Декорирование пластиковых окон — Цветная ламинация профиля ПВХ от «Московские Окна»
Пластиковые окна недорого в Москве — продажа и установка
Город: Москва
С 9:00 до 21:00 без выходных
Партнёр №1 компании с 1992 годаНам 25!
В каждом доме Москвы!
Партнёр №1 компании с 1992 года- Пластиковые окна
- Балконы
- Коттеджи
- Двери
- Аксессуары
- Калькулятор
- Цены
- Акции
- Услуги
от 5548 ₽/м²
в рассрочку до 6 месяцев
ЗаказатьХотите, чтобы окна подходили к интерьеру комнаты и гармонировали с фасадом дома? Или вам просто по душе вид деревянных окон? Мы предлагаем ламинацию оконного профиля. Широкий выбор цветов и фактур удовлетворит и взыскательный вкус, и любые требования дизайна.
Широкий выбор цветов и фактур удовлетворит и взыскательный вкус, и любые требования дизайна.
Преимущества заказа в «Московских окнах»
Точный онлайн калькулятор окон на сайте
доступные цены на современные окна и балконные блоки
пожизненная гарантия на стеклопакеты
квалифицированные консультации по телефону
монтаж окон по ГОСТ опытными специалистами
Варианты ламинации
Варианты ламинации
- с внутренней стороны
- со стороны фасада
- двусторонняя ламинация
- различные цвета с двух сторон
Ламинация окон давно перестала быть роскошью. Цветные фасады домов, увеличение количества загородного строительства, да и просто желание украсить свой дом приводит к тому, что спрос на красивые ламинированные окна неуклонно растет с каждым годом. Мы готовы предложить своим клиентам ламинацию пленками ведущих мировых производителей. Ассортимент цветов самый разнообразный – от классических расцветок, имитирующих дерево, до смелых металлических оттенков.
Цвет: Дуб Антик (Z1402-J6).
Цветная основа для ламинации
Ламинирующая пленка покрывает только внешние поверхности профиля. При открывании створки будет виден исходный цвет пластика. Обычно используется белый профиль, однако можно взять цветную основу, карамельную или коричневую, если она, на ваш вкус, лучше гармонирует с выбранной ламинацией.
- Белый
- Карамель
- Коричневый
Чтобы купить ламинированное окно Rehau, позвоните нашим специалистам
+7 (495) 7-888-333Цветные окна в интерьере
Возникли вопросы?
Заполните простую форму, и наш менеджер подберет для вас оконную систему с оптимальной комплектацией!
Оставь заявку и получи скидку до 15% Оставь заявку и получи скидку до 15%
Скидка
на остекление квартиры
Оставьте свое имя и номер телефона, и мы перезвоним вам через 5 минут
Отправить
Получи скидку до 15% от цен на сайте Получи скидку 15%
Технология ламинирование ПВХ профиля — КВ-Пласт
27 Мая 2020 23:51
// О технологии ламинирования ПВХ профиляВ данной статье мы вам расскажем о технологии ламинирование ПВХ профиля
Технология ламинирования представляет собой процесс приклеивания специальных пленок на поверхность профиля с помощью особых клеящих средств. Еще одним важным моментом является то, что для производства ламинированного профиля применяют специальные ламинирующие машины, нельзя приклеивать пленку к профилю вручную, т.к. такой процесс приклеивания не обеспечивает необходимого прижимания пленки к профилю, которое могут обеспечить только прижимные ролики по всей длине профиля.
Самое главное в процессе производства выдерживать все нормы, ведь это является предпосылкой для безупречного и долговечного соединения профиля с пленкой. Следует обратить внимание на то, что темный цвет лучше поглощает тепло и требует от несущего материала определенной стойкости к тепловому воздействию. Точную ширину ленты пленки определить очень сложно, так как она подвергается воздействию растворителя, температуры и давлению роликов, более или менее вытягивается, меняя ширину. Пока опытным путем не будут получены данные об изменении ширины ленты пленки, следует увеличивать требуемую ширину при первых заказах на 3 – 5 мм. Если требуется, пленка может быть подрезана на самой ламинационной машине.
Еще одним важным моментом является то, что для производства ламинированного профиля применяют специальные ламинирующие машины, нельзя приклеивать пленку к профилю вручную, т.к. такой процесс приклеивания не обеспечивает необходимого прижимания пленки к профилю, которое могут обеспечить только прижимные ролики по всей длине профиля.
Самое главное в процессе производства выдерживать все нормы, ведь это является предпосылкой для безупречного и долговечного соединения профиля с пленкой. Следует обратить внимание на то, что темный цвет лучше поглощает тепло и требует от несущего материала определенной стойкости к тепловому воздействию. Точную ширину ленты пленки определить очень сложно, так как она подвергается воздействию растворителя, температуры и давлению роликов, более или менее вытягивается, меняя ширину. Пока опытным путем не будут получены данные об изменении ширины ленты пленки, следует увеличивать требуемую ширину при первых заказах на 3 – 5 мм. Если требуется, пленка может быть подрезана на самой ламинационной машине.


