особенности нанесения, катафарезной обработки кузова перед покраской
Катафорезный грунт что это такое? Чем он отличается от прочих грунтовок и какие имеет преимущества? Катафорезная грунтовка предназначена для защиты кузовных элементов и деталей от коррозии. Это основное защитное покрытие автомобилей, входящее в процесс производства.
Катафорез значительно увеличивает степень устойчивости к коррозии деталей из металла.
К примеру, окрашенный бампер автомобиля Lada 4х4 Нива без покрытия катафорезной грунтовкой в процессе испытания в камере солёного тумана до появления сквозной ржавчины продержится не более 100 часов, в то время как, имея катафорезное покрытие, стойкость бампера увеличится до 1500 часов.
Этапы катафорезной обработки конструкций
Катафорезная обработка металла представляет собой сложный химический процесс в промышленном производстве, обеспечивающий защиту стальных конструкций от коррозии.
При электролитической реакции на поверхности металлического изделия закрепляется особое вещество, которое образует защитный слой.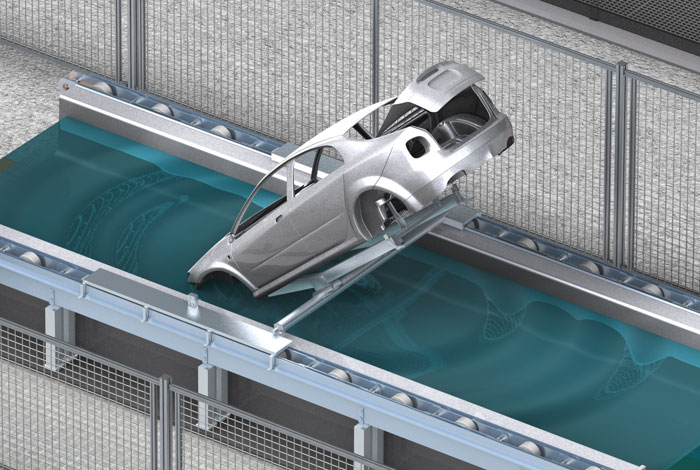
Полезное! Катафорезная обработка металла даёт возможность в несколько раз увеличить его стойкость к воздействию коррозии.
Процесс катафорезной обработки включает несколько этапов:
- В сооружениях с туннельным опрыскиванием или в ваннах с полным погружением металлическая конструкция очищается от окиси и происходит обезжиривание поверхности.
- Далее металл активируется для обеспечения лучшей сцепки частиц при электролитической реакции.
- Происходит погружение конструкции в ёмкость для катафорезного грунтования. Это электролитическая ванна, наполненная составом с частицами грунтовки. На металлическое изделие подают отрицательный заряд посредством присоединённого к нему анода. К ёмкости присоединяется катод, активирующий растворенные частицы грунта. В результате химической реакции, положительно заряженные частицы грунтовочной смеси оседают на металлической конструкции, имеющей отрицательный заряд.
- Конструкция проходит ополаскивание.
 Этот процесс возможно осуществлять либо методом погружения, либо пропусканием изделия через туннель с опрыскивателем.
Этот процесс возможно осуществлять либо методом погружения, либо пропусканием изделия через туннель с опрыскивателем. - Завершается процесс катафорезной грунтовки кузовных деталей сушкой в термической камере, в которой закрепляется нанесённое покрытие. Под воздействием высокой температуры происходит процесс кристаллизации защитного грунтовочного слоя.
 Этот процесс возможно осуществлять либо методом погружения, либо пропусканием изделия через туннель с опрыскивателем.
Этот процесс возможно осуществлять либо методом погружения, либо пропусканием изделия через туннель с опрыскивателем.Информация! После завершения всех этапов этого процесса, металлическая конструкция готова к следующему этапу – покраске.
Преимущества грунтования катафорезом
Катафорезное грунтование приобрело популярность и стало быстро распространяться благодаря неоспоримым преимуществам:
- обеспечивается покрытие равномерным тонким слоем поверхности кузовных деталей сложной конфигурации благодаря их полному погружению;
- активная электролитическая реакция способствует прочному закреплению грунтовки на металлической поверхности;
- это высокоэффективный процесс, позволяющий экономить расходный материал благодаря минимизации потерь;
- катафорезное покрытие имеет высокую стойкость к физическим и химическим воздействиям, что подтверждается испытаниями в солевом тумане.

Благодаря этим достоинствам сегодня всё чаще используется катафорезное грунтование кузова автомобиля при капитальном восстановлении. Этот процесс мало отличается от наложения грунтовки в процессе производства.
Автомобиль полностью разбирается, с кузовных элементов с использованием химических средств совсем удаляются ржавчина и лакокрасочное покрытие. Далее происходит катафорезное грунтование.
В результате всех этих действий автомобиль обретает полностью загрунтованный кузов, готовый к покрасочным работам. После обработки автомобильного кузова катафорезным грунто можно производить нанесение ЛКП.
Информация! По сравнению с другими технологиями кузовного ремонта, катафорез достаточно дорого стоит, и поэтому не каждый автовладелец может себе его позволить.
Использование новых технологий антикоррозийной защиты кузова на АвтоВАЗе
АвтоВАЗ постоянно модернизирует процессы покраски автомобилей. В 2013 году была завершена программа перехода к новой технологии окраски внедорожника Lada 4х4 Нива.
Мнение эксперта
Илья Вячеславович
Консультант сайта krasymavto.ru по кузовному ремонту
Задать вопросВ технологический процесс покраски были введены новые рабочие материалы: трехкатионный фосфат и катафорезное грунтование поверхности элементов автомобиля. Это повысило антикоррозийную устойчивость кузова ВАЗ 2121 Нива.
Применение катафореза вместо анафорезного метода обработки значительно повысило прочность и износостойкость лакокрасочного покрытия автомобиля Нива. Кузов приобрёл большую стойкость к сколам, механическим и химическим внешним воздействиям. Кроме того, обработка металла катафорезной грунтовкой обеспечивает ВАЗ 2121 Нива более долгую сохранность блеска лакокрасочного покрытия.
Катафорезное грунтование обеспечило внедорожнику Нива очень высокую противокоррозионную защиту обработанных таким способом деталей. АвтоВАЗ проводил испытания кузовных элементов, обработанных картофорезным грунтом, в камерах солевого тумана, которые показали отличные результаты.
Интересное! Коррозийная стойкость таких конструкций составляет около 1500 часов, что значительно превышает показатели других видов защитной обработки.
Полезное видео
Наглядно как происходит подготовка детали и покраска катафорезного грунта можно посмотреть на видео:
ГрунтыИспользование грунт эмали при покраске автомобиля
СледующаяГрунтыДля чего необходим кислотный грунт? Разбираемся как правильно наносить
Катафорезное грунтование: катафорезная грунтовка кузовных деталей
- calendar_today 7 июля 2015
- visibility 255 просмотров
- comment 0 комментариев
Покраска автомобиля. Покраска металликом, перламутром. Почему кузовной ремонт недолговечен? Чем отличается покраска автомобиля на заводе от ремонта кузова на СТО? Эта статья пригодится тем, кто, повредив кузов своего автомобиля, раздумывает, как поступить с машиной: продавать ее или ремонтировать?
Покраска металликом, перламутром. Почему кузовной ремонт недолговечен? Чем отличается покраска автомобиля на заводе от ремонта кузова на СТО? Эта статья пригодится тем, кто, повредив кузов своего автомобиля, раздумывает, как поступить с машиной: продавать ее или ремонтировать?
Здравствуйте, уважаемые читатели блога.
Многие автомобилисты, попав в ДТП, не знают, что делать с поврежденным автомобилем: ремонтировать на дорогой станции (СТО) или найти место, где ремонтируют дешевле? Что выгоднее: красить автомобиль или вообще продать свою поврежденную машину перекупщикам и не заморачиваться с покраской автомобиля?
Я часто встречаю людей, недовольных кузовным ремонтом своего автомобиля. Большинство автомобилистов говорят следующее: отдал большие деньги за покраску (крыла, двери, капота и т.д.).
Когда забирал машину из ремонта, все было замечательно. Краска блестела, следов ремонта не было видно. Но прошел год, и весь ремонт стал виден невооруженным взглядом.
Эти маляры-халтурщики не соблюдают технологию покраски автомобиля, зря им деньги платят, ржавчина из-под шпаклевки лезет…
Кто здесь прав? И есть ли на самом деле вина маляров-жестянщиков в том, что через 2-3 года на месте ремонта появилась ржавчина?
Как ни странно это слышать, но маляры не виноваты. Если через год-два следы ремонта становятся видны, то мастера тут не при чем. Покраска автомобиля после ДТП может вернуть автомобилю только внешний вид, да и то не на долго. Дело в том, что любая станция, даже с самым современным оборудованием и высокопрофессиональными мастерами, не сможет повторить заводскую технологию покраски.
Автомобили красят краской не только для красоты. Основная задача покраски автомобиля — это защита кузова от коррозии. Коррозия — главный враг автомобиля. У СТО нет возможности защитить кузов автомобиля от коррозии так, как это делают на производстве автомобилей.
В настоящее время заводы, выпускающие автомобили, в большинстве своем применяют оцинкование и катафорез, как основные способы защиты кузовов авто от коррозии. Считается, что надежнее, но значительно дороже (отражается на себестоимости авто) — это оцинкование металла автомобиля.
Считается, что надежнее, но значительно дороже (отражается на себестоимости авто) — это оцинкование металла автомобиля.
Оцинковка защищает детали машины от сквозной коррозии в зависимости от толщины покрытия от 15 лет и выше. Оцинковку применяют на таких автомобилях, как Porsche, Audi, Volvo, BMW, Mercedes. Используют оцинковку металла кузова концерны – Toyota, Honda и другие.
Катафорезное покрытие
Более дешевым и менее эффективным способом защиты кузова авто от коррозии является катафорезное покрытие. К примеру, катафорезное покрытие наносится на автомобили ВАЗ.
Но даже относительно дешевая защита кузова, такая как катафорез, имеет сложную технологию. Кратко выглядит это так: для нанесения защитного покрытия, предохраняющего металл кузова от коррозии, автомобиль перед покраской проходит несколько стадий.
Сначала голый металл после сварочных работ очищают от окислительной пленки (металл на воздухе моментально окисляется), затем металл обезжиривают и покрывают фосфатной пленкой. А затем на кузов автомобиля наносят катафорезное покрытие.
А затем на кузов автомобиля наносят катафорезное покрытие.
Это защитное покрытие можно нанести на металл кузова только в заводских условиях. На СТО таких технологий нет!
Как образуется защита?
Надежная защита металла кузова от коррозии образуется в результате электроосаждения грунта в специальной ванне. На заводе стоит огромная ванна, заполненная разведенным автомобильным грунтом, к которой подключен электрический провод (анод), по которому идет ток со знаком «+».
В эту ванну опускают целиком кузов автомобиля. К кузову машины подключают другой электрический провод (катод), по которому идет электрический ток со знаком «-«. Под воздействием электрического поля происходит внедрение частиц грунта на поверхность металла авто.
Образуется прочная пленка грунта, которая проникает во все поры металла. Грунт как бы въедается в металл и равномерно покрывается по всей поверхности детали автомобиля. Вот эта пленка и является надежной защитой металла кузова от коррозии. И только после этого кузов автомобиля грунтуют под покраску.
И только после этого кузов автомобиля грунтуют под покраску.
Затем грунт сушат и красят авто в нужный цвет. Представляете, насколько сложный процесс?
Я расписал процесс катафореза так подробно, чтобы вы поняли, что на СТО (там, где ремонтируют и красят автомобили), в принципе, не могут воспроизвести этот сложный электрохимический процесс защиты металла авто от коррозии. А значит, коррозия через какое-то время после кузовного ремонта вылезет наружу.
Как производят ремонт кузовного элемента на СТО?
Возьмем, к примеру, крыло автомобиля. Если повреждения незначительные (не требующие замены крыла на новое крыло), то поврежденное крыло рихтуют, шпаклюют, грунтуют, а затем окрашивают в покрасочной камере. Все!
Никакого катафорезного покрытия. И этот процесс покраски автомобиля у всех ремонтников одинаковый, что в гараже у дяди Жоры, что на суперсовременной СТО.
В том месте, где повреждена заводская катафорезная или цинкованная пленка, обязательно образуется очаг коррозии, который через некоторое время поднимет слой шпаклевки и краски.
Краска начнет лупиться, и коррозия вылезет наружу (жучки, кариес, точки коррозии).
Если мастера на станции предлагают поменять крыло на новое, то так же имейте в виду, что новое крыло не прослужит вам долгое время, даже если дядя Жора его покрасит «как для себя».
Кузовные запчасти, поступающие в продажу, покрывают на заводе простым транспортировочным грунтом, который служит для защиты металла при перевозке, но совсем не защищает от воздействия коррозии.
Покрашенное новое крыло (без заводской обработки) прослужит вам максимум 2 года и сгниет насквозь.
Существуют следующие данные: покрашенное крыло, обработанное катафорезным покрытием (заводским), выдерживает воздействие солевого тумана в камере от 1500 до 2000 часов.
На точно таком же покрашенном крыле, но не имеющем катафорезное покрытие, сквозная коррозия в камере соленого тумана появляется уже через 90 часов. Поэтому любой ремонт кузова будет недолговечным.
Более дорогой ремонт прослужит чуть больше времени (за счет более точного выполнения технологии покраски), чем ремонт у дяди Жоры.
Можно ли нанести катафорезное покрытие на ремонтируемый автомобиль или кузовную запчасть?
Да, можно. К примеру, это можно сделать на заводе в Тольятти (обработать одно крыло или всю машину), но это будет очень дорого. Целиком наносить катафорезную пленку перед покраской автомобиля выгодно только на раритетных автомобиля при их восстановлении.
Какой можно сделать вывод, зная отличия в технологии покраски автомобиля на заводе и СТО?
Если автомобиль пострадал в ДТП, и требуется ремонт кузова, можно выбрать несколько вариантов:
1. Можно продать автомобиль (как есть), ничего не делая с ним. Все равно, как на заводе, вам никто не сделает. И ремонт скоро будет виден. Поэтому, не заморачиваясь на покупку запчастей, поиск хороших мастеров, просто продать свой автомобиль. У вас с удовольствием купят поврежденный автомобиль перекупщики, которые занимаются битыми авто.
2. Можно найти современную СТО и дорого отремонтировать свой автомобиль, покрасив его в ультрасовременной камере.
Обратите внимание
Потом поездить немного времени на автомобиле и продать до того, как коррозия испортит его внешний вид. Теперь вы знаете, что пройдет 2-3 года, и весь ремонт вылезет наружу.
3. Можно найти дядю Жору, который по отзывам хорошо и недорого занимается покраской автомобиля.
Покрасить автомобиль у него и продать, пока у него есть товарный вид. Или ездить до сквозной коррозии, а затем снова ехать к дяде Жоре и снова красить автомобиль. В любом случае выбирать только вам.
Если вы все-таки решили отремонтировать (покрасить) автомобиль и нашли маляра дядю Жору, то для того, чтобы с вас не взяли лишних денег на несуществующий материал для покраски автомобиля, вам желательно иметь общее представление о технологии покраски автомобиля во время ремонта.
Расскажу кратко
Если вы купили новую запчасть (крыло, дверь и т.д.), обязательно проследите, чтобы этот транспортный грунт обязательно счистили. Красить на этот грунт нельзя.
Следы ржавчины обязательно должны тщательно удаляться и обрабатываться преобразователями ржавчины. Проследите, чтобы голый металл обязательно грунтовали. Многие маляры из-за экономии времени и денег, красят прямо на голый металл.
Проследите, чтобы голый металл обязательно грунтовали. Многие маляры из-за экономии времени и денег, красят прямо на голый металл.
Так делать нельзя. Грунт наносить обязательно! Он служит, как защита металла и как связующее звено между поверхностью автомобиля и краской.
Если покрасить крыло краской прямо на металл без грунта, то оно поржавеет через пару месяцев, или краска отлетит с крыла.
Автомобильные грунты бывают разного типа: антикоррозийные, двухкомпонентные, нитрогрунт, акриловый грунт и т.д.
Чаще всего мастер сам выбирает тот грунт, с которым он привык работать или который необходим для данной кузовной детали. После грунтовки деталей мастера приступают к самой покраске автомобиля.
И здесь цена за покраску автомобиля может значительно различаться в зависимости от краски, применяемой на вашей машине.
В настоящее время применяют три основных вида красок для покраски автомобиля
1. это различные эмали — алкидная эмаль, меламиноалкидная эмаль, акриловая эмаль;
2. краска с эффектом металлик;
краска с эффектом металлик;
3. краска с эффектом перламутра.
Обычная эмаль (белая, черная, красная и т.д.) — это самая простая и дешевая покраска автомобиля. На слой грунта наносится слой эмали. Покраска автомобиля простой эмалью имеет только одно преимущество — она дешевая. Других плюсов у эмали нет. Она плохо защищает от коррозии и выгорает на солнце.
