Как самому сделать станок для холодной ковки
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Производство фигурных элементов
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать самодельные станки и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки.
Что такое холодная ковка
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
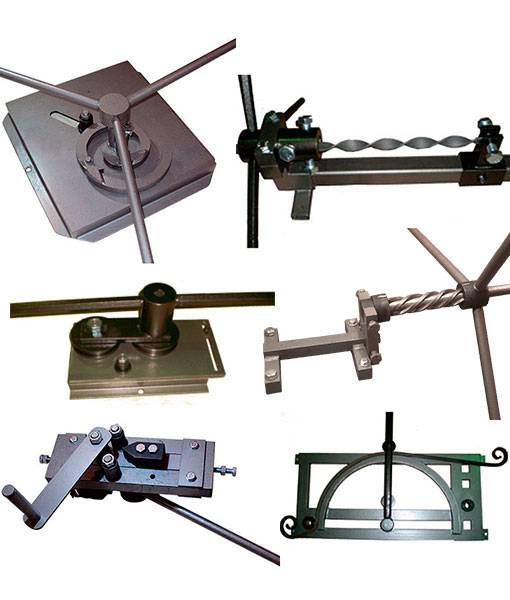
Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка». Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.


К положительным свойствам станка-твистера «улитка» относятся следующие факторы: оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля. Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт.
- каркас из металлического уголка и швеллера или трубы с толстыми стенками;
- столешница из двух круглых стальных плит толщиной более 4 мм;
- основной вал, закрепленный в центральной части станка между кругами столешницы с помощью согнутых под прямым углом треугольников. Для вала можно использовать толстостенную трубу;
- рычаг для сгибания прутка, закрепленный к валу кольцом.
 Для вала можно использовать толстостенную трубу;
Для вала можно использовать толстостенную трубу;Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя. Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой. Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
Монтаж деталей «улитки»
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
«Гнутик» в качестве приспособления
В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.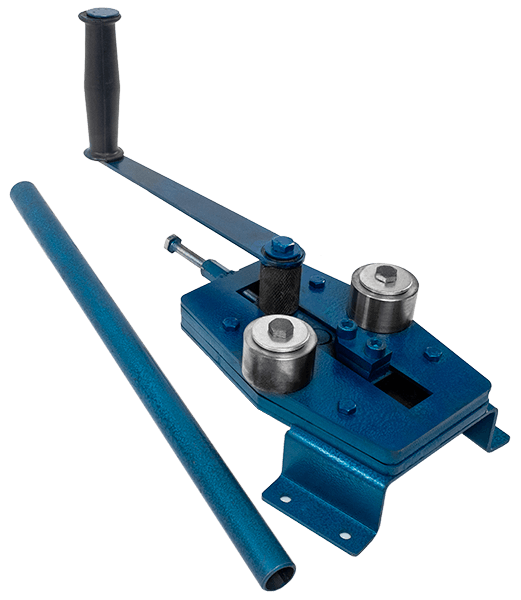
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.

Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.

 Для небольших по размеру деталей удобно размещать на вертикальной стойке.
Для небольших по размеру деталей удобно размещать на вертикальной стойке.Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент.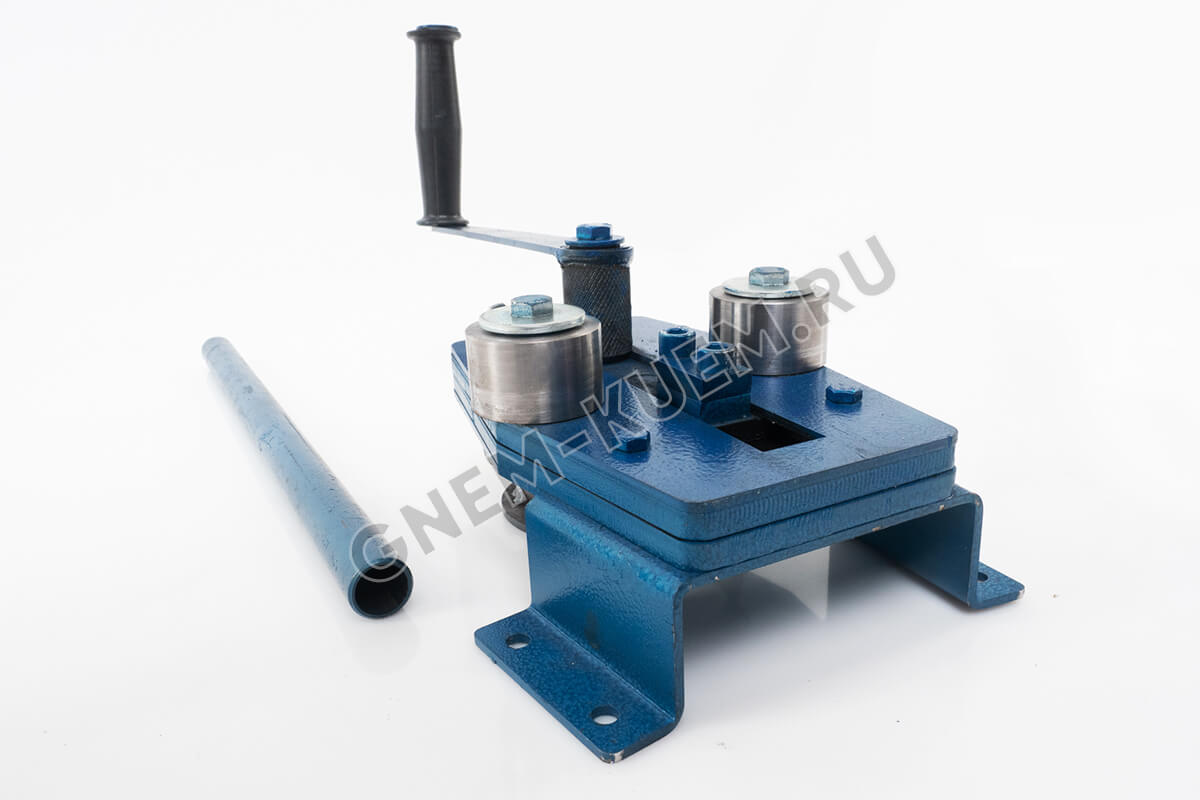 Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
У опытных мастеров их несколько штук.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Производство металлических деталей требует специального оборудования, способного создавать усилие, формирующее конфигурацию предмета. Как вариант, можно приобрести относительно недорогие приспособления. Однако, нетрудно самостоятельно сделать практически любой станок для холодной ковки своими руками.
Что потребуется для этого мы рассмотрим по ходу нашей статьи.
Особенности оборудования
Конечно, если позволяет бюджет, можно особо не осложнять себе жизнь и приобрести универсальное оборудование для холодной ковки металла. Причем такой станок в себе совмещает все отдельные ручные приспособления. Но довольно не маленькая стоимость такого верстака делает его недоступным для многих домашних мастерских.
Какие можно сделать приспособления для холодной ковки своими руками и что на них производить?
Для основания собственной мастерской по обработке металла вполне достаточно основной шестерки станков: гнутика, твистера, фонарика, объемника, улитки, и волны.
