Принцип «трёх слоёв» при выборе одежды и экипировки
В хорошей и правильной одежде всегда должно быть тепло и сухо. Сегодня для того, чтобы защититься от холода, не обязательно надевать на себя кучу одежды, уподобляясь капусте. Достаточно правильно придерживаться теории «трёх слоёв». Она была разработана для активного отдыха, но постепенно внедряется в повседневную жизнь.
На подсознательном уровне мы практически всегда одеваемся по этому принципу, но не всегда учитываем свойства материалов, тем самым допуская ошибки.
Пеший туризм, горные лыжи, альпинизм чередуется длительностью движения и отдыха в пути. При активной фазе движения вы потеете и одежда намокает, останавливаясь на открытой местности, вам становится прохладно и велика вероятность переохладиться и заболеть.
Основы принципа
Что же из себя представляет принцип слоёв в одежде?
Первый слой — основной, «базовый», не посредственно прилегающий к телу (термобельё, нательное бельё, футболки). Основное назначение первого слоя
Второй слой – промежуточный и теплосберегающий. Это широкое разнообразие утепляющей одежды (флисовые толстовки, шерстяные кофты, синтетические или пуховые свитера). Основная задача второго слоя – сбережение тепла и придание комфортной температуры для тела.
Третий слой – завершающий или защитный и отводящий. Наилучший вариант такой одежды – это мембранные куртки и брюки, которые дают максимальную защиту от порывов ветра, мокрого снега, либо дождя, но при этом мембранная одежда хорошо отводит испарину во внешнюю среду.
Все эти слои можно использовать в разных вариациях, либо как самостоятельный отдельный слой, тем самым создавая для себя комфорт в любых погодных условиях.
Базовый слой
Теперь более подробно о первом базовом слое, который в себя включает всё, что вы одеваете непосредственно прилегающим к телу первым слоем: носки, трусы, кальсоны, футболка либо майка.
Широко распространено заблуждение о том, что термобельё, якобы, служит для сохранения тепла. Главная его задача – отведение влаги выделяемой телом в следующие слои одежды. Вторая цель – гигиеническая. В общем же, термобельё выполняет функцию терморегуляции организма. С ним теплее не потому, что оно тёплое, а благодаря наличию сухой прослойки между вашим телом и окружающей средой. Мы и не задумываемся о том, что из-за мокрой рубашки можно замёрзнуть и простыть.
Поэтому пора начинать правильно одеваться. Без разницы – катаетесь ли вы на лыжах, идёте на работу или гуляете с детьми – с хорошим термобельём вы всегда будете чувствовать комфортно.
Термобельё подбирается исходя из вида активности и сезонности. Состав белья может быть:
Шерстяное. Шерсть бывает разная. Дешёвая шерсть тяжёлая и не отводит влагу. Хорошее же бельё состоит из шерсти мериноса, которая славится своей тонкостью, гладкостью, шелковистостью, нежностью и мягкостью. Она согревает, хорошо отводит влагу и, в то же время не впитывает запахи.
Синтетическое. Синтетика хорошо отводит и почти не накапливает влагу, а остаток пота быстро испаряется. Она более износостойкая и препятствует размножение бактерий, вызывающих запах пота.
Комбинированное. В основном состоит из синтетики с добавлением шерсти, хлопка (лучше избегать наличие хлопка в термобелье для активного вида спорта) и шёлка.
Хлопок в чистом виде для термобелья почти не используется. Так как он быстро впитывает влагу, но не отдаёт её, а накапливает, постепенно охлаждая тело.
Средний слой
Второй (средний) слой – теплосберегающий. Главная его цель – теплоизоляция и влагопроводимость. Он очень разнообразен видами кофт, тонких курток и жилеток. По составу это может быть флис разной плотности и толщины, пуховые или синтетические свитера. Такие вещи обладают хорошей воздухопроницаемостью, сохранением тепла и, в тоже время, не впитывают в себя влагу, а являются проводниками для выведения её наружу. Средних слоёв может быть несколько, например, тонкий флис и тонкая пуховка. По такому же принципу одеваются термокальсоны и флисовые брюки.
Главная его цель – теплоизоляция и влагопроводимость. Он очень разнообразен видами кофт, тонких курток и жилеток. По составу это может быть флис разной плотности и толщины, пуховые или синтетические свитера. Такие вещи обладают хорошей воздухопроницаемостью, сохранением тепла и, в тоже время, не впитывают в себя влагу, а являются проводниками для выведения её наружу. Средних слоёв может быть несколько, например, тонкий флис и тонкая пуховка. По такому же принципу одеваются термокальсоны и флисовые брюки.
Защитный слой
И третий – защитный слой. Основная его задача – защищать от ветра, дождя и снега. Это может быть ветровка без мембраны, которая вас защитит от ветра, но не спасёт от дождя. Другой вариант – куртка с мембраной, которая в зависимости от показателей мембраны, защитит как от небольшого дождя, мокрого снега, так и от проливного продолжительного дождя. Предыдущие слои утепления могут быть относительно универсальными, а вот к выбору защитного слоя стоит подходить очень внимательно.
На сегодняшний день производители создали много видов мембранных тканей. Они бывают: поровыми, беспоровыми и комбинированными; волоконными и гибридными. В зависимости от материала – полиуретановыми, тетрафторэтиленовыми и ещё раз гибридными. По слойности – 2-х слойными, 2,5 слойными и 3-х слойными. А ещё они бывают гидрофобными и гидрофильными. Кроме того они отличаются по показателям водонепроницаемости (измеряемой в миллиметрах водного столба) и паропроницаемости (дышимости) (грамм/м2 в сутки).
Отдельно стоит категория SoftShell
, объединяющая мембрану и утеплитель.
Лёгкие тонкие куртки с небольшими показателями мембраны вполне подойдут для тех, кто занимается бегом или катаются на велосипеде в пасмурную погоду. Для туристов более практичны куртки с хорошими показателями водного столба и пароотведения мембраны, так же немаловажно наличие множества различных карманов и дополнительной вентиляции куртки. Утеплённые куртки для катания на горных лыжах имеют снегозащитные юбки, на рукавах манжеты-полуперчатки, что способствует большему сохранению тепла и защиты от попадания снега внутрь.
Утеплённые куртки для катания на горных лыжах имеют снегозащитные юбки, на рукавах манжеты-полуперчатки, что способствует большему сохранению тепла и защиты от попадания снега внутрь.
Защитный слой, в зависимости от погодных условий, можно использовать также как самостоятельный второй слой. Например, на улице тёплая погода, но идёт дождь – можно одеть мембранную куртку с первым слоем. Либо стоит прохладная сухая погода и нет ветра, вполне можно скомбинировать термобельё и флисовую кофту.
В завершении
Подводя итог, остаётся пожелать всем правильно использовать принцип трёх слоёв. Не бойтесь экспериментировать – начните с термобелья. Выбирайте качественные и надёжные вещи, тем самым вы экономите не только свои финансы, но и нервы, потому что будете чувствовать себя комфортно в любой ситуации.
Шаг 2 из 7: первый слой
Вы уже собрали крест на начальной стороне и готовы к сборке первого слоя «кубика Рубика»!
На этом этапе (шаг 2) самое главное, это верно собрать первый слой. Именно слой, а не только белую шапку.
Шаг 2: собираем первый слой
Итак, в прошлом шаге 1, вы собрали крест на начальной стороне, теперь переходим к сборке первого слоя. Обратите особое внимание — нужно собрать не только белую шапку, а еще и правильно собрать боковые и угловые элементы.
Первый слой собран неверно, так как угловые элементы не на своих местах.
Первый слой головоломки «кубик «Рубика» собран верно! Как вы наверно заметили, для того чтобы собрать первый слой — нужно поставить на место 4 белых угловых элемента. Всего то!
Начиная с этого момента и до конца сборки всего кубика, мы переворачиваем кубик Рубика первым слоем вниз, то есть держим его так, чтобы первый слой находится внизу, а наверху последняя сторона, в нашем случае желтая и белый крест находится внизу!
Зачем переворачивать кубик «верх дном»?
Все дело в том, что такое расположение куба более выгодно, так как незачем смотреть на то, что уже собрано. Мы теперь смотрим на то, что еще не собрано и как бы отправляем элементы вниз, наращивая собранные слои — вспомните игру «Тетрис» — там тоже применяется тот же принцип. А вот если бы мы держали куб белой стороной вверх — нам постоянно бы приходилось вертеть кубик в руках и смотреть, что внизу. А на это уходит время и есть огромный шанс запутаться во время применения формул.
Мы теперь смотрим на то, что еще не собрано и как бы отправляем элементы вниз, наращивая собранные слои — вспомните игру «Тетрис» — там тоже применяется тот же принцип. А вот если бы мы держали куб белой стороной вверх — нам постоянно бы приходилось вертеть кубик в руках и смотреть, что внизу. А на это уходит время и есть огромный шанс запутаться во время применения формул.
Приступаем к сборке
Поверните верхний слой несколько раз и найдите в верхнем слое один элемент с цветами: белый, оранжевый, зеленый. Кстати, его место между белой, оранжевой и зеленой сторонами кубика. Вращая верхний слой, подводим этот элемент в то место, где он совпадет цветами с двумя боковыми центрами, то есть его надо опустить вниз, так как зеленый и оранжевый цвета совпали и элемент находится прямо над своим местом.
Теперь повернем куб в руках так, чтобы этот совмещенный элемент был сверху-справа-впереди. Белая сторона должна быть всегда внизу, крутите кубик в горизонтальной плоскости.
Теперь возможно всего 3 варианта
| Изображение | Алгоритм | Пояснение |
| П В П’ | Белый цвет расположен справа. С помощью простого алгоритма убеждаемся, что белый-оранжевый-зеленый угловой элемент встал на свое место. Что и было нужно. Также существуют альтернативные варианты формул: Ф П’ Ф’ П В’ Ф’ В Ф | |
| Ф’ В’ Ф | Белый цвет расположен лицом к нам — данный вариант это зеркальное отражение предыдущего случая. С помощью формулы в три движения, переставляем белый элемент на место. Альтернативные алгоритмы: П’ Ф П Ф’ В П В’ П’ | |
| П В2 П’ В’ ( П В П’ ) | А вот этот вариант — самый длинный случай из трех, так как белый цвет находится сверху. П Ф П2 Ф’П’ Ф’ Л’ В2 Л Ф Ф’ П’ Ф2 П Ф |
Что дальше?
