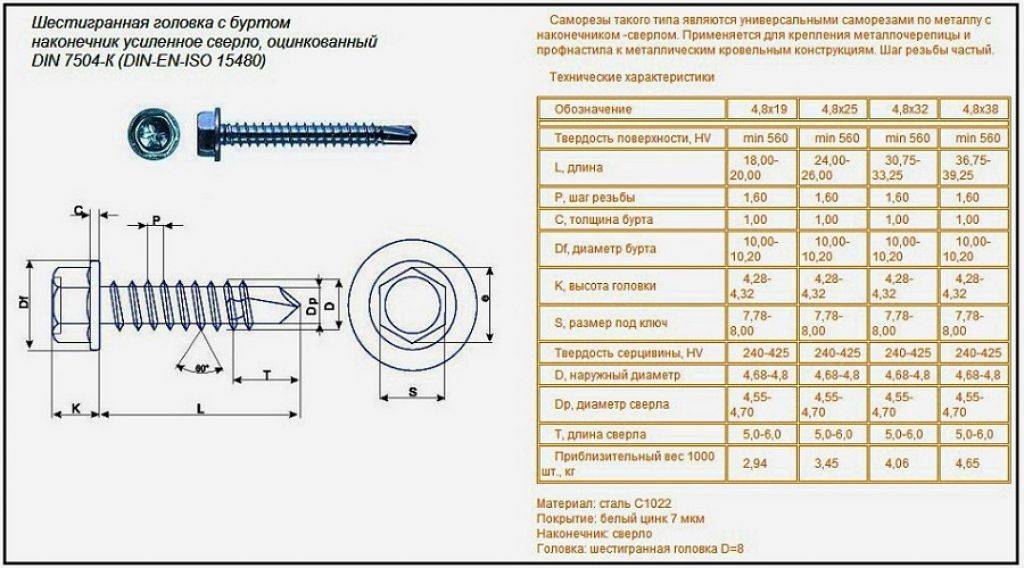
Технические характеристики самонарезающих винтов со шлицем ТХ выглядят так, как показано в следующей таблице:
|
D |
St6,3 |
St5,5 |
St4,8 |
St4,2 |
St3,9 |
St3,5 |
St2,9 |
|
ІSR |
Т30 |
Т25 |
Т20 |
Т15 |
Т10 |
||
|
k |
4,6 |
4,0 |
3,7 |
3,1 |
2,8 |
2,6 |
2,2 |
|
dk |
12,0 |
11,0 |
9,5 |
8,0 |
7,5 |
7,0 |
5,6 |
|
dp |
5,8 |
4,8 |
4,1 |
3,6 |
3,1 |
2,8 |
2,3 |
|
f |
2,0-6,0 |
1,75-5,25 |
1,75-4,4 |
1,75-3,7 |
0,7-2,4 |
0,7-2,25 |
0,7-1,9 |
Сочетание литер «ІSR» обозначает размер шлица Торкс.
Сравнение шлицев РН и ТХ
Шлиц крестообразной конфигурации Phillips (РН) был разработан без малого сто лет тому назад – в 1933 году. До этого момента в шляпках крепежа проделывалось лишь плоское углубление (обозначается так: SL), служащее для передачи на стержень вращающего усилия. Его недостаток известен всем, кто когда-то брал отвертку в руки – лопатка этого инструмента при малейшем неосторожном движении исполнителя выскальзывает из шлица и наносит на поверхность сопрягаемого элемента конструкции никому не нужные царапины. Шлиц РН, имеющий крестообразную конфигурацию, минимизирует вероятность возникновения такой ситуации.
Углубление типа ТХ представляет собой 6-лучевую звезду. Такая конструкция обеспечивает возможность передачи вращающего усилия без появления деформаций в наконечнике инструмента и в углублении на шляпке крепежа. Кроме того, понижается радиальная нагрузка. Объясняется данное явление небольшой величиной угла между гранями – он равен всего 15°.
-
напряжения, практически, отсутствуют;
-
не требуется приложение больших усилий для того, чтобы довести саморезы;
-
эффект проскальзывания, который имеет место в шлице SL, здесь не возникает.
В целом, величина вращающего момента обычной приложенной силы, передаваемого посредством углубления ТХ, будет значительно большей по сравнению с РН.
