Изготовление кондуктора для гибки завитков
Всем самоделкиным доброго времени суток!Сегодня Андрей Винничук покажет нам, как сделать кондуктор для изготовления завитушек.
Его ещё называют улитка или матрица. Своими руками покажет, как с ней работать,
как сделать вот такую валюту, и что для этого нужно.
Читайте статью и берите на заметку.
Кондуктора бывают разных размеров.
Маленькие, большие, с зажимами и без таковых.
Автор нам показал только малую часть, которая у него есть.
Есть и большие, и огромных размеров.
За время работы их скапливается очень много. Под конкретную работу приходится изготавливать специфический кондуктор.
Бывает и такое, что старый кондуктор не подходит под новый заказ.
Необходимые расходные материалы, из которых Андрей будет делать кондуктор. Этот материал уже был, поэтому автор будет использовать то, что есть в наличии.

1. Полоса 40 Х 4 мм.
2. Отрезок листа 200 Х 200мм и 6мм толщиной.
3. Отрезочек профиля 20 Х 20мм, длиной приблизительно 100мм.
Из профиля делаем приспособления для закрепления в тисках.
Инструменты и агрегаты.
1. Горн.
2. Болгарка.
3. Диски и зачистные приспособления для болгарки
4. Клещи, тиски, терморукавицы.
Приступая к изготовлению улитки, разогревает край полосы в горне.
И скручивает на «вилке»,
формируя стартовый завиток.
Далее процесс изгибания производится «на холодную», с большим радиусом изгиба это уже легко.
Продвигая на несколько сантиметров за каждый раз, и загибая понемногу.
Если Вам нужен точный размер валюты-завитка.
Автор рекомендует на том листе, где будет на приварен кондуктор, нарисовать улитку.
И в процессе формировки примерять заготовку.
В принципе то что нам надо. Подойдет.
Важный момент, расстояние от этой точки
до этой
должно быть одинаково по все длине спирали.

Короче говоря — межвитковое расстояние должно быть постоянным.
Теперь необходимо сделать плавный спуск по высоте спирали. Чтобы можно было подставлять заготовку горизонтально, и плавно опускать по мере увеличения диаметра заготовки. Отмечает мелом то, что надо будет отрезать.
Устанавливает на болгарку диск по металлу и отрезает.
С лицевой стороны приваривает улитку из полосы к основанию.
С обратной стороны приваривает профиль — крепление для тисков.
Вот что получилось. Обрезал, зачистил, а теперь можно на нем и поработать.
Берет заготовку из квадратного прутка, нагревает окончание.
Формирует конечный завиток с помощью молота.
После заворачивания окончания можно переходить на новенький кондуктор улитку.
Снова прогревает окончание, ведь первый радиус совсем мал, и гнуть тяжело.
Зачищает окалину металлической щеткой.
Придерживает клещами начинает процесс закручивания.
Дальше уже усилие не такое большое, можно не прогревать.

Готово! Завиток вместе с улиткой. Делал одно изделие, а получилось два. И согнуть на ней можно еще очень много таких же точно по размеру завитков.
Собственно изготовленная улитка.
Андрею Винничуку спасибо за труды и переданный опыт!
Ссылка на оригинал видео — под текстом статьи кнопка «источник».
Всем хороших самоделок и идей!
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Станок для холодной ковки из вала от циркулярной пилы своими руками
Здравствуйте, уважаемые читатели и самоделкины!Вероятно некоторые из Вас занимаются изготовлением различных металлоконструкций, в которых применяются декоративные элементы изогнутой формы. Чаще всего их делают при помощи обычной ковки.
В данной статье, автор YouTube канала «Владимир Натынчик» расскажет Вам, как он изготовил специальный станок и кондуктор для изготовления таких элементов без необходимости использования кузнечного горна.
Повторить такую конструкцию сможет почти каждый, однако потребуются сварочные работы.
Материалы.
— Старый вал от циркулярной пилы
— Стальная профильная труба, лист, полоса, квадрат 10Х10 мм
— Винты М8 под шестигранник
— Стальной ролик
— Удлиненные гайки, подшипники, шпилька, саморезы по дереву
— Машинное масло.
Инструменты, использованные автором.
— Шуруповерт, сверла по металлу, биты
— Болгарка
— Отрезной и зачистной диски
— Гейферный захват
— Угольник, линейка, маркер, гаечные ключи.
Процесс изготовления.
Владимир случайно приобрел в пункте приема металлолома старый вал от циркулярной пилы. Он уже снял с него шкивы ременной передачи, и смазал подшипники.
Затем он зачистил вал в том месте, где будет выполняться сварка. К валу нужно будет приварить шайбу.
Также на валу он нанес отметку, по которой нужно будет его обрезать. Причем сделать это нужно будет так, чтобы шайба стала заподлицо с осью.

Используя болгарку с отрезным диском, и одновременно вращая вал, он отрезает ненужную часть. Так получается достаточно плоский срез.
При помощи полуавтоматического сварочного аппарата, шайба приваривается к валу с тыльной ее стороны.
В еще одной такой же шайбе он просверлил два отверстия, и закрепил две шайбы вместе. Затем сделал ответные отверстия во второй, уже приваренной шайбе.
Для усиления конструкции мастер приварил к верхним частям обоих держателей подшипников стальную профильную трубу.
Теперь нужно изготовить сам кондуктор. На той же металлоприемке он приобрел вот такой ролик, сделал в нем вырез, и приварил зуб. Получилась вот такая центральная часть улитки.
Из стальной полосы Владимир согнул полукруглую деталь. Все эти элементы он разложил на стальном листе, и приварил их к нему. Излишки листа просто срезаются болгаркой.
В просверленных отверстиях в шайбе фиксируются два болта с головками под шестигранник.

Теперь, найдя на кондукторе центр, и совместив с ним шайбу, он приваривает головки болтов к тыльной части кондуктора.
Вот и все, кондуктор готов, и шайбу можно снимать.
После этого кондуктор фиксируется на фланце станка.
Автор также усилил нижнюю часть станка, приварив между держателями еще один толстостенный профиль 20Х40 мм.
Из шпильки, четырех удлиненных гаек и подшипников он соорудил вот такой упор, и приварил его к краю профильной трубы так, чтобы он находился в одной плоскости с кондуктором. Излишек шпильки автор срезал, а ее край приварил к усиленным гайкам.
Ко второй стороне вала остается приварить рукоятку.
Все готово, станок закреплен, и можно приступать к испытаниям. Край стального квадрата вставляется в центр улитки, и за один оборот вала получается вот такой завиток.
Затем заготовка сдвигается глубже в кондуктор, и делается еще пол-оборота. В итоге получается так называемый декоративный «доллар».

Вот такой гибочный станок получился у мастера. С его помощью можно очень быстро изготовить множество одинаковых деталей с высокой точностью. Остается только изготовить несколько кондукторов для выполнения различных фигур. Кстати говоря, в одной из статей Андрей Винничук рассказывал про один из способов их изготовления.
Благодарю Владимира за интересную конструкцию гибочного станка для мастерской!
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Как самому сделать качественный кондуктор для ковки? — Моя ковка
Холодная ковка представляет интерес для людей на протяжении всей истории.
Технология сварочных работ на кондукторе.
Для подобной работы не потребуются сложные инструменты, но придется заранее определиться с конечным результатом.
Основополагающие особенности
Есть несколько вариантов, как самому сделать кондуктор для ковки, при этом каждый из них имеет свои плюсы и минусы. Чаще всего используются стационарные платформы, где надо прилагать много сил, но делаются они проще других. На втором месте по сложности находится механическая наборная система. Самый сложный вариант — это кондуктора с электрическим приводом.
Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак.
Вся система выстраивается по спирали, но в зависимости от ситуации используются 2 системы — Архимедова спираль и Фибоначчи. Выбор зависит исключительно от желаемого результата (чаще используется вариант с Архимедовой спиралью).
Выбор зависит исключительно от желаемого результата (чаще используется вариант с Архимедовой спиралью).
В первом случае спираль имеет постоянную ширину, несмотря на размах витка. При изготовлении кондуктора удержать постоянство очень не просто, но игра стоит свеч. Практических минусов у такого подхода нет, но не все хотят видеть у себя популярную конструкцию.
В случае со спиралью Фибоначчи идет стабильное увеличение. На такую спираль уходит меньше материала, но и выглядит она более жидкой, из-за чего используется не часто. Ее необычный внешний вид в первую очередь интересует любителей чего-то необычного, а таких в 21 веке очень много. Плюсов у системы очень много, но есть и минус — отсутствие надежности, так как спираль редко насчитывает более одного полного витка.
Существует два варианта кондукторов — для правшей и левшей. В результате разницы не будет, но напрямую от этого зависит удобство для мастера. В данном случае, чтобы определить, какой рукой работать удобнее, нужно попробовать оба варианта.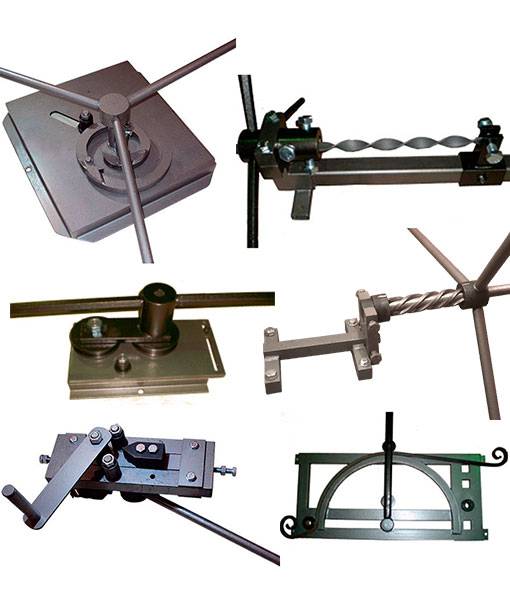
Вернуться к оглавлению
Изготовление платформы
Кувалда и молотки: а – кувалда; б – боевые молоты; в – ручник; г – фасонные молотки.
Данный способ самый простой, но для его использования потребуется дополнительная поверхность (стол, тиски или наковальня), на которой можно будет зафиксировать (утопить) конструкцию.
Вся работа проходит поэтапно, каждый из которых обязателен для выполнения:
- Отрезается 2 стальные пластины 10*10 см и 15*15 см. Чем толще будет листовая сталь, тем лучше, но не менее 3 мм. Такая необходимость вызвана дальнейшим регулярным воздействием грубой физической силы.
- Делаются отрезы от стальной полосы аналогичной толщины (можно немного уменьшить, т.к. не в каждом городе можно найти плотную полосу). Длина отрезов зависит от предполагаемого размера витка, а также от диаметра прута, на который идет расчет (оптимально 10 мм). Когда приходит опыт, то такие отрезы делаются уже на глаз, но в самом начале придется использовать бумагу-миллиметровку.

- Поверх полученного рисунка плоскогубцами выгибается полоса. В итоге должны получиться 3 отреза на 1, 2 и 3 витка. Их нельзя будет между собой соединить, но в работе такой порядок позволит очень быстро решать любую поставленную задачу.
- Делаются 3 отрезка профилированной трубы по 5-8 см. Чем толще будут стенки, тем лучше. Иногда мастера совмещают две профилированные трубы и взаимно фиксируют их сваркой. Чем больше длина у «ножек», тем больше шансов на слом, поэтому не стоит лишний раз их удлинять.
- Все элементы свариваются воедино. Сначала приваривается улитка (внимательно надо смотреть за ее расположением, чтобы работать было удобно), затем ножка. В обратном порядке будет неудобно.
- Отрезается пруток и фиксируется на самой короткой спирали таким образом, чтобы при вхождении рабочего прута в спираль пруток выполнял роль фиксатора.