 При использовании клеев на основе растворителей нанесение клея на обратную сторону пленки происходит с помощью ракельной установки, при этом гарантируется абсолютно одинаковый по массе и толщине клеевой слой. В зависимости от типа клея наносится примерно 80 г/м2, толщина слоя при этом от 55 до 75 микрон. Так как остатки растворителя могут помешать прочному соединению, клей следует наносить минимально возможным слоем. Количество наносимого клея определяется величиной щели ракельной установки, равной сумме толщины пленки и клеевого слоя, также на это влияет вязкость клея. Поэтому рекомендуется проверка вязкости клея.
Хранение отламинированного профиля должно происходить в паллетах при температуре помещения не ниже 18°С. Дальнейшую обработку профиля можно производить примерно через 72 часа, по истечении которых отверждение клея позволяет обработку резанием и сваривание рамочных конструкций. Однако изгибание профиля, например, для арочного окна, если гибка происходит путем нагрева профиля, пока еще не возможно.
При использовании клеев на основе растворителей нанесение клея на обратную сторону пленки происходит с помощью ракельной установки, при этом гарантируется абсолютно одинаковый по массе и толщине клеевой слой. В зависимости от типа клея наносится примерно 80 г/м2, толщина слоя при этом от 55 до 75 микрон. Так как остатки растворителя могут помешать прочному соединению, клей следует наносить минимально возможным слоем. Количество наносимого клея определяется величиной щели ракельной установки, равной сумме толщины пленки и клеевого слоя, также на это влияет вязкость клея. Поэтому рекомендуется проверка вязкости клея.
Хранение отламинированного профиля должно происходить в паллетах при температуре помещения не ниже 18°С. Дальнейшую обработку профиля можно производить примерно через 72 часа, по истечении которых отверждение клея позволяет обработку резанием и сваривание рамочных конструкций. Однако изгибание профиля, например, для арочного окна, если гибка происходит путем нагрева профиля, пока еще не возможно.
 к. пленка неустойчива ко всем растворителям, кроме разведенного этилового спирта и алифатического бензина, также чистящим средствам на основе растворителя, т.е. при воздействии растворителей пленка может вспучиваться, растворяться или как минимум повреждаться.
Также стоит быть внимательными при приклеивании отливов с помощью типового клея для приклеивания ПВХ изделий, растворитель, скорее всего тетрагидрофуран, проникнет в пленку. Так как акриловый слой хуже впитывает и удерживает растворитель, чем основная пленка, то при нагревании солнечными лучами парциальное давление растворителя, проникшего в пленку, будет настолько большим, что сваренные между собой слои пленки будут разрываться по сварному шву, что приведет к образованию пузырей между акриловым и основным слоем пленки или отслоению акрилового от основного слоя пленки. Ситуацию могут спасти благоприятные погодные условия во время монтажа окон, т.е. если солнечное излучение будет умеренным, то растворитель будет испаряться при более низкой температуре, и в этом случае повреждений не будет совсем или они будут незначительными.
к. пленка неустойчива ко всем растворителям, кроме разведенного этилового спирта и алифатического бензина, также чистящим средствам на основе растворителя, т.е. при воздействии растворителей пленка может вспучиваться, растворяться или как минимум повреждаться.
Также стоит быть внимательными при приклеивании отливов с помощью типового клея для приклеивания ПВХ изделий, растворитель, скорее всего тетрагидрофуран, проникнет в пленку. Так как акриловый слой хуже впитывает и удерживает растворитель, чем основная пленка, то при нагревании солнечными лучами парциальное давление растворителя, проникшего в пленку, будет настолько большим, что сваренные между собой слои пленки будут разрываться по сварному шву, что приведет к образованию пузырей между акриловым и основным слоем пленки или отслоению акрилового от основного слоя пленки. Ситуацию могут спасти благоприятные погодные условия во время монтажа окон, т.е. если солнечное излучение будет умеренным, то растворитель будет испаряться при более низкой температуре, и в этом случае повреждений не будет совсем или они будут незначительными. .
Имеется еще один фактор, влияющий на образование пузырьков, а именно атмосферное давление. Например, на высоте 1600 м над уровнем моря точка кипения тетрагидрофурана будет ниже, чем, например, на высоте 200 м над уровнем моря. Между этими двумя высотами разница атмосферного давления равна 16%. Температура кипения тетрагидрофурана на высоте 200 м составляет 65°С, а на высоте 1600 м – 60°С.
Чтобы избежать этих проблем, можно использовать альтернативные клеи, не содержащие растворителя, – жидкие клеи на основе мономерных цианакрилатов. Эта субстанция очень быстро вступает в реакцию с влагой, содержащейся в воздухе, и затвердевает без выделения компонентов, которые смогли бы проникнуть в пленку и вызвать появление пузырей.
