Технологии и способы подготовки металла к покраске
Надёжная антикоррозионная защита металла возможна только при высоком уровне подготовки поверхности.Перед нанесением антикоррозионного лакокрасочного материала необходимо, прежде всего, выбрать технологию и метод подготовки поверхности металла перед окраской.
Существуют механические и химические методы подготовки поверхности. Механические методы имеют ряд ограничений в применении и не способны обеспечить хорошие защитные свойства лакокрасочных покрытий, особенно при их эксплуатации в жёстких условиях.
В настоящее время широкое распространение получили химические методы подготовки поверхности. Данные методы позволяют обрабатывать изделия любой формы и сложности, легко поддаются автоматизации и обеспечивают высокое качество поверхности окрашиваемых изделий.
Как выбрать технологический процесс подготовки поверхности?
Какую схему подготовки поверхности следует выбрать для разных металлов, различных лакокрасочных покрытий и условий эксплуатации? Давайте обо всём по порядку.
Выбор технологии подготовки поверхности зависит от трёх основных факторов: условий эксплуатации окрашенных изделий, типа металла и применяемого лакокрасочного покрытия.
С точки зрения подготовки поверхности металлы можно разделить на две категории:
- чёрные металлы — сталь, чугун и др.;
- цветные металлы — алюминий, сплавы цинка, титана, меди, оцинкованная сталь и др.
Для подготовки поверхности чёрных металлов применяют фосфатирование, для обработки цветных металлов — фосфатирование или хроматирование. При одновременной обработке цинка и алюминия с чёрными металлами предпочтение отдают фосфатированию. Пассивирование применяют на заключительной стадии после операций фосфатирования, хроматирования и обезжиривания.
Технологические процессы подготовки поверхности изделий, эксплуатирующихся внутри помещений, могут состоять из 3-5 стадий.
Практически во всех случаях после проведения химической подготовки поверхности изделия сушат от влаги в специальных камерах.
Полный цикл химической подготовки поверхности выглядит так:
- обезжиривание;
- промывка питьевой водой;
- нанесение конверсионного слоя;
- промывка питьевой водой;
- промывка деминерализованной водой;
- пассивация.
Технологический процесс кристаллического фосфатирования предусматривает стадию активации непосредственно перед нанесением конверсионного слоя. При применении хроматирования могут быть введены стадии осветления (при использовании сильнощелочного обезжиривания) или кислотной активации.
Выбор технологии, обеспечивающей высокое качество подготовки поверхности перед окраской, обычно ограничен размерами производственных площадей и финансовыми возможностями. Если таких ограничений нет, то следует выбирать многостадийный технологический процесс, гарантирующий необходимое качество получаемых лакокрасочных покрытий.
Однако, как правило, с ограничивающими факторами приходится считаться. Поэтому для выбора оптимального варианта предварительной обработки поверхности следует провести предварительные испытания предполагаемых покрытий на месте.
Какой метод химической обработки металла лучше?
Для химической обработки металла применяют распыление (струйная обработка низкого давления), погружение, паро- и гидроструйный методы.
Для реализации первых двух методов используют специальные агрегаты химической подготовки поверхности (АХПП).
Выбор метода подготовки поверхности зависит от производственной программы, конфигурации и габаритов изделий, производственных площадей и ряда других факторов.
Обработка металла распылением. Для обработки металла методом распыления можно применять АХПП как тупикового, так и проходного типов. Высокую производительность обеспечивают агрегаты проходного типа непрерывного действия.
Максимальная скорость движения конвейера в АХПП ограничивается возможностью качественного нанесения ЛКМ в камере окраски и составляет, как правило, не более 2,0м/мин. При возрастании скорости конвейера потребуется расширение производственных площадей.
Большим достоинством АХПП проходного типа является возможность применения единого конвейера для участков подготовки поверхности и окраски изделий.
Обработка металла погружением. Для обработки металла методом погружения используют АХПП, состоящие из ряда последовательно расположенных ванн, оборудования перемешивания, транспортёра, разводки трубопроводов, камеры сушки. Изделия транспортируют с помощью тельфера, автооператора или кран-балки. Агрегат обработки погружением занимает значительно меньше производственной площади по сравнению с агрегатом обработки распылением. Но в этом случае после подготовки поверхности потребуется введение дополнительной операции — перевешивания изделий на конвейер окраски.
Пароструйный метод. Для подготовки к окраске крупногабаритных изделий, а также при отсутствии необходимых производственных площадей возможно применение пароструйной обработки металла (обезжиривание с одновременным аморфным фосфатированием). Металлообработка производится оператором вручную стволом-очистителем, из которого на изделия распыляется пароводяная смесь при температуре 140°С с добавками специальных химикатов.
Для пароструйной обработки можно применять стационарные и передвижные установки. В стационарных установках нагрев осуществляется паром при давлении 4,5- 5,0ати.
Обработка поверхности металла
Для удаления старых красок, лакокрасочных покрытий, лаков, затвердевших шпатлёвок и других материалов рекомендуется использовать специальные смывки и обезжириватели металла:
Антикрас — универсальная смывка для старой краски.
Антикрас-П — смывка порошковых красок.
Чистомет — обезжиривающее средство для чёрного металла.
Чистомет-Плюс — усиленный очиститель металла.
Чистомет-Антикопоть — средство для удаления копоти и сажи.
Антикрас-Спринт — супербыстрая смывка старой краски.
Чистомет ФС-01 — очиститель металла фосфатирующий.
ОМ-01С — спецобезжириватель для черного и оцинкованного металла.
Выбор технологии подготовки поверхности и обработки металла — ответственный этап организации покрасочных работ, так как он во многом определяет качество будущего лакокрасочного покрытия и должен производиться с привлечением квалифицированных специалистов.
Только такой подход может обеспечить высокое качество антикоррозионного покрытия и заданный срок службы металлической конструкции.
Защита металла от коррозии — на сайте krasko.ru.
Подробную информацию о подготовке поверхности и обработке металла (обработка металлов, антикоррозийная обработка, металлообработка) Вы можете узнать на страницах нашего сайта.
5 основных методов и описание процессов
Некоторые сравнительно простые методы обработки металла люди применяли еще в древности. Именно металл и всё новые методы его обработки стали залогом технического прогресса. Сейчас нам известно столь много различных методов, что в них очень легко запутаться. Давайте попробуем кратко и понятно разложить всё по полочкам.
К основным методам металлообработки можно отнести:
- Литье;
- Термическая обработка;
- Обработка давлением;
- Сварка;
- Электрическая обработка.
Процесс металлообработки для каждого метода уникален. Более того, каждый метод имеет свои вариации.
Более того, каждый метод имеет свои вариации.
Описание методов обработки металла
Литье
Этот процесс обработки металла известен человечеству уже много веков. Его суть заключается в нагреве металла до жидкого состояния с последующим разливом в заданные литейные формы. Затем металл остывает и твердеет. Получается так называемая отливка, которая точно повторяет очертания заливочной формы.
С развитием металлургии процесс литья постоянно совершенствовался. Теперь различают несколько видов литья, в том числе и литье с дополнительным применением давления. Новейшие методы литья позволяют получать отливки очень маленьких размеров с небывалой точностью размеров.
Термическая обработка
Этот метод направлен на изменение внутренней структуры металла, что достигается путем нагрева металла с последующим выдерживанием и охлаждением. Для придания металлу нужных свойств параметры термической обработки могут быть различные. Температура нагрева, выдержка металла в нагретом состоянии и скорость охлаждения – все эти параметры влияют на конечные свойства металла.
Различают 3 вида термической обработки:
- Термообработка – бывает трех основных видов: отжиг, закалка и отпуск;
- Химико-термическая обработка металла – применяется для насыщения поверхности металла другими элементами (например, углеродом). При этом методе наблюдаются самые высокие температуры нагрева металлов и значительные периоды выдержки для придания сплаву однородности;
- Термомеханическая обработка – этот метод позволяет добиться лучших механических свойств металла, чем классическая термообработка.
Обработка давлением
Один из видов обработки металла давлением (ковка) получил широкое применение еще несколько тысячелетий назад. С тех пор технология совершила несколько серьезных скачков вперед, и теперь на производстве применяются и другие технологичные методы обработки металла давлением.
Суть этого метода проста — придать заготовке необходимую форму и размер под действием физической силы (давления). Для достижения этих целей применяют различные станки для обработки металла, каждый из которых соответствует конкретному методу.
Всего различают 7 методов:
- Ковка – участки заготовки нагреваются и подвергаются механической деформации;
- Штамповка – форма и размер заготовки изменяются под давлением специального штампа;
- Листовая штамповка – обработка листового металла;
- Прокатка;
- Волочение;
- Прессование;
- Комбинации первых 6-ти.
Сварка
Существует несколько методов сварки, но всех их можно условно разделить на 2 большие группы:
Сварка при помощи плавления металла – в месте сваривания соединяемые детали нагреваются до температуры плавления металлов. Жидкие фазы металлов перемешиваются, образуя сварной шов. Такое соединение после остывания имеет высокую прочность;
Сварка пластическим деформированием – при этом методе детали сдавливаются, образуя сварной шов. Иногда детали предварительно местно нагревают.
В качестве источника нагрева применяют газ, электрический ток и другие источники.
Электрическая обработка
Электрическая обработка металла осуществляется при помощи электрического тока. Два наиболее распространенных метода – это:
Два наиболее распространенных метода – это:
Электроискровая обработка – создается искусственный разряд, который воздействует на металл. В результате это воздействия происходит местное повышение температуры металла до 8-10 тыс. градусов по Цельсию;
Электрохимическая обработка – этот способ позволяет придать поверхности металла блестящую форму.
Данные методы подходят для обработки самых твердых сплавов.
Помимо этих основных методов обработки металла часто применяют также резание металлов и ультразвуковую обработку. Выбор конкретного метода зависит от свойств, которые необходимо придать металлу, размеров заготовки или конечного изделия, а также многих других факторов.
Обработка поверхности металла — технологии
Обработка поверхности металла специальными средствами.Несмотря на свою мощь и прочность, металл легко поддается различным повреждениям. Например, на нем остаются царапины, сколы, и главная проблема металлических изделий – коррозия. Чтобы эти напасти не случились с вашим металлическим предметом, необходима обработка поверхности металла.
Чтобы эти напасти не случились с вашим металлическим предметом, необходима обработка поверхности металла.
Для чего нужна обработка металла.
В первую очередь для защиты от коррозии. Невозможно избавиться от ржавчины без использования специализированных средств. Если вовремя не провести профилактические меры по предупреждению коррозии, то ржавчина за достаточно короткий срок может уничтожить металлическое изделие. В начале она будет мешать полноценной работе предмета или системы, а затем и вовсе разрушит металл. Кроме того, обработка металла дает дополнительную защиту от механических повреждений, таких как царапины, потертости, сколы, придает ему прочность и улучшает соединение лакокрасочных материалов с поверхностью металлического изделия.
Обработка поверхности металла.
Для начала необходимо очистить поверхность от грязи, масляных пятен и, если есть, ржавчины. Удалить труху от ржавчины помогут инструменты, а вот справиться с пятнами от масел смогут обезжириватели. Используя ручные или автоматические инструменты, не забывайте о том, что они могут повредить металл. Используйте их без лишнего давления и крайне аккуратно, внимательно следите за процессом. На том месте, где ранее была коррозия, нужно провести дополнительную обработку, ведь ржавчина наверняка уже успела въесться в более глубокие слои металла. В этом помогут так же специализированные преобразователи ржавчины.
Используя ручные или автоматические инструменты, не забывайте о том, что они могут повредить металл. Используйте их без лишнего давления и крайне аккуратно, внимательно следите за процессом. На том месте, где ранее была коррозия, нужно провести дополнительную обработку, ведь ржавчина наверняка уже успела въесться в более глубокие слои металла. В этом помогут так же специализированные преобразователи ржавчины.
Затем обработайте поверхность антикоррозийным покрытием, не забудьте и о грунтовке. Она поможет обеспечить дополнительной защитой изделие и поможет выровнять поверхность. Можно наносить лакокрасочный материал.
Использование химических составов для обработки металлических поверхностей не навредит изделию, так как такой метод считается щадящим. Строго следуйте инструкциям, что бы получить положительный результат.
ОТДЕЛКА ПОВЕРХНОСТЕЙ, ОБРАБОТКА ПОВЕРХНОСТИ | ОБРАБОТКА МЕТАЛЛОВ
Отделочные операции выполняются для повышения чистоты, точности обработки или создания на поверхности детали специально предусмотренной шероховатости определенного узора. С этой целью на токарных станках производят опиливание, полирование, доводку, тонкое точение, обкатывание, раскатывание, выглаживание и накатывание.
С этой целью на токарных станках производят опиливание, полирование, доводку, тонкое точение, обкатывание, раскатывание, выглаживание и накатывание.§ 1. Опиливание
Назначение. Опиливание производят для зачистки поверхностей, удаления заусенцев, снятия небольших фасок, а также для срезания незначительного слоя металла, когда диаметр после обтачивания получился больше требуемого.Инструменты. Опиливание выполняется напильниками различной формы: плоскими, квадратными, трехгранными, круглыми и др. Для грубых работ применяют драчевые напильники, для чистовых — личные и при необходимости получения высокой чистоты поверхности — бархатные. Они отличаются между собой количеством насечек на равной длине.
Перед пользованием напильники следует осмотреть и, если нужно, очистить от грязи и стружки металлической щеткой, перемещая ее вдоль насечек. Замасленные напильники предварительно натирают куском сухого мела или древесного угля.
Приемы работы. Для предотвращения травм опиливание на токарном станке следует вести осторожно и внимательно.
 Пользоваться можно только напильниками с плотно насаженной ручкой. Во время опиливания токарь должен стоять примерно под углом 45 вправо к оси центров станка. Ручка напильника зажимается в левой руке, а противоположный конец его удерживают пальцами правой руки (рис. 198),
Пользоваться можно только напильниками с плотно насаженной ручкой. Во время опиливания токарь должен стоять примерно под углом 45 вправо к оси центров станка. Ручка напильника зажимается в левой руке, а противоположный конец его удерживают пальцами правой руки (рис. 198), B процессе опиливания напильник располагают перпендикуляр но к оси детали, слегка прижимают к обрабатываемой поверхности и плавно перемещают одновременно вперед и в сторону. При движении назад нажим немного ослабляют. Быстрое и резкое движение напильника нарушает форму детали. Нажим на напильник должен быть одинаковым на протяжении всего
его хода, иначе снятие металла будет неравномерным, что приведет к искажению формы обрабатываемой поверхности.
Режим работы. Окружная скорость обрабатываемой поверхности при опиливании принимается равной 15—20 м/мин.
§ 2. Полирование
Назначение. Полирование выполняют для повышения чистоты и блеска поверхностей, а также подготовки их под электролитическое покрытие хромом или никелем.
Инструменты. На токарных станках полирование осуществляется шлифовальными шкурками на бумаге или полотне. Сталь и цветные пластичные металлы обрабатывают корундовыми шкурками, чугун и хрупкие материалы — шкурками из карбида кремния. Зернистость шкурки (размер абразивных зерен в сотых долях миллиметра) принимается в зависимости от требуемой чистоты обрабатываемой поверхности в пределах 50—3;
Приемы работы. Кусочек шкурки удерживают пальцами правой руки или обеими руками за ее концы (рис. 199, а), прижи-
мают к вращающейся, детали и перемещают возвратно-поступательно вдоль полируемой поверхности. Удерживать шкурку рукой в обхват нельзя, так как она может намотаться на деталь и защемить пальцы.
При полировании стоят у станка так же, как при опиливании, примерно под углом 45° вправо к оси центров станка. Передний конец шкурки удерживают левой рукой, противоположный — правой.
Полирование выполняют последовательно несколькими шкур-ками с постепенным уменьшением их зернистости.

Цилиндрические поверхности удобно полировать жимками (рис. 199, б). Они состоят из двух деревянных брусков, соединенных на одном конце кожей или металлическим шарниром. Во внутренние радиусные углубления брусков укладывается шлифовальная шкурка. Обрабатываемую поверхность охватывают жимком, который удерживают руками, и выполняют полирование действиям:: аналогичными вышеописанным.
При полировании деталь сильно нагревается и удлиняется. Поэтому, когда она поджата центром, надо периодически проверять, насколько туго он зажат, и, если требуется, немного ослабить.
Режим работы. Для получения лучшей чистоты поверхности число оборотов детали должно быть возможно большим. При окончательном полировании поверхность детали рекомендуется слегка смазать маслом или натереть шкурку мелом.
§ 3. Тонкое точение
Назначение и сущность. Тонким точением обрабатывают наружные и внутренние поверхности с точностью до 1—2 классов и чистотой 8—10 классов. Такой вид обработки во многих Случаях может заменить шлифование. ;
; Сущность его состоит в срезании небольшого слоя металла с очень малой подачей и большой скоростью резания.
Требование к станкам для тонкого точения. Станки должны быть жесткие, точные (радиальное биение шпинделя не более 0,005 мм), быстроходные (число оборотов не менее 2000 об/мин) и иметь подачи менее 0,1 мм/об. Лимбы или индикаторные упоры должны позволять установку резцов на размер с точностью не менее 0,01 мм.
Не прибегая к специальным устройствам, точность подачи резца на глубину резания на любом токарном станке можно увеличить, пользуясь лимбом верхних салазок, повернутых на некоторый угол а оси центров станка (рис. 200). Если принять t — величину перемещения резца в угловом направлении, a t\ — перпендикулярно к оси детали, то необходимый угол разворота салазок а можно определить из формулы
Пример. При цене деления лимба верхних салазок 0,05 мм необходимо увеличить точность перемещения резца на глубину резания до 0,01 мм. Определить угол поворота верхних салазок.