Покраска автомобиля металликом
На грунт наносится слой краски, так называемая база. Краска состоит из частиц алюминия и пигмента нужного вам цвета. После того, как слой краски высыхает, на него наносится слой лака.
Лак защищает краску (сама по себе она нестойкая) от различного рода воздействия (солнце, дождь, механическое).
Автомобиль, покрашенный металликом, более стойкий к коррозии (больше слоев (краска + лак)) и более долговечная по сравнению с обычной эмалью.
Следующая покраска автомобилей — это покраска с эффектом перламутра
Автомобиль, покрашенный перламутром, переливается, меняя свой цвет при определенном падении света. В эмали с эффектом перламутра свет частично отражается пластинками слюды, частично проходит сквозь них, отражаясь от подложки под разными углами, поэтому мы видим смесь разноцветных лучей.
В эмали с эффектом перламутра свет частично отражается пластинками слюды, частично проходит сквозь них, отражаясь от подложки под разными углами, поэтому мы видим смесь разноцветных лучей.
Этот эффект достигается тем, что при покраске автомобиля на грунт наносится подложка нужного цвета (слой краски), затем наносится краска, которая состоит из цветового пигмента и чешуек слюды (у металликов — частички алюминия), а затем наносится слой лака, такой же, как при покраске автомобиля металликом.
Выглядит это вот так:
Из-за типа применяемых красок при покраске автомобиля цена ремонта различная. Самый дешевый ремонт — это окраска простой эмалью. Самый дорогой — это перламутр. Как понимаете, и красить дольше, и материала идет на покраску больше.
Важно
На сегодня все. Надеюсь, что я вас немного познакомил с основами покраски автомобиля.
Если вы сейчас продаете свой автомобиль, но он у вас не продается, то вы можете воспользоваться услугой Написать продающее объявление для вашего авто.
Жители Москвы и Санкт-Петербурга могут воспользоваться прямо на блоге «Услугой автосервиса», связанной с компьютерной диагностикой, ремонтом, покраской авто, а так же иными сервисными работами. Вы можете проконсультироваться с автомехаником по своему вопросу.
Следующий раз поговорим о том, нужна ли вам накидка на автомобиль.
Пусть покраска вашего автомобиля пройдет успешно!
Источник: https://DriversTalk.ru/pokraska-avtomobilya.html
Транспортировочный грунт: удалять или нет?
Подготовка
Если маляру нет дела до того, чем загрунтована деталь, то результаты покраски будут столь же предсказуемы, как результаты игры в русскую рулетку.
Если автомобиль основательно «побит жизнью», неизбежно встает вопрос о замене кузовных деталей: крыльев, дверей, порогов, панелей. И мы отправляемся за новыми запчастями — как правило, на рынок.
Большинство новых кузовных элементов поступают в реализацию уже с нанесенным грунтовочным покрытием.
Мы сейчас не будем вести речь о фирменных «серых» деталях, прозванных так за цвет грунтовки, нанесенной на прошедший фосфатацию металл. Дай Бог заводам сами кузова обрабатывать по такой технологии, тут уж не до запчастей.
Катафорезный грунт
Если вам и посчастливилось иметь дело с такой деталью, то все что нужно сделать — это влегкую, как говорится, одной левой заматировать поверхность (P320 или скотч-брайт), обдуть, обезжирить, нанести грунт-наполнитель и далее — покровную эмаль.
Но сейчас не об этом. Нас интересуют другие, «черные» детали, которых большинство.
Черного цвета покрытие наносят для защиты металла от коррозии при хранении на складах, при транспортировке. Наверное поэтому такой грунт и получил в обиходе название «транспортировочного».
Удалять или нет?
Многие специалисты советуют полностью удалять его с поверхности металла и только после этого вести дальнейшие работы с деталью. Выполнять эту операцию можно различными способами: шлифованием, пескоструйной обработкой, с использованием смывки. В свое время такие действия были вполне оправданы.
В свое время такие действия были вполне оправданы.
Дурную славу это покрытие снискало в прошлом тысячелетии, когда штампованные кузовные элементы отечественного производства могли покрываться чем угодно, вплоть до простой нитрокраски, которая запросто могла быть нанесена на замасленную поверхность и иметь грубые подтеки. Операция снятия такого «грунта» ввиду его слабой стойкости не представляла особой сложности: в большинстве случаев удаление сводилось к «отмачиванию» детали в растворителе.
А как быть с удалением транспортировочного грунта на современных кузовных элементах? Есть ли в настоящее время какой-либо смысл в проведении подобной операции? Тем более, что делать это планируется не только с лицевой части детали, а и с внутренних поверхностей двери или капота, например. А это ох как непросто.
На современных ремонтных деталях заслуживающих доверие производителей покрытие черного цвета представляет собой, как правило, антикоррозионный грунт, нанесенный катафорезом посредством погружения.
Нанесение катафорезного покрытия осуществляется методом электроосаждения в гальванических ваннах, при котором происходит диффузия (внедрение) частиц грунта в поверхность детали, что обеспечивает покрытию высокие прочностные и антикоррозионные характеристики.
Поэтому, за исключением поврежденной при транспортировке поверхности удалять такое покрытие совершенно ни к чему. Достаточно его просто заматировать (P240-P320), и если деталь не нуждается в шпатлевании, можете смело грунтовать и красить ее методом «мокрый по мокрому«, либо по стандартной технологии.
В то же время, длительное хранение новых деталей на складах может привести к нарушению адгезионных свойств транспортировочного грунта и возникновению под ним очагов коррозии.
Совет
В этом случае удаление грунта считается обязательным. Сделать это можно, например, с последовательным использованием абразивных материалов зернистостью P120 и P220.
Также можно воспользоваться диском типа Roloc (3M) или Siastrip (Sia).
Удаление транспортировочного грунта
Как отличить качественный черный грунт от дешевой подделки
- Нормальное консервационное покрытие не должно смываться растворителем, что очень легко проверить: смочите тряпку растворителем и оставьте ее на поверхности на 5 минут. Если покрытие подрастворилось — удаляйте его, не задумываясь.
- Еще один верный признак — процарапанное (где-нибудь в не ответственной зоне) острым предметом нормальное грунтовочное покрытие ни в коем случае не должно облетать, как скорлупа.
- Приблизительную, но вполне достаточную визуальную оценку адгезионных свойств того или иного материала можно получить и таким образом: возьмите шкурку P240 и по-сухому насквозь прошлифуйте тестируемые слои на небольшом участке проверяемой поверхности.
Если граница перехода одного материала в другой равномерна, не отслаивается и не крошится — адгезия между этими материалами достаточная.
Actionteaser.
ru – тизерная реклама
- Что еще почитать
- Больше в категории Подготовка
- Устали искать автозапчасти для Субару? Конечно же, прежде чем купить запчасти приходится пройтись по автомобильным рынкам, заглянуть в Интернет, а затем …
- АКПП, как знают все владельцы автомобиля — это автоматическая коробка передач. В отличие от механической КП, автоматическая коробка позволяет во время …
- Предлагаем вам проверить свои знания в области подготовки и окраски, ответив на 20 вопросов нашего теста.
 В отличие от механической КП, автоматическая коробка позволяет во время …
В отличие от механической КП, автоматическая коробка позволяет во время …- Поговорим о маскировке неокрашиваемых поверхностей. Рассмотрим материалы и приемы, позволяющие максимально быстро и надежно выполнить эту процедуру.
- Разбираемся, что представляет собой транспортировочный (черный) грунт, как проверить его качество, когда и как его нужно удалять, а когда можно не удалять.
- Поговорим о процедурах, которые должны предшествовать нанесению покровной эмали: маскировке, обезжириванию и удалению пыли с поверхности.
Больше в категории Подготовка
Источник: https://artmalyar.ru/podgotovka/chto-delat-s-transportirovochnym-gruntom.html
Заводской грунт новых кузовных панелей автомобиля
Новые детали кузова автомобиля, в большинстве случаев, имеют чёрное покрытие. Это заводской грунт. Если кузовная панель оригинальная (OEM) или от сертифицированного производителя, то она покрыта так называемым катафорезным грунтом, нанесённым методом электроосаждения.
Если кузовная панель оригинальная (OEM) или от сертифицированного производителя, то она покрыта так называемым катафорезным грунтом, нанесённым методом электроосаждения.
На заводе деталь проходит несколько этапов обработки. Сначала обезжиривается, фосфатируется потом покрывается грунтом с помощью электроосаждения в специальном резервуаре. В итоге образовываются фосфатная и полимерная защитные плёнки.
После нанесения, заводской грунт «запекается» при температуре от 150 до 200 градусов по Цельсию. От этого он полностью полимеризуется и становится более прочным и химически инертным.
По составу катафорезный грунт является в большинстве случаев эпоксидным и представляет собой хорошее защитное антикоррозионное покрытие.
Более дешёвые кузовные детали могут иметь транспортировочный грунт, который не является стойким защитным покрытием и подлежит удалению.
Катафорезный грунт на поверхности кузовной панели имеет очень тонкий слой. Он обладает следующими преимуществами:
- Имеет прочную связь с металлической поверхностью.
- Слой грунта получаемый в заводских условиях электроосаждением получается очень ровным и равномерным (везде имеет одинаковую толщину ) на всей поверхности.
- Грунтом покрыты вся деталь, включая скрытые полости.
- В покрытии не содержится никаких лишних примесей.
- Обладает антикоррозионными и адгезионными свойствами.
Как понять, каким грунтом покрыта деталь?
Визуально катафорезный грунт имеет матовое покрытие со слабым глянцем. Если покрытие матовое, не имеет никакого глянца или имеет достаточно сильный глянец, то, скорее всего, не является катафорезным грунтом.
Для определения типа грунта намочите тряпку растворителем (646, 647 или ацетоном) и положите на поверхность новой кузовной детали. Подождав 10 минут, нужно убрать тряпку и посмотреть на результат воздействия растворителя.
Подождав 10 минут, нужно убрать тряпку и посмотреть на результат воздействия растворителя.
Если покрытие никак не изменилось и не оставило на тряпке следов, то, с большой долей вероятность, оно является качественным катафорезным грунтом.
Если же возникло отслоение покрытия, то такой грунт не является катафорезным грунтом и не будет служить хорошим основанием для лакокрасочного покрытия.
Как подготовить под покраску деталь с заводским грунтом?
Сомнительный грунт лучше убирать до чистого металла шлифованием. Далее можно распылить первичный и вторичный грунты и красить.
Качественный катафорезный грунт, при условии его целостности и отсутствия дефектов, можно оставить на детали.
Производители лакокрасочных материалов рекомендуют сверху катафорезного наносить вторичный грунт, благодаря чему увеличивается адгезия и меньше появляются сколы при эксплуатации. Можно использовать акриловый двухкомпонентный грунт.
Можно использовать акриловый двухкомпонентный грунт.
Обратите внимание
Заводской грунт шлифуется абразивами P240 – P320, обезжиривается и грунтуется. Дополнительным преимуществом грунтования поверх заводского грунта является применение грунта, имеющего цвет, схожий с цветом краски, которой будет покрываться деталь. В итоге уйдёт меньшее количество краски.
При этом нужно понимать, что иногда производители рекомендуют то, что удорожает ремонт и без чего можно обойтись.
Многие мастера, с которыми я общался, много раз подряд красили поверх заводского грунта, предварительно подготовив его под покраску, и из-за этого не возникало проблем.
Они считают, что если на поверхности настоящий катафорезный грунт, то такое покрытие можно обработать скотч-брайтом или другим абразивом под покраску, обезжирить и красить.
Настоящий катафорезный грунт держится на поверхности очень хорошо и шлифуется тяжело.
Он имеет более прочную связь с поверхностью, чем эпоксидный грунт, нанесённый краскопультом.
Некоторые сервисные центры, чтобы соблюсти регламент и дать длительную гарантию на свою работу, шлифуют заводской грунт до чистого металла и далее наносят первичный и вторичный грунт, после чего подготавливают поверхность и красят.
В итоге можно сказать, что если заводской грунт хорошего качества, деталь не имеет следов ржавчины, то не имеет смысла его убирать.
Таким образом, Вы сэкономите время, сохраните фосфатную заводскую плёнку и оставите дополнительную антикоррозионную защиту в виде катафорезного грунта.
Как было написано выше, не лишним будет нанести сверху вторичный акриловый грунт, колерованный под краску, которой будет окрашиваться деталь. Так, Вы как минимум получите пользу в виде экономии расхода краски.
Печатать статью
Источник: https://kuzov. info/zavodskoy-grunt/
info/zavodskoy-grunt/
Что такое защитный катафорезный грунт и как применять это средство – Покраска автомобиля своими руками
Катафорезный грунт что это такое? Чем он отличается от прочих грунтовок и какие имеет преимущества? Катафорезная грунтовка предназначена для защиты кузовных элементов и деталей от коррозии. Это основное защитное покрытие автомобилей, входящее в процесс производства. Катафорез значительно увеличивает степень устойчивости к коррозии деталей из металла.
Этапы катафорезной обработки конструкций
Катафорезная обработка металла представляет собой сложный химический процесс в промышленном производстве, обеспечивающий защиту стальных конструкций от коррозии.
При электролитической реакции на поверхности металлического изделия закрепляется особое вещество, которое образует защитный слой.
Катафорезная обработка металла даёт возможность в несколько раз увеличить его стойкость к воздействию коррозии. Процесс катафорезной обработки включает несколько этапов:
- В сооружениях с туннельным опрыскиванием или в ваннах с полным погружением металлическая конструкция очищается от окиси и происходит обезжиривание поверхности.
- Далее металл активируется для обеспечения лучшей сцепки частиц при электролитической реакции.
- Происходит погружение конструкции в ёмкость для катафорезного грунтования. Это электролитическая ванна, наполненная составом с частицами грунтовки. На металлическое изделие подают отрицательный заряд посредством присоединённого к нему анода. К ёмкости присоединяется катод, активирующий растворенные частицы грунта. В результате химической реакции, положительно заряженные частицы грунтовочной смеси оседают на металлической конструкции, имеющей отрицательный заряд.
- Конструкция проходит ополаскивание. Этот процесс возможно осуществлять либо методом погружения, либо пропусканием изделия через туннель с опрыскивателем.
- Завершается процесс катафорезной грунтовки кузовных деталей сушкой в термической камере, в которой закрепляется нанесённое покрытие. Под воздействием высокой температуры происходит процесс кристаллизации защитного грунтовочного слоя.

После завершения всех этапов этого процесса, металлическая конструкция готова к следующему этапу – покраске.
Преимущества катафорезного грунтования
Катафорезное грунтование приобрело популярность и стало быстро распространяться благодаря неоспоримым преимуществам:
- обеспечивается покрытие равномерным тонким слоем поверхности кузовных деталей сложной конфигурации благодаря их полному погружению;
- активная электролитическая реакция способствует прочному закреплению грунтовки на металлической поверхности;
- это высокоэффективный процесс, позволяющий экономить расходный материал благодаря минимизации потерь;
- катафорезное покрытие имеет высокую стойкость к физическим и химическим воздействиям, что подтверждается испытаниями в солевом тумане.
Благодаря этим достоинствам сегодня всё чаще используется катафорезное грунтование кузова автомобиля при капитальном восстановлении. Этот процесс мало отличается от наложения грунтовки в процессе производства.
Автомобиль полностью разбирается, с кузовных элементов с использованием химических средств совсем удаляются ржавчина и лакокрасочное покрытие. Далее происходит катафорезное грунтование. В результате всех этих действий автомобиль обретает полностью загрунтованный кузов, готовый к покрасочным работам.
Далее происходит катафорезное грунтование. В результате всех этих действий автомобиль обретает полностью загрунтованный кузов, готовый к покрасочным работам.
По сравнению с другими технологиями кузовного ремонта, катафорез достаточно дорого стоит, и поэтому не каждый автовладелец может себе его позволить.
Использование новых технологий антикоррозийной защиты кузова на АвтоВАЗе
Применение катафореза вместо анафорезного метода обработки значительно повысило прочность и износостойкость лакокрасочного покрытия автомобиля Нива. Кузов приобрёл большую стойкость к сколам, механическим и химическим внешним воздействиям. Кроме того, обработка металла катафорезной грунтовкой обеспечивает ВАЗ 2121 Нива более долгую сохранность блеска лакокрасочного покрытия.
Катафорезное грунтование обеспечило внедорожнику Нива очень высокую противокоррозионную защиту обработанных таким способом деталей. АвтоВАЗ проводил испытания кузовных элементов, обработанных картофорезным грунтом, в камерах солевого тумана, которые показали отличные результаты.
Коррозийная стойкость таких конструкций составляет около 1500 часов, что значительно превышает показатели других видов защитной обработки.