На ламинированных профилях в силу различных причин могут возникать дефекты, влияющие на внешний вид конечной продукции.
Пожелтение профилей, ламинированных светлой пленкой
Многочисленные исследования и лабораторные опыты, в которых инсценировалось данное явление, показывают, что причина пожелтения пленки – в отвердителе клея.
.
Имеется еще один фактор, влияющий на образование пузырьков, а именно атмосферное давление. Например, на высоте 1600 м над уровнем моря точка кипения тетрагидрофурана будет ниже, чем, например, на высоте 200 м над уровнем моря. Между этими двумя высотами разница атмосферного давления равна 16%. Температура кипения тетрагидрофурана на высоте 200 м составляет 65°С, а на высоте 1600 м – 60°С.
Чтобы избежать этих проблем, можно использовать альтернативные клеи, не содержащие растворителя, – жидкие клеи на основе мономерных цианакрилатов. Эта субстанция очень быстро вступает в реакцию с влагой, содержащейся в воздухе, и затвердевает без выделения компонентов, которые смогли бы проникнуть в пленку и вызвать появление пузырей.
На ламинированных профилях в силу различных причин могут возникать дефекты, влияющие на внешний вид конечной продукции.
Пожелтение профилей, ламинированных светлой пленкой
Многочисленные исследования и лабораторные опыты, в которых инсценировалось данное явление, показывают, что причина пожелтения пленки – в отвердителе клея. Это пожелтение наблюдается только у светлых тонов и появляется в тех случаях, когда остатки растворителя завышены. Растворитель переносит отвердитель на пограничную зону между основным ПВХ-слоем и покрывающим акриловым слоем. Это происходит, если слой клея слишком толстый и/или если возникают неблагоприятные условия для высыхания клея. Однако, к счастью, это пожелтение является неустойчивым к ультрафиолету и бледнеет под воздействием солнечного света.
Как уже говорилось, иногда при изгибании ламинированных профилей на пленке образуются пузырьки. Остановимся на этом подробнее.
В образовании пузырьков виноваты остатки растворителя, которые остаются после изготовления пленки и процесса ламинирования.
При нанесении тиснения пленка впитывает и крепко удерживает небольшое количество растворителя, содержащегося в лаке, даже несмотря на его высыхание. Это количество зависит от интенсивности тиснения, то есть после каждого слоя тиснения абсорбируется больше или меньше растворителя.
Это пожелтение наблюдается только у светлых тонов и появляется в тех случаях, когда остатки растворителя завышены. Растворитель переносит отвердитель на пограничную зону между основным ПВХ-слоем и покрывающим акриловым слоем. Это происходит, если слой клея слишком толстый и/или если возникают неблагоприятные условия для высыхания клея. Однако, к счастью, это пожелтение является неустойчивым к ультрафиолету и бледнеет под воздействием солнечного света.
Как уже говорилось, иногда при изгибании ламинированных профилей на пленке образуются пузырьки. Остановимся на этом подробнее.
В образовании пузырьков виноваты остатки растворителя, которые остаются после изготовления пленки и процесса ламинирования.
При нанесении тиснения пленка впитывает и крепко удерживает небольшое количество растворителя, содержащегося в лаке, даже несмотря на его высыхание. Это количество зависит от интенсивности тиснения, то есть после каждого слоя тиснения абсорбируется больше или меньше растворителя. После тиснения следует процесс ламинации, необходимый для соединения прозрачной акриловой пленки с тисненной одноцветной ПВХ-пленкой. Сваривание происходит под давлением при нагревании.
При ламинировании профиля на обратную сторону пленки наносится примерно 80–100 г/м2 клея, содержащего растворитель. В зоне сушки при температуре около 40°C существенная часть растворителя испаряется. Остается лишь 10–15 г/м2 растворителя, необходимые для того, чтобы клей сохранил свои клеевые свойства.
В свою очередь и на профиль тоже наносится праймер, также содержащий растворитель, что в результате сказывается на общем количестве растворителя, остающемся после сушки уже ламинированного профиля.
Образование пузырьков будет сильнее, если профили со свеженанесенным покрытием плотно упакованы и хранятся при зимних температурах, поскольку испарения остатков растворителя в данном случае не происходит.
Благодаря «высушиванию» при хорошем проветривании и в достаточно теплых складских условиях количество растворителя медленно, но постоянно будет уменьшаться.
После тиснения следует процесс ламинации, необходимый для соединения прозрачной акриловой пленки с тисненной одноцветной ПВХ-пленкой. Сваривание происходит под давлением при нагревании.
При ламинировании профиля на обратную сторону пленки наносится примерно 80–100 г/м2 клея, содержащего растворитель. В зоне сушки при температуре около 40°C существенная часть растворителя испаряется. Остается лишь 10–15 г/м2 растворителя, необходимые для того, чтобы клей сохранил свои клеевые свойства.
В свою очередь и на профиль тоже наносится праймер, также содержащий растворитель, что в результате сказывается на общем количестве растворителя, остающемся после сушки уже ламинированного профиля.