Эти станки-самоделки способны обрабатывать основные типы материалов, использующихся в технологии холодной металлообработки: квадраты, прутки (сечением до 14 миллиметров) и стальную полосу, толщиной 3-6 мм с шириной в диапазоне 25-ти миллиметров.Приспособления, сделанные самостоятельно, осуществляют те же операции, как и заводское оборудование: гибку, кручение или прессование без потери качества.
Также на самодельном ручном станке вполне реально производить основные элементы изделий холодной ковки: завитки, волюту, корзинки,требуемые для дальнейшей сборки готовой продукции. Причем само кузнечное оборудование компактно, его можно без проблем разместить в гаражной мастерской.
Обучиться работать, имея инструмент для холодной ковки, очень просто. Здесь не требуются специальные знания о свойствах металла и его дальнейшей обработке (отжига, отпуска или закалки). Процесс обучения и производства практически безопасен, оборудование и материалы не работают с высокими температурами, а рабочие механизмы очень простые.
Единственный недостаток в холодной ковке металла и работе на ручном оборудовании — это возможность брака при допущенных ошибках. Но главная проблема заключается в том, что дефекты очень трудно исправить. Бракованные элементы можно будет подправить лишь путем разогрева металл в горне или на горелке.
Самыми простыми для самостоятельной сборки будут: улитки, гнутики и твистеры. Они не требуют наличия дорогостоящих инструментов. Потребуется лишь сварка, инструмент для резки, чертежи с материалами и немного понятия в механике.
Итак, как сделать самодельные станки для холодной ковки своими руками?
Сборка разных типов оборудования
Для начального этапа обустройства мастерской по холодной металлообработке потребуется три основных приспособления: гнутик, твистер и улитка. Какие элементы можно производить на них?
Гнутик — это устройство, намного упрощающее гибку детали и производство изгибов любой формы.
Он с легкостью обрабатывает прокат в виде стальной полосы и прутка с размерами 12×12 миллиметров.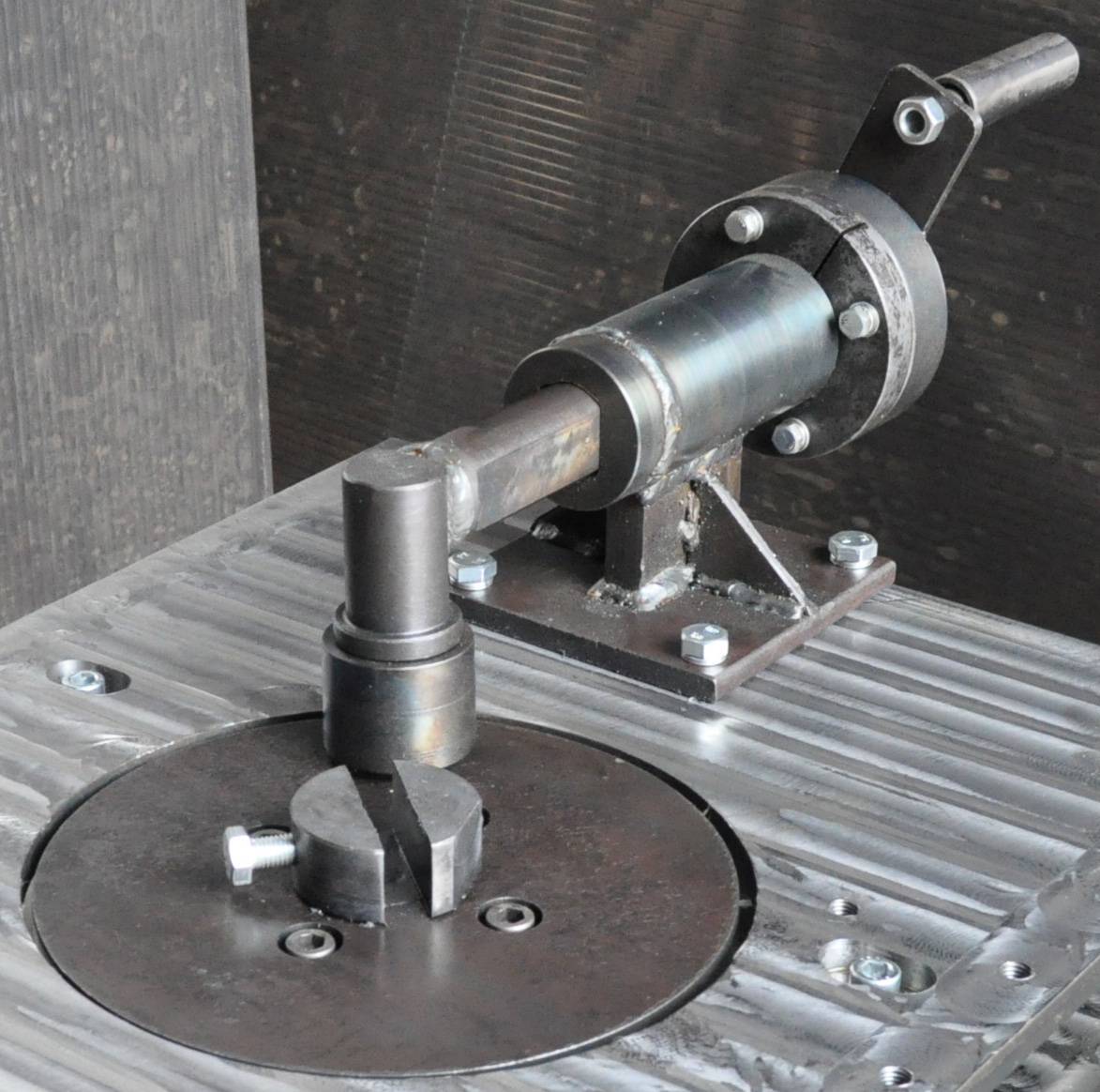 Кроме угловых деталей гнутик может создавать детали с конфигурацией в виде дуги.
Кроме угловых деталей гнутик может создавать детали с конфигурацией в виде дуги.
Твистер служит для закручивания длинной заготовки вокруг своей оси в продольную спираль. В горячей ковке есть подобный инструмент — вороток. Твистер похож на это приспособление по своему устройству. Это станина, на которой закреплен ворот с крутящейся головкой и ползунок, ограничивающий и фиксирующий нужную длину детали. Закрученные на таком оборудовании детали — частый элемент, использующийся для сборки оконных решеток, заборов, перил и прочих видов ограждений.
Если на твистер установить дополнительные приспособы в виде вала, то он будет способен производить объемные корзинки.
