Виды завитков и способы их получения методом холодной ковки
Современное кузнечное оборудование для получения завитков
Специально для изготовления завитков в серии «Декор» разработаны штампы «Улитка». Эти штампы устанавливаются на кузнечные приспособления и блоки:
Малый кузнечный блок – наиболее универсальное оборудование, позволяет изготавливать широкий спектр кузнечной продукции: формовать окончания элементов, гнуть трубу или пруток (за счет использования дополнительной оснастки), изготавливать дуги, малые кольца, завитки, проводить продольное скручивание и изготавливать изделие «Корзинка».
Универсальный кузнечно-гибочный блок предназначен для работы с прокатным прутком различного сечения и профильной трубой, позволяет производить основные кованые элементы: раскатку лапки, производство колец заданного диаметра, формирование завитков, производство изделий «Спираль» и «Корзинка». На УКГБ устанавливаются те же самые виды штампов «Улитка», что и на блок МКБ.
Приспособление горизонтальная улитка дает возможность производить завитки, волюту, запятые, а расположение механизма в горизонтальной плоскости позволяет изготавливать изделия диаметром до 500 мм.
Выбор оснастки
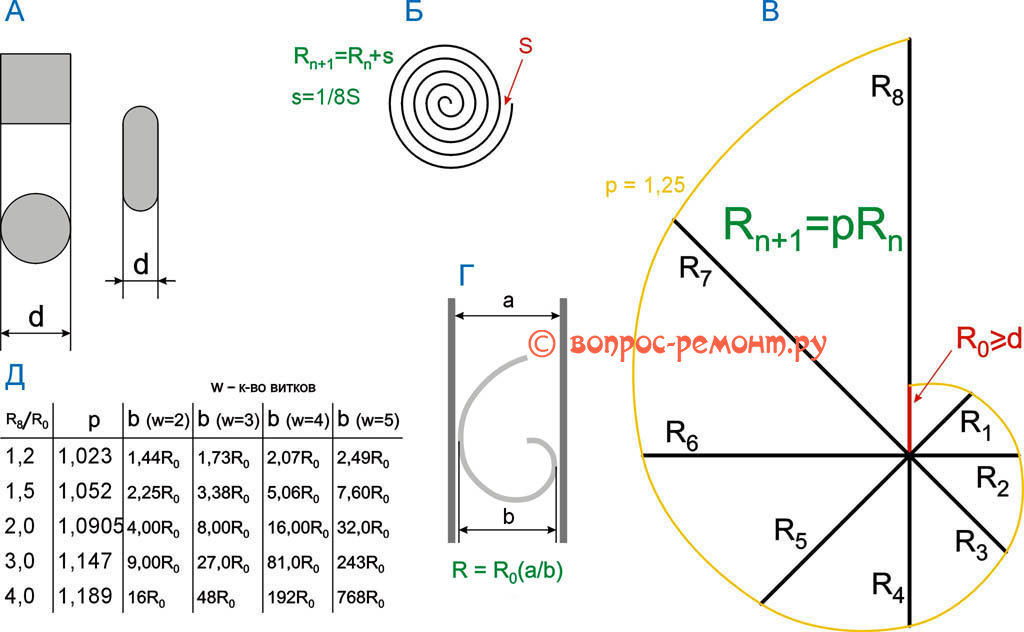
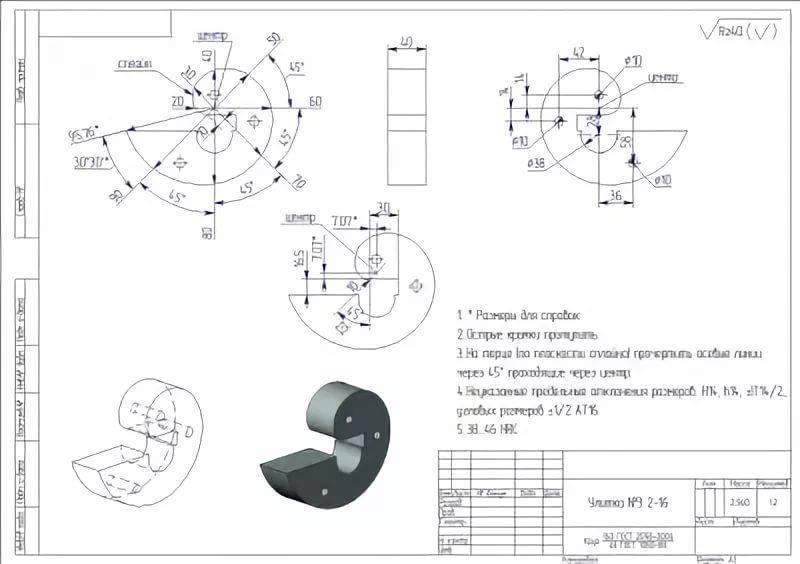
Завитки изготавливаются с помощью применения оснастки, штампов «Улитка» с различным внутренним размером завитка и с различными вариантами формируемых окончаний. В нашем каталоге вы встретите такой параметр, как внутренний размер завитка (или размер лекала).