Вы поставили один элемент на место, осталось поставить еще три. Для этого опять посмотрим на верхнюю сторону и опять ищем угловой элемент с белым цветом, опять размещаем его над своим местом (цвета совпали с центрами боковых сторон), размещаем куб так, чтобы элемент был сверху-справа-спереди, и делаем один из трех алгоритмов. И так далее, пока не соберется первый слой.
Может возникнуть ситуация, когда в верхнем слое не окажется угловых элементов с белым цветом, они будут в нижнем слое, но стоять не на своих местах. Вам нужно будет вывести неправильно стоящие угловые элементы из нижнего слоя в верхний — для этого расположите ваш куб так, чтобы этот элемент нижнего слоя, который надо поднять наверх, был справа снизу и делаете алгоритм П В П’ или алгоритм Ф’ В’ Ф.
Получилось собрать первый слой? Если да — переходите к следующему шагу 3, в котором вы будете собирать второй слой. Если вы видите, что у вас не получилось — перекрутите кубик и начните собирать заново.
Первый и второй шаг сборки, после которых у вас будет собран первый слой, должна занять у вас минимальное время. Тренируйтесь!
Первый слой печатается некорректно
dark184Загрузка
25.07.2017
3019
Вопросы и ответы Здравствуйте. Изначально с принтером все было хорошо, сейчас почему то первый слой стал печататься некорректно. Выражается это так, между проходами сопла остается пустой зазор, т.е. печатается первый проход контура, потом второй проход, а между ними зазор где ничего нет. Т.е. первый слой состоит из совершенно не связанных между собой линий… Пробовал играться с высотой первого слоя, чуть ли не от 0 до 0.2 мм, разницы нет, с коэффициентом экструзии, от 0.9 до 2 (95% до 200%) вплоть до того, что излишек пластика начинало выдавливать уже через резьбовые соединения хотэнда(при адекватном коэффициенте ничего не выдавливает, на всех остальных слоях с коэффициентом все впорядке, максимум при необходимости задираю до 1.1 на FDplast, с другими производителями филамента Proplast, GK, u3print устраивает 1, но первый слой так же печатается некорректно). Чистил сопло, все чисто. При печати последующих слоев все отлично, слой 0.2 мм. В настройках принтера и слайсера сопло 0.3 мм как и установлено в реальности. Мерял диаметр сопла, чуть больше 0.3, но меньше 0.4. Точнее замерить нет возможности. Изначально такая ситуация была когда я в настройках указал сопло 0.4 вместо 0.3 но тогда и остальные слои печатались некорректно. После исправления настроек все встало на свои места. Сейчас косяк появился после того, как засорилось сопло, почистил, появился косяк с первый слоем. Использую Repetier Host и слайсер Slic в нем же. Возможно где то и настройки сбил, сейчас уже вторую неделю не могу понять в чем дело? Перебрал все что только знаю, в том числе с настройками, эффекта нет. Сопло сменить нет возможности, т.к. им еще с Китая идти месяц. Может подскажете что еще можно попробовать?
Выражается это так, между проходами сопла остается пустой зазор, т.е. печатается первый проход контура, потом второй проход, а между ними зазор где ничего нет. Т.е. первый слой состоит из совершенно не связанных между собой линий… Пробовал играться с высотой первого слоя, чуть ли не от 0 до 0.2 мм, разницы нет, с коэффициентом экструзии, от 0.9 до 2 (95% до 200%) вплоть до того, что излишек пластика начинало выдавливать уже через резьбовые соединения хотэнда(при адекватном коэффициенте ничего не выдавливает, на всех остальных слоях с коэффициентом все впорядке, максимум при необходимости задираю до 1.1 на FDplast, с другими производителями филамента Proplast, GK, u3print устраивает 1, но первый слой так же печатается некорректно). Чистил сопло, все чисто. При печати последующих слоев все отлично, слой 0.2 мм. В настройках принтера и слайсера сопло 0.3 мм как и установлено в реальности. Мерял диаметр сопла, чуть больше 0.3, но меньше 0.4. Точнее замерить нет возможности. Изначально такая ситуация была когда я в настройках указал сопло 0.4 вместо 0.3 но тогда и остальные слои печатались некорректно. После исправления настроек все встало на свои места. Сейчас косяк появился после того, как засорилось сопло, почистил, появился косяк с первый слоем. Использую Repetier Host и слайсер Slic в нем же. Возможно где то и настройки сбил, сейчас уже вторую неделю не могу понять в чем дело? Перебрал все что только знаю, в том числе с настройками, эффекта нет. Сопло сменить нет возможности, т.к. им еще с Китая идти месяц. Может подскажете что еще можно попробовать?
Популярные вопросы
PatriotЗагрузка
30. 03.2021
03.2021
878
На небольших моделях вроде нет проблем, а на средних на всех поднимается пластик через какое-то время. Хотя весь стол промазан клеем-карандашем. Что н…
Читать дальше igrcheЗагрузка
08.03.2021
449
Посоветуйте какой поролон лучше использовать в фильтре филамента. Заранее спасибо.
Читать дальше sanya6530Загрузка
29.05.2016
11119
Решаю купить принтер, думаю но пока не решил какую выбрать конструкцию. На али нашел вот такой вариант ru.aliexpress.com/item/2016-Newest-TEVO-Tarant…
Читать дальшеНе прилипает первый слой при печати на 3D Принтере?
Не прилипает первый слой?
Данную проблему необходимо срочно решать, поскольку от первого слоя служащего основой, вернее от надежности его крепления к рабочему столу, зависит качественное построение модели.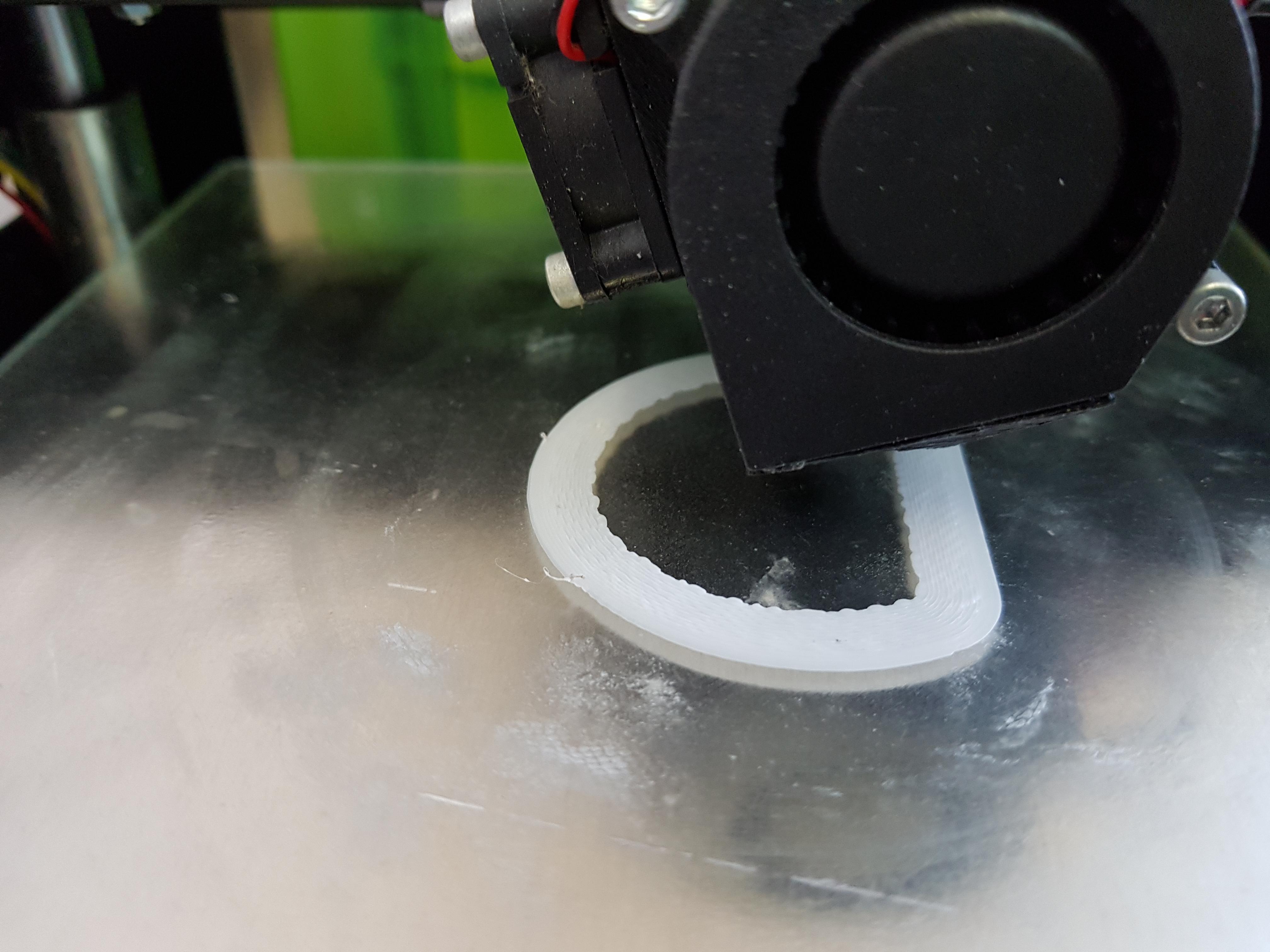 Существует несколько причин ее появления, рассмотрим самые распространенные из них.
Существует несколько причин ее появления, рассмотрим самые распространенные из них.
1. Перекошенная платформа печати.