В итоге получается 3 формы разной длины. Благодаря такой конструкции можно за считанные минуты загибать прут диаметром до 10 мм до 3 оборотов, но для этого потребуется некоторое приложение физической силы. Очень важно обратить внимание на сварной шов, чтобы он покрывал максимальную длину стыка, иначе изделие может получиться недолговечным.
Очень важно обратить внимание на сварной шов, чтобы он покрывал максимальную длину стыка, иначе изделие может получиться недолговечным.
Вернуться к оглавлению
Механическая наборная система
Виды зубил: а – для поперечной рубки холодного металла; б – для поперечной рубки горячего металла; в – для продольной рубки; г – для рубки по радиусу; д – для фасонной рубки.
Тут сложность заключается не в изготовлении платформы, а в двигательной системе. Площадка может быть выполнена способом, описанным выше, но ее можно исполнить и более сложным способом, который повысит уровень комфорта при работе:
- Вырезается из листовой стали пластина 15-15 см.
- На миллиметровой бумаге делается рисунок спирали на нужное количество витков.
- Из стальной полосы делается отрез нужной длины, после чего сворачивается плоскогубцами в спираль, чтобы полностью совпадал по своим габаритам с рисунком.
- Спираль прикладывается к пластине и полностью переводится на нее. Нужно это для того, чтобы потом можно было проще сориентироваться.
- При помощи ножовки по металлу спираль разрезается на нужное количество элементов, каждый из которых равен 1 витку.
- С шагом в 4 см к каждому элементу привариваются ножки из стального прутка. На том же месте, где ножки у прутка, в пластине располагаются отверстия.
 Нужно это для того, чтобы потом можно было проще сориентироваться.
Нужно это для того, чтобы потом можно было проще сориентироваться.Пробойник.
Основание из трубы делается таким образом, как и ранее. Этот же аспект касается прутка-фиксатора в спирали. Единственная разница в изготовлении платформ — это то, что сваркой фиксируется лишь самая маленькая спираль, а остальные устанавливаются наборным образом.
Более сложная часть — это ручная система, которая приводит механизм в движение. Для удобства можно использовать механизм с четным количеством шестеренок по типу часового. Если нет желания долго выстраивать систему, то можно воспользоваться принципом велосипеда — 2 шестерни и кожух, причем нужно сработать систему на понижение оборотов, что в значительной мере позволит уменьшить прилагаемые усилия.
На выходе устанавливается дополнительный вращающийся элемент, который будет служить формой для трубы. А в движение механизм приводится вращающейся ручкой (самый удобный вариант — от советской мясорубки).
Вернуться к оглавлению
Система с электрическим приводом
Клещи: а – для круглого металла; б – для квадратного сечения; в – для полосового металла.
Платформа в данном случае чаще всего наборная, т.к. делать сложный механизм и примитивную рабочую площадку по меньшей мере нелогично. Сама же система изготавливается следующим образом:
- Потребуется сильный электродвигатель. Обычно подобные двигатели используются на УБДН, стационарных циркулярных пилах и т.п. электротехнических приспособлениях, требующих немалых мощностей.
- К двигателю крепится понижающий инвертор, который понижает обороты, но повышает мощность вращения.
Вывод на платформу осуществляется ровно таким же образом, как и с ручным приводом. А вот включаться будет при помощи обыкновенного тумблера. Особо придумывать что-то не придется, т.к. система на практике довольно простая. Единственное осложнение — это обязательное наличие места электропитания, т.к. руками механизм в движение не приводится.
Особо придумывать что-то не придется, т.к. система на практике довольно простая. Единственное осложнение — это обязательное наличие места электропитания, т.к. руками механизм в движение не приводится.
У данного станка есть еще одна особенность — нужен дополнительный пруток, устанавливаемый на дистанции 20 см от рабочей поверхности. Этот пруток будет служить упором для загибаемой заготовки, чтобы лишний раз не отвлекаться. Его можно организовать и для ручного механизма.
Обычно такие приспособления идут в качестве основных в организациях, занимающихся гнуто-кованными изделиями. Несмотря на достаточно простое описание работы системы, на практике ее изготовить гораздо сложнее, чем любую другую.
Вернуться к оглавлению
Основы рабочей деятельности
Различные приемы гибки: а, б, в – с помощью подложек; г – в вилке; д – на гибочной плите.
После того как хозяин сам собирает кондуктор, нужно убедиться в его исправности, удобстве и в том, что он сможет выполнять поставленную задачу предельно качественно. Т.е. описаны все 3 механизма, к каждому из них нужен свой уникальный подход. Везде будет использоваться прут 10 мм:
Т.е. описаны все 3 механизма, к каждому из них нужен свой уникальный подход. Везде будет использоваться прут 10 мм:
- Крепится платформа на выбранном месте. Затем прут фиксируется между прутком-держателем и полосой таким образом, чтобы не было свободного хода. Теперь выбирается рука, которой удобнее работать и начинается небыстрое вращение. После 1 оборота платформа меняется, и работу можно продолжать. Если есть дискомфорт в работе, то надо попробовать изготовить еще одну улитку, направленную в обратную сторону, после чего начать все сначала.
- Крепление прута и платформы осуществляется таким же образом, но прут уже полностью зафиксирован, т.е. при работе руками его трогать не нужно, а вместе с этим отпадают риски для здоровья. При вращении ручкой заготовка движется крайне медленно, но это позволит сделать максимально округлый загиб без дефектов. Остановки нужны будут только для того, чтобы добавить еще 1 элемент спирали.
- Электромотор сам будет все делать, но периодически его нужно останавливать, чтобы продлить спираль. Единственный неприятный момент в работе — оплата за электричество, но, как правило, электродвигатели не потребляют слишком много тока. Присутствие рычагов для ручной работы позволяет нивелировать данную проблему в определенных ситуациях.
 Единственный неприятный момент в работе — оплата за электричество, но, как правило, электродвигатели не потребляют слишком много тока. Присутствие рычагов для ручной работы позволяет нивелировать данную проблему в определенных ситуациях.
Единственный неприятный момент в работе — оплата за электричество, но, как правило, электродвигатели не потребляют слишком много тока. Присутствие рычагов для ручной работы позволяет нивелировать данную проблему в определенных ситуациях.Весь процесс всегда осуществляется крайне медленно, а работа проводится в толстых перчатках. Несмотря на податливость прута, бывают ситуации, когда металл лопается. В таких случаях нужно просто быть готовым, чтобы убрать бракованную заготовку и продолжить работу без потерь времени и здоровья.
Вернуться к оглавлению
Подведение итогов
Чем сложнее механизм получается в итоге, тем дороже и удобнее он выходит. Сам процесс изготовления достаточно прост и лаконичен, благодаря чему с задачей справится даже новичок. Единственный нюанс при работе, который нужно учесть, — это безопасность.
Обычно используется стандартный набор инструментов и материалов:
- болгарка;
- аппарат для электродуговой сварки;
- сталь листовая 3-4 мм;
- профилированная труба;
- стальная полоса 3-4 мм.

Но есть и ряд дополнительных деталей для рабочего механизма:
- шестерни разного диаметра;
- хомуты;
- электромотор;
- провода и тумблер.
При изготовлении нужно быть максимально внимательным к используемому материалу, чтобы случайно не попасть на бракованную сталь, что серьезно ускоряет износ. И никогда нельзя опасаться делать что-нибудь своими руками, даже если нет никакого опыта, т.к. это один из лучших способов привнести в жизнь что-то новое.
Чертеж кондуктора для холодной ковки
Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер, а может сделать хороший подарок своими руками для важных людей. Существует два способа ковки металла. Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки. Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками.
Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками.
Станки для холодной ковки своими руками.
Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Самодельный станок для холодной ковки.
Компоненты станка и необходимые инструменты.
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Изготавливаем станок.
Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Видео самодельного станка по загибанию балясин.
Станки для холодной ковки своими руками.

Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией. Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос. Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.
Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Конструирование станка.
Для создания любого станка можно использовать несколько вариантов на выбор – разборный, монолитный или сплошной. По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться.
Требуется хорошо закрепить концы деталей, которые будут выгибаться.
Такой способ ковки очень популярен у новичков кузнечного дела.
Используя станок для холодной ковки металла, сделанного своими руками, неопытный мастер сможет изготовить кованые балконные козырьки, поручни для лестниц, различные решетки для окон, заборы, многочисленную мебель для дома, ограждения, различные кованые аксессуары и предметы декора, которые дополняют интерьер помещений, на подобии решеток под камины. Это хороший вариант для начинающих специалистов.
Коллекция чертежей станков для холодной ковки.
Чертеж для улитки с лемехом.
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним.
Чертеж станка улитка с лемехом.
Подробный чертеж станка улитки.
Чертеж станка улитки.
Чертеж устройство для гибки “Хомута”.
Чертеж приспособления Гнутик.
Видео кузнечного оборудования холодной ковки для малого бизнеса.
 youtube.com/embed/itT-uUv8De8″/>
youtube.com/embed/itT-uUv8De8″/>
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Так выглядит торсион и одноименный станок
Так делают «фонарик»
Приспособление для холодной ковки улитка — для формирования завитков
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
Станок «Волна» — для формирования соответствующего рельефа
Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
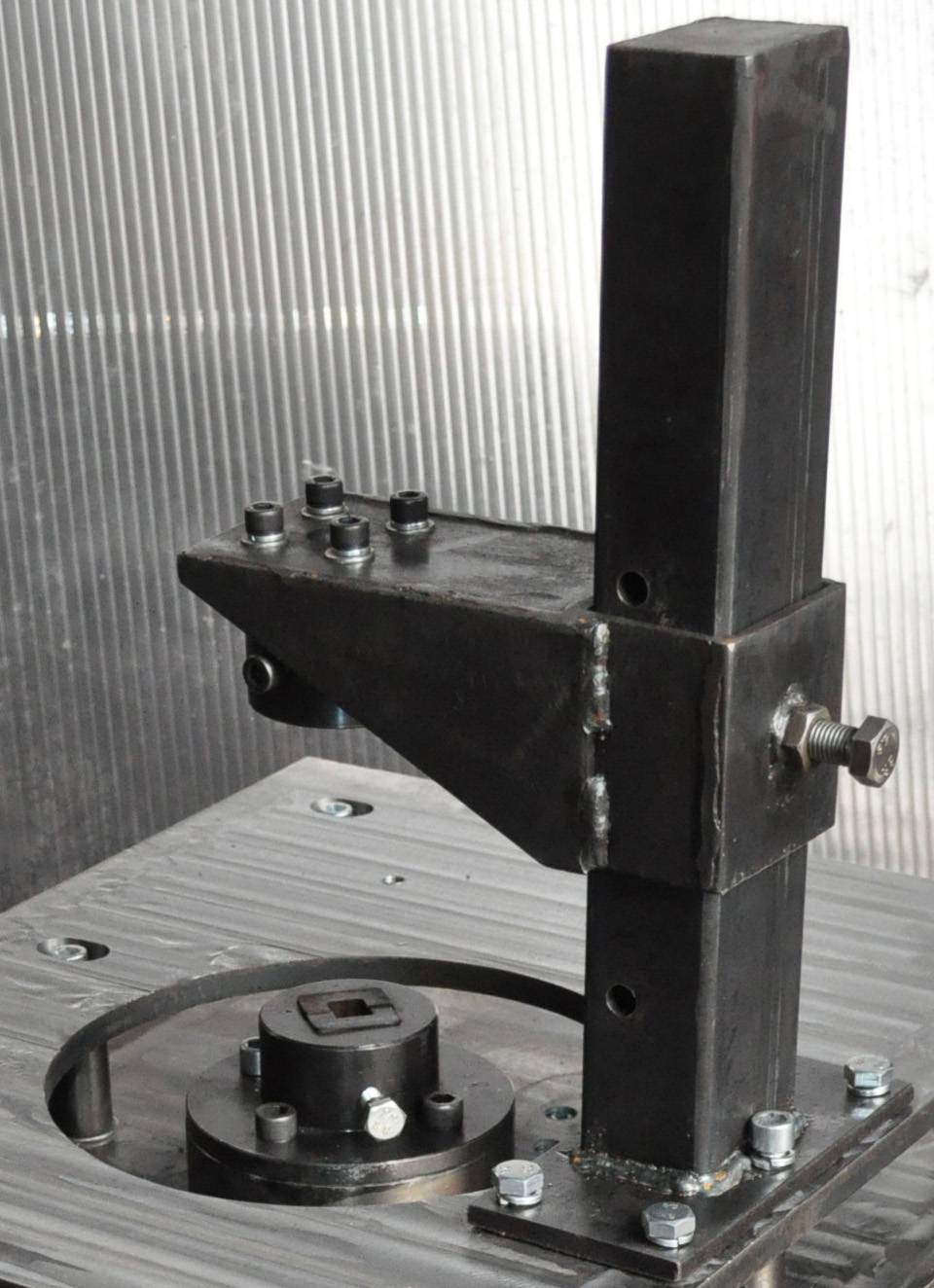
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.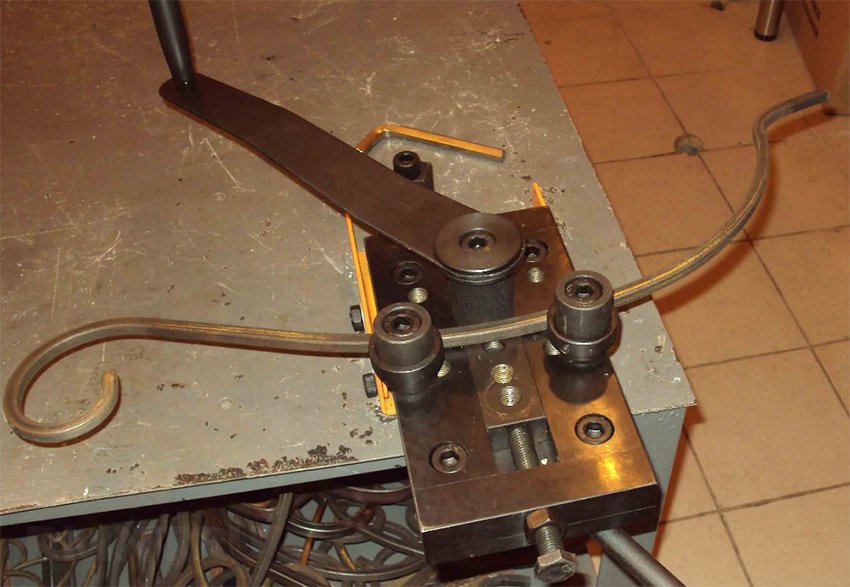
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
ШАБЛОНЫ СПИРАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ КОНДУКТОРА “УЛИТКА” – ПРИСПОСОБЛЕНИЯ ХОЛОДНОЙ КОВКИ: 13 комментариев
Спасибо за ранее удачи в делах
доброго дня! на андроид как скачать, в каком формате
Здравствуйте! Шаблоны спирали, как и все чертежи для скачивания на моем сайте, в формате jpg. Они запакованы в архив zip. Вам на андроиде необходимо распаковать архив и открыть шаблоны, как обычные фотографии. Если не получиться – сообщите, что-нибудь придумаем!
Они запакованы в архив zip. Вам на андроиде необходимо распаковать архив и открыть шаблоны, как обычные фотографии. Если не получиться – сообщите, что-нибудь придумаем!
“>
Чертежи оборудования для холодной ковки: как сделать такое оборудование
Станок для холодной художественной ковки своими руками: чертеж, инструкция и видео
Самодельный станок для холодной ковки может пригодиться, если вам нравиться мастерить и вы не прочь сделать своими руками что-то красивое для загородной усадьбы, домашнего интерьера, для подарков близким и родным людям или просто для души.
Величественный внешний вид изделий, сделанных способом ковки, манит изящными линиями и завораживает взоры. Издревле, во всех лучших домах, можно было непременно увидеть такие украшения, как металлические ажурные завитушки. Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.
Изделия, изготовленные с помощью ковки, используются в дизайне наряду со стеклянными, пластиковыми и иными элементами декора. Ковка металла происходит холодным или горячим способом.
Ковка металла происходит холодным или горячим способом.
Для выполнения процесса горячей ковки нужно выполнить множество особых условий, потому ей очень сложно заниматься в домашних условиях. Более доступным способом является художественная холодная ковка.
Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Процесс холодной ковки
При холодном варианте ковки потребуется два основных процесса:
Чтобы провести данные мероприятия, не нужно сообщать металлу какую-то температуру. Но определенная термообработка все-таки должна происходить между этапами работ.
Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы.
Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия.
Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки.
Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок, так как они практически не исправляемы.
С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.

Во время горячей ковки мастеру необходимо не только отдельное помещение, но и оборудование для кузнечного дела, а также специальные условия. При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.
При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления.
Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны.
Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления, нелишним будет видео урок и выполнить чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.