Внутренний размер завитка – это соотношение двух величин Х и Y, характеризующих формируемую спираль. Y – это расстояние между внутренними поверхностями при формировании полного оборота спирального завитка. Х – это расстояние между внутренними поверхностями завитка при формировании 1,25 оборота. Минимальный размер изготавливаемого завитка составляет 53 х 32мм (оснастка М-0), максимальный – 200 х 203 мм (оснастка Б2) и до 500 мм (оснастка БЛ-420 для ПГУ).
Виды формируемых завитков
На малом кузнечном блоке, универсальном кузнечно-гибочном блоке и на приспособлении горизонтальная улитка с помощь выбранной оснастки можно производить завитки следующих типов:
Завиток с не раскатанным окончанием | Завиток с раскатанным окончанием | Обратный завиток | Завиток с плотно закрученным окончанием |
Изготовление завитков с раскатанным окончанием
Изготовление элемента «бублик» с раскатанным окончанием:
1. | 2. Затем произвести завивку на соответствующей оснастке «Улитка», которая так же ставится на блоки УКГБ и МКБ. | 3. Навивка второго конца изделя «бублик». | 3. Готовое изделие «бублик» с раскатанным окончанием. |
 Необходимо произвести предварительную раскатку концов прута, что можно сделать с помощью эксцентриковых вальцов серии РВ на блоках МКБ и УКГБ.
Необходимо произвести предварительную раскатку концов прута, что можно сделать с помощью эксцентриковых вальцов серии РВ на блоках МКБ и УКГБ.Оборудование и приспособления, используемые для изготовления завитка с раскатанным окончанием в данном примере:
- Станок Декор-1У, с установленным на нем блоком УКГБ.
- Штамп «Улитка» Б-1 для изготовления завитков.
- Эксцентриковые вальцы серии РВ позволяют формировать раскатанные окончания различных видов:
- гусиная лапка;
- лепесток;
- лилия;
- пика.
Изготовление завитка с обратным загибом окончания
Алгоритм действий изготовления элемента «доллар» («валюта»):
1. Первый: раскатка концов прута. Второй: формируется загиб окончания. Используется стандартная оснастка П-ОЗ. | 2. Пруток вставляется загнутым окончанием в оснастку для изготовления завитка «Улитка» с обратным загибом и производится завивка элемента. | 3. Изготовление второго конца завитка. В данном примере завиток изготавливался на станке Декор-Универсал с применением оснастки «Улитка» ОЗ-4. | 4. Готовый завиток «доллар» («валюта»). |
 Подготовка окончания в два этапа.
Подготовка окончания в два этапа.Изготовление завитка с плотным окончанием
1. Подготовка окончания: необходимо воспользоваться специальной оснасткой – приспособлением плотный завиток. | 2. С помощью штампа «Улитка» – ПЗ-2 (или ПЗ-1) изготовить завиток. Штамп ставится на блоки УКГБ и МКБ. | 3. Готовый завиток с плотным окончанием на концах. |
Варианты исполнения оснастки позволяют получать различные типы завтков: «бублик», «доллар» («валюта»), «запятая» и всевозможные их комбинации.
Кованые завитки можно изготавливать несколькими способами ковки: традиционным ручным и с помощью машинного оборудования. Ручная ковка решает главную задачу – стилистическую, обеспечивая уникальность получаемого изделия. Но если необходимо изготовить, например, забор парка, длиной в несколько километров или поточно производить кованые изделия быстро, качественно, точно? Без современного машинного кузнечного оборудования не обойтись.
.