Печатная платформа перед запуском в работу 3D-принтера должна быть в абсолютно ровном горизонтальном положении, в противном случае расстояние между соплом и ею окажется неравномерным. Для ее выравнивания конструкцией принтера предусмотрены винты и ручки, а также специальная функция – «Bed leveling wizard». Ее можно найти в меню «Tools» и воспользоваться для поэтапной настройки платформы, путем выставления нужных параметров.
2. Неправильная калибровка рабочего расстояния.
Выравнивание рабочего стола – это только пол дела, важно правильно разместить над ним сопло экструдера так, чтобы для выхода филамента оставалось достаточно свободного пространства, но при этом нить как бы вминалась в него. Для этого нужно воспользоваться функцией калибровки рабочей платформы, которая есть у большинства современных моделей. Если ваш 3D-принтер данной функции лишен, тогда калибровку рабочего стола придется делать вручную – зафиксировать печатающую головку в статичном положении и остановить работу двигателей, а затем – регулировать расстояние, передвигая печатающий блок.
Еще одним способом калибровки рабочего стола 3D-принтера будет программная корректировка, отличающаяся высокой точностью и простотой использования. Все необходимые для нее параметры вы найдете в меню. Все, что нужно сделать – это откорректировать показатели в слайсерном G-Code. Изначально лучше задать небольшие значения расстояния, а затем контролировать их по тестовой печати и, при необходимости вносить изменения в них.
Выполняя калибровку рабочего стола 3D-принтера, примите во внимание следующее:
- Если сопло находится на значительном расстоянии от рабочей платформы, то всегда будет сохраняться риск отсоединения филаментной нити при печати по причине недостаточного давления на него.

- Недостаточный зазор между рабочим столом и соплом может вызвать их повреждение, а также некачественную печать из-за недостатка места для выхода филамента и формирования 3D-модели.
- Нормальное расстояние между соплом и рабочим столом обеспечит правильное формирование слоев по всей площади поверхности и их надежное прилипание друг к другу.

Учитывайте вышеперечисленные рекомендации и не игнорируйте необходимость калибровки.
3. Неправильно выбранная скорость печати.
Неправильно выбранная скорость печати может нарушить сцепку между слоями выращиваемой модели. Особенно это касается выхода первого слоя. Его недостаточное прилипание к рабочей поверхности, говорит о чересчур высокой скорости печати. Выход филаментной нити можно и нужно замедлить, воспользовавшись соответствующей функцией First Layer Speed из меню Edit Process Settings. Печатая первый слой, снижайте установленные программой скоростные показатели наполовину.
4. Неправильная настройка рабочей температуры.
Деформацию 3D-модели может спровоцировать ее быстрое охлаждение. Этим «грешат» высокотемпературные АВS-пластики, которым на остывание нужно давать больше времени, нежели другим материалам. Охлаждение моделей обеспечивают специальные вентиляторы. Они имеют свои рабочие параметры, которые пользователи могут самостоятельно менять. При быстром остывании сохраняется риск отслаивания пластика от рабочего стола, что провоцирует деформацию 3D-модели. Для предупреждения этого обычно бывает достаточно выключения вентилятора. Это позволит медленно охлаждаться первым слоям модели и свести риск ее деформации к нулю. Для отключения вентиляторов предусмотрена функция Cooling из меню Edit Process Settings. Некоторые модели даже дают возможность пользователям указывать разную скорость вращения вентилятора при выходе первого и каждого последующего слоя. При печати 3D-модели высокотемпературными АВS-пластиками вентилятор можно полностью отключить и включить подогрев платформы, позволяющий исключить риск деформации первого слоя. Эта функция находится в меню Edit Process SettingsTemperature. Для включения подогрева платформы требуется указание температурных параметров первого слоя будущей модели. Чтобы не ошибиться с ними, рекомендуем воспользоваться установленными нормами нагрева материала, которыми выполняется 3D-печать. При наличии сквозняков требуется дополнительная защита рабочей платформы от охлаждения.
Эта функция находится в меню Edit Process SettingsTemperature. Для включения подогрева платформы требуется указание температурных параметров первого слоя будущей модели. Чтобы не ошибиться с ними, рекомендуем воспользоваться установленными нормами нагрева материала, которыми выполняется 3D-печать. При наличии сквозняков требуется дополнительная защита рабочей платформы от охлаждения.
5. Неправильно выбраны материалы для защиты рабочей платформы.
И для профессиональной, и для любительской 3D-печати применяют различные филаменты, поэтому их реакцию на используемые расходные материалы – ленту, клей и т.д. сложно предугадать. Для исключения низкокачественной печати следует использовать идеально подходящий для покрытия рабочей поверхности материал, купить который можно в специализированном магазине. Допускается выполнение 3D-печати непосредственно на рабочем столе без вспомогательных материалов, при условии, что он будет идеально чистым. Для усиления адгезии 3D-пластика с рабочим столом разрешено использовать отрезки лент, клеи, спреи, лаки для волос и прочие подобные материалы.
6. Печать модели с небольшой нижней поверхностью.
Если необходимо вырастить 3D-модель с небольшой нижней поверхностью, следует воспользоваться функцией brim из меню Additions —> Use skirt/brim, которая позволит ее искусственно увеличить путем печатания вокруг нее «шляпы». Альтернативой ей будет использование ранее напечатанной подложки, которая будет служить основой для будущей 3D-модели.
Пузырится первый слой!
tamrazzЗагрузка
13.06.2019
1917
Вопросы и ответы Доброго времени суток!Печатаю на Tevo Black Widow. Нижний слой вспучивает во время печати. Пробую крутить много разных параметров, существенно ничего не помогает. Вроде проблема типичная, подскажите, гуру, с чем конкретно связан этот эффект. Режу slic3r (скорость первого слоя 30ммс, пластик ПЛА, сопло 0.4, температура 200, стол 50)
Нижний слой вспучивает во время печати. Пробую крутить много разных параметров, существенно ничего не помогает. Вроде проблема типичная, подскажите, гуру, с чем конкретно связан этот эффект. Режу slic3r (скорость первого слоя 30ммс, пластик ПЛА, сопло 0.4, температура 200, стол 50)
Популярные вопросы
DaniiL4015Загрузка
06.03.2021
436
Привет, нигде не могу найти…Возможно ли вообще подключить адресную ленту к скр е3 дип?
Если кто делал , подскажит…
Читать дальше Tiger 20Загрузка
07.03.2021
478
Привет всем.У меня принтер Анет А8, и в нем проблема которую я не могу решить уже долгое время.Серъезно.Подумывал даже продать принтер так, как ситуац…
Читать дальше cinema4dЗагрузка
20. 02.2019
02.2019
6380
Всем добрый вечер!, купил датчик авто уровня , и теперь есть пару вопросов у тех кто таким пользовал, скажите его на горячую не льзя использовать я та…
Читать дальшекак подобрать с умом первый слой
Прилегающая к телу одежда выполняет ряд ключевых функций. Во время холода она защищает тело от переохлаждения и берет на себя образовавшийся пот. В жару первый слой должен отражать тепло, направленное на него. Отвод влаги здесь также должен быть предусмотрен. Но не всякое изделие обладает перечисленными функциями. Поэтому к подбору нательной экипировки стоит относиться внимательнее.
Как первый слой борется с холодом
В зимнее время спортсмену надо подготовиться к занятиям не только физически, но и организационно. Приходится брать с собой объемное снаряжение. Отдельное внимание уделяется экипировке. Рекомендуется тщательнее выбирать костюм, особенно профессионалам. Впоследствии он может косвенным образом повлиять на результат. Будет обидно, если такая мелочь, как термобелье станет виновником провала.
Приобретая первый слой, грамотный любитель экстрима учитывает ряд нюансов:
- Плотность прилегания.
- Наличие систем вентиляции.
- Гибкость и эластичность материала.
- Скорость испарения влаги.
- Возможность кондиционирования воздуха.
Продвинутые модели способны обеспечить столь широкий функционал. Да, они могут стоить дороже. Но если результат важнее процесса, то пользователя цена волнует в последнюю очередь. При занятии спортом ради удовольствия можно и чем-то пожертвовать. Требуется, чтобы любое термобелье сохраняло тепло и отводило влагу.
Влияние технологий на качество первого слоя
Стандартные материалы не могут обеспечить человека полноценной защитой. Ведь при интенсивных тренировках на холоде происходят противоположные процессы. Для наглядности перечислим их:
- Обильное потоотделение и быстро замерзание.
- Значительный нагрев внутри и потоки холодного воздуха снаружи.
Примитивными решениями в данном случае не обойтись. Поэтому компании-производители создают в экипировке систему вентиляционных каналов. При нагреве их можно открыть и обеспечить спортсмена свежим воздухом. При охлаждение они легко закрываются на молнии и не дают пронизывающими ветру проникнуть вовнутрь.
Еще в продвинутых моделях используются свои материалы для разных участков тела. Там, где влаги образуется больше, чем нужно, предусмотрены влагоотводящие конструкции. В местах активного износа применяются прочные вставки. Наконец, для всего организма создается грамотная система теплообмена и выведения лишнего тепла наружу.
По таким технологиям выпускают свои изделия такие компании, как X-BIONIC, KLIM, FXR, TOBE, NATS и другие. Начинающим спортсменам рекомендуется попробовать базовые модели для того, чтобы определиться с параметрами подходящей экипировки.
на улице Мачтозаводской в Красноармейском районе уложен первый слой нового асфальта
Сотрудники подрядной организации завершили укладку выравнивающего слоя асфальтобетона на проезжей части улицы Мачтозаводской в Красноармейском районе, реконструируемой в рамках реализации национального проекта «Безопасные и качественные автомобильные дороги». Работы проводятся на площади порядка 26 тысяч квадратных метров.