Решение. В данном случае /i=0,01 мм, t=0,05 мм,
По формуле (27)
Применяемые резцы. Резцы для тонкого точения оснащаются пластинками твердого сплава марок ВК2 или ВКЗМ для обработки чугуна и Т30К4 для сталей. Для цветных металлов и пластмасс применяют алмазные резцы.
После заточки резцы обязательно доводятся. Главная режущая кромка
должна быть острой, без фаски. Завалы или незначительные зазубрины на ней недопустимы.
Вершина скругляется радиусом 0,5— 1 мм:
Передний угол у для твердосплавных резцов при обработке стали от —5° до +5°, для чугуна — 0°. Для алмазных резцов при обтачивании у = — 4°, при растачивании у = 0°. Задний угол выполняется в пределах 6—12°.
Припуски и режимы резани я. Припуск под тонкое точение оставляют в пределах 0,25—0,4 мм на диаметр при диаметре детали до 125 мм.
Режимы резания обычно ограничиваются возможностями станка. Их рекомендуется выбирать в следующих пределах: глубина резания 0,05—0,2 мм; подача при предварительной обработке 0,1—0,2 мм/об, при окончательной — 0,02—0,08 мм/об; скорость резания для черных металлов 100—200 м/мин, для цветных — 200—500 м/мин.

§ 4. Доводка
Назначение и сущность. Доводка поверхностей выполняется для повышения их точности до 1—2 классов и чистоты свыше 9-го класса.В процессе доводки при помощи специальных инструментов— притиров, насыщенных абразивными порошками или пастами, с поверхности детали снимаются мельчайшие неровности, в результате чего она приобретает необходимую точность и чистоту.
Абразивные и связующие материалы. Рабочая поверхность притира насыщается абразивными порошками или пастами. Для этого применяют твердью абразивные материалы: порошки электрокорунда для доводки сталей и карбида кремния — для чугуна и других хрупких материалов.
Зернистость порошков выбирается в зависимости от требуемой чистоты обработки. Грубая доводка с чистотой V9—V1O выполняется шлифпорошками зернистостью 5—3, предварительная с чистотой до V 12 — микропорошками М40— М14; чистовая с чистотой до V 14 — микропорошками М10 — М5 (для микропорошков номер зернистости соответствует размерам зерен в микронах).

Из доводочных паст наибольшее распространение имеют пасты ГОИ. Они содержат мягкий абразивный материал — окись хрома (70—85%), а также активные химические и связующие вещества. Ими пользуются для доводки сталей и цветных металлов.
По доводочной способности пасты ГОИ делятся на грубые, средние и тонкие.
В качестве связующих и смазывающих материалов при доводке применяют керосин или минеральные масла.
Притиры. Они представляют собой втулки с продольным разрезом, позволяющим регулировать их по диаметру для компенсации износа. Для отверстий малого диаметра применяются нерегулируемые притиры: в виде круглого стержня.
Окончательная доводка ведется притирами с гладкой поверхностью (рис. 201, а). Притиры для предварительной доводки (рис. 201, б и в) снабжены продольными или винтовыми канавками, в которых собираются
остатки абразивного материала во время работы.
Притиры 3 для обработки отверстий имеют коническое отверстие с конусностью 1:50 или реже 1:30.
 Они устанавливаются на оправку 1 с такой же конусностью (рис. 201, г) и могут регулироваться по диаметру за счет осевого перемещения гайками 2 и 4. Притиры 3 (рис. 201, д) для доводки валов устанавливаются в жимки 1 и регулируются винтом 2.
Они устанавливаются на оправку 1 с такой же конусностью (рис. 201, г) и могут регулироваться по диаметру за счет осевого перемещения гайками 2 и 4. Притиры 3 (рис. 201, д) для доводки валов устанавливаются в жимки 1 и регулируются винтом 2. Материал притира выбирают в зависимости от его назначения и. применяемого абразивного материала.
При доводке твердыми абразивными материалами, зерна которых вдавливаются в притир, материал последнего должен быть мягче материала обрабатываемой детали. Кроме того, чем крупнее зерна применяемого порошка, тем следует выбирать более мягкий материал для притира.
Для грубой доводки рекомендуются притиры из мягкой стали, меди, бронзы, латуни, а для предварительной и чистовой — из мелкозернистого серого чугуна средней твердости (НВ 140—170).
Для работы мягкими абразивными материалами (пасты на основе окиси хрома, окиси железа., пасты ГОИ), зерна которых не шаржируются, притир должен иметь большую твердость, чем доводимая деталь. В этом случае хорошие результаты обеспечиваются применением притиров из закаленной стали или серого чугуна повышенной твердости (НВ 200—220).

Притиры изготавливаются с высокой точностью. Их погрешности геометрической формы не должны превышать 0,005—0,01 мм.
Для предотвращения заклинивания в процессе доводки диаметры притиров должны обеспечивать некоторый зазор в соединении с деталью. Рекомендуются следующие зазоры: для грубой доводки — 0,1—0,15 мм, для предварительной — 0,03—0,06 мм, для чистовой — 0,005—0,01 мм.
Подготовка притира к работе. Насыщение (шаржирование) поверхности притира твердыми абразивными материалами выполняется прямым или косвенным способом.
При прямом способе шаржирования поверхность притира слегка смачивается керосином или маслом и равномерно посыпается тонким слоем абразивного порошка. Затем абразивные зерна вдавливаются в притир посредством прокатывания его по стальной закаленной плите или раскатывания закаленным валиком.
Косвенный способ шаржирования более прост, но менее эффективен. В этом случае на смазанную поверхность притира посыпают абразивный порошок, который шаржируется в процессе доводки.

Паста ГОИ густо разводится керосином и равномерным тонким слоем наносится на поверхность притира.
Подготовка детали под доводку. Поверхность детали должна быть обработана под доводку чистовым, тонким точением или шлифованием. Чем меньший припуск будет оставлен под доводку, тем более точно и быстро можно выдержать требуемый размер и чистоту обработки. Под доводку рекомендуется оставлять припуск 0,01—0,03 на диаметр.
Приемы доводки. При доводке наружных цилиндрических поверхностей обрабатываемую деталь закрепляют в патроне или в центрах, а притир надевают на нее и равномерно медленно перемещают вручную вдоль вращающейся детали. По мере износа притир регулируют по диаметру.
Для отводки отверстий притир закрепляют в шпинделе или патроне, а надетую на него деталь удерживают руками и равномерно перемещают в продольном направлении.
Дополнительно насыщать притир можно только абразивным порошком или пастой той же зернистости или более крупной. Предварительную и чистовую доводки выполняют разными притирами.

Режим доводки. Окружная скорость детали или притира принимается при предварительной доводке 10—20 м/мин, при чистовой— с целью уменьшения нагрева и расширения детали скорость снижают до 5—6 м/мин
§ 5. Упрочняющая обработка поверхности обкатыванием, раскатыванием и выглаживанием
Назначение. Этими видами обработки предусматривается цель упрочнения поверхностного слоя детали, повышения его износостойкости и улучшения чистоты поверхности до 8—10 классов. Процесс протекает без снятия стружки за счет разглаживания шероховатости, полученной после точения.Инструменты. Обкатывание наружных поверхностей и раскатывание отверстий выполняются роликовыми и шариковыми обкатками и раскатками, выглаживание производится алмазными наконечниками.
Обкатка с симметричным расположением ролика на двух опорах (рис. 202, а) используется для обработки наружных цилиндрических и конических поверхностей на проход. Ролик имеет сферический профиль (рис. 203, а). При необходимости обработки ступенчатых поверхностей, уступов и.
 торцов применяют обкатку с односторонним расположением ролика (рис. 202, б), формы рабочего профиля которого изображены на рис. 203, б, в и г. Для обкатыва-
торцов применяют обкатку с односторонним расположением ролика (рис. 202, б), формы рабочего профиля которого изображены на рис. 203, б, в и г. Для обкатыва- ния уступов и торцов ролик располагают под углом 5—15° к обрабатываемой поверхности.
Ролики изготавливаются из легированных сталей Х12М или 9ХС и закаливаются до твердости HRC 58—65.
Шариковые обкатки и раскатки (рис. 202, в, г, д) снабжены пружиной, которая обеспечивает равномерное давление шарика на деталь. Необходимое давление пружины в зависимости от свойства обрабатываемого материала устанавливается регулировочным винтом. Такие обкатки и раскатки позволяют успешно обрабатывать нежесткие детали, так как шарик, имея точечный контакт с поверхностью, не нуждается в сильном поджиме. Обкатки (рис. 202, в) удобны для обработки торцов и уступов.
Для обкаток используются шарики из подшипников качения.
Алмазные наконечники 1 (рис. 204) предназначены для выглаживания поверхности детали. Они представляют собой державку с алмазом, рабочая поверхность которого имеет сферическую или цилиндрическую форму. Наконечники закрепляются в цилиндрической оправке 2 и совместно с ней устанавливаются в корпус 3. Требуемое давление алмаза на обрабатываемую поверхность создается регулируемой пружиной, помещенной внутрь корпуса.
Наконечники закрепляются в цилиндрической оправке 2 и совместно с ней устанавливаются в корпус 3. Требуемое давление алмаза на обрабатываемую поверхность создается регулируемой пружиной, помещенной внутрь корпуса.
Подготовка поверхности детали. Под упрочняющую обработку поверхность детали подготавливают чистовым точением. Степень шероховатости должна находиться в пределах 5—6 классов чистоты. При этом необходимо учитывать, что диаметр поверхности в процессе упрочняющей обработки может изменяться до 0,02— 0,03 мм. Поэтому наружные поверхности детали следует выполнять по наибольшему предельному
размеру, а внутренние— по наименьшему.
Приемы работы. Упрочняющий инструмент, закрепленный в резцедержателе станка, подводят вплотную к поверхности вращающейся детали. Производят не сильный, но достаточно плотный поджим и за 2—3 возвратно-поступательных прохода с механической подачей осуществляют обработку до достижения требуемой чистоты поверхности. Для уменьшения трения и нагревания детали обрабатываемую поверхность рекомендуется смазать маслом.
Режим обработки. Подача: при обкатывании шариком — не более 0,1 мм/об, роликом с радиусным профилем — 0,1—0,2 мм/об. Выглаживание алмазом выполняется с подачей 0,03—0,06 мм/об.
Скорость вращения изделия 40—80 м/мин.
§ 6. Накатывание
Назначение. Накатыванием создается на поверхностях некоторых деталей (ручках, головках винтов и т. д.) специально предусмотренная шероховатость в виде рифлений определенного узора.Инструменты и их установка на станке. Накатывание выполняется накатками, состоящими из накатного ролика и державки (рис. 205), Для нанесения прямого узора (рис. 205, а) пользуются однороликовой накаткой, сетчатого (рис. 205, б) — двухроликовой, соответственно с правым и левым направлениями рифлений.
Накатные ролики 1 изготавливаются из инструментальных сталей У1-2А или ХВГ и закаливаются до твердости HRC 63—65. На цилиндрической поверхности роликов фрезерованием выполняются рифления с углом профиля 70° для накатывания стальных деталей и 90°— для деталей из цветных металлов.
 В зависимости от диаметра обрабатываемой детали рифления располагают по окружности с шагом от 0,5 до 1,6 мм.
В зависимости от диаметра обрабатываемой детали рифления располагают по окружности с шагом от 0,5 до 1,6 мм. Накатка закрепляется с наименьшим вылетом в резцедержателе суппорта так, чтобы образующая ролика, располагалась строго параллельно оси детали. Проверку выполняют по обрабатываемой поверхности на просвет. Ось ролика однороликовой накатки должна находиться на уровне оси центров станка. Для двухроликовой накатки точность установки по высоте: не имеет существенного значения, так как в этом случае ролики самоустанавливаются по обрабатываемой поверхности за счет шарнирного соединения обоймы 2 с державкой 3 (см. рис. 205, б),
Подготовка поверхности детали под накатывание. При накатывании металл выдавливается. Поэтому поверхность детали обтачивают под накатывание до диаметра, меньше номинального на 0,25—0,5 шага рифлений.
Приемы накатывания. Ролики подводят вплотную к вращающейся детали и ручной поперечной подачей вдавливают в обрабатываемую поверхность на некоторую глубину.
 Выключив вращение детали, проверяют точность образовавшегося рисунка. Затем включают вращение шпинделя и продольную подачу и выполняют накатывание на требуемую длину за несколько проходов в обе стороны до получения полной высоты рифлений.
Выключив вращение детали, проверяют точность образовавшегося рисунка. Затем включают вращение шпинделя и продольную подачу и выполняют накатывание на требуемую длину за несколько проходов в обе стороны до получения полной высоты рифлений. Отводить ролики от обрабатываемой поверхности в течение всего процесса накатывания нельзя, так как они вторично могут не попасть в предыдущие рифления и рисунок накатки исказится.
Накатные ролики следует периодически очищать проволочной щеткой от застрявших в углублениях металлических частиц.
Режим накатывания. Продольную подачу принимают примерно равной удвоенной величине шага рифлений (1—2,5 мм/об), скорость вращения детали — в пределах 15—20 м/мин. Обрабатываемую поверхность смазывают маслом.
Автор — nastia19071991
Виды механической обработки металлов: точение, фрезерование, сверление, строгание, долбление, шлифование
Большинство деталей машин изготовляется путем обработки резанием. Заготовками таких деталей служат прокат, отливки, поковки, штамповки и др.
Процесс обработки деталей резанием основан на образовании новых поверхностей путем деформирования и последующего отделения поверхностных слоев материала с образованием стружки. Та часть металла, которая снимается при обработке, называется припуском. Или, говоря иначе, припуск — это избыточный (сверх чертежного размера) слой заготовки, оставляемый для снятия режущим инструментом при операциях обработки резанием.
После снятия припуска на металлорежущих станках обрабатываемая деталь приобретает форму и размеры, соответствующие рабочему чертежу детали. Для уменьшения трудоемкости и себестоимости изготовления детали, а также ради экономии металла, размер припуска должен быть минимальным, но в то же время достаточным для получения хорошего качества детали и с необходимой шероховатостью поверхности.
В современном машиностроении имеется тенденция снижать объем обработки металлов резанием за счет повышения точности исходных заготовок.
Основные методы обработки металлов резанием.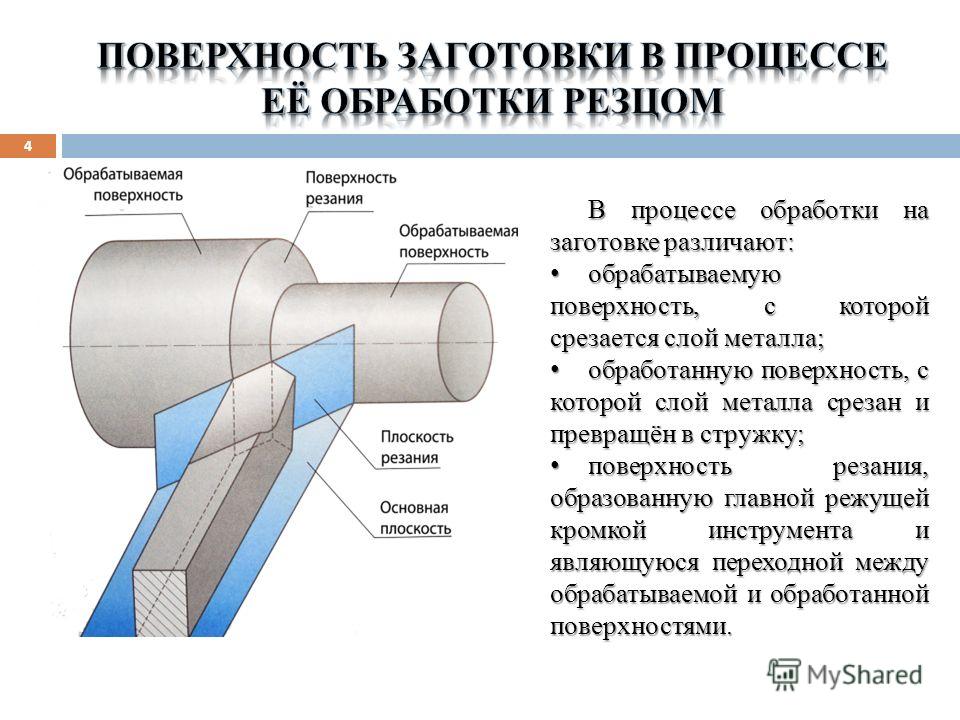 В зависимости от характера выполняемых работ и вида режущего инструмента различают следующие методы обработки металлов резанием: точение, фрезерование, сверление, зенкерование, долбление, протягивание, развертывание и др. (рис. 12).
В зависимости от характера выполняемых работ и вида режущего инструмента различают следующие методы обработки металлов резанием: точение, фрезерование, сверление, зенкерование, долбление, протягивание, развертывание и др. (рис. 12).
Точение — операция обработки тел вращения, винтовых и спиральных поверхностей резанием при помощи резцов на станках токарной группы. При точении (рис. 12.1) заготовке сообщается вращательное движение (главное движение), а режущему инструменту (резцу) — медленное поступательное перемещение в продольном или поперечном направлении (движение подачи).
Фрезерование — высокопроизводительный и распространенный процесс обработки материалов резанием, выполняемое на фрезерных станках. Главное (вращательное) движение получает фреза, а движение подачи в продольном направлении — заготовка (рис. 12.2).
Сверление — операция обработки материала резанием для получения отверстия. Режущим инструментом служит сверло, совершающее вращательное движение (главное движение) резания и осевое перемещение подачи.
Строгание — способ обработки резанием плоскостей или линейчатых поверхностей. Главное движение (прямолинейное возвратно-поступательное) совершает изогнутый строгальный резец, а движение подачи (прямолинейное, перпендикулярное главному движению, прерывистое) — заготовка. Строгание производится на строгательных станках (рис. 12.4).