Страница не найдена
+7 921 094-33-73
(812) 493-58-83
(812) 493-58-84
Категории магазина:
- Услуги
- Инструмент
- Ножницы
- Клещи
- Киянки
- Молотки
- Кровельный инструмент
- Паяльники, Горелки
- Инструмент для художественной ковки
- Ножи/Пилы
- Уровни/Рулетки
- Инструмент для листогибочных станков
- Верстаки
- Тиски
- Станки
- Листогибы ручные
- Аксессуары
- Листогибы электромагнитные
- Листогибы гидравлические
- Гильотины ручные
- Гильотины электромеханические
- Гильотины гидравлические
- Комбинированные пресс-ножницы
- Фальцезаготовительные
- Машины фальцезакаточные
- Металлочерепица, Профнастил, Сайдинг, Профилирующие станки
- Аркогибочные машины
- Оборудование для производства водосточных труб и желобов
- Зиговочные машины
- Вальцы
- Круговые ножницы
- Профилегибочное оборудование и станки, профилегибы и трубогибы
- Фальцепрокатные станки
- Фальцеосадочные станки
- Комбинированные станки
- Угловысечные машины и станки
- Размотчики/Намотчики
- Плазменная и Лазерная резка
- Прессы гидравлические
- Прессы механические
- Ленточнопильные станки
- Маркираторы
- Токарные, токарно-винторезные, фрезерные станки
- Оборудование и станки для художественной ковки
- Буровые установки
- Оборудование для обработки металлического лома
- Резьбонарезные станки и инструмент
- Сверлильные станки и фрезы
- Оборудование для бескаркасного арочного строительства
- Гидроизоляционные системы
- Литература
- Оборудование Б/У
- Строительное оборудование
- Виброплиты
- Установки алмазного бурения
- Кляммеры
- Аренда
- Комплектные алмазные установки
Новости
01. 02.2020
02.2020
ВИСОКОСНЫЙ БЕСПРЕДЕЛ!
Запускаем акцию ВИСОКОСНЫЙ БЕСПРЕДЕЛ! )))
с 01.02.2020 по 29.02.2020 на станки ZRD-M
17.01.2020
Зимние скидки
Уважаемые партнёры.
Рады сообщить Вам, что весь январь и февраль 2020 года для Вас скидки!
01.01.2020
С Новым годом!
Дорогие друзья,
Поздравляем Вас с Новым годом!
05.12.2019
Новая статья о листогибах Thalmann
Уважаемые партнёры,
Вышла новая статья о листогибочных станках Thalmann, с которой Вы можете ознакомиться в оригинале и в переводе
30.05.2019
Листогибы в наличии
Дорогие друзья!
Наступает лето, а с ним и сезон строительных и кровельных работ.
Мы — коллектив фирмы «Весь инструмент» подготовили для Вас ручные листогибы, которые всегда есть в наличии на складе!
Скидка на оборудование из наличия!
Контакты
тел. : +7 921 094-33-73
: +7 921 094-33-73
тел.: (812) 493-58-83
тел.: (812) 493-58-84
Уважаемые партнёры.
Компания Весь инструмент весь 2020 год дарит Вам скидку 2%. Мы остаёмся с Вами в этот нелёгкий финансовый год!
Цены, представленные на сайте wesinstrument.ru носят информативный характер, уточняются при заказе и не являются публичной офертой.
Изготовление методом холодной ковки | Сетфорж
Setforge – известный специалист в области холодной штамповки приводных валов для всех отраслей промышленности. Откройте для себя этот уникальный процесс.
СВЯЖИТЕСЬ С НАМИ
ТОЧНАЯ ПРОЦЕСС
Холодная ковка заключается в деформации металлического материала при комнатной температуре с применением очень высокого давления. Заготовка помещается в пресс-форму, а затем сжимается под действием пресса до тех пор, пока не примет желаемую форму.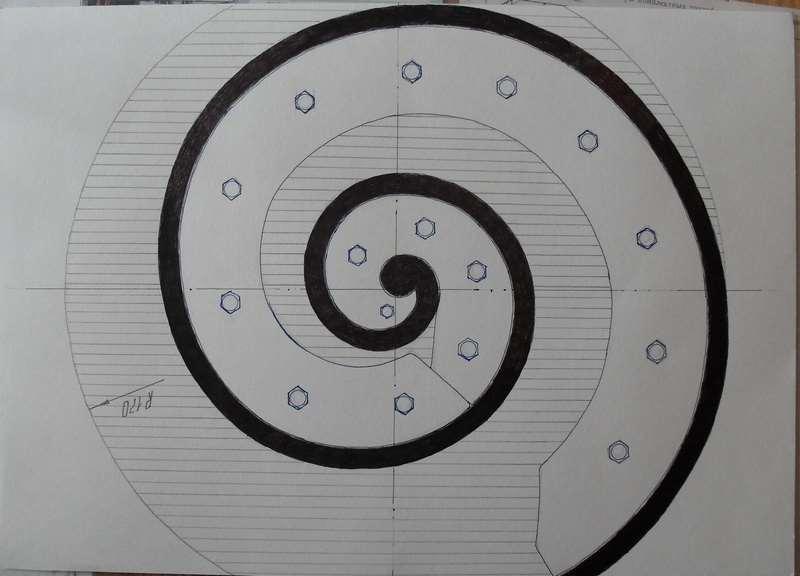 В зависимости от геометрической сложности детали может потребоваться несколько операций для постепенной деформации металла.