НП «Безопасные и качественные автомобильные дороги», региональный проект «Программа дорожной деятельности Волгоградской области (в целях реализации федерального проекта «Дорожная сеть»)»
Ранее на объекте было заменено порядка 4,3 километров бордюров. Сегодня специалисты приступили к восстановлению 40 колодезных групп, а затем начнут укладку финишного слоя асфальтобетона.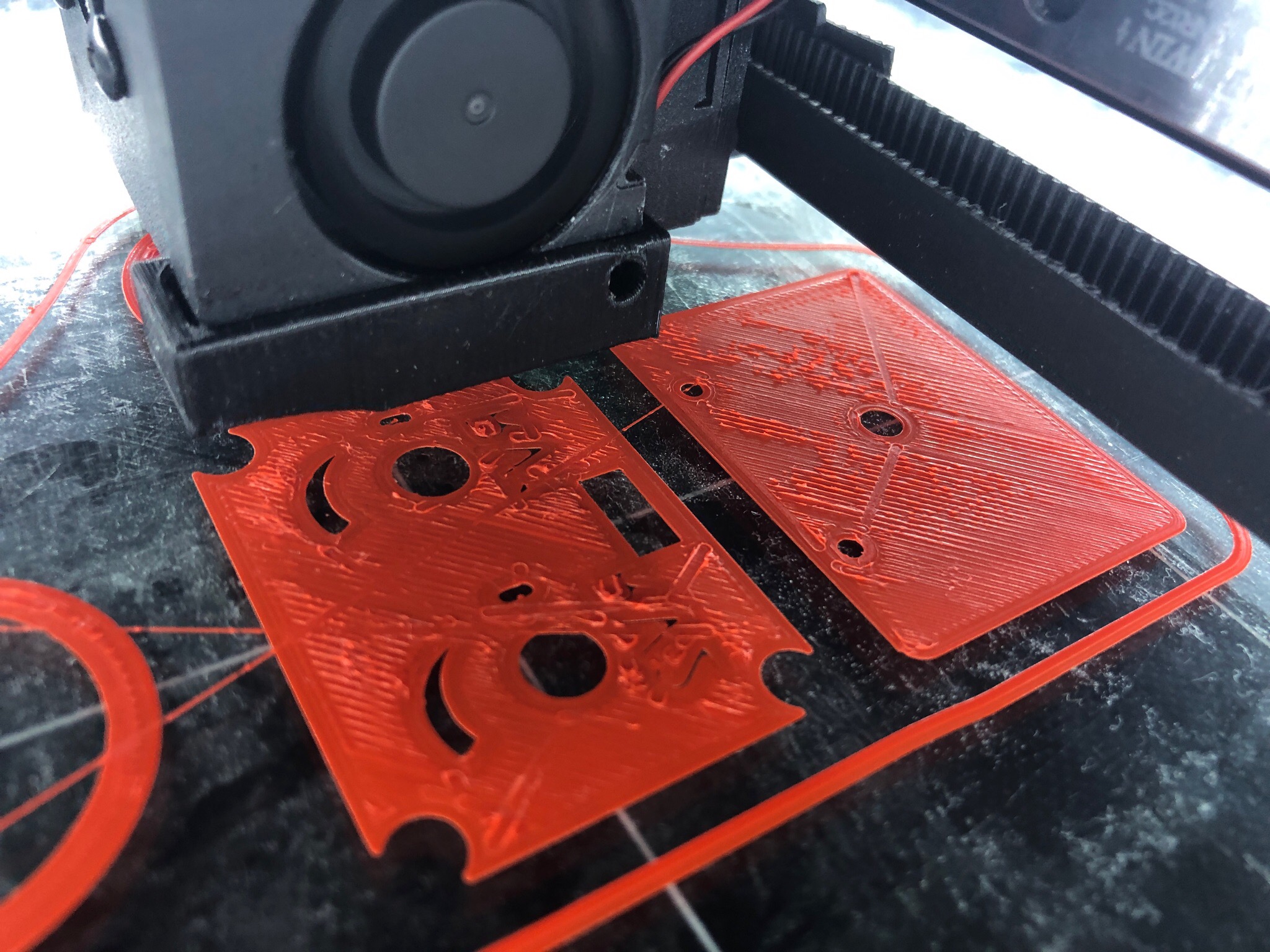 В работах участвуют порядка 20 человек, задействованы 12 единиц техники. Всего на проезжей части по ул. Мачтозаводской будет уложено более 6 500 тонн асфальтобетона.
В работах участвуют порядка 20 человек, задействованы 12 единиц техники. Всего на проезжей части по ул. Мачтозаводской будет уложено более 6 500 тонн асфальтобетона.Улица Мачтозаводская является одной из важных дорог Красноармейского района. Она обеспечивает проезд к поселку Керамического завода и является дублирующим выездом к федеральной трассе Р-22. Мачтозаводская имеет несколько перекрестков и соединяется с проспектом 40 лет ВЛКСМ, а также улицами Брестской, Олимпийской, 2-я Динамовской, Панферова и др., также она обеспечивает доступ к стадиону «Темп», где в текущем году завершится строительство современного спортивного комплекса, больнице №16 и ряду детских образовательных учреждений. Также на текущий год в Красноармейском районе запланированы восстановительные работы на проезжей части улиц им. Бахтурова, им. Городовикова, Героев Малой Земли, 2-ой караванной, Пятиморской, бульвара им. Энгельса, и дороги на поселок Татьянка. Общая площадь обновляемых участков превышает 96 тысяч квадратных метров.
Всего до конца года в областном центре предстоит восстановить и построить свыше 40 дорог площадью около 400 тысяч квадратных метров. В настоящее время реконструкция уличной сети ведется одновременно в семи районах. Работы на некоторых объектах начались уже в феврале текущего года сразу после установления благоприятных погодных условий. Электронные аукционы были проведены в конце прошлого года, что дало возможность подрядным компаниям заранее привести в порядок технику и закупить необходимые материалы.
Восстановление транспортной инфраструктуры в регионе является приоритетным направлением с 2014 года. За это время в областном центре реконструировано и построено свыше 250 километров автодорог. Волгоград стал одним из первых городов, где в 2017 году было начато по масштабное обновление в рамках федерального проекта «Безопасные и качественные дороги», который к 2019 году преобразован в национальный проект, включающий более 80 агломераций по всей России.
Как выглядит успешный первый слой? — Поддержка Ultimaker
Последнее обновление
При первом включении Ultimaker необходимо откалибровать рабочую пластину, чтобы получить хорошую адгезию и улучшить качество печати.Если расстояние между соплом и рабочей пластиной слишком велико, отпечаток не будет правильно прилипать к стеклянной пластине. С другой стороны, если сопло расположено слишком близко к рабочей пластине, это может помешать выдавливанию нити из сопла.
Успешный первый слой
При 3D-печати очень важно, чтобы первый слой хорошо прижимался к стеклянной пластине с ровными линиями волокон и между ними не было зазоров. Посмотрите изображения ниже, чтобы увидеть несколько примеров успешного первого слоя и двух неудачных.
Успешный первый слой
Строительная пластина слишком плотно прилегает к соплу
Строительная пластина слишком далеко от сопла
Как выровнять рабочую пластину
Чтобы получить правильное расстояние между рабочим столом и соплом, необходимо выровнять рабочий стол. Чтобы узнать, как это сделать, используйте руководство, относящееся к вашему 3D-принтеру:
Тест печати для проверки первого слоя и калибровки
Чтобы проверить, насколько хорошо откалибрована рабочая пластина Ultimaker, доступны несколько калибровочных отпечатков.Мы также поместили один на SD-карту вашего Ultimaker (кроме Ultimaker 3): MiniCalTest. Когда вы начинаете эту печать, сначала печатается юбка, которая покрывает всю рабочую пластину, прежде чем печатать модель. Таким образом, вы можете легко проверить калибровку в нескольких точках рабочей пластины и при необходимости отрегулировать высоту рабочей пластины.
Когда вы начинаете эту печать, сначала печатается юбка, которая покрывает всю рабочую пластину, прежде чем печатать модель. Таким образом, вы можете легко проверить калибровку в нескольких точках рабочей пластины и при необходимости отрегулировать высоту рабочей пластины.
Калибровочный тест
Покажите свою поддержку — Первый уровень
Для запуска канала Youtube, ориентированного на качество, требуется время, место и оборудование.Я провожу много времени, исследуя и занимаюсь чем-то, связанным с 3D-печатью, потому что мне это нравится. Мне также нравится создавать для вас полезный контент. Я вложил значительные средства в технологию 3D-печати, аудио- и видеооборудование, чтобы продолжать предоставлять вам самую лучшую информацию, чтобы вам не пришлось совершать ошибки, которые совершил я. Это больше, чем просто хобби, это моя страсть, и я люблю узнавать что-то новое, связанное с этим хобби.
Если вы хотите выразить свою признательность за то, что я создаю, вот что вы можете сделать.Большинство из них совершенно бесплатны для вас!
Посмотреть мои видео
Мой канал YouTube совершенно бесплатный, чтобы вы могли смотреть его и учиться на нем. Чем больше просмотров на канале, тем выше доход от рекламы. Я использую этот доход, чтобы приобрести оборудование и материалы, чтобы иметь возможность продолжать создавать контент.
Мне нравится, подписывайтесь, делитесь и присоединяйтесь к моей группе
Все это помогает мне создавать образовательный и развлекательный контент для канала. Такая простая вещь, как подписка, чтобы не пропустить видео.Поставив лайк и поделившись видео, в котором вы нашли ценность, мы будем расти и двигаться вперед в этом постоянно меняющемся мире производства и изготовления настольных компьютеров.
Есть много способов быть в курсе того, чем я занимаюсь:
YouTube: первый уровень
Facebook: группа «Первый уровень»
Instagram: первый слой
Прямая поддержка
Хотя я не хочу просить у вас с трудом заработанных денег, однако, если вы чувствуете, что получаете выгоду от моих усилий и хотели бы помочь нам в создании контента, у меня есть несколько вариантов для вас.
Patreon для тех, кто хотел бы помочь с ежемесячным взносом @ https://www.patreon.com/TheFirstLayer
Teespring — это место, где вы можете найти мои товары, такие как футболки и толстовки. Первый слой
Или вы можете просто кофе у меня @ https://www.buymeacoffee.com/TheFirstLayer
Ура и спасибо за вашу постоянную поддержку.