Улитка, пожалуй, самый известный ручной станок для холодной ковки. На ее кондукторе производят волюту и различные закрученные вокруг оси детали. Собранное устройство состоит из своеобразной станины (круглой/квадратной) на нее закрепляют кондуктор (спираль) и ролик с ручным приводом в виде рычага. Нажимая на приводной рычаг и подавая заготовку, можно без проблем закрутить любой тип спирали.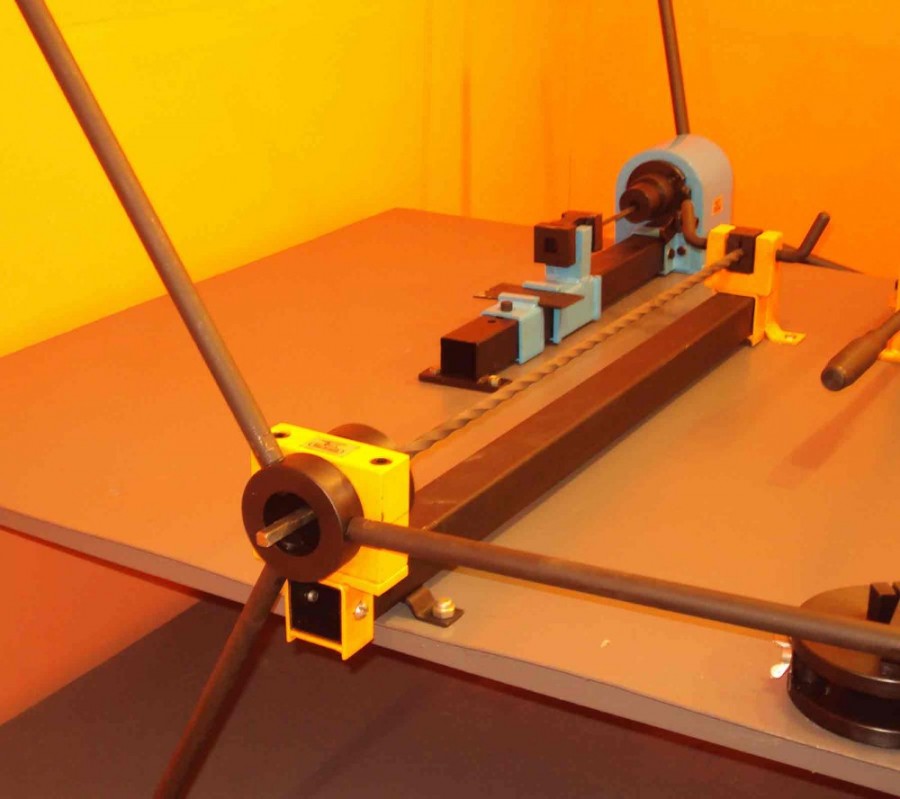
Главное при изготовлении ручного оборудования для холодной ковки металла — соблюдение трех основных принципов:
- Длина рычажного привода рассчитывается так, чтобы создавалось достаточное усилие на металл.
- Комплектующие установок лучше всего делать сборными или подвижными, тогда можно будет без проблем регулировать размеры производимых элементов.
- Все детали кондукторы изготавливаются с достаточным запасом прочности, а соединения должны быть качественными.
Соблюдая такие принципы, изготовить нормальное оборудование для металлообработки с отличной работоспособностью вполне осуществимо.
Перечисленные три установки с механизмом, работающим вручную, позволяют производить большинство наименований продукции без разогрева металла.
Сборка гнутика
Такой станок для холодной ковки имеет широкое применение. С помощью его можно изгибать детали любой конфигурации. Устройство довольно простое, состоит из основы, на которой смонтированы ролики, клина (задающий изгиб) и рычагов управления. Сам станок может быть выполненным в вертикальном или горизонтальном исполнении.
Сам станок может быть выполненным в вертикальном или горизонтальном исполнении.
Самостоятельно проще сделать горизонтальный тип.
- Нужно подготовить станину, в которой сверлятся посадочные отверстия под крепление роликов, клина и рычага.
- Клин должен двигаться вдоль станины (управляется нажатием на нижний рычаг). Его положение должно быть сменным, так можно будет регулировать угол и крутизну изгиба. Для этого его лучше сделать на винтовой резьбе, ввинчивая которую меняют расстояние клина.
- Верхний рычаг используется для придания заготовке формы дуги.
Посмотрев видео, можно понять как работает такой станок и принцип его устройства
Изготовление улитки
На фото показаны основные части приспособления холодной ковки улитки. Формирование элемента происходит за счет специального кондуктора, завитого спиралью (улитки). Эта часть, желательно, должна быть двусоставной. Изготовление станка следующее.
- Подготавливается станина круглой, либо квадратной, формы. На ее изготовление лучше использовать металл 5-6 мм.
- В основании сверлятся отверстия под крепление кондуктора (двух его частей) и рабочего рычага.
- Сбоку монтируется вращающийся ролик, который будет задавать движение заготовке.
- Рычаг должен обладать достаточной прочностью, его можно изготовить из соответствующего профиля или трубы (с толстыми стенками).
- Кондуктор делается из толстого металла, изогнутого по спирали. В нем делают отверстия под крепежные болты.
 На ее изготовление лучше использовать металл 5-6 мм.
На ее изготовление лучше использовать металл 5-6 мм.Ниже представлены фото чертежей кондуктора и самого устройства.
Для более понятного принципа работы такого оборудования посмотрите предоставленное видео:
Сделанные ручные станки для холодной ковки своими руками с такой конструкцией вполне способны изгибать прутки и квадраты разного сечения вплоть до 14 миллиметров.
Стоит помнить, что большее усилие на толстую заготовку можно создать при помощи более длинного рычага, поэтому можно предусмотреть дополнительно удлинитель для такого привода.

Существуют и другие варианты улитки. Например, с приводом в виде ворота, расположенного в горизонтальной плоскости. Схематические чертежи такого устройства приведены на фото ниже.
Как сделать твистер
Твистер (или торсион) имеет горизонтальное расположение частей. Состоит из станины, на которой крепят вороток с вращающейся головкой, и ползунка, жестко фиксирующий заготовку и регулирующий длину изделия.
- Сначала нужно подготовить верстак (стол), где будет закреплено устройство.
- Станину можно изготовить из прочной двутавровой балки или любого другого материала, обладающего достаточной прочностью. Ее длина выбирается в зависимости от параметров обрабатываемых заготовок.
- По станине изготавливается ползунок. Его нижняя часть должна двигаться вдоль устройства и фиксироваться в нужном положении. Для крепления можно высверлить отверстия под болты. Часть, где будет вставляться заготовка, может быть выполнена под ее размер (сквозное отверстие) или изготовлена из тисков.
- Ворот с вращающейся головкой можно также сделать под конкретную заготовку или использовать патрон от токарного станка (небольших размеров)
- На стол установка монтируется так, чтобы край стола не мешал крутить вороток.

Как и в случае с улиткой, длина рычага определяет усилие, которое создается на обрабатываемый металл.
Если изготовить дополнительное крепление для вала, то на таком торсионе можно будет производить объемные корзинки, закручивая на шаблон пруток.
Принцип работы станка показан на видео:
Изучив информацию, можно изготовить и такие приспособления, как волна (волнообразные элементы), фонарик (корзинки) или объемник (объемные элементы с изогнутыми в разных плоскостях деталями).
Если есть возможность, то некоторые из этих станков можно сделать с электрическим приводом, установив для этого двигатель с соответствующей мощностью.
А что вы можете добавить к этому материалу из своего личного опыта по изготовлению оборудования для холодной ковки? Насколько проблемно сделать станок холодной ковки своими руками и какие материалы при этом использовать? Присоединяйтесь к обсуждению в комментариях к статье и поделитесь своими наработками.