В зависимости от геометрической сложности детали может потребоваться несколько операций для постепенной деформации металла.
Особенно подходит для деталей осесимметричной формы, таких как валы, этот процесс особенно конкурентоспособен и позволяет приблизиться к окончательным размерам продукта.
Setforge является одним из европейских специалистов в этом процессе. Мы можем производить детали для всех объемов производства и весом почти до 30 кг при максимальной длине 800 мм. Уникальная емкость на рынке!
Производство карданных валов на заводе Setforge Extrusion.ПРОИЗВОДСТВО И ХАРАКТЕРИСТИКИ
Процесс холодной штамповки особенно подходит для высоких объемов производства и идеально подходит для нужд отраслей с большими объемами производства, таких как автомобилестроение. При отсутствии нагрева заготовок давление, оказываемое прессами, выше, чем при других процессах ковки, и поэтому требуется использование мощных прессов.
1-Вырезание заготовок
Не все марки стали подходят для холодной ковки. Содержание углерода должно быть менее 0,5%, а скорость упрочнения должна быть приемлемой.
Содержание углерода должно быть менее 0,5%, а скорость упрочнения должна быть приемлемой.
Стержни поставляются размягченными в результате соответствующей термической обработки, проводимой производителем стали.
2-Смазка
Смазка наносится на заготовку, чтобы предотвратить ее прилипание к штампу и облегчить скольжение. Силы трения чрезвычайно велики.
Во время процесса заготовка может нагреваться почти до 250°C!
3-Операции ковки
Заготовка помещается последовательно в несколько штампов для постепенного достижения желаемой формы.
Толкающая сила создается гидравлическими или механическими прессами, вертикальными или горизонтальными.
4-поставка
Холоднокованые детали могут не требовать дополнительной термической обработки.
В этом случае они обрабатываются непосредственно в наших компаниях или отправляются нашим клиентам.
ХАРАКТЕРИСТИКИ
Внутренняя структура металла состоит из волокон.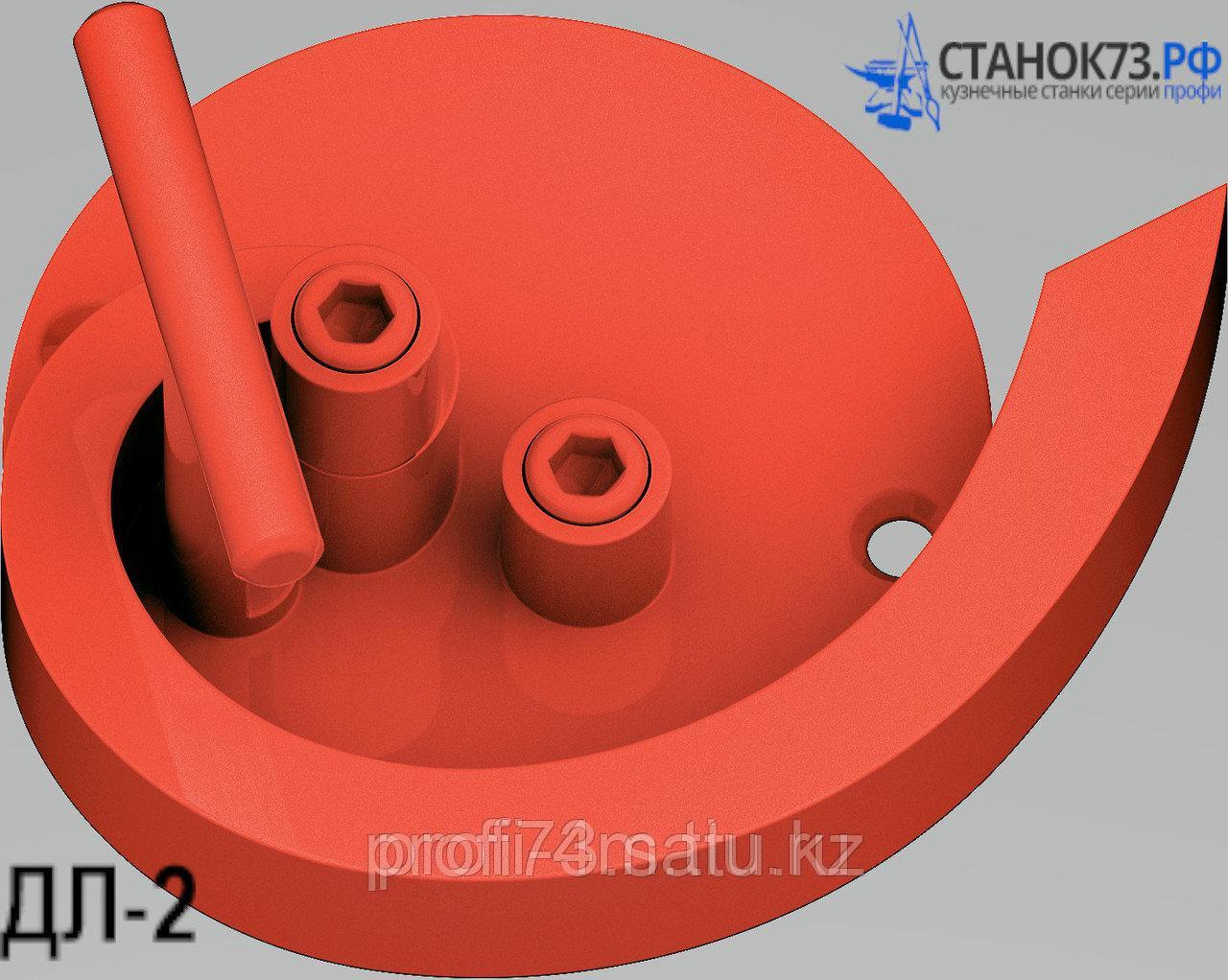 Это «расслоение» является результатом стягивания и переориентации кристаллов при обработке (пластической деформации) металлической детали. Контроль ориентации этих волокон позволяет получить очень высокие механические характеристики.
