Порошковая краска — состав, применение и техника нанесения
Порошковая краска – конечный продукт эволюции красящих материалов. Благодаря внушительному списку положительных свойств, она является достойной альтернативой традиционным лакокрасочным изделиям. Она нашла широкое применение во многих отраслях промышленности. Покрытие на базе этого вещества используется в автомобилестроении, в строительной сфере, при производстве бытовой техники и мебели. Активно применяется даже при декорировании предметов интерьера.
Почему данный материал пользуется спросом? Насколько важны его преимущества? В чем заключается высокотехнологичность данного способа окраски?
к содержанию ↑Структура материала
По своей структуре это красящее вещество – дисперсионная многокомпонентная смесь твердых частиц. Ее основу составляет порошковый полимер и пигмент. Составные элементы дисперсионного порошка различаются в зависимости от функционального назначения и области применения краски. Состав разнообразен. Сюда могут входить разнообразные примеси в виде:
Состав разнообразен. Сюда могут входить разнообразные примеси в виде:
- наполнителей, например, оксидов алюминия или диоксидов титана;
- пигмента для получения разнообразной глубины цвета;
- отвердителей эпоксидных смол;
- пленкообразующих смол;
- добавок различных акрилатов.
Одно из важнейших преимущественных качеств порошкового продукта заключается в том, что в его составе нет растворителей, обладающих высокой токсичностью и огнеопасностью. То есть он практически безопасен для человека, не оказывает вредное воздействие на природную среду.
Все компоненты красящей основы сухие, не прилипают друг к другу, имеют отличную сыпучесть. Консистенция порошка не меняется со временем, не густеет. Поэтому отпадает необходимость разбавлять его с помощью специальных растворителей в отличие от водно-дисперсионных красок, например, акриловых.
От свойств пигмента напрямую зависят такие показатели качества красящего вещества, как адгезия, способность к электризации, сыпучесть.
Количество наполнителей и пигмента может составлять более половины всего состава. Это определяется глубиной цвета и назначением продукта. Пигмент, используемый для этого красящего материала, ничем не отличается от пигмента, который добавляют в другие жидкие, например, акриловые красящие вещества.
к содержанию ↑Физика процесса окрашивания
Частицам красящего продукта при помощи стороннего электрического поля передается заряд, противоположный заряду поверхности, предназначенной для окраски. Заряженные частицы порошка вынуждены оседать на изделии, образуя пласт малой толщины. Специальная камера напыления ловит заряженные пылинки краски, обладающие значениями напряженности электрического поля, недостаточными для прилипания к заряженной плоскости предмета, и использует их повторно для покраски.
Существует возможность повторного напыления компонентов, которые не прилипли к обрабатываемой плоскости. Порошок расходуется полностью. Это обуславливает высокий показатель экономичности данной технологии.
Далее начинается запекание напыленной поверхности. Окрашенное изделие переносится внутрь специальной камеры. Внутри печи при высокой температуре идет процесс полимеризации покрытия.
к содержанию ↑Классификация материалов
Принято классифицировать красящий материал по типу полимеров, входящих в состав. По виду основных компонентов краска может быть пригодна для применения на открытом воздухе или внутри помещений. Наиболее популярно группирование по способу образования пленки на поверхности и по методу затвердевания слоя.
Принято выделять два больших класса красок по типу пленкообразующего вещества. Термопластичные и термореактивные краски – это основные виды порошковых красок по типу пленкообразующих способностей. Они также имеют разветвленную классификацию.
к содержанию ↑Термопластичные
Термопластичные порошковые краски содержат в своем составе красящие компоненты на базе веществ, которые образуют покрытие в виде пленки благодаря плавлению элементов краски и их охлаждению. Образование слоя не сопровождается химическими реакциями. Однако пленка может раствориться при несоблюдении температурного режима. Выбор краски производится в зависимости от условий:
Образование слоя не сопровождается химическими реакциями. Однако пленка может раствориться при несоблюдении температурного режима. Выбор краски производится в зависимости от условий:
- Для декоративных целей используется термопластичная краска, основу которой составляет винилит. Это красящее вещество пригодно только для окраски внутри помещений, при этом его достаточно малая толщина дает хорошую защиту от влаги при комнатной температуре.
- Для наружных работ и покрытия поверхностей внутри помещений годится краска на основе поливинилхлорида. Она отличается высокой атмосферостойкостью и устойчивостью к химическим веществам.
- Высокие показатели физико-механических свойств слоя на базе полиэтилена привели к тому, что данная полимерная краска активно используется для окраски трубопроводов различного назначения.
- Полиамиды, входящие в состав полиамидной краски, имеют высокие показатели эстетической привлекательности, применяются в декоративных целях для окрашивания как внутри помещений, так и снаружи.


Термореактивные
Термореактивные порошковые краски представляют собой термореактивный пленкообразователь. Здесь составные частицы сплавляются, и идет химическая реакция. Их преимущество в том, что покрытие не плавится и не растворяется, характеризуется высокой твердостью и стойкостью к различным дефектам. Поэтому краска активно используется в машиностроении. В ее состав могут входить различные эпоксидные и полиэфирные смолы.
Порошковая краска такого типа требует строго соблюдать методику окраски. Только в этом случае можно добиться положительного результата, отвечающего всем параметрам цветостойкости и атмосфероустойчивости. Особенности краски:
- Эпоксидные вещества придают ей высокую механическую прочность и стойкость. Однако на поверхности под влиянием солнечного ультрафиолета могут образоваться существенные дефекты.
- По сравнению с эпоксидным красящим веществом, полиэфирная краска не разрушается на открытом воздухе, используется для окраски вне помещения. Отличается высокой устойчивостью цвета.
- Акрилатная основа обеспечивает высокую устойчивость к разнообразным щелочным соединениям. Насыщенность цветового пигмента сохраняется длительное время.
 Отличается высокой устойчивостью цвета.
Отличается высокой устойчивостью цвета.Тип поверхности
Поверхность, обработанная данной краской, может получить матовый или глянцевый эффект. В состав матового красящего вещества входят чешуйчатые частицы. Различие реакционных характеристик примеси обеспечивает матовый вид. В основном применяется в машиностроении.
В составе композиции глянцевой краски присутствуют различные эпоксидные, полиэфирные пленкообразователи. Также ее основу составляет пигмент, необходимый для реализации определенного цвета.
Для глянцевой поверхности характерны высокие светоотражающие свойства, устойчивость к коррозийным процессам, что актуально для автомобилестроения.
к содержанию ↑Применение в ремонте автомобилей
На данный момент чаще всего для маскировки дефектов на автомобильных дисках используются акриловые красящие вещества. Их практичность заключается в том, что они могут продаваться в баллончиках, что очень удобно для покраски. Можно получить качественный результат, если аккуратно распылять акриловые краски небольшим слоем. Привлекательность этих баллончиков в том, что с их помощью можно получить глянцевую поверхность. Покупателям предлагается огромный выбор цвета. Существенный минус акриловых красящих материалов – они не обеспечивают восстановление сколов.
Их практичность заключается в том, что они могут продаваться в баллончиках, что очень удобно для покраски. Можно получить качественный результат, если аккуратно распылять акриловые краски небольшим слоем. Привлекательность этих баллончиков в том, что с их помощью можно получить глянцевую поверхность. Покупателям предлагается огромный выбор цвета. Существенный минус акриловых красящих материалов – они не обеспечивают восстановление сколов.
Для надежного восстановления сколов поврежденную поверхность нужно прогрунтовать. Порошковая краска имеет хорошую адгезию с прогрунтованным покрытием, то есть отлично сцепляется с ним, качественно скрывая при этом дефекты. В ассортименте есть баллончики, которые имеют разнообразную концентрацию пигмента и позволяют добиться различной глубины цвета. Они способны воссоздать глянцевую поверхность.
к содержанию ↑Этапы работы
Базовая основа работ по окрашиванию металлических поверхностей включает три этапа:
- Для начала металлические части, которые подвергаются окраске, следует подготовить, удалив все загрязнения. Для улучшения адгезии поверхность нуждается в обезжиривании.
- В камере напыление наносится тонким пластом.
- На заключительной стадии образуется пленка.
 Для улучшения адгезии поверхность нуждается в обезжиривании.
Для улучшения адгезии поверхность нуждается в обезжиривании.Достоинства применения
Основные преимущественные качества красящего материала на основе порошка следующие:
- создание прочной и качественной поверхности;
- безвредность для человека и природы;
- доступность по цене;
- экономичность;
- ровная толщина пластов краски;
- высокая скорость застывания;
- высокая прочность краски малой толщины.
На долю поверхностей, окрашенных высокотехнологичной низкотемпературной краской, приходится около одной шестой части всей покраски. Но сейчас, благодаря развитию технологий, наблюдается тенденция неуклонного увеличения этой цифры в пользу красок на основе порошка.
состав, виды и свойства (+25 фото)
Порошковая краска — это продукт, который занял последнюю ступень в эволюции лакокрасочных материалов, по крайней мере, на сегодняшний день. Это достойная альтернатива классическим решениям благодаря широкому списку с положительными качествами. Полиэфирные порошковые краски активно применяются в сфере строительства, для покраски автомобилей, различных металлических конструкций и изделий, и даже в таком поприще, как декорирование предметов интерьера.
Это достойная альтернатива классическим решениям благодаря широкому списку с положительными качествами. Полиэфирные порошковые краски активно применяются в сфере строительства, для покраски автомобилей, различных металлических конструкций и изделий, и даже в таком поприще, как декорирование предметов интерьера.
Состав краски
Если посмотреть на структуру, то красящее вещество можно описать как многокомпонентную смесь из твёрдых частиц дисперсионного типа, то есть это порошок. Такой полимер вместе с пигментом составляют основу. В зависимости от функционального назначения, к ним могут добавляться различные вещества. Вот лишь некоторые добавки в составе порошковой краски, ставшие популярными:
- акрилаты;
- плёнкообразующие смолы;
- компоненты со свойством отвердения;
- пигментные элементы, позволяющие приобретать разные оттенки;
- наполнители (это могут быть диоксиды титана либо оксиды алюминия).
В составе порошковых красок отсутствуют огнеопасные и токсичные растворители.
 То есть для человека и окружающей среды материал абсолютно безопасен.
То есть для человека и окружающей среды материал абсолютно безопасен.У всех компонентов, из которых состоит полиэфирная краска, отличная сыпучесть. Они сохраняют сухую форму, благодаря чему не прилипают друг к другу и окружающим посторонним предметам. Со временем порошки не густеют, вообще не меняют своей консистенции. Потому не нужно использовать специальные вещества, чтобы растворить состав. Это главное отличие от тех же акриловых, других разновидностей водно-дисперсионных материалов, и неважно, как происходит смешивание.
Адгезия, способность к электризации и сыпучесть – свойства, определяемые самим пигментом и его начальными характеристиками.
Состав может наполовину быть создан из пигментов, наполнителей. Назначение продукта и глубина цвета определяют, какими свойствами материал обладает в готовом и законченном виде. Пигмент в данном случае используется такой же, как и для других красящих составов.
Процесс окрашивания и физические особенности
Порошковые краски состоят из мельчайших частиц. Частицы принимают заряд от стороннего статического поля, он противоположен характеристикам окрашиваемой поверхности. После зарядки частицы просто оседают на поверхности, и образуется специальный пласт, имеющий минимальную толщину. Камера напыления захватывает частицы с зарядом. У самих пылинок – значение напряжения электрического поля, которого не хватает для соединения с поверхностью предмета. Потому окрашивание проводится повторно.
Частицы принимают заряд от стороннего статического поля, он противоположен характеристикам окрашиваемой поверхности. После зарядки частицы просто оседают на поверхности, и образуется специальный пласт, имеющий минимальную толщину. Камера напыления захватывает частицы с зарядом. У самих пылинок – значение напряжения электрического поля, которого не хватает для соединения с поверхностью предмета. Потому окрашивание проводится повторно.
Компоненты порошковой краски, которые не прилипли к поверхности, могут напыляться на неё повторно. Главное проследить за тем, чтобы порошок был израсходован в полном объёме. Именно данный параметр делает технологию востребованной.
После всех предыдущих этапов запыленная поверхность запекается, то есть окрашенное изделие переносят в специальную камеру. Там проходит процесс полимеризации под воздействием высоких температур. Разные типы порошковых красок могут давать разные эффекты.
На видео: технические особенности и нюансы порошковой покраски.
Как классифицировать?
Полимеры в составе позволяют провести разделение по нескольким группам. Сфера применения красок – внутренние и наружные работы. Кроме того, при классификации могут опираться на метод создания твёрдого слоя, а также на способ защиты поверхностей при помощи плёнок. Давайте рассмотрим основные виды порошковых красок.
Термопластичные краски
Термопластичные краски для металлических, хромированных поверхностей состоят из веществ, которые образуют специальную защитную плёнку. Это происходит благодаря тому, что компоненты краски сначала нагреваются, а потом охлаждаются. При этом никаких других химических реакций во время преобразования не происходит. Но плёнка быстро растворяется, если не соблюдать температурный режим.
Порошковая покраска под хром или с другими эффектами осуществляется исходя из будущих условий эксплуатации окрашиваемого изделия. От этого зависит и тип порошковой краски:
От этого зависит и тип порошковой краски:
- Винилит – основа, актуальная для смешения и использования в декоративных целях. Красящие вещества данной группы подходят только для обработки внутри помещений. Слой имеет небольшую толщину, но способен обеспечить защиту на должном уровне.
- Поливинилхлорид – подходит одинаково как для наружных, так и для внутренних работ. Устойчивость к химическим веществам, атмосферостойкость – главные положительные качества такой краски. Описание от производителя соответствует действительности.
- Слой порошковой краски на базе полиэтилена – отличается высокими показателями по физико-механическим свойствам. Потому такие краски часто используются на трубопроводах.
- Краски с полиамидами – могут похвастаться красивым внешним видом. Их чаще применяют в декоративных целях, внутри и снаружи помещений.
О термореактивных типах красок
Это термореактивные разновидности плёнкообразователей для окрашивания. Отличаются от предыдущих аналогов наличием химической реакции во время преобразования. Но покрытие во время этого процесса не растворяется, не начинает плавиться. В результате чего появляются дополнительные преимущества вроде стойкости к различным дефектам и твёрдости.
Но покрытие во время этого процесса не растворяется, не начинает плавиться. В результате чего появляются дополнительные преимущества вроде стойкости к различным дефектам и твёрдости.
В машиностроении без таких красок не обойтись. В составах встречаются смолы эпоксидного, полимерного типа.
При использовании порошковой краски подобного вида важно соблюдать технологию. Только в этом случае появится качественный результат, способный сохраниться на долгое время, и который будет отвечать всем требованиям относительно атмосфероустойчивости, сохранения цвета.
Следующие технические характеристики отлично выделяют данный материал:
- Высокая механическая прочность со стойкостью обеспечиваются за счёт эпоксидных веществ в составе. Но на поверхности со временем часто появляются дефекты под воздействием ультрафиолета. У зеркального хрома таких недостатков нет.
- А вот полиэфирные краски под действием света на поверхности металла разрушаться не начинают.
- Сопротивление воздействию щелочей гарантировано при использовании акрилатной основы. Цветовой пигмент на протяжении долгого времени сохраняет насыщенность. Порошковые красители можно использовать разные.

Недостаток кроется лишь в том, что для каждого цвета во время работы используется отдельный контейнер, где помещается один элемент. Но даже эта необходимость легко перекрывается прочими положительными свойствами. Главное не допускать сохранения слишком низких температур во время работы с деталью из металла.
Популярная продукция
На сегодняшний день предлагается большой выбор порошковых красителей. Но наиболее популярными являются продукты таких марок:
- Stardust. Порошковые краски от этого производителя имеют множество плюсов, которые исходят не только из их физико-химических характеристик, но и из новейших методов применения. Краски Стардаст отличаются высоким качеством, могут применяться для любых типов поверхностей.
 Краски Стардаст отличаются высоким качеством, могут применяться для любых типов поверхностей.
Краски Стардаст отличаются высоким качеством, могут применяться для любых типов поверхностей.- Inver. Порошковые краски данной марки предназначены для окраски и защиты металла. Наносятся путем электростатического распыления с помощью специальных установок. Такие материалы имеют высокую адгезию к поверхности и прекрасно защищают металл от коррозии.
- Limerton. Порошковые краски этого производителя отличаются экономичным расходом и простотой использования. Применяются для покраски металла, стекла и других материалов. Получаемое покрытие отличается экологичностью и долговечностью.
- Element. Компания предлагает разные виды порошковых красителей, это и полиэфирные, и эпоксидные, и полиуретановые, и даже краски с эффектами. Красить можно металлическую мебель, фасадные панели, сельскохозяйственную технику, автомобильные комплектующие и многое другое. Получаемое покрытие имеет антикоррозионные и ударопрочные свойства.
Из перечисленных выше вариантов большей популярностью пользуется продукция Стардаст. Но есть не менее качественные краски таких марок, как Текнос и Приматек. У большинства производителей в каталог продукции входит и порошковая краска антик, которая придает поверхностям вид античных медных изделий.
Но есть не менее качественные краски таких марок, как Текнос и Приматек. У большинства производителей в каталог продукции входит и порошковая краска антик, которая придает поверхностям вид античных медных изделий.
Порошковые краски известны покупателям ещё с прошлого века. Но именно сейчас они стали пользоваться повышенной популярностью, поскольку технология была доведена до совершенства.
Как проходит процесс порошковой покраски (2 видео)
Окрашенные изделия (25 фото)
Что такое порошковая краска: виды, достоинства, технология
В 21 веке знать, что такое порошковая краска, стоит любому современному человеку, ведь по популярности она обошла традиционные жидкости для окрашивания покрытий из металла и других материалов. Уже доказано, что изделие, получившее защитный слой именно по этой технологии, получит дополнительные качественные и декоративные свойства.
Уже доказано, что изделие, получившее защитный слой именно по этой технологии, получит дополнительные качественные и декоративные свойства.
Причем допускается применять эту разновидность материала как в бытовых нуждах (порошковая краска в баллончиках), так и в промышленных отраслях. И для удобства в работе производители с каждых годом улучшают оборудование, чтобы даже в домашних условиях проще было обработать любые поверхности.
Знакомимся с теорией
Краска порошковая – это твердая дисперсная композиция. Создана в качестве альтернативы лакокрасочным материалам. Применяется на всех деталях и поверхностях, пригодных для термической обработки.
Отличительные черты:
- сыпучесть;
- дисперсионный состав;
- гигроскопичность;
- насыпная плотность;
- способность к псевдоожижению.
Изучаем состав
Основа для такого защитного материала:
- Пленкообразующая смола.
- Отвердитель.
- Пигмент.
- Наполнитель.
- Целевая добавка.