Как сделать станок для холодной ковки своими руками
Изготовление станка для холодной ковки своими руками может понадобиться, если вы любите мастерить и не прочь изготовить что-нибудь красивое для домашнего интерьера, загородной усадьбы, для подарков родным и близким людям и просто для души.
Холодная ковка позволяет делать красивые и качественные изделия из металла своими руками.
Величественная красота изделий, выполненных способом ковки, завораживает взоры и манит изящными линиями. Во всех лучших домах непременно можно было встретить такие украшения, как ажурные металлические завитушки. Да и в наше время, когда разработано немалое количество разнообразных технологий и материалов, кованые изделия не утратили актуальности.
Изделия, полученные с использованием ковки, применяются в дизайне наряду с пластиковыми, стеклянными и другими элементами декора. Ковка металла производится горячим или холодным способом. Для выполнения работ горячим методом необходимо выполнить массу особенных условий, поэтому не так легко заниматься ей в условиях дома. Более доступным методом является холодный. Научиться ему легче, а оборудование и станки для ковки можно при желании изготовить самостоятельно.
Более доступным методом является холодный. Научиться ему легче, а оборудование и станки для ковки можно при желании изготовить самостоятельно.
Плюсы холодной ковки
Необходимые инструменты для холодной ковки.
При холодном способе ковки основные рабочие процессы – гнутье и пресс. Чтобы провести такие мероприятия, не понадобится сообщать металлу определенную температуру. Но некоторая термическая обработка все же должна проводиться между этапами выполнения операции.
Необязательно иметь в распоряжении полноценное оборудование для художественной ковки, многие любители самостоятельно изготавливают некоторые инструменты. С использованием самодельных приспособлений можно придавать изделиям разные причудливые формы. Необходимо лишь обзавестись некоторыми рабочими навыками. Будьте готовы к тому, что для того, чтобы согнуть нужную фигуру, потребуются усилия. Проведение работ возможно лишь с использованием сырья определенной толщины.
Изделия, полученные при помощи оборудования для холодной ковки, оказываются крепче тех, что отливаются или выполняются путем штамповки. Так происходит потому, что прутья из металла, проходящие через оснастку, прессуются одновременно с приданием им нужной формы. При таком методе ковки необходимо избегать ошибок, т.к. они почти не поддаются исправлению. С приобретением опыта вы сможете создавать в домашних условиях замечательные и привлекательные изделия.
Так происходит потому, что прутья из металла, проходящие через оснастку, прессуются одновременно с приданием им нужной формы. При таком методе ковки необходимо избегать ошибок, т.к. они почти не поддаются исправлению. С приобретением опыта вы сможете создавать в домашних условиях замечательные и привлекательные изделия.
Используя оборудование для холодной ковки металла, можно создавать такие изделия:
Оборудование рабочего места кузнеца.
- оконные решетки;
- элементы наподобие поручней для лестницы, балконных козырьков;
- домашнюю мебель – кровати, стулья, столы;
- заборы и ограды;
- элементы, использующиеся в дизайне квартир: треноги для цветов, обрешетки каминов.
При горячей ковке мастеру потребуется не только специальное помещение, но и кузнечное оборудование, а также некоторые особые условия. При холодном методе работы не понадобится предварительно нагревать заготовку, а сам процесс получается экономичнее. При обработке целой партии однотипных элементов в домашних условиях можно делать все с помощью трафаретов. Так удается заметно сократить время изготовления и уменьшить трудозатраты. Иногда изделия приходится прогреть, нагревание выполняют в местах стыков, чтобы не получалось неровностей. Начинающим мастерам рекомендуется перед началом работ хорошо продумать план выполнения, нелишним будет сделать эскиз желаемого изделия.
Так удается заметно сократить время изготовления и уменьшить трудозатраты. Иногда изделия приходится прогреть, нагревание выполняют в местах стыков, чтобы не получалось неровностей. Начинающим мастерам рекомендуется перед началом работ хорошо продумать план выполнения, нелишним будет сделать эскиз желаемого изделия.
Вернуться к оглавлению
Оборудование и инструменты для ковки
Ручная оснастка для выполнения операций холодной ковки включает в себя несколько элементов. Основные приспособления, которые могут понадобиться для работы:
- улитка;
- твистер;
- волна;
- гнутик;
- фонарик;
- глобус.
Самодельный станок улитка.
Некоторые названия могут показаться забавными, но это вполне удобные для домашнего использования приспособления.
Основным инструментом для работы является гнутик, он предназначен для изменения формы металла. Его применяют для сгиба изделия под нужным углом или сгибания дуг с разным радиусом.
Улитка применяется чаще для свивания в спирали металлических прутов. Она представляет собой оснастки для сгибания полос, прутков, квадратов не больше 12 мм, трубок и профилей до спиралевидных форм, изделий с разным радиусом и формами. При использовании такого инструмента можно не ограничивать формируемую спираль в радиусе и делать ту величину, какая необходима.
Вилка – два кондуктора для сгибания валют, применяется для горячей и холодной ковки. Толщина сырья может быть при горячем способе максимум 16 мм, при холодном – 10 мм.
Инструмент под названием «фонарик» служит для сгибания металлических элементов. С его использованием обрабатывают металлические прутья, диаметр которых 30 мм или меньше, или квадратные профили с толщиной 16 мм и меньше.
Схема гибки металла на оправке.
С помощью такого приспособления, как волна, выполняют волнообразно изогнутые элементы. Используют его и для обработки трубок, имеющих круглое или шестигранное сечение, и для трубок из профилей.
Твистер несколько напоминает фонарик, с помощью и того, и другого инструмента можно закручивать прутья вокруг продольной оси.
Глобус помогает сделать большую дугу из квадратного профиля до 12 мм толщиной. При этом концы заготовки тоже плавно загибаются. Так создают различные выпуклые декорирующие элементы.
Такого рода инструмент для холодной ковки совсем несложный, поэтому часто можно встретить и самодельный. Покупному он практически ни в чем не уступает.
Вернуться к оглавлению
Оборудование для ковки своими руками
Часто при работе изготовить самодельные станки для холодной ковки представляется более целесообразным. Далеко не каждый элемент получается полноценно обработать, используя только ручной инструмент для ковки. Да и стоимость такого оборудования немаленькая, даже если речь идет о простом станке-улитке.
Если домашний мастер изготовит какое-либо изделие на самостоятельно сделанном кондукторе, вещь получится уникальной, хотя по некоторым характеристикам и будет уступать той, что изготовлена в условиях промышленности. Когда планируется выполнять немалое количество деталей с применением холодной ковки, целесообразнее изготовить кондуктор с электродвигателем. Так можно облегчить себе рабочие задачи.
Когда планируется выполнять немалое количество деталей с применением холодной ковки, целесообразнее изготовить кондуктор с электродвигателем. Так можно облегчить себе рабочие задачи.
Виды ковки.
Нелишним будет предусмотреть выполнение на станке основных типов работ – закручиваний, гибки, вытяжки. Данные приспособления можно объединить при создании кондуктора собственными руками.