Это «расслоение» является результатом стягивания и переориентации кристаллов при обработке (пластической деформации) металлической детали. Контроль ориентации этих волокон позволяет получить очень высокие механические характеристики.
Холодная ковка позволяет идеально контролировать рисунок волокон, адаптированный к геометрии детали и ориентированный в соответствии с механическими ограничениями использования. В отличие от обработки стержней, волокна не разрезаются. В результате этого холоднокованые детали обладают оптимальной усталостной долговечностью, что позволяет использовать их в наиболее ответственных приложениях.
Контроль размеров при холодной ковке позволяет производить ковку без заусенцев и отходов материала. Помимо экономии материала, детали не имеют пластины для снятия заусенцев, что облегчает обрабатываемость.
Холодная ковка не подходит для сталей с низкой пластичностью. Процентное содержание углерода должно быть менее 0,5%. Обычные холоднокованые стали:
- 17CrNiMo6
- 42CrMo4
- 16MnCr5
- 20MnCrS4
ПРЕИМУЩЕСТВА И ОГРАНИЧЕНИЯ
ЭКОНОМИЯ МАТЕРИАЛА
Вес используемого материала равен весу готовой детали. В отличие от других процессов, удаление заусенцев не требуется.
В отличие от других процессов, удаление заусенцев не требуется.
ТОЧНОСТЬ РАЗМЕРОВ
Этот процесс позволяет точно контролировать окончательные размеры детали. Допуск на готовом диаметре составляет всего +/- 0,3 мм.
ЭФФЕКТИВНОСТЬ
Благодаря контролируемой ориентации волокна и высокой степени деформационного упрочнения механические характеристики улучшаются, а соотношение веса и производительности детали является оптимальным.
УПРОЩЕННАЯ ОБРАБОТКА
Холодная ковка обеспечивает «чистую» обработку поверхности с допусками, близкими к окончательным размерам компонента. Потери материала ограничены, а время обработки сокращено.
ЭНЕРГОСБЕРЕЖЕНИЕ
Отсутствие фаз нагрева делает холодную ковку особенно экономичным процессом с низким выбросом CO2 и низким энергопотреблением.