Возможные типы
Если точнее, то группы. Всего их две:
- Термопластичная. Производится на базе пленкообразователя, обладающего термопластичностью. Термическая обработка выполняется без химического изменения благодаря тому, что частицы краски сплавляются между собой и затем этот расплав охлаждается. Результат – это пленка, которую можно растворить.
- Термореактивная. Здесь уже идет термореактивный преобразователь. Обрабатываемое покрытие приобретает защитную пленку благодаря сплавлению частиц состава и дальнейшей химической реакции. Эта группа не плавка и не растворима.
Также можно углубиться и в применение конкретных видов или типов на практике. Порошковый состав без химической реакции:
- Порошковая краска на поливинилбутирале применяется в качестве защитной или декоративной. Она электроизоляционная, бензостойкая и абразивостойкая. Используют для обработки промышленных помещений изнутри.
- Полимерная порошковая краска. При окрашивании образует покрытие, хорошо переносящее моющие бытовые средства. Также подойдет для наружных и внутренних работ.
- Не менее популярен порошковый состав на полиамиде. В работе такой состав идеален для создания эстетического покрытия. По твердости или прочности нет конкурентов, плюс отличная устойчивость к истиранию и воздействию ацетона. Годится для наружной и внутренней работы.
- Состав с полиэлифином. Это составляющее полиэтилена. Такая краска незаменима в работе с материалами, которые нужно защитить от коррозии. Плюс идеальные электроизоляционные показатели. На деле таким составом можно обработать трубу, проволоку, аккумуляторы, кронштейны, тару и многое другое. Есть и минус – это появление трещин. Да и устойчивость к атмосферным воздействиям оставляют желать лучшего.
 При окрашивании образует покрытие, хорошо переносящее моющие бытовые средства. Также подойдет для наружных и внутренних работ.
При окрашивании образует покрытие, хорошо переносящее моющие бытовые средства. Также подойдет для наружных и внутренних работ.И перечислим виды с протекающей химической реакцией:
- Эпоксидная. По механическому воздействию идеальная, прочная. Устойчива к растворителю, имеет адгезивные показатели выше средних. Но при воздействии прямых солнечных лучей может пожелтеть. Ультрафиолет разрушает лицевой слой, и из-за этого идет мелкая трещина.
- Эпоксидно-полиэфирная краска. Уже эффективнее держатся при воздействии ультрафиолета. Плюс отлично переносят высокую температуру.
- Полиэфирный состав. Это идеальный материал для работы с наружными поверхностями или площадями. При воздействии внешних природных факторов не желтеет, да и верхний слой не разрушается. Большинство же других составов начинают «мелить».
- На основе полиуретана. Гарантированно оставляет устойчивый отблеск. Чаще всего нанесение порошковой краски идет на детали, которые в дальнейшем будут подвергаться трению или износу. Самая стойкая декоративная составляющая именно у этого вида, состав дает эффект сжатого шелка. Также отлично справляется с атмосферными явлениями, обладает устойчивостью к влаге и составам топлива. Не разрушается минеральными маслами или бытовыми растворителями.
 Но при воздействии прямых солнечных лучей может пожелтеть. Ультрафиолет разрушает лицевой слой, и из-за этого идет мелкая трещина.
Но при воздействии прямых солнечных лучей может пожелтеть. Ультрафиолет разрушает лицевой слой, и из-за этого идет мелкая трещина.Плюсы и минусы
Положительные и отрицательные свойства можно вывести, лишь сравнив порошковую краску с жидкой. И преимущества, а это и есть плюсы, в следующем:
И преимущества, а это и есть плюсы, в следующем:
- Экологическая составляющая. По самому методу нанесения жидкий состав уступает порошковому.
- Экономия. Если краску на валике или кисти особо не сэкономить, то порошковая обработка поверхности – это строгое опыление по площади. И весь осевший остаток можно повторно использовать.
- Физические свойства. Это коррозия, перепады температуры и ударопрочность. Все, что обработано порошковой краской, лучше по этим критериям, если сравнить с жидким лакокрасочным средством.
- Любую рельефную поверхность проще покрасить именно распылением, а не кистью или валиком. Отсюда вывод – порошок удобнее в техническом плане.
- Нет нужды в грунтовке.
- В случае с порошком наносят всегда лишь один слой, что неприемлемо для лака или краски.
- Перекрасить или поменять оттенок проще и легче.
- Нет химических запахов, плюс после высыхания именно порошок дает еще и полимерную пленку, а это очень удобно при транспортировке на производстве.

Из минусов можно отметить:
- Сама технология не позволяет красить пластик или дерево, поскольку нужно добиваться заданных температурных режимов. А это от 150 до 215 градусов Цельсия.
- Оборудование для промышленных цехов стоит дорого. Но это разовое вложение.
- Размерами покрасочной камеры ограничивается рабочий процесс. Не всегда громоздкие детали возможно обработать.
- Выставить тонкий слой тоже трудно, и процесс регулировки отнимает время.
- Если в рабочем помещении низкая температура, то могут быть осложнения в процессе покраски.
Как работают с краской
Сам метод по распылению красок был придуман в 50-е годы прошлого столетия, но популярность завоевал на территории РФ только в 80-х годах.
Суть процесса обработки порошковыми составами – это напыление мельчайших частиц сухого состава. Процедура выполняется при помощи создания электростатики. Процесс электризации происходит за счет трения или внешних источников. Поверхность изделия, на котором планируется покраска порошковой краской, получает противоположный заряд, поэтому получается удачное нанесение сухих частиц краски.
Поверхность изделия, на котором планируется покраска порошковой краской, получает противоположный заряд, поэтому получается удачное нанесение сухих частиц краски.
А технология такая:
- Подготавливают поверхность. Это обычное обезжиривание или чистка от смазочного материала.
- Наносят полимерные красители. В работе используют ручной пульверизационный пистолет.
- Оплавляют (закрепляют) состав за счет нагрева и последующего охлаждения. Как уже было отмечено, сначала порошковый состав нагревают до предела. Некоторые виды краски нужно разогревать и до 250 градусов Цельсия. Для этого создается термопечь. Длительность процесса зависит от вида состава.
Как красить порошковой краской в домашних условиях? Для этого достаточно обычного баллона.
Процесс покраски. Видео
Цветовая гамма
Именно поставщики или производители готовы предоставить до 40 цветов, но в них входит более двухсот оттенков. Для ориентира есть универсальные каталоги RAL, где задан стандарт цвета по номерам.
Для ориентира есть универсальные каталоги RAL, где задан стандарт цвета по номерам.
Причем возможно сочетание более чем трех оттенков, но это только при индивидуальных заказах.
И немного о производстве
Изготовить такой состав возможно и своими силами, однако, лучше доверить это занятие профессиональным химикам. На деле есть несколько способов для производства:
- Сухое смешивание. Это просто и доступно. Любую краску на полимерах делают по такой технологии.
- Сухое диспергирование.
Производство в домашних или промышленных масштабах краски по ГОСТу – это, в первую очередь, точная дозировка каждого компонента. Технически ничего сложного: нужен двушнековый экструдер. Благодаря этой аппаратуре можно создавать краску за счет опять же нагрева и последующего охлаждения. Именно после этого этапа состав размалывается и затем уже просеивается.
Объем производства напрямую связан с оборудованием, и на территории РФ порошковая краска как продукт только набирает обороты, если сравнить с США или Китаем.
Половина состава – это наполнители и пигменты. В процентном соотношении от 35 до 50%. Но это составляющие выпускает лишь Великобритания, Италия и Финляндия. Чем больше концентрация импортного наполнителя, тем больше той же белизны в светлых оттенках порошковых красок. Также пигменты влияют на ухудшаемость внешнего вида со временем, прочность и прозрачность. Улучшают растекаемость (это для промышленных нужд), к примеру, уже германскими полиакрилами.
Можно отметить, что чем качественнее материал для работы, тем сложнее его состав, и большинство важных наполнителей не купить в розничных сетях. Поэтому профессиональную порошковую краску закрепляют за брендом, нумеруя цвета.
А вообще, направление по созданию лучшей порошковой краски только развивается, и добиваются результатов только путем добавления новых химических составов.
Выводы
В промышленной сфере все течет и улучшается. И привычные всем расходные материалы заменяют более выгодными. Именно поэтому краски порошковые практически вытеснили жидкие виды лакокрасочных изделий из индустрии металлопроизводства по всему миру.
Порошковая краска: достоинства и применение
Химическая промышленность предлагает сегодня широчайший выбор красок для проведения ремонта помещений и автомобилей, среди которых занимают серьёзную нишу порошковые краски. Подобное полимерное покрытие пользуется огромнейшей популярностью, так как имеет одно неоспоримое преимущество – не требует использования химического растворителя с резким неприятным запахом. К тому же при порошковой покраске не происходит выброс в атмосферу ядовитых летучих соединений, как при окраске поверхностей жидким лакокрасочным составом.
Содержание:
- Особенности порошковой краски
- Разновидности порошковых красок
- Достоинства и недостатки порошковой покраски
Особенности порошковой краски
Порошковые материалы были разработаны еще в прошлом веке, они обеспечивают высокую защиту и придают изделиям привлекательный вид, а также решают важнейшие экологические проблемы, так как в подобных красках практически полностью отсутствуют такие вредные компоненты, как органические растворители.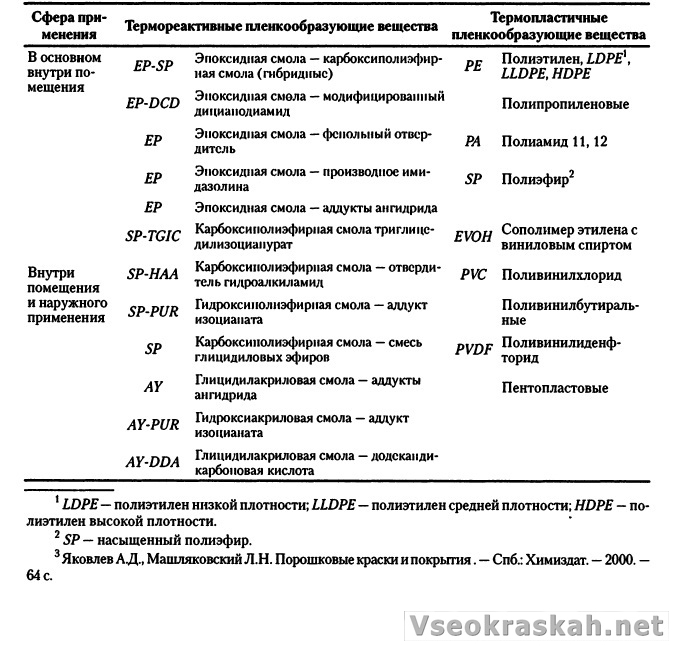 А высокотехнологичное окрасочное оборудование лишней краске не позволяет попадать в окружающую среду.
А высокотехнологичное окрасочное оборудование лишней краске не позволяет попадать в окружающую среду.
Порошковая краска представляет собой дисперсную многокомпонентную систему, которая состоит из твёрдых частиц в виде порошка и воздуха. Порошок является нерастворимым в воде веществом, без характерного цвета и запаха. В подобный мелкий порошок добавляют разные примеси, которые помогают получить необходимый оттенок.
В состав порошковой композиции входят отвердители, пленкообразующие смолы, наполнители, пигменты и целевые добавки. Зернистость порошка приблизительно составляет 10-100 микрометра, а главное достоинство использования такой краски — нет необходимости использовать растворители.
Порошковые краски применяются для окрашивания неметаллической и металлической поверхности. Они подходят для окраски микроволновок, холодильников и прочей бытовой техники, спортивного инвентаря, мебели, осветительной аппаратуры и рулонного металла. Также они используются в автомобилестроении при окрашивании узлов автомобилей, элементов декоративной отделки и деталей машин.
Использование порошковых красок также неразрывно связано с нашим бытом и нашим домом. Стекло и керамика, металл и камни – это далеко не весь перечень материалов, которые можно окрасить порошковой краской. Технология покрытия порошковым составом позволяет покрывать даже древесину и панели МДФ.
К тому же для некоторых поверхностей такая методика покраски порошковой краской является по-настоящему незаменимой. К примеру, для внутренней части труб, рассчитанных на высокое давление, большую температуру и разные факторы, что вызывают коррозию металла.
Разновидности порошковых красок
Окраска порошком является значительным нововведением в лакокрасочной отрасли современной промышленности. Также данные вещества используются небольшими фирмами, частными предпринимателями и просто хозяевами, которые занялись ремонтом своего жилья. Существует две больших категории порошковых красок, зависимо от пленкообразования: термопластичные и термореактивные.
Термопластические краски
Краска первой группы, изготовленная на основе термопластичных пленкообразователей, способна формировать покрытие на детали без химических превращений, благодаря сплавлению частиц и процедуре охлаждения расплавов. Пленки, которые получаются из них, часто являются растворимыми. К этой группе относят порошковую краску на основе поливинилбутираля, полиамида, поливинилхлорида и полиэтилена.
Пленки, которые получаются из них, часто являются растворимыми. К этой группе относят порошковую краску на основе поливинилбутираля, полиамида, поливинилхлорида и полиэтилена.
Порошковые краски, в составе которых присутствует поливинилбутирал, используются как защитно-декоративные, бензостойкие, электроизоляционные и абразивостойкие для окраски изделий внутри помещения. Подобные покрытия способны выдержать воздействие солевой и водной среды при комнатной температуре.
Краски поливинилхлоридные образуют покрытия, которые являются устойчивыми к действиям моющих средств, а также атмосферостойкими. Эти краски применяются для окрашивания внешних объектов и объектов внутри помещений, как на видео о порошковой покраске.
Очень большое распространение получили полиамидные порошковые составы. Покрытие, что ими образовано, имеет привлекательный внешний вид, большую прочность и твердость, они являются устойчивыми к воздействию растворителей и истиранию. Полиамидная порошковая краска применяется для наружных и внутренних работ.
Полиамидная порошковая краска применяется для наружных и внутренних работ.
Порошковая краска на основе полиэлифинов (полипропилена, полиэтилена) предназначена преимущественно для защиты поверхности, потому что отличается хорошими физико-механическими, электроизоляционными и антикоррозионными свойствами. Большой недостаток подобного покрытия состоит в склонности к растрескиванию. Кроме того, у них не слишком высокая атмосферостойкость.
Термореактивные краски
Вторая группа порошковых красок – термореактивные вещества, изготовленные на основе термореактивного пленкообразователя. Подобные покрытия формируются благодаря сплавлению частиц и будущих химических реакций. Они не являются плавкими и растворимыми. К этой группе причисляют порошковые краски, что производятся на основе полиэфирной и эпоксидной смолы, полиуретана и акрилатов. Вещества этой категории отлично подходят для окраски изделий, которые изготовляются в области машиностроения.
Эпоксидные краски являются механически прочными, имеют высокую стойкость к растворителям и отличную адгезию, однако желтеют при перегреве. Под воздействием ультрафиолета верхний слой способен разрушаться и становится мелоподобным.
Под воздействием ультрафиолета верхний слой способен разрушаться и становится мелоподобным.
В составе эпоксидно-полиэфирных красок присутствуют полиэфирные и эпоксидные пленкообразователи, реагирующие при отверждении друг с другом. Эти краски отличаются меньшей склонностью к пожелтению и могут выдерживать более высокие температуры.
Полиэфирная порошковая краска хорошо подходит для окраски объектов, что расположены вне помещения, так как её верхние слои на открытом воздухе не разрушаются.
Полиуретановые краски покрытиям придают особый устойчивый блеск. Их применяют для защиты изделий, что подвергаются абразивному износу и трению. Кроме того, они способны придавать поверхности декоративный эффект, что представляет собой текстуру жатого шелка. Полиуретановое покрытие обладает высокой атмосферостойкостью, стойкостью к растворителям, жидкому топливу, воде и минеральным маслам.
Акрилатная порошковая краска используется при покраске предметов, которые подвергаются внешнему воздействию. Эти вещества являются устойчивыми к щелочам и имеют высокую термостойкость. Покрытие долгое время сохраняет цвет и глянец.
Достоинства и недостатки порошковой покраски
Порошковая покраска металла имеет много преимуществ и некоторые недостатки. Рассмотрим преимущества порошковой краски перед другими веществами:
- Простота использования. При окраске деталей порошковой краской нет необходимости следить скрупулезно за вязкостью покрытия и доводить его до определенной величины. Даже распылительное оборудование для порошкового вещества намного проще чистить, чем после жидкой краски.
- Скорость. Покрытие затвердевает достаточно быстро (в течение получаса), поэтому временные затраты на всю работу невелики. Однослойное порошковое покрытие сушится только один раз, а вот традиционное лакокрасочное – многократно.
- Экономичность. Благодаря системе рекуперации красящий состав применяется практически на 98%, что невозможно при другом подходе, где потери лакокрасочного материала могут доходить до 40%. Кроме того, стоимость порошковой окраски является достаточно низкой, потому что в этой технологии растворитель играет роль только носителя.
- Прочность. Подобное покрытие обладает отличными физико-механическими показателями: изгиб – 1 миллиметр, удар – 500 нм. Толщина самого покрытия составляет 30-250 мкм. Кроме того, покрытие – электроизоляционное, антикоррозийное, устойчивое к растворам щелочей, кислот и органических растворителей.
- Экологичность. В данной краске не используются огнеопасные и токсичные растворители. Подобное окрашивание является полностью безотходным, так как в нем нет лишнего материала, который бы распылялся или оседал, как краска. К тому же условия труда при работе по данной технологии намного лучше, чем при окраске ядовитой краской.
- Долговечность. Даже в самых критических погодных условиях время полезной службы покрытия достигает 50 лет, если вы строго соблюдали всю технологию порошковой покраски.
- Декоративность. Порошковая краска имеет достаточно широкую цветовую гамму – более 5000 фактур и цветов. Порошковой покраской можно сделать машину цвета алюминиевого, золотистого и серебристого металлика, окрасить модным «антиком» медного окраса, достичь старинного благородного бронзового цвета. Причем при такой покраске достаточно легко контролировать блеск покрытия.
 Благодаря системе рекуперации красящий состав применяется практически на 98%, что невозможно при другом подходе, где потери лакокрасочного материала могут доходить до 40%. Кроме того, стоимость порошковой окраски является достаточно низкой, потому что в этой технологии растворитель играет роль только носителя.
Благодаря системе рекуперации красящий состав применяется практически на 98%, что невозможно при другом подходе, где потери лакокрасочного материала могут доходить до 40%. Кроме того, стоимость порошковой окраски является достаточно низкой, потому что в этой технологии растворитель играет роль только носителя.
Недостатки порошковой покраски металлических изделий кроются в следующем. В процессе окрашивания деталей для каждого цвета требуется отдельный контейнер. Некие сложности при нанесении порошковой краски могут возникнуть при низкой температуре или при окраске объектов нестандартной формы или сборных конструкций.