Образование пузырьков будет сильнее, если профили со свеженанесенным покрытием плотно упакованы и хранятся при зимних температурах, поскольку испарения остатков растворителя в данном случае не происходит.
Благодаря «высушиванию» при хорошем проветривании и в достаточно теплых складских условиях количество растворителя медленно, но постоянно будет уменьшаться. Перед изгибанием путем нагрева следует отобрать профиль для пробы и нагреть его до 130°С, чтобы проверить, образуются ли пузырьки на пленке. Если пузырьки появились, профиль следует сушить дальше.
Изготовление конструкций из ламинированного профиля требует обязательного армирования всех элементов.
Необходимы специальные отверстия для вентиляции наружных камер профиля во избежание перегрева при воздействии солнечных лучей, особенно на это следует обратить внимание, если профиль заламинирован темным цветом пленки, т.к. темный цвет лучше поглощает тепло и требует от несущего материала (профиля) определенной стойкости к тепловому воздействию.
При монтаже расстояние между крепежными элементами не должно превышать 600 мм, в отличие от белых (700 мм).
Из выше сказанного следует, что ламинирование ПВХ профиля это сложный технологический процесс и любые отклонения могут привести к дефектам на ламинированной поверхности, которые могут проявится либо сразу, либо по истечению 3-4 лет.
Перед изгибанием путем нагрева следует отобрать профиль для пробы и нагреть его до 130°С, чтобы проверить, образуются ли пузырьки на пленке. Если пузырьки появились, профиль следует сушить дальше.
Изготовление конструкций из ламинированного профиля требует обязательного армирования всех элементов.
Необходимы специальные отверстия для вентиляции наружных камер профиля во избежание перегрева при воздействии солнечных лучей, особенно на это следует обратить внимание, если профиль заламинирован темным цветом пленки, т.к. темный цвет лучше поглощает тепло и требует от несущего материала (профиля) определенной стойкости к тепловому воздействию.
При монтаже расстояние между крепежными элементами не должно превышать 600 мм, в отличие от белых (700 мм).
Из выше сказанного следует, что ламинирование ПВХ профиля это сложный технологический процесс и любые отклонения могут привести к дефектам на ламинированной поверхности, которые могут проявится либо сразу, либо по истечению 3-4 лет. К наиболее часто выявленным дефектам ламинации относятся:
-образование «пузырей» т.е частичных отслоений пленки по поверхности профиля
-отслоение пленки по краю ламинированного профиля с возможным последующим разрушением акрилового слоя
-выгорание пленки по истечении 3 лет использования
-отслоения и осыпания акрилового слоя.
Причина образования пузырей на ламинированной поверхности и последующие разрушения и лепки могут быть связаны с неправильной настройкой прижимных роликов, выбором максимального количества роликов, усилия прижима прикатывающих роликов, а так же толщиной наносимого слоя клея.
При ламинировании профиля толщина клея на пленке не должна превышать 50-70 мкм, а затем пленка с клеем должна просушиваться в потоке горячего воздуха при температуре 40-60 С до образования сухого остатка клея, содержащего не более 10%-15% остатков растворителя.
На количество остатков паров растворителя также влияет:
-марка клея, который используется при ламинировании.
К наиболее часто выявленным дефектам ламинации относятся:
-образование «пузырей» т.е частичных отслоений пленки по поверхности профиля
-отслоение пленки по краю ламинированного профиля с возможным последующим разрушением акрилового слоя
-выгорание пленки по истечении 3 лет использования
-отслоения и осыпания акрилового слоя.
Причина образования пузырей на ламинированной поверхности и последующие разрушения и лепки могут быть связаны с неправильной настройкой прижимных роликов, выбором максимального количества роликов, усилия прижима прикатывающих роликов, а так же толщиной наносимого слоя клея.
При ламинировании профиля толщина клея на пленке не должна превышать 50-70 мкм, а затем пленка с клеем должна просушиваться в потоке горячего воздуха при температуре 40-60 С до образования сухого остатка клея, содержащего не более 10%-15% остатков растворителя.