Ричард Кливленд
3D-печать — идеальный первый слой — 3DMaker Engineering
Самый важный шаг в 3D-печати — отличный первый слой.Когда я читаю форумы, я вижу много сообщений о различных проблемах, с которыми сталкиваются люди, от проблем с адгезией до деформации. Я полагаю, что 90% проблем с 3D-печатью могут быть связаны с неправильным первым слоем. Для 3D-печати жизненно важно, , чтобы ваш первый слой был идеальным … или близким к нему. Если вы не поймете эту часть правильно, ваша печать обречена на провал.
Есть несколько шагов, чтобы получить отличный первый слой, но если вы разделите их на последовательные шаги, этого будет очень легко достичь.Мы пройдемся по каждому из этих шагов, чтобы получить отпечаток на правой ноге:
- Выравнивание слоя
- Температура хотенда
- Температура слоя
- Скорость первого слоя
- Высота первого слоя
- Скорость вентилятора
- Калибровка Z-смещения
В конце этого руководства вы почувствуете себя уверенно, зная, что ваш первый слой уложится идеально, что обеспечит успешную печать.
Прежде всего убедитесь, что у вас ровная грядка. Некоторые машины поставляются со встроенным мастером уровня станины. Это автоматически перемещает насадку к четырем углам и центру кровати. Обычно между движениями ось Z поднимается, чтобы вы не поцарапали кровать. Это облегчает жизнь, но это не совсем необходимо. Вы также можете бесплатно загрузить Bed Level Wizard в разделе загрузок, который можно настроить для вашего конкретного принтера. Шаги будут одинаковыми независимо от того, какой метод вы выберете.
Шаги будут одинаковыми независимо от того, какой метод вы выберете.
- Перед выполнением любого выравнивания установите на печатной платформе нормальную рабочую температуру. Тепло может изменить уровень, поэтому выполнение этого в холодной постели может дать плохие результаты. Пока ваша кровать нагревается, убедитесь, что на кончике сопла нет нитей. Вся нить должна быть удалена с наконечника перед выравниванием.
- После того, как платформа нагреется и сопло станет чистым, начните процесс выравнивания, запустив g-код, который вы создали с помощью нашего мастера уровня кровати или с помощью встроенных принтеров волшебник, если он есть.
- Независимо от того, какой метод вы выберете, сопло должно «разместить все», а затем перейти к одному из углов станины и опускаться ближе к строительной поверхности. Как только сопло перестанет двигаться, вставьте лист бумаги между соплом и платформой. Если вы не можете поместить между ними бумагу, возможно, вам придется затянуть ручки регулировки кровати, чтобы опустить кровать до нужного размера.
- Подвигайте бумагу внутрь и наружу, одновременно ослабляя ручки регулировки станины, пока бумага не начнет зажиматься между соплом и рабочей поверхностью.
- Сделайте это для каждого угла, а затем убедитесь, что центр примерно такой же.
- Повторите этот процесс еще раз, пока все четыре угла не будут иметь одинаковое сопротивление, когда бумага помещается между соплом и платформой. Вы обнаружите, что каждую из четырех регуляторов уровня кровати нужно будет немного отрегулировать во время второго раунда. Обычно это занимает минимум два раза, чтобы получить хороший уровень. Примечание: Если четыре угла выровнены, а центр слишком низок, возможно, вам придется подложить кусок ленты под центр рабочей поверхности, чтобы компенсировать неровную поверхность.Если посередине он слишком высок, вы можете попробовать перевернуть строительную поверхность (например, стекло) и использовать метод ленты.

Температура, при которой вы печатаете, влияет как на адгезию слоя (прочность детали), так и на адгезию первого слоя к рабочей поверхности. 3D-нить может выдавливаться из сопла при гораздо более низкой температуре, чем рекомендовано производителем. Проблема в том, что он будет выдавливаться «сухим», а не «расплавленным». Вы хотите, чтобы филамент, особенно на первом слое, расплавился и сплавился с поверхностью сборки.Например, если PLA, который вы используете, рекомендует 190–220, я рекомендую стараться оставаться на уровне 210–215 для первого слоя, а затем при необходимости снизить до 205 для остальной части отпечатка. Это обеспечит сцепление нити с рабочей пластиной, но на более поздних слоях она по-прежнему будет хорошо работать с выступами и перемычками. Как уже упоминалось, PLA, вероятно, все равно будет хорошо выдавливаться при 190, но адгезия вашего слоя будет ухудшаться при таких низких температурах. Помните, что вы хотите, чтобы слои вашего отпечатка слились в единое целое.
В этом случае я обычно следую рекомендациям производителей нити. Если они говорят, что нагревательная рабочая пластина не обязательна, я все равно включаю свою подогреваемую кровать, потому что это позволяет детали отрываться самостоятельно после того, как она остынет, когда печать будет завершена. Это лучше, чем случайно повредить отпечаток, пытаясь оторвать его от рабочей поверхности. Следует остерегаться перегрева кровати. Это имеет тенденцию смягчать нижние слои, вызывая их провисание, что приводит к появлению «слоновьей ноги».
Это тема, по которой многие любители не согласятся со мной.Я печатаю каждый материал каждый раз со скоростью 15 мм / с для первого слоя . Это очень медленно, но вы должны убедиться, что ваша нить успевает полностью расплавиться в хотэнде, прежде чем ее экструдировать. Это позволяет избежать «высыхания выдавливания», которое может ухудшить адгезию начального слоя. Конечно, я знаю, что с некоторыми материалами я мог бы справиться с удвоенной скоростью, но при 15 мм / с я точно знаю, что мне не придется перезапускать печать с неудачного первого слоя. Когда вы думаете о том, сколько слоев вы печатаете, замедление всего на один меняет время печати на незначительную величину, так зачем торопиться? Вы можете протолкнуть следующие слои сколько угодно, но не торопитесь с первым слоем.
Когда вы думаете о том, сколько слоев вы печатаете, замедление всего на один меняет время печати на незначительную величину, так зачем торопиться? Вы можете протолкнуть следующие слои сколько угодно, но не торопитесь с первым слоем.
90% высоты первого слоя? Неа. Независимо от того, с какой высотой слоя я печатаю, я обычно придерживаюсь начальной высоты слоя 0,24 мм для сопла 0,4 мм. Исключение составляет ПЭТГ, который имеет тенденцию накапливаться вокруг сопла во время первого слоя. Для PETG мне нравится высота первого слоя 0,28 мм, которая, кажется, помогает решить проблему нароста, которой известен PETG. Многие пользователи клянутся, что вам нужно «сжать» свой первый слой высотой менее 0,20 мм. Обычно это делается для того, чтобы скрыть другую проблему, например, неверную скорость или температуру.Более толстый слой будет удерживать больше тепла и позволит ему лучше прилипать к поверхности перед остыванием. Кроме того, сверхтонкий первый слой, скорее всего, вызовет множество проблем, если рабочая пластина вашего принтера не идеально плоская или если оси X и Y работают неправильно.
Независимо от типа нити, вы всегда должны оставлять вентилятор выключенным во время первых двух слоев. Опять же, вы хотите, чтобы нить оставалась расплавленной как можно дольше, чтобы она могла сплавиться с рабочей пластиной, чтобы уменьшить вероятность того, что деталь откроется во время печати.Для нити, которая рекомендует использовать вентилятор, мне нравится использовать профиль ниже:
Слой 1: 0%
Слой 2: 0%
Слой 3: 50%
Слой 4: 75%
Layer 5+: 100%
Раньше я думал, что выравнивание моей кровати — это то же самое, что установка моего Z-смещения. В течение многих лет я предполагал, что, выравнивая уровень, я в то же время проверял правильность моего Z0. Для того, чтобы сделать следующий шаг, необходим набор цифровых штангенциркулей.Вы можете получить хороший комплект на Amazon за недорого. Если вы занимаетесь этим хобби надолго, это действительно бесценный инструмент. Я использую свой каждый день и рекомендую приобрести его всем, у кого есть принтер. Я лично использую цифровые штангенциркули Neiko 0-6 дюймов и примерно за 20 долларов вы не можете и мечтать лучшего.
Если вы занимаетесь этим хобби надолго, это действительно бесценный инструмент. Я использую свой каждый день и рекомендую приобрести его всем, у кого есть принтер. Я лично использую цифровые штангенциркули Neiko 0-6 дюймов и примерно за 20 долларов вы не можете и мечтать лучшего.
После загрузки загрузите файл First Layer Test STL из раздела загрузок в ваш слайсер, чтобы создать g-код для этого шага. Убедитесь, что высота вашего первого слоя равна 0.24 мм перед нарезкой. Если ваш слайсер показывает более одного слоя в предварительном просмотре, значит, у вас что-то установлено неправильно. Этот отпечаток должен занять всего несколько минут, что делает его идеальным для выполнения нескольких итераций, если это необходимо. Когда печать будет завершена, аккуратно снимите ее с рабочей пластины и с помощью цифровых штангенциркулей измерьте высоту слоя в нескольких местах. В идеале вы должны быть близки к 0,24 мм во всех местах, но если нет, вам нужно отрегулировать Z-смещение. Например, если вы измеряете 0,20 мм, вам нужно увеличить смещение по оси Z на 0.04мм.
Повторяйте этот процесс, пока не получите значение, близкое к установленной вами высоте первого слоя 0,24 мм. Если вы обнаружите, что ваши показания сильно различаются в зависимости от того, где вы измеряете круг, возможно, вам придется заново выровнять кровать.
Теперь, когда вы настроили свой первый слой, вы обнаружите, что у вас очень редко бывает неудачная печать. Как бы ни было заманчиво просто перейти к отпечатку, неплохо было бы просмотреть эти элементы перед первым отпечатком. После многих часов печати вы также можете обнаружить, что вам нужно пересмотреть некоторые из этих настроек.Вещи могут потерять калибровку из-за тепла, вибрации и силы, необходимой для удаления больших отпечатков. Обычно довольно легко узнать, когда пора снова вносить коррективы. Вы можете ссылаться на изображение ниже, чтобы определить, когда требуется работа первого уровня ваших принтеров:
Изображение: Питер Соломан, Wham Bam Systems
Используйте стрелки влево / вправо для навигации по слайд-шоу или проведите пальцем влево / вправо при использовании мобильного устройства
Улучшение первого слоя
Для нашей модели мы используем 35% для скорости первого уровня. В общем, вы хотите, чтобы скорость вашего первого слоя была уменьшена, обычно на 30-50%, чтобы дать филаменту дополнительное время для контакта со слоем и прилипания.