Долбление — способ обработки резцом плоскостей или фасонных поверхностей. Главное движение (прямолинейное возвратно-поступательное) совершает резец, а движение подачи (прямолинейное, перпендикулярное главному движению, прерывистое) — заготовка. Долбление производят на долбежных станках (рис. 12.5).
Шлифование — процесс чистовой и отделочной обработки деталей машин и инструментов посредством снятия с их поверхности тонкого слоя металла шлифовальными кругами, на поверхности которого расположены абразивные зерна.
Рис. 12
12
Главное движение вращательное, которое осуществляется шлифовальным кругом. При круглом шлифовании (рис. 12.6) вращается одновременно и заготовка. При плоском шлифовании продольная подача осуществляется обычно заготовкой, а поперечная подача — шлифовальным кругом или заготовкой (рис. 12.7).
Протягивание — процесс, производительность при котором в несколько раз больше, чем при строгании и даже фрезеровании. Главное движение прямолинейное и реже вращательное (рис. 12.8).
Обработка поверхностей металла, надежная защита от коррозии
Компанией «Nova Industria» осуществляется всевозможная обработка поверхности металла, для ее защиты, для того, чтобы со временем на ней не образовывалась коррозия и ржавчина. Мы продлеваем срок службы изделий из металла.
Наши услуги
Мы предлагаем своим клиентам несколько услуг на выбор:
Теперь рассмотрим каждую подробнее. Что же они из себя представляют?
Что же они из себя представляют?
Цинкование – это процедура заключается в покрытии металлической поверхности слоем цинка, это отличная защита от коррозии. Цинкование проводится различными способами и бывает:
холодное;
горячее;
гальваническое;
газо-термическое;
термодиффузионное.
Для того, чтобы металл сохранился как можно дольше, следует обязательно делать антикоррозийные покрытия.
Химическое оксидирование – это процесс создания оксидной пленки на поверхности металлического изделия, она образуется в результате окислительно-восстановительной реакции. Металл подвергается воздействию расплавов или растворов окислителей. Эта услуга все чаще применяется для получения декоративных и защищенных от коррозии и влаги покрытий, с ее помощью можно создавать поверхности с высоким коэффициентом теплового излучения и низким коэффициентом отражения света. Мы готовы выполнить для вас химическое оксидирование, помните, что готовое изделие приобретает черный цвет.
Мы готовы выполнить для вас химическое оксидирование, помните, что готовое изделие приобретает черный цвет.
Хромирование – еще один и наиболее распространенный вид гальванических покрытий, с его помощью можно создать у металла защитную поверхность от износа и коррозии, а также предотвратить налипание на поверхность изделия контактирующих материалов. Кроме того, за счет красивого внешнего вида часто поверхность изделий хромируют в декоративных целях. Мы также готовы предложить вам услугу по нанесению твердого хрома.
Обработка поверхности металла с «Nova Industria»
Если вам необходима обработка поверхности металла, тогда обращайтесь к нам, мы выполним всю работу быстро и качественно по приемлемым ценам.
Заготовки не должны превышать ширину в 90 сантиметров и их высота не должна быть более 70 сантиметров. Поверхность, с которой будет проводиться манипуляция должна быть без дефектов и ржавчины, если же они все-таки имеются, тогда мы готовы устранить их перед обработкой, на данный вид услуг установлены определенные тарифы. По всем вопросам вы можете звонить нам по телефону: 705-35-50.
По всем вопросам вы можете звонить нам по телефону: 705-35-50.
Обработка поверхности, обработка цветных металлов, материалы для обработки поверхности
Доставка во все регионы РФ курьерскими службами, почтой
Профессиональная консультация и помощь в выборе
Наши мастера произведут сборку и установку без лишних хлопот
Более 2 000 пунктов выдачи заказов по всей России
Уважаемые покупатели, в нашем каталоге Вы можете подобрать и купить средства обработки поверхностей, получить дополнительную консультацию по материалам для обработки поверхности Вы можете у наших менеджеров по телефону +7 495 151-00-10, либо оставьте заявку или закажите обратный звонок, мы сами перезвоним Вам! Быстрая доставка материалов для обработки поверхности в любой город России без предоплаты, оплатить заказ вы сможете при получении!
Обработка поверхностей производится перед последующей покраской или нанесением другого декорирующего материала для улучшения адгезионных свойств поверхности или для осуществления защиты поверхности от воздействия внешней среды.

Для защиты от коррозии производится обработка внутренних поверхностей резервуаров. Для этого используются антикоррозийные обрабатывающие материалы – модификатор ржавчины. Он одновременно убирает ржавчину и противодействует дальнейшему её появлению.
Обработка шероховатость поверхности производится смазочно-охлаждающей жидкостью. Данная жидкость обеспечивает ликвидацию шероховатостей на поверхности при обработке её на станке. Антисептики применяются для защиты поверхности от образования грибка и плесени. Для защиты поверхности от огня используют специальные жидкости, которые после впитывания в поверхность препятствуют возгоранию. Существуют жидкости, которые сочетают в себе несколько свойств, обеспечивая огне-био-защиту.
Грунт-эмали предназначены для подготовки поверхности к последующему нанесению на неё различных декорирующих или иных составов. Такие эмали обеспечивают адгезийные свойства поверхности. Последующее нанесение на поверхность краски или жидкого утеплителя будет обеспечивать правильное впитывание состава в поверхность.

8 Процессы чистовой обработки металлических поверхностей
- Инженеры часто определяют процесс дополнительной чистовой обработки для части или всей внешней поверхности металлической детали.
- Некоторые виды обработки обеспечивают улучшенные механические или электрические свойства.
- Процессы включают гальваническое покрытие, химическую обработку и горячее погружение.
Стремясь предотвратить коррозию или просто улучшить внешний вид, инженеры часто определяют дополнительный процесс финишной обработки для части или всей внешней поверхности металлической детали после ее обработки или изготовления.
Кроме того, некоторые из этих обработок также обеспечивают улучшенные механические или электрические свойства, которые вносят вклад в общую функциональность компонента.
Независимо от причины, каждый из этих восьми процессов обработки металлической поверхности играет важную роль в производственном процессе:
- Гальваника — Этот процесс формирует тонкое металлическое покрытие на основе.
 В процессе гальваники положительно заряженный электрический ток пропускается через раствор, содержащий растворенные ионы металла, а отрицательно заряженный электрический ток проходит через металлическую часть, на которую наносится покрытие.Обычные металлы, используемые для гальваники, — это кадмий, хром, медь, золото, никель, серебро, олово и цинк. Почти на любой основной металл, проводящий электричество, можно нанести гальваническое покрытие, чтобы улучшить его характеристики.
В процессе гальваники положительно заряженный электрический ток пропускается через раствор, содержащий растворенные ионы металла, а отрицательно заряженный электрический ток проходит через металлическую часть, на которую наносится покрытие.Обычные металлы, используемые для гальваники, — это кадмий, хром, медь, золото, никель, серебро, олово и цинк. Почти на любой основной металл, проводящий электричество, можно нанести гальваническое покрытие, чтобы улучшить его характеристики. - Электролитическое нанесение — Этот метод обработки аналогичен гальванике; однако он не использует электричество. Восстановитель заменяет электричество и содержится в растворе для покрытия.
- Химическая обработка — Этот метод включает процессы, которые создают тонкие пленки сульфида и оксида посредством химической реакции.Типичное применение — окраска металла, защита от коррозии и грунтование окрашиваемых поверхностей. Черный оксид — это очень распространенная обработка поверхности стальных деталей, а «пассивация» используется для удаления свободного железа с поверхности деталей из нержавеющей стали.
- Анодное окисление — Этот тип обработки поверхности обычно используется для легких металлов, таких как алюминий и титан. Эти оксидные пленки образуются путем электролиза, и, поскольку они пористые, для улучшения эстетического вида часто используются красители и красители.Анодирование — это очень распространенная обработка поверхности, предотвращающая коррозию алюминиевых деталей. Если также желательна износостойкость, инженеры могут указать вариант этого метода, который образует относительно толстое, чрезвычайно твердое керамическое покрытие на поверхности детали.
- Горячее погружение — Этот процесс требует погружения детали в растворенное олово, свинец, цинк, алюминий или припой для образования металлической пленки на поверхности. Горячее цинкование — это процесс погружения стали в емкость, содержащую расплавленный цинк.Дорожные ограждения, используемые для защиты от коррозии в экстремальных условиях, обычно обрабатываются этой поверхностной обработкой.
- Вакуумное покрытие — Вакуумное осаждение из паровой фазы, распыление, ионное осаждение, ионное азотирование и ионная имплантация являются одними из наиболее распространенных процессов отделки поверхности металла с использованием высокого вакуума как части процесса нанесения покрытия. Ионизированные металлы, оксиды и нитриды создаются в контролируемой среде. Деталь переносится в вакуумную камеру, и металлы очень точно наносятся на подложку.Нитрид титана — это обработка поверхности, которая продлевает срок службы режущих инструментов из высокопрочной стали и твердосплавных металлов.
- Покраска — Покраска поверхности обычно предписывается инженерами для улучшения внешнего вида детали и ее устойчивости к коррозии. Методы окраски распылением, электростатической окраски, окунания, нанесения кистью и порошковой окраски являются одними из наиболее распространенных методов, используемых для нанесения краски на поверхность компонента. Существует много типов составов красок для защиты металлических деталей в широком диапазоне физических сред. Автомобильная промышленность автоматизировала процесс покраски легковых и грузовых автомобилей, используя тысячи манипуляторов-роботов и обеспечивая исключительно стабильные результаты.
- Термическое напыление — Этот тип обработки поверхности включает в себя расплавленные или нагретые материалы, которые ускоряются, затем сталкиваются и механически связываются с целевой поверхностью. Проволока или порошковое сырье, обычно металлическое или керамическое, расплавляют, вводя его в пламя, электрическую дугу или плазменный поток. Инженеры иногда уточняют этот процесс, когда дополнительное трение является желательной характеристикой.Он также обычно используется на более крупных строительных объектах для защиты от высоких температур, таких как термобарьерное покрытие для отвода тепла от выхлопных газов.
 В процессе гальваники положительно заряженный электрический ток пропускается через раствор, содержащий растворенные ионы металла, а отрицательно заряженный электрический ток проходит через металлическую часть, на которую наносится покрытие.Обычные металлы, используемые для гальваники, — это кадмий, хром, медь, золото, никель, серебро, олово и цинк. Почти на любой основной металл, проводящий электричество, можно нанести гальваническое покрытие, чтобы улучшить его характеристики.
В процессе гальваники положительно заряженный электрический ток пропускается через раствор, содержащий растворенные ионы металла, а отрицательно заряженный электрический ток проходит через металлическую часть, на которую наносится покрытие.Обычные металлы, используемые для гальваники, — это кадмий, хром, медь, золото, никель, серебро, олово и цинк. Почти на любой основной металл, проводящий электричество, можно нанести гальваническое покрытие, чтобы улучшить его характеристики.

 Автомобильная промышленность автоматизировала процесс покраски легковых и грузовых автомобилей, используя тысячи манипуляторов-роботов и обеспечивая исключительно стабильные результаты.
Автомобильная промышленность автоматизировала процесс покраски легковых и грузовых автомобилей, используя тысячи манипуляторов-роботов и обеспечивая исключительно стабильные результаты. Существует множество других запатентованных обработок поверхности и вариантов наиболее распространенных процессов, которые разработаны для улучшения или изменения характеристик металлических деталей. В качестве примера стоит упомянуть керамическое покрытие, пропитанное пластиком, которое обеспечивает износостойкость и гладкую антипригарную поверхность.
В качестве примера стоит упомянуть керамическое покрытие, пропитанное пластиком, которое обеспечивает износостойкость и гладкую антипригарную поверхность.
Машины и оборудование по индивидуальному заказу с заботой о вас
Работаете ли вы в робототехнике, полупроводниках или в сфере здравоохранения, Келлер вместе с вашей командой разработает и спроектирует необходимое вам оборудование.Требуется ли особая обработка поверхности компонента вашего точного производственного или нестандартного оборудования? Дайте нам знать.
Обработка поверхности металла
Обеспечьте эффективность обработки металлической поверхности
Существует множество различных методов обработки поверхности металла. Обработка металлических поверхностей — это процесс подготовки металлических деталей к покраске. Препарат обычно называют предварительной обработкой покрытий. Обычно это связано с созданием физического барьера, который защитит металл от агрессивной среды.
Поверхностные пленки, используемые в покрытиях с химической конверсией, образуются посредством неэлектролитической химической реакции, которая происходит между поверхностью металла и раствором. Это клейкие неорганические кристаллические или аморфные пленки. Чтобы обработка поверхности металла образовывала защитную пленку, основной металл необходимо преобразовать в один из компонентов, который менее подвержен коррозии, чем исходная металлическая поверхность.
Чтобы обеспечить надлежащую обработку поверхности металла, пленка должна сообщать равный потенциал поверхности и нейтрализовать возможные области анодной и катодной коррозии (дополнительную информацию см. В разделе «Фосфат цинка»).Обработка поверхности металла обеспечивает абсорбирующую основу для адгезии к отделкам, таким как краски.
Процесс обработки поверхности металла состоит из нескольких этапов. Первым шагом является очистка, при которой удаляются фрезерные масла и штамповочные массы. После этого следует чистящее ополаскивание и переход на стадию конверсионного покрытия фосфатом железа или цинка. После фосфатного этапа следует промывание, за которым обычно следует неорганико-органический герметик. Последний шаг — промывание чистой водой, такой как деионизированная вода или вода обратного осмоса.Затем детали отправляются в сушильный шкаф, чтобы удалить всю влагу перед покраской.
После фосфатного этапа следует промывание, за которым обычно следует неорганико-органический герметик. Последний шаг — промывание чистой водой, такой как деионизированная вода или вода обратного осмоса.Затем детали отправляются в сушильный шкаф, чтобы удалить всю влагу перед покраской.
Самый распространенный вид обработки поверхности металлов — это химические конверсионные покрытия. Покрытия из фосфата железа и цинка обычно называют конверсионными покрытиями. Фосфаты железа и фосфаты цинка образуются с использованием простого оборудования и продуктов Vanchem, таких как FOSTEX JSF и FOSTEX ZN.
Vanchem предлагает широкий ассортимент продукции, включающей предварительную обработку как железа, так и цинка. У нас есть прямые фосфаты железа, такие как FOSTEX 11 и FOSTEX 12F, и очистители для нанесения покрытия для различных областей применения, такие как FOSTEX JS, FOSTEX JM и т. Д. (Более подробную информацию см. В разделе «Продукты из фосфата железа и цинка»).
Свяжитесь с нами в нашей штаб-квартире в Берлингтоне, Онтарио, чтобы получить дополнительную информацию о нашей инновационной линейке продуктов для обработки металлических поверхностей.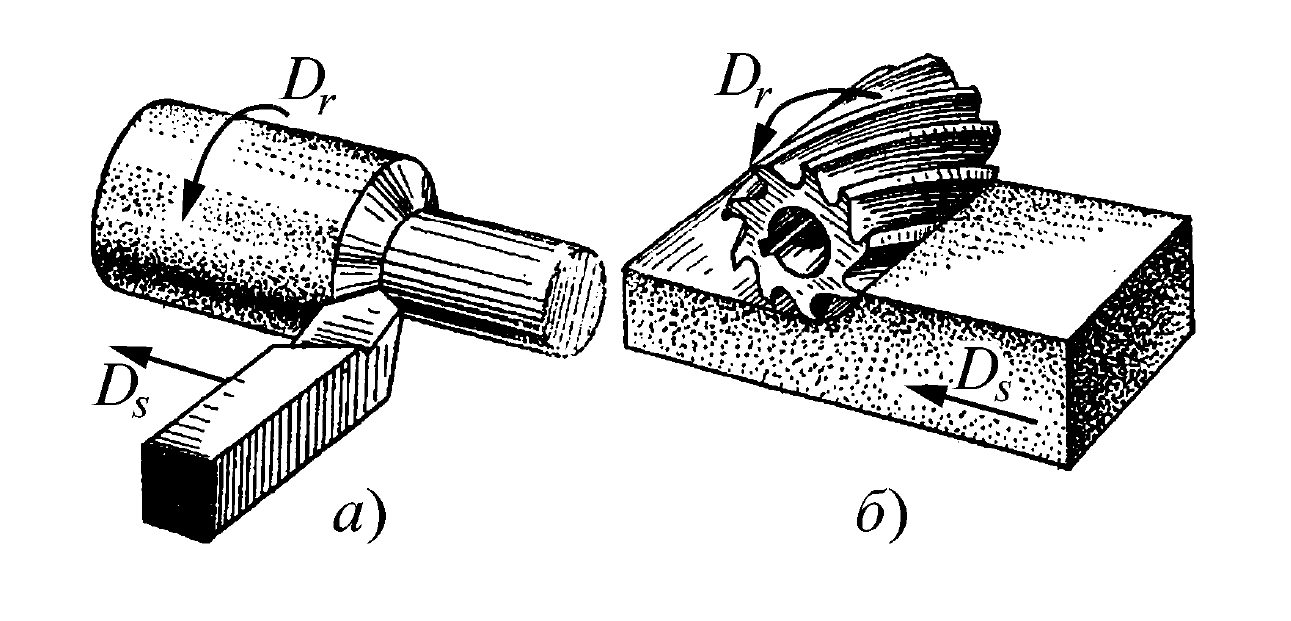
Обработка поверхностей нержавеющей стали и металлов | Получите ценовое предложение здесь
Прокладки цилиндрового двигателя автомобиля.
Обработка поверхности металлов возможна Прокладок цилиндров автомобильного двигателя. Существенное значение во многих отраслях. Это не новый процесс, а процесс, который восходит к тому, что человечество начало использовать золото в декоративных целях до 4000 г. до н.э.
Зачем нужна поверхностная обработка металлов?