Таким образом, порошковые краски не являются новинкой на рынке строительных материалов, так как известны ещё со средины прошлого века. Однако пользоваться большой популярностью они стали именно сейчас, когда экологи всего мира начали бить тревогу по поводу вреда жидких лакокрасочных веществ для окружающей среды и самого работающего человека.
Порошковые краски, типы и эффекты
Порошковые краски, типы и эффекты
Порошковая краска – это мелкодисперсная смесь, в которую входят отвердители, смолы для пленкообразования, наполнители, добавки и красящие пигменты.
Если в жидких лакокрасочных покрытиях дисперсионной средой является специальный растворитель, то в порошковых – воздух. Это позволяет предъявлять меньшие требования по герметизации, хранению, перевозке. А также такие краски уже готовы к использованию (не требуется соблюдать специальные условиях по смешиванию и консистенции).
Типы красок
В зависимости от пленкообразователя порошковые краски делятся на следующие типы:
- Полиэфирные краски — для наружных поверхностей, подвергающихся сильным атмосферным воздействиям (УФ-излучению, высокие температуры, химические соединения). Могут использоваться с красящим пигментом, а могут – в качестве прозрачного лака для многослойного защитного покрытия.
- Эпоксидные краски — для изделий, цель которых — защита от коррозии, агрессивных сред (щелочки, кислоты, масла, нефтепродукты) и электроизоляция (в основном промышленное назначение). Также используются в качестве грунтовки для других покрытий.
- Эпоксидно-полиэфирные краски (гибридные) — для изделий, используемых внутри помещения. Гибридные краски сочетают в себе два вида смол: позволяют создавать различные текстурные и фактурные покрытия. Однако не настолько устойчивы к атмосферным воздействиям (например, солнечным лучам)
- Полиуретановые краски — для внутренних и наружных изделий с высокими требованиями по трению и износу, стойкости к воде, атмосферным воздействиям и химическим реагентам (к растворителям, топливу и маслам). Универсальная краска, которую можно наносить на поверхности, изготовленные практически из любых материалов.
Эффекты красок
Для различных целей используются порошковые краски со следующими эффектами:
Матовая (0-10% глянца)
Когда, по техническим соображениям, поверхность изделия не должна отражать свет, создавать блики, тогда применяется матовое покрытие. Матовый эффект порошковой краски может быть достигнут добавлением в композицию чешуйчатых частичек.
Матовый эффект порошковой краски может быть достигнут добавлением в композицию чешуйчатых частичек.
Метод порошкового напыления позволяет получать тонкое прочное покрытие, обладающее отличными потребительскими качествами – ударопрочность, коррозионная стойкость, высокая адгезия.
Меняя состав порошковой краски, можно регулировать свойства покрытия, получаемого при порошковом покрытии в камере напыления. Есть порошковые покрытия, устойчивые против царапин, выдерживающие повышенные температуры, перепады температур. Эти краски не требуют предварительного грунтования поверхности, разбавления, колерования, контроля вязкости и прочих операций.
Глянцевая (85 – 95 % глянца)
Это эпоксидно-полиэфирная композиция, дающая при полимеризации идеально гладкое покрытие. Глянцевая краска применяется для порошковой окраски изделий, которым нужны высокие светоотражающие свойства.
Покрытие глянцевой порошковой краской формируется при повышенных температурах или обычных температурах.![]() Покрытие порошковой краской более долговечно, устойчиво к перепадам температуры, к химическим и механическим воздействиям. Глянцевую порошковую краску используют не только из декоративных соображений. Эта краска отлично подходит для антикоррозийного покрытия – и в этом случае глянцевое порошковое покрытие значительно превосходит по степени износостойкости традиционные жидкие ЛКМ.
Покрытие порошковой краской более долговечно, устойчиво к перепадам температуры, к химическим и механическим воздействиям. Глянцевую порошковую краску используют не только из декоративных соображений. Эта краска отлично подходит для антикоррозийного покрытия – и в этом случае глянцевое порошковое покрытие значительно превосходит по степени износостойкости традиционные жидкие ЛКМ.
Текстурированные краски, краски с эффектами
Антик
Порошковые краски с эффектом «антик» — это эффект старины, эффект античных медных изделий с золотом или серебром, а также оттенком любого цвета. Антик – это всегда смешенье двух красок.
Специальный пигмент, входящий в состав порошковой краски «антик», позволяет имитировать старинную поверхность металлов – бронзовых, серебряных или медных предметов.
Эти краски отличаются особой прочностью и долговечностью. Благодаря стойкости по отношению к температурным перепадам, изделия, покрытые краской с эффектом «антик», могут быть установлены на улице: атмосферные осадки, жара и холод не смогут произвести какие-либо разрушительные воздействия.
Шагрень
Шагрень — это вид одной из многочисленных текстур порошковых красок. Такое название она получила благодаря рельефной структуре, которая напоминает корку апельсина. Окрашенные шагренью поверхности смотрятся очень оригинально и приятны на ощупь.
Благодаря тому, что этот вид порошковой краски обладает отличными декоративными свойствами, после ее нанесения поверхность изделия выглядит так, как будто это было заранее продуманное дизайнерское решение.
Шелк
Порошковая покраска с эффектом «шелк» отличается своей необычной текстурой. При окраске изделия с эффектом «шелка» дверь покрывается дополнительным слоем грунтовки, благодаря чему такое покрытие обладает высокими защитными свойствами: оберегает изделие от механических повреждений и агрессивного воздействия окружающей среды.
Эффект крокодиловой кожи
Порошковая покраска под кожу крокодила или других рептилий — это структурный порошок, после нанесения которого поверхность изделия напоминает настоящую кожу крокодила. Такое нетипичное декоративное покрытие придает изделиям привлекательный и оригинальный вид.
Такое нетипичное декоративное покрытие придает изделиям привлекательный и оригинальный вид.
Данный полимерный материал имеет очень хорошие параметры устойчивости и прочности, поэтому широко применяется для окраски изделий и конструкций.
Молотковая
Молотковая краска для металлических дверей или других изделий – это одна из самых популярных красок, которая используется для входных дверей. Двери, покрытые такой краской, выглядят очень оригинально, так как в результате вы получаете поверхность, состоящую из округлых впадин разного диаметра.
В процессе изготовления молотковой краски используются акриловые, эпоксидные и алкидно-стирольные компоненты, благодаря наличию которых краска приобретает свои специфические характеристики.
Cферы применения порошковых красок
Перечень сфер и изделий, которые могут быть окрашены порошковыми красками, достаточно широк:
-
Строительные металлоконструкции
-
Мосты и тоннели
-
Нефтегазовая инфраструктура
-
Дорожное строительство
-
ВПК
-
Промышленное и гражданское строительство
-
Автомобили
-
Водный транспорт
-
Железнодорожный транспорт
-
Нефтяные и газовые трубы
-
Вышки и опоры ЛЭП
-
Атомные станции
-
Торговое и складское оборудование
-
Контейнеры и резервуары
-
Электро- светотехническая продукция
-
Строительная и сельскохозяйственная техника
-
Промышленное оборудование и приборы
-
Спортивное оборудование
-
Бытовая техника
-
Мебель и фурнитура
-
Инструменты и инвентарь
-
Ограждающие конструкции
-
Окна и двери
-
Дизайн и ремонт.

Способы снятия порошковой краски | Евродекор
Порошковая краска – современное полимерное покрытие, которое часто применяют для окрашивания металлических и алюминиевых изделий. Она обладает высокой адгезией, хорошо ложится на металл, держится долгое время, устойчива к механическим и химическим воздействиям. Поэтому очистить поверхность от порошкового покрытия не просто, так как она не поддается обычным растворителям и не счищается простым механическим действием.
Способы очистки порошковой краски
Многие знают, что прежде чем приступить к повторному окрашиванию, необходимо полностью снять старый слой краски – только тогда покрытие получится ровным и сохранит свои изначальные физико-химические свойства. Однако, в случае с порошковой краской сделать это довольно сложно и для ее смывки применяют специальные методы.
Весь перечень способов удаления порошкового окрашивания подразделяют на два вида:
- механические,
- химические.
Химические методы очистки
Снять старую порошковую покраску можно с помощью специальных химических растворителей, которые в большом количестве представлены на аналогичном сегменте рынка. Они хорошо и быстро справляются со своей задачей и имеют различный состав, который очищают не только от краски, но и ржавчины. Стоят такие растворы довольно дорого, поэтому этот способ снятия применяют только в определенных случаях, когда затраты оправдывают результат.
Условно химические растворители подразделяются на густые и жидкие.
Снятие густыми химическими растворителями
Прежде чем начинать снятие краски этим способом, необходимо тщательно очистить металл от загрязнений и обезжирить его. После на поверхность наносят специальный густой химический сосав с помощью кисти или валика. Через некоторое время покрытие начинает трескаться и вспучиваться, и его легко очищают с помощью шпателя. Такой вариант удаления очень удобен, так как растворитель имеет густую консистенцию, хорошо держится на поверхности, не стекает вниз.
В зависимости от слоя порошковой краски, на весь процесс снятия может уходить до 8 часов, однако чаще краска трескается через несколько минут после нанесения растворителя. Этот метод применяют для очищения от порошкового покрытия на больших поверхностях – крышах, заборах и перекрытиях.
Жидкие химические растворители
Для этого способа снятия порошковой краски очищаемый предмет помещают в специальную стальную емкость или ванну из нержавеющей стали, предварительно наполненную жидким растворителем. Через некоторое время порошковое покрытие начинает расслаиваться, а металл остается неизменным. Для получения быстрой химической реакции, деталь необходимо периодически помешивать в растворе. После этого процесса металл очищают от старого покрытия с применением шпателей и промывают его водой, для полного удаления остатков растворителя.
Такая смывка подходит для очищения метких деталей, которые свободно могут погрузиться в приготовленную тару. Помимо снятия старого слоя краски, такое средство уничтожает ржавчину и известковые налеты.
Техника безопасности
Все вышеперечисленные химические растворители имеют в своем составе агрессивные вещества, которые могут нанести вред здоровью человека. Поэтому перед работой следует тщательно прочитать инструкцию по применению и работать в защитной одежде, перчатках и респираторе в хорошо проветриваемом помещении.
Механические методы снятия порошковой краски
Механические методы очистки металла от порошковой краски значительно популярнее химических, так как они безопаснее, быстрее и дешевле.
Существуют несколько видов механического удаления:
- обжигание,
- удаление с помощью водной струи под напором,
- удаление пескоструем.
Обжигание металла
Суть этого метода заключается в интенсивном нагреве слоя краски строительным феном или паяльной лампой. Под действием высоких температур покрытие начинает трескаться, после чего его удаляют шпателем.
Термическое воздействие на металл является трудоемким процессом, скорость которого зависит от мощности нагревательных приборов и толщины снимаемого покрытия – чем оно толще, тем дольше будет проходить процесс снятия. Иногда для получения быстрого эффекта детали могут обжигаться на костре или в печи, однако этот способ подходит не для всех металлов и является менее прогрессивным.
Важно помнить, что многие составы красок могут иметь хорошую горючесть даже после полного высыхания состава. Поэтому этот факт необходимо учитывать во избежание нештатных ситуаций и соблюдать технику безопасности.
Удаление с помощью воды
Снятие старого покрытия этим методом происходит с помощью установки высокого давления, которая создает большой напор воды. Для лучшей очистки в воду добавляют мелкую стеклянную крошку, которая и удаляет порошковую краску. Вода для такого метода должна быть холодной, так как она охлаждает покрытие и делает его хрупким, после чего он эффективно удаляется абразивными стеклянными частицами.
Этот вариант является самым быстрым, простым и безопасным – процесс снятия не занимает много времени, сам металл при этом не деформируется и не наноситься вред здоровью. Однако, самостоятельно удалять краску этим способом не стоит – для этого лучше обратиться в специальные организации.
Удаление с помощью пескоструя
Еще одно популярное и эффективное решение снятия старого окрашивания. По своему действию оно схоже с предыдущим, отличие заключается лишь в том, что вместо воды на поверхность металла подается струя мелкодисперсного песка, который удаляет слой краски. Грубый абразив постепенно снимает старую краску, освобождая детали от старого окрашивания.
Такой процесс снятия весьма трудоемкий и требует определенных навыков, так как неопытный мастер сильным напором может повредить тонкие и хрупкие обрабатываемые детали. Помимо порошкового окрашивания, таким способом удаляют ржавчину, различные налеты и неровности на поверхности металла.
Сложность снятия зависит от качества порошкового покрытия и срока его эксплуатации. Для последующей окраски необходима тщательная очистка и подготовка металлической поверхности. Но в любом случае перед последующим нанесением краски рекомендуется правильно подойти к вопросу выбора порошкового покрытия. Купить порошковую краску в Москве Вы можете на нашем сайте. Мы так же работаем с другими регионами России. В ассортименте нашего интернет-магазина представлен большой выбор порошковой краски от различных популярных производителей. Покупая товар у нас, вы получаете гарантию качества по самой привлекательной цене!
Порошковые краски Состав и свойства красок Термопластичные краски
Лакокрасочные материалы и покрытия. Принципы составления рецептур
Пленкообразователями для термопластичных порошковых красок в основном [1] являются следующие полимеры:
• полиэтилен;
• поливинилхлорид;
• полиамиды;
• сополимеры этилена с винилацетатом;
• насыщенные полиэфиры.
Термопластичные порошковые краски применяют для получения покрытий, к декоративным свойствам которых не предъявляются высокие требования. Они преимущественно рекомендуются как материалы функционального назначения для получения химстойких, антифрикционных и других покрытий.
Порошковые краски на основе полиэтилена дешевы, их наносят чаще всего на установках кипящего слоя, покрытия формируют при температурах 240 — 250°С. Для некоторых подлложек необходимо грунтование поверхности. Нестабилизированные покрытия неатмосферостойки, склонны к старению и растрескиванию.
Порошковые краски на основе полиамидов (чаще всего используют полиамид-12 — продукт полимеризации лауринлактама) наносят в кипящем слое. Для их пленкообразо — вания требуются температуры 250 — 270°С. Получаемые покрытия твердые, абразивостойкие, с более высокой атмосферостойкостью, чем полиэтиленовые, однако они склонны к пожелтению и могут адсорбировать воду. Из термопластичных порошковых красок их применяют чаще всего.
Порошковые краски на основе поливинилхлорида содержат пластификатор, за счет чего образуют эластичные покрытия, также склонные к пожелтению. ПВХ-краски дешевы, их наносят чаще всего способом электростатического распыления, покрытия формируют при 250 — 260°С. Для многих подложек необходимо применение грунтовок.
Порошковые краски на основе сополимера этилена с винилацетатом, как и полиэтиленовые, наносят в кипящем слое, температура формирования покрытий составляет 200 — 260°С. Покрытия отличаются хорошей адгезией, эластичностью, коррозионной стойкостью и высокой атмосферостойкостью.
Порошковые краски на основе полиэфиров (линейные сложные ароматические полиэфиры) чаще всего наносят электростатическим распылением; при 240 — 300’С они образуют покрытия, обладающие хорошей адгезией, эластичностью, водо — и атмосферостойкие.
Эпоксидно-акриловый лак для окрашивания автомобилей [16]
Лак содержит эпоксидно-акриловую смолу (эп. экв. = 660), полиангидрид додецил — дикарбоновой кислоты (карбоксиэквивалент = 106) и триметилолпропан в качестве со — реагента (эквивалентная масса 44,7). В качестве добавки используют …
Полиакриловые краски
Полиакриловые краски получают на основе полимеров и сополимеров алкилакри — латов. Для обеспечения необходимой температуры стеклования сокомпонентами в сополимерах могут быть акрилаты, метакрилаты (например, метилметакрилат) или стирол. Смолы должны содержать …
Белая полиэфируретановая краска для наружного применения [15]
Пленкообразующая часть краски состоит из ароматического полиэфира с гидроксильным числом 45 — 55 мг КОН/г, к. ч. = 8 мг КОН/г и Тд = 51 °С и 2-полиуретдиона, полученного на …
Продажа шагающий экскаватор 20/90
Цена договорная
Используются в горнодобывающей промышленности при добыче полезных ископаемых (уголь, сланцы, руды черных и
цветных металлов, золото, сырье для химической промышленности, огнеупоров и др.) открытым способом. Их назначение – вскрышные работы с укладкой породы в выработанное пространство или на борт карьера. Экскаваторы способны
перемещать горную массу на большие расстояния. При разработке пород повышенной прочности требуется частичное или
сплошное рыхление взрыванием.
Вместимость ковша, м3 20
Длина стрелы, м 90
Угол наклона стрелы, град 32
Концевая нагрузка (max.) тс 63
Продолжительность рабочего цикла (грунт первой категории), с 60
Высота выгрузки, м 38,5
Глубина копания, м 42,5
Радиус выгрузки, м 83
Просвет под задней частью платформы, м 1,61
Диаметр опорной базы, м 14,5
Удельное давление на грунт при работе и передвижении, МПа 0,105/0,24
Размеры башмака (длина и ширина), м 13 х 2,5
Рабочая масса, т 1690
Мощность механизма подъема, кВт 2х1120
Мощность механизма поворота, кВт 4х250
Мощность механизма тяги, кВт 2х1120
Мощность механизма хода, кВт 2х400
Мощность сетевого двигателя, кВ 2х1600
Напряжение питающей сети, кВ 6
Более детальную информацию можете получить по телефону (063)0416788
Состав порошковых покрытий
Автор: FEIHONG Powders | 3 июля 2012 г.
Порошковые покрытия — это органические покрытия, состоящие из сухих, твердых (не содержащих растворителей). Базовая формула порошков состоит из различных материалов: смолы, отвердителя, наполнителя, пигмента и добавок.
Смола
Для порошковых покрытий в настоящее время используются два типа смол: термопласты или термореактивные.
- Термопластические порошки: эти порошки (например, полиэтилен, ПВХ и т. Д.) Будут плавиться и стекать вместе в один слой (покрытие) при нанесении. Если впоследствии это покрытие нагреть, слой станет слабым.
- Термореактивные порошки: Покрытие плавится при температуре от 150 до 200 ° C, потечет и затвердеет. Эти покрытия не станут слабыми при воздействии высоких температур. Наиболее распространенные термореактивные порошки состоят из одной или нескольких следующих смол: эпоксидной, полиэфирной, полиэфирно-уретановой, акрилатной.
Отвердитель
Отвердитель — один из важнейших ингредиентов формулы порошка. Отвердитель отвечает за отверждение порошка и определяет вместе со смолой особые свойства покрытия: химическую стойкость, термическую стабильность, физические и механические характеристики.
Пигмент
Для придания цвета используются пигменты. Существуют как органические, так и неорганические пигменты. В зависимости от области применения можно выбирать между легкими пигментами, безопасными для контакта с пищевыми продуктами или термостабильными пигментами.