Многие названия покажутся забавными, но это довольно удобные для самодельного использования приспособления.
Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
https://www.youtube.com/watch?v=P0_BY3qVDwM
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
Станки для ковки
Зачастую при работе, сделать станки для холодной ковки своими руками представляется гораздо целесообразней. Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая, даже когда речь идет о простейшем станке улитке.
Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях.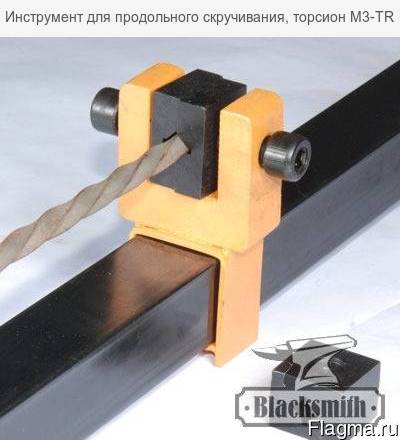 Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон.
На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется.
С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.

Часто мастера сами собирают простые устройства, с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
С помощью этого станка домашние мастера выполняют всевозможные кольца и спирали, завитушки, волны. Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии, которая включает в себя ряд этапов.
Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Для рабочей поверхности будет необходимо листовое железо. Толщина в четыре миллиметра вполне хватит. Определение размеров происходит на основании габаритов необходимых деталей. Чтобы сделать форму, потребуется листовой металл в виде полос толщиной три миллиметра. С этим материалом можно работать с помощью ручных инструментов. Его просто выгибают по шаблону в спираль с помощью плоскогубцев.
Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Сборка станка
Чтобы сделать любой станок для холодной ковки, существует множество вариантов. Можно его изготовить разборным, монолитным или сплошным. При монолитной конструкции устройство целиком или части «Улитки» привариваются к площадке.
По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле.
Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов.
Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Источник: https://stanok.guru/stanki/kovochnoe-ustroystvo/stanok-dlya-holodnoy-kovki-svoimi-rukami-chertezh-i-video. html
html
Улитка для холодной ковки: как сделать своими руками и чертежи для изготовления самодельного станка
Для холодной ковки нужны несколько видов станков, это всем известно.
Какой из них идет под номером один, то есть самый важный? Без которого холодная ковка не получится? Ответ один: только улитка для холодной ковки.
Если разобраться, то имея в арсенале лишь этот станок, можно создавать чудесные кованые изделия из металлических завитков – от простых в исполнении до настоящих ажурных художественных произведений.
К счастью, улитки для холодной ковки относятся к станкам, которые можно сделать своими руками без потери качества изделий.
Как она работает, и какой она бывает
По своей сути – это деформация металлических прутков в виде их загиба. Чтобы пруток деформировался без нагрева, его нужно жестко фиксировать к шаблону станка.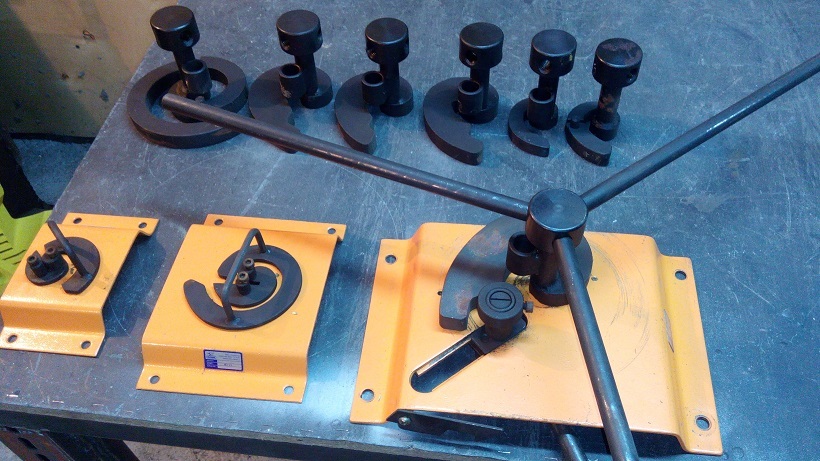 Такой станок не для слабых рук: прокрутка и деформация производятся с помощью ручного усилия.
Такой станок не для слабых рук: прокрутка и деформация производятся с помощью ручного усилия.
Улитка для ковки — чертеж.
Станок может работать в виде двух разных конструкций:
- Самая простая опция – приваренный шаблон к основанию. Это монолитный кондуктор с единственным вариантом завитка в форме шаблона.
- Вариант, дающий больше разнообразия в завитках – несколько модулей с завитками разного диаметра, которые крепятся на одно основание.
Ручной привод также может быть представлен в разных опциях:
- Рычагом может быть любое подходящее приспособление.
- Рычаг, который прикреплен к станине и приводится в движение подвижным подшипником.
- В конструкциях посложнее применяются целых три рычага, которые вращают ось и прикрепленный к ней кондуктор.
Как сделать улитку для холодной ковки, какую опцию выбрать – проще или сложнее? Выбор зависит опять-таки от целесообразности, иными словами — от ваших производственных планов: что вы собираетесь делать, с какой производительностью и в каком количестве?
Начинаем с простого: монолитная улитка
Что такое работа мастера, и чем она отличается от остальных работ? Мастер делает любую, даже самую простую работу с чувством, толком и… удовольствием. Какое может быть удовольствие при самостоятельном производстве примитивного станка?
Какое может быть удовольствие при самостоятельном производстве примитивного станка?
А вот какое – четко структурированные запланированные этапы работы:
- Чертеж с продуманными размерами, который можно нанести на бумагу, а можно прямо на основание кондуктора. Все размеры должны быть точно соблюдены, вплоть до соответствия толщина металлической полосы толщине контура формы на чертеже. Кстати, минимальная толщина должна быть не менее 3-х мм. Расстояние между витками также должно быть достаточным, чтобы между ними вмещался пруток для деформации. Если, скажем, размер вашего прутка 10 мм, то самым оптимальным будет расстояние между витками 12 — 13 мм.
- Основание станка должно быть достаточно массивным, вырезать его нужно из стали толщиной не меньше 4-х мм. Форму лучше делать круглую, диаметр круга должен быть больше диаметра улитки. Чаще всего размер основания делают около 70-ти мм.
- Для изготовления завитка металлическая полоса должна быть немного тоньше, чем для основания: достаточно будет 3-х мм. Если есть возможность, заготовку нужно прокалить, чтобы она лучше деформировалась и поддавалась обработке.
- Форму завитка из стальной полосы нужно приварить к основанию, которое, в свою очередь, крепко зафиксировать на станине. Не забывайте, что ваш станок должен будет выдерживать очень серьезные нагрузки, поэтому не жалейте сил и времени на максимальную прочность и массивность всех его элементов и, самое главное, крепости их соединения. Для этого, например, шаблон можно дополнительно зафиксировать на станине тисами. Тисы будут захватывать отрезок бруса, который нужно приварить к обратной стороне основания.
 Если есть возможность, заготовку нужно прокалить, чтобы она лучше деформировалась и поддавалась обработке.
Если есть возможность, заготовку нужно прокалить, чтобы она лучше деформировалась и поддавалась обработке.Разнообразие завитков: съемные конструкции
Модульная улитка отличается от монолитной одним: вместе намертво приваренного стального шаблона в основании наносятся отверстия для крепления разных шаблонов. Для такого станка нужно сделать такое же основание на массивной станине и несколько съемных модулей.
Такой тип станка для холодной ковки состоит из следующих частей:
- прямоугольное основание из толстого металлического листа, толщина от 4-х до 10-ти мм;
- разборный шаблон, может состоять из нескольких частей на шарнирных штифтах;
- вращающийся вал;
- приводной рычаг для вращения вала.

Такую улитку крепить к основанию нужно с помощью фиксации через просверленные отверстия в разных положениях. Сборные части завитков на основании меняются, в результате чего завитки получают разную кривизну. Крутизна дуги также регулируется специальными винтами на соединительных шарнирах.
Честно говоря, такую «шарнирную» опцию самостоятельно сделать очень и очень непросто. Чаще всего мастера поступают следующим образом: покупают готовые штампы, которые крепят на станину с основанием.
Не игнорируем чертежи! Можно, конечно, нанести без всяких расчетов рисунок завитка прямо на основание – «не париться». Так часто поступают новички. Но если вы претендуете называться мастером и хотите сделать улитку для холодной ковки своими руками высокого качества, вам придется делать чертежи с расчетами размеров и других параметров.
Чертежи пригодятся вам не только в процессе изготовления станка. Они станут чрезвычайно полезным подспорьем в расчете материалов, на которые вам так или иначе придется потратиться. Предварительные чертежи изделий помогут вам рассчитать, например, количество и стоимость металлических прутьев.
Предварительные чертежи изделий помогут вам рассчитать, например, количество и стоимость металлических прутьев.
Холодная ковка на улитке остается самым популярным видом работ по металлу серди любителей. Вместе с тем этим ремеслом вполне можно заниматься профессионально. И если для хобби вам будет достаточно самодельного станка, то для профессиональной ковки вам в итоге понадобится инструмент помощнее. Удачи вам в начале большого пути.
Источник: https://tutsvarka.ru/kovka/ulitka-dlya-holodnoj-kovki
Холодная ковка, станки и чертежи своими руками
Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер, а может сделать хороший подарок своими руками для важных людей. Существует два способа ковки металла.
Существует два способа ковки металла.
Чтобы сковать что-то способом горячей ковки необходимо произвести множество приготовлений и действий, поэтому дома проще всего ручная ковка дается, пользуясь способом холодной ковки.
Период обучения такому процессу не занимает много времени, к тому же есть реальная возможность сконструировать станок своими руками.
Станки для холодной ковки своими руками.
Начало холодной ковки самодельными станками
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой.
Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно.
После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно.
В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки.
Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Самодельный станок для холодной ковки.
Компоненты станка и необходимые инструменты
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
- гнутик;
- улитка;
- волна;
- глобус;
- твистер;
- фонарик;
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Изготавливаем станок.
Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление.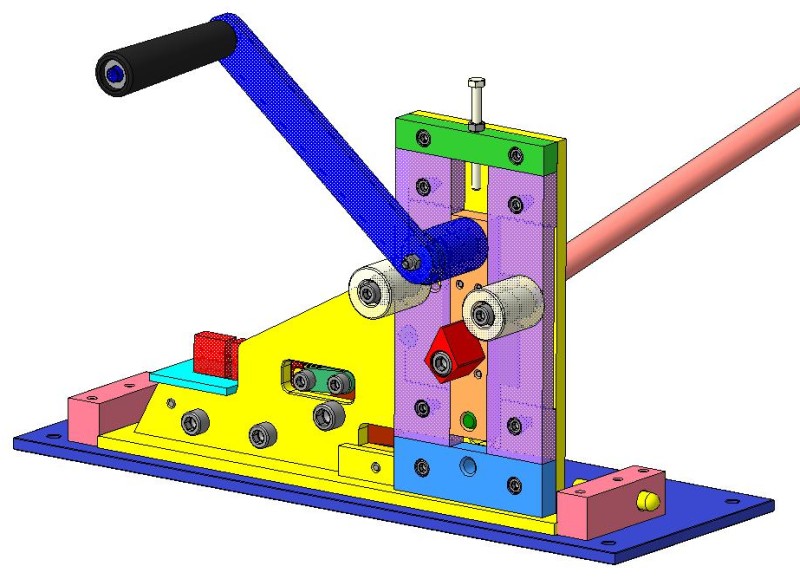 Глобусом делается большая дуга из профильных прутьев.
Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока.
Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны.
Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте.
К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте.
Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Видео самодельного станка по загибанию балясин
Станки для холодной ковки своими руками
Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы.
Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге.
Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией.
Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией.
Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос.
Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.

Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Станок для холодной ковки.
Конструирование станка
Для создания любого станка можно использовать несколько вариантов на выбор – разборный, монолитный или сплошной. По все длине бедующего станка рекомендуется приварить маленькие прутки. На рабочей площадке для этого стоит просверлить специальные дырки. Требуется хорошо закрепить концы деталей, которые будут выгибаться.
Такой способ ковки очень популярен у новичков кузнечного дела.
Используя станок для холодной ковки металла, сделанного своими руками, неопытный мастер сможет изготовить кованые балконные козырьки, поручни для лестниц, различные решетки для окон, заборы, многочисленную мебель для дома, ограждения, различные кованые аксессуары и предметы декора, которые дополняют интерьер помещений, на подобии решеток под камины. Это хороший вариант для начинающих специалистов.
Это хороший вариант для начинающих специалистов.
Коллекция чертежей станков для холодной ковки
Чертеж для улитки с лемехом
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним.
Чертеж станка улитка с лемехом.
Подробный чертеж станка улитки.
Чертеж станка улитки.
Чертеж устройство для гибки «Хомута»
Чертеж устройств холодной ковки для гибки хомутаЧертеж устройств холодной ковки для гибки хомута
Чертеж приспособления Гнутик
Так схематически выглядит Гнутик.Чертеж для создания Гнутика.
Видео кузнечного оборудования холодной ковки для малого бизнеса
Источник: https://1builder.ru/xolodnaya-kovka-stanki-i-chertezhi-svoimi-rukami.html
Свой станок для холодной ковки и чертеж своими руками
instrument.guru > Металлообработка > Свой станок для холодной ковки и чертеж своими руками
Cтанки для холодной ковки пригодятся тем, кто любит мастерить и разбирается в таком оборудовании. Многие используют станки при создании усадеб, интерьера и подарков.
Многие используют станки при создании усадеб, интерьера и подарков.
Изделия, сделанные с помощью холодной ковки, используют как украшения вместе с другими элементами декора. Чтобы заниматься холодной ковкой, нужно прилагать много усилий. Этим трудно заниматься дома.
Самым легким способом считается художественная холодная ковка.
Чтобы сделать нормальное изделие своими руками, нужны будут инструменты и чертежи. Эти вещи уменьшают затраты и сокращают время изготовления. В некоторых случаях детали нагревают, чтобы на стыках не было кривизны. Перед созданием самодельного станка холодной ковки нужно заняться проектированием. Чтобы сделать точную разметку, нужно использовать миллиметровую бумагу.
Вначале нужно нарисовать спираль, которая будет постепенно увеличиваться, соблюдая при этом симметричность узоров.
Дистанцию витков нужно размещать так, чтобы она была больше диаметра прутьев и можно было взять из станка сделанное изделие.
 При создании рабочей поверхности нужно использовать листовое железо.
При создании рабочей поверхности нужно использовать листовое железо.Размеры определяют с помощью основания габаритов и использованных деталей. Чтобы создать форму, нужен листовой металл в виде полос.
Перед началом работы всем начинающим нужно ознакомиться с видеоматериалами о холодной ковке оборудования своими руками.
Инструменты и материалы для холодной ковки:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.
Самым важным приспособлением для работы всегда был гнутик. Он используется при изменении формы металла. Главная функция гнутика — изгиб детали под разными углами.
Улитка применяется для манипуляций в спирали. Она является оснасткой для сгибания различных изделий, профилей и т.д. При работе с этим инструментом можно не ограничивать спираль в радиусе и сделать нужную величину.
Фонарик необходим для сгибания материала из металла. С помощью фонарика обрабатывают прутки из металла. Благодаря приспособлению волна можно создавать волны и выгнутые куски. Применяют волну при обработке труб с круглым сечением.
Твистер имеет схожесть фонариком. При его помощи можно выкручивать прутья.
Глобус помогает создать большую дугу из профиля с толщиной до 12 мм. В конце заготовки тоже сгибаются. Это самый легкий инструмент и его довольно часто делают своими руками.
Станок для холодной ковки своими руками, чертежи
По размеру конструкции можно приварить маленькие кусочки прутков с расстоянием 5-6 см. В конструкции нужно сделать отдельные отверстия. Если лень разбираться, как правильно собрать станок для холодной ковки, всегда можно посмотреть обучающее видео.
При возведении кондуктора своими руками нужно обратить внимание на виды основных работ: вытяжки, гибки и закручивания. Все эти механизмы можно объединить в одно. Во время вытяжки для изделия создается нужная форма. Лучше всего изделие пропустить через валики или пресс, из-за этого сечение исходного сырья может уменьшиться.
Основной процесс гибки состоит из того, чтобы деталь гнули под определенным углом. Выполнить эту операцию можно с использованием шаблона.
Это делается следующим образом:
- подготовка чертежа;
- создание шаблона по чертежу;
- приваривание завитушки на стальную пластину;
- лист нужно крепить на станке в держателе;
- установление прорези и окончательная фиксация.
При создании шаблона специальный шов нужно проводить с внешней стороны, чтобы он в последующем не мешал при эксплуатации материала.
Виды станков для холодной ковки
Существует несколько видов станков для холодной ковки:
- твистеры — создают плоские спирали и узкие завитки;
- торсионные станки — помогают получить винтовую крутку и части из больших спиралей: корзины, фонари, луковицы;
- станки для штамповки и концы прутьев разливают в специальные наконечники для фасовки. Создают различные хомуты, для соединения деталей рисунка или узора. После пытаются сделать мягкую волну для поверхности;
- гибочные станки бывают разных видов: нажимные, протяжные, комбинированные. С помощью первых видов можно получить волны и зигзаги. При помощи вторых получают кольца, завитки, спирали. Последние помогают получить все виды изделий.
Как сделать станок для ковки своими руками?
Из-за того, что станки для холодной ковки имеют высокую стоимость, а цены зависят от производителей, многие люди прибегают к созданию таких станков своими руками.
При создании самодельного станка « Улитка » понадобится следующее:
- прутья из металла;
- стальные листы в виде полосок;
- специальная труба;
- сварка, плоскогубцы, болгарка.
Основная схема для создания станка:
- возьмите обычный листок, нанесите на него рисунок спирали, проверьте размеры для резьбы;
- при помощи болгарки, нужно сделать два отдельных листа из пластины;
Первая с параметрами 100х100 мм и вторая 130х130 мм.
- возьмите прут и полосы из стали, почистите края срезов от заусениц;
- плоскогубцами создайте изгиб стальных полос по схеме;
- приварить элементы;
- приварите стальную трубу снизу.
Вот весь несложный процесс по созданию станка для ковки из разных материалов.
Чертежи для создания станка можно использовать совершенно разные, все зависит от материалов, использованных в работе.
Как создать свой ковкий станок торсион? Этот станок используют при закручивании спиралей в виде змейки, созданных из металла.
Инструменты для создания:
- стальной лист;
- балка;
- тиски и элементы для крепежа;
- редуктор, цепь или электромотор;
- болгарка;
- сварка.
Схема действий при создании станка для холодной ковки:
- за основу берется балка, к которой приваривают стальной лист;
- к стали прикрепить тиски, потом приварить и зафиксировать болтами с гайками;
- прикрепить пластины к тискам, чтобы ваш материал не выходил из станка;
- вторую сторону балки укрепляют роликами, на которые ставится платформа;
- на поверхность нужной конструкции ставят тиски с подвижными элементами;
- конструкция оснащается специальной ручкой из стали, сделанной из прута. Благодаря вращению ручки, изделие будет загибаться;
- болты берут для соединения редуктора и двигателя;
- закрываем конструкцию кожухом.
Вот основные способы создания самодельных станков своими руками. Главное — это желание и усиленная работа, тогда все получится. Оборудование и приспособления для работ по холодной ковке можно купить в любом специализированном магазине.
Источник: https://instrument.guru/metalloobrabotka/svoj-stanok-dlya-holodnoj-kovki-i-chertezh-svoimi-rukami.html
Самостоятельное изготовление станка для холодной ковки – Школа по утеплению дома
ГлавнаяТрубы для отопленияСамостоятельное изготовление станка для холодной ковки
31.01.2017
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом.
Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность.
Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом.
По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений.
Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Видео по изготовлению станока для холодной ковки своими руками
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Источник: https://v-teplo.ru/stanok-dlya-holodnoj-kovki.html
Как изготовить красивые изделия методом холодной ковки
Человеку, неравнодушному к кованым изделиям, можно только позавидовать. У него есть все необходимое для воплощения самых смелых проектов оформления.
Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто.
При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Единственное, что нужно помнить, это то, что изготовление кованых изделий холодным способом требует соблюдения строгих правил и последовательности.
Другими словами, холодная ковка — это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта.
Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
Виды холодной ковки
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
- Штамповка — на этом этапе происходит пластичная деформация металла, что приводит к изменению формы или размера заготовки. Штамповка может быть объемной или листовой. При первом варианте работы выполняются под давлением. В этом случае деталь нагревается и подвергается прессованию до нужных размеров. Этот метод больше подходит для производственных масштабов, когда нужно изготовить большую партию одинаковых элементов. Листовая штамповка отличается от первого варианта тем, что детали производят из листового железа. Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
- Прессование — на этом этапе происходит повышение плотности металлической заготовки и изменение ее формы, за счет высокого давления. Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
- Волочение — это процесс протягивания металла, только уже прессованного, через специальную матрицу. При этом способе обработки можно получить различные фасонные профиля, проволоку или тонкие трубы.
- Прокатка — это заключительный этап обработки, при котором задействован закон силы трения. При трении специальных валиков о металлическую поверхность происходит деформация заготовки. Прокатка может быть нескольких видов, в зависимости от способа вращения валиков:
- продольная — при которой вращение валиков происходит в разные стороны. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
- поперечная — при которой движение валиков происходит в одном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
- винтовая — при которой расположение валиков выполнено под углом друг к другу. В этом случае заготовка проходит одновременно два валика с поступательным и вращательным движением, что позволяет получить небольшой зазор, в который и попадает металл. Таким способом получают трубные заготовки, «гильзы».
Приспособления для холодной ковки
Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
- Улитка — такой механизм применяется в том случае, если металлической заготовке нужно придать спиралевидную форму. В большинстве случаев такой механизм крепят на стальную толстую плиту либо делают съемной. Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
- Универсальный механизм — он позволяет выполнять несколько функций, резку, клепку и формирование металлических изделий. Кстати, такое устройство легко можно собрать своими руками, что в значительной степени сэкономит ваш бюджет.
- Гнутик — такой механизм позволяет создать дуговую деформацию металлической детали. Но здесь нужно провести точные расчеты и замеры, чтобы не ошибиться с радиусом изгиба.
- Твистер — механизм этого плана позволяет сгибать заготовку по продольной оси уже готового изделия. Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
- Волна — механизм такого плана позволяет получать волнообразные детали из металлических заготовок. На таком станке принято изготавливать решетки «Боярские» или «Волна».
- Штамповый пресс — название говорит само за себя. Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
- Механический узел — этот механизм позволяет изгибать металлические прутья в круг. При этом диаметр таких изделий может быть разным. Поэтому в арсенале мастеров такое приспособление незаменимо.
Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
- Первое, что вам нужно сделать, это нарисовать эскиз будущего изделия. Если вы только учитесь, попробуйте соорудить что-то элементарное, и только потом беритесь за большие объемы. Что касается эскиза, то на нем нужно отразить все нюансы будущей конструкции, рисунок, нужные детали и размеры. Здесь же продумайте, сможете ли вы выполнить задуманные элементы на вашем оборудовании? Каждый механизм предназначен для выполнения одной функции, но не всех сразу.
- Второе, о чем нужно подумать, это как правильно рассчитать материал. Если вы задумали изготовить подставку для цветов из элементов холодной ковки, то нужно подготовить железную трубу и металлические полосы, а для ворот или забора перечень материалов будет намного шире.
- Теперь можно приступать к изготовлению самих деталей. Для этого возьмите подходящий механизм и заготовку и выполните нужное количество кованых элементов.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности.
Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат.
А снизить их можно на оборудовании, если изготовить его своими руками.
Источник: http://guru-remonta.ru/obshhie-voprosy/holodnaja-kovka.html
чертежи, станки, необходимые инструменты и описание с фото
Внимание каждого привлекают изящные витые узлы на перилах железных лестниц, а также ажурные металлические ограды. При этом не все имеют представление о том, что такие приспособления и предметы изготавливаются методом холодной ковки.
При желании можно без труда научиться воплощать в металле такую красоту. Для этого достаточно иметь в наличии специализированные станки и обладать минимальными навыками работы с материалом.
Особенности холодной ковки
Механическое сгибание металлического прута с помощью специализированных станков, в результате которого ему придается задуманная заранее форма, называется холодной ковкой. Такие манипуляции могут осуществляться на станках как вручную с помощью рычагов, так и благодаря функционированию электромоторов. Кроме всего прочего, с помощью холодной ковки могут сгибаться трубы небольшого диаметра, выполняться витые ограды, а также украшаться жилые сооружения, украшения беседок, фонарей, изготавливаться металлические скамейки, решетки, ворота, а также балконы, лестницы и даже мебель.
Начать собственное производство можно, всего лишь освоив несложный метод холодной ковки. На начальном этапе понадобится приобрести специальное оборудование или же сделать приспособления для холодной ковки собственными руками.
Оборудование и инструменты
Для того чтобы своими руками изготовить кованое изделие, нужно иметь в наличии следующие приспособления:
- фонарик;
- твистер;
- глобус;
- улитку;
- волну;
- гнутик.
Из всех перечисленных выше приспособлений, самым главным считается гнутик, так как именно благодаря ему осуществляется изменение формы металла. Основной его функцией является изгиб детали под определенным углом. Улитка необходима для свивания детали в спирали. Фонарик используют для сгибания деталей, а волна предназначена для выполнения волнообразно выгнутых элементов.