Сегодня может быть несколько причин, по которым необходимо изменять поверхностные свойства металлов. Например, обработка поверхности металлов, используемых для:
- Украшение и / или отражающая способность
- Повышенная твердость (например, для устойчивости к повреждениям и износу)
- Предотвращение коррозии
Обработка металлических поверхностей играет огромную роль в продлении срока службы металлов, например, в автомобильных кузовах и строительных материалах, часто используемым применением является очистка корпусов из нержавеющей стали для окон и т. Д.
Д.
В каких отраслях промышленности используется обработка металлических поверхностей?
Практически каждая отрасль промышленности будет нуждаться в оборудовании для обработки металлических поверхностей.К отраслям, в которых сегодня применяется обработка металлических поверхностей, относятся следующие; автомобильная промышленность , строительная промышленность, контейнерная промышленность, электротехническая промышленность , медицинская промышленность , промышленное оборудование, отрасли, использующие лабораторное оборудование, аэрокосмическая промышленность и ряд других отраслей.
Диапазон обрабатываемых компонентов варьируется от: оправ для очков, компонентов для автомобилей, винтов, гаек, болтов, различных инструментов и многого другого.
Как Tantec обрабатывает металлические поверхности?
Пластиковый оконный профиль с тройным остеклением.
Металлические поверхности можно обрабатывать с помощью специальных изолированных электродов или сопел для обработки поверхностей PlasmaTEC-X .
Обработка металлических поверхностей часто сводится как к очистке, так и к активации поверхности.Часто поверхности из нержавеющей стали обрабатываются керамическими коронирующими электродами или соплами PlasmaTEC для обеспечения макс. смачиваемость и очистка перед приклеиванием.
Tantec производит несколько решений для обработки металлических поверхностей. Вы можете просмотреть наш список продуктов для обработки поверхности: Плазменные аппараты и Коронационные аппараты .
Если у Вас возникнут дополнительные вопросы, не раздумывайте, наши специалисты всегда готовы помочь.
Процесс нанесения плазменного покрытия
Как упоминалось выше, обработка металлических поверхностей — это, прежде всего, проблема очистки поверхности.Здесь плазменная обработка часто оказывается лучшим решением, когда требуется обработка металлической поверхности.
Плазменная обработка — это процесс, предназначенный для изменения свойств поверхности подложки с целью увеличения поверхностной энергии и / или обеспечения химической совместимости со связующим материалом.
Обработка поверхности создает бомбардировку электронами, которая разрывает химические связи поверхностей, в то время как ионы, ударяющиеся о поверхность, предназначены для изменения химического состава поверхности.
Плазменные системытакже могут использоваться для обработки различных типов материалов, включая полимеры, стекло и керамику.
Понимание обработки поверхности металла
По сравнению с другими поверхностями, которые требуют обработки перед нанесением покрытия, печати, адгезии и т. Д., Существует ряд различных методов обработки поверхности металла. Обработка металла — это процесс, при котором детали или компоненты, сделанные из металла, обрабатываются до того, как будет нанесено какое-либо фактическое покрытие.
Целью этой обработки является повышение уровня поверхностной энергии конкретной металлической поверхности, чтобы она могла легко прилипать к печати или покрытию, которое происходит.Этот тип обработки обычно известен как предварительная обработка покрытий. Обработка металла включает создание барьера, который действует как стена, защищающая металл в коррозионной среде.
Обработка металла включает создание барьера, который действует как стена, защищающая металл в коррозионной среде.
Поверхностный слой, образующийся на металле, на который запланировано химическое покрытие, создается в результате химической реакции, которая не является электролитической по своей природе. Реакция происходит между раствором и поверхностью металла. Эти слои аморфны и сцепляются. Для обеспечения возможности обработки металла для образования защитного слоя металл, используемый в качестве основы, должен быть преобразован в компонент, который менее реагирует на коррозию по сравнению с металлической поверхностью, используемой в первую очередь.
Чтобы провести успешную обработку поверхности металла, слой, сформированный на поверхности металла, должен иметь возможность передавать одинаковое количество потенциала повсюду. Слой также должен нейтрализовать любые участки с признаками катодной или анодной коррозии. Только в этом случае обработка поверхности металла может обеспечить абсорбирующую основу для адгезии к краскам и другим поверхностям.
Процесс обработки поверхности металла состоит из нескольких этапов. Во-первых, штамповочные массы и прокатные масла удаляются с поверхности, что приводит к промывке постфосфатов.Затем следует нанесение неорганического герметика. И, наконец, поверхность промывается водой, свободной от загрязнений, например вода, полученная путем обратного осмоса или деионизации. После ополаскивания поверхность отправляют в духовку, которая сушит поверхность. Здесь вся влага полностью удаляется, прежде чем металл сможет попасть в процесс окраски.
Типы конверсионных покрытий
В процессе обработки поверхности используются несколько типов конверсионных покрытий.Некоторые из них приведены ниже.
Покрытие оксидами
Покрытия, нанесенные с помощью оксидов, на самом деле являются продуктами коррозии, которые включают оксид незначительной толщины, обеспечивающий хорошую адгезию. Эти обработки обычно проводятся с помощью электрохимических реакций, тепла или химикатов.
Хроматное покрытие
Эти покрытия включают процесс химического превращения, образующийся в результате реакции, протекающей между солями хрома или водными растворами хромовой кислоты. Хроматные покрытия можно наносить на кадмий, цинк, магний и алюминий из-за их устойчивости к атмосферной коррозии.Эти покрытия широко используются для защиты оборудования, используемого в качестве товаров для дома.
Фосфатное покрытие
Эти покрытия также включают химическое преобразование металлических поверхностей. Кристаллы фосфата образуются на поверхности материалов, содержащих фосфаты цинка, марганца или железа. Обычно фосфатные покрытия наносят на чугун, низколегированную сталь и углеродистую сталь. Хотя их можно наносить и на кадмий, олово, алюминий и цинк.
Обработка поверхности на видео
Посмотрите это видео, чтобы узнать, как работает поверхностная обработка.
Какие материалы можно успешно обработать?
Почти все обычно используемые основные материалы легко поддаются обработке. Список материалов ниже включает материалы, как пластмассы, так и металлы:
Список материалов ниже включает материалы, как пластмассы, так и металлы:
Обработка поверхности металлов
Адаптировано из 3-го издания, Энциклопедия гигиены и безопасности труда .
Существует множество методов отделки поверхностей металлических изделий, чтобы они противостояли коррозии, лучше подходили и выглядели лучше (см. Таблицу 1).Некоторые продукты обрабатываются с помощью нескольких из этих методов. В этой статье будут кратко описаны некоторые из наиболее часто используемых.
Таблица 1. Обзор опасностей, связанных с различными методами обработки металлов
Способ обработки металла | Опасности | Меры предосторожности |
Электролитическая полировка | Ожоги и раздражение от едких и едких химикатов | Используйте соответствующие средства индивидуальной защиты. |
Гальваника | Воздействие хрома и никеля, потенциально вызывающего рак; воздействие цианидов; ожоги и раздражение от едких и едких химикатов; поражение электрическим током; процесс может быть влажным, что может вызвать опасность поскользнуться и упасть; возможное образование взрывоопасной пыли; эргономические опасности | Используйте соответствующие средства индивидуальной защиты.Установите эффективную вытяжную вентиляцию, часто щелевую, двухтактную. Немедленно убирайте разливы. Установите нескользящий пол. Используйте эффективный дизайн рабочих процедур и рабочих мест, чтобы избежать эргономической нагрузки. |
Эмали и остекление | Физические опасности от шлифовальных машин, конвейеров, мельниц; опасность ожога от высокотемпературных жидкостей и оборудования; воздействие пыли, которая может вызвать заболевание легких | Установите надлежащие ограждения машины, включая блокировки. |
Офорт | Воздействие плавиковой кислоты; ожоги и раздражение от едких и едких химикатов; опасность ожога от высокотемпературных жидкостей и оборудования | Реализуйте программу по предотвращению воздействия фтористоводородной кислоты.Используйте соответствующие средства индивидуальной защиты. Установите эффективную вытяжную вентиляцию. |
Цинкование | Опасность ожога от высокотемпературных жидкостей, металлов и оборудования; ожоги и раздражение от едких и едких химикатов; металлическая лихорадка; потенциальное воздействие свинца | Используйте соответствующие средства индивидуальной защиты. |
Термическая обработка | Опасность ожога от высокотемпературных жидкостей, металлов и оборудования; ожоги и раздражение от едких и едких химикатов; возможные взрывоопасные атмосферы водорода; потенциальное воздействие окиси углерода; потенциальное воздействие цианидов; пожароопасность от закалки в масле | Используйте соответствующие средства индивидуальной защиты.Установите эффективную вытяжную вентиляцию. Отображать знаки, предупреждающие о высокотемпературном оборудовании и поверхностях Установите системы контроля концентрации окиси углерода. Установите соответствующие системы пожаротушения. |
Металлизация | Опасность ожога высокотемпературными металлами и оборудованием; возможные взрывоопасные среды из пыли, ацетилена; цинково-металлическая лихорадка | Установить соответствующие системы пожаротушения. |
Фосфатирование | Ожоги и раздражение от едких и едких химикатов | Используйте соответствующие средства индивидуальной защиты. Установите эффективную вытяжную вентиляцию. |
Пластмассовое покрытие | Воздействие химических сенсибилизаторов | Ищите альтернативу сенсибилизаторам.Используйте соответствующие средства индивидуальной защиты. Установите эффективную вытяжную вентиляцию. |
Грунтовка | Воздействие различных потенциально токсичных и легковоспламеняющихся растворителей, воздействие химических сенсибилизаторов, воздействие потенциально канцерогенного хрома | Ищите альтернативу сенсибилизаторам. |
 Установите эффективную вытяжную вентиляцию.
Установите эффективную вытяжную вентиляцию.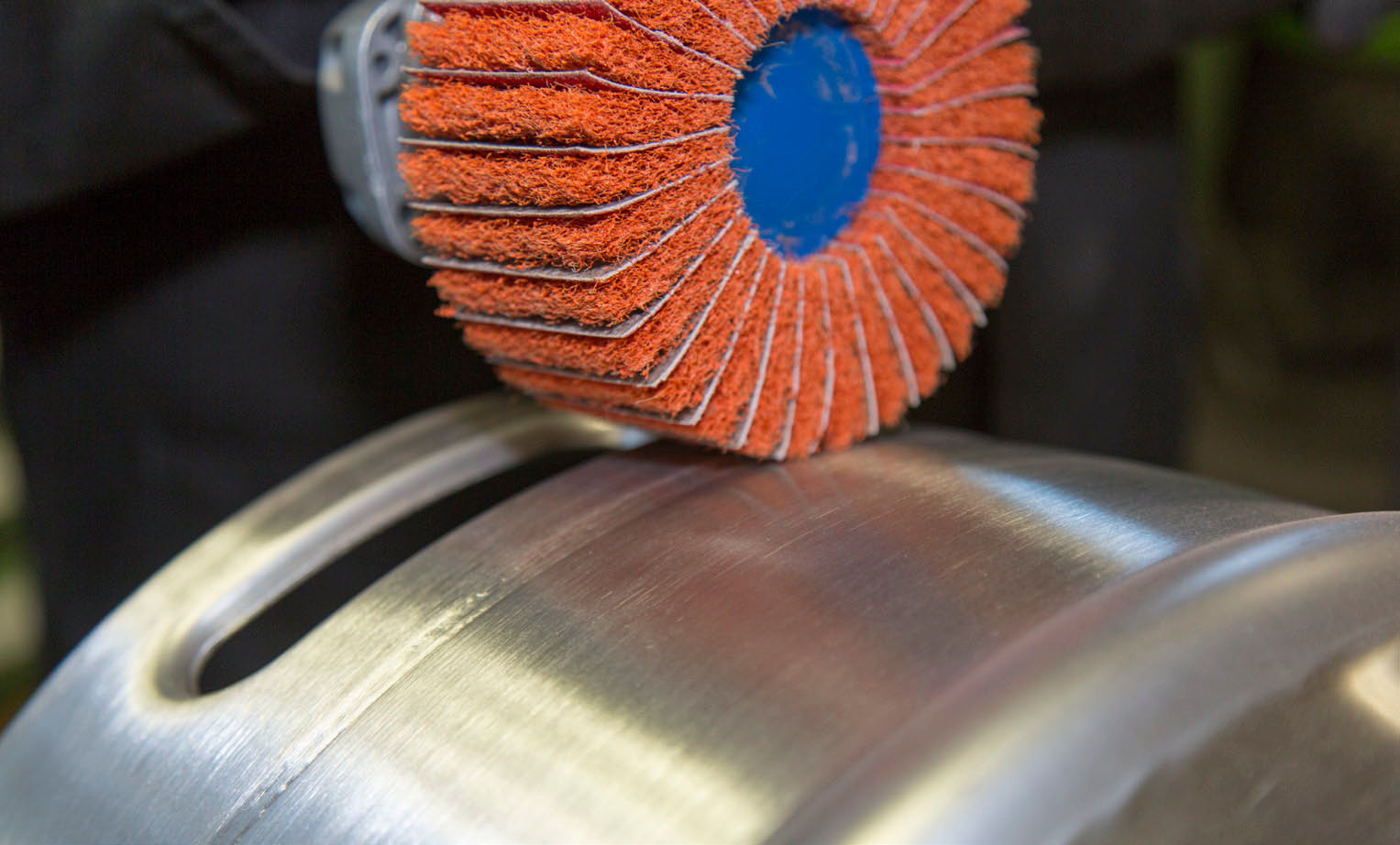 Используйте соответствующие средства индивидуальной защиты. Установите эффективную вытяжную вентиляцию, чтобы избежать попадания пыли. Может потребоваться оборудование с НЕРА-фильтром.
Используйте соответствующие средства индивидуальной защиты. Установите эффективную вытяжную вентиляцию, чтобы избежать попадания пыли. Может потребоваться оборудование с НЕРА-фильтром. Установите эффективную вытяжную вентиляцию.Внедрить программу снижения воздействия свинца / мониторинга.
Установите эффективную вытяжную вентиляцию.Внедрить программу снижения воздействия свинца / мониторинга.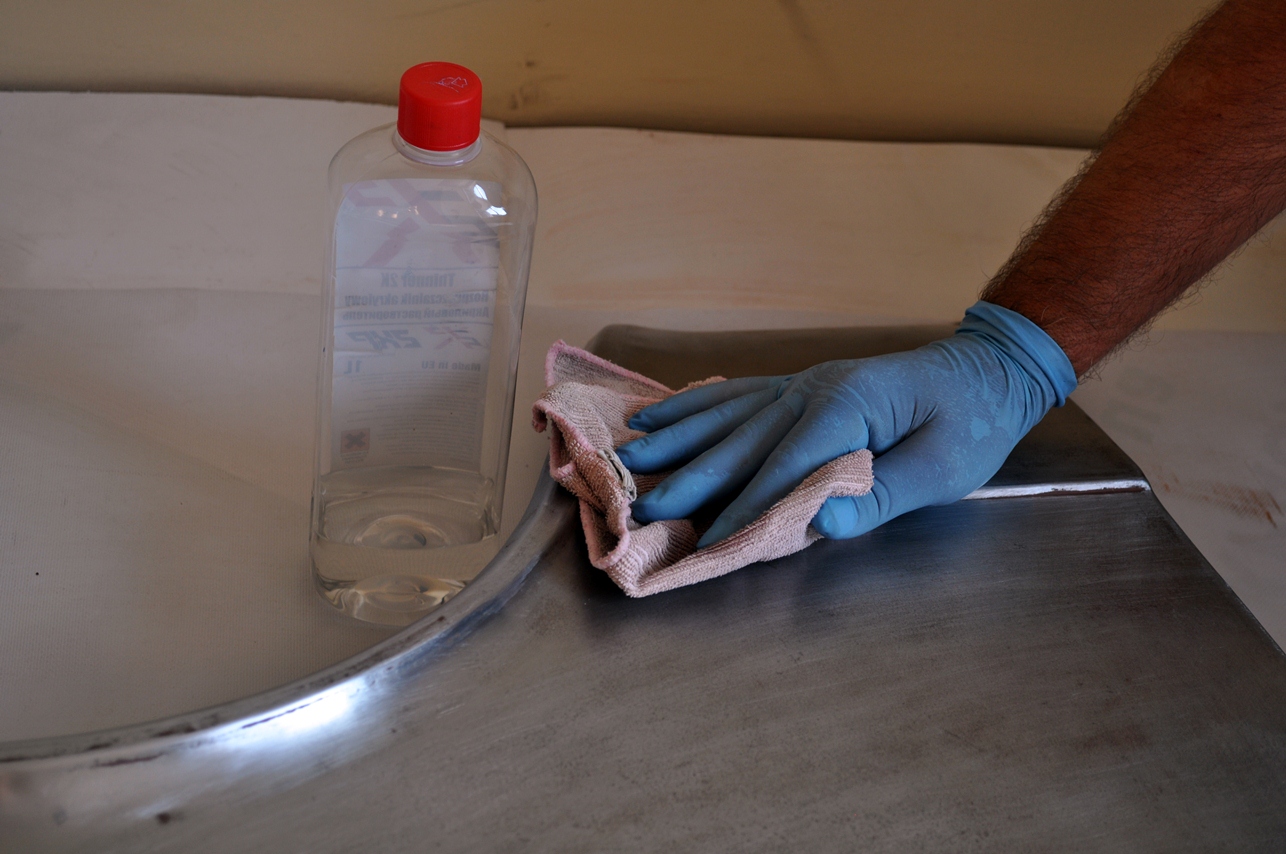 Правильно разделите химические вещества и газы. Используйте соответствующие средства индивидуальной защиты. Установите эффективную вытяжную вентиляцию.