Наполнитель
Наполнители в порошковых покрытиях используются для улучшения технического состояния системы. Это может быть: а. чтобы предотвратить провисание пленки b. для повышения стойкости к истиранию c. для повышения влагостойкости
Добавки
Что входит в состав порошкового покрытия? — Architectural and Industrial Metal Finishing Inc
Многие отрасли промышленности, включая металлургию и автомобилестроение, осознали важность порошкового покрытия.Они осознали тот факт, что порошковая окраска не только экономична, но и безопасна для окружающей среды. Отсутствие потерь и возможность повторного использования сделали порошковое покрытие выбором многих как в промышленности, так и на персональном уровне. Люди все больше склоняются к использованию порошкового покрытия по ряду причин, включая гибкость и надежность. Но вопрос на миллион долларов заключается в том, что именно порошковое покрытие делает его таким особенным и лучше, чем обычная стандартная краска.
Порошковое покрытие состоит в основном из шести ингредиентов, что сильно отличает его. Эти шесть основных ингредиентов — причина его успеха, долговечности и гибкости.
Смола
Смола всегда присутствует в порошковой окраске. Эпоксидная смола и полиэстер — два распространенных типа смол. Покрытие содержит один из типов.
Отвердители
Для увеличения прочности и застывания покрытия используются отвердители.У них есть способность связывать покрытие. Дициандиамидный отвердитель используется, когда в покрытии присутствуют эпоксидные смолы, и первичные отвердители, если покрытие содержит полиэфиры. В некоторых случаях также используются гибридные отвердители. Гибридные отвердители обладают свойствами как дициандиамида, так и примитивных отвердителей.
Добавки
Еще один важный ингредиент порошковых покрытий — это добавки. Присутствует широкий спектр добавок, каждая из которых служит своей цели.Некоторые из этих добавок используются для создания затвердевшего покрытия, а другие — для создания матового эффекта. Самая известная добавка, которая используется, — это бензоин, он добавляется к эпоксидной смоле и приводит к снижению поверхностного натяжения наряду с вязкостью расплава. Другие примеры добавок включают
- BYK 356
- CERAFLOUR 920
- ДИСПЕРБИК-2200
- ГАРАМИТ-7305 и др.
Почтовые добавки
Пост-добавки также являются очень важным ингредиентом порошкового покрытия, поскольку они обладают способностью предотвращать слеживание порошка.Их добавляют после того, как порошок затвердеет и разбивается на мелкие кусочки.
Тонирующие пигменты
Оттеночные пигменты также входят в состав порошкового покрытия. Они передают цвет, который присутствует в покрытии. Есть два типа пигментов, первый — неорганический, и пигменты, относящиеся к этой категории, в основном тусклые и бледные. Другой тип — органический, пигменты этой формы более яркие.
Удлинители
Наполнители или более известные как наполнители придают покрытию дополнительный слой прочности.Они также уменьшают глянцевитость.
Состав и производственная терминология> Powder Coated Tough
Автор: Кевин Биллер
В рамках нашей продолжающейся номенклатуры технологий порошковых покрытий, в этом выпуске мы представляем термины, используемые людьми, которые создают это уникальное покрытие, а именно разработчиками рецептур и производственным персоналом.
Номенклатура рецептуры порошкового покрытия
Добавка — Материал, содержащий номинальную цифру 3.0 процентов или меньше в формулу порошкового покрытия. Добавки имеют функциональное назначение, связанное с характеристиками покрытия. Добавки могут быть реактивными или нереактивными. Реактивные добавки химически взаимодействуют с компонентами формулы или с элементами окружающей среды, такими как ультрафиолетовый свет, тепло или соединения окружающей среды (например, кислотный дождь, влага и т. Д.).
Инертные добавки не вступают в химическую реакцию с составом покрытия или окружающей средой, но влияют на физические свойства, такие как температура плавления, вязкость и / или профиль поверхности.Колеровочные пигменты обычно используются в небольших количествах (т.е. <3,0%), но не считаются добавками.
Агент, препятствующий выделению газов — Летучие вещества могут выделяться из подложек посредством нескольких явлений. Некоторые подложки по своей природе пористые, например, литые из магниевых или алюминиевых сплавов.
Эти пористые подложки выделяют захваченный воздух и влагу во время формирования пленки, что может привести к появлению точечных или пузырчатых дефектов. Другие субстраты, такие как оцинкованная сталь, выделяют водород в качестве реагента с кислотными химическими веществами для предварительной обработки.Кроме того, на некоторых пластиковых подложках, таких как полиэфирные композиты, могут образовываться фрагменты низкомолекулярного полимера, вызывающие точечные дефекты или пузырьковые дефекты. Этих летучих дефектов, связанных с подложкой, иногда можно избежать, добавив противогазовый агент. Эти материалы обычно представляют собой воски, которые позволяют пленке покрытия удалять летучие, а затем оплавляться или закрывать точку выхода в пленке.
Антиоксидант — Соединение, снижающее деградацию полимеров под действием тепла.Термическое разложение полимера может вызвать обесцвечивание (обычно пожелтение) и снижение долговечности покрытия и механических характеристик. Антиоксиданты могут быть первичными или вторичными. Первичные антиоксиданты можно использовать отдельно или с вторичными антиоксидантами.
Связующее — Смолистый компонент порошковой формулы, обеспечивающий пленкообразование покрытия. Связующее состоит из смолы, сшивающего агента и добавок связующего, таких как катализатор, агент текучести и дегазатор.
Катализатор — Соединение, которое увеличивает скорость химической реакции, но не поглощается химической реакцией. Также описывается как ускоритель. Катализаторы используются для снижения температуры и / или времени отверждения термореактивного порошкового покрытия.
Красящий пигмент — Материал, состоящий из нерастворимых частиц, придающих цвет и непрозрачность. Пигменты создают цвет за счет поглощения определенных длин волн видимого света (в диапазоне приблизительно от 380 до 730 нанометров).Это поглощение затем обрабатывается человеческим глазом и интерпретируется в соответствии с тем, что люди называют цветом.
Сшивающий агент — Олигомер с относительно низким молекулярным весом, обладающий двумя или более химическими группами, способными взаимодействовать с термореактивными полимерами. Сшивающий агент является синонимом «отвердителя» и отвердителя.
Degassing Agent — Во время образования пленки порошкового покрытия во время образования пленки выделяется воздух. По мере того, как частицы порошка плавятся и плавятся, промежуточный воздух образует пузырьки, выходящие из покрытия.Это вытеснение может вызвать дефекты в виде «точечных отверстий» на поверхности покрытия. Кроме того, летучие вещества отверждения, влаги и фрагментов полимера с низким молекулярным весом также могут выделяться из порошкового покрытия во время образования пленки. Агенты дегазации включаются в формулы порошковых покрытий для уменьшения дефектов, вызванных летучими веществами, выделяемыми во время образования пленки. Эти материалы влияют на образование пузырьков летучих веществ и улучшают их выход из покрытия, тем самым сводя к минимуму точечные дефекты.
Добавка для сухой смеси — Материал, включенный в готовое порошковое покрытие для улучшения рабочих характеристик.Эти продукты используются для улучшения текучести, а иногда и электростатических характеристик порошка. Также известен как агент псевдоожижения и агент против слеживания.
Краситель — Краситель, растворимый в такой среде, как смола или растворитель. В отличие от пигментов эти материалы растворяются и прозрачны.
Пигмент-наполнитель — Материал, включенный в формулу порошкового покрытия с идеальной целью снижения общей стоимости формулы без влияния на другие характеристики.Также известные как наполнители или наполнители, эти материалы обычно основаны на природных минералах или синтетических оксидах металлов.
Flow Agent — Материал, обычно используемый в составах порошковых покрытий для минимизации дефектов поверхностного натяжения. Агенты текучести выравнивают перепад поверхностного натяжения компонентов связующего, тем самым снижая вероятность образования кратеров. Агенты текучести могут также улучшить текучесть и выравнивание. Наиболее распространенными агентами текучести являются жидкости с высокой вязкостью, адсорбированные на частицах аморфного кремнезема.
Флуоресцентный пигмент — Пигмент, излучающий свет при поглощении энергии окружающего света. Поглощенный свет обычно имеет более короткую длину волны, тогда как испускаемый свет обычно имеет более длинную длину волны. Они также известны как неоновые пигменты или пигменты Dayglo®.
Светостабилизатор — Состав, замедляющий разложение полимеров под воздействием УФ-излучения. Эти соединения обычно используются вместе с УФА.
Суперконцентрат — Смесь функционального материала и носителя.Есть две широкие категории суперконцентратов, используемых в порошковых покрытиях: суперконцентраты красителей и суперконцентраты добавок. Суперконцентраты красителей позволяют составителю рецептур включать небольшие количества колеровочных пигментов в порошковое покрытие без необходимости взвешивания мизерных количеств. Маточные смеси с добавками обычно состоят из жидкой добавки, адсорбированной на сухом носителе (например, диоксиде кремния), чтобы производитель порошковых покрытий мог включать в рецептуру сухой порошок, а не жидкость.
Олигомер — Соединение, состоящее из небольшого числа мономеров или химических компонентов.
Оптический осветлитель — Химическое вещество, которое поглощает световую энергию в УФ и фиолетовой областях и излучает, в частности, в синем диапазоне длин волн. Их можно использовать для создания ярких, чистых голубых оттенков белого цвета.
Фотолюминесцентный пигмент — Пигмент, который медленно излучает свет в течение определенного периода времени после поглощения энергии окружающего света. Это известно как фосфлуоресценция, и материалы иногда называют «светящимися в темноте» пигментами.
Пластификатор — Материал, который воздействует на связующее, переплетаясь между молекулами полимера. В термопластичных порошковых покрытиях пластификаторы делают жесткие полимеры более мягкими и гибкими. В термореактивных порошках пластификаторы понижают температуру плавления и снижают вязкость расплава.
Полимер — Соединение, состоящее из молекулярных цепей мономеров. Полимер — это общий термин, который относится к классам соединений на основе составляющих их мономеров.Следовательно, акриловый полимер состоит из молекулярной цепи акриловых мономеров. Полиэфиры состоят из молекулярной цепи гликолей и двухосновных кислот (они образуют сложноэфирные связи). Термореактивные полимеры обладают реактивными химическими группами, которые могут участвовать в сшивании. Термопластичные полимеры не вступают в химическую реакцию и поэтому могут плавиться и переплавляться при нагревании выше точки плавления полимера.
Смола — Особый продукт на основе полимера. Смолы производятся химическими компаниями и имеют определенные торговые наименования и коды продуктов.
Колеровочный пигмент — Краситель, введенный в низкой концентрации для изменения цвета.
Поглотитель УФ-излучения — Соединение, которое поглощает УФ-энергию и преобразует ее в тепло с низким уровнем тепла. УФ-лучи используются для уменьшения разложения полимеров, связанного с воздействием солнечного света.
Воск— Состав, представляющий собой твердое пластичное вещество в условиях окружающей среды, которое образует жидкость с низкой вязкостью при повышенных температурах.Воски встречаются в природе или могут быть синтезированы химическим путем. Обычно восковые изделия содержат смесь или сплав двух или более составляющих восков. Воски используются для улучшения свойств поверхности, а иногда и для уменьшения блеска.
Условия производства порошковых покрытий
Классификация — Процесс, который разделяет и / или удаляет определенные частицы в порошковом покрытии. Классификация с помощью циклонов удаляет очень мелкие частицы (т.е. <10 микрон), тогда как просеивание отделяет крупные частицы от более мелких.
Экструдат — Материал после экструзии и до измельчения.
Экструзия — Процесс смешивания предварительно смешанных порошковых лакокрасочных материалов в расплаве. Также известный как компаундирование, этот процесс плавит и смешивает смолистые компоненты формулы и вызывает сдвиг в неорганических и неплавких материалах. Во время экструзии происходит как распределительное смешивание (смолы и добавки), так и диспергирование частиц (пигментов и наполнителей).
Отслаивание — Процесс дробления экструдата на стружку, который может быть обработан процессом измельчения. Также известен как кибблинг.
Измельчение — Процесс уменьшения размера экструдированных хлопьев до гранулометрического состава, подходящего для нанесения порошкового покрытия. Также известен как измельчение или измельчение.
Премикс — Процесс смешивания сырьевых материалов порошкового покрытия для создания однородного сухого материала, который подается в экструдер для смешивания.«Премикс» относится к процессу, «премикс» описывает смешанную композицию.
Просеивание— Пропускание порошкового покрытия через сетчатое сито для отделения крупных частиц от более мелких. Также известен как просеивание или просеивание. Сита могут быть роторными или плоскими.
Теперь у вас есть словарный запас, чтобы понять, каким образом создаются и производятся порошковые покрытия. В состав формуляра входят тысячи компонентов, из которых можно выбрать идеальный состав.У инженеров-технологов и операторов есть множество вариантов конструкции и условий, позволяющих постоянно производить именно тот продукт, который соответствует условиям нанесения и процессу отверждения финишера.
Кевин Биллер — технический редактор журнала Powder Coated Tough и президент исследовательской группы Powder Coating Research Group. С ним можно связаться по адресу [email protected].
Преимущества, выбор смол и советы по составлению
Технология покрытия изделий сухим порошком, а не обычными жидкостями, доступна с 1950-х годов.Порошок, используемый для процесса, представляет собой смесь тонко измельченных частиц пигмента и полимерной смолы .
Порошок:
- Распыляется электростатическим способом на окрашиваемую поверхность, или
- Подложка погружена в псевдоожиженный слой суспендированного порошка
Порошок прилипает к предварительно нагретой поверхности подложки в процессе псевдоожиженного слоя, или они прилипают электростатически в процессе распыления. При дальнейшем нагревании в печи для отверждения частицы растекаются и сливаются в прочное прилипшее покрытие.
В результате получается высококачественное покрытие с привлекательной отделкой и отличной износостойкостью
Преимущества порошковых покрытий
По сравнению с жидкими покрытиями порошковые покрытия обладают рядом преимуществ, таких как:
- Они обладают значительной прочностью и устойчивостью к истиранию, коррозии, царапинам и химическим веществам
- Они остаются яркими с меньшим выцветанием, а выбор цвета практически неограничен: доступны глянцевые, металлические и прозрачные покрытия.
- Выбор текстуры варьируется от гладких поверхностей до морщинистых или матовых поверхностей , а грубые текстуры доступны для скрытия дефектов поверхности
- Быстрое и эффективное получение толстых покрытий
- Они не содержат растворителей, поэтому в результате процесса в атмосферу выделяются незначительные, если таковые имеются, загрязняющие летучие органические соединения (ЛОС)
- Процессы, используемые для порошкового покрытия, не требуют вентиляции, фильтрации или восстановления растворителя
- Экономия затрат за счет меньшей потребности в нагреве наружного воздуха для подачи отработанного воздуха из печи, а
- Большая часть напыленного порошкового покрытия может быть извлечена и использована повторно
»Просмотреть все коммерчески доступные ингредиенты для порошковых покрытий в нашей базе данных
Эта база данных покрытий доступна всем бесплатно.Вы можете отфильтровать свои варианты по типу ингредиента, подходящей смоле, торговому наименованию, применению, поставщику и региональной доступности.
Хотя конечные свойства порошковых покрытий часто превосходят жидкие системы покрытий. Причина быстрого роста этой технологии в большей степени связана с доказательствами того, что порошковые покрытия:
- Увеличить производство
- Сокращение затрат
- Повышение эффективности и
- Обеспечивает максимальное соответствие ужесточающимся экологическим нормам
Экологические преимущества позволили перейти от жидких покрытий к порошковым покрытиям
Давайте вкратце рассмотрим преимущества и недостатки порошковых покрытий…
| ПРЕИМУЩЕСТВА | НЕДОСТАТКИ |
|
|
Теперь, когда мы увидели несколько преимуществ, предлагаемых порошковыми покрытиями, не менее важно понять их процесс в деталях…
Что такое процесс порошкового покрытия?
Порошковое покрытие — это процесс сухой отделки с использованием тонко измельченных частиц пигмента и смолы.Эти частицы обычно имеют электростатический заряд и распыляются на электрически заземленные части.
Подложка сначала обрабатывается аналогично традиционным деталям с жидким покрытием. Процесс предварительной обработки обычно проводится последовательно с операциями нанесения покрытия и отверждения. Заряженные частицы порошка прилипают к деталям и удерживаются там до тех пор, пока они не расплавятся и не превратятся в гладкое покрытие в печи для отверждения.
Существует два основных способа нанесения порошкового покрытия:
Было разработано несколько других процессов, но они используются гораздо реже.К ним относятся напыление пламенем, напыление из плазменного пистолета, безвоздушное горячее напыление и нанесение электрофоретического осаждения.
Давайте подробно обсудим основные технологии,
Электростатический спрей
В методе электростатического распыления используется смесь порошка и воздуха из небольшого псевдоожиженного слоя в бункере подачи порошка. Порошок по шлангу подается к пистолету-распылителю, в сопле которого находится заряженный электрод, питаемый постоянным током высокого напряжения. В некоторых случаях загрузочные бункеры вибрируют, чтобы предотвратить засорение или комкование порошков перед их попаданием в транспортные линии.
Электростатический пистолет-распылитель помогает:
- Направление потока порошка
- Контроль скорости наплавки
- Контроль размера, формы и плотности рисунка спрея
- Зарядка распыляемого порошка
Пистолеты-распылители могут быть ручными (ручными) или автоматическими, фиксированными или возвратно-поступательными, и устанавливаться на одной или обеих сторонах конвейерной окрасочной камеры.
При нанесении порошкового покрытия электростатическим распылением используются коллекторы для удаления избыточного распыления.Этот регенерированный порошок затем используется повторно, что значительно повышает эффективность переноса порошкового покрытия.
Существуют различные конструкции пистолетов, которые в основном различаются способом приложения электростатического заряда к порошку. В некоторых случаях порошок электростатически заряжается от трения. Преимущество заключается в том, что порошок может осаждаться равномерным слоем по всей поверхности детали, а осаждение в углубления улучшается.
Толщина пленки зависит от химического состава порошка, температуры предварительного нагрева и времени выдержки.
- Пленка толщиной 1,5 — 5,0 мил (37,5 — 125 мкм) обычно может наноситься на холодные продукты
- Если продукты слегка нагреть, можно легко нанести в один слой покрытия толщиной 20-25 мил (500-625 мкм).
Кипящий слой
Процесс нанесения покрытия в псевдоожиженном слое представляет собой простой процесс погружения, который может быть традиционным или электростатическим.
# 1 Традиционный процесс с псевдоожиженным слоем — Псевдоожиженный слой представляет собой резервуар с пористой нижней пластиной.
Камера статического давления под пористой пластиной равномерно подает воздух низкого давления через пластину. Поднимающийся воздух окружает и удерживает тонко измельченные частицы пластмассового порошка, поэтому смесь порошка и воздуха напоминает кипящую жидкость, как показано на рисунке.