Кровельные самонарезающие винты со сверлом
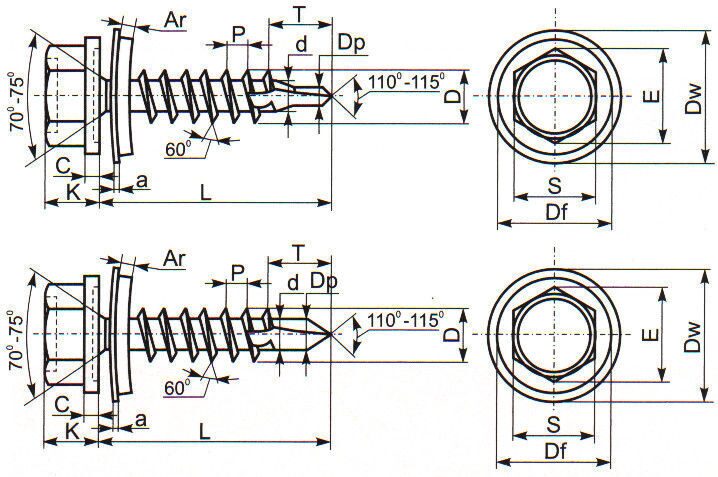
Проведение наружных строительных работ, связанных с обустройством крыши, невозможно без использования специальных крепежных деталей. При их некорректном подборе кровля может протекать, либо под воздействием более-менее сильного ветра вовсе оторваться от обрешетки стропильной системы. Ниже представлено традиционное исполнение кровельных самонарезающих винтов со сверлом. Наиболее ходовые величины отображенных на чертеже технических характеристик данных крепежных деталей указаны в таблице. Единица измерения – миллиметры.
Наиболее ходовые величины отображенных на чертеже технических характеристик данных крепежных деталей указаны в таблице. Единица измерения – миллиметры.
|
Резьба |
4,8×80 |
4,8×70 |
4,8×60 |
4,8×50 |
4,8×38 |
4,8×29 |
|
S |
7,7-7,9 |
|||||
|
K |
4,15-4,45 |
|||||
|
е |
8,6-9,0 |
|||||
|
Dt |
10,0-10,6 |
|||||
|
С |
0,9-1,15 |
|||||
|
Р |
2,12 |
|||||
|
L |
78,5-81,5 |
68,5-71,5 |
58,75-61,25 |
48,75-51,25 |
36,75-39,25 |
27,75-30,75 |
Продолжение таблицы.
|
Резьба |
4,8×80 |
4,8×70 |
4,8×60 |
4,8×50 |
4,8×38 |
4,8×29 |
|
а |
0,9-1,1 |
|||||
|
Аt |
2,3-2,7 |
|||||
|
Dw |
13,8-14,2 |
|||||
|
t |
4,0-5,5 |
|||||
|
Dp |
2,8-3,0 |
|||||
|
D |
4,7-4,85 |
|||||
|
Масса 1000 шт. |
10,0 |
9,0 |
8,0 |
7,07 |
6,0 |
5,4 |
 , кг
, кг
Цветовая палитра RАL
Шляпки и шайбы вместе резиновой прокладкой кровельных саморезов окрашиваются при производстве в определенные цвета. Для этого обычно используется порошковая краска на основе полиэстера, прошедшая процедуру печной полимеризации. Такой подход гарантирует долговечность и высокие показатели качества покрытия. Цвет краски выбирается из каталога RАL. Данное сочетание литер является аббревиатурой названия организации «Rеiсh Аussсhluft fur Lieferbеdingungеn», образованной в 1925 году в столице Германии городе Берлин.
Появление цветовых образцов RАL датируется 1927 годом. За многие прошедшие с тех пор десятилетия они обрели устойчивую положительную репутацию и служат в качестве своего рода эсперанто для общения планировщиков цвета и изготовителей краски.
В настоящее время палитрой RАL стандартизована не одна сотня оттенков цветов радуги. Особое место в их номере отводится первой цифре. По ней можно определить примерное вхождение в ту либо иную цветовую номенклатурную позицию. В частности, серия
-
«1» – набор оттенков желтого цвета.
-
«2» – цветовая гамма с преобладанием оранжевого;
-
«3» – палитра, основанная на красном;
-
«4» – базовым является фиолетовый цвет;
-
«5» – набор оттенков голубого;
-
«6» – цветовая гамма, где превалирует зеленый;
-
«7» – палитра на основе серого цвета;
-
«8» стандартизует исключительно коричневые оттенки;
-
«9» включает два противоположных цвета – черный и белый.


Особенности установки самонарезающих винтов со сверлом
При вкручивании таких деталей в установочные базы с толщиной (обозначение Т), изменяющейся в пределах 0,9 мм≤Т≤12,7 мм нужно прислушиваться к рекомендациям по вопросам, связанным с разметкой и последующим креплением объектов, для:
-
перекрытий двух пластин металлопрофиля с нахлестом в продольном направлении;
-
участков перекрытий двух листов, когда их нахлест ориентирован поперечно;
-
крепления четырех профильных пластин на участках нахлеста в обоих вышеуказанных направлениях;
-
любого отдельно взятого листа на гребнях волн и их впадинах;
В число важных характеристик мест установки самонарезающих винтов со сверлом входят следующие параметры:
-
минимально допустимая по гостовским нормам толщина установочной базы.