Все инструменты, используемые для ковки изделий, очень просты в применении и с их эксплуатацией без труда сможет разобраться каждый желающий.
Преимущества станков для холодной ковки
Чтобы под механическим воздействием металл принял требуемую форму, используется метод холодной ковки. Лучше всего для таких целей подходит мягкий материал. Методу холодной ковки в основном отдается предпочтение, если требуется создавать большое количество идентичных элементов.
Еще одним неоспоримым преимуществом данного способа воздействия на металл является то, что в процессе создания не требуется наличие высочайшего мастерства. Если сравнивать холодную ковку с горячей, то она отличается следующими неоспоримыми достоинствами:
- быстрой воспроизводимостью;
- низкой стоимостью;
- высокой скоростью изготовления;
- прочностью покрытия;
- отсутствием нагрева элементов.
Несмотря на то что кованые изделия, выполненные с помощью холодной ковки, имеют множество преимуществ, есть у них и определенные недостатки. Основными из них считаются простота форм и необходимость использования громоздкого и разнообразного оборудования.
Назначение и разновидности станков
Основным предназначением любого станка является облегчение ручного труда человека. Для того чтобы осуществить ковку по холодному типу, можно использовать различное оборудование. В таком случае значительно снижаются физические усилия мастера, а также выполняются следующие действия:
- изгиб профиля под требуемым углом;
- продольное скручивание заготовок;
- изготавливаются завитки или спирали.
При использовании приспособлений для холодной ковки получаются специфические детали, которые позволяют выстраивать их в определенной комбинации и создавать художественное полотно. Все станки, предназначенные для данного способа обработки металла, подразделяются на две категории: специализированные и универсальные.
Можно ли сделать станок собственными руками?
Приобрести приспособление для холодной ковки можно только в специализированном магазине или же сделать заказ в Интернете. В таком случае весь процесс приобретения напрямую зависит от платежеспособности покупателя. Если же свободных финансов нет или отсутствует желание тратить немаленькие деньги, то в таком случае можно без труда изготовить станок собственными руками.
Можно обойтись и без станка, только в таком случае понадобится приложить максимум усилий для того, чтобы достичь желаемого результата. Соорудить приспособление для холодной ковки можно в двух вариантах:
- простом;
- универсальном.
Что касается первого, то в таком случае речь идет о тисках. Универсальная модель дополнена определенными элементами (такими как корзинка или фонарь).
Устройство станков
Все без исключения приспособления, предназначенные для холодной ковки, обладают определенными особенностями и параметрами. Для того чтобы начать заниматься этим не только увлекательным, но и прибыльным делом, требуется иметь представление о том, для чего используется каждый станок. В работе мастера применяют следующие виды приспособлений:
- Гибочные станки. Служат для изменения размеров изгибов и волн. Сгибать на таком станке можно прутья диаметром до 16 миллиметров.
- Твистер – агрегат, оснащенный специализированным шаблоном, непосредственно к которому придавливается обрабатываемый металл. При этом давление на него должно быть очень большим, так как именно от этого напрямую зависит эффективность работы.
- Основание с проставками создано для выполнения узоров совершенно любой вариации. Подобные механизмы имеют очень простую конструкцию.
Как собрать станок своими руками?
Перед тем как собирать приспособление для холодной ковки своими руками, требуется позаботиться о том, чтобы его основание было достаточно прочным. Только в таком случае результат оправдает ожидания. В качестве опоры могут использоваться швеллеры или двутавры, которые предварительно свариваются между собой. Также рекомендуется обязательно к опоре прикрепить лапы из аналогичного профиля и только после этого можно приниматься за изготовление остальных узлов.
Станок «Улитка»
Если появилось желание самостоятельно изготовить станок, то в таком случае «Улитка» будет одной из самых оптимальных конструкций. Для того чтобы все сделать правильно, требуется в первую очередь иметь представление об особенностях работы станка. Если мастер поймет суть процесса, то в таком случае конструирование не вызовет никаких затруднений. С помощью чертежа, приспособления для холодной ковки своими руками изготавливаются сравнительно просто. Самое главное – следовать всем рекомендациям и внимательно осуществлять все этапы.
В первую очередь необходимо позаботиться о наличии прочного каркаса. Не рекомендуется изготавливать его из деревянных брусьев, так как он не сможет выдержать длительных нагрузок. Самым оптимальным вариантом считается использование толстостенной трубы, металлических уголков или швеллеров.
Из металлической плиты необходимо вырезать в форме круга две столешницы. Именно этот элемент приспособления для холодной ковки металла будет принимать на себя основную часть нагрузки, поэтому на его качестве ни в коем случае нельзя экономить.
Также стоит позаботиться о наличии других необходимых деталей, к которым относится рычаг и вал. Изготовить вал на самодельное приспособление для холодной ковки можно из толстостенной трубы необходимого диаметра. Непосредственно к нему крепится с помощью кольца рычаг, который вращается вокруг него. Дополнительно на рычаг требуется установить ролик для сгибания прутьев.
Как только все необходимые элементы будут готовы, можно приступать непосредственно к сборке станка. Все действия выполняются в следующей последовательности:
- сначала устанавливается каркас таким образом, чтобы до него обеспечивался беспрепятственный доступ со всех сторон;
- далее ножки станка бетонируются или закрепляются;
- затем к каркасу приваривается основная столешница;
- устанавливается главный вал и приваривается столешнице;
- элемент укрепляется специальными треугольниками и на него надевается вращающийся рычаг.
- после этого устанавливается верхняя столешница и приваривается к основному валу;
- завершается сборка монтажом на столешницу сегментов улитки.
Как только сборка приспособления для холодной ковки своими руками будет полностью завершена, проводится пробное сгибание. Эта операция делается в обязательном порядке.
Торсионный станок
Для одноосного продольного скручивания можно сделать приспособление для холодной ковки торсионного типа. Для основания в таком случае необходимо подготовить двутавр или швеллер.
После этого к нему нужно присоединить с помощью сварки железную полоску, на которую будут непосредственно установлены тиски для зажима. Они надежно закрепляются с помощью четырех болтов. Следующим этапом является наваривание на тиски рифленых пластин и установка направляющих роликов. К последним присоединяется зажимной узел, который обеспечивает подвижность заготовки.
Далее изготавливается специальная ручка, служащая для проворачивания подвижной части зажима. После завершения всех работ и полной сборки станка, он обязательно проверяется на прочность и работоспособность. Только после этого окончательно закрепляется на опорной раме.
Станок «Гнутик»
Чтобы каждое изделие было качественно изготовлено, станки и приспособления для холодной ковки в мастерской должны быть различных видов. Для формирования угла необходим «Гнутик». Он собирается из специальной стальной пластины, на которой закрепляется рычаг и два опорных вала. Изготовить такое приспособление для холодной ковки металла своими руками довольно просто.
Если было принято решение заниматься формованием изделий, то обязательно следует позаботиться о наличии станка под названием «Гнутик». Изготовить ее довольно просто. Достаточно четко следовать чертежу приспособления для холодной ковки. Также важно использовать инструментальную сталь.
Станок «Волна»
Согласно фото, приспособление для холодной ковки «Волна», состоит из закрепленных на рабочей столешнице пары стальных дисков с осью вращения.
Управляется он методом изменения расстояния между дисками. В процессе обработки прутка происходит формирование узора, затем он снимается и процесс осуществляется с другой стороны.
Станок-пресс
Для формирования наконечников прутьев необходимо иметь в наличии пресс. Для изготовления такого приспособления для холодной ковки металла своими руками нужно заказать шестерни, валы, валки и подшипниковые втулки. Все эти элементы приобретаются в магазине.
Агрегат функционирует в результате вращения штанги с грузами и отведения назад до упора винтового бойка.
Нюансы изготовления
Несмотря на то что множество станков, предназначенных для холодной ковки, сравнительно просто конструируются, перед их созданием рекомендуется ознакомиться с информацией и всеми нюансами изготовления. Это нужно сделать для того, чтобы в процессе сборки не возникло никаких непредвиденных обстоятельств, которые могут негативным образом сказаться на качестве изделия.
Перед тем как приступить непосредственно к конструированию станка для холодной ковки, необходимо составить чертеж, в котором будут в мельчайших деталях определены все особенности будущего приспособления. После того как схема будет готова, требуется приобрести и подготовить все необходимые детали. Только после этого можно приступать к сборке.
Перед изготовлением станка нужно подготовить станину для того, чтобы все детали для конструирования располагались под рукой. Все параметры нужно точно просчитать, чтобы приспособления не мешали друг другу. Для изготовления станины специалисты рекомендуют использовать только прочный материал.
Особенности соединения и покраски деталей
Как только изготовление приспособлений для холодной ковки будет завершено, можно приступать непосредственно к выполнению художественных элементов.
После изготовления деталей, их следует соединить между собой. Сделать это можно несколькими способами. Нередко элементы соединяются методом сварки. После фиксации и остывания образовавшаяся окалина стачивается.
Гораздо более красивым методом соединения считается использование хомутов, которые представляют собой проштампованные полоски металла. Как только все элементы будут зафиксированы между собой, осуществляется их окраска. Для этого используются кузнечные эмали или краски для металла на акриловой основе.
Можно также использовать и порошковые составы, но технология будет относительно дорогой. Перед тем как нанести эмаль на поверхность, последняя должна быть тщательно подготовлена. Нельзя наносить состав на ржавчину и грязь. Поверхность должна быть обезжирена и не иметь коррозии. Только в этом случае эмаль продержится максимально долго на самодельном инструменте и защитит его от воздействия влаги.
Подводим итоги
Перед тем как приступить к созданию художественных изделий из металла, нужно позаботиться о наличии всех инструментов и приспособлений для холодной ковки. Все работы должны выполняться осторожно и внимательно. Только в таком случае можно добиться идеального результата.
В большинстве случаев изготовить станки для холодной ковки намного выгоднее собственными руками. Эти приспособления играют важную роль и необходимы для производства качественных изделий. Это объясняется тем, что далеко не каждый элемент представляется возможным обработать с помощью ручных приспособлений, да и стоимость большинства станков является достаточно высокой, даже в том случае когда речь идет о самых элементарных агрегатах.
Многие мастера предпочитают самостоятельно изготавливать станки, которые помогают сделать довольно оригинальные изделия. В таком случае все в большей степени зависит от опыта мастера и его желания. Если принято решение собственными руками сконструировать станок, важно все действия выполнять в определенной последовательности, тогда результат превзойдет все ожидания.
5 Лучшая джиг-приманка для оперения «сделай сам»
Вместо того, чтобы тратить дополнительную сумму денег на повторное оперение или использование термоусадочной трубки, знаете ли вы, что можете сделать самодельную приманку для оперения своими руками и сэкономить деньги?
Чтобы лучше понять, как делать DIY, я выделил некоторые важные аспекты приманки для оперения, которые вам следует знать. Я даже предлагаю вам альтернативное решение, которое сэкономит ваше время в этом руководстве.
Различные типы оперения
Конфигурация вашего оперения обычно определяет тип необходимой вам приманки.Существует множество конфигураций, и не все приспособления для оперения подходят для всех этих конфигураций. Хотя вы можете настроить приспособление, изменив некоторые части на те, которые могут поддерживать расстояние между оперениями, количество и стиль, которые вы предпочитаете.
Ниже приводится краткое описание типов оперения, которые вы будете видеть чаще:
Straight Fletching
Straight Fletching — это самый простой тип приманки, который вы можете найти в настоящее время на рынке. У этого типа оперения лопатки выровнены по стрелке.Одна из основных функций лопастей этого типа — заставлять стрелу вращаться во время полета.
Смещение
Когда вы решите сделать оперение со смещением, вы должны настроить лопасть так, чтобы она образовывала угол со стрелкой. Угол может быть вправо или влево, чтобы увеличить угол поворота стрелки во время полета. В зависимости от полученного приспособления вы можете внести незначительные изменения, чтобы точно поддерживать угол смещения.
Спиральная (левая или правая)
Чтобы лучше понять спиралевидное оперение, вы должны представить свою лопатку в виде плоской лопасти вентилятора.Это может быть левая или правая спираль. Установив лопасть со смещением, а затем слегка повернув лопасть, вы можете получить спиральное оперение.
Если вы хотите, чтобы направление и вращение лопасти было по часовой стрелке, вам понадобится левая спираль, а правая спираль приведет к тому, что направление вращения будет против часовой стрелки. В зависимости от оперения, правого или левого, нужная вам приманка будет соответствовать направлению.
Количество оперений и расстояние между ними
Количество лопастей, используемых при оперении, зависит от каждого пользователя.Есть те, которые используют 2, 3, 4, 6 или 8 оперений. Вот стандартные конфигурации, которые вы найдете:
Материалы приспособления
Материал, использованный при изготовлении приспособления, будет играть жизненно важную роль при определении того, насколько легко его будет чистить и как долго он прослужит. Материалы, которые можно использовать, включают металл и пластик.
JIG Продукция | Объединенная инспекционная группа
Стандарты JIG по контролю качества авиационного топлива и эксплуатационным процедурам состоят из согласованных на международном уровне процедур обращения с авиационным топливом в аэропортах и на предприятиях по производству авиационного топлива.Стандарты включают рекомендуемую практику отбора проб и испытаний топлива, конструктивные особенности депо, гидранта и заправочного автомобиля, а также процедуры хранения и доставки авиационного топлива на самолет.
СтандартыJIG доступны для покупки в электронной и бумажной / бумажной версиях.
Электронные копии будут доступны в формате PDF. Первым покупателям необходимо зарегистрироваться в JIG и получить идентификатор пользователя и пароль. Эти учетные данные потребуются для открытия PDF-документов и предоставят доступ к веб-сайту JIG Online для повторной загрузки PDF-документов при необходимости.
PDF-документы защищены с помощью инструмента управления цифровыми правами FileOpen. Инструмент доступен бесплатно. Клиент FileOpen может быть автоматически установлен на вашем компьютере как часть процесса покупки. В качестве альтернативы вашему ИТ-отделу может потребоваться установить плагин для вас, и в этом случае его можно загрузить с веб-сайта FileOpen.
FileOpen позволяет использовать документы при наличии активного подключения к Интернету и в течение ограниченного времени при работе в автономном режиме.Документы не могут быть переданы другим пользователям, однако члены JIG могут переназначить подписку в своей компании.