Источник: https://krasymavto.ru/materialy/grunty/kataforeznyj-obrabotka-pokrytiya-kuzova-detalej.html
8-495-740-66-97
Суть процесса: Нанесение катафорезного грунта предназначено для защиты деталей от коррозии и является основным защитным покрытием кузовов автомобилей в процессе их производства.
Нанесение катафорезного покрытия значительно увеличивает коррозионную стойкость детали.
Пример: окрашенное крыло автомобиля ВАЗ 2110 без катафорезного покрытия выдерживает до сквозной коррозии в камере соленого тумана не более 100ч, использование катафорезного покрытия повышает стойкость данного крыла до 1500ч.
Важно
Способ нанесения: Нанесение катафорезного покрытия осуществляется методом электроосождения в ванне погружения. Где катодом является окрашиваемая деталь, анод электрод установленный на борту оборудования.
При электроосаждении происходит диффузия (внедрение) частиц грунта на поверхность окрашиваемой детали, что обеспечивает повышенную прочность поверхностной пленки грунта и высокую коррозионную защиту детали.
Схема окраски крыла автомобиля:
Окраска на автомобильных заводах Рис. 1
Окраска в ремонтных мастерских при замене детали. Рис.2
- Как видно на выше приведенных рисунках (Рис 1, Рис 2) при замене детали кузова не производятся следующие операции: фосфатирование, окрашивание катафорезным грунтом, таким образом не производятся операции обеспечивающие основную коррозионную стойкость детали, врезультате срок службы замененной детали сокращается в 7 раз.
- Окрашивание детали происходит на комплексной линии и включает в себя следующие методы подготовки и окраски:
- Агрегат подготовки поверхности:
- Установка раскисления
- Предварительное раскисление улучшает условия последующего щелочного обезжиривания в агрегатах за счет снятия следов коррозии и оксидных пленок, что способствует формированию качественной фосфатной пленки.
- Далее обработка осуществляется в 10 стадийном агрегате туннельного типа, в котором последовательно производятся следующие стадии:
- – Обезжиривание –распылением
- – Промывка – распылением
- – Активация – распылением
- – Фосфатирование – распылением
- – Промывка – распылением
- – Пассивация – распылением
- – Промывка – распылением.

Обезжириванием называется процесс удаления жировых загрязнений с поверхности деталей. Обезжиривание обеспечивает очистку поверхности детали и подготовку ее к последующему фосфатированию с целью получения качественного фосфатного покрытия. При обезжиривании вводно-щелочными растворами моющее действие воды и водных растворов сочетается с химическим разложением загрязнений.
После обезжиривания необходимо тчательно промыть кузов от остатков щелочного раствора, которые при накоплении в следующих стадиях активации и фосфатирования могут вывести растворы из равновесного состояния. От качества промывкм зависит долговечность ЛКП.
- Активация – применяется с целью улучшения структуры фосфатного слоя
- Фосфатирование – получение фосфатной пленки в результате сложных физико-химических процессов, возникающих на границе раздела металл-раствор, обеспечивающего антикоррозионное свойство, адгезию и удленняет срок службы лакокрасочного покрытия. Химический состав пленки:
- Гопеит Zn3(PO4)2 * 4h3O и фосфофилит Zn2Fe(PO4)2 * 4h3O
Фосфатирование ускоряется путем увеличения скорости катодного процесса. Это достигается введением в фосфатирующий раствор ускорителей, которыми являются ионы NO3(-), NO2(-). Введение ускорителей в фосфатирующий раствор значительно снижает продолжительность формирования покрытия, изменяет кристалличность и плотность осадка.
- После фосфатирования производится промывка
- Пассивация предназначена для улучшения защитных свойств фосфатного слоя за счет перевода в пассивное состояние металла, не покрытого фосфатной пленкой (в порах, дефектных местах).
- Технические требования к фосфатному покрытию:
- Фосфатная пленка на деталях должна удовлетворять следующим требованиям:
- Иметь ровную гладкую поверхность светло-серого цвета без налетов коррозии, рельефных потеков, налетов шлама.
- Пленка должна быть сплошной с плотно упакованной мелкокристаллической структурой.
- Вес фосфатной пленки 1,0…3,0 г/м2
- Допускается:
- Единичные точки с легкой окисной пленкой
- Оттеночные разводы по фосфатной пленке.
- Установка окраски катафорезным грунтом:
- Состоит из:
- Ванны электропогружения – в которой производится нанесение катафорезного грунта в виде сплошной тонкой пленки светло серого цвета на поверхности изделия.
- Окраска производится зачет перемещения отрицательно заряженных частиц грунта на поверхность изделия и внедрение их в поверхность металла.

При системах электропогружения дело идет принципиально о осаждении водоразбавляемой смолы посредством постоянного тока. Применяемые при этом процессе водоразбовляемые смолы представляют собой катодные вяжущие вещества, которые через полную или частичную нейтрализацию с органическими кислотами выдерживается в растворе.
Применяемые при этом процессе водоразбовляемые смолы представляют собой катодные вяжущие вещества, которые через полную или частичную нейтрализацию с органическими кислотами выдерживается в растворе.
- Тоннеля промывки – предназначенного для удаления излишков грунта налипших на поверхность изделия.
- Обдувка сжатым воздухом.
- Туннель сушки изделий
- Предназначен для сушки изделий окрашенных катафорезным грунтом и представляет собой печь тоннельного типа
- Источник
- Видео
Источник: http://smesistroi.ru/stati/gruntovka/2/443-kataforeznaya-gruntovka-kuzovnyx-detalej-vaz.htm
Катафорез
«Производство по окраске изделий катафорезным грунтом методом»
- Огромный потенциал автомобильного рынка нашей страны привлекает любого производителя. В результате постоянно растет борьба за потребителя. В результате на первое место выходят требования, которые предъявляет потребитель к автомобилю, который он хочет приобрести. На что обращаем мы внимание при взгляде на новый автомобиль? На качество окрашенной поверхности кузова, на долговечность данного покрытия. Каждый потребитель надеется на то, что приобретенный автомобиль прослужит длительное время не потеряв своего внешнего вида.
- Состояние наших дорог их качество, поведения участников движения приводит к тому, что огромное количество автомобилей попадает в дорожно-транспортные происшествия, Редкий автомобиль за время своей эксплуатации не попадает в аварию. Для каждого водителя повреждение автомобиля создает огромные проблемы, получение страховки, ремонт. Ремонт лицевой детали влечет за собой огромное количество негативных факторов, а именно; ремонтная деталь подвергается коррозии в период первого года эксплуатации. С чем же это связанно?
- Что же мы имеем если автомобиль в процессе эксплуатации попал в аварию и требуется ремонт или замена лицевой детали. Даже на самой современной станции технического обслуживания окраска ремонтной детали включает в себя следующие этапы представленные на схеме тех. процесса.
 На что обращаем мы внимание при взгляде на новый автомобиль? На качество окрашенной поверхности кузова, на долговечность данного покрытия. Каждый потребитель надеется на то, что приобретенный автомобиль прослужит длительное время не потеряв своего внешнего вида.
На что обращаем мы внимание при взгляде на новый автомобиль? На качество окрашенной поверхности кузова, на долговечность данного покрытия. Каждый потребитель надеется на то, что приобретенный автомобиль прослужит длительное время не потеряв своего внешнего вида.  процесса.
процесса. - 1. удаление транспортировочного грунта Химическим и механическим способом
- 2. окраска эпоксидным грунтом
- 3. окраска эмалью
- Наиважнейшей задачей, стоящей перед специалистом в области кузовного ремонта автосервисного предприятия, является точное воссоздание заводского покрытия, с присущими ему свойствами и качествами. Только тогда проведенный ремонт не вызовет нареканий со стороны клиента, а восстановленное покрытие прослужит долго.
- Напомним, что лакокрасочное покрытие служит в первую очередь для защиты кузова автомобиля от агрессивных воздействий, для создания надежного барьера от механических и химических повреждений. В настоящее время, пожалуй, до 90 % кузовов всех автомобилей выполнено из черной стали холодного проката. Остальные – это преимущественно та же черная сталь, но в большинстве случаев анодированная цинком при помощи электролитического нанесения оксидной пленки.
- Давайте рассмотрим технологический процесс окраски кузова вновь выпускаемого автомобиля. Как мы видим технологический процесс окраски это сложный включающий в себя большое число стадий обработки и подготовки кузова, а так же совокупность огромного качества факторов влияющих на качество выпускаемой продукции (качество материалов, состояние оборудования, состояние воздушной среды в камере окраски).
 Как мы видим технологический процесс окраски это сложный включающий в себя большое число стадий обработки и подготовки кузова, а так же совокупность огромного качества факторов влияющих на качество выпускаемой продукции (качество материалов, состояние оборудования, состояние воздушной среды в камере окраски).
Как мы видим технологический процесс окраски это сложный включающий в себя большое число стадий обработки и подготовки кузова, а так же совокупность огромного качества факторов влияющих на качество выпускаемой продукции (качество материалов, состояние оборудования, состояние воздушной среды в камере окраски). - Линия АПП1-я стадия обезжиривание моющим составом2-я стадия обезжиривание моющим составом с добавлением активатора3-я стадия промывка водой4-я стадия фосфатирование5-я стадия промывка6-я стадия пассивацияОкраска в ванне катафорезСтруйная промывка в 5-и стадийном тоннеле промывки Сушка в тоннеле при температуре 2000С в течении 30мин.
- Окраска эпоксидным грунтом и эмалью.
- Как видим при ремонтных работах не проводится следующие стадии обработки: фосфатирование, пассивация, нанесение катафорезного грунта. Именно те этапы которые обеспечивают основную коррозионную защиту кузова. В результате ремонтная деталь, как указано выше оказывается подвержена коррозии в первый год эксплуатации после ремонта.
- На фото представлен автомобиль ВАЗ 2105, на котором после ДТП произведена замена переднего левого крыла. Через 1,5 года на данном автомобиле проявилась коррозия металла. Причиной данного дефекта является отсутствие защитного покрытия, и образование зонального скопления влаго конденсата в скрытой полости крыла.
- Коррозией называют разрушение твердых тел, вызванное химическими и электрохимическими процессами, развивающимися на поверхности тела при его взаимодействии с внешней средой.
- Возникающая на металле ржавчина – слой частично гидратированных оксидов железа – за короткое время приводит кузов в негодность. Чтобы противостоять ее образованию, путем нанесения оксидной пленки создается гальваническая пара. При этом металл выступает в роли отрицательного элемента гальванопары – катода – и не коррозирует, уступая эту прерогативу аноду.
- Если взглянуть на электрохимический ряд напряжений металлов (рис. 1), где все металлы расположены слева направо в порядке понижения «благородности», то мы увидим, что справа наиболее близко к железу стоит цинк. Этим и обусловлена так называемая оцинковка кузова. Чем дальше друг от друга в ряду напряжений находятся два металла, тем быстрее разрушается менее благородный (т. е. стоящий справа), являющийся анодом гальванопары. Поэтому разрушение цинка спасает железо от коррозии. Покрыв же кузов, например, золотом (ох как будет дорого!), мы получим совершенно противоположный эффект.
- Практически в настоящее время состояние на рынке кузовных запчастей по качеству продукции предлагаемой потребителю можно охарактеризовать представленной фотографией:
- Попытки найти детали прошедшие полный цикл обработки на рынке запасных частей результатов не дают. С чем это связанно? Технологически процесс обработка деталей для нанесения фосфатной пленки и окраски катафорезным грунтом требует дорогостоящего оборудования, наличия специалистов имеющих опыт обслуживания данного оборудования и ведения технологических процессов. Все это приводит к тому, что окраска катафорезным грунтом деталей не проводится
- Катафорез – водно-щелочная грунтовая краска которая основываясь на электроэхимических процессах образовывает плёнку на металлических поверхностях.
- Превосходства катафорезного покрытия:
 Этим и обусловлена так называемая оцинковка кузова. Чем дальше друг от друга в ряду напряжений находятся два металла, тем быстрее разрушается менее благородный (т. е. стоящий справа), являющийся анодом гальванопары. Поэтому разрушение цинка спасает железо от коррозии. Покрыв же кузов, например, золотом (ох как будет дорого!), мы получим совершенно противоположный эффект.
Этим и обусловлена так называемая оцинковка кузова. Чем дальше друг от друга в ряду напряжений находятся два металла, тем быстрее разрушается менее благородный (т. е. стоящий справа), являющийся анодом гальванопары. Поэтому разрушение цинка спасает железо от коррозии. Покрыв же кузов, например, золотом (ох как будет дорого!), мы получим совершенно противоположный эффект. 
– получение однородной толщины и вида плёнки в каждой точке.- превосходное покрытие острых углов, сторон и сплавных секторов с закрытой объёмностью- обеспечение сопротивления против высокой корозии- высокий темп производства- очень низкий уровень потерь (практически 0%)- низкий уровень загрязнения окружающей среды- низкий риск возникновения пожара и вреда здоровью
- В настоящее время ООО «ТЕРМИНАЛ» провело работы по проверке возможности нанесения катафорезного покрытия на детали различной формы и конфигурации. Разработало чертежи оборудования по нанесению катафорезного покрытия .
ООО «ТЕРМИНАЛ» провело основные стадии НИКОР:
- Были проведены разработки и экспериментальные работы по окраски пробных изделий катафорезным грунтом ассиметричными токами, разработан проект линии по окраски предлагаемым способом, разработана технология нанесения покрытия по предлагаемому методу, проведены переговоры с поставщиками материалов и потребителями продукции. Проработана проектно сметная документация необходимая для реализации проекта . Частично закуплено и смонтировано оборудование для проведения работ.
- Суть процесса: Нанесение катафорезного грунта предназначено для защиты деталей от коррозии и является основным защитным покрытием кузовов автомобилей в процессе их производства. Нанесение катафорезного покрытия значительно увеличивает коррозионную стойкость детали, использование ассиметричного тока позволяет получить покрытие с повышенной механической стойкостью. Пример: окрашенное крыло автомобиля ВАЗ 2110 без катафорезного покрытия выдерживает до сквозной коррозии в камере соленого тумана не более 120ч, использование катафорезного покрытия повышает стойкость данного крыла до 1 500ч.
- Нанесение катафорезного покрытия осуществляется методом электроосождения в ванне погружения. Где катодом является окрашиваемая деталь, анод электрод установленный на борту оборудования. При электроосаждении происходит диффузия (внедрение) частиц грунта на поверхность окрашиваемой детали, что обеспечивает повышенную прочность поверхностной пленки грунта и высокую коррозионную защиту детали. Деталь поступившая на установку нанесения катафорезного покрытия (после обработки на агрегате подготовки поверхности) погружается в ванну и подвергается воздействию электрического тока, которое (воздействие) разделяется на несколько этапов. Этапы подробно описаны в разработанном тех. процессе окраски.
- Вновь организуемое предприятие предлагает к реализации продукцию окрашенную катафорезным грунтом ассиметричным током, повышенной коррозионной стойкости и с повышенной стойкостью к механическим воздействиям. Приоритетным направление для предприятия будет являться окраска катафорезным грунтом кузовных деталей автомобилей, предложения по которым в настоящий момент на рынке запчастей отсутствует. Ориентация на данный вид продукции связано с значительным развитием рынка запчастей в Тольятти и близостью главного производителя запчастей ОАО «АВТОВАЗ». Кроме того разработанное оборудование позволяет окрашивать любые изделия (даже сложной формы) общей площадью поверхности до 4м2. В дальнейшем в качестве примера будет рассматриваться вариант окраски крыла автомобильного автомобиля ВАЗ 2110.
- Предлагаемый вариант окраски показан на рис 1 , фосфатный слой наносится с внешней и внутренней стороны а также во всех скрытых сечениях, в дальнейшем наносится катафарезный слой методом электроосаждения
- Преимуществом данной технологии является повышение коррозионной стойкости изделий на всех жизненных циклах продукции, низкий расход материала, окраска скрытых полостей изделий, недоступных традиционным методам окраски. Нанесение покрытия электроосаждением повышает сопротивление механическим воздействиям на покрытие (сдиры, сколы, царапины) при одновременном сохранении высокой агдезии покрытия с металлом изделия и следующими слоями ЛКМ
- Ежедневно только в Самарской области происходит порядка 600 дорожно-транспортных происшествий с материальным ущербом (данные ГИБДД Самарской обл.). Если принять, что в ДТП происходит повреждение как минимум 2-ух автомобилей в результате требуют ремонта минимум 2 детали на автомобиле – получаем количество деталей подлежащих ремонту в результате ДТП – 1200шт в день. Принимая условно, что парк автомобилей ВАЗ составляет порядка 65% и количество деталей подлежащих замене составляет 50%. Получаем, что потребность в запчастях подлежащих замене и требующих катафорезного покрытия составит 390 шт. в день только по Самарской обл. Количество субъектов федерации составляет -83шт Легко посчитать, что приблизительная потребность в продукции составит 9 079 785 кв.м покрытий в год
- На разработанном оборудовании ООО «ТЕРМИНАЛ» возможна обработка аллюминевого профиля для производства окнных конструкций и шкафов купе.