На количество остатков паров растворителя также влияет:
-марка клея, который используется при ламинировании.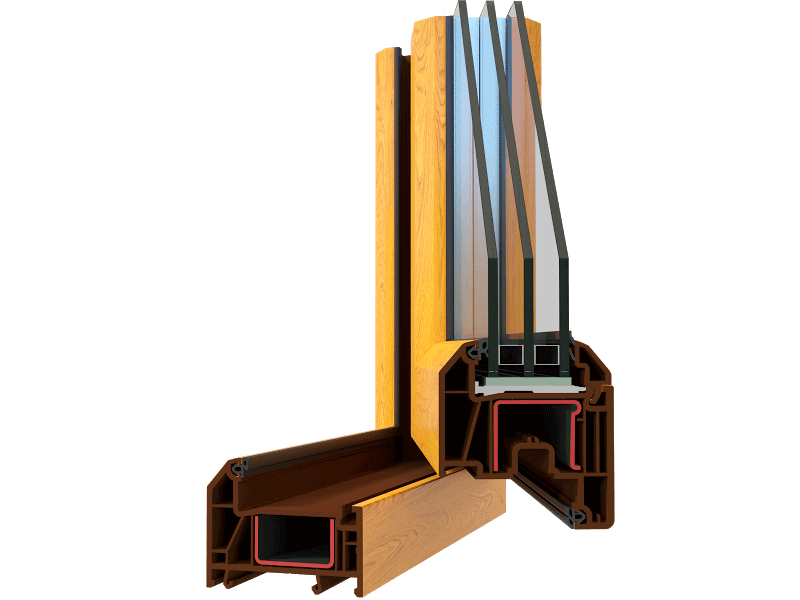 Есть клея с быстрым испарением растворителя и образованием сухого остатка, это клей Helmitin и его аналоги, а есть с более медленным испарением растворителя, это клея Kleiberit.
Поэтому скорость ламинирования должна учитываться от марки применяемого клея,а также необходимо учитывать:
-срок годности клея и особенно условия хранения и доставки клея (зима или лето). При температуре ниже -4 С клей может размораживаться и терять свои свойства.
-срок годности отвердителя и особенно условия хранения не ниже +10 С
-технология приготовления клея, время созревания и жизни клея должны соответствовать прилагаемым инструкциям на клея.
Однако на практике часто наблюдается, что клей закупается и транспортируется при минусовых температурах до -30 С, отвердитель не всегда в нужных пропорциях добавляется в клей, время созревания клея не выдерживается. Подобные нарушения могут являться одним из факторов который может привести к дефектам ламинации, а именно оставшиеся пары растворителя, особенно в жаркое время года активно проходя снизу через основу пленки в верхней слой разрушения пигментного слоя краски, что приводит к ее выгоранию отслаиванию и разрушению акрилового слоя.
Есть клея с быстрым испарением растворителя и образованием сухого остатка, это клей Helmitin и его аналоги, а есть с более медленным испарением растворителя, это клея Kleiberit.
Поэтому скорость ламинирования должна учитываться от марки применяемого клея,а также необходимо учитывать:
-срок годности клея и особенно условия хранения и доставки клея (зима или лето). При температуре ниже -4 С клей может размораживаться и терять свои свойства.
-срок годности отвердителя и особенно условия хранения не ниже +10 С
-технология приготовления клея, время созревания и жизни клея должны соответствовать прилагаемым инструкциям на клея.
Однако на практике часто наблюдается, что клей закупается и транспортируется при минусовых температурах до -30 С, отвердитель не всегда в нужных пропорциях добавляется в клей, время созревания клея не выдерживается. Подобные нарушения могут являться одним из факторов который может привести к дефектам ламинации, а именно оставшиеся пары растворителя, особенно в жаркое время года активно проходя снизу через основу пленки в верхней слой разрушения пигментного слоя краски, что приводит к ее выгоранию отслаиванию и разрушению акрилового слоя. Следующим фактором, влияющим на образование дефектов ламинирования является настройка прижимных роликов. Ролики должны прикатывать пленку с определенным усилием к плоскости профиля и раскатывать ее от центра к краям. При этом происходит прикатывание пленки и выдавливания клея с остатками растворителя на края из под пленки.
При настройке нужно использовать максимально возможное количество прижимных роликов (12:15 пар) и обеспечивать плавный переход изменения углов наклона роликов, а также следить за чистотой прижимных роликов, особенно первого широкого ролика, подводящего пленку под профиль.
На практике при неправильной настройке может происходить отслоение пленки по краю профиля или образование явно видимых вздутий «пузырей» на поверхности пленки. Отслоившейся край пленки притирают рукой в перчатке или салфеткой, а пузыри накалывают и также протирают. Это является нарушением технологи, т.к при притирании нарушается поверхностный акриловый слой пленки.
Также одним из фактором образования дефектов на пленке могут стать последующие после ламинации технологические операции по изготовлению окна, которые приводят к образованию царапин на ламинированной поверхности, которые разрушают целостность акрилового слоя.
Следующим фактором, влияющим на образование дефектов ламинирования является настройка прижимных роликов. Ролики должны прикатывать пленку с определенным усилием к плоскости профиля и раскатывать ее от центра к краям. При этом происходит прикатывание пленки и выдавливания клея с остатками растворителя на края из под пленки.
При настройке нужно использовать максимально возможное количество прижимных роликов (12:15 пар) и обеспечивать плавный переход изменения углов наклона роликов, а также следить за чистотой прижимных роликов, особенно первого широкого ролика, подводящего пленку под профиль.
На практике при неправильной настройке может происходить отслоение пленки по краю профиля или образование явно видимых вздутий «пузырей» на поверхности пленки. Отслоившейся край пленки притирают рукой в перчатке или салфеткой, а пузыри накалывают и также протирают. Это является нарушением технологи, т.к при притирании нарушается поверхностный акриловый слой пленки.