При операции вытяжки заготовке придается определенная форма. Для этого ее надо пропустить через пресс или валики, при этом сечение исходного материала уменьшится.
Процесс гибки заключается в том, что заготовку изгибают под нужным углом. Выполнить данную операцию можно с применением шаблонов. Их надо делать следующим образом: подготавливается эскиз детали, по которому затем выполняется шаблон. На металлическую пластину приварите завитушку, затем такой лист закрепляется на станке в держателе. Конец заготовки вставляют в прорезь, второй фиксируется (в некоторых случаях можно просто придержать). При помощи рычага оказывается воздействие на один из концов заготовки, которую следует протащить по всем изгибам по пластине, применяемой в качестве шаблона.
При помощи рычага оказывается воздействие на один из концов заготовки, которую следует протащить по всем изгибам по пластине, применяемой в качестве шаблона.
Создавая шаблон, сварочный шов проводить надо с наружной стороны, в противном случае он будет мешать при дальнейшем использовании изделия.
Многие мастера самостоятельно собирают не очень сложные устройства, при помощи которых можно выполнять достаточно замысловатые изделия. Здесь все зависит от рабочих навыков мастера. Можно рассмотреть одну из подобных самодельных моделей, чтобы разобраться в самом принципе работы.
Вернуться к оглавлению
Станок для ковки «Улитка»
При помощи данного устройства домашние умельцы способны выполнять разнообразные спирали и кольца, волны, завитушки. Чтобы изготовить такого рода ручной станок для холодной ковки, надо действовать по определенной технологии, включающей в себя несколько этапов.
Перед тем как сооружать любые устройства, станки для художественной ковки или просто ручные инструменты, необходимо выполнение эскизов, шаблонов, графических изображений будущего изделия. Если не получится сделать полноценные чертежи, то создайте шаблон, он поможет вам при последующих действиях.
Если не получится сделать полноценные чертежи, то создайте шаблон, он поможет вам при последующих действиях.
Чтобы точнее получилась разметка, удобнее использовать миллиметровую бумагу. Начертите на ней спираль, у которой должен постепенно увеличиваться радиус витков. Между ними должно соблюдаться одинаковое расстояние. Следует заметить, что такое условие надо выполнять лишь в случаях, когда требуется симметричность узоров, поскольку понятие художественной ценности для каждого человека индивидуально. Это касается и количества витков – их обычно не больше 4 шт.
Заранее учитывайте и то, каковы будут заготовки, с которым предстоит работать. Шаг между витками сделать надо так, чтобы он слегка превышал диаметр железных прутьев, в противном случае очень сложно будет вынимать из станка готовую деталь, не повредив ее форму.
Для рабочей поверхности понадобится листовое железо. Толщины в 4 мм будет достаточно. Определение линейных размеров осуществляется на основании габаритов будущих изделий. Чтобы изготовить форму, возьмите полосовой металл с толщиной 3 мм. С таким материалом работать можно с применением ручных инструментов. Его просто сгибают в спираль по шаблону, используя обычные плоскогубцы.
Чтобы изготовить форму, возьмите полосовой металл с толщиной 3 мм. С таким материалом работать можно с применением ручных инструментов. Его просто сгибают в спираль по шаблону, используя обычные плоскогубцы.
Чтобы обеспечить полноценный рабочий процесс, понадобится выполнить хорошую фиксацию для одного конца заготовки. Здесь пригодится кусок прута, равный ширине полос. Для укрепления рабочей площадки можно использовать верстак. Иногда в качестве стойки применяют отрезок толстостенной трубы, при этом надо следить, чтобы укрепленная так конструкция не помешала другому виду работ. Для этого можно выбрать вариант, при котором вся сборка закрепляется в тисках. Главное – обеспечить как можно большую надежность фиксации, поскольку при холодной ковке физические усилия будут прилагаться немалые.
Вернуться к оглавлению
Сборка устройства
Только после того, как готовы все элементы, можно начинать собирать аппарат. Для того чтобы собрать любой станок для художественной ковки, существует много вариантов. Можно его сделать сплошным, монолитным или разборным. При выборе монолитного устройства части «Улитки» или устройство целиком приваривают к площадке.
Можно его сделать сплошным, монолитным или разборным. При выборе монолитного устройства части «Улитки» или устройство целиком приваривают к площадке.
По всей длине устройства можно приварить небольшие куски прутков с шагом в 4-5 см, в рабочей площадке для них надо просверлить специальные отверстия. Не забывайте как следует закреплять концы деталей, которые будете изгибать.
Особенно популярной холодная ковка является среди новичков в кузнечном деле. Для выполнения изделий данным способом не потребуется ни хорошо оборудованного помещения (можно обойтись простым сараем или гаражом), ни обладания особыми навыками, не нужны специфические знания о поведении металлов при том или ином воздействии. Что касается оборудования, то все нужные инструменты и даже станки возможно самостоятельно изготавливать в домашних условиях.
Как украсить дом такими изделиями читайте на сайте https://moidomiks.ru
Самодельный станок для холодной ковки своими руками: фото изготовления
Самодельный ручной станок для холодной ковки своими руками: фото пошагового изготовления приспособления.

Всем привет! На этот раз мы изготовим простое приспособление с помощью которого можно легко выгибать прут и арматуру, делать декоративные элементы из металла по сути это будет станок для холодной ковки сделанный своими руками.
Для изготовления самоделки нам понадобится:
- Подшипник.
- Уголок — 60 мм.
- Уголок — 40 мм.
- Пруток.
- Подшипник от помпы (необязательно).
От металлического прута отрезаем кусок длинной 70 мм, автор использовал шток от амортизатора.
Берём 60-й уголок и отрезаем две заготовки длинной по 15 сантиметров.
Затем на вырезанных заготовках закругляем края как показано на фото.
Берём 40-й профиль длинной 25 см, на одном угле вырезаем вот такой проём.
В результате получились вот такие запчасти для изготовления станка холодной ковки.
Две детали сделанные из 60 уголка, свариваем между собой.
Привариваем стержень к заготовке.
К наружной части подшипника привариваем рычаг из прута и подшипник от помпы (вместо него можно приварить металлический стержень).
К стержню заготовки, привариваем подшипник внутренней частью.
К стержню и подшипнику нужно приварить заготовку из 40-го уголка.
В результате у нас получился самодельный станок для холодной ковки, довольно нужное приспособления для работы с металлом. Закрепляем станок в тисках и пользуемся.
Рекомендуем посмотреть видео автора, где показан процесс изготовления самодельного станка для холодной ковки и его испытания.
Автор самоделки: TEXaS TV.
Как сделать станок для холодной ковки самому?