- Большинство производителей предлагают алюминиевый профиль, обработанный методом анодировки с последующим нанесением декоративного покрытия Технология получения катафорезного покрытия заключается в проведении двух стадийной обработки алюминиевого профиля вместо традиционно используемой производителями одно стадийной обработки. При этом вторая стадия, заключающаяся в нанесении на поверхность профиля слоя водорастворимых лаков, придает ему повышенные технические характеристики,
- Катафорезная обработка представляет собой более совершенный метод обработки алюминиевого профиля по сравнению с анодировкой более высокое качество цвета.
- *Цвет профиля приобретает глубину и большую равномерность, начинает «играть» на свету;
- *более высокая устойчивость к механическим повреждениям. Катафорезный способ обработки позволяет получать декоративные покрытия более высокой плотности. Покрытие устойчиво к царапинам, которые могут возникнуть в процессе сборки или эксплуатации шкафа-купе;
- *более высокая стойкость к химическим воздействиям. Покрытия профиля имеет повышенную стойкость к коррозии и воздействию химических веществ. Благодаря этому профиль не темнеет под воздействием кислорода, для его чистки можно использовать любые виды моющих веществ, в том числе абразивы.
- А с введением с 2010г правительством России запретительных пошлин на импортный анодированный профиль данное направление может рассматриваться как приоритетное. В настоящее время в нашей стране анодированием аллюминиевого профиля занимается только 2 предприятия и на рынке ощущается большой дефицит данного продукта и резкий рост цен на предварительно обработанный профиль
 Проработана проектно сметная документация необходимая для реализации проекта . Частично закуплено и смонтировано оборудование для проведения работ.
Проработана проектно сметная документация необходимая для реализации проекта . Частично закуплено и смонтировано оборудование для проведения работ.  Деталь поступившая на установку нанесения катафорезного покрытия (после обработки на агрегате подготовки поверхности) погружается в ванну и подвергается воздействию электрического тока, которое (воздействие) разделяется на несколько этапов. Этапы подробно описаны в разработанном тех. процессе окраски.
Деталь поступившая на установку нанесения катафорезного покрытия (после обработки на агрегате подготовки поверхности) погружается в ванну и подвергается воздействию электрического тока, которое (воздействие) разделяется на несколько этапов. Этапы подробно описаны в разработанном тех. процессе окраски. 
 Принимая условно, что парк автомобилей ВАЗ составляет порядка 65% и количество деталей подлежащих замене составляет 50%. Получаем, что потребность в запчастях подлежащих замене и требующих катафорезного покрытия составит 390 шт. в день только по Самарской обл. Количество субъектов федерации составляет -83шт Легко посчитать, что приблизительная потребность в продукции составит 9 079 785 кв.м покрытий в год
Принимая условно, что парк автомобилей ВАЗ составляет порядка 65% и количество деталей подлежащих замене составляет 50%. Получаем, что потребность в запчастях подлежащих замене и требующих катафорезного покрытия составит 390 шт. в день только по Самарской обл. Количество субъектов федерации составляет -83шт Легко посчитать, что приблизительная потребность в продукции составит 9 079 785 кв.м покрытий в год 
Источник: http://www. terminal63.ru/kataforez
Кислотный или эпоксидный грунт? Какой выбрать?
Обсуждения
эпоксидные и кислотные грунты
3 сообщения
Эпоксидные и кислотные грунты
В последнее время часто возникают вопросы по применению различных грунтов при кузовном ремонте. Давайте вместе с вами попробуем разобраться в том, какие грунты бывают и в каком случае нужно применять каждый из них.
Выделим три основных вида грунтов:
— 2К акриловый наполнитель или выравниватель
— 2К эпоксидный грунт
— 2К кислотный грунт
В качестве специальных мы будем рассматривать 1К протравливающие грунты на эпоксидной основе.
Акриловый 2К грунт выполняет только наполнительную функцию и иногда может быть изолятором одного слоя от другого. Как правило, такие грунты гигроскопичны. (Гигроскопичность – паропроницаемость). Они не напитывают воду как губка, а лишь накапливают испарения и влагу, которая затем конденсируется при охлаждении и скапливается в виде микрокапель на поверхности металла под грунтом. И испаряется эта влага очень долго, из-за этого на металле начинается процесс коррозии. Поэтому акриловые грунты применяют только для наполнения/выравнивания (заливания) шпатлёвки или нижележащих слоёв ЛКП.
И испаряется эта влага очень долго, из-за этого на металле начинается процесс коррозии. Поэтому акриловые грунты применяют только для наполнения/выравнивания (заливания) шпатлёвки или нижележащих слоёв ЛКП.
Эпоксидные грунты применяют в первую очередь, как изолятор. Такой грунт не пропускает ни воду, ни испарения, ни влагу. Также эпоксидный грунт 2К или 1К является первичным грунтом при работе с такими металлами как алюминий, цинк, медь и др, а также с катафорезными грунтами, так как имеет превосходную адгезию и выступает в роли гидроизолятора. Эпоксидный грунт химически устойчив, но боится УФ излучения, так что нельзя хранить авто на открытом солнце после нанесения на него только эпоксидного грунта.
Третья группа грунтов – 2К кислотные грунты на основе поливинилбутираля. Также их называют фосфатирующими или реактивными. Данные грунты обеспечивают химическую адгезию, а также способствуют образованию защитного слоя на металле. Зачастую мы не имеем возможности удалить ржавчину полностью. В порах и микротрещинах она всё равно остаётся. Именно в этом случае и применяется кислотный грунт. Он преобразует оставшуюся коррозию, превращая её в фосфатную плёнку, которая в дальнейшем будет защищать металл от окисления. Также в результате химических реакций на ремонтную поверхность осаждается свинец или цинк, которые есть кислотном грунте в виде хроматов. Эти металлы практически не окисляются и соответственно уменьшают вероятность образования коррозии на ремонтном участке.
В порах и микротрещинах она всё равно остаётся. Именно в этом случае и применяется кислотный грунт. Он преобразует оставшуюся коррозию, превращая её в фосфатную плёнку, которая в дальнейшем будет защищать металл от окисления. Также в результате химических реакций на ремонтную поверхность осаждается свинец или цинк, которые есть кислотном грунте в виде хроматов. Эти металлы практически не окисляются и соответственно уменьшают вероятность образования коррозии на ремонтном участке.
При работе с алюминием, оцинкованной поверхностью, а также с катафорезными грунтами в принципе мы можем применять и эпоксидные и кислотные грунты, кому что ближе.
Теперь рассмотрим наболевший вопрос о совместимости грунтов. Акриловый грунт наполнитель может быть нанесён и на эпоксидный и на кислотный.
Кислотный грунт может быть нанесён на любое 2К отверждённое покрытие в том случае, если не получается нанести его сугубо на металл.
Эпоксидный грунт в свою очередь может быть нанесён на любые отверждённые 2К материалы. Если случаются подрывы старых поверхностей, то это следствие неправильного разбавления, так как зачастую в качестве разбавителя мы применяем растворитель 646, что в корне неправильно. Разбавлять его нужно своим специальным разбавителем. Кстати именно с этим связано его неполное просыхание. 646-ой растворитель, быстро испаряясь, создаёт поверхностную корку, из-за которой остальной растворитель не может выйти из толщи грунта. В итоге мы получаем «пластилин», который приходится снимать шпателем. Если комплект эпоксидного грунта идёт в пропорции 1 к 1 с отвердителем, то такие грунты, как правило, не нуждаются в дополнительном разбавлении.
Если случаются подрывы старых поверхностей, то это следствие неправильного разбавления, так как зачастую в качестве разбавителя мы применяем растворитель 646, что в корне неправильно. Разбавлять его нужно своим специальным разбавителем. Кстати именно с этим связано его неполное просыхание. 646-ой растворитель, быстро испаряясь, создаёт поверхностную корку, из-за которой остальной растворитель не может выйти из толщи грунта. В итоге мы получаем «пластилин», который приходится снимать шпателем. Если комплект эпоксидного грунта идёт в пропорции 1 к 1 с отвердителем, то такие грунты, как правило, не нуждаются в дополнительном разбавлении.
Эпоксидный грунт в частности можно наносить и на 2К кислотные. И этот вопрос мы рассмотрим подробнее.
Итак, скажу сразу, что наносить можно, но не рекомендуется. Ничего не отвалится и не отслоится. Но эпоксидный грунт растворяет кислотный, даже если вы ничем эпоксидку не разбавляли, и в этом случае свойства реактивного фосфатирующего грунта теряются. Так что практического смысла нет. В некоторых системах всё-таки предусматривается такая комбинация, но, при этом, кислотный должен быть выдержан не менее полутора ча
Так что практического смысла нет. В некоторых системах всё-таки предусматривается такая комбинация, но, при этом, кислотный должен быть выдержан не менее полутора ча
В некоторых системах всё-таки предусматривается такая комбинация, но, при этом, кислотный должен быть выдержан не менее полутора часов. В полимеризованном (необратимом) состоянии, после матирования он может быть покрыт практически любым видом ЛКП. Но в наших реалиях мы наносим кислотник тонким слоем, так как он склонен к сильной усадке, поэтому не имеем возможности его шлифовать, а покрываем «мокрый-по-мокрому». В свою очередь акриловый грунт-наполнитель абсолютно нейтрален к кислотному. Так что мы можем использовать акриловый в качестве изолятора. Наносится он на кислотный в два полных слоя, сушится и матируется различными, в соответствии с тем, чем он будет в дальнейшем покрываться. Если последующим будет эпоксидный грунт, то градацией P240 или P320, если шпатлёвка, то P150 или P180.
Но тут вы спросите, а почему шпатлёвка? Ведь её нужно класть на голый металл? Шпатлёвку нельзя класть на металл, если на нём не удалось полностью убрать ржавчину. На кислотный грунт её также наносить запрещается, так как её отвердитель, как неудивительно, также растворяет тонко нанесённый кислотный грунт. Если выдержать кислотный более полутора часов, шпатлёвку нанести можно, но мы опять же должны создать риску на поверхности кислотного грунта, что не представляется возможным, так как мы его просто сотрём.
На кислотный грунт её также наносить запрещается, так как её отвердитель, как неудивительно, также растворяет тонко нанесённый кислотный грунт. Если выдержать кислотный более полутора часов, шпатлёвку нанести можно, но мы опять же должны создать риску на поверхности кислотного грунта, что не представляется возможным, так как мы его просто сотрём.
В случае шпатлевания проблемного участка сначала кладём кислотник, затем перекрываем его двумя слоями акрилового наполнителя, сушим, трём P150 или P180. При этом старайтесь на стереть акриловый грунт вместе с кислотным. Затем кладём шпатлёвку. После обработки шпатлёвки, кладём на неё эпоксидный в два неполных слоя с межслойкой 5-7 минут и после 20-ти минутной выдержки опять наносим в два полных слоя акриловый, который затем шлифуем и готовим к покраске. В принципе можно и на эпоксидный покрасить, но для этого нам придётся его высушить (до 16 часов ожидания) и потом с трудом шлифовать, так как он будет очень твёрдым. Если его красить «мокрый-по-мокрому», что также предусматривается, то он должен быть нанесён идеальнейшим образом, что зачастую очень сложно. Проще всё таки накрыть его сразу акриловым, так как он лёгок в обработке, наполняет мелкие риски и немного выравнивает.
Проще всё таки накрыть его сразу акриловым, так как он лёгок в обработке, наполняет мелкие риски и немного выравнивает.
Последний тип грунтов, который мы рассмотрим – это 1К протравливающие грунты на эпоксидной основе. Они бывают как в баллонах, так и в литровых банках. Применяются они в основном, как грунты «от протиров» ну или «пропилов». Наносятся на открывшиеся участки металла или шпатлёвки в 2 тонких слоя с межслойной сушкой 4-7 минут и через 20 минут могут быть покрыты большинством ЛКП. Применяются также как грунты для мультиповерхностей, это когда мы имеем пятна различных материалов – металла, шпатлёвки, грунта, краски и т.д. Так вот мы покрываем это всё хозяйство именно таким грунтом. В этом случае он способствуют снижению риска образования таких дефектов как оконтуривание зоны ремонта и просадка материалов. А вообще рекомендуется его использовать в каждом ремонте, как промежуточный слой между шпатлёвкой и акриловым наполнителем. Почему? Потому как часто мы разводим грунт растворителем, который затем впитывается в шпатлёвку, и, испаряясь, в дальнейшем может привести не только к вышеуказанным дефектам, как оконтуривание или просадка материалов, а также к отслоению базы или лака. Так что позаботьтесь о том, чтобы он всегда был под рукой.
Так что позаботьтесь о том, чтобы он всегда был под рукой.
Можно ли наносить эпоксидный грунт на кислотный?
Можно ли наносить эпоксидный грунт на кислотный?
Можно ли наносить эпоксидный грунт на кислотный?
Оба грунта являются первичными, то есть могут наноситься на «голый» металл, как основа для других покрытий. Нанесение этих двух грунтов вместе в качестве первичного слоя бессмысленно.
Если быть более точным, то кислотный грунт не является самостоятельным полноценным грунтом. Он требует обязательного нанесения на него другого 2К грунта. В этом смысле эпоксидный грунт отличается от кислотного, так как может выступать в качестве самостоятельного защитного покрытия (не считая недостатка в слабом сопротивлении УФ-излучению). В оригинале технической литературы производители кислотных грунтов часто пишут фразу “this is not a true primer but a pre-treatment”, что можно перевести как «это не настоящий грунт, а только предварительная подготовка». То есть, если после нанесения эпоксидного грунта можно сразу красить (если нанесённый грунт не имеет дефектов), то по кислотному грунту красить нельзя. Возникает вопрос: «каким грунтом нужно покрыть кислотный грунт?» Большинство производителей в своей технической документации (TDS) пишут, что поверх кислотного грунта можно наносить полиуретановый, либо акриловый грунт. Практически всегда можно встретить предостережение, что эпоксидный грунт нельзя наносить поверх кислотного грунта. Иногда можно встретить объяснение их химической несовместимости. Остаточная кислота от травящего (кислотного грунта) может помешать нормальному затвердеванию эпоксидного грунта. Это может привести к увеличенному времени сушки и даже проблемам с адгезией. Также встречается объяснение, что компоненты эпоксидного грунта нейтрализуют кислотный и он становится бесполезным.
То есть, если после нанесения эпоксидного грунта можно сразу красить (если нанесённый грунт не имеет дефектов), то по кислотному грунту красить нельзя. Возникает вопрос: «каким грунтом нужно покрыть кислотный грунт?» Большинство производителей в своей технической документации (TDS) пишут, что поверх кислотного грунта можно наносить полиуретановый, либо акриловый грунт. Практически всегда можно встретить предостережение, что эпоксидный грунт нельзя наносить поверх кислотного грунта. Иногда можно встретить объяснение их химической несовместимости. Остаточная кислота от травящего (кислотного грунта) может помешать нормальному затвердеванию эпоксидного грунта. Это может привести к увеличенному времени сушки и даже проблемам с адгезией. Также встречается объяснение, что компоненты эпоксидного грунта нейтрализуют кислотный и он становится бесполезным.
При всём при этом, в технической документации иногда встречаются отступления от такого правила. Компания PPG refinish допускает нанесение эпоксидного грунта на один из своих травящих грунтов (DX1791 Etch primer), в то время как на другой их кислотный грунт (DPX171 Etch primer) запрещается наносить эпоксидный грунт. Судя по всему, дело в разном составе грунтов. У той же компании PPG refinish на их англоязычном сайте можно встретить общую рекомендацию о том, что под эпоксидным грунтом больше не должно быть кислотного грунта (an etch primer is no longer needed under an epoxy primer). «Больше не» употребляется, возможно, потому что раньше рекомендовали обратное. Таким образом, эпоксидный и кислотный грунт не стоит совмещать.
Вопрос о совмещении этих грунтов, скорее всего, может возникать, когда кислотный грунт наносится на въевшиеся остатки коррозии, которые невозможно убрать шлифованием, а эпоксидный грунт предполагается использовать для усиления антикоррозионных свойств. В этом случае для изоляции кислотного грунта нужно использовать акриловый грунт, который нужно просушить, обработать шлифовальной бумагой и нанести эпоксидный грунт.
В этом случае для изоляции кислотного грунта нужно использовать акриловый грунт, который нужно просушить, обработать шлифовальной бумагой и нанести эпоксидный грунт.
Почему же тогда некоторые люди наносили на кислотный грунт эпоксидный и остались довольны результатом? В этом случае, визуально несовместимость может не проявляться. Как было написано выше, возможна нейтрализация свойств кислотного грунта эпоксидным, а также ухудшенная адгезия эпоксидного грунта. То есть, нанося эпоксидный грунт на кислотный, Вы ухудшаете главные преимущества этих двух грунтов.
Какой грунт лучше?