В общем, вы хотите, чтобы скорость вашего первого слоя была уменьшена, обычно на 30-50%, чтобы дать филаменту дополнительное время для контакта со слоем и прилипания.
Высота первого слоя определяет толщину первого слоя, печатаемого на платформе. Например, если вы использовали высоту слоя 0,1 мм, вы можете установить высоту первого слоя на 200%, чтобы первый слой печатался с двойной толщиной 0,2 мм. Программа автоматически выдавит вдвое больше пластика, чтобы учесть более толстый первый слой.Увеличенная толщина первого слоя может помочь поглотить небольшие дефекты рабочей пластины и обеспечить большую площадь контакта с поверхностью, что приведет к лучшей адгезии первого слоя.
Еще одна особенность — это возможность изменять ширину первого слоя. Увеличивая ширину первого слоя, многие пользователи обнаруживают, что их первый слой распечатывается намного более гладко и легче прилипает к кровати. Принтеры с соплами меньшего размера могут выиграть от этого изменения. Мы рекомендуем придерживаться значений от 100 до 200%.
После того, как вы установили соответствующую высоту, ширину и скорость первого слоя, вы можете обнаружить, что первый слой имеет правильный размер, но он печатается слишком близко или слишком далеко от кровати. Чтобы настроить размещение первого слоя, вы можете настроить глобальное смещение оси Z на вкладке G-Code. Отрицательные значения приблизят сопло к слою, а положительные значения отодвигают насадку от слоя. Если вы предпочитаете, чтобы первый слой был сплющен, хорошим началом будет значение -0,05 мм.При высоте слоя 0,2 мм это даст около 25% сжатия. Другой способ думать об этом заключается в том, что 100% вашей экструзии будет помещено в пространство, составляющее 75% от высоты слоя.
Для тестовой печати мы установили высоту первого слоя на 100%. Внесите любые дополнительные изменения в настройки первого слоя или глобальные смещения Z-кода G, затем нажмите «ОК», чтобы сохранить изменения. Наконец, нажмите «Подготовить к печати», чтобы открыть анимированный предварительный просмотр процесса сборки.
Slic3r — Важный первый уровень
Перед тем, как приступить к созданию первого отпечатка, стоит сделать небольшой экскурс и поговорить о важности получения правильного первого слоя.Как многие выяснили методом проб и ошибок, если первый слой не самый лучший, это может привести к полному отказу, отслоению деталей и деформации. Есть несколько приемов и рекомендаций, которым следует следовать, чтобы свести к минимуму вероятность этого.
Ровная кровать.
Наличие ровной станины имеет решающее значение. Если расстояние между наконечником форсунки и слоем отклоняется даже на небольшую величину, это может привести к тому, что либо материал не будет лежать на кровати (потому что форсунка находится слишком близко и вместо этого царапает слой), либо материал будет лежать слишком высоко от кровать и не придерживаясь правильно.
Более высокая температура.
Горячую часть экструдера и станину, если они нагреваются, можно сделать более горячими для первого слоя, тем самым уменьшая вязкость печатаемого материала. Как правило, рекомендуется дополнительное значение 5 °.
Более низкие скорости.
Замедление экструдера для первого слоя снижает силы, прикладываемые к расплавленному материалу по мере его выхода, уменьшая вероятность того, что он будет слишком сильно растянут и неправильно прилипнет. Рекомендуется 30% или 50% нормальной скорости.
Правильно откалиброванные скорости экструзии.
Если уложено слишком много материала, сопло может протащить его на втором проходе, что приведет к его отрыву от слоя (особенно, если материал остыл). Слишком мало материала может привести к тому, что первый слой позже откроется на отпечатке, что приведет либо к отслоившимся объектам, либо к деформации. По этим причинам важно иметь хорошо откалиброванную скорость экструзии, как рекомендовано в § [калибровка]).
Высота первого слоя.
Более толстый слой обеспечивает больший поток и, как следствие, больше тепла, заставляя экструзию лучше прилипать к слою. Это также дает больше толерантности к ровности кровати. Рекомендуется увеличить высоту первого слоя до диаметра сопла, например. высота первого слоя 0,35 мм для сопла 0,35 мм. Примечание. Высота первого слоя устанавливается автоматически в простом режиме.
Это также дает больше толерантности к ровности кровати. Рекомендуется увеличить высоту первого слоя до диаметра сопла, например. высота первого слоя 0,35 мм для сопла 0,35 мм. Примечание. Высота первого слоя устанавливается автоматически в простом режиме.
Увеличенная ширина экструзии.
Чем больше материала соприкасается со слоем, тем лучше объект будет прилипать к нему, и этого можно достичь, увеличивая ширину экструзии первого слоя на определенный процент или фиксированную величину.Любые промежутки между профилями корректируются соответствующим образом.
Обычно рекомендуется значение около 200%, но учтите, что значение рассчитывается исходя из высоты слоя, поэтому значение следует устанавливать только в том случае, если высота слоя является максимально возможной. Например, если высота слоя составляет 0,1 мм, а ширина выдавливания установлена на 200%, то фактическая ширина выдавливания будет всего 0,2 мм, что меньше, чем у сопла. Это вызовет плохой поток и приведет к неудачной печати. Поэтому настоятельно рекомендуется комбинировать технику высокой высоты первого слоя, рекомендованную выше, с этой.Установка высоты первого слоя на 0,35 мм и ширины первого выдавливания на 200% приведет к хорошей экструзии жира шириной 0,65 мм.
Материал постельного белья.
Существует множество вариантов материала для станины, и подготовка правильной поверхности может значительно улучшить адгезию первого слоя.
PLA более щадящий и хорошо работает с ПЭТ, каптоном или синей малярной лентой.
ABS обычно требует дополнительных усилий, и, хотя он может хорошо печатать на ПЭТ и каптоне, есть сообщения о том, что люди добиваются успеха, нанося лак для волос на кровать перед печатью.Другие сообщают, что нанесенная тонким слоем суспензия АБС (полученная путем растворения некоторого количества АБС в ацетоне) также может помочь сохранить прикрепленный отпечаток.
Без охлаждения.
Имеет прямое отношение к вышесказанному, нет смысла повышать температуру первого слоя и при этом иметь работающий вентилятор или другой охлаждающий механизм. Обычно рекомендуется не выключать вентилятор для первых нескольких слоев.
Советы по 3D-печати: основные факторы для идеальной 3D-печати первого слоя
3D-печать полна сюрпризов.Вы не можете рассчитывать на то, что всегда будете в курсе. Могут возникнуть нюансы проблем, которые могут возникнуть в перерывах между созданием гравюры, с которой трудно справиться.
Одна из распространенных ошибок, которая часто приводит к ошибкам при печати, — это неправильная печать первого слоя. И во многих случаях пользователи осознают проблему, когда печать наполовину готова.
Иногда бывает и позже. Однако, если вы осторожно печатаете первый слой на 3D-принтере, стараясь сохранить все настройки как можно более подходящими, вы можете в значительной степени свести к минимуму эти сюрпризы.Первый слой — это основа всей модели. Одна ошибка может причинить вам большой вред.
Подумайте о плохой адгезии первого слоя. Просто не нанеся достаточное количество клея на платформу для печати, вы подвергаете весь отпечаток смещению и ошибкам.
Он может даже упасть между ними, уничтожив все усилия, время и материал. Итак, не разумно ли сохранять бдительность и включать все советы, которые могут помочь сохранить первый слой на месте и в целости и сохранности?
Сводя к минимуму проблемы с первым слоем 3D-печати, вы можете добиться отличных результатов, менее подверженных неожиданным сбоям.
Либо это первый слой 3D-печати, который не прилипает к кровати, либо настройки высоты первого слоя 3D-печати, просмотр всех мелких деталей поможет спасти вашу модель от порчи.
3D-печать первого слоя с должной осторожностью
Теперь, когда мы обсудили важность печати первого слоя, почему бы не узнать о различных этапах, на которых вы должны смотреть немного внимательнее.
Это позволит сохранить ваш первый слой как можно более совершенным. Следовательно, это дает вам больше шансов на успех вашей общей 3D-модели.
Следовательно, это дает вам больше шансов на успех вашей общей 3D-модели.
Убедитесь, что сопло чистое
Кредит: all3dp.comНе говоря уже о чистоте форсунки. Любое препятствие на пути отложения нити может превратить ваш первый слой в катастрофу. Засорение экструдера может привести к нежелательным результатам.
Причины прекращения засорения форсунки разные. Посторонний предмет, такой как охлажденный материал, оставшийся от последней печати, может заблокировать пути нити накала при следующей печати.
Так как же уберечь отпечаток от этого постороннего материала? 3D печать первого слоя с юбкой. Вы можете изменить настройки через программное обеспечение слайсера. Установив юбку в слайсер, вы позволите соплу напечатать круг перед тем, как приступить к печати первого слоя.
В случае, если юбка выходит чистой, вам не нужно беспокоиться о засорении материала. Если верно обратное, вы должны разобрать экструдер и очистить его изнутри после разборки.
Процесс будет зависеть от марки 3D-принтера.Таким образом, вы должны получить доступ к руководствам на веб-сайте вашей конкретной модели принтера. И узнайте, как выполнить эту задачу с осторожностью.
назад в меню ↑Первый слой 3D-печати с постоянным нанесением волокон
Вы должны убедиться, что нить выходит из экструдера с самого начала 3D-печати. Это поможет непоследовательному нанесению первого слоя 3D-печати.
Бывают случаи, когда из-за нехватки материала в первом слое остается брешь. Вероятность выше в начале 3D-печати.
Это произошло по двум основным причинам. Либо экструдер предварительно нагревается до начала печати, либо экструдер не охладился должным образом после предыдущей печати.