Правильно разделите химические вещества и газы. Используйте соответствующие средства индивидуальной защиты. Установите эффективную вытяжную вентиляцию. Используйте соответствующие средства индивидуальной защиты. Установите эффективную вытяжную вентиляцию.Правильно разделите химические вещества / газы.
Используйте соответствующие средства индивидуальной защиты. Установите эффективную вытяжную вентиляцию.Правильно разделите химические вещества / газы. Перед применением любого из этих методов продукты должны быть тщательно очищены. Используется ряд методов очистки, по отдельности или последовательно. Они включают механическое шлифование, чистку щеткой и полировку (при которых образуется металлическая или оксидная пыль — алюминиевая пыль может быть взрывоопасной), обезжиривание паром, промывка органическими растворителями жиров, «травление» в концентрированных кислотных или щелочных растворах и электролитическое обезжиривание.Последний включает погружение в ванны, содержащие цианид и концентрированную щелочь, в которых электролитически образованный водород или кислород удаляют жир, в результате чего получаются «чистые» металлические поверхности, свободные от оксидов и жира. После очистки следует соответствующее ополаскивание и сушка продукта.
Правильная конструкция оборудования и эффективный УРОВ частично снизят риск. Рабочие, подвергающиеся опасности разбрызгивания, должны быть обеспечены защитными очками или щитками для глаз, а также защитными перчатками, фартуками и одеждой.Душевые и фонтаны для промывания глаз должны быть поблизости и в хорошем рабочем состоянии, а брызги и пролитые жидкости должны быть незамедлительно смыты. При работе с электролитическим оборудованием перчатки и обувь должны быть непроводящими; необходимо соблюдать другие стандартные меры предосторожности, такие как установка прерывателей цепи замыкания на землю и процедуры блокировки / маркировки.
Процессы обработки
Электролитическая полировка
Электролитическая полировка используется для получения поверхности улучшенного внешнего вида и отражательной способности, для удаления излишков металла, чтобы она точно соответствовала требуемым размерам, и для подготовки поверхности к проверке на наличие дефектов.-fe86b8.jpg) Процесс заключается в преимущественном анодном растворении выступов на поверхности после обезжиривания паром и горячей щелочной очистки. Кислоты часто используются в качестве растворов электролитов; соответственно, после этого требуется соответствующее ополаскивание.
Процесс заключается в преимущественном анодном растворении выступов на поверхности после обезжиривания паром и горячей щелочной очистки. Кислоты часто используются в качестве растворов электролитов; соответственно, после этого требуется соответствующее ополаскивание.
Гальваника
Гальваника — это химический или электрохимический процесс нанесения металлического слоя на продукт, например никеля для защиты от коррозии, твердого хрома для улучшения свойств поверхности или серебра и золота для украшения.Иногда используются неметаллические материалы. Изделие, подключенное как катод, и анод осаждаемого металла погружают в раствор электролита (который может быть кислотным, щелочным или щелочным с солями и комплексами цианидов) и подключают извне к источнику постоянного тока. Положительно заряженные катионы металлического анода мигрируют к катоду, где они восстанавливаются до металла и осаждаются тонким слоем (см. Рисунок 1). Процесс продолжается до тех пор, пока новое покрытие не достигнет желаемой толщины, после чего изделие моют, сушат и полируют.
Рис. 1. Гальваника: схематическое изображение
Анод: Cu → Cu +2 + 2e — ; Катод: Cu +2 + 2e — → Cu
В гальванопластике , — процессе, тесно связанном с гальваникой, объекты, отформованные, например, из гипса или пластика, делают проводящими путем нанесения графита, а затем подключаются в качестве катода, так что на них осаждается металл.
В процессе анодирования , , процесса, который становится все более важным в последние годы, изделия из алюминия (также используются титан и другие металлы) соединяются в качестве анода и погружаются в разбавленную серную кислоту. Однако вместо образования положительных ионов алюминия и миграции для осаждения на катод они окисляются атомами кислорода, возникающими на аноде, и связываются с ним в виде оксидного слоя. Этот оксидный слой частично растворяется раствором серной кислоты, делая поверхностный слой пористым. Впоследствии в эти поры могут откладываться цветные или светочувствительные материалы, как, например, при изготовлении паспортных табличек.
Впоследствии в эти поры могут откладываться цветные или светочувствительные материалы, как, например, при изготовлении паспортных табличек.
Эмали и глазури
Стекловидная эмаль или фарфоровая эмаль используется для придания высокотемпературному, устойчивому к пятнам и коррозии покрытия металлов, обычно железа или стали, в широком спектре готовых изделий, включая ванны, газовые и электрические плиты, кухонную утварь, хранение. цистерны и контейнеры, а также электрооборудование.Кроме того, эмали используются в декоре керамики, стекла, ювелирных изделий и декоративных орнаментов. Специализированное использование эмалевых порошков в производстве таких декоративных изделий, как Cloisonné и Limoges, известно на протяжении веков. Глазури наносят на гончарные изделия всех видов.
Материалы, используемые при производстве стекловидных эмалей и глазурей, включают:
- огнеупоры, такие как кварц, полевой шпат и глина
- флюсов, таких как бура (декагидрат бората натрия), кальцинированная сода (безводный карбонат натрия), нитрат натрия, плавиковый шпат, криолит, карбонат бария, карбонат магния, оксид свинца, четырехокись свинца и оксид цинка
- цветов, таких как оксиды сурьмы, кадмия, кобальта, железа, никеля, марганца, селена, ванадия, урана и титана
- глушители, такие как оксиды сурьмы, титана, олова и циркония, а также антимонинат натрия
- электролиты, такие как бура, кальцинированная сода, карбонат и сульфат магния, нитрит натрия и алюминат натрия
- флокулянтов, таких как глина, камеди, альгинат аммония, бентонит и коллоидный диоксид кремния.

Первым шагом во всех видах эмалирования или глазурования стекловидного тела является изготовление фритты, эмалевого порошка. Это включает в себя подготовку сырья, плавку и раздачу фритты.
После тщательной очистки металлических изделий (например, дробеструйной обработки, травления, обезжиривания) эмаль может быть нанесена с помощью ряда процедур:
- В мокром процессе объект погружают в слой водной эмали, вынимают его и дают стечь, или, при «смывании», эмалевый слой более толстый, и его нужно стряхивать с объекта.
- В процессе сушки шлифованный объект нагревается до температуры эмалирования, а затем на него через сита присыпается сухой эмалевый порошок. Эмаль спекается и, когда объект возвращается в печь, плавится до гладкой поверхности.
- Распыление все чаще используется, как правило, в механизированной операции. Требуется шкаф под вытяжной вентиляцией.
- Декоративные эмали обычно наносятся вручную с помощью кистей или аналогичных инструментов.
- Глазури для фарфора и керамических изделий обычно наносят окунанием или распылением. Хотя некоторые операции по окунанию механизированы, в отечественной фарфоровой промышленности изделия обычно окунают вручную. Объект держится в руке, погружается в большую ванну с глазурью, глазурь удаляется легким движением руки, и объект помещается в сушилку. При распылении глазури следует предусмотреть закрытый вытяжной шкаф или шкаф с эффективной вытяжной вентиляцией.

Подготовленные объекты затем «обжигаются» в печи или печи, обычно работающей на газе.
Офорт
Химическое травление позволяет получить матовую или матовую поверхность. Чаще всего он используется в качестве предварительной обработки перед анодированием, лакированием, конверсионным покрытием, полировкой или химическим осветлением. Чаще всего применяется для алюминия и нержавеющей стали, но также для многих других металлов.
Алюминий обычно травят в щелочных растворах, содержащих различные смеси гидроксида натрия, гидроксида калия, тринатрийфосфата и карбоната натрия вместе с другими ингредиентами для предотвращения образования осадка. В одном из наиболее распространенных процессов используется гидроксид натрия в концентрации от 10 до 40 г / л, поддерживаемый при температуре от 50 до 85 ° C с временем погружения до 10 минут.
В одном из наиболее распространенных процессов используется гидроксид натрия в концентрации от 10 до 40 г / л, поддерживаемый при температуре от 50 до 85 ° C с временем погружения до 10 минут.
Щелочное травление обычно предшествует и следует за обработкой в различных смесях соляной, фтористоводородной, азотной, фосфорной, хромовой или серной кислоты. Типичная кислотная обработка включает погружение на 15-60 секунд в смесь 3 частей по объему азотной кислоты и 1 части по объему плавиковой кислоты, которая поддерживается при температуре 20 ° C.
Цинкование
Цинкование — это цинковое покрытие для различных стальных изделий для защиты от коррозии. Чтобы покрытие хорошо прилегало, продукт должен быть чистым и не содержать оксидов. Обычно это включает в себя ряд процессов очистки, ополаскивания, сушки или отжига перед тем, как продукт попадет в ванну для цинкования. При цинковании «горячим погружением» продукт пропускают через ванну с расплавленным цинком; «Холодное» цинкование — это, по сути, гальваника, как описано выше.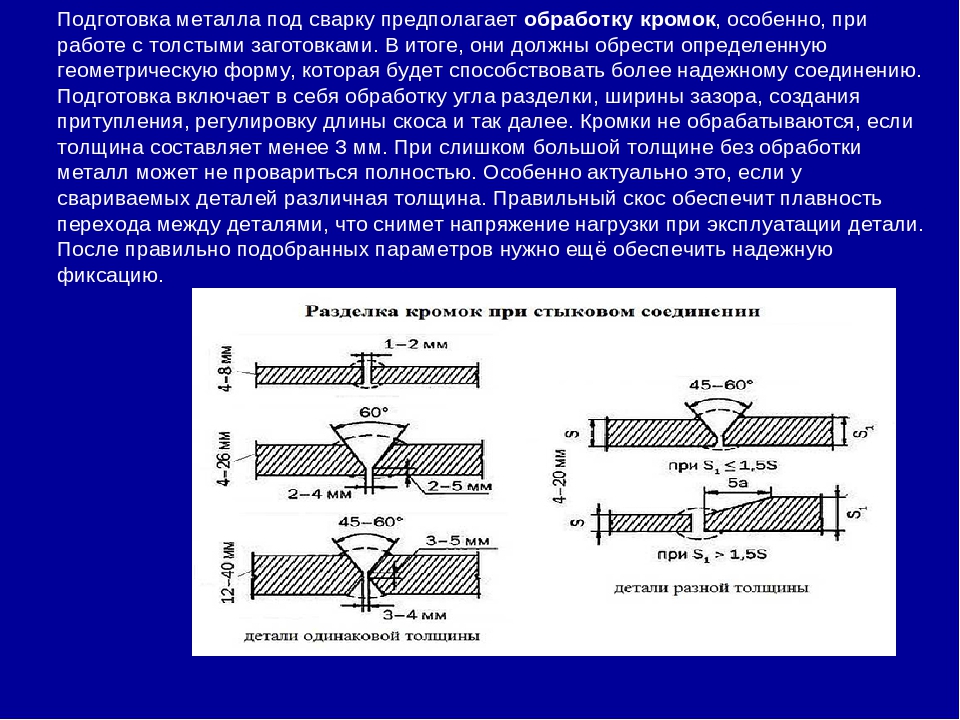
Готовые изделия обычно оцинковываются партиями, тогда как метод непрерывной полосы используется для стальной полосы, листа или проволоки. Флюс можно использовать для поддержания удовлетворительной очистки как продукта, так и ванны с цинком, а также для облегчения сушки. За этапом предварительной флегмы может следовать покрытие из флюса хлорида аммония на поверхности цинковой ванны, или последняя может использоваться отдельно. При цинковании трубы труба погружается в горячий раствор хлорида цинка и аммония после очистки и до того, как труба попадет в ванну с расплавленным цинком.Флюсы разлагаются с образованием раздражающего хлористого водорода и газообразного аммиака, требующих LEV.
Различные типы непрерывного горячего цинкования существенно различаются по способу очистки продукта и по тому, выполняется ли очистка в оперативном режиме:
- очистка пламенным окислением поверхностных масел с последующим восстановлением в печи и отжигом на линии
- Электролитическая очистка перед поточным отжигом
- очистка кислотным травлением и щелочная очистка с использованием флюса перед подогревом печи и отжиг в печи перед цинкованием
- очистка кислотным травлением и щелочной очисткой, устранение флюса и предварительный нагрев в восстановительном газе (например,г. , водород) перед цинкованием.
 , водород) перед цинкованием.
, водород) перед цинкованием.Линия непрерывного цинкования тонколистовой стали исключает травление и использование флюса; он использует щелочную очистку и поддерживает чистую поверхность полосы, нагревая ее в камере или печи с восстановительной атмосферой водорода до тех пор, пока она не пройдет под поверхностью ванны расплавленного цинка.
Непрерывное цинкование проволоки требует этапов отжига, обычно с поддоном из расплавленного свинца перед резервуарами для очистки и цинкования; воздушное или водяное охлаждение; травление в горячей разбавленной соляной кислоте; полоскание; нанесение флюса; сушка; а затем цинкование в ванне расплавленного цинка.
Шлак, сплав железа и цинка, оседает на дно ванны с расплавленным цинком и должен периодически удаляться. На поверхность ванны с цинком плавают различные типы материалов, чтобы предотвратить окисление расплавленного цинка. В точках входа и выхода оцинкованной проволоки или полосы необходимо частое снятие пленки.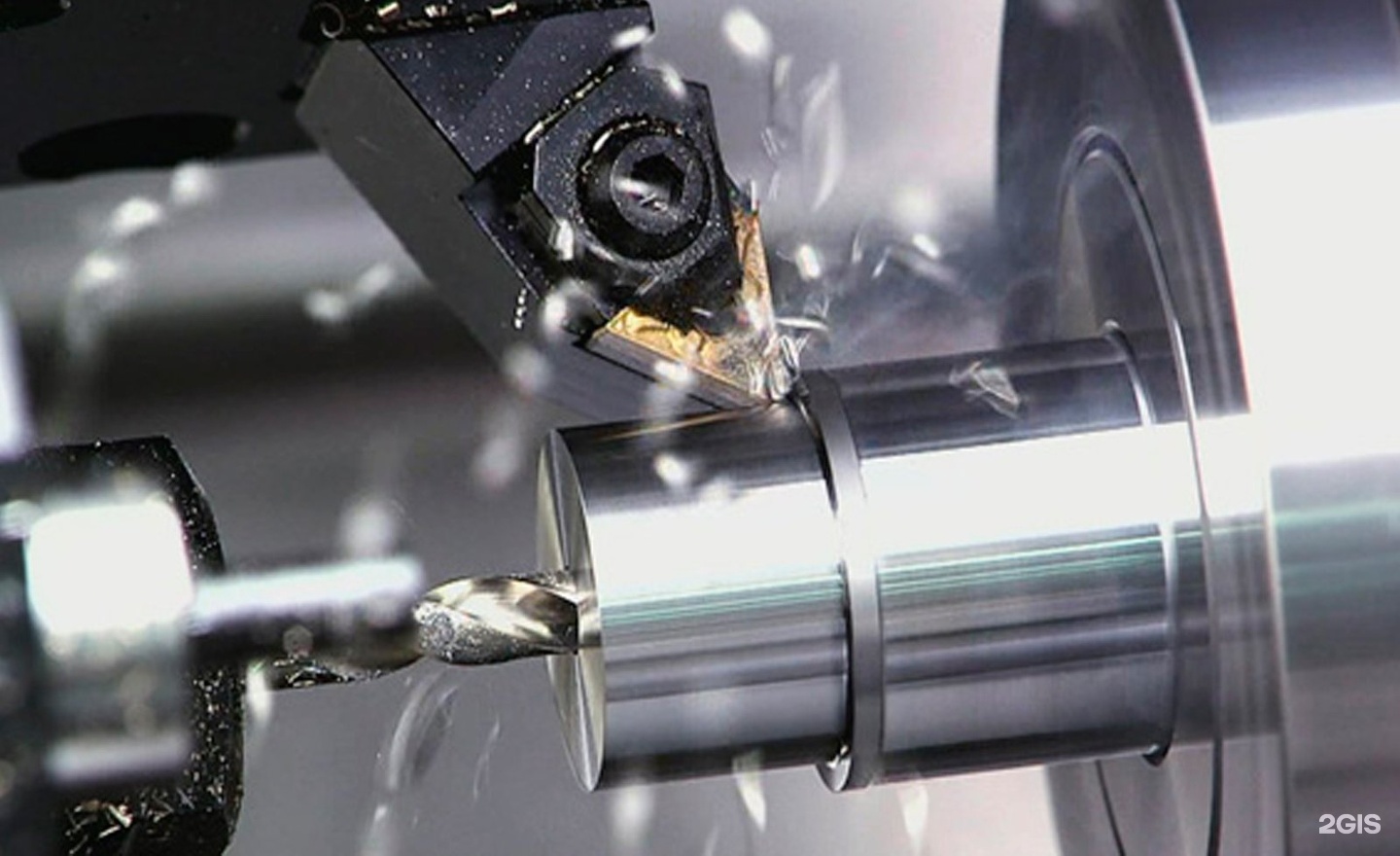
Термическая обработка
Термическая обработка, нагрев и охлаждение металла, который остается в твердом состоянии, обычно является неотъемлемой частью обработки металлических изделий.Это почти всегда связано с изменением кристаллической структуры металла, что приводит к модификации его свойств (например, отжиг для повышения пластичности металла, нагрев и медленное охлаждение для снижения твердости, нагрев и закалка для повышения твердости, низкотемпературные нагрев для минимизации внутренних напряжений).