Кислотный грунт использует кислоту, чтобы химически отчистить и протравить металл (микроскопически внедриться в него) для получения поверхности с улучшенной адгезией к последующему вторичному грунту. Он предназначен для нанесения на обычный металл и на поверхности с плохой адгезией (алюминий, гальванизированную сталь и сплавы). Его преимущества в том, что не требуется механическая подготовка металла (шлифование) и он быстро сохнет. Вторичный грунт можно наносить через 15–20 минут после нанесения кислотного грунта. Кислотный грунт может замедлять остаток коррозии, который невозможно убрать шлифованием. Недостатком или особенностью является его слабая защитная функция (антикоррозионная и слабая износостойкость). Также на этот грунт нельзя наносить шпаклёвку (или шпатлёвку, кому как угодно) и не желательно наносить его поверх шпаклёвки.
Его преимущества в том, что не требуется механическая подготовка металла (шлифование) и он быстро сохнет. Вторичный грунт можно наносить через 15–20 минут после нанесения кислотного грунта. Кислотный грунт может замедлять остаток коррозии, который невозможно убрать шлифованием. Недостатком или особенностью является его слабая защитная функция (антикоррозионная и слабая износостойкость). Также на этот грунт нельзя наносить шпаклёвку (или шпатлёвку, кому как угодно) и не желательно наносить его поверх шпаклёвки.
Эпоксидный грунт даёт отличную адгезию, а также антикоррозионную защиту. В отличие от кислотного грунта, перед его нанесением нужно отшлифовать металл, чтобы грунт хорошо держался, так как он имеет механическую адгезию (держится за риски, затекает в поры). Недостатком или скорее особенностью эпоксидного грунта является его длительная сушка. В отличие от кислотного грунта, эпоксидный грунт наносится на любые поверхности, а также на него можно наносить шпаклёвку, акриловый грунт или сразу краску.
Что в итоге? Оба грунта обеспечивают отличную адгезию. Это неоспоримый факт. Кислотный грунт незаменим, если есть незначительные остатки коррозии на металле. В остальном эпоксидный грунт имеет больше преимуществ. Если на ремонтируемом металле нет проблем с коррозией, то можно смело использовать эпоксидный грунт.
Шпатлевка на кислотный грунт
Может ли шпатлевка наноситься поверх травящего (кислотного грунта)? Производители кислотных грунтов не рекомендуют этого делать. Фосфорная кислота в большинстве кислотных грунтов тормозит отверждение шпатлёвки и может вызвать проблемы с адгезией. Шпатлёвку нужно наносить перед нанесением кислотного грунта. Если же на металле осталась коррозия, то нужно нанести кислотный грунт, потом изолировать его акриловым грунтом, потом отшлифовать (но не протереть) для нанесения шпатлёвки.
По поводу нанесения кислотного грунта на шпатлёвку. Хоть и нет необходимости это делать, но бывают случаи, что нужно загрунтовать место, которое рядом со шпатлёвкой. Кислотные грунты могут наноситься на шпатлёвку, которая полностью затвердела (в течение 12 часов). Если же речь идёт о недавно затвердевшей шпатлёвке, то наносить кислотный грунт нельзя.
Что насчёт эпоксидного грунта? На эпоксидный грунт может наноситься шпатлёвка. Для этого грунт должен достичь достаточной степени отверждения.
Мнение эксперта: кислотный или эпоксидный грунт?
«Всем привет! Не так давно, опять столкнулся с вопросом, что лучше, кислотник или эпоксидный грунт. Я так понимаю, что этот вопрос, периодически тревожит людей занимающихся ремонтом.. Но, прежде внесём ясность ху из ху))) Итак. »
Есть три основных грунта:
1) Кислотный 2К (протравливающий, фосфатирующий, реактивный)
2) Эпоксидный 2К
2К — это двух компонентный материал
Кислотный 2К грунт
Применяем на голый чистый металл, либо с остатками коррозии (в порах например)
Кислотный грунт является первичным и в готовом виде представляет собой сложную химическую субстанцию. В результате сложных хим процессов происходящих в грунте после его нанесения мы получаем участок металла покрытый (в зависимости от состава грунта) свинцом или цинком.
Кислотный грунт имеет прекрасную адгезию ко многим основаниям (алюминий, цинк, стеклопластик, сталь и т.д), а также к нему имеют адгезию большинство красок и грунтов (но только тогда, когда он полностью высох ). Гигроскопичен (то есть впитывает влагу)
Эпоксидный 2К грунт
Является также первичным. Наносится на голый чистый металл без следов коррозии. Обладает хорошей «физической» адгезией и химической стойкостью, может выступать в качестве изолятора при ремонте старых ЛКП. Не гигроскопичен (то есть не впитывает влагу)
Акриловый 2К грунт
Выступает в качестве вторичных, ремонтных грунтов. А также является изолятором для некоторых покрытий. Различают наполнительные и выравнивающие грунты (бывают и универсальные). Наносятся на полиэстерные (полиэфирные) материалы и подложки, а также на старые ЛКП. Гигроскопичен.(то есть впитывает влагу)
Шпатлевать по кислотному грунту нельзя! Его надо изолировать. Чем?
Первичный кислотный грунт наносится тонким слоем, так как он не наполняет и имеет низкий рабочий остаток. Сушить и шлифовать его можно но толку тогда от него нет ибо он будет спилен при шлифовке. Поэтому его надо перекрыть мокрый-по-мокрому. И перекрыть его надо акриловым грунтом, так как он не взаимодействует (не вступает в реакцию) с кислотным грунтом в отличии от эпоксидного грунта который вступает в реакцию с кислотным от чего свойства кислотного меняются и он утрачивает свои качества.
Тоже самое произойдёт если на кислотный сверху попадает шпатлёвка с отвердителем. От такого соседства кислотный грунт растворяется этим отвердителем и все первоначальные свойства кислотного будут безвозвратно потеряны!
Вывод.
Кислотный грунт надо перекрывать сверху мокрым по мокрому акриловой грунтовкой после чего дать всему этому высохнуть потом набивать риску и после этого уже наносить эпоксидный грунт или шпаклёвку.
А теперь, простыми словами, почему я предпочитаю эпоксидный грунт… Ответ ужасно прост, ДА ПОТОМУ, ЧТО ЭПОКСИДНИК НЕ ГИГРОСКОПИЧЕН, другими словами, эпоксидник не пропускает и не поглощает воду. Примером является тот факт, что на ледоколах, в качестве грунта используют именно эпоксидный. Вторым плюсом эпоксидника, является его прочность и стойкость к сколам.
Вернёмся к кислотнику, у него есть свои преимущества, но как бы он не был хорош, кислотный грунт гигроскопичен и соответственно, пропускает влагу.
Писать о существенной разнице в принципе работы кислотника как «цинка» основанного на полярности металлов и эпоксидника, как останавливающего грунта с высочайшей адгезией и прочности …не имеет смысла. Это информация для техничек и прочей литературы, которая вызывает сон))))! Думаю, что самые основные причины предпочтения эпоксидника я указал.
Продукция
Бренды
Промышленные полиуретановые краски
Компания «Расцвет» предлагает широкий спектр промышленных полиуретановых красок по выгодной цене. Данный вид красок может быть использован для окраски бетонного пола, для покрытия агрегатов и изделий из металла и других материалов.
Преимущества наших промышленных полиуретановых красок:
-Высокая износостойкость и долговечность
-Устойчивость к вибрационным и ударным нагрузкам
-Высокая химическая стойкость (защита от воздействия растворителей, всех видов спиртов, кратковременного воздействия щелочей и кислот)
-Сохраняется цвет под воздействием ультрафиолета
-Не теряются защитные свойства с течением времени
Промышленные краски по металлу
Полиуретановая краска по металлу обладает высокой степенью стойкости к климатическим воздействиям, а также к прямым контактам с агрессивными химическими средами. Образует покрытие, которое хорошо защищает металл от воздействия воды и препятствует распространению ржавчины. Кроме того металлическая поверхность после обработки краской становится более устойчивой к механическим воздействиям и царапинам.
Особенности полиуретановых красок по металлу:
- Наши краски по металлу не токсичны
- Сохраняют цвет на протяжении всего срока использования
- Эластичность, позволяющая окрашивать тонколистовой гибкий металл
- Экономичный расход
Полиуретановые краски для дерева
Полиуретановые краски по дереву используются для покраски лестниц, мебели, дверей, окон, фасадов, столешниц, деревянных изделий внутреннего и наружного использования, любых деревянных и столярных поверхностей.
Промышленные полиуретановые краски по бетону
Предлагаем купить краску для бетонных покрытий в Оренбурге — надежное средство защиты полов, стен, потолков, любых конструкций из бетона. Подобные покрытия предназначены для использования внутри помещений или снаружи под навесом.
Где применяется краска по бетону:
- склады и ангары
- холодильные и морозильные помещения
- гаражи, автомойки, автосервисы, парковкиторговые площади
- выставочные площади
- жилые и общественные помещения
- объекты сельскохозяйственного назначения
- очистные сооружения и отстойники
- другие объекты
Промышленные покрытия для бетона обладают повышенной износостойкостью, благодаря наличию в своем составе полиуретана. Именно он обеспечивает высокую устойчивость к агрессивным проявлениям и сколообразованию.
Преимущества красок наших красок для бетона:
- Глубокое проникновение в бетон
- Идеальная герметизация и защита от пыли
- Износоустойчивость и прочность
- Эксплуатация при диапазоне температур от -60 °С до +120 °С
- Не токсичны и не имеют запаха
Выбирая промышленную краску для любых поверхностей, обращайтесь в компанию «Расцвет», с нами вы приобретаете не только лучшее покрытие по отличное цене, но и надежного партнера.
Почему запрещают наносить эпоксидный грунт на кислотный?
Почему запрещают наносить эпоксидный грунт на кислотный?
Похожие вопросы
Что представляет и как обрабатывается грунт фирмы -метод
Что делать с стекольным герметиком при окраске
Какие материалы нужны для покраски капота?
Подбор грунтов для покраски оцинкованной детали.
Здраствуйте. Можно или нет шпатлевать небольшие вмятины детали на лакокрасочное покрытие . И если можно то каким образив использовать.
Ответы ( 9 )
Вступает в реакцию и кислотник теряет свои свойства.
Вопрос не в том, можно или нельзя один грунт наносить на другой, а — зачем?
Оба эти грунта предназначены для нанесения на голый металл, но эпоксидный наносится на чистый, а кислотный на металл покрытый ржавчиной. И дополнять друг друга они не могут, да и смысла в этом нет, у каждого из них своя роль, и потом достаточно что один что другой перекрыть обычным акриловым грунтом перед покраской…
Кто запрещает? А если конкретнее то вот ответ — https://www.drive2.com/c/1683059/
Прочти и все станет ясно.
Все зависит от производителя некоторые производители не запрещают см. Техничку на материал (сам таких не видел, но говорят что есть). Вопрос в другом Вы нанесли кислотный грунт для протравливания материала. И тут есть варианты: 1 Кислотный грунт предназначен для улучшения адгезии алюминиевых и оцинкованных деталей, перекрываем акриловым (на мокрую) чтобы отвердитель шпатлевки не вступил в реакцию с компонентами кислотного грунта, шпатлюем, трем (и уже не протираем кислотный грунт), перекрываем шпатлевку акриловым, подготавливаем, красим. 2 Кислотный грунт создает защитное покрытие и улучшает адгезию на стальных деталях, перекрываем акриловым (на мокрую) чтобы не взаимодействовали между собой компоненты кислотного и эпоксидного грунтов, шпатлюем, перекрываем шпатлевку акриловым грунтом, подготавливаем, красим.
На деталях без коррозии и без ее очагов (да такие тоже бывают, в смысле детали, например, после пескоструя) наносим эпоксидный грунт, затем шпатлевка, акриловый грунт, краска
Вариант который не видел, но говорят, что есть: кислотный, эпоксидный, шпатлевка, акриловый, краска
В целом всё верно Николай, но я что то сомневаюсь в существовании кислотных и эпоксидных грунтов совместимых друг с другом, но разве что химические составы в них изменены для «нейтральности»…
Но тогда можно ли их считать в полной мере теми, за которых они себя выдают?
Да и вообще какой практический смысл наносить эпоксидник на кислотник? Для разделительного слоя перед следующими покрытиями? Но для этого существует акриловый грунт…
Для создания водонепроницаемой плёнки к металлу? Но с этой функцией справляется акриловая краска или лак…
Честно, я сам не понимаю зачем наносить эпоксидный грунт поверх кислотного. На алюминиевых деталях использовать эпоксидный грунт не вижу смысла (может кто поправит, научит буду рад), а на стальных (как по мне), так лучше вычистить все до чистого металла, вырезать, приварить и быть уверенным в детали и сразу нанести эпоксидный грунт.
P.S. А преподносится что при сколах или глубоких царапинах краски, или лака с базой защитную функцию от влаги берет на себя эпоксидный грунт. Так то оно так, но почему то сколы на передней кромке капота, арках, порогах получаются сразу до металла.
Случай из жизни: одна девушка все сколы которые получались на ее автомобиле закрашивала лаком для ногтей, подобранным в цвет ее авто.
Cо сколами на капоте, особенно ржавыми, у меня разговор маленький: их сдираю до металла, кислотный грунт, акриловый грунт, и краска… а эпоксидный у меня как то не прижился…
… пример Лексуса RX недельной давности:
окраска методом электроосаждения – ООО НПО «Лакокраспокрытие»
Уже более 50-ти лет в промышленной окраске металлических изделий применяется технология электроосаждения. С начала 1960-х годов, кода были изучены возможности нанесения электроосаждением водных растворов ЛКМ, получила развитие технология анодного электроосаждения (анафорез) и с середины 1970-х катодного электроосаждения (катафорез). В зависимости от назначения окрашиваемого изделия можно говорить о выборе метода анафореза или катафореза. Наиболее распространённая сфера применения окраски электроосаждением – катафорезное грунтование.
Катафорезное грунтование применяется во всех областях машиностроения, приборостроения, сельхозмашиностроения, в производстве бытовой техники и других отраслях.
Катафорезное грунтование имеет ряд существенных преимуществ:
· Максимальная механизация и автоматизация процесса окраски
· Получение равномерного слоя ЛКП по толщине
· Очень высокая коррозионная защита. Более 1000 часов в камере соляного тумана
· Высокая твёрдость покрытия
· Высокая защита углов и кромок металла
· Окраска скрытых полостей изделий сложной конфигурации
· Высокая производительность
· Максимальная экономическая выгода
· Снижение вредных выбросов в окружающую среду
· В зависимости от назначения компонента возможно формирование финишного покрытия ЛКП
Недостатком можно назвать тот факт, что самостоятельное покрытие, полученное в результате катафорезного грунтования, не обладает достаточной защитой от ультрафиолетового излучения. Для этого большинство проектов окрасочных линий предусматривают технологию финишной окраски жидкими или порошковыми ЛКМ.
Важным этапом процесса катафорезного грунтования является подготовка поверхности. Выбор технологии подготовки поверхности определяется видом окрашиваемого металла и группой лакокрасочного материала, а также условиями эксплуатации окрашенного изделия. Для всех типов стали применяется фосфатирование, в некоторых случаях с травлением кислотным или нейтральным, для алюминия применяется обработка кислыми или щелочными растворами, для сплавов магния также фосфатирование и оксидирование. Тенденцией последних лет стало применение технологии нейтрального травления для удаления с поверхности стали окислов образованных после лазерного раскроя или сварки. В зависимости от требований к коррозионной стойкости ЛКП для стали применяется щелочное фосфатирование (железофосфатирование), цинкфосфатирование. Для компонентов с требованиями к ЛКП по коррозионной стойкости более 1000 часов в камере соляного тумана применяется цинкфосфатирование с пассивацией.
Процесс осаждения ЛКМ на подготовленную поверхность металла проводится в ванне электроосаждения. Сложный технологический процесс должен сопровождаться контролем следующих параметров:
Постоянное перемешивание для предотвращения седиментации — осаждения пигментов и наполнителей в ванне, наполненной низковязким ЛКМ. Для предотвращения седиментации её содержимое нужно энергично перемешивать. Обычно это делают с применением внешнего контура с перекачивающими насосами и форсунками, расположенными на дне ванны. Требуется обеспечивать перемешивание 3-4 объёмов ванны в час.
Контроль концентрации ЛКМ ванны. При более низких концентрациях процесс электроосаждения может не проходить, а при более высоких могут возникать дефекты.
Контроль времени осаждения ЛКМ. В зависимости от используемых ЛКМ время осаждения влияет на толщину покрытия, но до определённых поставщиком грунтов пределах. При увеличении времени осаждения толщина покрытий возрастает до определенного предела. Дальнейшая выдержка окрашиваемых изделий в ванне практически не приводит к увеличению толщины, что связано с изолирующими свойствами осажденного покрытия.