ОГРАНИЧЕННАЯ ГЕОМЕТРИЯ
Из-за высоких напряжений, прикладываемых к материалу, холодная ковка не подходит для деталей сложной геометрии. Этот процесс зарезервирован для осесимметричных деталей, таких как валы.
Этот процесс зарезервирован для осесимметричных деталей, таких как валы.
ХОЛОДНАЯ КОВКА В SETFORGE
Seforge имеет две компании, специализирующиеся на холодной ковке. Компания Setforge Near Net, в основном работающая в автомобильном секторе, способна производить несколько миллионов деталей в год, причем детали весом до 4 кг. Setforge Extrusion также работает в сфере общественных работ и сельского хозяйства и может производить холоднокованые детали весом до 30 кг и длиной 800 мм для всех типов трансмиссии.
Вторичный вал коробки передач с коваными шлицами
АВТОМОБИЛЬНАЯ
Первичный вал коробки передач с кованой выточкой
АВТОМОБИЛЬНАЯ
Полый вал коробки передач
АВТОМОБИЛЬНЫЙ
Вал ротора
ЭЛЕКТРОМОБИЛЬНЫЙ
делает титан прочным и пластичным
Титан прочный и легкий, с самым высоким отношением прочности к весу среди всех металлов. Но придать ему хороший баланс прочности и пластичности сложно и дорого. Вот почему титан используется в основном в нишевых приложениях в отдельных отраслях.
Но придать ему хороший баланс прочности и пластичности сложно и дорого. Вот почему титан используется в основном в нишевых приложениях в отдельных отраслях.
Чтобы обойти этот компромисс, исследователи из Национальной лаборатории Лоуренса в Беркли разработали метод криоформовки. Он манипулирует титаном при сверхнизких температурах для создания сверхпрочного титана с нанодвойниками, который не теряет своей пластичности.
Нанодвойники имеют расположение атомов, при котором границы между зернами выстраиваются симметрично. Это облегчает перемещение атомов в кристаллической структуре без создания напряжения, позволяя металлу сохранять свою повышенную прочность.
Нанодвойники не новы. Однако для их изготовления обычно требуются специальные методы, которые могут быть дорогостоящими. Эти методы работают для некоторых металлов, таких как медь, и обычно используются только для изготовления тонких пленок. Тонкопленочные свойства редко встречаются в объемных материалах.
Механические свойства металлов частично зависят от их зерен, небольших участков кристаллов с повторяющимися атомными рисунками, которые формируют внутреннюю структуру материала. Границы между зернами, где происходит изменение рисунка, упрочняют металл, препятствуя перемещению дефектов (дислокаций) поперек и ослабляя структуру материала.
Границы между зернами, где происходит изменение рисунка, упрочняют металл, препятствуя перемещению дефектов (дислокаций) поперек и ослабляя структуру материала.
Один из способов укрепить металл — выковать его и уменьшить размер зерен, чтобы создать больше границ. В этой ковке металл сжимается при высоких температурах или для его сжатия используется прокатка и ковка при комнатной температуре. Однако ковка для повышения прочности часто происходит за счет пластичности; ковка разрушает внутреннюю структуру, делая ее хрупкой и склонной к растрескиванию.
Для создания нанодвойника титана исследователи использовали криоковку для изменения структуры металла при сверхнизких температурах. Они начали с куба 9Титан с чистотой 9,95%, который они погрузили в жидкий азот при температуре -321 ° F. Сила, приложенная ко всем сторонам куба, сжимает его, и в титане начинают формироваться границы зерен нанодвойников. Затем куб нагревают до 750 ° F, чтобы удалить любые структурные дефекты, которые могли образоваться между границами зерен.
Исследователи подвергли недавно сформированную версию титана нескольким стресс-тестам и использовали электронные микроскопы, чтобы увидеть, как реагируют кристаллы. Они обнаружили, что титан с нанодвойниками обладает лучшей формуемостью, потому что он может создавать новые границы нанодвойников и разрушать ранее сформированные, что позволяет ему сопротивляться деформации.
Испытанный при температуре 1112°F материал сохранил свою структуру и свойства. А при сверхнизких температурах металл выдерживал большую нагрузку, чем обычный титан, что противоположно тому, что обычно происходит с большинством металлов, то есть при низких температурах большинство материалов становятся более хрупкими.
В случае с титаном исследователи обнаружили, что нанодвойникование удвоило прочность металла и увеличило его пластичность на 30% при комнатной температуре. При сверхнизких температурах улучшение было еще более выраженным; нанодвойник титана может удвоиться в длину перед разрушением.