Также одним из фактором образования дефектов на пленке могут стать последующие после ламинации технологические операции по изготовлению окна, которые приводят к образованию царапин на ламинированной поверхности, которые разрушают целостность акрилового слоя. Кроме того на практике часто протирают остатки клея особенно на белой уплотнительной резине по краю ламинированного профиля салфеткой смоченной космофеном или растворителем, что может привести к отслаиванию по краю акрилового слоя и последующему его разрушению от попадания под него влаги. А так же после снятия защитной пленки на ламинированной поверхности остаются остатки клея. Клей от защитной пленки, которые также протирают растворителями, что может привести к разрушению акрилового слоя. При подобной очистке профиля и придании товарного вида изделию, нужно всегда помнить, что ПВХ пленка неустойчива ко всем видам растворителей и чистящих средств содержащих щелочи и кислоты, кроме разведенного этилового спирта или алифатического бензина или других чистящих средств специально предназначенных для очистки ПВХ пленок с акриловым слоем.
Заламинированный профиль должен хранится в помещении или под навесом, исключающим попадание солнечных лучей. К работе с ламинированным профилем рекомендуется приступать через 72 часа после ламинации.
Кроме того на практике часто протирают остатки клея особенно на белой уплотнительной резине по краю ламинированного профиля салфеткой смоченной космофеном или растворителем, что может привести к отслаиванию по краю акрилового слоя и последующему его разрушению от попадания под него влаги. А так же после снятия защитной пленки на ламинированной поверхности остаются остатки клея. Клей от защитной пленки, которые также протирают растворителями, что может привести к разрушению акрилового слоя. При подобной очистке профиля и придании товарного вида изделию, нужно всегда помнить, что ПВХ пленка неустойчива ко всем видам растворителей и чистящих средств содержащих щелочи и кислоты, кроме разведенного этилового спирта или алифатического бензина или других чистящих средств специально предназначенных для очистки ПВХ пленок с акриловым слоем.
Заламинированный профиль должен хранится в помещении или под навесом, исключающим попадание солнечных лучей. К работе с ламинированным профилем рекомендуется приступать через 72 часа после ламинации. В противном случае при выполнения сварочных операций при сборке оконных конструкций будет происходить отслоение пленки по краю сварочного шва.
Окна изготовленные из ламинированного профиля могут устанавливаться через 20-30 суток после ламинации профиля в зависимости от погодных условий.
Установка оконных конструкций в летнее время при температуре превышающей 30С приводит к нагреванию на солнце особенно темных цветов пленок до 70 С, это приводит к интенсивному испарению остатков растворителя под слоем пленки, который разрушая основу и пигментный красочный слой пленки может привести к выгоранию пленки, а также остатки растворителя, оставшегося в клеи, могут размягчать контактную с ним поверхность самого профиля, что приводит к деформации и изменению плоскости ламинированного профиля.
Следующей наиболее часто встречающейся дефект разрушения декоративной пленки проявляется при снятии «прикипевших» защитных пленок, т.е не своевременно снятых с установленных конструкций.
В противном случае при выполнения сварочных операций при сборке оконных конструкций будет происходить отслоение пленки по краю сварочного шва.
Окна изготовленные из ламинированного профиля могут устанавливаться через 20-30 суток после ламинации профиля в зависимости от погодных условий.
Установка оконных конструкций в летнее время при температуре превышающей 30С приводит к нагреванию на солнце особенно темных цветов пленок до 70 С, это приводит к интенсивному испарению остатков растворителя под слоем пленки, который разрушая основу и пигментный красочный слой пленки может привести к выгоранию пленки, а также остатки растворителя, оставшегося в клеи, могут размягчать контактную с ним поверхность самого профиля, что приводит к деформации и изменению плоскости ламинированного профиля.
Следующей наиболее часто встречающейся дефект разрушения декоративной пленки проявляется при снятии «прикипевших» защитных пленок, т.е не своевременно снятых с установленных конструкций. Защитная пленка должна всегда сниматься в течении 10-20 дней в зависимости от погодных условий.
На практике как правило всегда «прикипевшую» пленку снимаю с использованием растворителей, щелочных порошков, скребков, наждачных шкурок. Все это приводит к разрушению поверхностного акрилового слоя и дальнейшему разрушению и выгоранию пленки.
Даже на окнах изготовленных из ламинированного профиля при соблюдении всех технологических циклов могут проявится дефекты от неправильной эксплуатации, а именно при мойке стекол. В основном все используемые моющие средства содержат растворители, изопропиловый спирт, щелочные или кислотные компоненты к которым декоративная ПВХ пленка не устойчива и может при интенсивном уходе за окнами разрушается и выгорает, особенно это может проявляться в нижней части окна, куда в основном стекает агрессивная моющая жидкость.
Защитная пленка должна всегда сниматься в течении 10-20 дней в зависимости от погодных условий.