Готовые станки для холодной ковки стоят дорого. Заводской станок сделан по точным чертежам и работать на нем можно только с заготовками из металла определенного сечения.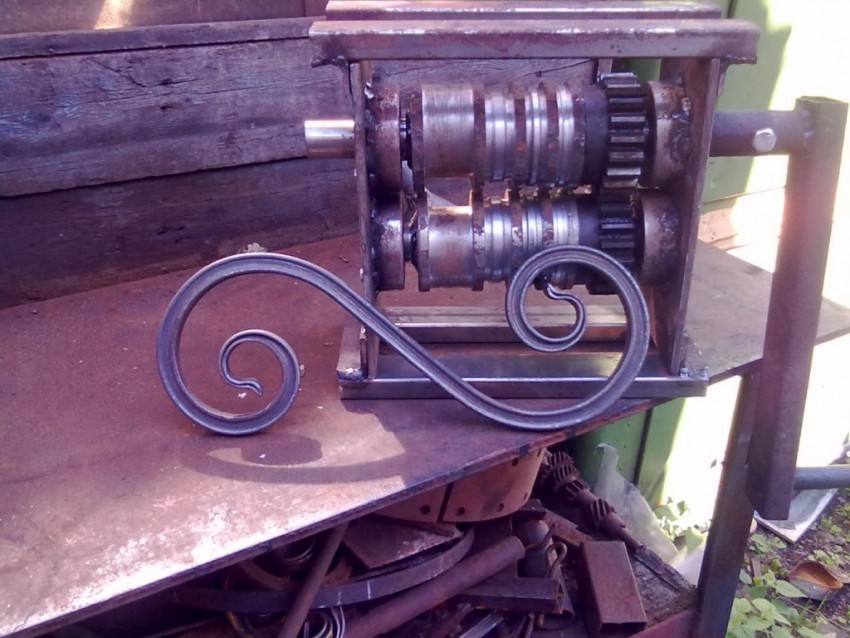 Мастера давно решили эти две проблемы, изготавливая оснащение своими руками. Как самому сделать станок улитку или гнутик, расскажем нашим читателям.
Мастера давно решили эти две проблемы, изготавливая оснащение своими руками. Как самому сделать станок улитку или гнутик, расскажем нашим читателям.
Преимущества самодельного оснащения
Художественные кованые изделия интересны, когда элементы изготовлены по собственным эскизам. Штамповка, собранная на заводских станках, мало чем отличается друг от друга. Настоящий мастер имеет свой почерк. Сделать металлический элемент, отличный от стандартных, можно только на станке, который собран своими руками.
Конечно, самодельный станок будет уступать по некоторым характеристикам заводскому устройству, но для холодной свалки в домашних условиях подойдет. Перед сборкой необходимо определиться, какая форма деталей будет необходима, а так же как часто будет использоваться оборудование. Важны и другие факторы:
- Для изготовления нескольких деталей раз в год целесообразнее собрать ручной механизм. Если холодная сварка настоящее хобби или бизнес, собирайте станок с электродвигателем. Он упростит работу и сэкономит время.
- На станке предусматривается виды работ: сгибание, закручивание или вытяжка. Для этого понадобятся валики, металлические бруски. Подробнее схему можно рассмотреть на фото в статье.
 Он упростит работу и сэкономит время.
Он упростит работу и сэкономит время.Все работы на одном станке можно выполнить только используя различные формы. Рассмотри как изготовить самые популярные для своих работ.
Форма Улитка
При помощи улитки можно изготовить завитые элементы ковки или волнистые. Изготовление осуществляется этапами:
- Рисуем на миллиметровке шаблон улитки. Рисунок спирали выполняется от меньшей окружности к большей. Между окружностями делается шаг, равный 100– 150 мм. Симметричность и точность рисунка у каждого мастера индивидуальны, так как спираль может быть круглой, вытянутой. Завитков стандартно от 2 до 4 шт. Ширина шага завитка на рисунке должна быть толще сечения прутка, который будет обрабатываться. Иначе достать готовую деталь будет сложно.
- Изготавливается столешница или рабочая поверхность для холодной ковки. Сделать ее можно при помощи листовой стали, шириной не меньше 3–4 мм. Зависит от тяжести формы.
- Форму сгибают по эскизу, при помощи ручного инструмента (плоскогубцев), из полоски металла толщиной не меньше 3 мм. Если взять материал толще, то работать вручную с ним будет сложно.
- Для того чтобы деталь ковки во время обработки не выскакивала из формы, один ее конец крепят внутри. Сделать крепление можно из кусочка арматуры, длинной равной ширине формы. Кусочек арматуры просто вставляют внутрь и закрепляют тисками либо сваркой.
- Рабочую поверхность нужно установить на хорошо стоящую столешницу. Отлично подойдет верстак или стойка из толстостенной трубы. Главное, разместить оборудование так, чтобы он не мешал при выполнении других работ. Если размер рабочего помещения маленький, вместо стойки снизу к конструкции крепится шестигранная гайка большого сечения. Ее просто зажимают в мощные тески и работают. Но надо понимать, что холодная ковка потребует некоторых усилий, поэтому конструкция должна стоять жестко.
- Форма крепится к листу железа жестко, при помощи сварки.
 Сделать ее можно при помощи листовой стали, шириной не меньше 3–4 мм. Зависит от тяжести формы.
Сделать ее можно при помощи листовой стали, шириной не меньше 3–4 мм. Зависит от тяжести формы.
Сборка деталей и соединение
Модель станка для холодной сварки может быть монолитной или разбираться по запчастям. Монолитная конструкция более прочная, но занимает много места. Улитку приваривают к рабочей поверхности при помощи металлических прутков: отрезают кусочки по 1–2 см и привариваются по столешнице в заданной форме с шагом 4 см. Между прутками высверливается отверстие под форму. Между собой детали соединяют сваркой. Это самый простой способ крепления. Существуют различные варианты, все зависит от фантази хозяина.
Внимание: Все сварочные работы выполняются снизу детали так, чтобы швы не мешали при изгибе элемента. К столу форму тоже приваривают снизу. Все лишние неровности приведут к некачественному и неровному сгибу элементов холодной ковки.
Изготовление формы гнутика
Гнутик необходим в холодной ковке для изготовления загнутых углом деталей. Угол сгиба должен быть регулируемый. Готовый станок состоит из основной неподвижной детали с отверстием, куда вставляется пруток и столешницы.
Угол сгиба должен быть регулируемый. Готовый станок состоит из основной неподвижной детали с отверстием, куда вставляется пруток и столешницы.
Для изготовления неподвижной детали с различными отверстиями по диаметру подойдет толстый лист железа. В нем проделываются необходимые отверстия. Диаметр отверстий зависит от того, с какими толщиной прутиками будет осуществляться холодная сварка.
Главное, жестко закрепить форму на станке, так как для сгиба нужны не маленькие усилия.
Перед тем как сделать оборудование для холодной ковки дома, рекомендуем читателю ознакомиться поближе с заводским оборудованием. Схемы есть в интернете. “Голь на выдумку ловка», и придумать из чего и как изготовить станок своими руками, сможет любой хозяин с головой. Для работ используйте готовые схемы из статьи или начертите сами. Каждый элемент нужно несколько раз измерить, иначе необходимой жесткости не будет. Если у вас достаточно терпения и мастерство позволяет, соберите станок для ковки своими руками. Для остальных, рекомендуем присмотреться к заводским моделям, цена от 150 000. Зато нервы и время будут сэкономлены.
Если у вас достаточно терпения и мастерство позволяет, соберите станок для ковки своими руками. Для остальных, рекомендуем присмотреться к заводским моделям, цена от 150 000. Зато нервы и время будут сэкономлены.