Примечание. Членам IATA следует связаться с JIG для получения доступа перед своей первой покупкой.
Чтобы просмотреть список из Часто задаваемых вопросов , щелкните здесь.
Если вы заинтересованы в заказе большого количества копий любого из стандартов JIG 1-4, нажмите здесь.
JIG 1, 2, 3 и 4 доступны в SAI Global.Для заказа воспользуйтесь данными ниже.
SAI Global, Index House, Ascot, SL5 7EU, UK
Тел .: +44 (0) 1344 636 300
Факс: +44 (0) 1344 291 194
Эл. Почта: [email protected]
Цены действительны с 1 июля 2019 года.
JIG 1 & 2 Issue 12 Выпущено
Совместная работа по управлению рисками
Выпуск 3 JIG 4, который применяется к небольшим аэропортам, также был обновлен, чтобы соответствовать текущему выпуску JIG 1 и 2, и также будет доступен на веб-сайте.Публикация этих обновленных Стандартов является кульминацией длительного и интенсивного процесса работы со всеми заинтересованными сторонами в отрасли для обеспечения того, чтобы Стандарты JIG отражали передовой опыт всех участников цепочки поставок авиационного топлива.
Рабочая группа JIG, которая разработала стандарты, включала представителей ИАТА, поставщиков топлива и операторов, а также широкий круг 78 компаний-членов JIG, на долю которых приходится около 40% мирового объема реактивного топлива, поставляемого на самолеты в более чем 4000 местоположений IATA. глобально.Это означает, что новые вопросы стандартов JIG наиболее широко разрабатываются и обсуждаются в отрасли и одобрены не только IATA, но и всеми членами JIG и не только. Всего за 2014-15 годы группа провела 16 встреч и рассмотрела более 1000 предложенных изменений.
Изменения в Выпуске 12 включают:
- Меры по предотвращению неправильной заправки топливом — обновленные процедуры и новая форма подтверждения качества топлива
- Процедуры заправки — обновленные процедуры заправки с пассажирами на борту и выгрузки топлива из самолетов
- Лестницы и буксируемые заправочные платформы — новый раздел, отвечающий минимальным проектным требованиям
- Загрузка топливного бака — обновленные требования по защите от перелива
- Расположение JIG — новое приложение, описывающее процедуры, применимые только к объектам, проинспектированным JIG.
Важнейший вклад в безопасность
Прошло четыре года с момента выпуска 11-го выпуска JIG 1 и 2. За это время в нашей отрасли произошли большие изменения, и JIG выпустила 35 бюллетеней и множество других сообщений для обмена развивающимися отраслевыми передовыми методами обращения с авиационным топливом и теперь они отражены в обновленных стандартах JIG.
Стандарты JIG вносят жизненно важный вклад в обеспечение безопасности в авиационной топливной промышленности. Они помогают управлять рисками не только в операциях поставщиков топлива, но также в аэропортах и вокруг самолетов, поскольку мы работаем с нашими авиакомпаниями и партнерами в аэропортах, чтобы обеспечить безопасную подачу топлива для самолетов.Правильное соблюдение этого правила обеспечивает целостность продукта и защищает от инцидентов, которые могут быть дорогостоящими и нанести значительный ущерб бренду и репутации. Благодаря целеустремленности и приверженности авиационной отрасли такие инциденты случаются редко; но здесь нет места для самоуспокоенности.
Помощь пользователям в применении новых стандартов
Чтобы помочь пользователям применять пересмотренные стандарты выпуска 12, доступны следующие дополнительные документы, большинство из которых являются бесплатными для всех покупателей стандартов:
- Обзор изменений в выпуске 11
- Копия «отслеживаемых изменений» (предоставляется по запросу)
- Пересмотренная версия стандарта JIG HSSE Management System (Выпуск 2)
- Ожидается, что контрольный список для проверки будет доступен в конце января 2016 г.
- Translations — JIG переведет стандарты на несколько языков в 2016 году и будет держать вас в курсе об их доступности.
Следите за дополнительной информацией
Регулярно посещайте этот веб-сайт для получения дополнительной информации о последних стандартах JIG, а также информации о наших будущих учебных курсах и семинарах, которые будут включать новые требования.
Какие приманки для оперения самые лучшие? »Targetcrazy.com
Если вы энтузиаст стрельбы из лука, однажды вы обнаружите, что не удовлетворены доступным выбором« готовых оперений, готовые стрелы ».Тогда вы захотите попробовать оперение их самостоятельно.
Когда вы это сделаете, вам понадобится лучшая приспособление для оперения , чтобы удерживать стержни и устанавливать лопатки с одинаковым расстоянием и смещением. Выбор лучшего приспособления зависит от нескольких факторов. Вы хотите, чтобы оперение было прямым, смещенным, левым или правым по спирали? Какой тип и количество лопаток вы будете использовать?
Вам также необходимо принять во внимание, насколько быстрым и легким должен быть процесс и как долго вы хотите, чтобы ваша джиг прослужила.В этом руководстве описаны общие стили оперения. Он познакомит вас с искусством оперения ваших собственных стрел, а наш лучший выбор на рынке джигов сегодня.
Наши лучшие подборщики для джиг-флетчинга
Примечание: Наши индивидуальные обзоры приведены ниже, но вы также можете щелкнуть любую из приведенных выше ссылок, чтобы узнать текущие цены на Amazon и других розничных магазинах
Руководство для покупателей джиг-джиговика джиг-приманка для оперения и для чего она нужна?
Приспособление для оперения — это просто устройство, удерживающее стержень стрелы на месте и позволяющее точно и многократно приклеивать лопасти к этому стержню в заранее определенной конфигурации. Он не сделает всю работу за вас , все, что он сделает, — это убедитесь, что ваши лопатки расположены на правильном расстоянии вокруг вала и удерживают их точно с заданным смещением или по спирали, пока клей высыхает.
Типы оперения
Когда вы ищете приманку для оперения, в идеале вам нужно знать, какой тип оперения вы хотите применить к своей стреле. Существует не только множество разных стилей оперения, но и разное количество и расстояние между оперениями. По умолчанию не все приспособления поддерживают все типы оперения. . Возможно, вам придется купить специальный зажим или вставку для поддержки определенного типа оперения или интервала. Вот некоторые из распространенных типов оперения:
Прямое оперение
Достаточно просто, лопатки расположены прямо на одной линии со стрелой. Это придает стрелке в полете небольшое или совсем не вращает.
Смещение
Лопатки устанавливаются под небольшим углом к линии стрелки, влево или вправо.Смещение оперения увеличивает вращение стрелы во время полета. Хорошие приспособления поддерживают регулировку, чтобы получить нужный угол смещения.
Спиральная (левая или правая)
Винтовые лопатки устанавливаются слегка скрученно, обычно со смещением. Это придает им вид лопастей вентилятора на плоскости.Спиральное оперение может быть левой спиралью или правой спиралью . Левая спираль заставит стрелку вращаться на по часовой стрелке на , а правая спираль будет на против часовой стрелки на вращение.Как для левого, так и для правого оперения обычно требуется специальный тип приспособления или зажима для приспособления.
Spin Wings
Spin Wings — это тип лопастей, которые закручены и предназначены для придания даже большего вращения, чем другие типы. Из-за природы этих лопаток вы часто обнаружите, что не поддерживает из коробки многими приспособлениями для оперения. Фактически ни одна из приспособлений в этом обзоре не имеет зажима для вращения крыльев. Однако вы можете использовать любой из перечисленных приспособлений, чтобы обеспечить правильное расстояние и выравнивание для вашего вращающегося крыла, вам просто нужно будет импровизировать с зажимом, приклеивая к нему крыло вместо зажима.
Flu-Flu
Оперение от гриппа состоит из множества независимых лопастей, используемых для максимального сопротивления стрелке и ограничения дальности ее полета. Оперение от гриппа обычно может быть выполнено с использованием стандартного приспособления для оперения стрелы и повторения расстояния на индексаторе для нескольких лопаток.
Количество оперений и расстояние между ними
Обычно стрелы имеют 3 или 4 лопасти. Однако жестких правил не существует, и в зависимости от требуемой стабильности могут применяться другие правила.У некоторых стрелок будет 2, 6 или 8 оперений, но обычно вы найдете следующие конфигурации:
- 3 оперения с шагом 120 градусов
- 4 оперения с шагом 90 градусов
- 4 оперения, 2 по 75 градусов и 2 по 105 градусов расстояния
Конструкционный материал приспособления
Из чего изготовлен приспособление? Как долго это будет продолжаться? Алюминиевая конструкция прослужит вечно (в значительной степени). Кроме того, его легко чистить. На джигах для оперения останется клей, это факт их жизни.Пластик, хотя и дешев в производстве, будет нелегко удалить засохший на суперклее, не повредив и не поцарапав поверхность. Если вы выберете пластиковый шаблон, убедитесь, что у вас под рукой есть ацетат, который позволит вам быстро удалить излишки клея.
Стрелка и опора для носка
Длина стрелы обычно не является проблемой при использовании приспособлений для оперения. Он может вступить в игру только в том случае, если штанга тяжелая и может иметь опрокидывающуюся головку, что может привести к опрокидыванию приспособления.В этом случае поищите приспособление, которое можно установить на прочную основу, или что-то, сделанное из самого тяжелого материала. Большинство приспособлений, которые вы увидите, держат стрелку под углом 45 градусов, чтобы свести к минимуму опрокидывающий эффект, который она может оказывать на основание приспособления.
Диаметр стрелы и тип насадки, однако может быть чем-то, на что стоит обратить внимание. Вы должны быть уверены, что шаблон, который вы ищете, будет надежно удерживать диаметр вала, который вы хотите использовать. Вы не хотите, чтобы в зажимном приспособлении двигались стрелы небольшого диаметра и микро-диаметра, потому что зажимное приспособление или насадка-приемник их не поддерживают.
Болты арбалета часто могут поддерживаться приспособлениями для оперения либо из коробки, либо с помощью сменной ствольной коробки, предназначенной для установки на насадки арбалета.
Углеродные, алюминиевые или деревянные стрелы для оперения
Основная задача кондуктора — удерживать древко стрелы на месте, обычно за зазубренный конец. Хороший джиг поддерживает оперение любого типа материала для древка, который вы на него бросаете, и обычно нет необходимости беспокоиться о деталях в этой части.
How to Fletch Arrows
Пошаговое оперение с использованием Bitzenburger происходит следующим образом. Вставьте древко стрелы в кондуктор. Проверьте и совместите зажим лопасти с валом стрелки. Снимите зажим лопасти с зажимного приспособления. Заправьте лопатку. Вставьте лопатку в зажим. Нанесите клей на лопатку. Установите зажим обратно на приспособление. Подождите несколько секунд, чтобы клей застыл. Освободите лопатку и снимите зажим с зажимного приспособления, оставив лопатку прикрепленной к валу стрелки. Поверните стрелку и повторите процесс!
Звучит просто, не правда ли? Намного легче понять это, когда вы смотрите, как это происходит.В видео ниже Спенсер Грин покажет вам оперение некоторых валов Gold Tip XXX с помощью правого винтового зажима Bitzenburger с лопатками Blazer.
Самодельные приманки для оперения стрел
Если вы не хотите тратить деньги на профессиональную приманку для оперения. В конце концов, принцип относительно прост: зажимное приспособление — это то, что удерживает вашу стрелу, пока вы приклеиваете лопасти. Может быть, вы просто энтузиаст DIY или вы работаете удаленно и у вас нет доступа к доставке Amazon Prime! Что ж, хорошая новость заключается в том, что в Интернете есть куча видео о том, как сделать что-то, что будет держать ваши стрелы, пока вы стреляете ими, используя только вещи, которые вы найдете у себя дома.Однако вас предупредили, что они, вероятно, не дадут вам того качества или скорости, которые вы получите при оперении любой из приманок в наших обзорах ниже.
Оперение стрел без приспособления
В зависимости от того, что вы делаете, вам придется ремонтировать стрелу в поле, когда вы без приспособления. Умение устанавливать лопатки вручную — полезный навык, если вам нужно отремонтировать.
Можно, конечно. У первобытных лучников не было приспособлений для оперения.Вы можете пометить свою стрелу, подержать ее рукой и просто приклеить оперение с помощью клея. Проблема будет в точности вашего приложения. Приспособление будет прибыльным в 100% случаев с вашими тремя правыми спиральными оперениями с шагом 120 градусов, я сомневаюсь, что вы будете так часто точны без него.
Какая джиг-приманка для оперения лучше всего подходит для блейзера или перьев?
Блейзеры, возможно, одна из самых популярных лопаток, но это просто еще один тип лопаток. Любая приманка будет работать так же хорошо, как и любая другая. лучшая приманка за свои деньги — лучшая приманка для блейзеров. То же самое и с перьями!
Флетчинг-приманка Reviews
Bitzenburger (Dial-O-Fletch) Флетчинг-приманка
Одна из самых популярных и уважаемых приманок на рынке Bitzenburger выдержала испытание временем. Вы, вероятно, можете сказать это по тому факту, что он называется «Dial-O-Fletch». Маркетинговый отдел уже какое-то время не понимает этого названия.
Битц используется лучниками всех типов и уровней опыта.Это не самая дешевая приманка на рынке, она одна из самых дорогих. Но он делает почти все, а алюминиевая конструкция означает, что прослужит оперения и по-прежнему будет полезен вашим ближайшим родственникам. Литой под давлением алюминий также удобен, если его покрыть клеем. Вы можете соскрести его и очистить приспособление, не опасаясь поцарапать или повредить что-либо. Эта приспособление является отраслевым стандартом, и вы найдете их повсюду, включая местный профессиональный магазин.
Если вам это интересно, убедитесь, что вы получили правильный комплект. Иногда зажимное приспособление поставляется без зажима , и для его использования необходимо заказать один из 3 различных зажимов (прямой, левосторонний или правый спиральный).
Зажимы на приспособлении фиксируются магнитами, и у вас есть регуляторы, позволяющие регулировать смещение как передней, так и задней части оперения. Одна из приятных вещей в этом заключается в том, что приемник насадки (часть приспособления, которая удерживает наконечник стрелы), однажды настроенный на ваш предпочтительный угол оперения, дает вам удовлетворительный механический удар для каждого вращения вала стрелы.Вы также можете модернизировать джиг, установив на него различные приемники, чтобы получить 4 различных варианта оперения и совместимость с арбалетом.
Что нам понравилось:
- Прочная конструкция из литого под давлением алюминия
- Легко чистить и удалять клей
- Твердое точное вращение стрелы
- Доступны винтовые левые и правые и прямые зажимы
- 3 гребня под углом 120 градусов
- 4 гребня @ 90 градусов
- 4 гребня @ 75 x 105 градусов
- 4 гребня @ 60 x 120 градусов (с улучшением)
- Арбалет 3 гребня @ 120 градусов (с улучшением)
Чего мы не сделали:
- Цена
- Необходимые обновления для некоторых типов флетча
Проверить цену на Cabelas »
Серия BPE Pro Fletcher
Серия BPE PRO обычно поставляется со специальным зажимом.Прямая, левая или правая спиральная. Вы можете купить запасные зажимы или дополнительные зажимы, если вам нужно поддерживать несколько разных стилей оперения. Это приспособление изготовлено из алюминия и стеклонаполненного нейлона , что делает его прочным и подходящим для личного или коммерческого использования. Однако это не 100% алюминиевая конструкция, поэтому на нейлоновые детали можно нанести клей. Убедитесь, что у вас есть под рукой ацетат.
Угол приспособления помогает поддерживать длинные древки стрел, не переворачивая их, но при хранении он разбирается.