На практике как правило всегда «прикипевшую» пленку снимаю с использованием растворителей, щелочных порошков, скребков, наждачных шкурок. Все это приводит к разрушению поверхностного акрилового слоя и дальнейшему разрушению и выгоранию пленки.
Даже на окнах изготовленных из ламинированного профиля при соблюдении всех технологических циклов могут проявится дефекты от неправильной эксплуатации, а именно при мойке стекол. В основном все используемые моющие средства содержат растворители, изопропиловый спирт, щелочные или кислотные компоненты к которым декоративная ПВХ пленка не устойчива и может при интенсивном уходе за окнами разрушается и выгорает, особенно это может проявляться в нижней части окна, куда в основном стекает агрессивная моющая жидкость.Что такое ламинат ПВХ и его применение?
Содержание
Использование ламината ПВХ
Сегодняшняя статья посвящена отделочному материалу, который стал вездесущей частью дизайна интерьера, придавая элегантный вид множеству элементов, таких как кухонные шкафы, мебель, шкафы и намного больше, чем вы можете себе представить.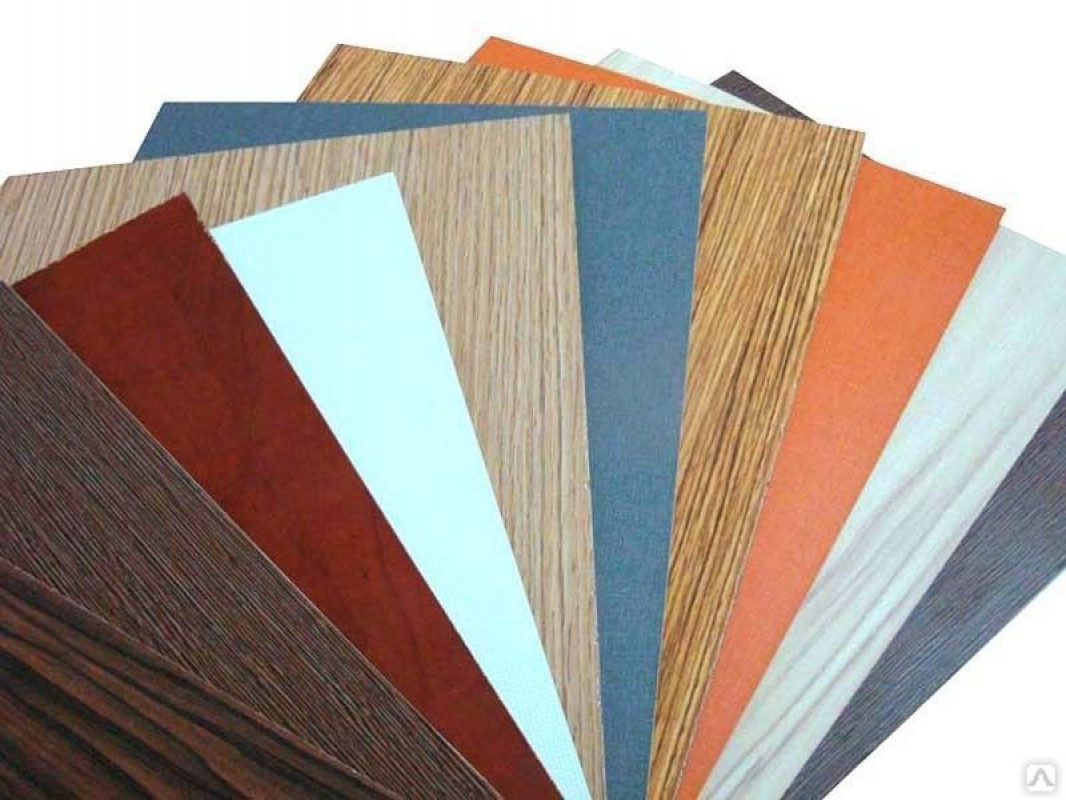 Это ламинаты ПВХ.
Это ламинаты ПВХ.
Обладая бесконечными преимуществами и привлекательными преимуществами, ламинаты ПВХ являются отличным выбором для всех типов проектов, от жилых до коммерческих, и для всех типов элементов, от полов до мебели. Чтобы лучше понять этот декоративный и причудливый последний слой, давайте поговорим о нем сейчас.
Что такое ламинат ПВХ?
Ламинат ПВХ представляет собой плоский листовой материал, изготовленный путем прессования синтетического пластического полимера – поливинилхлорида, тонких слоев плоской бумаги и смол под высоким давлением и температурой. Он широко используется в жилых, коммерческих и промышленных помещениях для украшения, украшения и защиты мебели. Эти ламинаты легко укладываются на любую подложку хорошего качества, такую как фанера , ДСП, МДФ , натуральная древесина и т. д., используя сильный клей и простой процесс прессования.
Почему выбирают ламинаты ПВХ?