Продукты, предварительно нагретые выше температуры плавления порошка, погружаются в псевдоожиженный слой, где порошок плавится и сплавляется в непрерывное покрытие.
Высокая эффективность переноса достигается за счет небольшого растяжения и отсутствия капель.
Метод порошкового покрытия в псевдоожиженном слое используется для нанесения толстых слоев одним погружением, т.е. 3-10 мил (75-250 мкм), равномерно на изделия сложной формы
Можно создать пленку толщиной 100 мил (2500 мкм), используя более высокие температуры предварительного нагрева и несколько погружений.
Влияние температуры предварительного нагрева и времени погружения на пленку при покрытии стального стержня эпоксидной смолой
№2 Процесс с использованием электростатического псевдоожиженного слоя — По сути, это псевдоожиженный слой с высоковольтной сеткой постоянного тока, установленной над пористой пластиной для зарядки мелкодисперсных частиц.Заряженные частицы отталкиваются сеткой, и они отталкиваются друг от друга, образуя облако порошка над сеткой. Эти электростатически заряженные частицы притягиваются к продуктам, имеющим потенциал земли, и покрывают их. Толщина пленки аналогична той, которую можно получить в процессе электростатического напыления.
| ПРЕИМУЩЕСТВА | НЕДОСТАТКИ |
|
|
Отверждение деталей с порошковым покрытием
Для отверждения деталей с порошковым покрытием обычно используются четыре основных метода:
- Конвекция
- Конвекционные печи могут быть газовыми или электрическими
- Горячий воздух циркулирует вокруг деталей с порошковым покрытием, и детали достигают температуры внутри печи
- Инфракрасные
- Инфракрасные печи, использующие в качестве источника энергии газ или электричество, излучают излучение в инфракрасном диапазоне длин волн
- Излучаемая энергия поглощается порошком и подложкой непосредственно под порошком, поэтому нет необходимости нагревать всю деталь до температуры отверждения.Это позволяет относительно быстро нагреваться, заставляя порошок течь и отверждаться при воздействии в течение достаточного времени
- Комбинация из двух
- Комбинированные печи обычно используют ИК-излучение в качестве первой зоны для быстрого плавления порошка. Этот процесс называется отверждением в ближней инфракрасной области (NIR), и порошки составлены специально для использования преимуществ этого процесса
- Затем деталь переходит во вторую зону, которая представляет собой конвекционную печь
- УФ-отверждение
- УФ-отверждение обычно используется с термочувствительными подложками
- Специально разработанные УФ-порошки текут при очень низких температурах (121 ° C) и могут быть отверждены УФ-излучением за считанные секунды.
Примечание: Термопластические порошки требуют тепла только для того, чтобы сплавить порошок вместе в непрерывную пленку, в то время как термореактивным порошкам часто требуется дополнительное тепло для отверждения пленки на продукте
Ниже приводится сравнение общих условий отверждения для термоотверждения обычных термореактивных порошков и УФ-отверждаемых. порошки с использованием различных режимов нагрева, описанных выше.
| Нагрев / отверждение | Температура, ° С | Общее время отверждения, минут | Подложка |
| Обычные термореактивные порошки | |||
| Конвекция | 140–220 | 30-15 | Металл |
| Инфракрасный + конвекция | 140–220 | 25-10 | Металл |
| Инфракрасный | 160–250 | 15-1 | Металл |
| УФ-отверждаемые порошки | |||
| Инфракрасный / конвекционный для нагрева (1-2 мин) и УФ для отверждения (сек) | 90–120 | 3-1 | Металл, дерево, пластик и др. |
Типы смол, используемых в порошковых покрытиях
Компонент смолы в составе в значительной степени определяет технологические свойства порошковых покрытий и их эксплуатационные характеристики.Существует две основных классификации порошковых покрытий:
- A термопластичное порошковое покрытие плавится и течет при нагревании, но сохраняет тот же химический состав после охлаждения до твердого покрытия.
- A Термореактивные порошковые покрытия также плавятся при нагревании. Однако после того, как они растекаются с образованием сплошной пленки, они химически сшиваются при дополнительном нагревании.
Финишное покрытие имеет другую химическую структуру, чем нанесенный порошок.
Порошки термопластов
Термопластические порошки обычно представляют собой высокомолекулярные материалы, для плавления и растекания которых требуются высокие температуры.
- Основным преимуществом термопластичных покрытий является то, что они образуют более гладкую поверхность и требуют меньше энергии
- Они обычно применяются в псевдоожиженном слое, и детали предварительно нагреваются и нагреваются после этого.
- Большинство термопластичных порошковых покрытий обладают незначительной адгезией, поэтому перед нанесением покрытия поверхность необходимо предварительно обработать, а иногда и грунтовать.
| Винил | Нейлон | Полиэстер | |
| Требуется грунтовка | Есть | Есть | Есть |
| Температура плавления, ° C | 130-150 | 186 | 160-170 |
| Типичный предварительный / последующий нагрев, ° C | 284/230 | 310/250 | 300/250 |
| Адгезия | G-E | E | E |
| Внешний вид поверхности | Гладкий | Гладкий | Легкая корка |
| Глянец, 60 ° | 40-90 | 20-95 | 60-95 |
| Твердость по карандашу | HB-2H | B | В-Н |
| Устойчивость к брызгам соли | G | E | G |
| Выветривание | G | G | E |
| Влажность | E | E | G |
| Кислотостойкость | E | F | G |
| Устойчивость к щелочам | E | E | G |
| Устойчивость к растворителям | F | E | F |
| E = отлично, G = хорошо, F = удовлетворительно | |||
Физические и покрывающие свойства термопластичных порошков
Термореактивные порошки
В отличие от термопластичных порошковых покрытий, термореактивные порошки термостабильны и не возвращаются в состояние расплава при повторном нагревании после отверждения.Это также:
- Tougher
- имеют лучшую адгезию к металлическим основам, а
- Повышенная стойкость к растворителям и химикатам
Термореактивные порошки составляют около 95% всех порошковых покрытий.
| Эпоксидная | Эпоксидные гибриды | Полиэстер уретан | TGIC Полиэстер | Акрил | |
| Твердость (карандаш) | HB-7H | HB-2H | HB-4H | HB-4H | HB-4H |
| Ударопрочность (дюйм-фунт) | 60–160 | 40-100 | |||
| Глянец (60 ° метр) | 3-100 + | 10-100 + | 15-95 | 20-90 | 10-90 |
| Цвет | Al цвета, прозрачное, текстуры | ||||
| Солевой спрей | 1000 часов | 1000 часов мин. | 1000 часов | 1000 часов мин. | |
| Влажность конденсации | |||||
| Диапазон отверждения * | 3 мин при 232 ° C до 25 мин при 121 ° C | 10 мин при 204 ° C до 25 мин при 149 ° C | 10 мин при 204 ° C до 25 мин при 177 ° C | ||
| * Типичная пленка толщиной 2 мил (50 мкм) — время выдержки при температуре металла | |||||
А теперь рассмотрим некоторые из них подробнее:
Эпоксидные порошковые покрытия
- Эпоксидные покрытия используются везде, где требуется твердое электроизоляционное покрытие для защиты в широком диапазоне температур
- В зависимости от выбранной эпоксидной смолы эти покрытия можно использовать при температуре до 150 ° C и выше.
- Эпоксидно-порошковые покрытия имеют электрическую прочность до 1200 вольт / мил.толщиной более 10 мил (250 мкм)
- Таким образом, они идеальны в качестве функциональных электрических изоляторов, а также в качестве защитного покрытия.
- Химическая стойкость к большинству растворителей, слабых кислот и щелочей хорошая, а эпоксидные порошковые покрытия обеспечивают превосходную ударную вязкость и коррозионную стойкость.
- Адгезия к металлическим основам отличная, и обычно эпоксидные порошковые покрытия не требуют грунтовки.
»Ознакомьтесь с несколькими марками эпоксидных смол, доступных сегодня для порошковых покрытий
Основным ограничением эпоксидных порошковых покрытий является тенденция к хрупкости , если толщина покрытия превышает несколько мил.Они также потускнеют под воздействием УФ-излучения. По этой причине они редко используются на открытом воздухе.
Эпоксидные смолы часто используются для декоративных применений . Их можно придать формуле разнообразных цветов, блеска и текстур. Типичное применение — металлическая офисная мебель, стеллажи, внутренние детали автомобилей и игрушки.
Эпоксидно-полиэфирные гибридные порошковые покрытия
Эпоксидно-полиэфирные гибриды сочетают в себе эпоксидную смолу с полиэфирной смолой с образованием порошка со многими из тех же характеристик, что и эпоксидные смолы.Эта группа порошковых покрытий может считаться частью семейства эпоксидных смол, за исключением высокого процента используемого полиэфира (часто превышающего половину смолы).
По своим свойствам эти смолы очень близки к своим эпоксидным аналогам:
- Эпоксидно-полиэфирные гибридные покрытия, как правило, жесткие, гибкие и конкурентоспособные по цене по сравнению с чистыми эпоксидными покрытиями.
- Hybrids обеспечивают некоторое улучшение атмосферостойкости, но они начинают меловаться почти так же быстро, как эпоксидное покрытие.Однако после первоначального меления ухудшение идет медленнее
- Некоторые гибриды менее устойчивы к химическим веществам и растворителям. Гибриды, вероятно, будут использоваться во многих из тех же приложений, что и эпоксидные смолы .
Порошковые уретановые полиэфирные покрытия
Порошки на основе уретана и полиэфира являются одним из двух покрытий на основе полиэфирных порошков, которые используются в коммерческих целях (второе — полиэфирный TGIC). Основным типом, который используется в течение нескольких лет, является отвержденный уретаном полиэфирный порошок, который по химическому составу сопоставим с уретаном внешнего качества.
Предлагаем покрытия этого типа:
- Превосходный внешний вид тонкой пленки
- Прочность при отличных погодных условиях
Обычно сшивающий агент в уретановых полиэфирах блокируют е-капролактамом . Чтобы начать процесс сшивания, материал должен достичь температуры выше порогового значения для блокирующего агента. С е-капролактамом разблокировка происходит примерно при 182 ° C.
Порошковые уретановые полиэфирные покрытия — настоящие конкуренты высококачественным жидким краскам
по внешнему виду тонкой пленки
Они используются для наружных работ, таких как садовая мебель, автомобильные колеса и отделка, газонокосилки и широкий спектр других продуктов, требующих высококачественной декоративной отделки.
Полиэфирные порошковые покрытия TGIC
Порошки полиэфирного триглицидилизоцианурата (TGIC) представляют собой другой тип порошковых полиэфирных покрытий, используемых в коммерческих целях. В этих покрытиях для совместной реакции с полиэфиром используется отвердитель с очень низкой молекулярной массой, содержащий глицидил или эпоксидную группу. Таким образом, полиэфир составляет очень высокий процент смолы и обеспечивает стойкость к атмосферным воздействиям и коррозии, несравнимую с полиэфирами, отвержденными уретаном. Однако их стойкость к химическим веществам и растворителям ниже.
- Порошки TGIC обладают очень хорошими адгезионными характеристиками, коррозионной стойкостью и внешней износостойкостью
- Обычно они отверждаются при более низких температурах, чем уретаны, и имеют более короткие циклы отверждения.
- Они также обеспечивают хорошее покрытие кромок и прочную толстую пленку.
Типичные области применения полиэфирных порошковых покрытий TGIC — это места с острыми краями и углами, такие как автомобильные колеса, кондиционеры, садовая мебель и шкафы кондиционеров.
Акриловые порошковые покрытия
Акриловые порошки обеспечивают хороший внешний вид, прочную поверхность, исключительную атмосферостойкость и отличные электростатические характеристики при нанесении. Обычные порошковые покрытия на акриловой основе включают:
- Уретановые акрилы
- Уретановые акриловые краски требуют температуры отверждения 182 ° C
- Они предлагают отличный внешний вид тонкой пленки, хорошую химическую стойкость и твердые пленки.
- Гибкость и ударопрочность обычно плохие
- Ариловые гибриды
- Они объединяют акриловую смолу с эпоксидным связующим
- Они несколько лучше, чем гибрид полиэфира и эпоксидной смолы, но все же не считаются приемлемыми для наружного использования.
- Акриловые гибриды обычно имеют гораздо лучшие механические свойства, чем другие акриловые порошковые покрытия
- Глицидилметакрилатные (GMA) акрилы
- GMA-акрилы можно отверждать за меньшее время или при более низких температурах, чем уретановые акрилы, и они также могут обеспечивать превосходные погодные характеристики
- Они образуют отличное прозрачное покрытие поверх латуни или хрома .
- Подобно уретановому акрилу, гибкость несколько ограничена
»Выберите подходящую акриловую смолу для ваших покрытий
Порошковые покрытия поливинилхлорид (ПВХ)
Покрытия из поливинилхлорида (ПВХ) используются из-за их превосходных свойств:
- Мягкость, глянцевая поверхность и гибкость
- Ударная вязкость
- Устойчивость и
- Солевой туман и атмосферостойкость
Покрытия ПВХ обладают хорошей химической и водостойкостью.Их можно разработать для:
- Утвержденных FDA приложений, таких как стеллажи для замороженных продуктов и корзины для посудомоечных машин
- Электроизоляция общего назначения
- Проволока для ограждений, уличная мебель и аналогичные изделия
Для оптимальной адгезии обычно требуются специальные грунтовки. Используются два типа виниловой пудры: сухая смесь и смесь из расплава. Сухие смеси дешевле, но материалы, смешанные в расплаве, обладают лучшими характеристиками.
Полиолефиновые порошковые покрытия
Полиэтиленовые и полипропиленовые порошковые покрытия создают мягкие и воскообразные пленки, которые имеют характеристики, очень похожие на их пластиковые аналоги.
Полиолефиновые порошковые покрытия используются в первую очередь из-за их низкой стоимости и простоты нанесения
Однако они также обладают определенными свойствами, которые очень привлекательны для многих приложений. Помимо прочности, присущей другим термопластам, они имеют:
- Низкое водопоглощение
- Отличная химическая стойкость
- Хорошие электроизоляционные характеристики
- Высокая прочность и
- Устойчив ко многим химическим веществам и моющим средствам; однако некоторые растворители могут быстро их разрушить
Полиолефины часто используются для покрытия лабораторного оборудования, потому что поверхность легко очищается.Они также используются в оборудовании для обработки пищевых продуктов и в автомобильной промышленности, например, для удержания аккумуляторных батарей.
Нейлоновые порошковые покрытия
- Нейлоновые порошки практически полностью состоят из нейлона 11
- Нейлон 6/10 иногда используется, но по высокой цене
Нейлоновые порошки используются для производства порошковых покрытий, которые:
- Прочные
- Обладают отличной стойкостью к истиранию, износу и ударам
- Имеют низкий коэффициент трения
- Обладает хорошей химической стойкостью и стойкостью к растворителям
- Обеспечивает гладкую поверхность
Как правило, с нейлоновыми порошковыми покрытиями необходимо использовать грунтовку для достижения уровня адгезии, необходимого для более эффективных применений
Нейлоны могут быть разработаны для применений, контактирующих с пищевыми продуктами, для наружных применений, таких как осветительные приборы или сиденья, и для морских применений, где они полностью герметизируют фитинги, болты и другие элементы оборудования.
Полиэфирные порошковые покрытия
Термопластичные порошковые полиэфирные порошковые материалы имеют адгезионные свойства лучше, чем в среднем, и не требуют грунтовки. Они также обладают хорошей стойкостью к ультрафиолету и атмосферным воздействиям. Полиэфирные порошковые покрытия несколько сложнее наносить, чем нейлоновые материалы, и они не так устойчивы к истиранию или воздействию растворителей.
Полиэфирные покрытия часто наносят на такие предметы, как уличная металлическая мебель, благодаря их хорошей погодостойкости, коррозионной стойкости и общей долговечности.
Порошковые покрытия из поливинилиденфторида
Смолы для покрытий на основе поливинилидиенфторида (ПВФ) имеют:
- Отличные погодоустойчивые свойства
- Отличная стойкость к химическим веществам, за исключением некоторых углеводородных растворителей
Они используются для покрытия трубопроводов и клапанов, используемых в химической промышленности. Обычно рекомендуется использовать хроматную грунтовку.
Как составлять порошковые покрытия?
Как и в случае любого покрытия, переменные состава имеют решающее значение для технологических и эксплуатационных характеристик.Состав порошкового покрытия во многом похож на состав жидкого покрытия, за исключением того, что большинство компонентов находятся в твердой, обрабатываемой в расплаве форме.
Основными компонентами сырья, используемыми в порошковых покрытиях, являются:
- Смолы являются ключевым компонентом порошковых покрытий. Ассортимент используемых смол неуклонно увеличивается в попытке удовлетворить более требовательные потребности новых секторов рынка… Узнать больше об используемых смолах
- Отвердители используются в зависимости от типа используемой системы смол и конечных свойств, требуемых от покрытия
- Ускорители используются для увеличения скорости реакции отверждения
- Пигменты обычно представляют собой твердые частицы, такие как диоксид титана или технический углерод
- Наполнители используются для снижения стоимости состава покрытия и / или для улучшения определенных свойств, таких как текучесть, текстура поверхности, смазывающая способность и т. Д.Обычными наполнителями являются барит, кальцит, слюда, тальк, белила и волластонит .
- Наполнители , такие как силикат алюминия, используются для придания непрозрачности и действуют как наполнитель
- Дегазаторы особенно важны в системах с малой выпечкой. Они используются для устранения / рассеивания пузырьков газа, которые могут вызвать пористость и охрупчивание пленки или плохую отделку.
- Агенты Dry Flow улучшают свободный поток порошков в производственных системах доставки
- Агенты текучести улучшают свойства пленки и минимизируют / устраняют дефекты поверхности за счет улучшения текучести расплавленного покрытия.Примеры агентов текучести включают полиакрилаты, силиконы, поверхностно-активные вещества и фторированные алкиловые эфиры
- Матирующие вещества используются для уменьшения блеска затвердевшей пленки
- Текстурирующие агенты используются для контроля / повышения уровня глянца отвержденных пленок
- Реологические добавки обеспечивают контроль вязкости расплавленных покрытий для улучшения покрытия кромок или для эффектов текстуры поверхности
- Воски добавляются в рецептуру для обеспечения скольжения, твердости, устойчивости к царапинам и царапинам, а также в качестве сыпучих порошков и агентов, препятствующих образованию мостиков при обработке.
Сырые порошковые материалы покрытия обычно смешивают в сухом виде, а затем подают в экструдер для смешивания в расплаве.После охлаждения экструдат измельчают и измельчают до конечного продукта. Стружка измельчается до очень определенного гранулометрического состава в зависимости от области применения.