В таких случаях нить остается в жидкой форме внутри сопла в течение раннего периода. Следовательно, уступая место просачиванию. Утечка пластика могла произойти еще до печати первого слоя.
Проблема серьезная, и ее необходимо решать со всеми имеющимися у вас механизмами. Нить может выйти не вовремя и должным образом.Осаждение начнется только после того, как свежий материал нагреется и станет жидким. оставляя зазоры в первом слое.
Нить может выйти не вовремя и должным образом.Осаждение начнется только после того, как свежий материал нагреется и станет жидким. оставляя зазоры в первом слое.
Чтобы этого не произошло, убедитесь, что сопло остается заполненным волокном, как только начинается печать первого слоя.
Чтобы решить эту проблему, вы можете снова установить Skirt в программе слайсера . Вы можете заранее найти возможную проблему, бережно относясь к вашей реальной модели.
Есть и другие способы сделать это. Используя панель управления 3D-принтера, вы также можете управлять подачей сопла.
Если ваш 3D-принтер оснащен свободно перемещаемым устройством подачи, вы можете вставить нить вручную, соблюдая необходимые меры предосторожности, чтобы не повредить принтер навсегда.
Проблема недостаточного выдавливания может также возникнуть из-за других проблем. Например, неправильное выравнивание печатной платформы. Мы обсудим проблему в следующем указателе.
назад в меню ↑Убедитесь, что платформа 3D-принтера правильно выровнена
Выравнивание печатной платформы — огромная проблема для новичков.И начинающим всегда сложно попасть в точку с первого раза.
Плохая новость в том, что неправильное выравнивание может привести к множеству проблем. Итак, почему бы не узнать о тактике правильной установки кровати как можно раньше.
Например, если ваша платформа для печати слишком выровнена с одной стороны, сопло экструдера будет оставаться слишком близко к другой стороне. В конечном итоге это может привести к засорению форсунок.
Это либо отложит слишком мало материала, либо вы его не увидите.Хотя ваше сопло будет слишком близко к одному концу, оно станет слишком далеко от другого конца.
Кроме того, это также может привести к плохой адгезии. Поскольку вы должны знать, что правильное приклеивание первого слоя — это то, что вы не должны пропустить, ваше выравнивание имеет большое значение.
Если ваш принтер оснащен регулируемой печатной платформой, вы можете время от времени проверять выравнивание, чтобы избежать сбоев в дальнейшем.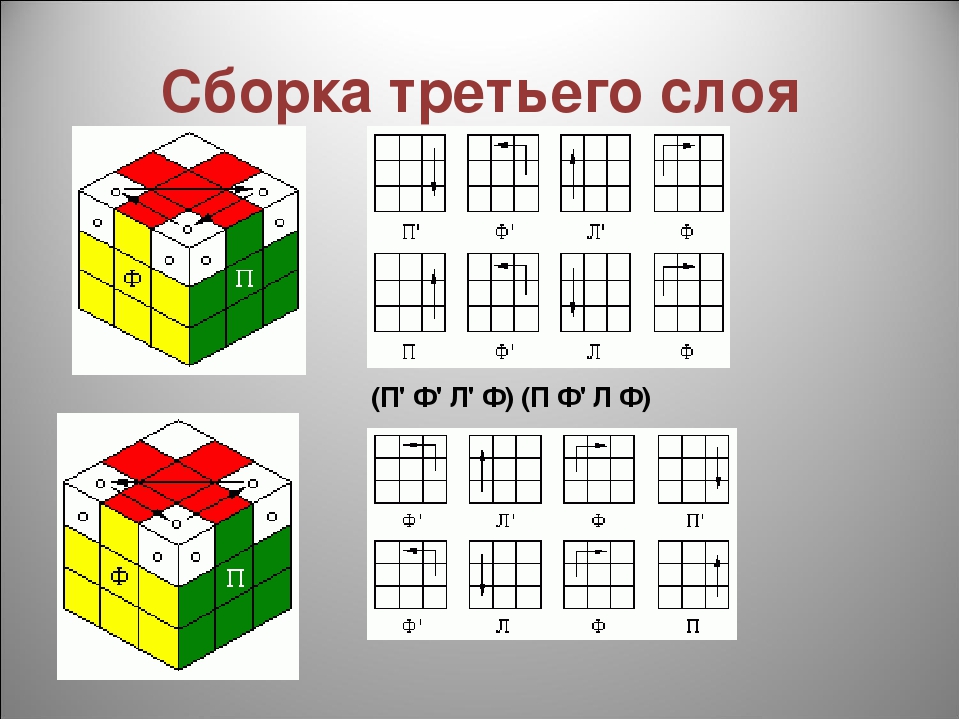 Вначале это может потребовать дополнительных усилий, но впоследствии избавит вас от многих неприятностей.
Вначале это может потребовать дополнительных усилий, но впоследствии избавит вас от многих неприятностей.
Каждый 3D-принтер имеет свою процедуру выравнивания станины. Вы должны правильно следовать этим инструкциям, как указано в функции выравнивания. Это поможет вам постоянно держать платформу вашего 3D-принтера выровненной.
ОБЪЯВЛЕНИЕ
назад в меню ↑Очистите платформу для печати перед началом следующей печати
Предоставлено: Томас Санладерер.Знаете ли вы, что частицы пыли, лежащие на поверхности сборки, могут разрушить ваш первый слой, нарушив его адгезию?
Следовательно, вы должны предпринять необходимые шаги, чтобы ваша рабочая поверхность была чистой и свободной от пыли и других веществ.Чтобы очистить пластину, вы можете использовать чистую воду или даже сухую ткань.
На всякий случай не забудьте проверить прилагаемое руководство по чистке платформы вашего принтера. Особенно, если вы планируете использовать спирт или другие сильнодействующие химические вещества для очистки печатной платформы.
Иногда очистка станины может также увеличить проблемы, связанные с неправильной адгезией первого слоя. В таких случаях может оказаться большим подспорьем использование покрытий.
Такие вещи, как скотч, временный спрей и даже клей могут помочь.При использовании спрея не забывайте держать другие части принтера на безопасном расстоянии, чтобы избежать загрязнения в неправильных местах. В противном случае вы можете повредить весь свой 3D-принтер.
назад в меню ↑Установите правильное расстояние от сопла до печатной платформы
Предоставлено: Prusa Research.Мы еще не приехали. Вы должны позаботиться о некоторых других вещах, прежде чем начать 3D-печать первого слоя. Чтобы прочный первый слой держался до завершения печати, вы должны измерить правильное расстояние между соплом и печатной платформой.
В этом случае может быть два сценария. Если печатная платформа находится слишком далеко от сопла, должной адгезии не произойдет.
Первый слой остается слабо прикрепленным к печатной платформе, что может вызвать смещение или даже сбой печати. При меньшем расстоянии между соплом и платформой для печати достаточный поток нити станет проблемой.
Сопло может казаться заблокированным, даже если это не так. После того, как платформа для печати отодвинется после завершения нескольких слоев, филамент начнет оседать, что сделает вашу 3D-модель бесполезной.
Перед началом печати необходимо время от времени проверять расстояние между соплом и платформой для печати. Нет необходимости повторять этот шаг каждый раз, когда вы беретесь за новый 3D-принтер. Но, в основном, когда вы собираетесь напечатать модель побольше.
Чтобы установить расстояние, вы можете использовать автоматические функции, доступные на некоторых 3D-принтерах. Если ваш принтер не оборудован автоматическим выравниванием расстояния между соплами и станиной, вы можете использовать лист бумаги, чтобы выполнить настройки вручную.
Просто поместите бумагу между основанием принтера и соплом и отрегулируйте расстояние между ними так, чтобы бумага могла выходить без царапин. Однако бумага не всегда бывает одинаковой толщины. Итак, позаботьтесь о том, какой из них вы используете.
назад в меню ↑Что еще можно сделать?
Как уже упоминалось, бумага не может быть правильным выбором всегда, вы должны держать под рукой измерительный инструмент. Это не только обеспечивает точные результаты, но и позволяет избежать ошибок и неудачных отпечатков.Вы можете использовать щуп.
назад в меню ↑Проверьте скорость первого слоя 3D-печати
Предоставлено: Томас Санладерер.Обычно вы должны установить скорость первого слоя ниже по сравнению со скоростью печати остального слоя.
Это сделано для того, чтобы первый слой успел прилипнуть к рабочей пластине. Если вы пропустите эту часть из-за включения в рецепт 3D-печати, ваш первый слой может не приклеиться должным образом к поверхности печати, что вызовет достаточно проблем для оставшейся печати.
В случае, если вы хотите, чтобы скорость была постоянной для всех слоев, вы должны поддерживать скорость, благоприятную для склеивания первого слоя. Однако это может увеличить время завершения печати. Но это было бы намного лучше, чем неудачная печать.
Итак, убедитесь, что вы используете наилучшую настройку, которая поможет вам сохранить неповрежденный первый слой и осесть на рабочую пластину для остальных слоев печати.
Это определенно поможет вам избежать более серьезных проблем. Используя слайсер, вы можете снизить скорость первого слоя до нескольких процентов.Быстрый способ добиться желаемых результатов, не правда ли?
назад в меню ↑Как напечатать объекты с меньшей площадью первого слоя?
Принято считать, что чем меньше площадь прикосновения к рабочему пространству, тем труднее закрепить его на месте.
И, как вы знаете, от первого уровня зависит стабильность всей модели. Следовательно, должен быть способ улучшить адгезию первого слоя 3D-печати при печати 3D-моделей меньшего размера.
Итак, как нам это сделать? Просто и понятно, есть два варианта: край и плот.Края похожи на бусинки, которые вы моделируете вокруг фактического слоя, чтобы предоставить ему больше места для приклеивания. Он выглядит как шляпа и эффективно работает для достижения цели.
А плот подобен тарелке. Другими словами, напечатайте на 3D-принтере пластину или платформу под первым слоем.
Это может значительно улучшить адгезию первого слоя. Это может выглядеть не очень привлекательно, но поможет успешно завершить печать, а это самое главное.
назад в меню ↑Заключение
Никто не может гарантировать вам полный успех, если вы на самом деле не напечатаете модель на 3D-принтере без каких-либо изъянов, практически.