Контроль кислотности (pH) ЛКМ. Для каждого ЛКМ определяется свой интервал и предел рН. Только при значениях в определённых пределах проходит нормальный процесс электроосаждения ЛКМ.
Контроль напряжения ванны. С ростом напряжения до определенного значения увеличивается скорость осаждения и толщина покрытия. При превышении этого значения на покрытиях возникают дефекты.
Контроль температуры ЛКМ. Для обеспечения высокого качества ЛКП температуру в окрасочной ванне необходимо поддерживать в строго ограниченном интервале. Контур охлаждения предотвращает повышение температуры в ванне, которое происходит за счёт электрического тока или за счёт окунания в ванну нагретых в процессе подготовки поверхности окрашиваемых деталей.
Ванна для окунания должна быть приспособлена к размерам и форме окрашиваемых деталей, а также к другим условиям. Она, как правило, защищена электроизоляционным слоем.
Установка катафорезного грунтования оснащена:
· Электродами для нанесения ЛКП
· Контурами для поддержания стабильности и качества ванны
· Системой подачи и пополнения ЛКМ
· Системой промывки и очистки
· Транспортной системой
· Системой энергоснабжения
· Системой аварийного энергоснабжения
· Системой фильтрации
· Системой диализа
· Системой ультрафильтрации
Система ультафильтрации. Основная цель ультрафильтрации — получение достаточного количества ультрафильтрата, чтобы уменьшить количество липкого нескоагулированного материала на стадии промывки. Ультрафильтрация может также быть использована для удаления различных низкомолекулярных загрязнений, которые скапливаются в жидкой среде окрасочной ванны.
После окраски изделия промывают. В современных установках промывка окрашенных деталей от захваченного материала осуществляется по каскадному принципу, т.е. многостадийная, с применением всё более чистой жидкости для промывки на каждой последующей стадии вплоть до ультрафильтрата. При получении высококачественных ЛКП обычно требуется окончательная промывка обессоленной водой.
После промывки детали обдувают горячим воздухом для удаления капель воды и подвергают горячей сушке. Режим сушки зависит от вида нанесенного лакокрасочного материала.
Транспортная система. При окрашивании электроосаждением транспортная система выполняет функцию как перемещения деталей, так и подачи энергии. Последнее может быть обеспечено через конвейер или посредством кабеля, подсоединённого к окрашиваемому объекту. Подключение к токопроводящему рельсу осуществляется через скользящие контакты.
Важным фактором при проектировании установки окраски электроосаждением является защита ванны от грязи и пыли, падающей с транспортной системы и попадающей из цеха.
Это лишь тезисное описание технологии и установки катафорезного грунтования. Проработка технологии и проектрирование специализированного оборудования требует высокой квалификации и многолетнего опыта работы в области производства окрасочных линий. НПО «Лакокраспокрытие», работающее в области промышленной окраски с 1960-го года, в партнёрстве с европейскими компаниями разрабатывает технологию, проектирует и производит оборудование катафорезного грунтования для окрасочных производств предприятий самых различных отраслей. Специалисты-технологи помогут подобрать и отладить процесс, наиболее полно отвечающий требованиям конкретного заказчика, включая выбор ЛКМ. НПО «Лакокраспокрытие» обеспечивает поставку «под ключ», обучение персонала и дальнейшее гарантийное и постгарантийное обслуживание оборудования для катафореза.
Вернуться в список
Катафорезное грунтование: что это такое, преимущества
Катафорезная грунтовка используется в абсолютно всех сферах машиностроения, приборостроения, сельхозмашиностроения, в изготовлении электробытовой технической и иных отраслях.Преимущества катафорезного грунтования
• Предельное механизирование и автоматизирование хода окраски;
• Приобретение однородного покрова ЛКП по толщине;
• Весьма значительная коррозийная стойкость после грунтования конструкции. Свыше 1000 часов в соляной камере;
• Значительная твёрдость покрытия;
• Большая защита углов и кромок металла;
• Покраска тайных плоскостей детали непростой формы;
• Большая производительность;
• Наибольшая финансовая выгода;
• Сокращение вредоносных выбросов;
• В связи от направления элемента допустимо развитие финишного напыления ЛКП.
Недостатком возможно охарактеризовать то обстоятельство, что самостоятельное напыление, приобретенное в следствии катафорезного грунтования, никак не обладает необходимой защитой от ультрафиолетового испускания. Для данного основная масса проектов покрасочных направлений учитывают технологию финишной окраски водянистыми либо порошковыми ЛКМ.
Установка катафорезного грунтования оборудована
• Электродами с целью покрытия ЛКП
• Контурами для укрепления устойчивости и особенности ванны
• Режимом подачи и пополнения ЛКМ
• Режимом помывки и очистки
• Автотранспортной системой
• Режимом энергоснабжения
• Режимом аварийного энергоснабжения
• Режимом фильтрации
• Режимом диализа
• Режимом ультрафильтрации
Заводской грунт новых кузовных панелей автомобиля
Новые детали кузова автомобиля, в большинстве случаев, имеют чёрное покрытие. Это заводской грунт. Если кузовная панель оригинальная (OEM) или от сертифицированного производителя, то она покрыта так называемым катафорезным грунтом, нанесённым методом электроосаждения.
На заводе деталь проходит несколько этапов обработки. Сначала обезжиривается, фосфатируется потом покрывается грунтом с помощью электроосаждения в специальном резервуаре. В итоге образовываются фосфатная и полимерная защитные плёнки. После нанесения, заводской грунт «запекается» при температуре от 150 до 200 градусов по Цельсию. От этого он полностью полимеризуется и становится более прочным и химически инертным. По составу катафорезный грунт является в большинстве случаев эпоксидным и представляет собой хорошее защитное антикоррозионное покрытие.
Более дешёвые кузовные детали могут иметь транспортировочный грунт, который не является стойким защитным покрытием и подлежит удалению.
Катафорезный грунт на поверхности кузовной панели имеет очень тонкий слой. Он обладает следующими преимуществами:
- Имеет прочную связь с металлической поверхностью.
- Слой грунта получаемый в заводских условиях электроосаждением получается очень ровным и равномерным (везде имеет одинаковую толщину ) на всей поверхности.
- Грунтом покрыты вся деталь, включая скрытые полости.
- В покрытии не содержится никаких лишних примесей.
- Обладает антикоррозионными и адгезионными свойствами.
Как понять, каким грунтом покрыта деталь?
Визуально катафорезный грунт имеет матовое покрытие со слабым глянцем. Если покрытие матовое, не имеет никакого глянца или имеет достаточно сильный глянец, то, скорее всего, не является катафорезным грунтом.
Для определения типа грунта намочите тряпку растворителем (646, 647 или ацетоном) и положите на поверхность новой кузовной детали. Подождав 10 минут, нужно убрать тряпку и посмотреть на результат воздействия растворителя. Если покрытие никак не изменилось и не оставило на тряпке следов, то, с большой долей вероятность, оно является качественным катафорезным грунтом. Если же возникло отслоение покрытия, то такой грунт не является катафорезным грунтом и не будет служить хорошим основанием для лакокрасочного покрытия.
Как подготовить под покраску деталь с заводским грунтом?
Сомнительный грунт лучше убирать до чистого металла шлифованием. Далее можно распылить первичный и вторичный грунты и красить.
Качественный катафорезный грунт, при условии его целостности и отсутствия дефектов, можно оставить на детали.
Производители лакокрасочных материалов рекомендуют сверху катафорезного наносить вторичный грунт, благодаря чему увеличивается адгезия и меньше появляются сколы при эксплуатации. Можно использовать акриловый двухкомпонентный грунт. Заводской грунт шлифуется абразивами P240 – P320, обезжиривается и грунтуется. Дополнительным преимуществом грунтования поверх заводского грунта является применение грунта, имеющего цвет, схожий с цветом краски, которой будет покрываться деталь. В итоге уйдёт меньшее количество краски. При этом нужно понимать, что иногда производители рекомендуют то, что удорожает ремонт и без чего можно обойтись.
Многие мастера, с которыми я общался, много раз подряд красили поверх заводского грунта, предварительно подготовив его под покраску, и из-за этого не возникало проблем.
Они считают, что если на поверхности настоящий катафорезный грунт, то такое покрытие можно обработать скотч-брайтом или другим абразивом под покраску, обезжирить и красить. Настоящий катафорезный грунт держится на поверхности очень хорошо и шлифуется тяжело. Он имеет более прочную связь с поверхностью, чем эпоксидный грунт, нанесённый краскопультом.
Некоторые сервисные центры, чтобы соблюсти регламент и дать длительную гарантию на свою работу, шлифуют заводской грунт до чистого металла и далее наносят первичный и вторичный грунт, после чего подготавливают поверхность и красят.
В итоге можно сказать, что если заводской грунт хорошего качества, деталь не имеет следов ржавчины, то не имеет смысла его убирать. Таким образом, Вы сэкономите время, сохраните фосфатную заводскую плёнку и оставите дополнительную антикоррозионную защиту в виде катафорезного грунта. Как было написано выше, не лишним будет нанести сверху вторичный акриловый грунт, колерованный под краску, которой будет окрашиваться деталь. Так, Вы как минимум получите пользу в виде экономии расхода краски.
Печатать статью
Ещё интересные статьи:
Что такое катафорез? — FAI Auto
Мы часто говорим о покрытии Cataphoretic на наших деталях рулевого управления и подвески, но что это такое и почему мы его используем?
Что такое катафорез?
Катафорез — это процесс нанесения на металлы гальванических покрытий для придания им высокой устойчивости к атмосферным воздействиям. В случае наших деталей рулевого управления и подвески это электроосаждение краской различных компонентов рулевого управления. Это покрытие увеличивает антикоррозионные свойства деталей и является стандартом для автозапчастей, где требуется полная и оптимальная защита от ржавчины.
Как это применяется?
Катафорез — это метод нанесения органических покрытий, при котором для нанесения краски на деталь или собранное изделие используется электрический ток. Благодаря своей способности покрывать даже самые сложные детали и собранные изделия с особыми требованиями к рабочим характеристикам, катафорез используется во многих отраслях в качестве средства для нанесения покрытий на изделия различных категорий, таких как: сельскохозяйственное оборудование, бытовые приборы, автомобили, автомобильные детали, морские компоненты, трансформеры, металлическая офисная мебель, газонное и садовое оборудование и мебель, крепежные детали, отделочные приборы, приспособления и многое другое.
| В предварительной обработке детали очищены и покрыты фосфатом. Очистка и фосфатирование необходимы для получения желаемой отделки. Фосфаты железа и цинка чаще всего используются в этом процессе либо в окрасочной камере, либо в погружении. | |
| Бак для погружения содержит 80-90% деионизированной воды и 10-20% твердых частиц краски. Вода действует как переносчик твердых частиц краски. Твердые вещества краски представляют собой пигмент и смолу. Именно смола обеспечивает антикоррозийную защиту финишной окраске. | |
| Во время процесса катафореза величина напряжения определяет толщину лакокрасочного покрытия. Твердые частицы краски будут прилипать к детали при выходе из емкости для окунания и удаляются в емкости для ополаскивания. Промытые твердые частицы краски возвращаются в процесс для обеспечения оптимальной эффективности / покрытия. | |
| После ополаскивания детали переместить в духовку. Духовка отверждает краску для обеспечения максимальной производительности. Печи для выпечки работают при температуре от 82 ° C до 180 ° C в зависимости от системы. |
Одна из наших основных ценностей — лучшее качество. Катафорезное покрытие укрепляет и усиливает качество продукта, который мы предлагаем нашим клиентам. Этот процесс защищает детали от попадания соли, грязи и воды, увеличивая прочность и долговечность, соответствуя и превосходя спецификации оригинального производителя.
Мы очень гордимся нашим качеством и широким ассортиментом.
Типы почв
Почва представляет собой смесь песка, гравия, ила, глины, воды и воздуха.Суммы этих ингредиенты, которые определяют его «сцепляемость» или то, насколько хорошо почва будет держаться вместе. Связный грунт не крошится. Его легко формовать во влажном состоянии, а в высыхании — трудно разложить. Глина — это очень мелкозернистая почва, очень связная. Песок и гравий конечно зернистые почвы, имеющие небольшую связность и часто называемые зернистыми . Вообще говоря, чем больше глины в выкапываемой почве, тем лучше стены траншеи выдержат.
Еще одним фактором связности почвы является вода. Почва, заполненная водой, называется насыщенный . Насыщенная почва плохо держится и особенно опасна при выемке грунта Работа. Однако может быть и обратное. Почва, в которой мало или совсем нет воды он или сушка в духовке , может легко крошиться и не будет держаться вместе при выемке грунта.
Почва тяжелая. Кубический фут может весить до 114 фунтов, а кубический ярд может весит более 3000 фунтов — столько же, сколько пикап! Большинство рабочих не осознают сила, которая поразит их, когда произойдет обвал. Человек, похороненный всего на несколько футов почвы может испытывать достаточное давление в области груди, чтобы предотвратить легкие расширение.Удушение может наступить всего за три минуты. Более тяжелые почвы может раздавить и исказить тело за считанные секунды. Неудивительно, что окопные аварии влекут за собой так много смертей и неизлечимых травм.
OSHA классифицирует почвы по четырем категориям: Solid Rock, Тип A, Тип B и Тип C. Solid Rock является наиболее устойчивым, а грунт типа C — наименее устойчивым.Почвы набраны не только по тому, насколько они сплочены, но и по условиям, в которых они находятся. При рытье траншеи устойчивая порода практически недостижима. Это потому что выемка породы обычно требует бурения и взрывных работ, которые разрушают рок, делая его менее устойчивым.
Почва типа A может быть глиной, илистой глиной или песчаной глиной.
Грунт не может считаться типом А, если он имеет трещины (трещины) или существуют другие условия, которые могут отрицательно влияют на нее, например:
- подвержен вибрации от интенсивного движения, забивки свай или аналогичных воздействий
- ранее были нарушены / раскопаны
- , где он является частью слоистой системы, где менее устойчивая почва находится в нижней части раскопки с более устойчивыми почвами наверху.
- с учетом других факторов, которые могут сделать его нестабильным, например, наличие земли вода или условия замораживания и оттаивания.
Многие сотрудники, отвечающие за соблюдение OSHA, считают, что строительное оборудование на площадке создает достаточно вибраций, чтобы любой почве не было присвоено значение «А».Если колебания могут быть почувствовал, стоя рядом с раскопками, компетентный человек должен рассмотреть возможность понижения Тип почвы для типа B или C.
Грунты типа B включают как связные, так и несвязные грунты. Это илы, супеси, средние глины и неустойчивые породы. Почвы, которые могут классифицируются как A, но имеют трещины или подвержены вибрации, также могут быть классифицированы как почвы типа «Б».
Почвы типа C являются наиболее нестабильными (и, следовательно, наиболее опасными) из четырех типы. Их легко узнать по постоянному осыпанию стенок раскопки. Если почва затоплена или вода просачивается по бокам котлована, это, вероятно, почва марки «С». Почва может быть отнесена к типу C, если в грунте вырывается котлован. «слоистые» почвы, где разные типы почв лежат друг на друге.Когда нестабильный Тип почвы находится под стабильным типом почвы в выемке, самое слабое звено скоро уступить дорогу.
Во многих строительных проектах грунт, который выкапывают, был ранее нарушенным . Это означает, что почва выкапывалась или перемещалась в прошлом. Это еще один фактор грамотный человек должен учитывать при наборе почв.Ранее нарушенные почвы редко такой же прочный, как ненарушенная почва, и обычно относится к почве «C». Ранее беспокоили почва обычно находится над существующими коммуникациями, такими как вода, канализация, электрические и газовые линии. Это делает работу вокруг этих утилит более опасной из-за нестабильности характер почвы. Большая часть работ на раскопках ведется на полосах отвода, где почва почти всегда относится к типу C.Из-за того, где мы копаем, это важно понимать, что после того, как почва была выкопана, она никогда не будет возвращена к тому, как это было естественно сформировано.
Согласно подразделу P 1926 г., Приложение A (c) (2), компетентное лицо должно типировать почвы, используя как минимум один тест visual и один ручной тест . Визуальный тест может включать осмотр почвы по мере ее удаления и осмотр куча отвалов, а также цвет и состав стен раскопок.Ручной тест означает работа с почвой либо руками, либо инструментом, предназначенным для измерения прочность почвы. Например, если можно раскатать землю в руках в длинный «червяк» или ленты, почва является связной и может быть классифицирована как A или B, в зависимости от других условия. Одним из полезных инструментов для измерения прочности грунта является пенетрометр . Когда вы вдавливаете этот инструмент в образец почвы, он измеряет его неограниченное сжатие. прочность в тоннах на квадратный фут (тсф).
Независимо от используемых методов, типирование почв должно выполняться компетентным лицо до входа в раскоп . Чем слабее почва, тем больше потребность в защитных системах.
Примечание. Если вы не уверены в типе почвы, ВСЕГДА принимайте грунт типа C.