Самодельный станок для холодной ковки улитка.
После первых проб и не большего опыта в холодной ковке, решил я смастерить небольшой ручной станок для холодной ковки улитка, который будет превращать профиль, квадрат или полосу в красивые спиральные завитки. Идею такого типа станка я увидел в необъятных просторах интернета, устройство просто и ясно как светлый день, а вот над исполнением пришлось подумать и посмотреть завалявшиеся железки в гараже.
Заглянув в гараж увидел маховик от москвича 412 — то что надо, отталкиваясь от него я начал собирать станок.В металлоломе нашел ступицу, не знаю от чего, но мне она как раз подошла, в принципе ее можно было бы самостоятельно сделать из вала и трубы подходящих под диаметр подшипников. Остальные элементы как трубы, уголки, полосы, профиля у меня были и я начал сборку.
Остальные элементы как трубы, уголки, полосы, профиля у меня были и я начал сборку.
Начал я с подготовки маховика вырезал из листа 8 мм круг равный внутренней части маховика сделал защиту от проворота и нарезал резьбу в маховике дабы сделать кондуктор съемным.После по нарисованному эскизу выгнул спираль кондуктора из полосы толщиной 5 мм прикинул на маховик и разбил ее на 2 части малую и большую.Малую часть приварил к внутреннему кругу, а большую продолжил на маховике засверлив в маховике отверстия по внутреннему кругу спирали , а к самой спирали приварили шпильки, теперь кондуктор съемный.
Теперь я начал сборку, приварил маховик к внутренней части ступицы, к ней же приварил уже изготовленную опору из флянца (от газовых труб) тощиной около 18 мм и трубы диаметром 20 сантиметров (точно уже не помню), опора у меня крепилась к забетонированному в землю столбу и станок я решил сделать съемный , так как у меня не было желания и материала делать для него громоздкую раму которая потом занимала много место в гараже. К внешней части ступицы я приварил ручку которая была собрана в основном из полос толщиной 8 мм у основания ступицы ,а ближе к ручке труба на ней я сделал телескопический механизм с фиксатором на котором в конце установлен подшипник котрый уже будет давить на на заготовку и огибать ее вокруг кондуктора (улитки).
К внешней части ступицы я приварил ручку которая была собрана в основном из полос толщиной 8 мм у основания ступицы ,а ближе к ручке труба на ней я сделал телескопический механизм с фиксатором на котором в конце установлен подшипник котрый уже будет давить на на заготовку и огибать ее вокруг кондуктора (улитки).
На видео все наглядно представленно и рассказано.
Из чего был сделан Самодельный станок улитка.
А здесь уже небольшое видео работы
Самодельный станок для холодной ковки улитка.
Всем ровных завитков и удачи!
Понравилось это:
Нравится Загрузка. ..
..
Станок для холодной ковки сделать самому своими руками. Станки для холодной ковки самодельные
Холодная ковка – это обработка металла без его доведения до высоких температур. В отличие от горячей, холодная не предусматривает установки горна, именно поэтому такой метод и пользуется широкой популярностью у домашних умельцев. Стоит заметить, что можно изготовить станок для холодной ковки своими руками. Для этого понадобится минимальное количество инструмента, свободное время и желание работать.
Немного общих сведений
Прежде всего хотелось бы сказать о том, что сфера применения деталей, полученных путем холодной ковки, весьма обширна. Это различные оградки для клумб, заборы, декоративные металлические фонари, лавки и многое другое. Изготовить такое изделие сможет каждый. Для таких целей нередко применяют ручные станки, которые состоят только из наковальни и молотка. Но ассортимент изготавливаемых изделий в данном случае будет довольно ограничен. Это же касается и обычного трубогиба. Да, им можно что-то сделать, но часто этого мало. Поэтому и возникает необходимость в создании станка. Пусть он будет не профессиональным, но вы сможете полноценно ковать. Давайте же поговорим о том, как создать станок для холодной ковки своими руками. Но обо всем по порядку.
Это же касается и обычного трубогиба. Да, им можно что-то сделать, но часто этого мало. Поэтому и возникает необходимость в создании станка. Пусть он будет не профессиональным, но вы сможете полноценно ковать. Давайте же поговорим о том, как создать станок для холодной ковки своими руками. Но обо всем по порядку.
Преимущества и особенности холодной ковки
Как было отмечено выше, вам не понадобится обустраивать горн. Обусловлено это тем, что собственно суть холодной ковки состоит в том, что металлические заготовки в большей мере обрабатываются изгибанием, сваркой, а также прессованием. В мастерской вам не потребуется много места, так как оборудование в данном случае менее габаритное и простое. Кроме того, процесс более безопасный, так как не приходится работать с высокими температурами.
Но тут есть и свои недостатки, которые заключаются в том, что работать приходится с заготовками-полуфабрикатами. Следовательно, если вы ошибетесь, то уже не будет возможности исправить ошибку. Безусловно, это касается далеко не всех работ, но в большинстве случаев заготовку можно выбросить на металлолом. Помимо этого, кованые изделия нередко ломаются, что тоже сильной стороной не назовешь. В остальном это отличный способ сделать витые, волнообразные и другие изделия из металла.
Безусловно, это касается далеко не всех работ, но в большинстве случаев заготовку можно выбросить на металлолом. Помимо этого, кованые изделия нередко ломаются, что тоже сильной стороной не назовешь. В остальном это отличный способ сделать витые, волнообразные и другие изделия из металла.
Холодная ковка своими руками: станки «улитка» и их особенности
С помощью данных станков, а их модификаций существует большое количество, можно изготовить кольца, спирали, волны и другие металлические «завитушки». Конструкция оборудования достаточно проста и процесс изготовления подразумевает всего несколько простых этапов.
Для начала нам потребуется бумага-миллиметровка, которая нужна для нанесения точных размеров. На бумаге надо нарисовать спираль, каждый виток которой больше предыдущего. Но при этом необходимо строго соблюдать шаг. Хотя данное требование может и не соблюдаться, особенно если вы не планируете изготавливать симметричные детали.
Прежде чем приступать к сборке, необходимо продумать, с заготовками какого диаметра будет выполняться работа. При любых обстоятельствах должно соблюдаться следующее требование: «шаг» должен быть больше диаметра обрабатываемого прутка. В противном случае у вас не получится вынуть из станка заготовку без её повреждения, что не есть хорошо. Стоит заметить, что станок для холодной ковки, своими руками изготовленный, например типа «улитка», очень полезен.
При любых обстоятельствах должно соблюдаться следующее требование: «шаг» должен быть больше диаметра обрабатываемого прутка. В противном случае у вас не получится вынуть из станка заготовку без её повреждения, что не есть хорошо. Стоит заметить, что станок для холодной ковки, своими руками изготовленный, например типа «улитка», очень полезен.
Рабочая поверхность, форма и дополнительные элементы
В качестве рабочей поверхности можно взять листовой металл. Его толщина должна быть не менее 4 мм. Что же касается линейных размеров, этот параметр зависит от того, насколько габаритными будут заготовки.