Сверлу, входящему в конструкцию самореза, присвоен конкретный номер. На основе этого показателя подбираются крепежные детали, подходящие под сечение имеющегося материала основы;
-
суммарная толщина скрепляемых один к другому листов. В данном случае обязательно подлежит учету их минимально допустимая толщина в отдельности;
-
разрешенное инструкцией по применению максимальное количество оборотов/сек головки электроинструмента при вкручивании самонарезающего винта со сверлом в металлический лист и установочную базу, а также рекомендуемое вращающее усилие. Если в ходе работы будут наблюдаться отклонения этих параметров от паспортных показателей, не исключены следующие неприятности: появление дефектов либо полное разрушение самих крепежных элементов; недостаточный уровень прочности в местах сопряжения; деформация металла;
-
рекомендуемое заводом-изготовителем расстояние между самонарезающими винтами со сверлом и их взаимное расположение на поверхности металлопрофиля при ввинчивании крепежа в металлическую конструкцию.
К примеру, фиксация листов с широким сечением профиля может осуществляться посредством этих деталей путем образования своего рода пар. То есть, саморезов, размещаемых поблизости дин от другого. Допускается формирование всего двух пар;
-
минимальная удаленность края монтажного основания от точки в закрепляемом металлическом листе, в которой саморезом будет пробуриваться отверстие. Здесь подлежат учету толщина установочной базы, а также конфигурация ее поперечного сечения.
 Сверлу, входящему в конструкцию самореза, присвоен конкретный номер. На основе этого показателя подбираются крепежные детали, подходящие под сечение имеющегося материала основы;
Сверлу, входящему в конструкцию самореза, присвоен конкретный номер. На основе этого показателя подбираются крепежные детали, подходящие под сечение имеющегося материала основы;
 К примеру, фиксация листов с широким сечением профиля может осуществляться посредством этих деталей путем образования своего рода пар. То есть, саморезов, размещаемых поблизости дин от другого. Допускается формирование всего двух пар;
К примеру, фиксация листов с широким сечением профиля может осуществляться посредством этих деталей путем образования своего рода пар. То есть, саморезов, размещаемых поблизости дин от другого. Допускается формирование всего двух пар;
Заключение
Отличаются самонарезающие винты цветом стержня с резьбовой накаткой. Если черный, это значит, что он был подвергнут процедуре фосфатирования. Желтый цвет свидетельствует о факте нанесения на его поверхность слоя цинка с последующей пассивацией.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
DIN 7504 M(N) Саморезы по металлу со сверлом (полукруглая головка)
Главная \ Таблица DIN ГОСТ ISO \ DIN 7504 M(N) Саморезы по металлу со сверлом (полукруглая головка)
Материалы:
- Сталь закалённая
- Сталь с покрытием: гальваническая оцинковка
Аналог ISO: 15481
Размеры саморезов по металлу со сверлом DIN 7504 N с крестообразным шлицем PH (Philips) (мм)
d | St 2. | St 3.5 | St 3.9 | St 4.2 | St 4.8 | St 5.5 | St 6.3 |
f | 0.7 — 1.9 | 0.7 — 2.25 | 0.7 — 2.4 | 1.75 — 3.0 | 1.75 — 4.4 | 1.75 — 5.25 | 2.0 — 6.0 |
dp | 2.3 | 2.8 | 3. | 3.6 | 4.1 | 4.8 | 5.8 |
dk | 5.6 | 6.9 | 7.5 | 8.2 | 9.5 | 10.8 | 12.5 |
k | 2.2 | 2.6 | 2.8 | 3.1 | 3.7 | 4 | 4.6 |
m | 1 | 2 | 2 | 2 | 2 | 3 | 3 |
 9
9 1
1
Размеры саморезов по металлу со сверлом DIN 7504 N со шлицем Torx (мм)
d | St 2. | St 3.5 | St 3.9 | St 4.2 | St 4.8 | St 5.5 | St 6.3 |
f | 0.7 — 1.9 | 0.7 — 2.25 | 0.7 — 2.4 | 1.75 — 3.0 | 1.75 — 4.4 | 1.75 — 5.25 | 2.0 — 6.0 |
dp | 2.3 | 2.8 | 3. | 3.6 | 4.1 | 4.8 | 5.8 |
dk | 5.6 | 7.0 | 7.5 | 8.0 | 9.5 | 11.0 | 12 |
k | 2.4 | 2.6 | 2.8 | 3.1 | 3.7 | 4 | 4.6 |
ISR | Т10 | Т15 | Т20 | Т20 | Т25 | Т25 | Т30 |
 9
9 1
1d — диаметр резьбы
f — толщина скрепляемых материалов
dp — диаметр сверла самореза, макс.
dk — диаметр головки, макс.
k — высота головки, макс.