определение катафоры по The Free Dictionary
В отличие от этого, прямой поиск используется для устранения корреляционных связей катафоры.Один из таких примеров: «Я бы никогда не поверил этому». (183) Другая компания, Cataphora, изучает внутрикорпоративные коммуникации, анализируя образцы данных, будь то слова или программный код, и определяя, какие сотрудники являются «лидерами мнений» (людьми, чьи слова или рабочий продукт копируются или цитируются чаще всего) и «сетевых кураторов» (тех, кто воспринимает ценный контент и делится им с другими). Кроме того, сосредоточение внимания на тексте, который появляется только на уровне предложения, создает большие трудности для обеспечения точного и беглого перевода который придерживается связных и контекстуальных норм целевого языка, где, например, общие языковые устройства связности, такие как анафора и катафора, обычно работают на уровне абзаца и документа.Другая введенная им категория эндофорных ссылок — это катафора. Эта эндофорическая ссылка относится к предстоящему референту в развернутом тексте. То есть, она соответствует тому, как информация (содержание) вводится в дискурс «со ссылкой на концептуальную пару анафора и катафора. (…) В таком случае информация подтверждается как O [ld] или N [ew] не знанием о ней, а самим способом ее обработки в дискурсе »(Wlodarczyk & Wlodarczyk 2008: 119). Другой вид ссылки, где местоимение сначала дается, а затем остается в неизвестности относительно его личности, которая раскрывается позже, известна как катафора (т.д. Другая компания Кремниевой долины, Cataphora, называет себя «мировым авторитетом в области влияния личного и организационного поведения, о чем свидетельствует использование электронных средств массовой информации». У компании есть интересное демонстрационное приложение под названием Digital Mirror (www.cataphora.com). Элизабет Чарнок, автор книги E-Habits: What You Must Do to Optimize Your Professional Digital Presence и генеральный директор компании цифровой аналитики Cataphora, предлагает новую Возможности карьерного роста растут для тех, кто поможет вам управлять своим онлайн-имиджем, исправляя ваши промахи.НЬЮ-ЙОРК: Предположим, группа рабочих часто общается между собой, а затем внезапно один из них перестает использовать все «копии». «Возможно, они планируют неожиданную вечеринку по случаю дня рождения», — говорит Элизабет Чарнок, чья компания Cataphora анализирует почтовый трафик и контент, а также другие документы, в первую очередь для клиентов, участвующих в судебных процессах и раскрытии преступлений. ЭЛИЗАБЕТ ЧАРНОК — генеральный директор Cataphora Inc., расположенного в Редвуд-Сити, Калифорния, поставщика программного обеспечения для аналитики и анализа расследований.почвы | Определение, значение, профиль, состав и факты
Почвы сильно различаются по своим свойствам из-за геологических и климатических изменений на расстоянии и во времени. Даже простое свойство, такое как толщина почвы, может варьироваться от нескольких сантиметров до многих метров, в зависимости от интенсивности и продолжительности выветривания, эпизодов осаждения и эрозии почвы и закономерностей эволюции ландшафта. Тем не менее, несмотря на эту изменчивость, почвы обладают уникальной структурной характеристикой, которая отличает их от простых земных материалов и служит основой для их классификации: вертикальная последовательность слоев, образованная совместным действием просачивающихся вод и живых организмов.
Профиль подзолистой почвыПрофиль подзолистой почвы из Ирландии, демонстрирующий обесцвеченный слой, из которого были выщелочены гумус и оксиды металлов и впоследствии отложились в обычно красноватом горизонте ниже.
© ISRIC, www.isric.nl Получите эксклюзивный доступ к контенту из нашего первого издания 1768 с вашей подпиской. Подпишитесь сегодняЭти слои называются горизонтами, и полная вертикальная последовательность горизонтов составляет почвенный профиль (см. Рисунок). Почвенные горизонты определяются особенностями, отражающими почвообразовательные процессы.Например, самый верхний слой почвы (не считая поверхностной подстилки) называется горизонтом А. Это выветренный слой, который содержит скопление гумуса (разложившееся, темное, богатое углеродом вещество) и микробную биомассу, которая смешивается с мелкозернистыми минералами с образованием агрегатных структур.
Профиль почвыПрофиль почвы, показывающий основные слои от горизонта O (органический материал) до горизонта R (уплотненная порода). Педон — это наименьшая единица земной поверхности, которую можно использовать для изучения характерного почвенного профиля ландшафта.
Encyclopædia Britannica, Inc.Ниже A находится горизонт B. В зрелых почвах этот слой характеризуется скоплением глины (мелкие частицы диаметром менее 0,002 мм [0,00008 дюйма]), которые либо отложились из просачивающихся вод, либо выпали в результате химических процессов с участием растворенных продуктов выветривания. Глина наделяет горизонты B множеством разнообразных структурных особенностей (блоков, столбцов и призм), образованных из мелких частиц глины, которые могут быть связаны вместе в различных конфигурациях по мере развития горизонта.
Ниже горизонтов A и B находится горизонт C, зона небольшого накопления гумуса или развития структуры почвы или отсутствия такового. Горизонт C часто состоит из рыхлого материнского материала, из которого сформировались горизонты A и B. Он лишен характерных черт горизонтов А и В и может быть либо относительно невыветренным, либо глубоко выветренным. На некоторой глубине ниже горизонтов A, B и C залегает консолидированная порода, составляющая горизонт R.
Эти простые буквенные обозначения дополняются двумя способами (см. Таблицу буквенных обозначений почвенного горизонта).Сначала определяются два дополнительных горизонта. Подстилка и разложившееся органическое вещество (например, останки растений и животных), которые обычно лежат на поверхности земли над горизонтом A, обозначаются как горизонт O, тогда как слой непосредственно под горизонтом A, который подвергался интенсивному выщелачиванию (то есть медленно вымывается от определенного содержимого под действием просачивающейся воды) получает отдельное обозначение E горизонт, или зона элювиации (от латинского ex «из» и lavere «для промывания»).Развитию горизонтов E способствуют обильные осадки и песчаный материнский материал — два фактора, которые помогают обеспечить обширную просачивание воды. Твердые частицы, потерянные в результате выщелачивания, откладываются в горизонте В, который в таком случае можно рассматривать как зону иллювиации (от латинского il , «in» и lavere ).
| Буквенные обозначения горизонта почвы | |
|---|---|
| Базовые обозначения для поверхностных горизонтов | |
| O | органический горизонт, содержащий подстилку и разложившееся органическое вещество |
| А | Минеральный горизонт, затемненный скоплением гумуса |
| Базовые обозначения геологических горизонтов | |
| E | Минеральный горизонт светлее горизонта А или О и обеднен глинистыми минералами |
| AB или EB | переходный горизонт больше похож на A или E, чем на B |
| BA или BE | переходный горизонт больше похож на B, чем на A или E |
| B | Накопленная глина и гумус ниже горизонта А или Е |
| BC или CB | переходный горизонт от Б до С |
| С | Рыхлый грунт ниже горизонта А или В |
| R | уплотненная порода |
| Добавлены суффиксы для обозначения особенностей горизонтов | |
| a | сильно разложившееся органическое вещество |
| б | погребенный горизонт |
| c | Конкреции или твердые узелки (железо, алюминий, марганец или титан) |
| e | Органическое вещество промежуточного разложения |
| f | мерзлый грунт |
| г | серый цвет с сильными пятнами и плохим дренажем |
| ч | накопление органических веществ |
| i | органическое вещество слаборазложенное |
| к | скопление карбоната |
| м | цементация или уплотнение |
| n | накопление натрия |
| o | Накопление оксидов железа и алюминия |
| п | Вспашка или другое нарушение антропогенного характера |
| q | накопление кремнезема |
| r | Выветренная или мягкая коренная порода |
| с | Накопление оксидов металлов и органических веществ |
| т | скопление глины |
| в | плинтит (материал недр, обогащенный твердым железом) |
| Вт | проявление цвета или структуры |
| x | характер фрагипана (высокая плотность, хрупкость) |
| л | Накопление гипса |
| z | накопление солей |
Комбинированная последовательность горизонтов A, E, B называется солумом (лат. «Пол»).Солум является истинным очагом почвообразовательных процессов и основной средой обитания почвенных организмов. (Переходные слои, имеющие промежуточные свойства, обозначаются двумя буквами соседних горизонтов.)
Второе усовершенствование номенклатуры почвенных горизонтов (также показанное в таблице) — это использование суффиксов в нижнем регистре для обозначения особенностей, которые важны для развитие почвы. Наиболее распространенные из этих суффиксов применяются к горизонту B: г для обозначения пятнистости, вызванной переувлажнением, h для обозначения иллювиального накопления гумуса, k для обозначения карбонатных минеральных осадков, o для обозначения остаточных оксидов металлов , s для обозначения иллювиального накопления оксидов металлов и гумуса и t для обозначения накопления глины.
Педоны и полипедоны
Почвы — естественные элементы выветренных ландшафтов, свойства которых могут варьироваться в пространстве. Однако для научных исследований полезно рассматривать почвы как объединения модулей, известных как педоны. Педон — это мельчайший элемент ландшафта, который можно назвать почвой. Его предел глубины — это несколько произвольная граница между почвой и «не почвой» (например, коренной породой). Его поперечные размеры должны быть достаточно большими, чтобы позволить изучить любые существующие горизонты — как правило, площадь от 1 до 10 квадратных метров (от 10 до 100 квадратных футов), с учетом того, что горизонт может иметь переменную толщину или даже прерывистый.Если горизонты цикличны и повторяются с интервалом от 2 до 7 метров (от 7 до 23 футов), педон включает половину цикла. Таким образом, каждый педон включает в себя диапазон изменчивости горизонта, который происходит на небольших площадях. Если цикл меньше 2 метров или все горизонты непрерывны и имеют одинаковую толщину, площадь педона составляет 1 квадратный метр.
Почвы встречаются в ландшафте как группы похожих педонов, называемых полипедонами, которые имеют достаточную площадь, чтобы считаться таксономической единицей.Полипедоны ограничены снизу «непочвой» и сбоку педонами разного качества.
ГЛАВА 2 — ПОЧВА И ВОДА
ГЛАВА 2 — ПОЧВА И ВОДА2.1 Почва
2.2 Поступление воды в почву
2.3 Состояние влажности почвы
2.4 Доступная влажность
2.5 Уровень грунтовых вод
2.6 Водная эрозия почвы
2.1.1 Состав почвы
2.1.2 Профиль почвы
2.1.3 Текстура почвы
2.1.4 Структура почвы
2.1.1 Состав почвы
Когда сухая почва раздавливается рукой, можно увидеть, что она состоит из всевозможных частиц разного размера.
Большинство этих частиц образуются в результате разложения горных пород; их называют минеральными частицами. Некоторые происходят из остатков растений или животных (гниющие листья, кусочки костей и т. Д.), их называют органическими частицами (или органическими веществами). Кажется, что частицы почвы касаются друг друга, но на самом деле между ними есть промежутки. Эти пространства называются порами. Когда почва «сухая», поры в основном заполнены воздухом. После полива или дождя поры в основном заполняются водой. Живой материал находится в почве. Это могут быть живые корни, а также жуки, черви, личинки и т. Д. Они способствуют аэрации почвы и тем самым создают благоприятные условия для роста корней растений (рис.26).
Рис. 26. Состав почвы
2.1.2 Профиль почвы
Если вырыть яму в почве глубиной не менее 1 м, можно увидеть различные слои, разные по цвету и составу. Эти слои называются горизонтами. Эта последовательность горизонтов называется профилем почвы (рис. 27).
Рис. 27. Профиль почвы
Очень общий и упрощенный профиль почвы можно описать следующим образом:
а.Пахотный слой (толщина от 20 до 30 см): богат органическими веществами и содержит много живых корней. Этот слой подлежит подготовке почвы (например, вспашка, боронование и т. Д.) И часто имеет темный цвет (от коричневого до черного).г. Глубокий пахотный слой: содержит меньше органических веществ и живых корней. Этот слой практически не подвержен нормальным подготовительным работам. Цвет более светлый, часто серый, а иногда пестрый с желтоватыми или красноватыми пятнами.
г. Подземный слой: почти нет органических веществ или живых корней.Этот слой не очень важен для роста растений, так как до него доходят лишь несколько корней.
г. Слой материнской породы: состоит из породы, в результате разложения которой образовалась почва. Эту породу иногда называют материнским материалом.
Глубина различных слоев сильно различается: некоторые слои могут вообще отсутствовать.
2.1.3 Текстура почвы
Минеральные частицы почвы сильно различаются по размеру и могут быть классифицированы следующим образом:
Название частиц | Пределы размеров в мм | Отличить невооруженным глазом |
гравий | больше 1 | очевидно |
песок | от 1 до 0.5 | легко |
ил | от 0,5 до 0,002 | еле |
глина | менее 0,002 | невозможно |
Количество песка, ила и глины, присутствующих в почве, определяет ее структуру.
На крупнозернистых почвах: преобладает песок (песчаные почвы).
В почвах средней текстуры: преобладает ил (суглинистые почвы).
В мелкозернистых почвах: преобладает глина (глинистые почвы).
В поле текстуру почвы можно определить, потерев почву между пальцами (см. Рис. 28).
Фермеры часто говорят о легких и тяжелых почвах. Грунт с крупной текстурой является легким, потому что с ним легко работать, а с мелкозернистым грунтом — тяжелым, потому что с ним трудно работать.
Выражение, используемое фермером | Выражения, используемые в литературе | |
свет | песчаный | грубая |
средний | суглинистый | средний |
тяжелая | глинистый | штраф |
Текстура почвы постоянная, фермер не может ее изменить или изменить.
Рис. 28а. Грунт крупнозернистый. — песчаный. Отдельные частички рыхлые и разваливаются в руке даже во влажном состоянии.
Рис. 28б. Грунт средней текстуры в сухом состоянии кажется очень мягким (как мука). Его можно легко отжать во влажном состоянии, и он станет шелковистым.
Рис. 28c. Грунт с мелкой текстурой прилипает к пальцам во влажном состоянии и может образовывать шар при нажатии.
2.1.4 Структура почвы
Структура почвы означает группировку частиц почвы (песок, ил, глина, органические вещества и удобрения) в пористые соединения. Это так называемые агрегаты. Структура почвы также относится к расположению этих агрегатов, разделенных порами и трещинами (рис. 29).
Основные типы агрегатов показаны на рис. 30: гранулированная, блочная, призматическая и массивная структура.
Рис. 29. Структура почвы
Находясь в верхнем слое почвы, массивная структура блокирует вход воды; прорастание семян затруднено из-за плохой аэрации.С другой стороны, если верхний слой почвы зернистый, вода легко проникает в него, и семена лучше прорастают.
В призматической конструкции движение воды в почве преимущественно вертикальное, поэтому подача воды к корням растений обычно недостаточна.
В отличие от текстуры, структура почвы непостоянна. С помощью методов обработки почвы (вспашка, рыхление и т. Д.) Фермер пытается получить зернистую структуру верхнего слоя почвы на своих полях.
Фиг.30. Примеры грунтовых сооружений
ЗЕМЛЯННЫЙ | БЛОКИРОВКА |
| |
2.2.1 Инфильтрация процесс
2.2.2 Скорость инфильтрации
2.2.3 Факторы влияет на скорость инфильтрации
2.2.1 Процесс проникновения
Когда на поле подается дождевая или поливная вода, она просачивается в почву. Этот процесс называется инфильтрацией.
Проникновение можно визуализировать, налив воды в слегка утрамбованный стакан с сухой измельченной почвой. Вода просачивается в почву; цвет почвы становится темнее по мере ее увлажнения (см.рис.31).
Рис. 31. Инфильтрация воды в почву
2.2.2 Скорость инфильтрации
Повторите предыдущий тест, на этот раз с двумя стаканами. Один заполнен сухим песком, а другой — сухой глиной (см. Рис. 32а и б).
Вода проникает в песок быстрее, чем в глину. Говорят, что песок имеет более высокую скорость инфильтрации.
Рис. 32а. В каждый стакан подается одинаковое количество воды
Рис.32b. Через час вода просочилась в песок, а некоторое количество воды все еще оставалось на глине
Скорость инфильтрации почвы — это скорость, с которой вода может просачиваться в нее. Обычно измеряется глубиной (в мм) слоя воды, которую почва может поглотить за час.
Скорость инфильтрации 15 мм / час означает, что водному слою толщиной 15 мм на поверхности почвы потребуется один час для инфильтрации (см. Рис. 33).
Фиг.33. Почва со скоростью инфильтрации 15 мм / час
Диапазон значений скорости инфильтрации приведен ниже:
Низкая скорость инфильтрации | менее 15 мм / час |
средняя скорость инфильтрации | от 15 до 50 мм / час |
высокая скорость инфильтрации | более 50 мм / час |
2.2.3 Факторы, влияющие на скорость инфильтрации
Скорость инфильтрации почвы зависит от постоянных факторов, таких как текстура почвы. Это также зависит от различных факторов, таких как влажность почвы.