Размер частиц важен для характеристик и внешнего вида покрытия
Размер частицы порошка может влиять на:
- Поведение материала в системе доставки
- Зарядные системы и
- окончательные характеристики пленки
Когда используется регенерированный порошок, устройство для нанесения покрытий должно поддерживать постоянный гранулометрический состав.Существует несколько методов измерения гранулометрического состава.
| Получайте еженедельный дайджест, в котором представлены ключевые моменты и последние разработки в области порошковых покрытий Market Market прямо на вашу почту бесплатно! |
Нанесение порошковых покрытий
Сегодня порошковые покрытия заменили покрытия на основе растворителей и нашли наибольший коммерческий успех в таких областях, как: (Нажмите на приложение, чтобы увидеть обзор)
Автомобильная промышленность
Автомобильная промышленность расширяет использование порошковых покрытий по экономическим, качественным и экологическим причинам.Порошок
используется в автомобильной промышленности для:
- Внешнего промежуточного слоя связующего, известного как «грунтовка», а также для отделки компонентов подкапотного пространства.
- Промежуточное покрытие наружной части кузова
- Обработка колес (прозрачные порошковые покрытия)
Некоторые европейские производители, такие как BMW и Volvo, теперь также используют прозрачные покрытия поверх автомобильных базовых покрытий.
»Посмотреть несколько ингредиентов порошковых покрытий для автомобильной промышленности
Особой областью являются порошковые суспензии.Здесь частицы порошка измельчаются во влажном состоянии до размера 3 мкм и стабилизируются в водной среде. Обычно эти композиции затем подвергают влажной стерилизации. Затем подвергается быстрой сушке и полностью отверждается на втором этапе отверждения.
Порошковые покрытия деталей кузова частично заменены жидкостями. Это метод «мокрого по мокрому» сочетает одновременное отверждение двух слоев пленки.
Области роста для порошкового покрытия в автомобиле — это легкосплавные диски, ломающиеся детали, пластмассовые / термочувствительные основы и детали, требующие дополнительной защиты, а также декоративной отделки.Колеса, колпаки, дверные ручки, радиаторы, декоративная отделка, бамперы, амортизаторы, рамы зеркал, масляные фильтры, блоки двигателя, поддоны аккумуляторных батарей и винтовые пружины — вот некоторые из многих автомобильных продуктов, на которые наносится порошковое покрытие.
Другими областями применения транспорта являются рамы (мотоциклов) велосипедов или лыжные кабины, поручни и ручки в трамваях, автобусах или поездах и т. Д.
Приборы
Промышленность бытовых приборов выигрывает от использования термореактивного порошкового покрытия там, где требуется сочетание:
- Внешний вид
- Устойчивость к истиранию и химическим воздействиям, циклическим колебаниям температуры и агрессивной посуде
В бытовой промышленности используется порошковое покрытие на:
|
Порошковые покрытия из термопластов обычно имеют более высокую молекулярную массу по сравнению с термореактивными порошками. Их «точка размягчения» или температура стеклования обычно ниже, чем у классических аморфных термоотверждаемых материалов.
Частичная кристаллизация компенсирует это. Термопласт нужно только расплавить, и его можно найти внутри посудомоечных машин. Термопласты из полиамида обладают лучшей химической стойкостью, чем на основе полиэстера.Но стоимость тоже увеличивается.
Термопластические и термореактивные порошковые покрытия для пищевых продуктов можно найти на внутренней стороне трехсекционных пищевых и аэрозольных банок. Для закрытия и защиты сварного шва. Была опробована полная внутренняя защита корпуса канистр для пищевых продуктов, но, учитывая постепенный отказ от эпоксидной смолы, это еще долгий путь. Скорость покрытия также низкая.
Уличная мебель, газоны и садовые товары
Превосходная долговечность, устойчивость к ультрафиолетовому излучению, твердость, стойкость к истиранию и коррозии в сочетании с большей толщиной пленки порошковых покрытий делают их идеальными для уличной мебели и оборудования, которое плохо работает на открытом воздухе.
- Фермерский сегмент представлен тракторами с порошковым покрытием и сельскохозяйственной техникой.
- Клюшки и тележки для гольфа, лыжные палки и крепления, снегоходы, велосипеды и тренажеры представляют собой приложения в сегменте рынка отдыха.
- Домовладельцы имеют порошковые покрытия на газонокосилках, снегоочистителях, гриле для барбекю, садовой мебели, садовых инструментах, кормушках и клетках для домашних животных.
Термопласты используются также для изготовления уличной общественной игровой мебели.Металлические рамы предварительно нагреваются, порошковое покрытие наносится на основу и расплав.
Мебель для дома — Школьную мебель, такую как столы и стулья, легко покрыть порошковой краской. Дверные ручки могут быть покрыты порошковой краской внутри или снаружи. Но также очень подходят и декоративные порошковые покрытия для кухонь и ванных комнат. Обладая большой массой пленки, они обладают хорошей стойкостью к истиранию и химическим воздействиям, а также защитой от влаги.
Архитектура и строительство
Архитектурный и строительный рынок продуктов с порошковым покрытием растет благодаря:
- Превосходная долговечность
- Доступные варианты отделки и цвета
Последние достижения в области порошков полиэфира-TGIC и фторполимеров позволили порошковым покрытиям конкурировать с жидкими архитектурными покрытиями по долговечности, атмосферостойкости и устойчивости к выцветанию.
- Они используются для сидения на открытом воздухе стадиона и других внешних объектов, которые ранее были подвержены разложению под воздействием ультрафиолетовых лучей
- Алюминиевые профили, используемые в оконных и дверных рамах, имеют порошковое покрытие, как и фасады зданий, арматура и модульная мебель
- Во многих дорожных и строительных проектах используется порошковое покрытие для таких изделий, как фонарные столбы, ограждения, знаки, столбы и ограждения
- Для осветительных столбов, садовой мебели, тележек и стеллажей часто используется порошок с фторуглеродными (политетрафторэтиленовыми) добавками для повышения устойчивости к истиранию
- Порошки прозрачного покрытия часто используются в качестве внешнего защитного слоя на многих изделиях из латуни, таких как дверные ручки, петли, перила, лампы и сантехника.Существуют также порошки, которые могут заменить хромирование и латунное покрытие в определенных областях применения.
Электрика / электроника
Порошковые покрытия используются для наружных кожухов в электротехнической и электронной промышленности. Однако они также оцениваются для уникальных функциональных приложений.
Производители электронных компонентов иногда используют электропроводящие и электродиссипативные порошковые покрытия. |
»Выберите подходящий ингредиент для порошковых покрытий для E&E приложений
Неметаллические изделия
Первоначально порошковые покрытия применялись только как финишные покрытия для металла. Однако с развитием порошка, который можно наносить и отверждать при низких температурах, рынок открыл для себя термочувствительные основы, такие как пластмассы и дерево.
- Радиационное отверждение (УФ или электронный луч) позволяет отверждать порошок на термочувствительных подложках за счет снижения температуры отверждения до ниже 121 ° C. Снижение температуры отверждения сопряжено с риском. Уменьшается либо поток, либо выравнивание, что негативно влияет на внешний вид
- С другой стороны, «точка размягчения» или температура стеклования частиц порошкового покрытия снижается. Только для специальных применений порошки можно хранить при более низких температурах окружающей среды, чтобы предотвратить слеживание.
Количество порошковых покрытий на древесине значительно растет
Производители древесины и их клиенты теперь могут наносить порошковые покрытия на широкий спектр изделий из дерева, разработав:
- Порошки с пониженным тепловыделением и
- Изделие из древесины однородной плотности
МДФ очень подходит для порошковой окраски из-за малой пористости и однородной поверхности.Отверждение порошка на МДФ может осуществляться инфракрасным или ультрафиолетовым светом в сочетании с инфракрасными или конвекционными печами.
Порошковые покрытия для пластмасс
Пластмассы должны обладать некоторой проводимостью, чтобы их можно было покрыть порошковой краской.
- Были разработаны специальные методы, позволяющие сделать поверхность временно проводящей.
- Заряженные частицы порошка будут прилипать к субстрату электрофизически.
- Следующий шаг — отверждение частиц порошка в расплаве
Преимущество! Нет разницы в цвете или старения покрытых подложек
Порошковые покрытия для термочувствительных оснований требуют двойной обработки.
- Сначала частицы порошка должны расплавиться, чтобы образовалась однородная и беспористая поверхность. Часто подложку тоже предварительно нагревают. Это позволит снизить влажность, оставшуюся в субстрате (дереве!), И поддержать выравнивание в дальнейшем на .
- Второй этап — отверждение. Это может быть уже упомянутый NIR, который можно оптимизировать для предпочтительного нагрева покрытия, а не подложки. Или по UV
При выборе подходящего катализатора УФ-отверждения для пигментированных покрытий необходимо соблюдать осторожность.Белые порошковые покрытия имеют лишь ограниченное окно в своем спектре для проникновения ультрафиолетового света. Катализатор должен быть возбужден именно в этом окне, чтобы началась полимеризация.
Сырье для порошковых покрытий
Эта база данных покрытий доступна всем бесплатно. Вы можете отфильтровать свои варианты по типу ингредиента, подходящей смоле, торговому наименованию, применению, поставщику и региональной доступности.
ИНФОРМАЦИЯ О ПОРОШКОВОМ ПОКРЫТИИ — GoodbodyGoodbody
Порошковое покрытие Предварительная обработка порошка Нанесение порошка Кабины для порошкового напыления Восстановление порошка Отверждение деталей с порошковым покрытием Развитие порошковых технологий Рынки и области применения порошковых покрытий Производство порошковых покрытий Порошковое покрытие горячего цинкования FAQ ПО ПОРОШКОВЫМ ПОКРЫТИЯМПорошковое покрытие
Порошковое покрытие — это процесс сухой отделки, при котором используются мелко измельченные частицы пигмента и смолы, которые заряжаются электростатически и распыляются на электрически заземленные детали.Заряженные частицы порошка прилипают к детали и удерживаются там до тех пор, пока не расплавятся и не сплавляются в однородное покрытие в печи для отверждения.
С момента своего появления более 40 лет назад популярность порошковых покрытий возросла, и теперь они используются многими производителями бытовых и промышленных товаров. По оценкам, в Северной Америке более 5000 отделочников наносят порошок для получения высококачественной и долговечной отделки самых разных продуктов. Покрытие с порошковым покрытием устойчиво к царапинам, коррозии, истиранию, воздействию химикатов и моющих средств, и этот процесс может сократить расходы, повысить эффективность и способствовать соблюдению экологических норм
Поскольку материалы порошкового покрытия не содержат растворителей, в результате процесса в атмосферу выделяется незначительное количество летучих органических соединений (ЛОС).Он не требует систем вентиляции, фильтрации или восстановления растворителя, таких как те, которые необходимы для операций жидкой отделки. Отработанный воздух из порошковой камеры можно безопасно возвращать в комнату для нанесения покрытий, а наружу выходит меньше воздуха из печи, что делает порошковое покрытие безопасной и чистой альтернативой отделки и значительно экономит энергию и затраты.
Теоретически 100 процентов распыленного порошка можно восстановить и использовать повторно. Даже с некоторыми потерями в сборных фильтрующих системах и на подвесах для деталей использование порошка может быть очень высоким.Избыточно распыленный порошок может быть регенерирован блоком регенерации и возвращен в загрузочный бункер для рециркуляции через систему. Образующиеся отходы обычно можно легко и экономично утилизировать.
Порошковое покрытие не требует времени для сушки на воздухе или выдержки. Детали можно складывать ближе друг к другу, чем в некоторых системах жидкого покрытия, и можно автоматически покрывать большее количество деталей. Очень трудно заставить порошковое покрытие растекаться, стекать или провисать, что приводит к значительному снижению процента брака из-за проблем с внешним видом.
Операции по нанесению порошковых покрытий требуют минимального обучения оператора и надзора по сравнению с некоторыми другими технологиями нанесения покрытий. Сотрудники обычно предпочитают работать с сухим порошком, а не с жидкими красками, а домашние проблемы и загрязнение одежды сведены к минимуму. Кроме того, соблюдение федеральных норм и правил штата проще, что позволяет сэкономить время и деньги. Короче говоря, порошковое покрытие может обеспечить пять принципов: экономичность, эффективность, энергосбережение, соблюдение экологических требований и отличную отделку.
Порошковые покрытия бывают двух типов: термопластические и термореактивные. Термопластические порошки плавятся и текут при воздействии тепла, но они продолжают иметь тот же химический состав после охлаждения и затвердевания. Термореактивные порошковые покрытия также плавятся под воздействием тепла, но затем они химически сшиваются внутри себя или с другими реактивными компонентами. Отвержденное покрытие имеет химическую структуру, отличную от основной смолы. Термореактивные покрытия термостойкие и, в отличие от термопластичных порошков, не размягчаются до жидкой фазы при повторном нагреве.Термореактивные порошки также можно наносить распылением для получения более тонких пленок с лучшим внешним видом, чем некоторые покрытия из термопластичных порошков.
Основным движущим фактором развития порошковых лакокрасочных материалов было стремление к созданию экологически чистой альтернативы краскам с содержанием растворителей. В поисках распыляемого покрытия с низким содержанием летучих органических соединений Dr. Pieter g. Де Ланге из Нидерландов разработал процесс смешивания горячего расплава в смесителе с z-лопастями. Это сделало порошковое покрытие более стойким.Де Ланге также разработал метод электростатического распыления для термореактивных порошковых покрытий в 1960 году. Используя добавление сжатого воздуха к сухому порошку для «псевдоожижения» материала, он смог распылить покрытие и получить декоративную пленку. Этот процесс был введен в Соединенных Штатах в 1960-х годах, и его быстрый рост продолжался в течение следующих 30 лет.
Предварительная обработка порошкаПервым этапом процесса порошкового покрытия является подготовка или предварительная обработка деталей.Покрываемый продукт подвергается операциям очистки и предварительной обработки, чтобы гарантировать, что покрываемые поверхности чистые и не содержат жира, пыли, масел, ржавчины и других загрязнений. Предварительная химическая обработка обычно проводится в серии распылительных камер. Детали сначала очищаются щелочным, кислотным или нейтральным очистителем. Во многих случаях поверхность детали обрабатывают конверсионным покрытием из фосфата железа или цинка или конверсионным покрытием из переходного металла, например, оксидом циркония. Каждая стадия обычно разделяется стадией ополаскивания для удаления остатков химического вещества.Системы распыления позволяют производить предварительную обработку деталей самых разных размеров и конфигураций; для некоторых применений вместо спрея можно использовать емкости для окунания.
Выбор конкретного процесса предварительной обработки зависит от характеристик материала покрытия и подложки, а также от конечного использования продукта, на который наносится покрытие. Предварительная обработка, наиболее часто используемая при порошковой окраске, представляет собой фосфат железа для стали, фосфат цинка для гальванизированных или стальных поверхностей и фосфат хрома для алюминиевых поверхностей.В дополнение к традиционным фосфатным процессам появилась новая группа технологий, в которых используются переходные металлы и металлоорганические материалы или другие альтернативы. Эти альтернативные конверсионные покрытия можно наносить с небольшим нагревом или без него, и они менее склонны к накоплению шлама в ванне предварительной обработки, чем традиционные составы фосфата железа или цинка. В результате повышается эффективность эксплуатации с точки зрения более низких затрат на электроэнергию, уменьшенных требований к занимаемой площади и уменьшенных требований к удалению отходов.Среди других достижений — системы уплотнений без хрома, которые могут обеспечить улучшенную защиту от коррозии стали, оцинкованной стали и алюминиевых сплавов.
Сухие продукты для предварительной обработки, такие как ополаскивание уплотнения фосфатом щелочного металла, могут сократить количество этапов, требуемых перед нанесением порошкового покрытия. Обработка хромом на месте эффективна на многометаллических подложках и может быть единственной предварительной обработкой, необходимой для некоторых применений. Также широко используются хромированные технологии.Обработка алюминия без содержания хрома со временем стала очень популярной с превосходными эксплуатационными характеристиками.
После завершения процесса химической обработки детали сушат в низкотемпературной сушильной печи. Затем они готовы к нанесению покрытия.
Для многих функциональных применений можно использовать предварительную механическую обработку, такую как песок или дробеструйная обработка. В этом методе высокоскоростной воздух используется для подачи песка, крошки или стальной дроби к подложке, создавая на детали рисунок закрепления, который улучшает адгезию порошкового покрытия к подложке.Механическая очистка особенно полезна для удаления неорганических загрязнений, таких как ржавчина, прокатная окалина и лазерный оксид.
Нанесение порошка
Для наиболее распространенного способа нанесения порошковых лакокрасочных материалов требуется распылительное устройство с системой подачи порошка и электростатический пистолет-распылитель. Покрасочная камера с системой сбора порошка используется для ограждения процесса нанесения и сбора любого чрезмерно распыленного порошка.
Системы подачи порошка состоят из контейнера для хранения порошка или загрузочного бункера и насосного устройства, которое перемещает смесь порошка и воздуха в шланги или питающие трубки.Некоторые загрузочные бункеры вибрируют, чтобы предотвратить засорение или комкование порошка перед подачей в транспортные линии.
Электростатические пистолеты для распыления порошка направляют поток порошка. Они используют насадки, которые контролируют размер, форму и плотность распыляемой струи, когда она выходит из пистолета. Они также заряжают распыляемый порошок и контролируют скорость осаждения и расположение порошка на мишени. Пистолеты-распылители могут быть ручными (переносными) или автоматическими (закрепленными на фиксированной стойке, возвратно-поступательном механизме или другом устройстве, обеспечивающем перемещение пистолета).Заряд, приложенный к частицам порошка, побуждает их оборачиваться вокруг детали и осаждаться на поверхностях продукта, которые не находятся непосредственно на пути пистолета
Пистолеты для зарядки коронным разрядом, наиболее часто используемые, создают высоковольтное электростатическое поле малой силы тока между электродом и покрываемым продуктом. Частицы порошка, которые проходят через ионизированное электростатическое поле на кончике электрода, становятся заряженными и осаждаются на электрически заземленной поверхности детали.
Альтернативным зарядным механизмом является распылительный пистолет с трибозарядкой. В таком пистолете частицы порошка получают свой электростатический заряд от трения, которое возникает, когда частицы трутся о твердый изолятор или проводник внутри пистолета. Изолятор отделяет электроны от порошка, создавая положительно заряженные частицы порошка.
Порошок также можно наносить с помощью распылителя, называемого колоколом или роторным распылителем. В пороховых раструбах используется турбина, которая вращается в закрытой пороховой раструбной головке.Порошок подается в колпак и распределяется по кругу под действием центробежной силы. Порошок проходит через электрическое поле между колпаком или установленным снаружи электродом и либо заземленным объектом, на который нужно нанести покрытие, либо противоэлектродом, расположенным за колпаком.