Красота BPE и причина, по которой он появился в этой линейке, — это универсальность , которую вы получаете по отличной цене. Это будут 3, 4, 5 и 6 стрелы оперения с разной степенью плюс другие комбинации, о которых вы даже не задумывались . Это будет сделано без покупки каких-либо дополнительных компонентов или обновлений.
Что нам понравилось:
- Регулируемый угол оперения и смещение
- Подойдет любой шаг оперения без дополнительных компонентов
- Имеются винтовые левые и правые и прямые зажимы
- Удерживает 0.Валы 218 ″ до 0,391 ″ прочно
- Доступное
Чего мы не сделали:
- Не 100% алюминиевая конструкция
Проверить цену на Amazon »
Bohning Pro Class
Bohning pro classПрофессиональный класс Bohning принимает форму уважаемого Bitzenburger и выполняет многие из тех же задач за небольшую плату. Формат и функция очень похожи: магниты используются для удержания зажима на месте, пока клей сохнет.Это подойдет для древков любого размера и позволит вам установить собственную степень смещения оперения.
Вы можете опереться только с 3 лопастями под углом 120 градусов или с 4 лопастями под углом 90 градусов, но приспособление поддерживает лопасти или перья длиной до 5,5 дюймов. Этот приспособление поставляется с левым, правым или прямым зажимом, и вы Вы можете приобрести дополнительные зажимы, если хотите использовать несколько стилей.
Обратной стороной является пластиковая конструкция. Зажим и сам блок изготовлены из пластика, который имеет недостатки с точки зрения удаления клея и прочности.Если вы не используете клей, который, как вы знаете, растворяется, вам нужно быть осторожным с этим.
Что нам понравилось:
- Поддержка вала любого размера
- Лопатки до 5,5 дюймов
- Доступные
- Доступны левые, правые и прямые зажимы
Чего нам не удалось:
- Пластиковый зажим и конструкция
- Fletches 3 при 120 градусах или 4 при 90 градусах только
Уточните цену на Cabelas »
Arizona Carbon EZ Fletch
Arizona Rim высоко оценена приманкой для оперения.Это, несомненно, связано с тем, что из одной стрелы можно быстро выпустить целую стрелу. Основным преимуществом этого приспособления является возможность оперения 3 лопастями одновременно . Недостатком является то, что он привязан к одному конкретному стилю оперения, и, предлагая большую степень совместимости со стрелами, вы застряли на этом единственном типе оперения, если только не приобретете себе другой EZ-оперение с другой конфигурацией.
Вы можете испортить руки на них, если немного пощечините клеем для оперения.Пластиковая конструкция не допускает серьезных злоупотреблений, когда вам нужно удалить большое количество указанного клея. Однако запасные рычаги доступны, и вы можете заменить их, чтобы не все потеряно.
В то время как мы перечислили Mini , который поддерживает только спиральное оперение с лопастями до 2,25 ″ и угольными валами от ультра-микро до 5/16 ″. Доступны и другие модели флетча E-Z, которые поддерживают офсетные, прямые оперения и арбалетные болты, а также более крупные лопасти до 5 дюймов или алюминиевые стержни.Однако это отдельные устройства, поэтому убедитесь, что вы выбрали правильный.
Что нам понравилось:
- Fletch 3 лопасти сразу
- Быстрая и простая работа
Чего у нас не было:
- Пластиковая конструкция
- Тип Fletching для приспособления
- Смещение, прямое модели арбалета и алюминиевого флетчера доступны отдельно.
Проверить цену на Cabelas »
Bohning Helix Tower
Если вы хотите повернуть 3 лопасти под углом 120 градусов с 3-градусной правой спиральной конфигурацией, это как раз то, что нужно.Башня Bohning Helix выдерживает любую длину древка и не опрокинется даже при удерживании самой тяжелой из охотничьих стрел , когда древко удерживается вертикально. После того, как вы установите вал в приспособление, вы открываете рычаги и устанавливаете в них лопатки. Нанесите клей, поднимите рычаги к валу и закрепите на месте одним из 2 зажимов, предназначенных для передачи правильного давления от лопасти на вал.
Процесс быстрый и простой, но есть несколько недостатков. Эти ручки пластиковые, если вы не будете осторожны с клеем или не будете использовать защитную ленту , входящую в комплект поставки , вы рискуете очистить эти пластиковые руки и можете испортить одну.
Что нам понравилось:
- Fletch 3 лопасти сразу
- Подходит для лопаток до 3,5 ″
- Простота использования
- 17-23 / 64 ″ Совместимость валов
- Прочный вертикальный зажим для стрел
Что мы не было:
- Совместимо только с валами с вставными выступами
- Только 3 лопасти с шагом 120 градусов
- Только правосторонняя спираль 3 градуса
Проверить цену на Amazon »
JoJan Standard или Helical Multi Fletcher
Если вы хотите быстро уничтожить стрел, — это то, что вам нужно.Мультифлетчер вмещает 6 валов одновременно, что позволяет вам непрерывно работать и опереться, не дожидаясь попытки клея. К тому времени, когда будет установлен последний вал, первый, вероятно, будет готов к снятию. Вы можете выпустить дюжину или больше стрел за 30 минут с помощью одной из них.
Вы получаете это либо с прямыми, либо с винтовыми зажимами, поэтому убедитесь, что вы выбрали правильный. Вы можете приобрести запасные хомуты, однако вы обнаружите, что просто покупка совершенно новой установки, вероятно, будет дешевле, чем покупка еще 6 хомутов.
Мы не имели удовольствия опробовать один из них, поэтому не можем поручиться за скорость . Одна вещь, которую мы заметили, заключается в том, что производитель не совсем ясно понимает поддерживаемые размеры вала и что вам нужно убедиться, что вас устраивают расстояния 4 @ 90 или 3 @ 120 и максимальное стандартное смещение в 2 градуса. со стандартным флетчером.
Что нам понравилось:
- Конструкция из алюминия / стали
- Fletch 6 стрелок за один раз
- Смещение 0-2 градуса
- Fletch 4 с шагом 90 градусов
- Fletch 3 с шагом 120 градусов
What у нас не было:
- Цена
- Доступны прямые или спиральные модели (выберите нужную)
- Спецификации неясны
- Для модернизации приемников с зазубринами потребовалось некоторое расстояние, например, пух петуха или 75 × 105
Проверить цену на амазоне »
Есть чем поделиться?
Я надеюсь, что этот обзор был полезен и привел вас к качественному компоненту для вашей установки.Сообщите нам, если нам не хватает вашего фаворита и необходимо добавить его в этот обзор, или если есть какие-либо аспекты любого из вышеперечисленных, которые мы не рассмотрели правильно! Либо оставьте комментарий, либо отправьте нам отзыв!
Информация об Easy Jig
Эта страница содержит всю информацию о Easy Jig, необходимую для использования Easy Jig.
Загрузите руководство для AR-15 Easy Jig, щелкнув здесь.
Загрузите руководство для приспособления AR308 / 10, щелкнув здесь.
Для выполнения Easy Jig вам понадобятся 3 сверла, одна концевая фреза и упор 3/8.Все это содержится в нашем наборе инструментов Easy Jig Tool Kit. Технические характеристики необходимых инструментов перечислены ниже, если они у вас уже есть. Сверла обычных размеров могут быть у некоторых людей уже дома, однако концевая фреза сделана на заказ для легкого приспособления. Использование другой концевой фрезы может повредить ваше приспособление и нижнюю часть и аннулирует вашу гарантию. Если у вас уже есть сверла и вам просто нужна концевая фреза, мы продаем ее отдельно.
- 80% Концевая фреза Arms Easy Jig
- Упор для сверла 3/8 «
- Сверло для спуска длиной 3/8 дюйма
- Сверло для спекулянта 5/32 «
- Сверло длиной 19/64 дюйма
Следующие инструменты также рекомендуются для использования Easy Jig
- Защита глаз
- Средства защиты органов слуха
- Ручная дрель с патроном 3/8 ИЛИ сверлильный станок
- Фрезерный или ламинированный фрезерный станок с цанговым патроном 1/4 «
- Шестигранный ключ на 3/16, 1/8 и 3/32 дюйма
- Тиски шириной 4 дюйма (если тиски не установлены, вам потребуется использовать C-образные зажимы, чтобы прикрепить их к чему-либо)
- Жидкость для резки и нарезания резьбы (хорошо подойдет Oatey’s или Magic Tap)
Наши .308 Easy Jig совместимы только с нашими .308. Это не универсально.
Некоторые рекомендации для маршрутизаторов:
Маршрутизатор с жесткой рамой модели 24012, найденный в Home Depot.
Портовый кабель PCE6430
Подойдет и почти любой более дорогой роутер. Мы не рекомендуем покупать новый роутер менее 75 долларов. Мы провели обширное тестирование с недорогими маршрутизаторами до 75 долларов и обнаружили, что они оставляют шероховатую поверхность из-за небрежных допусков.Также не используйте маршрутизатор Black & Decker RP250, который используется в части нашего обучающего видео. Он продается по цене 69 долларов. Качество на них очень хорошее, и многие клиенты сообщали о проблемах с ними. Мы больше не рекомендуем эту модель.
Безопасность, руководства и инструкции очень важны при использовании Easy Jig®. Это видео покажет вам все, что вам нужно сделать, чтобы завершить курс на 80 ниже без знания обработки.
Всего несколько простых инструментов, и 80% Arms Easy Jig® сделает выполнение вашего проекта на 80 ниже проще простого!
Приманка для пальцев Snailworks
Фиг.1
Изображение предоставлено WikiMedia Commons, нарисовано Луиджи Занаси
Это журнал сборки, посвященный изготовлению зажимного приспособления для деревянных столярных изделий способом, называемым «пальцевым» соединением, показанным выше. Более старый термин для этого — «коробчатое» соединение, потому что еще до того, как появились картонные, пластиковые и другие высокотехнологичные транспортные контейнеры, вещи обычно упаковывались в деревянные коробки, и этот вид соединения обычно использовался для их образования. Если бы они не были сожжены, чтобы согреться, многие из этих коробок до сих пор хранятся в антикварных магазинах.Поскольку пальцы сустава обычно прямые, я также видел, что это называется «гребенчатым» суставом.
Прелесть этого соединения в том, что если у вас есть быстрый способ их изготовления, он упрощает создание ящиков, ящиков, коробок и многих других предметов. Если вам нужна коробка 10,5 x 8,75, вы просто отрезаете два куска дерева каждой из этих длин, пропустите концы через приспособление, и вы получите коробку этих размеров. С сегодняшними клеями они также невероятно прочные — большинство образующихся швов разрушаются на самой древесине, прежде чем соединение выйдет из строя.Я также думаю, что они придают законченной работе красивый вид, что говорит о том, что вы приложили усилия, чтобы «сделать это правильно».
Есть много типов приспособлений, которые вы можете использовать для создания этого соединения. Некоторые из них представляют собой не более чем колышек, равный ширине пальца, выступающий из забора, который используется для позиционирования конца доски с пальцами, когда он проходит через полотно пилы. Пильный диск также должен отрезать точно такую же ширину, что и палец, и разную ширину лезвия (как лезвие дадо) и разные штифты для каждой разной ширины пальцев.Самая большая проблема с этим приспособлением для «заборного колышка» состоит в том, что требуется много настроек, чтобы все было правильно, и они легко испортят соединение — я знаю, что потратил впустую материал, делая это таким образом.
Философ сказал: «Познай себя», и теперь я знаю себя довольно хорошо. Я понял, что если данную технику сложно выполнить или она может испортить часть, в которую я уже вложил время и материалы, я, вероятно, даже не буду использовать ее с самого начала. Вы можете называть меня ленивым, неквалифицированным или использовать множество других прилагательных, но обращение с этим по именам ничего не помогает.
Однако, если я предпринял шаги для повышения вероятности успешного результата, я чувствую себя лучше, и дело сделано. Эта идея по-разному воплощается в моем магазине. Сделайте так, чтобы вещи легко убирались, и они будут очищены. Сделайте так, чтобы вещи легко убирались, и они будут убраны. Сделайте так, чтобы вещи было легко найти, и они используются. В любом случае, достаточно философии, но вся идея приспособления состоит в том, чтобы расположить или удерживать материал таким образом, чтобы гарантировать, что результат будет успешным, независимо от того, насколько я неуклюжий.Буду ли я использовать его на самом деле, зависит от того, насколько легко им пользоваться.
Фиг.2
Первое правило простоты использования — упростить процедуру. ИМХО, в первую очередь в данном случае не имеет ничего общего с джигом, а состоит в том, чтобы исключить необходимость возиться с лезвиями дадо. С этой целью я купил менее чем за 60 долларов (это было некоторое время назад, сейчас могло бы быть больше) набор Oshlun из двух лезвий, которые в совокупности дают пропил 1/4 дюйма или 3/8 дюйма.Поскольку это большинство размеров пальцев, которые я планирую использовать, это очень помогает. Они довольно точны — пропил на них измеряется .250 и .375, как вы и хотите, без каких-либо возни или пробных разрезов. Есть более дорогие, но я должен сказать, что они очень хорошо работают. Я все еще могу использовать лезвия дадо для других размеров, но это большое улучшение в моей книге.
Затем приспособление для размещения дерева перед лезвием. У более сложных приспособлений для суставов пальцев есть ряд особенностей, и первая из них, на которую я наткнулся, мне понравилась, была от Маттиаса Вандела на его веб-сайте Woodgears.Теперь, прежде чем я пойду дальше, позвольте мне сказать, что мне действительно нравится его веб-сайт, и я провел на нем много часов, и он один из самых умных плотников. Я действительно ценю его научный подход к вещам — показательный пример — его сравнение превосходной силы суставов пальцев по сравнению с суставами «голубиного хвоста», хорошо продемонстрированное здесь. Я купил несколько его планов, и они превосходны. Я также купил его программное обеспечение для проектирования снаряжения, которое я и хотел для этой цели.
Матиас называет приспособление своим «Винтовой приманкой для соединения с коробкой, версия 2», и если вам это интересно, вам стоит взглянуть на его веб-сайт. Ниже несколько фотографий и комментариев о том, как у меня получилось.
Фиг.3
Принцип работы этого кондуктора заключается в том, что две доски зажимаются вертикально в нижнем правом углу открытого ящика наверху приспособления. Эта открытая коробка называется кареткой и перемещается слева направо при повороте рукоятки на большой шестерне.Когда каретка находится в нужном положении, зажимное приспособление захватывается его передней ручкой и вставляется в полотно пилы, делая прорезь для пальцев. Затем каретка перемещается в следующее положение, которое определяется перемещением шестерен и так далее. Взгляните на видео Матиаса для лучшего описания.
У Матиаса большие планы. Я в значительной степени построил свой, как и предполагалось в планах, так что все прошло очень быстро. Он предоставляет список вырезок и список материалов, что позволяет легко собрать все вместе.Не думаю, что я купил для этого дерево — просто сделал его из кусочков под рукой, и мне нужно было купить лишь горстку оборудования. У меня также был под рукой UHMW пластик для направляющих паза под углом.
Фиг.4
Пару раз мне хотелось переместить каретку не в ту сторону, поэтому помогла маркировка шестерни указателем поворота, даже если мои надписи немного грубоваты. Для кривошипной рукоятки это просто нейлоновая прокладка на болте с несколькими гайками из нейлона.Большая шестерня находится на фанерном «столе», чтобы сделать ее более устойчивой при проворачивании, и я проложил рекомендованную тефлоновую ленту между столом и шестерней, чтобы она вращалась более плавно. Черная ручка справа позволяет столу скользить в ведущую шестерню и снимается, чтобы поменять местами большие или меньшие шестерни.
Вы можете увидеть каретку, едущую по деревянным рельсам — левая рейка — это просто кусок дерева, вставленный в дадо сбоку от каретки, а правая та же идея, только рельс срезан под углом.Причина этого угла заключается в том, чтобы обеспечить плотное прилегание вдоль оси движения с небольшим усилием, чтобы прижать его к рельсу, и это происходит довольно хорошо. В общем, одна из критических замечаний, которые я видел в связи с этим, — это идея о том, что древесина со временем набухает и прилипает, но я должен сказать, что на самом деле не замечал этого. Тем не менее, возникает небольшое трение, возникающее при контакте всей этой площади поверхности. Я попробовал нанести воск и несколько других смазок на бегунов, чтобы смягчить это, но все же есть некоторое трение, которое нужно преодолеть.