Отжиг
Отжиг — это термообработка «размягчение», широко используемая для дальнейшей холодной обработки металла, улучшения обрабатываемости, снятия напряжений с продукта перед его использованием и т. Д.Он включает в себя нагрев металла до определенной температуры, выдержку его при этой температуре в течение определенного времени и позволяет ему остыть с определенной скоростью. Используется ряд методов отжига:
- Голубой отжиг, , при котором слой синего оксида создается на поверхности сплавов на основе железа
- Светлый отжиг, , который проводится в контролируемой атмосфере для минимизации окисления поверхности
- Закрытый отжиг или Отжиг в ящике, метод, при котором как черные, так и цветные металлы нагреваются в герметичном металлическом контейнере с упаковочным материалом или без него, а затем медленно охлаждаются
- Полный отжиг, обычно проводится в защитной атмосфере с целью получения максимальной экономически целесообразной мягкости
- Malleablizing, особый вид отжига, применяемый для чугунных отливок, чтобы сделать их пластичными за счет преобразования углерода, содержащегося в чугуне, в мелкодисперсный углерод (т. е.э., графит)
- Частичный отжиг, низкотемпературный процесс для снятия внутренних напряжений, возникающих в металле в результате холодной обработки
- Докритический или сфероидизирующий отжиг, , который обеспечивает улучшенную обрабатываемость, позволяя карбиду железа в кристаллической структуре приобретать сфероидальную форму.
 е.э., графит)
е.э., графит)Старение
Упрочнение против старения — это термообработка, часто применяемая для сплавов алюминия и меди, при которой естественное упрочнение, происходящее в сплаве, ускоряется нагревом примерно до 180 ° C в течение примерно 1 часа.
Гомогенизация
Гомогенизация, обычно применяемая для слитков или прессованных металлических порошков, предназначена для удаления или значительного уменьшения сегрегации. Это достигается путем нагревания до температуры примерно на 20 ° C ниже точки плавления металла в течение примерно 2 часов или более с последующей закалкой.
Нормализация
Процесс, аналогичный полному отжигу, обеспечивает однородность механических свойств, которые необходимо получить, а также обеспечивает большую ударную вязкость и устойчивость к механическим нагрузкам.
Патентование
Patenting — это особый тип процесса отжига, который обычно применяется к материалам с малым поперечным сечением, которые предназначены для волочения (например, проволока из углеродистой стали 0,6%). Металл нагревается в обычной печи до уровня, превышающего диапазон превращения, а затем проходит из печи прямо, например, в ванну со свинцом, поддерживаемую при температуре около 170 ° C.
Закалка и отпуск
Повышение твердости сплава на основе железа может быть достигнуто путем нагрева до уровня, превышающего диапазон превращения, и быстрого охлаждения до комнатной температуры путем закалки в масле, воде или воздухе.Изделие часто слишком сильно нагружается, чтобы его можно было ввести в эксплуатацию, и для повышения его прочности его закаляют, повторно нагревая до температуры ниже диапазона превращения и позволяя ему остыть с желаемой скоростью.
Закалка и аустемперинг являются аналогичными процессами, за исключением того, что изделие закаливают, например, в солевой или свинцовой ванне, выдерживаемой при температуре 400 ° C.
Поверхностное и цементирование
Это еще один процесс термообработки, наиболее часто применяемый для сплавов на основе железа, который позволяет поверхности объекта оставаться твердой, а его сердцевина остается относительно пластичной.Имеет несколько вариаций:
- Закалка пламенем включает упрочнение поверхностей объекта (например, зубьев шестерен, подшипников, направляющих) путем нагрева с помощью высокотемпературной газовой горелки с последующей закалкой в масле, воде или другой подходящей среде.
- Электроиндукционная закалка похожа на закалку пламенем, за исключением того, что нагрев происходит за счет вихревых токов, индуцируемых в поверхностных слоях.
- Науглероживание увеличивает содержание углерода на поверхности сплава на основе железа за счет нагрева объекта в твердой, жидкой или газообразной углеродистой среде (например,g. , твердый древесный уголь и карбонат бария, жидкий цианид натрия и карбонат натрия, газообразный монооксид углерода, метан и т. д.) при температуре около 900 ° C.
- Азотирование увеличивает содержание азота на поверхности специального низколегированного чугуна или стали путем нагревания его в азотистой среде, обычно газообразном аммиаке, примерно до температуры от 500 до 600 ° C.
- Цианирование — это метод цементации, при котором поверхность изделия из низкоуглеродистой стали одновременно обогащается углеродом и азотом.Обычно это включает нагрев объекта в течение 1 часа в ванне с расплавленным 30% цианидом натрия при 870 ° C, а затем закалку в масле или воде.
- Карбоазотирование — это газовый процесс одновременного поглощения углерода и азота поверхностным слоем стали путем его нагрева до 800-875 ° C в атмосфере науглероживающего газа (см. Выше) и азотирующего газа (например, , От 2 до 5% безводного аммиака).
 , твердый древесный уголь и карбонат бария, жидкий цианид натрия и карбонат натрия, газообразный монооксид углерода, метан и т. д.) при температуре около 900 ° C.
, твердый древесный уголь и карбонат бария, жидкий цианид натрия и карбонат натрия, газообразный монооксид углерода, метан и т. д.) при температуре около 900 ° C.Металлизация
Металлизация, или напыление металла, представляет собой метод нанесения защитного металлического покрытия на механически шероховатую поверхность путем распыления на нее расплавленных капель металла. Он также используется для создания изношенных или корродированных поверхностей и для утилизации плохо обработанных деталей. Этот процесс широко известен как Schooping, в честь доктора Шупа, который его изобрел.
Он также используется для создания изношенных или корродированных поверхностей и для утилизации плохо обработанных деталей. Этот процесс широко известен как Schooping, в честь доктора Шупа, который его изобрел.
Он использует пистолет Schooping, ручной пистолет-распылитель в форме пистолета, через который металл в форме проволоки подается в пламя горючего газа / кислорода, которое расплавляет его и, используя сжатый воздух, распыляет его на объект. Источником тепла является смесь кислорода и ацетилена, пропана или сжатого природного газа.Спиральную проволоку обычно выпрямляют перед подачей в пистолет. Можно использовать любой металл, из которого можно сделать проволоку; пистолет также может принимать металл в виде порошка.
Вакуумная металлизация — это процесс, при котором объект помещается в вакуумный сосуд, в который напыляется покрывающий металл.
Фосфатирование
Фосфатирование используется в основном для мягкой и гальванизированной стали и алюминия для повышения адгезии и коррозионной стойкости лакокрасочных, восковых и масляных покрытий. Он также используется для образования слоя, который действует как разделительная пленка при глубокой вытяжке листового металла и улучшает его износостойкость. По сути, он заключается в том, чтобы позволить поверхности металла реагировать с раствором одного или нескольких фосфатов железа, цинка, марганца, натрия или аммония. Растворы фосфата натрия и аммония используются для комбинированной очистки и фосфатирования. Необходимость фосфатирования многометаллических объектов и стремление увеличить линейную скорость в автоматизированных операциях привели к сокращению времени реакции за счет добавления в фосфатирующие растворы ускорителей, таких как фториды, хлораты, молибдаты и соединения никеля.Для уменьшения размера кристаллов и, как следствие, увеличения гибкости покрытий из фосфата цинка, в ополаскиватель для предварительной обработки добавляют агенты, улучшающие кристалличность, такие как третичный фосфат цинка или фосфат титана.
Он также используется для образования слоя, который действует как разделительная пленка при глубокой вытяжке листового металла и улучшает его износостойкость. По сути, он заключается в том, чтобы позволить поверхности металла реагировать с раствором одного или нескольких фосфатов железа, цинка, марганца, натрия или аммония. Растворы фосфата натрия и аммония используются для комбинированной очистки и фосфатирования. Необходимость фосфатирования многометаллических объектов и стремление увеличить линейную скорость в автоматизированных операциях привели к сокращению времени реакции за счет добавления в фосфатирующие растворы ускорителей, таких как фториды, хлораты, молибдаты и соединения никеля.Для уменьшения размера кристаллов и, как следствие, увеличения гибкости покрытий из фосфата цинка, в ополаскиватель для предварительной обработки добавляют агенты, улучшающие кристалличность, такие как третичный фосфат цинка или фосфат титана.
Последовательность фосфатирования обычно включает следующие этапы:
- очистка горячей щелочью
- чистка и полоскание
- дальнейшая очистка горячей щелочью
- ополаскивание водой для кондиционирования
- опрыскивание или окунание в горячие растворы кислых фосфатов
- ополаскивание холодной водой
- теплая промывка хромовой кислотой
- еще одно полоскание холодной водой
- сушка.

Грунтовка
Грунтовки для органических красок наносятся на металлические поверхности для улучшения адгезии наносимых впоследствии красок и предотвращения коррозии на границе раздела краска-металл. Грунтовки обычно содержат смолы, пигменты и растворители и могут наноситься на подготовленные металлические поверхности кистью, распылением, погружением, нанесением валика или электрофорезом.
Растворители могут представлять собой любую комбинацию алифатических и ароматических углеводородов, кетонов, сложных эфиров, спиртов и простых эфиров.Наиболее часто используемые смолы — это поливинилбутинол, фенольные смолы, олифы, алкиды, эпоксидированные масла, эпоксидные эфиры, этилсиликаты и хлорированные каучуки. В сложных грунтовках используются сшивающие агенты, такие как тетраэтиленпентамин, пентаэтиленгексамин, изоцианаты и мочевина формальдегид. Неорганические пигменты, используемые в составах грунтовок, включают соединения свинца, бария, хрома, цинка и кальция.
Пластиковое покрытие
Пластиковые покрытия наносятся на металлы в жидкой форме, в виде порошков, которые затем отверждаются или спекаются путем нагрева, или в виде готовых листов, которые приклеиваются к металлической поверхности с помощью клея.Наиболее часто используемые пластмассы включают полиэтилен, полиамиды (нейлон) и ПВХ. Последние могут включать пластификаторы на основе мономерных и полимерных сложных эфиров и стабилизаторы, такие как карбонат свинца, соли жирных кислот бария и кадмия, дилаурат дибутилолова, меркаптиды алкилолова и фосфат цинка. Хотя обычно они малотоксичны и не вызывают раздражения, некоторые пластификаторы являются сенсибилизаторами кожи.
Опасности и их предотвращение
Как можно заключить из сложности описанных выше процессов, обработка поверхности металлов сопряжена с большим разнообразием опасностей для безопасности и здоровья.Многие из них регулярно встречаются в производственных процессах; другие представлены уникальностью используемых методов и материалов.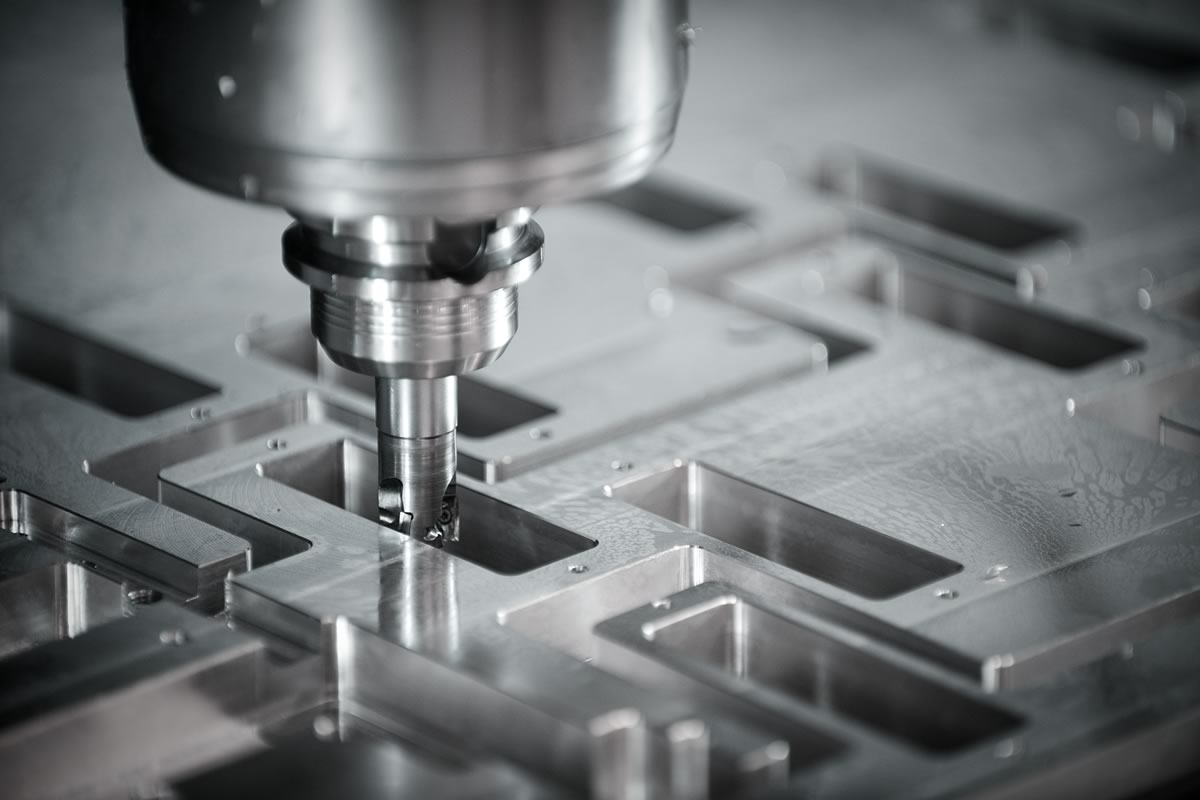 Некоторые из них потенциально опасны для жизни. Однако в целом их можно предотвратить или контролировать.
Некоторые из них потенциально опасны для жизни. Однако в целом их можно предотвратить или контролировать.
Дизайн рабочего места
Рабочее место должно быть спроектировано таким образом, чтобы обеспечивать доставку сырья и материалов и вывоз готовой продукции без вмешательства в текущую обработку. Поскольку многие химические вещества легковоспламеняемы или склонны к реакции при смешивании, правильное разделение при хранении и транспортировке имеет важное значение.Во многих операциях по отделке металла используются жидкости, и в случае утечек, разливов или брызг кислот или щелочей их необходимо незамедлительно смыть. Соответственно, должны быть обеспечены хорошо дренированные, противоскользящие полы. Уборка должна быть тщательной, чтобы рабочие зоны и другие помещения оставались чистыми и свободными от скоплений материалов. Системы удаления твердых и жидких отходов и сточных вод из печей и вытяжной вентиляции должны проектироваться с учетом экологических требований.
Рабочие места и рабочие задания должны соответствовать эргономическим принципам, чтобы минимизировать деформации, растяжения, чрезмерную усталость и RSI.Защитные ограждения машины должны иметь автоматическую блокировку, чтобы машина была обесточена при снятии ограждения. Брызговики необходимы. Из-за опасности разбрызгивания горячих растворов кислот и щелочей фонтанчики для промывания глаз и души для всего тела должны быть установлены в пределах досягаемости. Следует разместить знаки, предупреждающие другой производственный и обслуживающий персонал о таких опасностях, как химические ванны и горячие поверхности.
Химическая оценка
Все химические вещества должны быть оценены на предмет потенциальной токсичности и физических опасностей, а менее опасные материалы должны быть заменены там, где это возможно.Однако, поскольку менее токсичный материал может быть более легковоспламеняющимся, следует также учитывать опасность пожара и взрыва.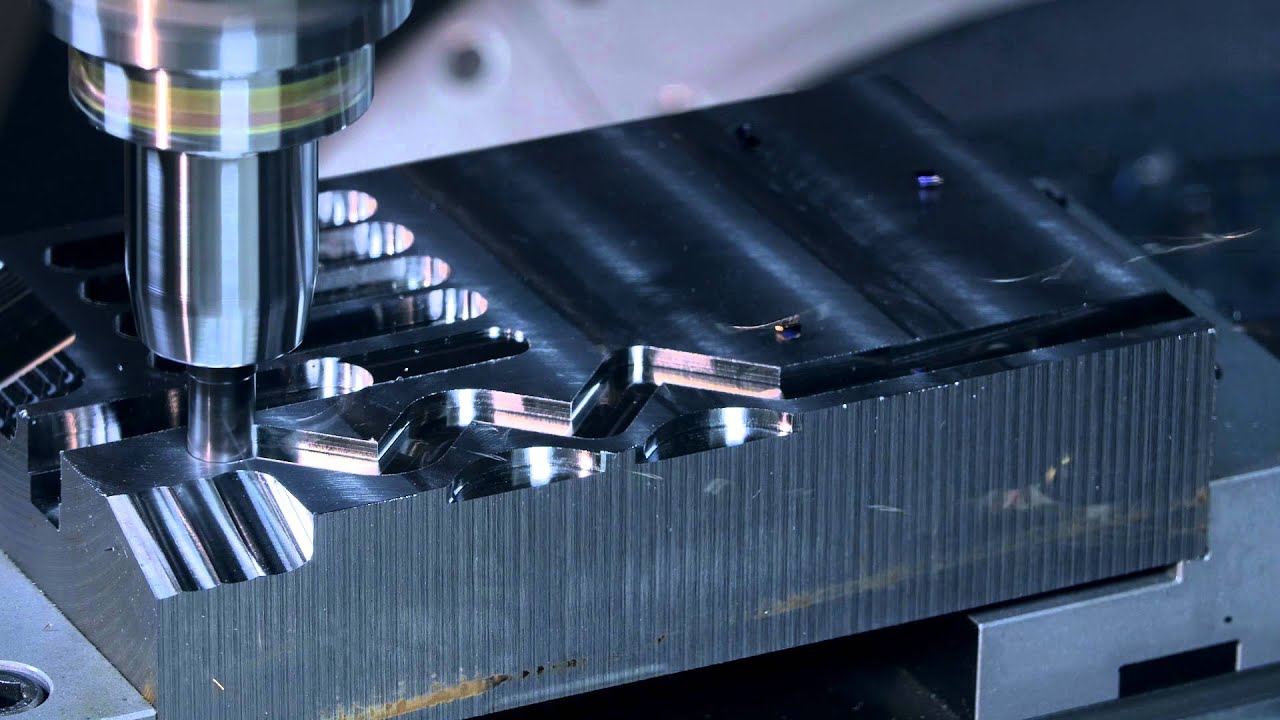 Кроме того, необходимо учитывать химическую совместимость материалов. Например, случайное смешивание солей нитрата и цианида может вызвать взрыв из-за сильных окислительных свойств нитратов.