Использование осцилляторов, возвратно-поступательных механизмов и роботов для управления распылительным оборудованием снижает затраты на рабочую силу и обеспечивает более стабильный охват во многих областях применения. Срабатывание пистолета (включение и выключение пистолета с помощью устройства, которое может определять правильное расположение деталей) может уменьшить чрезмерное распыление, что приводит к снижению затрат на материалы и техническое обслуживание.
Другие системы нанесения порошков В дополнение к нанесению распылением с помощью электростатических пистолетов, материалы порошкового покрытия можно наносить методом погружения, называемым псевдоожиженным слоем. Порошковое покрытие в псевдоожиженном слое было разработано Эдвином Геммером для нанесения термопластичных смол и запатентовано в 1953 году.
При нанесении покрытия в псевдоожиженном слое детали предварительно нагревают до 450–500 ° F, а затем погружают в резервуар, заполненный порошковым материалом, который был «псевдоожижен» путем добавления сжатого воздуха через пористую мембрану на дне резервуара.В некоторых случаях порошок имеет электростатический заряд.
Другой вариант — распыление пламенем. В пламенном напылении, которое используется для нанесения термопластичных порошковых материалов, порошок продвигается через пламя в тепловом пистолете с использованием сжатого воздуха. Тепло пламени плавит порошок, избавляя от необходимости использовать печи.
Еще один способ нанесения — горячее флокирование. В этом процессе покрываемая деталь предварительно нагревается, так что распыляемый порошок превращается в гель при контакте с горячей поверхностью детали.Горячий флокирование часто используется для функциональных эпоксидных смол, потому что он создает толстую пленку, которая обеспечивает исключительные характеристики. Эти продукты на основе эпоксидной смолы (FBE) часто используются для покрытия клапанов и труб, используемых в экстремальных условиях, таких как нефтяные месторождения или шельф.
Кабины для порошкового напыленияКамеры для порошка спроектированы таким образом, чтобы безопасно удерживать избыточное распыление порошка. Входные и выходные отверстия кабины должны иметь надлежащий размер, чтобы обеспечить зазор для размеров покрываемых деталей, а потоки воздуха через кабину должны быть достаточными для направления всего избыточного распыления в систему рекуперации, но не настолько сильными, чтобы они нарушали отложение и удержание порошка. со стороны.
Существуют кабины, предназначенные для ограниченного серийного производства, и кабины большего размера, предназначенные для массовых операций, где детали перемещаются на каком-либо типе подвески. Камеры периодического действия используются для нанесения покрытия на отдельные детали или группы деталей, которые перемещаются на одной подвеске, стеллаже или тележке. Конвейерные кабины могут обеспечить непрерывное покрытие деталей, подвешенных на подвесной конвейерной линии, при средних и высоких производственных процессах.
Кабины с цепочкой на краю предназначены для использования с перевернутым конвейером, имеющим шпиндели или держатели для удержания деталей.Детали вращаются на шпинделе при прохождении мимо стационарных пороховых пистолетов.
Плоские кабины и конвейерная система используются для одностороннего покрытия листового металла и аналогичных деталей минимальной толщины. В камерах с плоским конвейером используется горизонтальный конвейер, который проходит через камеру для порошка и переносит на ее поверхность деталь, на которую необходимо нанести покрытие.
Правильно спроектированные, эксплуатируемые и обслуживаемые порошковые системы позволяют менять цвет от 45 до менее 15 минут.Кабина может включать в себя специальные характеристики, которые облегчают изменение цвета, такие как непроводящие стены, которые отталкивают, а не притягивают порошок, изогнутые стены камеры, чтобы препятствовать накоплению порошка, и автоматизированные ленты или подметальные машины, сметающие частицы порошка на пол и в системы восстановления.
Быструю смену цвета можно также облегчить с помощью продувочных форсунок, установленных на каждом стволе пистолета, и легко заменяемых соединений на задней части пистолета за пределами кабины. Пистолеты могут иметь автоматическую продувку внешней части стволов, а также использовать автоматическую систему продувки внутренней части шлангов и стволов.
Восстановление порошкаВ системах используются циклоны или картриджные фильтрующие модули, которые могут быть выделены для каждого цвета и удалены и заменены при необходимости смены цвета. Поставщики оборудования значительно улучшили конструкцию окрасочных камер, которые позволяют быстро менять цвет с минимальным временем простоя и восстанавливать высокий процент излишнего распыления. Использование правильной технологии извлечения порошка может увеличить его использование.
Отверждение деталей с порошковым покрытием
Термореактивные порошковые материалы требуют применения определенного количества тепловой энергии в течение определенного времени для осуществления химической реакции, необходимой для сшивания энергии в пленку.Порошковый материал плавится под воздействием тепла, стекает в ровную пленку и затем начинает химически сшиваться, прежде чем в конечном итоге достигнет полного отверждения. Для получения энергии, необходимой для отверждения, можно использовать различные методы.
Конвекционные печи, в которых используется источник тепла, обычно природный газ, вентилятор и воздухораспределительный канал для циркуляции воздуха внутри печи и нагрева детали, являются наиболее распространенным типом печи для отверждения порошка. Когда деталь достигнет максимальной температуры, она будет проводить тепло в покрытие и вызывать отверждение порошка.
Инфракрасные (ИК) печи, использующие в качестве источника энергии газ или электричество, излучают излучение в инфракрасном диапазоне длин волн. Эта излучаемая энергия поглощается порошком и подложкой непосредственно под порошком, не нагревая всю деталь до температуры отверждения. Это позволяет относительно быстро нагреваться, заставляя порошок течь и отверждаться при воздействии в течение достаточного времени. Детали можно отверждать в инфракрасной печи за меньшее время, но форма и плотность детали могут повлиять на однородность отверждения.
Комбинированные печи обычно используют ИК-излучение в первой зоне для быстрого плавления порошка. Следующая конвекционная зона может тогда использовать относительно более высокие воздушные потоки без нарушения порошка. Эти более высокие потоки обеспечивают более быструю передачу тепла и более короткое время отверждения.
Доступны различные технологии радиационного отверждения, включая ближнее инфракрасное, ультрафиолетовое (УФ) и электронно-лучевое (EB). Эти процессы могут открыть новые области применения для порошкового покрытия термочувствительных подложек, таких как дерево, пластмассовые детали и сборные компоненты с термочувствительными деталями.
Для УФ-отверждения требуются специально разработанные порошки, которые можно отверждать под воздействием ультрафиолета. Сначала порошок необходимо подвергнуть достаточному нагреву, чтобы он расплавился под воздействием ультрафиолетовой энергии; Первоначальный источник тепла обычно инфракрасный, но также можно использовать конвекционный нагрев. Затем покрытие подвергается воздействию УФ-лампы. Фотоинициатор в материале покрытия поглощает УФ-энергию и превращает расплавленную пленку в твердое отвержденное покрытие за считанные секунды.
Для отверждения в ближней инфракрасной области также используются специально разработанные порошки в сочетании с высокоэнергетическими источниками света и системами высокофокусных отражателей для завершения процесса порошкового покрытия и отверждения в течение нескольких секунд.Теплочувствительные собранные детали, такие как внутренние прокладки, гидроцилиндры и канистры подушек безопасности, могут извлечь выгоду из этой технологии.
Индукционные печи обычно используются для предварительного нагрева деталей перед нанесением порошкового покрытия, чтобы ускорить формирование пленки. Индукционные печи часто используются для нанесения эпоксидных покрытий, наплавленных, таких как бетонная арматура и покрытие труб, используемых для транспортировки газа. Такие системы работают на высоких линейных скоростях, и обычно толщина пленки> 10 мил.
Развитие порошковых технологий
Последние разработки в нескольких областях оборудования для нанесения порошка и обработки значительно повысили производительность и качество всего процесса, а также расширили возможности применения деталей с порошковым покрытием.К ним относятся нанесение на древесноволокнистые плиты средней плотности (МДФ), пултрузии, стекло и другие уникальные субстраты. Продукты, отверждаемые при более низких температурах, были разработаны для работы с термочувствительными подложками.
Разработан процесс нанесения порошкового покрытия на пластмассовые детали в форме, при котором материал порошкового покрытия распыляется на нагретую полость формы перед началом цикла формования. Во время операции формования порошковое покрытие химически связывается с формовочной массой, в результате чего получается продукт с покрытием, устойчивым к сколам и ударам.
Многослойные процессы были разработаны для обеспечения исключительной производительности в сочетании с очень высоким качеством внешнего вида. Грунтовки, базовые покрытия и цветные покрытия сочетаются с прозрачными покрытиями для автомобильных продуктов, лодок и других продуктов, требующих исключительного качества.
Достижения в области микропроцессоров и робототехники также способствуют увеличению производства на предприятиях по нанесению порошковых покрытий. Роботы обычно используются там, где важными факторами являются повторяемость и высокая производительность ограниченного набора компонентов.В сочетании с аналоговым выходом порошка и регуляторами напряжения роботы могут регулировать параметры подачи порошка во время нанесения покрытия, а маневры слишком сложны для выполнения вручную.
Рынки и области применения порошковых покрытий
Сегодня порошковые лакокрасочные материалы доступны практически в любом цвете, с разнообразной текстурой и блеском. Порошковые покрытия используются на сотнях типов деталей и продуктов, включая почти всю металлическую садовую мебель и большинство металлических стеллажей для выставки товаров, стеллажей и торгового оборудования.На изделия из проволоки, такие как пружины и корзины для хранения для дома и офиса, часто наносится порошковое покрытие.
Что касается термореактивных порошков, то промышленность по производству бытовых приборов является крупнейшим сектором рынка. Термореактивные порошковые материалы обеспечивают ровные, тонкие пленки с высоким уровнем устойчивости к сколам, ударам, моющим средствам и химическим веществам, что имеет решающее значение для производства бытовой техники. Применяется в холодильниках, крышках и крышках стиральных машин, сушильных барабанах, кухонных шкафах, посудомоечных машинах, камерах для микроволновых печей, морозильных шкафах и внешних кондиционерах.
В автомобильной промышленности детали с порошковым покрытием включают колеса, решетки, бамперы, колпаки, дверные ручки, декоративную отделку, радиаторы, компоненты подушки безопасности, блоки цилиндров и многочисленные компоненты под капотом, а также прицепы и сцепные устройства для прицепов. Некоторые автопроизводители в настоящее время наносят порошковые лаки поверх жидких внешних базовых покрытий, а некоторые автомобили имеют порошковое цветное покрытие. На автомобили BMW и Mercedes использовались прозрачные акриловые финишные лаки.
На рынке автозапчастей высокотемпературные порошковые покрытия используются для отделки глушителей для защиты от коррозии, защиты от вмятин и продления срока службы глушителя.Владельцы легких грузовиков и внедорожников могут приобрести подножки с порошковым покрытием, поручни для кровати, багажные полки и ящики для инструментов в качестве надстроек у дилеров или у поставщиков послепродажного обслуживания. Производители порошков также работают с автомобильной промышленностью, чтобы улучшить порошковое покрытие пластиковых предметов, таких как колпаки колес, зеркала заднего вида, дверные ручки и вентиляционные отверстия кондиционеров.
По мере того, как все больше машин для нанесения порошкового покрытия могут работать с крупными деталями, рамы внедорожников, например, используемые в сельскохозяйственном и строительном оборудовании, покрываются порошковой краской с хорошей защитой от ультрафиолета и погодных условий, а также с высокой устойчивостью к солевым туманам и удобрениям.
Производители архитектурных компонентов и строительных материалов алюминиевые профили с порошковым покрытием, используемые для окон, дверных коробок, витрин и навесов.
Вертикальные линии для порошковой окраски алюминиевых профилей, широко распространенные в Европе на протяжении многих лет, позволили повысить скорость производства, а также качество отделки. Во многих проектах на автомагистралях и в строительстве используется порошковое покрытие для осветительных столбов, сидений на стадионах, перил, столбов и ограждений.
Многие садовые и газонные инвентарь, в том числе тачки, газонокосилки, оросители для газонов, снегоуборочные машины, лопаты для снега, грили для барбекю, баллоны с пропаном и садовые инструменты, имеют порошковое покрытие, как и предметы повседневного обихода, такие как осветительные приборы, антенны и электрические компоненты.К спортивным товарам относятся велосипеды с порошковым покрытием, туристическое снаряжение, тренажеры и клюшки для гольфа.
Порошковое покрытие широко используется для офисной мебели и оборудования, включая ящики для файлов, компьютерные шкафы и столы. Родители используют детские коляски с порошковым покрытием, кроватки, манежи, автокресла и игрушки; потребители также владеют электронными компонентами, весами для ванных комнат, ящиками для инструментов, портативными компьютерами, сотовыми телефонами и огнетушителями с компонентами с порошковым покрытием.
Применение функциональных порошков — это постоянно растущий рынок, на котором порошки применяются для арматуры, используемой для усиления мостов, зданий, подпорных стен и дорог.Эпоксидно-порошковые покрытия, соединенные плавлением, наносятся для защиты как внутреннего (ID), так и внешнего (OD) диаметра газовых и масляных трубопроводов, клапанов, систем питьевой воды и пружин.
Область применения порошковой окраски расширяется. Все больше приложений продолжают развиваться в областях порошковой окраски пластмасс и порошковой краски для дерева, особенно древесноволокнистых плит средней плотности. Постоянные разработки в области порошковых покрытий и новые методы нанесения порошков обещают еще больше применений, которые сегодня невозможно представить.
________________________________________________________________________
Производство порошковых покрытийЭтапы пронумерованы на схеме следующим образом:
- (… 12) Сырье со склада отбирается и точно взвешивается в соответствии с рецептурной картой.
- Смешивание. Заполнитель сухого сырья загружается в емкость и механически перемешивается до гомогенной смеси.
- Экструзия. Заполнитель сырья нагревается и тщательно перемешивается, компаундируется и смешивается и подается в:
- Чиллер. Горячая гомогенизированная смесь охлаждается на охлаждающей ленте, а затем разбивается на хлопья размером 5-10 мм, называемые экструдатом.
- Хлопья загружаются в камеру измельчения и измельчаются до среднего размера частиц 40 микрон. Измельченный порошок циклонный, классифицируется на: .
- Порошок размером менее 10 микрон, который фильтруется в мешках, а остаток:
- Просеянный.
- Продается порошок фасованный в мешки.
- Крупногабаритные частицы собираются для повторного измельчения (этап 8).
——————————————————————————————————————–
Порошковое покрытие горячего цинкованияНиже приводится рекомендуемая процедура , и пескоструйную очистку следует исследовать отдельно.
- Горячее цинкование без закалки в воде или хромировании
- Удалить все дренажные выступы и дефекты поверхности
- Порошковое покрытие в течение 12 часов после цинкования.Не допускайте намокания поверхностей. Не выходить за пределы
- Следите за чистотой поверхности. Не перевозите непокрытые грузы. Дизельные пары загрязняют поверхность
- Если произошло или есть подозрение на загрязнение поверхности, очистите поверхность с помощью специального растворителя / моющего средства, предназначенного для предварительной очистки, перед нанесением порошкового покрытия
- Используйте предварительную обработку фосфатом цинка, если требуется высокая адгезия. Поверхность должна быть идеально чистой. Фосфат цинка не обладает моющим действием и не удаляет масло или грязь.
- Используйте фосфат железа, если требуется стандартная производительность. Фосфат железа обладает легким моющим действием и удаляет небольшие количества поверхностных загрязнений. Лучше всего использовать для предварительно оцинкованной продукции
- Предварительный нагрев перед нанесением порошка
- Используйте только полиэфирный порошок «дегазирующий»
- Проверьте правильность отверждения, проверив растворитель. Отрегулируйте предварительный нагрев и скорость линии, чтобы обеспечить полное отверждение.
Существует четыре признанных метода предварительной обработки поверхности, позволяющих получить прочную основу для лакокрасочного покрытия :
- T-Wash (или его собственный эквивалент)
Несмотря на то, что этот процесс подготовки был доступен в течение некоторого времени, T-Wash по-прежнему считается лучшим методом предварительной обработки для окраски оцинкованной стали.T-Wash — это модифицированный раствор фосфата цинка, который содержит небольшое количество солей меди. При нанесении цинковая поверхность приобретает темно-серый или черный цвет. T-Wash нельзя допускать растекания на горизонтальных поверхностях, иначе это помешает максимальной адгезии краски. Любые излишки следует удалить водой. T-Wash лучше всего подходит для нанесения на новое оцинкование, и его не следует использовать для оцинковки, подвергшейся атмосферным воздействиям (см. Грунтовки для травления). Перед нанесением первого слоя краски T-Wash должно пройти достаточно времени, чтобы она прореагировала и полностью высохла.(В информации поставщиков будут указаны рекомендуемые временные интервалы). Хотя исследования показали, что поверхности, обработанные T-Washed, можно оставлять до 30 дней перед покраской, и при этом сохраняется хорошая адгезия краски, рекомендуется минимизировать время между предварительной обработкой и нанесением краски. Любую белую соль, образовавшуюся в результате воздействия влаги на поверхность T-Washed, необходимо удалить жесткой кистью перед покраской. Если поверхность T-Washed загрязнилась, ее необходимо очистить в соответствии с рекомендациями поставщиков.- Состав T-Wash
Состав T-Wash: фосфорная кислота (9,0%), этилцеллюсольв (16,5%), метилированный спирт (16,5%), вода (57,0%) и карбонат меди (1,0%). . Возможны вариации этого состава, поэтому для достижения успешного результата целесообразно проконсультироваться с поставщиком.
- Состав T-Wash
- Праймеры Etch
Праймеры Etch также успешно использовались. Их главный недостаток — отсутствие видимого изменения цвета, как в случае с T-Wash.Поэтому никогда нельзя быть полностью уверенным в том, что все поверхности прореагировали с грунтовкой. Праймеры для травления лучше всего подходят для нанесения на старые, подвергшиеся атмосферным воздействиям гальванические покрытия. - Чистовая струйная очистка
Механический метод предварительной обработки — это струйная очистка с использованием мелкодисперсного медного шлака, J-струи или карборундового порошка с давлением струи не более 40 фунтов на квадратный дюйм (2,7 бар). Это гарантирует, что будет удалено только минимальное количество оксида, а поверхность цинка останется в слегка шероховатом состоянии.При проведении струйной очистки очень толстых оцинкованных покрытий следует соблюдать осторожность, чтобы не повредить покрытие. Для достижения оптимальных результатов необходимо определить оптимальное расстояние от сопла до обрабатываемой детали и угол струйной очистки для всех поверхностей оцинкованной стальной конструкции. Ни при каких обстоятельствах нельзя использовать пескоструйную пескоструйную дробь с угловой головкой. В дополнение к этапу химической подготовки часто используется очистка методом зачистки. - Атмосферное воздействие
Этот процесс становится полностью эффективным только после того, как оцинкованная поверхность подверглась воздействию атмосферы в течение не менее шести месяцев.Поверхность подготавливается с помощью абразивных подушек или жесткой кисти, чтобы удалить все неплотно приставшие материалы и убедиться, что блестящая цинковая поверхность не восстановится.