При выполнении проектов 3D-печати может возникнуть ряд проблем. Но мы всегда можем принять несколько дополнительных мер, чтобы избежать ожидаемых неприятностей.
При печати первого слоя мы часто делаем глупые ошибки с настройками. Который, если с ним обращаться с умом, спасет нас от неудачных отпечатков позже. Вы тоже можете это сделать.
Который, если с ним обращаться с умом, спасет нас от неудачных отпечатков позже. Вы тоже можете это сделать.
Следуйте правилу большого пальца. Держите свои настройки точными и точными. Ищите правильных потенциальных клиентов, чтобы выяснить любые проблемы, которые могут показаться слишком очевидными.
Если вы позаботитесь обо всех этих указателях, возможно, вам никогда не придется сталкиваться с проблемами, которые часто связаны с первым слоем 3D-печати.
Назад
[год] Лучший 3D-принтер SLS — полное руководство покупателя
Далее
Список лучших планов уроков и руководств по 3D-печати
Редакция
Будьте в курсе последних событий в области 3D-печати и узнавайте первыми, когда на рынке появляется потрясающий продукт.
Печать идеальных первых слоев — Ultimaker Cura
Если вы используете правильно настроенный 3D-принтер Ultimaker S5, у вас не должно возникнуть проблем с печатью первого слоя. Пока на Cura есть профили печати, что, скорее всего, так и будет, с правильно настроенным 3D-принтером вы сможете добиться отличных результатов первого слоя даже при использовании материала 3 rd для вечеринок. Результаты первого слоя имеют решающее значение для успеха 3D-печатного компонента, и иногда однослойная печать — это все, что нужно. Вы можете многое сделать с однослойной печатью, и пример этого — сложные взаимосвязанные модели ламп, показанные ниже. В этом случае настройки Cura можно изменить, чтобы получить наилучшую возможную однослойную модель.
Результаты первого слоя имеют решающее значение для успеха 3D-печатного компонента, и иногда однослойная печать — это все, что нужно. Вы можете многое сделать с однослойной печатью, и пример этого — сложные взаимосвязанные модели ламп, показанные ниже. В этом случае настройки Cura можно изменить, чтобы получить наилучшую возможную однослойную модель.
Признаком успеха первых слоев является модель с блестящей и плоской нижней поверхностью. Кроме того, успех — это модель, которая является жесткой и правильной по размерам без каких-либо лишних или необычно расположенных линий сборки.Теперь, если начальный слой не будет жестко настроен на платформу сборки, он закончится неудачной печатью, а лучшим результатом будет деформированный деформированный продукт, и поэтому так важно совершенствовать напечатанный первый слой. Быстрые ссылки на содержание этого руководства находятся ниже.
Если нижний слой вашего отпечатка вызывает большие проблемы, очень вероятно, что ваша платформа сборки выровнена неправильно. Ultimaker 3D Printer Build Platform Calibration — отличное руководство для 3D-принтеров Ultimaker по успешному выравниванию платформы сборки.Еще одно отличное руководство, в которое можно погрузиться, если ваши модели не могут правильно закрепиться на платформе сборки, — это Улучшение 3D-печатных моделей — Ultimaker Cura. В этом руководстве особенно ценным будет раздел «Улучшение адгезии платформы сборки и остановка деформации». Это поможет вам установить оптимальную температуру сопла и платформы сборки и познакомит вас с различными методами приклеивания платформы сборки. Это важно для правильной печати прекрасных идеальных первых слоев.
Существует также Обзорное руководство Ultimaker Cura, которое является отличным ориентиром, если вы впервые сталкиваетесь с Cura и хотите сразу же приступить к делу.Проще говоря, Ultimaker Cura — это программное обеспечение, которое позволяет вам превратить компьютерный файл вашего дизайна в рецепт для 3D-принтера. Он доступен в Интернете и является полностью бесплатным программным обеспечением, которым пользуются более миллиона пользователей по всему миру.
Он доступен в Интернете и является полностью бесплатным программным обеспечением, которым пользуются более миллиона пользователей по всему миру.
Как всегда, если у вас есть какие-либо вопросы, вопросы или что-то, что вы хотели бы добавить, пожалуйста, поделитесь с нами своими мыслями!
Скорость начального слоя
Скорость убивает хорошие отпечатки. Cura предоставляет возможность снизить скорость первого слоя, используя настройки начальной скорости печати слоя и начальной скорости перемещения слоя.Скорость печати — это скорость движения головки экструдера при печати, а скорость перемещения слоя — это скорость движения головки экструдера, когда печать не выполняется. Скорость печати начального слоя 20 мм / с — отличная скорость для получения отличных отпечатков первого слоя. Начальная скорость перемещения слоя 20 мм / с минимизирует вибрации и поможет обеспечить надежное выдавливание нити. Для однослойной 3D-печати преимуществом является использование одинаковой скорости печати для обеих этих настроек.
Чтобы сделать эти настройки видимыми в меню настроек печати, перейдите на | Верхняя панель инструментов> Настройки> Настроить настройку видимости | , затем найдите эти настройки в списке и установите флажки.Теперь начальную скорость печати слоя и начальную скорость перемещения слоя можно получить под заголовком «Скорость» в пользовательских настройках печати.
Вычесывание по отношению к первым слоям
Расчесывание — это метод, используемый в программном обеспечении для трехмерной нарезки, чтобы минимизировать эффекты натягивания и растекания. При расчесывании печатающая головка перемещается внутри периметра детали, а не через пустоту. Нити — это пятно на 3D-печатном компоненте, которое выглядит как усы или волоски, отрывающиеся от поверхности.Это происходит, когда нить неправильно находится под давлением, из-за чего она неправильно сочится из сопла. Обычно это происходит в местах расчесывания и втягивания. Расчесывание — это когда кормушка перестает двигаться. Втягивание — это когда питатель отводит нить от сопла. Отвод также обычно вызывает Z-переход. Z-Hop — это когда расстояние между платформой сборки и нагретым соплом увеличивается. Это сделано для того, чтобы перемещение головки экструдера не приводило к ударам сопла о напечатанную модель, что предотвращало появление царапин или пятен.
Обычно это происходит в местах расчесывания и втягивания. Расчесывание — это когда кормушка перестает двигаться. Втягивание — это когда питатель отводит нить от сопла. Отвод также обычно вызывает Z-переход. Z-Hop — это когда расстояние между платформой сборки и нагретым соплом увеличивается. Это сделано для того, чтобы перемещение головки экструдера не приводило к ударам сопла о напечатанную модель, что предотвращало появление царапин или пятен.
Втягивание не происходит при прочесывании. Кроме того, при расчесывании любые капли или нити из сопла в конечном итоге откладываются внутри детали. Это не проблема, поскольку эти места обычно закрыты. Эта функция действительно помогает с материалами, склонными к просачиванию, такими как PETG или TPU 95A. Если геометрия модели приводит к большим расстояниям прочесывания, это может привести к недоэкструзии. Это связано с тем, что давление в сопле печати будет ниже, поскольку излишки материала вытекли.
При печати однослойных отпечатков расчесывание легко воспринимается как дефект, проявляясь в виде некрасивых линий на нижнем слое. Предотвращение расчесывания устранит это и позволит печатать отпечатки быстрее. Ниже приведены настройки, относящиеся к расчесыванию с акцентом на печать лучшей однослойной модели.
— Режим расчесывания. Off, All, Not in Shell, Within Infill. Для оптимальной однослойной печати выберите «Не в оболочке». Это означает, что расчесывание никогда не произойдет на участках, находящихся внутри периметра.
— Максимальное расстояние гребня без втягивания. Значение миллиметров. Для оптимальной однослойной печати установите это значение на 10 мм. Это означает, что каждый раз, когда печатающая головка перемещается более чем на 10 мм при движении, она принудительно втягивается. Это останавливает печать линий на нижнем слое.
Чтобы получить доступ к этим настройкам в Cura, сначала сделайте их видимыми в меню настроек печати, перейдя по адресу | Верхняя панель инструментов> Настройки> Настроить настройку видимости | , затем найдите настройки в списке и установите соответствующий флажок. Доступ к этим настройкам можно получить под заголовком «Путешествие» в пользовательских настройках печати.
Доступ к этим настройкам можно получить под заголовком «Путешествие» в пользовательских настройках печати.
Первичное начальное сжатие
Проще говоря, начальная величина сжатия — это то, насколько первый слой отпечатка проталкивается в платформу сборки. Более высокое сжатие даст более плоский первый слой, который имеет больший контакт с платформой для сборки, но меньшую высоту по оси Z. Печатные линии также будут намного лучше смешиваться. Если нижняя часть напечатанной детали полностью блестящая, это очень эстетично и является отличным признаком того, что модель хорошо прилегает к рабочей пластине.См. Ниже примеры первых слоев, напечатанных при разном начальном уровне сжатия.
Если сопло печатает слишком близко к строительной платформе, линии будут перекрываться, что приведет к нарастанию материала и образованию выступов между нитями накала. Еще более близкое сопло предотвратит вытекание пластика из сопла должным образом. В сопле будет расти давление, и в конечном итоге пластик выйдет наружу, вызывая уродливые капли. Это также может привести к тому, что устройство подачи измельчит вашу нить, а сопло — поцарапает поверхность платформы сборки.Если сопло печатает слишком далеко от платформы сборки, возникает небольшое сжатие. Это приведет к появлению линий с пустыми промежутками между ними и, вероятно, приведет к деформации печати от платформы сборки. Представьте себе, когда вы впервые приготовили пасту фетучини и вам нужно было ее высушить, выстраивая их рядом друг с другом на кухонном столе с промежутками между ними. Это будет выглядеть точно так же, только в меньшем масштабе.
Начальную величину сжатия можно изменить вручную, отрегулировав высоту кровати, но начальную величину сжатия также можно изменить с помощью Ultimaker Cura.О настройках, относящихся к начальной величине сжатия, рассказывается ниже.
— Начальная высота слоя. Значение миллиметров. По умолчанию это 0,2 мм для профилей печати Ultimaker.