Кроме того, необходимо учитывать химическую совместимость материалов. Например, случайное смешивание солей нитрата и цианида может вызвать взрыв из-за сильных окислительных свойств нитратов.
Вентиляция
Для большинства процессов нанесения покрытий на металл требуется LEV, который стратегически размещен для отвода паров или других загрязняющих веществ от рабочего.Некоторые системы проталкивают свежий воздух через резервуар, чтобы «подтолкнуть» переносимые по воздуху загрязнители к выпускной стороне системы. Заборники свежего воздуха должны располагаться вдали от выхлопных отверстий, чтобы не допустить рециркуляции потенциально токсичных газов.
Средства индивидуальной защиты
Следует разработать процессы, предотвращающие потенциально токсичное воздействие, но, поскольку полностью избежать их невозможно, сотрудники должны быть обеспечены соответствующими средствами индивидуальной защиты (например, защитными очками с защитными масками или без них, в зависимости от обстоятельств, перчатками, фартуками или комбинезоном и обувью).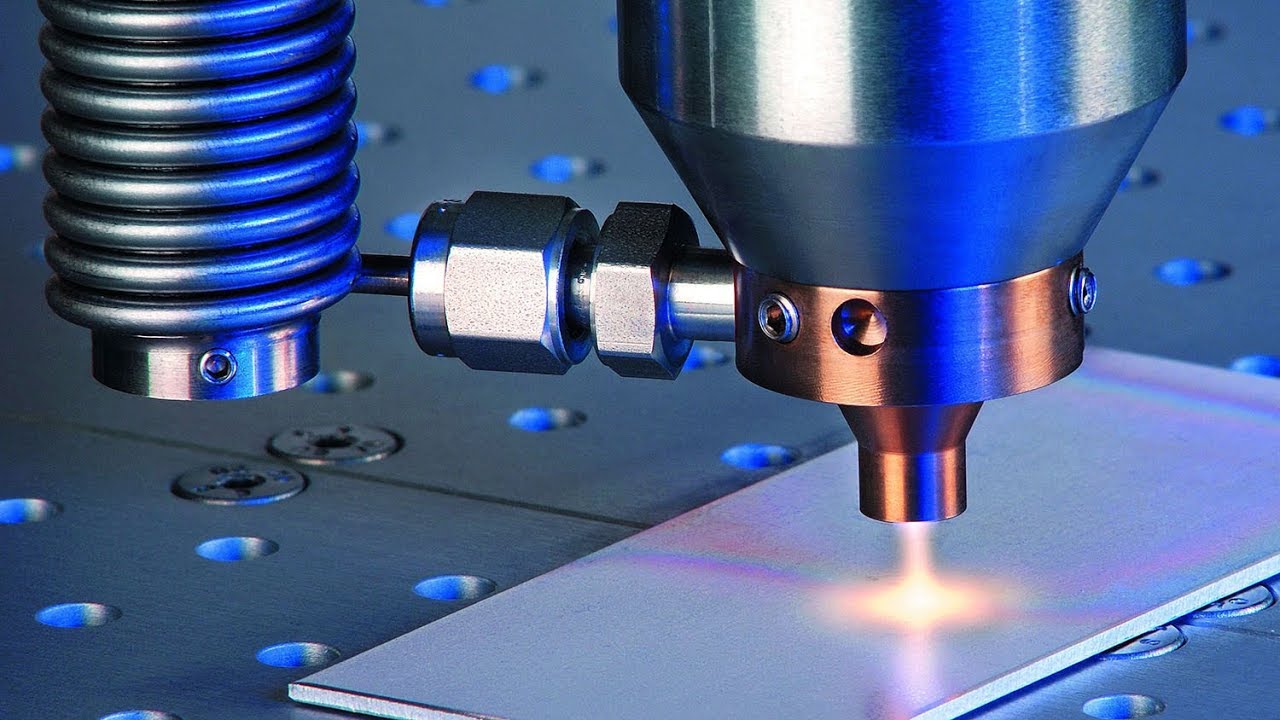 Поскольку многие виды воздействия связаны с горячими едкими или едкими растворами, защитные элементы должны быть изолированы и устойчивы к химическим воздействиям. Если возможно воздействие электричества, СИЗ должны быть непроводящими. СИЗ должны быть доступны в достаточном количестве, чтобы можно было очистить и высушить загрязненные влажные предметы перед их повторным использованием. Изоляционные перчатки и другая защитная одежда должны быть доступны там, где существует риск термических ожогов горячим металлом, печами и т. Д.
Поскольку многие виды воздействия связаны с горячими едкими или едкими растворами, защитные элементы должны быть изолированы и устойчивы к химическим воздействиям. Если возможно воздействие электричества, СИЗ должны быть непроводящими. СИЗ должны быть доступны в достаточном количестве, чтобы можно было очистить и высушить загрязненные влажные предметы перед их повторным использованием. Изоляционные перчатки и другая защитная одежда должны быть доступны там, где существует риск термических ожогов горячим металлом, печами и т. Д.
Важным дополнением является наличие помещений для мытья посуды и чистых шкафчиков и раздевалок, чтобы одежда рабочих оставалась незагрязненной и рабочие не приносили токсичные материалы обратно в свои дома.
Обучение и контроль персонала
Обучение и подготовка сотрудников необходимы как для новичков в работе, так и при изменениях в оборудовании или технологическом процессе. Для каждого химического продукта должны быть предоставлены паспорта безопасности вещества, объясняющие химические и физические опасности, на языках и на уровне образования, которые гарантируют, что они будут понятны работникам. Проверка компетентности и периодическая переподготовка гарантируют, что работники сохранят необходимую информацию.Рекомендуется тщательный контроль, чтобы убедиться, что соблюдаются надлежащие процедуры.
Проверка компетентности и периодическая переподготовка гарантируют, что работники сохранят необходимую информацию.Рекомендуется тщательный контроль, чтобы убедиться, что соблюдаются надлежащие процедуры.
Избранные опасности
Определенные опасности являются уникальными для индустрии нанесения покрытий на металлы и заслуживают особого внимания.
Щелочные и кислотные растворы
Нагретые щелочные и кислотные растворы, используемые при очистке и обработке металлов, являются особенно коррозионными и едкими. Они раздражают кожу и слизистые оболочки и особенно опасны при попадании в глаза.Фонтаны для промывания глаз и аварийный душ необходимы. Правильная защитная одежда и очки защитят от неизбежных брызг; при попадании на кожу брызг следует немедленно и обильно промыть прохладной чистой водой в течение не менее 15 минут; может потребоваться медицинская помощь, особенно если поражен глаз.
Следует проявлять осторожность при использовании хлорированных углеводородов, поскольку фосген может образоваться в результате реакции хлорированных углеводородов, кислот и металлов. Азотная и фтористоводородная кислоты особенно опасны при вдыхании их газов, поскольку может пройти 4 часа или более, прежде чем станет очевидным воздействие на легкие. Бронхит, пневмонит и даже потенциально смертельный отек легких могут появиться с опозданием у рабочего, у которого, по-видимому, не было начального эффекта от воздействия. Работникам, подвергшимся облучению, рекомендуется незамедлительная профилактическая медицинская помощь и, зачастую, госпитализация. Попадание на кожу плавиковой кислоты может вызвать сильные ожоги без боли в течение нескольких часов.Незамедлительная медицинская помощь очень важна.
Азотная и фтористоводородная кислоты особенно опасны при вдыхании их газов, поскольку может пройти 4 часа или более, прежде чем станет очевидным воздействие на легкие. Бронхит, пневмонит и даже потенциально смертельный отек легких могут появиться с опозданием у рабочего, у которого, по-видимому, не было начального эффекта от воздействия. Работникам, подвергшимся облучению, рекомендуется незамедлительная профилактическая медицинская помощь и, зачастую, госпитализация. Попадание на кожу плавиковой кислоты может вызвать сильные ожоги без боли в течение нескольких часов.Незамедлительная медицинская помощь очень важна.
Пыль
Металлическая и оксидная пыль представляют собой особую проблему при шлифовании и полировке, и LEV наиболее эффективно удаляет их по мере их образования. Воздуховоды должны быть гладкими, а скорость воздуха должна быть достаточной для предотвращения осаждения твердых частиц из воздушного потока. Алюминиевая и магниевая пыль может быть взрывоопасной, поэтому ее следует собирать во влажной ловушке. Свинец стал менее серьезной проблемой с уменьшением его использования в керамике и глазури для фарфора, но он остается повсеместной профессиональной опасностью, и от нее всегда необходимо принимать меры.Бериллий и его соединения в последнее время вызывают интерес из-за возможности канцерогенности и хронической бериллиевой болезни.
Свинец стал менее серьезной проблемой с уменьшением его использования в керамике и глазури для фарфора, но он остается повсеместной профессиональной опасностью, и от нее всегда необходимо принимать меры.Бериллий и его соединения в последнее время вызывают интерес из-за возможности канцерогенности и хронической бериллиевой болезни.
Определенные операции представляют опасность силикоза и пневмокониоза: кальцинирование, измельчение и сушка кремня, кварца или камня; просеивание, смешивание и взвешивание этих веществ в сухом состоянии; и загрузка печей такими материалами. Они также представляют опасность, когда их используют в мокром процессе и разбрызгивают по рабочему месту и на одежду рабочих, чтобы снова стать пылью, когда они высохнут.LEV и строгая чистота и личная гигиена являются важными профилактическими мерами.
Органические растворители
Растворители и другие органические химические вещества, используемые при обезжиривании и в некоторых процессах, опасны при вдыхании. В острой фазе их наркотическое действие может привести к параличу дыхания и смерти. При хроническом воздействии наиболее часты токсичность для центральной нервной системы и поражение печени и почек. Защита обеспечивается LEV с зоной безопасности не менее 80-100 см между источником и зоной дыхания рабочего.Также необходимо установить вытяжную вентиляцию для удаления остаточных паров с готовых заготовок. Обезжиривание кожи органическими растворителями может быть предвестником дерматита. Многие растворители также легко воспламеняются.
В острой фазе их наркотическое действие может привести к параличу дыхания и смерти. При хроническом воздействии наиболее часты токсичность для центральной нервной системы и поражение печени и почек. Защита обеспечивается LEV с зоной безопасности не менее 80-100 см между источником и зоной дыхания рабочего.Также необходимо установить вытяжную вентиляцию для удаления остаточных паров с готовых заготовок. Обезжиривание кожи органическими растворителями может быть предвестником дерматита. Многие растворители также легко воспламеняются.
Цианид
Ванны, содержащие цианиды, часто используются для электролитического обезжиривания, гальваники и цианирования. В результате реакции с кислотой образуется летучий, потенциально смертельный цианистый водород (синильная кислота). Смертельная концентрация в воздухе от 300 до 500 промилле.Смертельное воздействие также может быть результатом абсорбции через кожу или проглатывания цианидов. Оптимальная чистота важна для рабочих, использующих цианид. Еду нельзя есть перед мытьем и никогда не должны находиться в рабочей зоне. Руки и одежду необходимо тщательно очистить после потенциального воздействия цианида.
Еду нельзя есть перед мытьем и никогда не должны находиться в рабочей зоне. Руки и одежду необходимо тщательно очистить после потенциального воздействия цианида.
Меры первой помощи при отравлении цианидом включают вывоз на открытый воздух, снятие зараженной одежды, обильное мытье открытых участков водой, кислородную терапию и вдыхание амилнитрита.LEV и защита кожи очень важны.
Хром и никель
Соединения хрома и никеля, используемые в гальванических ваннах при гальванике, могут быть опасными. Соединения хрома могут вызывать ожоги, изъязвления и экзему кожи и слизистых оболочек, а также характерную перфорацию носовой перегородки. Возможна бронхиальная астма. Соли никеля могут вызывать стойкие аллергические или токсико-раздражающие кожные повреждения. Есть свидетельства того, что соединения хрома и никеля могут быть канцерогенными.LEV и защита кожи очень важны.
Печи и печи
Особые меры предосторожности необходимы при работе с используемыми печами, например, при термообработке металлов, когда компоненты обрабатываются при высоких температурах, а материалы, используемые в процессе, могут быть токсичными, взрывоопасными или и тем, и другим. Газообразные среды (атмосферы) в печи могут реагировать с металлической загрузкой (окислительная или восстановительная атмосфера), или они могут быть нейтральными и защитными.Большинство последних содержат до 50% водорода и 20% окиси углерода, которые, помимо того, что они горючие, образуют взрывоопасные смеси с воздухом при повышенных температурах. Температура возгорания колеблется от 450 до 750 ° C, но местная искра может вызвать возгорание даже при более низких температурах. Опасность взрыва выше, когда печь запускается или останавливается. Поскольку охлаждающая печь имеет тенденцию всасывать воздух (особая опасность, когда прекращается подача топлива или электроэнергии), подача инертного газа (например,g., азот или двуокись углерода) должны быть доступны для продувки, когда печь выключена, а также когда в горячую печь вводится защитная атмосфера.
Газообразные среды (атмосферы) в печи могут реагировать с металлической загрузкой (окислительная или восстановительная атмосфера), или они могут быть нейтральными и защитными.Большинство последних содержат до 50% водорода и 20% окиси углерода, которые, помимо того, что они горючие, образуют взрывоопасные смеси с воздухом при повышенных температурах. Температура возгорания колеблется от 450 до 750 ° C, но местная искра может вызвать возгорание даже при более низких температурах. Опасность взрыва выше, когда печь запускается или останавливается. Поскольку охлаждающая печь имеет тенденцию всасывать воздух (особая опасность, когда прекращается подача топлива или электроэнергии), подача инертного газа (например,g., азот или двуокись углерода) должны быть доступны для продувки, когда печь выключена, а также когда в горячую печь вводится защитная атмосфера.
Окись углерода, пожалуй, представляет наибольшую опасность для печей и печей. Поскольку он не имеет цвета и запаха, он часто достигает токсичного уровня прежде, чем рабочий узнает об этом. Головная боль — один из самых ранних симптомов отравления, поэтому рабочий, у которого на работе развивается головная боль, должен быть немедленно выведен на свежий воздух.К опасным зонам относятся углубленные карманы, в которых может скапливаться окись углерода; Следует помнить, что кирпичная кладка пористая и может задерживать газ во время нормальной продувки и выделять его, когда продувка завершена.
Головная боль — один из самых ранних симптомов отравления, поэтому рабочий, у которого на работе развивается головная боль, должен быть немедленно выведен на свежий воздух.К опасным зонам относятся углубленные карманы, в которых может скапливаться окись углерода; Следует помнить, что кирпичная кладка пористая и может задерживать газ во время нормальной продувки и выделять его, когда продувка завершена.
Свинцовые печи могут быть опасными, поскольку свинец имеет тенденцию к довольно быстрому испарению при температурах выше 870 ° C. Соответственно, требуется эффективная система удаления дыма. Поломка электролизера или поломка также могут быть опасными; должен быть предусмотрен достаточно большой колодец или яма для захвата расплавленного металла, если это произойдет.
Пожар и взрыв
Многие из составов, используемых в металлических покрытиях, легковоспламеняемы и, при определенных обстоятельствах, взрывоопасны. По большей части печи и сушильные шкафы работают на газе, поэтому следует установить специальные меры предосторожности, такие как устройства для тушения пламени на горелках, отсечные клапаны низкого давления в линиях подачи и панели для защиты от взрыва в конструкции печей. . При электролитических операциях водород, образующийся в процессе, может собираться на поверхности ванны и, если он не истощен, может достигать взрывоопасной концентрации.Печи должны вентилироваться должным образом, а горелки должны быть защищены от засорения капающим материалом.
. При электролитических операциях водород, образующийся в процессе, может собираться на поверхности ванны и, если он не истощен, может достигать взрывоопасной концентрации.Печи должны вентилироваться должным образом, а горелки должны быть защищены от засорения капающим материалом.
Закалка в масле также представляет опасность возникновения пожара, особенно если металлическая шихта не полностью погружена в воду. Закалочные масла должны иметь высокую температуру воспламенения, а их температура не должна превышать 27 ° C.
Баллоны со сжатым кислородом и топливным газом, используемые при металлизации, представляют опасность пожара и взрыва при неправильном хранении и эксплуатации. См. Подробные меры предосторожности в статье «Сварка и термическая резка» в этой главе.
В соответствии с местными постановлениями, противопожарное оборудование, включая сигнализацию, должно быть предоставлено и поддерживаться в рабочем состоянии, а рабочие должны быть обучены его правильному использованию.
Нагрев
Использование печей, открытого огня, духовок, нагретых растворов и расплавленных металлов неизбежно представляет риск чрезмерного теплового воздействия, которое усугубляется в жарком влажном климате и, в частности, из-за окклюзионной защитной одежды и снаряжения. Полное кондиционирование воздуха на заводе может быть экономически нецелесообразным, но подача охлажденного воздуха в местные системы вентиляции полезна.Перерывы на отдых в прохладной обстановке и прием достаточного количества жидкости (жидкости, принимаемые на рабочем месте, не должны содержать токсичных примесей) помогут предотвратить тепловое отравление. Рабочие и руководители должны быть обучены распознаванию симптомов теплового стресса.
Заключение
Обработка поверхности металлов включает в себя множество процессов, влекущих за собой широкий спектр потенциально токсичных воздействий, большинство из которых можно предотвратить или контролировать с помощью неукоснительного применения общепризнанных превентивных мер.
Назад
Обработка металлических поверхностей | Минифабер
ВMinifaber работают поставщики, обладающие обширным ноу-хау в области обработки поверхности металла .