После этого следует стирка с горячим моющим средством и ополаскивание свежей чистой водой. Перед нанесением краски поверхность должна полностью высохнуть. Выветривание не должно использоваться как метод подготовки поверхности в морской среде с высоким содержанием хлоридов.
.
В. Что цветет? Что такое белый пыльный материал, который иногда образуется при снятии порошкового покрытия с печи?
При производстве полиэфирных смол некоторые мономеры (исходные реагенты) не реагируют полностью.Они остаются в смоле, поставляемой производителю порошкового покрытия. При температурах выше 160 по Цельсию эти мономеры могут свободно перемещаться на поверхность порошкового покрытия. При нормальных температурах обжига эти мономеры будут сублимироваться с поверхности порошкового покрытия, однако, если полная температура обжига не была достигнута или если субстрат очень толстый, что приводит к длительному циклу охлаждения, мономеры будут оставаться на поверхности. В результате получается пыльный эффект, который легко стирается с покрытия.
Хотя это может быть всего лишь неудобства для небольших серий, когда большие производственные серии постоянно приводят к этому эффекту, стоит изучить, доступна ли система «без выцветания», которая включает в себя различные базовые полиэфирные смолы.
В. Что такое связывание?
Склеивание — это процесс, применимый исключительно к порошковым покрытиям с металлическим и перламутровым эффектом. В отличие от стандартных покрытий, в которых ингредиенты гомогенно и тщательно перемешиваются в процессе экструзии, порошки с эффектом производятся из смеси основного порошкового покрытия и пигмента с эффектом.Поскольку эти два компонента будут иметь очень разные зарядные характеристики, они могут вызвать проблемы с распылением, в том числе «разбрызгивание»; они также могут разделяться во время процесса распыления, и система восстановления не будет возвращать порошок в том же соотношении основа: эффект, что и исходный порошок, что приводит к изменению цвета.
В процессе склеивания пудра и эффектный пигмент очень осторожно нагреваются до тех пор, пока порошок не начнет размягчаться. В этот момент эффектный пигмент будет прилипать (связываться) с частицами порошкового покрытия.Это создает интимную систему, которая имеет преимущества как при распылении, так и при избыточном распылении.
В. Как узнать, затвердел ли порошок?
Без использования специализированного лабораторного оборудования может быть трудно определить, полностью ли отверждено порошковое покрытие, используя только один метод.
Различный химический состав порошка приводит к получению покрытий с различными физическими и химическими свойствами. Например, полностью затвердевшие стандартные архитектурные полиэфиры пройдут испытание падающим весом, однако так называемые сверхпрочные архитектурные полиэфиры будут трескаться.Это не означает, что сверхпрочные системы хуже отверждаются.
Однако для полиэфиров и гибридов эпоксидно-полиэфирный очень полезным и быстрым испытанием является испытание на истирание растворителем. Здесь тряпка, смоченная в метилэтилкетоне (MEK), протирается взад и вперед по небольшой площади (3-4 дюйма) 20-50 раз. Затвердевшая система не образует пятен на тряпке или совсем не оставляет пятен, а поверхность, пока она размягчена, не царапается до поверхности основы.
В. Существует ли британский стандарт для покрытия алюминиевых подложек?
BS 12206-1 (заменяет BS 6496)
Q.Существует ли британский стандарт для нанесения покрытий на оцинкованные поверхности?
BS 13438 (заменяет BS 6497)
Всего просмотров страницы: 4746 — Посещений страницы сегодня: 9
Порошковое покрытие и жидкая краска: в чем разница?
Порошковая окраска была разработана в 1950-х годах как альтернатива традиционной архитектурной отделке, такой как жидкая краска. Хотя универсальность и привлекательность жидкой краски вряд ли в ближайшее время снизятся, порошковая окраска предлагает ряд преимуществ и ее популярность неуклонно растет.
В чем разница между порошковой краской и жидкой краской? Вот наш гид…
Различия между порошковым покрытием и жидкой краской
Жидкая краска может окрашивать различные внутренние и наружные поверхности, в то время как порошковая окраска металлических предметов выполняется только в заводских условиях.
Сырьем для порошковой окраски является сухой порошок. Электростатический пистолет используется для распыления частиц порошка на заземленный объект, например, на забор. Поскольку краска заряжена положительно, она прилипает к объекту.Затем он нагревается в духовке, где порошок плавится и застывает, образуя превосходный финиш.
Сырье для порошковых покрытий и жидких красок
Следующее отличие — сырье. Влажная краска содержит 50% растворителя, чтобы пигмент и наполнители оставались в жидком виде. Вот почему жидкая краска может причинить вред здоровью и вызвать пожар. Никто не хочет подвергать персонал длительному воздействию токсинов.
Порошковые покрытия обычно не содержат летучих органических соединений (ЛОС). С порошком безопаснее работать, так как он в основном состоит из смол и пигментов.
Преимущества порошкового покрытия перед жидкой краской
Почему дизайнеры и архитекторы все чаще выбирают порошковые покрытия?
- Порошковое покрытие обеспечивает лучшую защиту от коррозии и царапин
- 30-летняя гарантия на производство
- Предварительная обработка и отверждение дают более жесткую и однородную поверхность
- Цвет сохраняет свою яркость благодаря отверждению и лучшему сцеплению
- Автоматизация и заводское управление обеспечивают превосходное качество и меньше переделок.
- Экономия времени и затрат благодаря меньшему контролю и трудозатратам
- Избыточный порошок можно переработать, что делает его более экологичным
Специалисты по порошковым покрытиям
Tomburn обладает более чем 40-летним опытом в области порошковых покрытий и других специальных покрытий, позволяющих клиентам создавать последние штрихи.На нашей странице тематических исследований представлены некоторые из знаковых проектов и клиентов, с которыми мы работаем.
Чтобы узнать больше о порошковой окраске или запросить ценовое предложение для вашего проекта, свяжитесь со специалистами по порошковой окраске Tomburn сегодня.
A Руководство по порошковым покрытиям для экстремальных условий эксплуатации • Trans-Acc, Inc.
В этом выпуске Technology Interchange будет подробно рассказано о экстремальных условиях окружающей среды и о том, как защитить готовую продукцию с помощью самой лучшей технологии порошкового покрытия.
Экстремальные окружающие условия включают условия, выходящие за рамки обычных случайных солнечных лучей или офисных помещений, где периодическое протирание очистителем или удары стула — это все, что требуется.Мы рассмотрим сценарии, в которых либо преобладающие условия очень интенсивны, либо ожидаемые характеристики продукта включают более длительный, чем обычно, срок службы.
Как мы все знаем, покрытия, в частности порошковые покрытия, служат для защиты и украшения. Поскольку требования затмевают типичные промышленные спецификации и переходят к более агрессивным и требовательным характеристикам, варианты химического состава, цвета и, действительно, стоимости могут значительно измениться.
Смолыдолжны быть более прочными, а пигментация должна быть более инертной и стойкой.Следовательно, общие затраты выше, а выбор цвета может быть несколько более ограниченным. Мы отметим эти аспекты вместе с рекомендациями по типу покрытия и процессам, рекомендованным для превышения этих требований.
Долговечность на открытом воздухе
Стойкость порошковых покрытий на открытом воздухе легко умещается в четырех упаковках. Первые — это типы смол, которые нельзя рассматривать ни в одном сценарии, требующем сохранения внешнего вида на открытом воздухе. Все это порошки, содержащие эпоксидную смолу, включая чистые эпоксидные смолы, гибриды (эпоксидно-полиэфирные) и акриловые (акрилово-эпоксидные).Хотя некоторые из этих продуктов будут сохранять видимость целостности пленки в течение года или двух, внешний вид будет испорчен из-за резкой потери блеска и поразительного выцветания.
Второй класс долговечных порошков для наружных работ — это то, что я называю «промышленными полиэфирами». Это порошки начального уровня на основе недорогих полиэфирных смол (как с карбоксильными, так и с гидроксильными функциональными группами) и могут быть отверждены TGIC (триглицидилизоцианурат), HAA (бета-гидроксиалкиламид) или изоцианатами (также известными как полиуретаны).Срок службы этих рабочих лошадок начинает снижаться после 12-18 месяцев непрерывного воздействия на открытом воздухе, что приводит к выцветанию цвета, потере блеска и известкованию. Эти продукты могут быть использованы для оборудования газонов, садовой мебели начального уровня, детских велосипедов и других легких уличных товаров.
Третий класс стойких порошков для наружного применения специально разработан, чтобы выдерживать около пяти лет воздействия на открытом воздухе до изменения цвета и блеска. Эти продукты основаны на «сверхпрочных» полиэфирных смолах, которые можно отверждать с помощью TGIC, HAA или изоцианатов.Благодаря составу основы полиэфирной смолы связующее в этих порошках устойчиво к разложению даже в жестких условиях, характерных для юга Флориды. При правильном составлении эти продукты соответствуют добровольной спецификации AAMA 2604, которая требует сохранения не менее 30 процентов блеска и лишь незначительного выцветания. Эти стойкие к ультрафиолетовому излучению покрытия не только должны быть изготовлены из высококачественных смол, но и требуют разумного выбора пигментов. Большинство ярких органических пигментов не обладают светостойкостью, необходимой для пяти лет воздействия на открытом воздухе; поэтому в этих продуктах обычно используются более приглушенные неорганические пигменты.Следовательно, яркие чистые цвета в этом классе порошковых покрытий встречаются редко и довольно дороги.
Если требования к покрытию требуют 10 лет и более долговечности, выбор смолы гораздо более ограничен и значительно дороже. Есть два основных рынка, которые обслуживают порошковые покрытия, которые требуют такого типа экстремальных характеристик. Транспортные (автомобильные, авиационные, аэрокосмические и т. Д.) И ACE (сельское хозяйство, строительство и землеройные работы) рынки имеют характеристики отделки, требующие более 10 лет долговечности при работе на открытом воздухе.
Для транспортировки выбор был ясен. Акриловые порошковые покрытия, впервые примененные в 1990-х годах, были разработаны для соответствия строгим требованиям автомобильного рынка, кульминацией чего стало коммерциализация прозрачного порошкового верхнего покрытия для отделочных линий BMW в Дингольфинге, Германия. Этим порошковым прозрачным лаком закончили их линейки продуктов 5 и 7 серий. Эти акриловые порошки обладают исключительной стойкостью к ультрафиолетовому излучению в сочетании с отличной стойкостью к кислотным дождям и истиранию. Линии отделки порошковой финишной краски BMW
были прекращены в 2015 году, но наследие этой выдающейся порошковой технологии продолжает жить.Этот чрезвычайно прочный химический состав смолы продолжает использоваться в высококачественных легкосплавных дисках и деталях внешней отделки автомобилей.
Для максимальной стойкости к УФ-излучению и долговечности порошковые покрытия на основе фторполимеров являются единственным выбором. Их выдающаяся устойчивость к УФ-разрушению зависит от стабильности химического состава фтора, который невосприимчив к воздействию солнечной энергии. Типы порошков фторполимеров бывают двух видов: термопласты на основе полимерной технологии Kynar ™ от Arkema, Inc. и технологии термореактивных смол, получившие название Lumiflon ™, от AGC Chemicals.Порошки на основе термопластичных фторполимеров требуют специальных методов экструзии и измельчения и обычно используются с грунтовкой. Термореактивные продукты на основе Lumiflon ™ отверждаются как полиуретаны и обрабатываются с использованием более традиционных методов обработки порошка. Оба продукта могут похвастаться более чем 20-летней стойкостью при правильном составлении с пигментами и добавками, стойкими к ультрафиолетовому излучению.
Коррозионная стойкость
Системы порошкового покрытия с высокой коррозионной стойкостью требуют сочетания должным образом подготовленного металла, высококачественного порошкового состава и надежного процесса отверждения.Качество подготовки металла невозможно переоценить. Удаление оксидов, брызг при сварке, масел и прокатной окалины имеет важное значение для подготовки основы, подходящей для нанесения покрытия. Что касается химического состава смол, эпоксидные смолы, безусловно, являются наиболее широко используемыми продуктами для предотвращения атак в высококоррозионных средах. К ним относятся нефте- и газопроводы, судовое оборудование, оборудование химических заводов, а также в качестве грунтовки для наружной конструкционной стали.
Порошковые покрытия на основе эпоксидной смолы обеспечивают превосходную коррозионную стойкость за счет сочетания исключительной адгезии к металлическим основам и прочного, почти непроницаемого барьера, обеспечиваемого полимерной матрицей и функциональными наполнителями в формуле.Для максимальной коррозионной стойкости толстые пленки до 20 мил (500 микрон) улучшают барьерные характеристики. Порошковые покрытия на основе эпоксидной смолы используются на газо- и нефтепроводах с начала 1960-х годов, и некоторые из них используются до сих пор.
Некоторые требования к отделке требуют как стойкости к УФ-излучению, так и устойчивости к коррозии, которые в зависимости от спецификации могут быть взаимоисключающими. В этих случаях использование прочной грунтовки на эпоксидной основе в сочетании с долговечным порошковым верхним слоем для наружных работ обычно отвечает всем требованиям.Необходима тщательная подготовка металла, в том числе высококачественная предварительная химическая обработка. Эти системы требуют тщательно контролируемого процесса отверждения. Наилучшие характеристики достигаются за счет недостаточного отверждения эпоксидной грунтовки перед нанесением и отверждением стойкого к УФ-излучению верхнего покрытия. Эпоксидная грунтовка, за которой следует «сверхпрочный» полиэфирный верхний слой, является очень хорошей системой для использования в качестве долговечной отделки на открытом воздухе в очень агрессивной среде.
Еще одна комбинация грунтовки и верхнего покрытия, обеспечивающая отличные общие характеристики, состоит из грунтовки с электролитическим покрытием и стойкого к УФ-излучению порошкового верхнего покрытия.Эта система исторически использовалась как в автомобильной промышленности, так и в производстве стиральных машин. Электропокрытие обычно представляет собой катодное покрытие на основе эпоксидной смолы и наносится толщиной около 1,2 мил (30 микрон). Преимущество грунтовки для электронного покрытия заключается в том, что эта технология по своей природе покрывает все края, укромные уголки и щели сложной детали. E-Coat требует специальной ванны для нанесения покрытия и отдельного процесса сушки / отверждения и чаще всего используется на предприятиях OEM.
Другой вариант обеспечения высокой коррозионной стойкости — это термопластичные порошковые покрытия.Этот подкласс технологии порошкового покрытия включает химические составы полиэтилена, полиамида (нейлона) и ПВХ (поливинилхлорида). Эти высокопрочные и устойчивые к коррозии покрытия могут наноситься электростатическим распылением или псевдоожиженным слоем до толщины пленки от 10 до более 50 мил (от 250 до 1250 микрон). В некоторых случаях рекомендуется грунтовка для достижения оптимальной адгезии к трудным основаниям.
Химическая стойкость
Химическая стойкость охватывает множество экологических ситуаций.Порошковые покрытия могут использоваться в качестве облицовки резервуаров, как часть системы транспортировки жидкости (трубопроводы, клапаны и т. Д.), В качестве отделки на химических предприятиях (например, конструкционная сталь для лестниц и т. Д.), Для лабораторной мебели, кухни. бытовые приборы (надоедливые пищевые пятна) и многие другие ситуации, требующие устойчивости к химическому воздействию. Разработчики рецептур создают порошковые покрытия, которые решают эти проблемы, выбирая прочные полимеры и системы связующих с плотными поперечными связями.
Для использования в помещениях и под землей порошки на основе эпоксидной смолы обеспечивают лучшую защиту от агрессивных соединений.Не все эпоксидные смолы создаются одинаково, поэтому вы должны согласовывать потребности отделки с вашим поставщиком порошковых покрытий. Кроме того, для максимальной химической стойкости (например, к сильным кислотам, сильным щелочам, агрессивным растворителям, гидравлическим жидкостям и т. Д.) Эпоксидная смола может быть более темной по цвету и, следовательно, не способствовать получению чистых ярких цветов.
В отношении промежуточной химической стойкости, которая требуется для основных приборов, полиуретаны, акрилово-эпоксидные смолы и некоторые высокоэффективные гибриды (эпоксидно-полиэфирные) соответствуют этим спецификациям.Полиуретаны обычно дороже двух других и поэтому имеют ограниченное применение. Акрилово-эпоксидные смолы обладают желаемым балансом хорошей светостойкости и устойчивости к истиранию в сочетании с хорошей стойкостью к моющим средствам, отбеливателям и добавкам для стирки. Гибриды предлагают самый дешевый вариант для приложений, которые чувствительны к затратам.
Если ваша отделка требует долговечности на открытом воздухе в сочетании с высокой химической стойкостью, у вас есть два варианта. В качестве однослойного полиуретана обеспечивается наилучший баланс стойкости к ультрафиолетовому излучению и химической стойкости.Чтобы соответствовать этим требованиям, порошок должен быть специально разработан с использованием сверхпрочных смол и высокого содержания уретана. Это обеспечивает долговечность на открытом воздухе с прочной отделкой, которая выдерживает воздействие большинства агрессивных химикатов. Другой вариант — использовать двухслойную систему. Для максимальной долговечности фторполимерное верхнее покрытие с грунтовкой на эпоксидной основе будет противостоять почти всем воздействиям окружающей среды, включая кислотные дожди, промышленные выбросы и промышленные чистящие средства.
High Heat
Небольшой особый класс модифицированных силиконом порошковых покрытий обеспечивает термостойкость, необходимую для кухонных приборов для отдыха и выхлопных систем для автомобилей, силовых видов спорта и оборудования для ухода за газонами.Эти покрытия обычно состоят из точной смеси силикона и органических полимеров (например, акрила, эпоксидной смолы или полиэфира). Органический компонент обеспечивает начальное образование пленки, в то время как силикон обеспечивает максимальную термостойкость, обычно затвердевая после того, как деталь будет введена в эксплуатацию и подвергнется воздействию температур выше 300 градусов Цельсия.
Порошковые покрытия на основе силикона обладают уникальными тепловыми характеристиками; однако из-за содержания силикона они имеют тенденцию загрязнять обычные порошковые покрытия, такие как эпоксидные, гибридные, полиэфирные и полиуретановые.Кроме того, большинство пигментов разлагаются при температуре выше 200 градусов Цельсия, поэтому порошковые покрытия с высокой термостойкостью имеют ограниченную цветовую палитру.
Резюме
Порошковые покрытия предлагают невероятные возможности для отделки, предназначенной для экстремальных условий окружающей среды. Как мы все знаем, порошки не создаются одинаково, поэтому жизненно важно тщательно обсудить ваши потребности в покрытиях с поставщиком порошка.