1. Гибкость под углом 90°
Ламинаты из ПВХ сгибаются под углом 90°, что означает, что их можно сгибать и сгибать до 90°, а также легко наклеивать на края. С помощью этой простой технологии гибки эти ламинаты могут придать вашей мебели гладкий и бесшовный край, а также внешний вид и ощущение цельного листа. Итак, вас беспокоят те острые стыки, которые видны на ваших кухонных шкафах , платяном шкафу или любой другой мебели? Если это так, забудьте о них с ламинатом ПВХ.
С помощью этой простой технологии гибки эти ламинаты могут придать вашей мебели гладкий и бесшовный край, а также внешний вид и ощущение цельного листа. Итак, вас беспокоят те острые стыки, которые видны на ваших кухонных шкафах , платяном шкафу или любой другой мебели? Если это так, забудьте о них с ламинатом ПВХ.
2. Стойкость
Эти ламинаты устойчивы к термитам, сверлам, коррозии, царапинам, пятнам, воде, влаге, истиранию и бактериям. Они также устойчивы к износу и высоко ценятся за их атмосферостойкие свойства. Это делает их идеальным выбором для отделки кухонных гарнитуров, ванных комнат, а также для мебели в местах с интенсивным движением.
3. Нетоксичный
Ламинаты ПВХ не содержат свинца, токсинов, вредных выбросов, а также не выделяют газы и не выделяют вредные химические вещества при контакте с влагой или водой. Таким образом, эти ламинаты не наносят вреда здоровью, поэтому их больше предпочитают для детских комнат, комнат пожилых людей, больниц и лабораторий.
4. Долговечность
Благодаря своей гибкости и удельному сопротивлению эти ламинаты служат долго и обладают высокой степенью износостойкости. Ламинаты из ПВХ также способны сохранять свое качество и внешний вид в течение многих лет, поскольку они могут противостоять повседневному износу и царапинам.
5. Легкость очистки
Поскольку ламинат ПВХ устойчив к пятнам, на его поверхности не остается места для следов или пятен, поэтому для сохранения его блеска требуется всего несколько мер – регулярно очищайте поверхности от пыли и быстро протирайте их влажная ткань. И вот они готовы снова засиять.
6. рентабельный
, так как они подают с декоративными и защитными поверхностями и не занимаются царапинами или пятнами, ламинаты из ПВХ высоко ценится и предпочтительнее для
- Кухонные шкафы
- Wardrobe
- ванные комнаты
- Стена Стена
- ванные комнаты
- Стена. панели
- Офисные шкафы
- Конференц-залы
- Мебель для дома и офиса
- Внутренняя отделка дома и офиса
- Больницы и лаборатории
- Торговые площади и выставочные залы
Как ухаживать за ламинатом ПВХ?
Как упоминалось выше, ламинаты из ПВХ легко чистить и обслуживать. Но для здорового и длительного срока службы ламината необходимо соблюдать основные правила ухода за ним.
Но для здорового и длительного срока службы ламината необходимо соблюдать основные правила ухода за ним.
DOs:
- Для очистки всегда отдавайте предпочтение разбавленным мягким жидким моющим средствам или органическим моющим средствам.
- Обработайте трудновыводимые пятна смесью воды и пищевой соды
- Сухая очистка поверхности после очистки, чтобы предотвратить образование пятен или пятен
ЗАПРЕЩАЕТСЯ:
- Избегайте чистящих средств, содержащих кислоты или любые агрессивные химикаты
- Избегайте чистящих средств которые оставляют после себя мыльный налет
- Избегайте чрезмерного трения, так как это может повредить поверхность
- Избегайте абразивных чистящих инструментов, таких как стальные мочалки, ножи или любые острые предметы, так как они могут оставить царапины на поверхности ламината
Заключительные слова
Мы надеемся, что эта статья пролила достаточно света на ламинаты ПВХ.
Учитывая его преимущества, вы хотите использовать листы ламината ПВХ для воплощения декора вашей мечты? Если да, то поговорите с нами! Обладая большой творческой широтой, наша команда экспертов здесь, в ZAD Interiors , будет рада предоставить вам индивидуальные решения, соответствующие вашим предпочтениям, конкретным потребностям и требованиям.
404 ОШИБКА WOODWEB
404 ОШИБКА WOODWEB Поиск по всему сайту
Поиск в каталоге продуктов
Поиск в базе знаний
Поиск по всем форумам
Поиск по биржевому оборудованию
Поиск биржи пиломатериалов
Поиск вакансий
Поиск объявлений
Новости отрасли
Поиск Аукционы, распродажи и специальные предложения
Календарь событий поиска
————————
Поиск отдельных форумов
Клеи
Архитектурная мастерская
Бизнес
Изготовление шкафов
САПР
ЧПУ
Пыль/Безопасность/Завод
Отделка
Лесное хозяйство
Мебель
Монтаж
Ламинат/твердая поверхность
Распиловка и сушка
Обработка массивной древесины
Добавленная стоимость Древесина Прод. |