и. Текстура почвыГрунты с крупнозернистой структурой состоят в основном из крупных частиц, между которыми имеются большие поры.
С другой стороны, мелкозернистые почвы в основном состоят из мелких частиц, между которыми находятся мелкие поры (см.рис.34).
Рис. 34. Скорость инфильтрации и текстура почвы
В грубых почвах дождевая или поливная вода попадает и перемещается в более крупные поры; для проникновения воды в почву требуется меньше времени. Другими словами, скорость инфильтрации выше для крупнозернистых почв, чем для мелкозернистых почв.
ii. Влажность почвы
Вода проникает быстрее (скорость инфильтрации выше), когда почва сухая, чем когда она влажная (см. Рис.35). Как следствие, когда поливная вода подается на поле, вода сначала легко проникает, но по мере того, как почва становится влажной, скорость инфильтрации снижается.
Рис. 35. Интенсивность инфильтрации и влажность почвы
iii. Структура почвы
Вообще говоря, вода проникает быстро (высокая скорость инфильтрации) в зернистые почвы, но очень медленно (низкая скорость инфильтрации) в массивные и плотные почвы.
Поскольку фермер может влиять на структуру почвы (посредством культурных практик), он также может изменять скорость инфильтрации своей почвы.
2.3.1 Влажность почвы
2.3.2 Насыщенность
2.3.3 Полевая продуктивность
2.3.4 Постоянная точка увядания
2.3.1 Влажность почвы
Содержание влаги в почве указывает количество воды, присутствующей в почве.
Обычно выражается как количество воды (в мм водной глубины), присутствующее на глубине одного метра почвы.Например: когда количество воды (в мм водной глубины) составляет 150 мм на глубине одного метра почвы, влажность почвы составляет 150 мм / м (см. Рис. 36).
Рис. 36. Влажность почвы 150 мм / м
Влажность почвы также может быть выражена в процентах от объема. В приведенном выше примере 1 м 3 почвы (например, с глубиной 1 м и площадью поверхности 1 м 2 ) содержит 0,150 м 3 воды (например.грамм. глубиной 150 мм = 0,150 м и площадью поверхности 1 м ( 2 ). В результате содержание влаги в почве в объемных процентах составляет:
Таким образом, влажность 100 мм / м соответствует 10 объемным процентам.
Примечание: Количество воды, хранящейся в почве, не является постоянным во времени, но может меняться.
2.3.2 Насыщенность
Во время дождя или полива поры почвы заполняются водой.Если все поры почвы заполнены водой, почва считается насыщенной. В почве не осталось воздуха (см. Рис. 37а). В поле легко определить, насыщена ли почва. Если выжать горсть насыщенной почвы, немного (мутной) воды потечет между пальцев.
Растениям нужен воздух и вода в почве. При насыщении воздуха не будет и растение пострадает. Многие культуры не выдерживают насыщенных почвенных условий в течение более 2-5 дней. Рис — одно из исключений из этого правила.Период насыщения верхнего слоя почвы обычно длится недолго. После прекращения дождя или орошения часть воды, находящейся в более крупных порах, уйдет вниз. Этот процесс называется дренированием или перколяцией.
Вода, стекающая из пор, заменяется воздухом. В крупнозернистых (песчаных) почвах дренаж завершается в течение нескольких часов. В мелкозернистых (глинистых) почвах дренаж может занять несколько (2-3) дней.
2.3.3 Вместимость поля
После прекращения дренажа большие поры почвы заполняются воздухом и водой, в то время как меньшие поры все еще полны водой.На этом этапе считается, что почва полностью заполнена. При урожайности полей содержание воды и воздуха в почве считается идеальным для роста сельскохозяйственных культур (см. Рис. 37b).
2.3.4 Постоянная точка увядания
Постепенно вода, хранящаяся в почве, поглощается корнями растений или испаряется с верхнего слоя почвы в атмосферу. Если в почву не подается дополнительная вода, она постепенно высыхает.
Чем суше становится почва, тем плотнее удерживается оставшаяся вода и тем труднее корням растений извлекать ее.На определенном этапе потребления воды недостаточно для удовлетворения потребностей растения. Растение теряет свежесть и увядает; листья меняют цвет с зеленого на желтый. В конце концов растение умирает.
Содержание влаги в почве на стадии отмирания растения называется точкой постоянного увядания. В почве все еще содержится немного воды, но корням слишком трудно высосать ее из почвы (см. Рис. 37c).
Рис. 37. Некоторые характеристики влажности почвы
Почву можно сравнить с резервуаром для воды для растений.Когда почва насыщен, резервуар полон. Однако часть воды быстро стекает ниже корневую зону до того, как растение сможет ее использовать (см. рис. 38a).
Рис. 38а. Насыщенность
Когда эта вода стечет, почва будет полностью заполнена. Корни растений вытягивают воду из того, что остается в резервуаре (см. Рис. 38b).
Рис. 38b. Вместимость поля
Когда почва достигает точки постоянного увядания, оставшаяся вода больше не доступны для завода (см. рис.38c).
Рис. 38c. Точка постоянного увядания
Количество воды, фактически доступное растению, представляет собой количество воды, накопленной в почве при заполнении поля, за вычетом воды, которая останется в почве в точке постоянного увядания. Это показано на рис. 39.
Рис. 39. Доступная влажность или влажность почвы
Доступное содержание воды = содержание воды на уровне поля — содержание воды в точке постоянного увядания….. (13) |
Доступное содержание воды во многом зависит от текстуры и структуры почвы. Диапазон значений для различных типов почв приведен в следующей таблице.
Почва | Доступное содержание воды в мм глубины воды на метр глубины почвы (мм / м) |
песок | от 25 до 100 |
суглинок | 100 к 175 |
глина | 175–250 |
Емкость поля, постоянная точка увядания (PWP) и доступная влажность называются характеристиками влажности почвы.Они постоянны для данной почвы, но сильно различаются от одного типа почвы к другому.
2.5.1 Глубина Уровень подземных вод
2.5.2 Подземные воды таблица
2.5.3 Капиллярный подъем
Часть воды, нанесенной на поверхность почвы, стекает ниже корневой зоны и питает более глубокие слои почвы, которые постоянно насыщаются; верхняя часть насыщенного слоя называется уровнем грунтовых вод или иногда просто уровнем грунтовых вод (см.рис.40).
Рис. 40. Уровень грунтовых вод
2.5.1 Глубина уровня грунтовых вод
Глубина зеркала грунтовых вод сильно варьируется от места к месту, в основном из-за изменений топографии местности (см. Рис. 41).
Рис. 41. Изменение глубины уровня грунтовых вод
В одном конкретном месте или поле глубина уровня грунтовых вод может изменяться во времени.
После сильных дождей или орошения уровень грунтовых вод повышается.Он может даже проникнуть в корневую зону и пропитать ее. В случае продолжительного действия такая ситуация может иметь катастрофические последствия для сельскохозяйственных культур, которые не могут противостоять «мокрым ногам» в течение длительного периода. Если уровень грунтовых вод выходит на поверхность, он называется открытым уровнем грунтовых вод. Так бывает на болотистой местности.
Уровень грунтовых вод может быть очень глубоким и удаленным от корневой зоны, например, после продолжительного засушливого периода. Чтобы корневище оставалось влажным, необходимо провести полив.
2.5.2 Верхний уровень грунтовых вод
Слой грунтовых вод может быть обнаружен поверх водонепроницаемого слоя довольно близко к поверхности (от 20 до 100 см).Обычно он охватывает ограниченную территорию. Верхняя часть водного слоя называется возвышающимся уровнем грунтовых вод.
Непроницаемый слой отделяет залегающий слой грунтовых вод от более глубоко расположенного горизонта грунтовых вод (см. Рис. 42).
Рис. 42. Верхний уровень грунтовых вод
Почву с непроницаемым слоем не намного ниже корневой зоны следует орошать с осторожностью, потому что в случае чрезмерного орошения (слишком большого орошения) верхний уровень грунтовых вод может быстро поднимаются.
2.5.3 Капиллярный подъем
До сих пор было объяснено, что вода может двигаться вниз, а также горизонтально (или вбок). Кроме того, вода может двигаться вверх.
Если кусок ткани погрузить в воду (рис. 43), вода будет всасываться тканью вверх.
Рис. 43. Движение воды вверх или капиллярный подъем
Тот же процесс происходит с уровнем грунтовых вод и почвой над ним. Подземные воды могут всасываться почвой вверх через очень маленькие поры, которые называются капиллярами.Этот процесс называется капиллярным подъемом.
В мелкозернистой почве (глине) вода поднимается вверх медленно, но преодолевает большие расстояния. С другой стороны, в крупнозернистой почве (песке) вода поднимается вверх быстро, но проходит лишь небольшое расстояние.
Текстура почвы | Капиллярный подъем (в см) |
крупный (песок) | от 20 до 50 см |
средний | от 50 до 80 см |
мелкий (глина) | более 80 см до нескольких метров |
2.6.1 Листовая эрозия
2.6.2 Овражная эрозия
Эрозия — это перенос почвы из одного места в другое. Климатические факторы, такие как ветер и дождь, могут вызвать эрозию, но также и при орошении.
За короткий период процесс эрозии практически незаметен. Однако он может быть непрерывным, и весь плодородный верхний слой поля может исчезнуть в течение нескольких лет.
Водная эрозия почвы зависит от:
— склон: крутые, пологие поля более подвержены эрозии;
— структура почвы: легкие почвы более чувствительны к эрозии;
— объем или скорость потока поверхностных стоков: большие или быстрые потоки вызывают большую эрозию.
Эрозия обычно наиболее сильна в начале полива, особенно при поливе на склонах. Сухая поверхностная почва, иногда разрыхленная при культивации, легко удаляется проточной водой. После первого полива почва становится влажной и оседает, поэтому эрозия уменьшается. Недавно орошаемые участки более чувствительны к эрозии, особенно на ранних стадиях.
Существует два основных типа эрозии, вызываемой водой: пластовая эрозия и овражная эрозия. Их часто комбинируют.
2.6.1 Листовая эрозия
Листовая эрозия — это равномерное удаление очень тонкого слоя или «листа» верхнего слоя почвы с наклонной земли. Это происходит на больших площадях земли и вызывает большую часть потерь почвы (см. Рис. 44).
Рис. 44. Листовая эрозия
Признаками эрозии листа являются:
— только тонкий слой верхнего слоя почвы; или недра частично обнажены; иногда обнажается даже материнская порода;— достаточно большое количество крупного песка, гравия и гальки в пахотном слое, более мелкий материал удален;
— обнажение корней;
— отложение эродированного материала у подножия склона.
2.6.2 Эрозия оврага
Эрозия оврагов определяется как удаление почвы концентрированным потоком воды, достаточно большим, чтобы образовать каналы или овраги.
Эти овраги несут воду во время сильного дождя или полива и постепенно становятся шире и глубже (см. Рис. 45).
Рис. 45. Эрозия оврага
Признаками овражной эрозии на орошаемом поле являются:
— неравномерное изменение формы и длины борозд;
— скопление эродированного материала на дне борозд;
— обнажение корней растений.
катафорезный — Перевод на французском языке — Примеры английского
Ces examples peuvent contenir des mots vulgaires liés à votre recherche
Примеры peuvent contenir des mots familiers liés à votre recherche
способ изготовления изделий из термопласта с использованием катафорезного электроосаждения
Procede Permettant de fabriquer des article enduits de résine thermoplastique au moyen d’une électrodéposition cataphorétiqueРаскрыт усовершенствованный катафорезный процесс для использования при изготовлении цветной электронно-лучевой трубки.
Создан для производства cataphorétique perfectionné s’utilisant для изготовления катодных трубок.Описана установка (10), в частности, для катафорезного покрытия иммерсионным методом .
Изобретение касается инсталляции (10) в частности для погружения в воду катафоректуры объектов.Указанный защитный слой позволяет использовать светочувствительный катафорезный лак для придания металлическому слою структуры.
Cette couche Protectrice permet d’utiliser une laque cataphorétique светочувствительный для структурирования couche de métal.LGTB | Контакты Главная LGTB для вас Комплексные решения Ноу-хау Советы Качество Окружающая среда Инновации Обработка поверхностей Процессы Цинк Цинк-железо Катафорезные краски Protecto C Новости Контактная форма Маршрут Карта сайта Уважаемый, произошла ошибка.Пожалуйста, попробуйте еще раз.
LGTB Home LGTB pour vous Solutions totales Savoir-faire Conseil Qualité Environnement Innovation Traitements Processus Zinc Zinc-fer Laquage cataphorétique Protecto C Actualité Контактная формула Itinéraire Карта сайта Bonjour, Une erreur c’est passée.Veuillez.recerncer.Veuillez.Она включает в себя 1994 новых корпусных и сборочных цехов, а также катафорезную покрасочную установку .1995 Sprinter празднует премьеру и заменяет T1.
Il prend le relais 1994 nouvelle enveloppe- usines d’assemblage et al ‘ atelier de peinture cataphorèse en opération. 1995 célébrant les sprinters et remplace la premiere T1.катафорезный процесс электроосаждения для формирования волокнистого полиэфиримидного композита с использованием стабильной эмульсии, содержащей полиэфиримидную смолу, нейтрализующий агент, сорастворитель, растворитель, агент раскрытия кольца и воду
un procédé d’électrodéposition cataphorétique по сравнению с на бывшем композитном волокне на основе полиэфиримида и т. д., au moyen d’une émulsion стабильный компонент, содержащий простой полиэфиримид, агент нейтрализации, не сорастворитель, не растворитель, не агент ouverture de cycle et de l’eauКАТАФОРЕТИЧЕСКИЙ ПРОЦЕСС СКРИНИНГА ЦВЕТНЫХ ЛУЧЕВЫХ ТРУБОК
ПРОЦЕДУРА CATAPHORETIQUE POUR REALISER DES ECRANS DE TUBES CATHODIQUES COULEURКатафорезное покрытие , нанесенное перед доставкой, обеспечивает долговечность конструкций.
Un revêtement par cataphorèse avant la livraison garantit une longue durée d’utilisation des структур.Лаки подходят для катафорезного нанесения покрытия на электропроводящие подложки, используемые в качестве катодов.
Les laques ont Appropriees pour le depot par cataphorese d’un fastement sur des subrats conducteurs d’electricite, использует комм катоды.Компания имеет катафорезную установку для нанесения гальванических покрытий. Эта технология претерпела значительные изменения в последние годы, и теперь она стала методом, предпочитаемым автомобильной промышленностью, а не анафоретическому процессу.
Компания L’entreprise предлагает уникальную установку для модели cataphorèse , без технологии, которая может быть использована для обеспечения безопасности в автомобилях для промышленности.КАТАФОРЕТИЧЕСКИЕ DIP-ПОКРЫТИЯ НА КУЗОВЕ И КОМПОНЕНТЫ С УЛУЧШЕННЫМИ СВОЙСТВАМИ ЗАХВАТА
PEINTURE PAR IMMERSION CATAPHORETIQUE POUR DES CARROSSERIES ET DES COMPOSANTS AVEC COMPORTEMENT D’ENVELOPPEMENT AMELIOREКоррозионная стойкость фургонов Store Van гарантируется катафорезным покрытием методом окунания.
Защита от коррозии для четырехугольников Store Van est garantie par le procédé de peinture par immersion cathodique .Части барьера удаляются выборочно и последовательно для управления последовательным, последовательным катафорезным доступом к электрически проводящему покрытию.
О минимальном выборе и порядке выполнения частей этого дивана после модуля активации катафоректуры секвенции, выбора конфигураций и ремонта электропроводки.Это стало возможным благодаря использованию отожженной оцинкованной листовой стали с последующим нанесением катафорезного покрытия , которое наносит защитную акриловую смолу на различные компоненты наших стеллажных систем.
Этот качественный исключительный материал должен быть использован после гальванизации после гальванизации peinte par cataphorèse , и применяется для различных композиционных материалов в различных областях и для защиты от акрила.Это конкретное сырье, используемое в автомобильном секторе, становится стратегически прочным благодаря катафорезному покрытию , технологической обработке, при которой листовая сталь погружается в акриловую смолу.
Этот особый материал, утилизируемый в безопасном автомобиле, делает его исключительно надежным в соответствии с , который соответствует катафоре , и имеет традиционную технологию, которая состоит из материала в ванне с резиновым акриликом.CARRE, номинант в категории «Организация» за «Запуск сверхширокой катафорезной покрасочной установки , использующей методы LEAN, KANBAN и KAISEN»
CARRE, номинация в категории «Организация по изучению единства личности» большая катафора с большим размером, мизансцена LEAN, KANBAN et KAISEN.Затем листовая сталь подвергается дополнительной закалке с помощью катафорезного покрытия , которое обеспечивает равномерное нанесение акриловой смолы на поверхность детали для защиты от ржавчины.