ISR — размер шлица Torx
Размеры направляющих отверстий в листовом металле
Связанные ресурсы: аппаратное обеспечение
Размеры направляющих отверстий в листовом металле
Руководство по проектированию и применению оборудования ANSI
Данные по проектированию и проектированию оборудования в метрических единицах ISO
Приблизительные размеры направляющих отверстий для стальных резьбонарезных винтов типа C в листовом металле для резьбонарезных винтов
Приблизительные размеры отверстий для стальных резьбонарезных винтов типа C в листовом металле | |||
| Размер винта | Толщина металла | Размер отверстия | Размер сверла |
| 4-40 | 0,037 | 0,094 | 42 |
| 0,048 | 0,094 | 42 | |
| 0,062 | 0,096 | 41 | |
| 0,075 | 0,100 | 39 | |
| 0,105 | 0,102 | 38 | |
| 0,134 | 0,102 | 38 | |
| 6-32 | 0,037 | 0,113 | 33 |
| 0,048 | 0,116 | 32 | |
| 0,062 | 0,116 | 32 | |
| 0,075 | 0,122 | 3,1 мм | |
| 0,105 | 0,125 | 1/8 | |
| 0,134 | 0,125 | 1/8 | |
| 8-32 | 0,037 | 0,136 | 29 |
| 0,048 | 0,144 | 27 | |
| 0,062 | 0,144 | 27 | |
| 0,075 | 0,147 | 26 | |
| 0,105 | 0,150 | 25 | |
| 0,134 | 0,150 | 25 | |
Приблизительные размеры отверстий для стальных резьбонарезных винтов типа C в листовом металле | |||
Размер винта | в листовой стали толщиной | Размер отверстия | Размер сверла |
10-24 | 0,037 | 0,154 | 23 |
0,048 | 0,161 | 20 | |
0,062 | 0,166 | 19 | |
0,075 | 0,170 | 18 | |
0,105 | 0,173 | 17 | |
0,134 | 0,177 | 16 | |
10-32 | 0,037 | 0,170 | 18 |
0,048 | 0,170 | 18 | |
0,062 | 0,170 | 18 | |
0,075 | 0,173 | 17 | |
0,105 | 0,177 | 16 | |
0,134 | 0,177 | 16 | |
12-24 | 0,037 | 0,189 | 12 |
0,048 | 0,194 | 10 | |
0,062 | 0,194 | 10 | |
0,075 | 0,199 | 8 | |
0,105 | 0,199 | 8 | |
0,134 | 0,199 | 8 | |
Приблизительные размеры отверстий для стальных резьбонарезных винтов типа C в листовом металле | |||
| Размер винта | Толщина металла | Размер отверстия | Размер сверла |
| 1⁄4-20 | 0,037 | 0,221 | 2 |
| 0,048 | 0,221 | 2 | |
| 0,062 | 0,228 | 1 | |
| 0,075 | 0,234 | А | |
| 0,105 | 0,234 | А | |
| 0,134 | 0,236 | 6 мм | |
| 1⁄4-28 | 0,037 | 0,224 | 5,7 мм |
| 0,048 | 0,228 | 1 | |
| 0,062 | 0,232 | 5,9 мм | |
| 0,075 | 0,234 | А | |
| 0,105 | 0,238 | Б | |
| 0,134 | 0,238 | Б | |
| 5/16-18 | 0,037 | 0,290 | л |
| 0,048 | 0,290 | л | |
| 0,062 | 0,290 | л | |
| 0,075 | 0,295 | М | |
| 0,105 | 0,295 | М | |
| 0,134 | 0,295 | М | |
Все размеры указаны в дюймах, за исключением размеров сверла. Может потребоваться изменить размер отверстия в зависимости от конкретного применения.
Может потребоваться изменить размер отверстия в зависимости от конкретного применения.
Тип C не рекомендуется для новых конструкций.
Родственные
- Пилотные отверстия Асбестовые стекловолоконные композиции с саморезами
- Размеры направляющих отверстий в фанере (пропитанной смолой) для резьбонарезных винтов типа А из стального листового металла
- Размеры направляющих отверстий для стальных бригад из листового металла
- Самонарезающие винты ANSI для листового металла Размеры для резьб B и BP
- Размеры резьбы для листового металла для резьбонарезных саморезов типов AB, A и U
- Максимальный момент затяжки для метрических саморезов
- Калькулятор вытягивания самонарезающего винта и крутящего момента
- Калькулятор вытягивания саморезов и крутящего момента
- Саморезы Проектирование установки и проектирование
Таблица размеров сверл и метчиков и сверл
Таблица размеров сверлСправочная страница по использованию направляющего сверла правильного размера для каждого винта
Когда речь идет о механике или даже кузовных работах , я предпочитаю использовать сварочный аппарат.