Фиг.5
Это механизм, который натягивает каретку на наклонную направляющую, чтобы компенсировать любой люфт в движении каретки. На первый взгляд идея использования деревянной пружины показалась мне немного неуклюжей, но на практике она работает довольно хорошо. Верхний кусок дерева в прорези вставляется на место над шарнирным рычагом, давя на рычаг. Это прижимает шарикоподшипник к передней части салазок, вытягивая каретку вперед, в то же время позволяя ей двигаться слева направо.
Самая сложная часть сборки — это шестерни. У меня есть станок с ЧПУ, и я вырезал на нем каждую, но только в 2D-профиле. Эти шестерни расположены под углом 90 градусов друг к другу, поэтому каждый зуб шестерни должен иметь сложный угол с каждой стороны. После того, как ЧПУ вырезал профиль, я использовал метод Маттиаса, шлифуя их на столе, наклоненном под заданным углом. Даже тогда мне приходилось делать каждую шестерню пару раз, чтобы они хорошо работали вместе.Я считаю, что если бы главная шестерня была установлена вертикально, а не горизонтально, шестерни было бы намного проще изготавливать, и они были бы намного более плавным механизмом, даже если бы потребовалось крепление, которое поднималось бы над приспособлением, и некоторый способ приспособить их разного размера. шестерни. Это также может затруднить просмотр положения передач, чем просто смотреть на них сверху вниз.
Другая проблема, с которой я столкнулся, заключалась в том, что сочетание зубчатого зацепления и трения каретки делало силы на ведущую шестерню и резьбовой приводной стержень настолько большими, что иногда в середине пропила шариковый подшипник в деревянном корпусе немного выскальзывал положения, что напрямую повлияло на точность реза этого зуба и всех остальных.Это настолько незначительно, что вы не заметите этого, пока не придет время соединить соединение, чтобы проверить его посадку. На самом деле мне потребовалось время, чтобы понять, в чем проблема. Есть два винта, чтобы затянуть дерево вокруг подшипника, но вы можете только затянуть их. Открутив винты на первом, я заменил его другим креплением подшипника, как показано на чертежах, но я начал думать, что мне нужно обработать какой-то хомут, чтобы подшипник не выскочил. В этот момент я начал использовать другой подход.
Фиг.6
Даже с учетом вышеупомянутых проблем, я кое-что сделал с помощью приспособления. Выше показан шкаф для моих фрез, в котором я вырезал углы на зажимном приспособлении Woodgears. Полки фрезы можно регулировать и наклонять вперед, как показано. У них получился хороший, приятный шкаф — я использовал дизайн из Shopnotes # 86.
(Слева — держатель для хозяйственных сумок, сделанный из пластиковой бутылки хорошего канадского напитка для взрослых, с отрезанной верхней и нижней частью и прикрученной к шпильке.)
Проблемы, которые я обнаружил с джигом Woodgears, я уверен, можно было бы преодолеть, если немного повозились, но это означает, что я неохотно использовал его, задаваясь вопросом, может ли быть еще лучший способ. Тогда я наткнулся на веб-сайт Stumpy Nubs, который также продает планы, один из которых также является приспособлением для соединения коробок. Теперь, прежде чем я продолжу, позвольте мне также сказать, что мне действительно нравится веб-сайт Stumpy, и его видео очень забавные, развлекательные, с нетерпением ожидаемые, и я думаю, что у него отличное чувство юмора.Однако не позволяйте его скромным шуткам заслонять изобретательность его замыслов — у него также есть много интересных идей, которыми он может поделиться.
ПланыStumpy также являются страницами эскизов, но отсутствие видео строящегося или работающего устройства заставляет меня думать, что вам действительно нужно посмотреть видео Woodgears, прежде чем строить приспособление для Stumpy. Видео Стампи о джиге ограничено тем, что представлено на его шоу, поэтому оно ограничено узким временным окном и необходимостью развлекать, а также информировать.Кроме того, справедливости ради следует отметить, что у Стампи было преимущество изготовления и использования зажимного приспособления для шарнирного соединения Woodgears до того, как он спроектировал свой, тогда как Матиас определенно не имел этого преимущества. Как сказал Исаак Ньютон: «Если я видел далеко, то это потому, что я стоял на плечах гигантов».
В планахStumpy также отсутствует список вырезов и спецификация материалов (BOM). Кто-то может сказать, что отсутствие спецификации не имеет большого значения, и они правы — нетрудно составить список деталей, которые вы использовали. , с размерами и, возможно, даже столбцом для их источника и сколько они стоят, , но если да, то почему он не был включен в планы? Я думаю, что многие плотники покупают планы, чтобы просто воспроизвести устройство, показанное на видео.Планы не должны быть неопределенными в отношении того, что использовалось или какие части были выбраны для того, что было построено. Можно сказать, что некоторые части могут быть удлинены или укорочены для обеспечения большей или меньшей емкости и т. Д., Но если производитель хочет воспроизвести устройство, показанное на видео, чтобы обеспечить рекламируемые результаты, эта информация очень полезно.
Точно так же отдельные листы позволяют сразу увидеть, сколько фанеры или других материалов вам понадобится. Зная, что для этого потребуется всего четверть листа фанеры (или что-то еще, что нужно), я могу окупить затраты, когда принимаю решение о сборке.Доступность и выбор материалов часто очень важны для общего успеха некоторых проектов, поэтому их указание — важный способ поделиться тем, что работает / не работает.
Хорошо, я знаю, что планы составляют всего несколько долларов, и я, вероятно, ожидаю от них слишком многого, но я определенно должен отдать должное Вудгирсу, так как эти предметы были включены в их планы, и я считаю их очень полезными . В любом случае, несмотря на эту незначительную проблему, похоже, что я буду использовать приспособление Stumpy.
Note From the Future : (Представьте здесь свою любимую метафору времени — песок падает в песочные часы, страницы календаря сдуваются по одной, я очищаю свою систему сбора пыли и т. Д.) С тех пор, как я написал это , Stumpy изменил формат своих планов на новые проекты. Теперь это обычные файлы .pdf, а не файлы sketchup, что, я уверен, проще с точки зрения поддержки, и они также лучше справляются с задачей предоставления спецификации. Однако не знаю, останутся ли старые проекты в виде файлов скетча или нет.
Фиг.7
Выше показан готовый шаблон. Я решил сделать несколько вещей на джиг-приманке немного по-другому:
- Быстросъемный кронштейн (часть под звездочкой) немного отличается — см. Ниже
- Я добавил мерную ленту и курсор только для некоторой обратной связи по позиционированию при перемещении каретки
- Я сделал шестерни немного больше (но не изменил соотношение 2: 1)
- Я добавил черную ручку спереди, как то, что предлагается на зажимном приспособлении для деревянных шестерен, чтобы упростить перемещение зажимного приспособления по столу пилы.
- Я продлил левую концевую пластину и стороны основания до основания, так как это добавило общей жесткости зажимному приспособлению
- Я сделал шаблон (размер 1/4, показанный выше) из лексана вместо алюминия.
Что касается строительства, то после получения планов я распечатал каждую сцену (виды с вкладками в SketchUp) и немного изучил их, чтобы увидеть, где находятся критические детали, и очень хорошо освоился с измерительным инструментом SketchUp, так как мне приходилось записывать размеры на бумажная копия, поскольку многие из них не были явно указаны на чертежах. Сделав это и придумав свою собственную спецификацию для продажи, я решил начать с того, что, как я думал, будет в первую очередь сложным.
Фиг.8
Планируется, что в механизме быстрого разъединения будет использоваться разрезная гайка, соединенная с резьбовым стержнем путем эпоксидной смолы деталей в деревянный брусок. Нижняя часть — это гайка, разрезанная пополам с резьбой, которая входит в зацепление с резьбовым стержнем или расцепляет его для микропозиционирования каретки. Хотя вырезать кусок дерева для крепления соединителя и заполнить его эпоксидной смолой — это решение, требующее только простых инструментов, я решил сделать его немного иначе.
У меня есть хороший друг, Джон Греневельд, очень способный сварщик самолетов с хорошей установкой TIG, который сварил для меня вышеуказанную деталь.Решив использовать муфту вместо гайки для большей поверхности контакта резьбы, я разрезал муфту на ленточной пиле по металлу, но осторожная ножовка сделает то же самое. Вставив резьбовой стержень в сверлильный станок и опуская конец на половину муфты, стержень оставался идеально выровненным, в то время как Джон сделал очень хороший сварной шов. Освещение было несколько ограниченным, когда я сделал снимок на Рисунке 8, так что извините за убогую глубину резкости.
Фиг.9
Я закончил изготовление шестерен (я использовал станок с ЧПУ, чтобы вырезать их из дуба, сделав их немного больше, чем показано на планах, но вы можете сделать их ленточной пилой или даже лобзиком и наждачной бумагой. .На рисунке 9 показана большая часть оборудования — стержень с резьбой 3/8 дюйма 16 TPI с 8-зубчатым колесом и втулками на обоих концах показан слева. В середине находится быстроразъемная разъемная муфта на рис. 8 с добавленными пружиной, втулкой и ручкой, а справа — верхний кривошипно-шатунный узел с шестерней и втулкой на 16 зубьев.
Следующим шагом было построение вагона. Размеры вращаются вокруг 24-дюймовых направляющих ящика, которые определяют максимальную ширину доски, на которой вы можете сделать стык.Направляющие 18 или 16 дюймов позволили бы получить более компактный блок, и вы соответственно изменили бы размеры длины каретки. После добавления зажимного упора T-Track (я получил его от Grizzly, у которого они довольно дешевые и требуются только головки болтов 1/4-20 дюймов), я решил пойти дальше и добавить ограждение, которое я с нетерпением жду использования. .Фиг.10
Я немного изменил часть, которая удерживает быстросъемный стержень, ожидая высверливания его положения, пока основание и стороны не будут сделаны, чтобы увидеть, как направляющие соединяются вместе, и позволив мне увидеть, где быстроразъемный стержень упал в положение резьбовой приводной стержень.Подгонка механизма быстрого разъединения имеет решающее значение. Если у стержня с резьбой 1/4 дюйма есть какой-либо люфт, это напрямую влияет на размер каждого пальца в соединении. Я рад, что использовал муфту, так как ее многочисленные резьбы обеспечивают очень надежное зацепление с резьбовым стержнем, а также используются втулки с внутренним диаметром 1/4 в кронштейне, чтобы свести любое движение резьбового стержня к минимуму. Кроме того, осторожно выбирайте пружину между муфтой и втулкой, поскольку она представляет силу, которая будет удерживать муфту в правильном положении на приводном стержне с 1/2 резьбой.Так как не было дано никаких советов относительно того, какую пружину использовать, я в итоге получил «коробку пружин» от Lowe’s за 6 долларов, что позволило мне попробовать различные размеры.
Красная линия на верхнем крае стороны — это индексная метка для большой шестерни. Если шаблон не используется, перемещение каретки требует точного подсчета оборотов шестерни. Резьбовой стержень составляет 16 витков на дюйм, что означает, что один оборот маленькой шестерни перемещает каретку на 1/16 дюйма. Так как передаточное число составляет 2: 1, за один полный оборот кривошипа шестерни каретка перемещается на 1/8 дюйма.Красная линия используется как индексная метка, чтобы соответствовать красному зубцу на шестерне, чтобы убедиться, что произошел один полный оборот.
Фиг.11
первый проект этого Jig было вырезать зубы для шаблона — вы можете увидеть кондуктор отлично работает, просто посмотрев на регулярность и прилегание шаблона и его запирающего ключа. Я использовал Lexan для материала шаблона. Кстати, лексан (поликарбонат) НЕ является оргстеклом (акрилом) — оргстекло трескается, если вы просто смешно на него смотреть, в то время как лексан очень прочный и выносливый.Одно примечание по сборке — вам нужно, чтобы шарнир оставался на месте, когда вы его поднимаете, иначе сила тяжести пытается зацепить его за зубцы шаблона, пока вы перемещаете каретку. Чтобы это произошло, перед установкой поместите петлю в тиски и резко постучите по барабанам петли в том месте, где они встречаются — эта небольшая вмятина не только заставит петлю оставаться на месте, где вы ее поставили, но и компенсирует любой боковой люфт петли. Кроме того, конец винта 1 / 4-20, торчащий из ключа шаблона, имеет длину, достаточную для того, чтобы захватить его пальцем, чтобы поднять и опустить его на шаблон.
Кроме того, я добавил рулетку с угловой скобой из «хозяйственного магазина», чтобы сформировать курсор, чтобы иметь возможность подтверждать правильное движение при установке каретки. Зажимной забор — отличная идея — если вы уже сделали приспособление для деревянных зубчатых колес, просто добавление этой идеи к нему было бы желанным улучшением.
Фиг.12
Вот простая, но полезная вещь, которую я добавил немного позже — справа от основания кондуктора был небольшой выступ, который я залил деревянным бруском и просверлил, чтобы удерживать две проставки.Эти проставки изготовлены с высокой точностью и полезны для установки предметов на расстоянии 1/4 и 3/8 дюйма друг от друга. Если вы пойдете в магазин Fastenal или тракторов, они продаются как «квадратные шпонки» и обработаны с жесткими допусками (мои действительно измеряли 0,250 и 0,375), но стоят всего несколько долларов за один фут. Я положил их рядом со столом для маршрутизатора и настольной пилой.
Если бы я сделал это поверх …
Если бы я снова построил приспособление Woodgears, я бы сделал каретку шире, чтобы можно было использовать забор вроде Stumpy.Я бы также придумал какой-нибудь нескользящий подшипниковый блок для подшипника тяги привода, и мне очень хотелось бы использовать направляющие ящика, хотя это увеличивает стоимость приспособления.
Для джиг-приманки Stumpy я уже сделал некоторые вещи, отличные от планов, как указано выше. Если бы мне пришлось делать джигу Стампи, я бы, думаю, попытался найти стержень с резьбой из нержавеющей стали для главного привода. Он более 26 дюймов в длину, поддерживается на каждом конце, а «таинственный» сплав, который они используют для строительного магазина, вся резьба (я подозреваю, что это просто случайная смесь любого переработанного металла, которую можно подобрать с помощью магнита), немного провисает посередине. , тем более что пружина QR всегда давит на него.Достаточно только уменьшить глубину канавки для резьбы, чтобы начать пропускать резьбу при вращении шестерен и тем самым испортить деталь. Я не могу сообщить, что это действительно была проблема — из-за этого я не тратил материал или что-то еще — но я подозреваю, что нержавеющий стержень будет менее подвержен провисанию, и это действительно не должно сильно повлиять на стоимость.
Суть в том, что мне очень понравилось создавать оба приспособления, и теперь у меня есть решение, которое означает, что я без колебаний включу суставы пальцев в один из моих проектов! Большое спасибо как Matthias Wandel, так и Stumpy Nubs за их работу.
Stumpy с тех пор выпустил еще один зажим для шарнирного соединения, в котором в качестве позиционера используется стержень с резьбой 16 шагов. Кажется, что это намного проще построить, но ИМХО не так просто использовать. Как я уже сказал, подавляющее большинство суставов, которые я делаю, имеют размер 1/4 или 3/8, и я использую лезвие в пиле, чтобы соответствовать им.