Целью такой обработки металла является придание продукту превосходной отделки, которая не только обеспечивает эстетическую ценность, но и увеличивает его долговечность, устраняя вредные процессы окисления.
В частности, Minifaber может обеспечить обработок поверхностей , перечисленных ниже, для алюминия , нержавеющей стали , меди , железа и специальных сплавов :
Оцинковка металла
В общем, цинкование — это процесс, при котором металлический артефакт покрывается цинком («гальванизируется»), чтобы защитить его от гальванической коррозии.Чтобы выполнить эту обработку поверхности металла, необходимо выполнить несколько шагов: наиболее распространенным методом является горячее цинкование, при котором оцинковываемый объект погружается в цинковую ванну при температуре 842 ° F, из которой он выходит покрытым обоими. внешние и внутренние поверхности. В результате гальванического процесса образуется сплав железа с цинком, который намного более устойчив, чем обычная пленка покрытия, и почти не повреждается внешними факторами. Существуют также другие процессы цинкования: холодное цинкование и цинкование распылением, методы, которые фактически не имеют таких же характеристик с точки зрения конечного качества и долговечности по сравнению с горячим цинкованием.Потенциально любой металлический артефакт можно защитить, пройдя этот процесс.
внешние и внутренние поверхности. В результате гальванического процесса образуется сплав железа с цинком, который намного более устойчив, чем обычная пленка покрытия, и почти не повреждается внешними факторами. Существуют также другие процессы цинкования: холодное цинкование и цинкование распылением, методы, которые фактически не имеют таких же характеристик с точки зрения конечного качества и долговечности по сравнению с горячим цинкованием.Потенциально любой металлический артефакт можно защитить, пройдя этот процесс.
Никелирование металла
Как и цинкование, никелирование — это обработка поверхности, при которой металлический артефакт погружается в никелевую ванну, чтобы сделать его более долговечным и устойчивым к коррозии, что является типичным для никеля. Никелирование различается между электролитическим никелированием и химическим никелированием, второе из которых является более точным и лучше соответствует геометрии детали, поэтому оно гораздо более распространено.
Хромирование металла
Покрытие металлического предмета из тонкого слоя хрома может иметь как декоративные, так и функциональные функции. Эта обработка поверхности металла достигается путем гальванического осаждения в электролитической ванне. Хромирование направлено на предотвращение пассивации (коррозии) металлического объекта, повышение его прочности и долговечности. Хромовая ванна обычно выполняется в химическом соединении, таком как хромовая кислота или триоксид хрома.
Металлическое серебрение
Серебряное покрытие выполняется гальваническим или электролитическим способом и, как и другие виды обработки поверхности металла, основывается на тех же принципах гальванизации или хромирования.Этот процесс позволяет получить отличный результат благодаря проводящим и защитным свойствам серебра. Кроме того, также возможно выполнить ограниченное и выборочное серебрение определенных интересующих областей на одной детали. Чтобы заблокировать процесс сульфирования, типичный для серебра, необходимо сделать следующий шаг с процессом пассивации.
Воронение металла
Обычно используется для улучшения эстетического вида уже обработанных деталей и для защиты от коррозии, вызванной атмосферными воздействиями. Воронение — это химическая обработка, которая затемняет изделия из железа и углеродистой стали с особым блеском черно-синего цвета.Раньше этот процесс выполнялся очень грубо, подвергая обжигающую деталь прямо на огне и перемещая ее, когда она достигала желаемого оттенка синего. Сегодня это осуществляется гальванической обработкой и погружением в химические ванны.
Фосфатизация металлов
Фосфатизация — это обычная обработка поверхности металла для железа и сплавов черных металлов, а также универсальная подготовка к окраске стального листа в автомобильной промышленности.Фосфатизация — это химический процесс, при котором поверхность металлического материала изменяется кристаллами фосфата, которые химически связываются с металлической подложкой, улучшая ее свойства с точки зрения устойчивости к коррозии и износу.
Покраска металла: катафорез — напудривание
Лакирование, которое значительно увеличивает коррозионную стойкость металлических предметов или токопроводов за счет покрытия эпоксидной или акриловой смолой. Такая обработка поверхности обеспечивает лучшую защиту металла от ржавчины.Это очень распространенная техника в автомобильной промышленности.
Полировка металла
Финишная обработка поверхности металлов, дающая окончательный глянцевый и гладкий эффект. Обычно это делается, начиная с начальной фазы, на которой артефакт подвергается глубокой очистке (шлифовка или нанесение абразивной пасты) для удаления окалины и полировки по всей поверхности.
Ковка металла
Упрочнение применяется для повышения сопротивления усталости металлических компонентов.Взрыв происходит за счет сильной холодной струи сферических шариков на артефакте, вызывая микроскопическую пластическую деформацию, которая помогает поддерживать остаточное напряжение.
Шлифование металла
Обработка поверхности металла, которая в некотором смысле похожа на упрочнение металла, даже если при шлифовке металла самая поверхностная часть металлического предмета подвергается сильному удару струей песка и воздуха. Цель состоит в том, чтобы полностью удалить особенно поврежденный / корродированный участок металлической поверхности. Та же процедура применяется к компакт-диску, чтобы избежать извлечения данных, которые он содержит.
Анодирование металла
При анодировании на поверхности металла образуется защитный оксидный слой. Процесс вызывается гальваникой и обычно используется для алюминия, цинка, магния и других металлов.
Электрополировка нержавеющей стали
Электрополировка нержавеющей стали — это обработка поверхности, заключающаяся в удалении поверхностного слоя нержавеющей стали (от 10 до 40 микрон), чтобы сделать ее более устойчивой к коррозии. Обработка, при которой материал удаляется, а не наносится, также называется «обратным гальваническим процессом осаждения».
Что такое обычная обработка стальных поверхностей?
Стальные поверхности обрабатываются по многим причинам: от повышения их привлекательности до защиты от царапин, отслаивания, экстремальных погодных условий и коррозии. Здесь мы кратко рассмотрим некоторые из наиболее распространенных способов обработки стальной поверхности, используемые в настоящее время, а также некоторые из их многочисленных преимуществ.
Секрет выбора правильной обработки стальной поверхности заключается в признании уровня коррозионной угрозы и балансировании любых эстетических проблем.
Почему может потребоваться обработка поверхности стали
Вся сталь со временем подвергнется коррозии, если не обработать ее должным образом. Это не только испортит его внешний вид, но и повлияет на его структурную целостность.
Существует много видов коррозии. Вот несколько самых распространенных:
• Равномерная коррозионная коррозия — Также известная как общая коррозионная коррозия, это приводит к повреждению всей открытой поверхности стали. Этот вид коррозии вызывается химической или электрохимической реакцией, которая приводит к повреждению всей открытой поверхности стали.Наилучший способ защиты от равномерной атакующей коррозии — это установить барьер между сталью и вредоносными агентами
Этот вид коррозии вызывается химической или электрохимической реакцией, которая приводит к повреждению всей открытой поверхности стали.Наилучший способ защиты от равномерной атакующей коррозии — это установить барьер между сталью и вредоносными агентами
• Гальваническая коррозия — Гальваническая коррозия или коррозия разнородных металлов возникает, когда сталь вступает в контакт с другим металлом в коррозионном электролите. Лучший способ избежать этого — убедиться, что разные металлы не контактируют напрямую.
• Питтинговая коррозия — Питтинговая коррозия возникает, когда локальные участки стали теряют свой защитный слой.Эта область становится анодной, а часть оставшегося металла становится катодной, вызывая локализованную гальваническую реакцию. Вы можете избежать этого, если будете особенно аккуратно обращаться со сталью и регулярно повторно наносить защитные покрытия или использовать катодную защиту.
• Щелевая коррозия — Подобно точечной коррозии, щелевая коррозия локализована, как правило, в застойной микросреде, где кислотные условия или недостаток кислорода в щели могут привести к коррозии. Лучший способ защитить вашу сталь от щелевой коррозии — устранить узкие зазоры в стальной конструкции.
Лучший способ защитить вашу сталь от щелевой коррозии — устранить узкие зазоры в стальной конструкции.
Грунтовка на основе фосфата цинка
Стальные поверхности могут быть окрашены специально разработанными грунтовками для улучшения коррозионной стойкости, а также для улучшения их внешнего вида. Одним из наиболее популярных применений является грунтовка фосфатом цинка. Фосфат цинка — это неорганическое химическое соединение, которое может обеспечить активную или ингибирующую коррозионную стойкость низколегированной и углеродистой стали, а цинковая грунтовка используется во всем: от строительства до судостроения и автомобильной промышленности.
Химическое покрытие
В методе нанесения порошкового покрытия, или химического покрытия, используется электростатический или сжатый воздух для нанесения порошкообразного материала специальной формулы на стальную поверхность, после чего он расплавляется с образованием гладкой защитной пленки. Обработанная таким образом сталь не только защищена от коррозии и ультрафиолетового излучения, но и очень устойчива к отслаиванию, царапинам и растрескиванию. Поскольку порошковые химические покрытия не содержат жидких компонентов, могут применяться более толстые защитные покрытия, которые также имеют тенденцию выделять меньше летучих органических соединений.
Поскольку порошковые химические покрытия не содержат жидких компонентов, могут применяться более толстые защитные покрытия, которые также имеют тенденцию выделять меньше летучих органических соединений.
Горячее погружение
Этот метод цинкования может применяться для стали любых форм и размеров и включает погружение стали в ванну с расплавленным цинком при температуре до 450 ° C. Когда оцинкованная сталь вынимается из ванны, цинк вступает в реакцию с кислородом и углекислым газом в атмосфере, в результате чего получается прочный тусклый материал. Сталь, подвергнутая горячему погружению, обеспечивает высокую защиту от коррозии, а также от экстремальных погодных условий, и это особенно популярный подход для применений, связанных с трубами.
Металлизация цинковым напылением
Хотя метод металлизации цинковым распылением не обеспечивает такой же защиты, как горячее цинкование, он очень эффективен против коррозии и пользуется популярностью благодаря своей гладкой поверхности. Сначала сталь подвергается дробеструйной очистке для создания шероховатой поверхности, затем почти сразу же наносится цинковый спрей, в результате чего образуется прочная связь между цинком и сталью. Поскольку это «холодный процесс», отсутствует риск деформации металла, что делает его идеальным для использования на декоративных металлических компонентах, таких как перила и заборы.
Сначала сталь подвергается дробеструйной очистке для создания шероховатой поверхности, затем почти сразу же наносится цинковый спрей, в результате чего образуется прочная связь между цинком и сталью. Поскольку это «холодный процесс», отсутствует риск деформации металла, что делает его идеальным для использования на декоративных металлических компонентах, таких как перила и заборы.
Правильный выбор лечения
Секрет выбора правильной обработки стальной поверхности заключается в признании уровня коррозионной угрозы и балансировании любых эстетических проблем. Будет ли сталь находиться в помещении или на открытом воздухе, и температура, которой она будет подвергаться, будет иметь большое значение, равно как и уровни солености, влажности и загрязнения в атмосфере.
Немногие материалы могут сравниться с прочностью, долговечностью и универсальностью, которые дает сталь; однако, если эти поверхности не будут должным образом защищены, характеристики вашей стали будут серьезно подорваны. Если вам нужна качественная сталь, изготовленная в соответствии с вашими уникальными потребностями, обратитесь в службу Steel Fabrication Services сегодня. Наша команда опытных производителей металлоконструкций обладает опытом и знаниями, чтобы ответить на любые ваши вопросы и гарантировать, что вы найдете лучшее решение, соответствующее вашим потребностям. Чтобы связаться с нами сегодня, просто позвоните, отправьте факс, электронную почту или зайдите в наш офис в Brookvale.
Если вам нужна качественная сталь, изготовленная в соответствии с вашими уникальными потребностями, обратитесь в службу Steel Fabrication Services сегодня. Наша команда опытных производителей металлоконструкций обладает опытом и знаниями, чтобы ответить на любые ваши вопросы и гарантировать, что вы найдете лучшее решение, соответствующее вашим потребностям. Чтобы связаться с нами сегодня, просто позвоните, отправьте факс, электронную почту или зайдите в наш офис в Brookvale.
сталь | Состав, свойства, типы, марки и факты
Основной металл: железо
Основным компонентом стали является железо, металл, который в чистом виде ненамного тверже меди.За исключением крайних случаев, железо в твердом состоянии, как и все другие металлы, является поликристаллическим, то есть состоит из множества кристаллов, которые соединяются друг с другом на своих границах. Кристалл — это упорядоченное расположение атомов, которое лучше всего можно представить в виде соприкасающихся друг с другом сфер. Они упорядочены в плоскостях, называемых решетками, которые определенным образом пронизывают друг друга. Для железа структуру решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Для уникальности стали важна аллотропия железа, то есть его существование в двух кристаллических формах.В объемно-центрированном кубе (ОЦК) в центре каждого куба находится дополнительный атом железа. В расположении гранецентрированного куба (ГЦК) есть один дополнительный атом железа в центре каждой из шести граней единичного куба. Важно отметить, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК-схеме примерно на 25% больше, чем в ОЦК-схеме; это означает, что в структуре ГЦК больше места, чем в структуре БЦК, для хранения посторонних ( i.е., легирующих) атомов в твердом растворе.
Они упорядочены в плоскостях, называемых решетками, которые определенным образом пронизывают друг друга. Для железа структуру решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Для уникальности стали важна аллотропия железа, то есть его существование в двух кристаллических формах.В объемно-центрированном кубе (ОЦК) в центре каждого куба находится дополнительный атом железа. В расположении гранецентрированного куба (ГЦК) есть один дополнительный атом железа в центре каждой из шести граней единичного куба. Важно отметить, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК-схеме примерно на 25% больше, чем в ОЦК-схеме; это означает, что в структуре ГЦК больше места, чем в структуре БЦК, для хранения посторонних ( i.е., легирующих) атомов в твердом растворе.
Железо имеет аллотропию ОЦК ниже 912 ° C (1674 ° F) и от 1394 ° C (2541 ° F) до точки плавления 1538 ° C (2800 ° F). Называемое ферритом, железо в его ОЦК-образовании также называется альфа-железом в более низком температурном диапазоне и дельта-железом в более высокотемпературной зоне. Между 912 ° и 1394 ° C железо находится в порядке ГЦК, которое называется аустенитом или гамма-железом. Аллотропное поведение железа сохраняется, за некоторыми исключениями, в стали, даже когда сплав содержит значительные количества других элементов.
Между 912 ° и 1394 ° C железо находится в порядке ГЦК, которое называется аустенитом или гамма-железом. Аллотропное поведение железа сохраняется, за некоторыми исключениями, в стали, даже когда сплав содержит значительные количества других элементов.
Существует также термин бета-железо, который относится не к механическим свойствам, а, скорее, к сильным магнитным характеристикам железа. При температуре ниже 770 ° C (1420 ° F) железо является ферромагнитным; температуру, выше которой он теряет это свойство, часто называют точкой Кюри.
Получите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишись сейчас В чистом виде железо мягкое и обычно не используется в качестве конструкционного материала; основной метод его упрочнения и превращения в сталь — добавление небольшого количества углерода.В твердой стали углерод обычно присутствует в двух формах. Либо он находится в твердом растворе в аустените и феррите, либо находится в виде карбида. Форма карбида может быть карбидом железа (Fe 3 C, известный как цементит) или карбидом легирующего элемента, такого как титан. (С другой стороны, в сером чугуне углерод проявляется в виде чешуек или кластеров графита из-за присутствия кремния, который подавляет образование карбидов.)
(С другой стороны, в сером чугуне углерод проявляется в виде чешуек или кластеров графита из-за присутствия кремния, который подавляет образование карбидов.)
Влияние углерода лучше всего иллюстрируется диаграммой равновесия железо-углерод.Линия A-B-C представляет точки ликвидуса (, т.е. — температуры, при которых расплавленное железо начинает затвердевать), а линия H-J-E-C представляет точки солидуса (при которых затвердевание завершается). Линия A-B-C указывает на то, что температуры затвердевания снижаются по мере увеличения содержания углерода в расплаве железа. (Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, например, с содержанием углерода 0.77 процентов (показано вертикальной пунктирной линией на рисунке) начинает затвердевать при температуре около 1475 ° C (2660 ° F) и полностью затвердевает при температуре около 1400 ° C (2550 ° F). С этого момента все кристаллы железа находятся в аустенитном — т. Е. гцк — расположении и содержат весь углерод в твердом растворе. При дальнейшем охлаждении происходит резкое изменение примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа.Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) приблизительно 200 килограммов-сил на квадратный миллиметр (285 000 фунтов на квадратный дюйм) по сравнению с DPH 70 килограммов-сил на квадратный миллиметр для чистого железа. Охлаждение стали с более низким содержанием углерода (, например, 0,25 процента) приводит к получению микроструктуры, содержащей около 50 процентов перлита и 50 процентов феррита; он мягче, чем перлит, с DPH около 130.Сталь с содержанием углерода более 0,77%, например 1,05%, содержит в своей микроструктуре перлит и цементит; он тверже перлита и может иметь DPH 250.
Е. гцк — расположении и содержат весь углерод в твердом растворе. При дальнейшем охлаждении происходит резкое изменение примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа.Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) приблизительно 200 килограммов-сил на квадратный миллиметр (285 000 фунтов на квадратный дюйм) по сравнению с DPH 70 килограммов-сил на квадратный миллиметр для чистого железа. Охлаждение стали с более низким содержанием углерода (, например, 0,25 процента) приводит к получению микроструктуры, содержащей около 50 процентов перлита и 50 процентов феррита; он мягче, чем перлит, с DPH около 130.Сталь с содержанием углерода более 0,77%, например 1,05%, содержит в своей микроструктуре перлит и цементит; он тверже перлита и может иметь DPH 250.
Диаграмма равновесия железо-углерод.