Для формы желательно взять полосовой металл, примерно 3 мм толщиной. Так вы сможете без особых проблем работать с ручным инструментом. К примеру, сгибание в спираль можно выполнить с помощью плоскогубцев, но обязательно по шаблону.
Для большего удобства выполнения работ необходимо один конец заготовки фиксировать. Для этих целей подойдет обычный обрезок прутка, который по ширине будет такой же, как и полоса. Кроме того, изготовленный станок для холодной ковки своими руками должен быть закреплен на верстаке. Нередко рабочую площадку крепят в тиски, что тоже довольно эффективно. Ну а так как усилия при работе прилагаются не маленькие, то фиксация должна быть надежной.
Кроме того, изготовленный станок для холодной ковки своими руками должен быть закреплен на верстаке. Нередко рабочую площадку крепят в тиски, что тоже довольно эффективно. Ну а так как усилия при работе прилагаются не маленькие, то фиксация должна быть надежной.
Сборка «улитки»
Станки для холодной ковки самодельные типа «улитка» собираются довольно просто. Как было отмечено выше, есть целая масса модификаций. Кто-то делает станок монолитным, другие же предпочитают разборную конструкцию. Если воспользоваться первым вариантом, то готовую «улитку» просто-напросто приваривают к рабочей площадке. Основное требование в этом случае – обеспечить надежное крепление конца обрабатываемой детали. Разборная конструкция предусматривает наличие посадочных отверстий в рабочей площадке. При необходимости это позволит снять станок, скажем, на ремонт, а затем поставить его обратно. Такой подход более практичен, но надежность фиксации в этом случае несколько ниже, так как резьбовые соединения будут постоянно ослабевать. Мы уже немного разобрались с тем, что такое холодная ковка. Своими руками станки, помимо «улитки», можно сделать и другие, давайте более подробно рассмотрим и их.
Мы уже немного разобрались с тем, что такое холодная ковка. Своими руками станки, помимо «улитки», можно сделать и другие, давайте более подробно рассмотрим и их.
«Гнутик» и «фонарик»
«Гнутик» – это станок, который для холодной ковки, без всякого сомнения, является базовым. Стоит заметить, что станки для холодной ковки самодельные такого типа изготовить довольно сложно, но возможно. Как и в предыдущем случае, понадобится сначала сделать чертеж или воспользоваться уже готовым. Только после этого приступают к сборке. Из названия можно понять, что данное приспособление используется для изгибания металлических изделий под определенным углом. В результате мы получаем дуговые элементы необходимого радиуса. Конструкция состоит из неподвижного отверстия в основании с упором. Диаметр этого отверстия необходимо подбирать в зависимости от диаметра заготовки.
Такое самодельное оборудование для холодной ковки, как «фонарик», встречается крайне редко. Обусловлено это тем, что данный станок используется для изготовления декоративных фонарей. Тут очень важна точность, которой добиться в домашних условиях очень сложно. Да и зачастую «фонарик» не включают в базовое оборудование для холодной ковки.
Тут очень важна точность, которой добиться в домашних условиях очень сложно. Да и зачастую «фонарик» не включают в базовое оборудование для холодной ковки.
«Волна» и «твистер»
Как вы видите, изготовить самодельное оборудование для холодной ковки не так и сложно, тем не менее для этого придется приложить некоторые усилия. Например, станок «волна» представляет собой элементарную конструкцию, состоящую из неподвижного упора и пары роликов. Причем один ролик необходимо устанавливать в неподвижном состоянии. Второй же оснащается рычагом и является подвижным. С его помощью и осуществляется изгиб заготовки, которая закрепляется с помощью неподвижного упора.
«Твистер» — приспособление, состоящее из подвижного продольного зажима, который может вращаться вокруг собственной оси. На одной площадке монтируется второй зажим, но уже неподвижный. В этом случае ковка металла своими руками предусматривает изготовление витых изделий. Достигается это с помощью специального винта, установленного на подвижном зажиме. Вторая часть заготовки устанавливается в неподвижный. При этом важно разместить оба упора на одной оси.
Вторая часть заготовки устанавливается в неподвижный. При этом важно разместить оба упора на одной оси.
Несколько деталей
Вот мы уже и разобрались, как сделать самодельный станок для холодной ковки. Хотелось бы обратить внимание, что данное оборудование является достаточно простым, поэтому сделать его сможет каждый желающий. Но обычно на глаз никто ничего не делает. Это касается как изготовления станков, так и кованых изделий. Поэтому перед началом работы всегда делайте эскиз, наносите размеры и подгоняйте оборудование под габариты. В приоритете желательно изготовить станок для холодной ковки универсальный. Своими руками сделать такое оборудование довольно сложно, так как оно сочетает в себе все вышеописанные виды. Можно поместить все станки на одну большую рабочую платформу, что тоже довольно удобно, да и место экономит. Если вы планируете работать с толстыми прутьями, то ручного привода вам будет недостаточно. В этом случае наиболее целесообразное решение – установить электродвигатель. Но важно правильно выбрать его мощность. Если она будет недостаточной, то мотор не справится с работой, если слишком большой, то рискуете переборщить.
Но важно правильно выбрать его мощность. Если она будет недостаточной, то мотор не справится с работой, если слишком большой, то рискуете переборщить.
Заключение
Теперь вы знаете, в чем заключается холодная ковка. Станки своими руками самодельные, как было отмечено выше, можно изготовить без особых проблем. Вам понадобится минимальное количество инструментов и знаний. Если вы не слишком часто занимаетесь ковкой, то вам будет достаточно минимального набора. Когда же это уже работа, то станки необходимо постепенно модернизировать. К примеру, на улитку устанавливать съемные спирали, которые между собой будут отличаться размерами и шагом. В принципе, это все что можно рассказать по данной теме. Тут не все так сложно, как может показаться на первый взгляд. Главное, это приступить к сборке, а дальше будет несколько проще.
Скворечник из дерева своими руками: чертежи, размеры, фото
Чтобы сделать жилье комфортным и приятным, потребуется сложная техника. Она в несколько раз упрощает домашний труд, но для ее обслуживания нужны некие навыки и знания. Мало людей знают все возможности новейших инструментов и применяют их не в полной мере. Если их слегка изменить, можно получить прекрасные самодельные инструменты для мастерской, где создаются настоящие шедевры.
Мало людей знают все возможности новейших инструментов и применяют их не в полной мере. Если их слегка изменить, можно получить прекрасные самодельные инструменты для мастерской, где создаются настоящие шедевры.
Если покупать модели знаменитых брендов, они окажутся прекрасными и надежными помощниками. Помимо этого, нужны устройства для раскладывания и закрепления изделий в процессе их обработки. А на даче можно использовать простой столярный верстак.
По мере накопления инвентаря у домашнего мастера его стоит сортировать по следующим разделам:
- Слесарные и столярные приспособления.
- Различные устройства и приборы.
- Электрическое оборудование.
Создавая инструменты своими руками, мастер использует стеллажи, ящики и шкафчики. Поддержание инструментов в чистоте и порядке дает шанс создать хорошую обстановку для работы и обеспечить долгую сохранность приспособлений.
Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.
Самодельный станок для холодной ковки.
 youtube.com/embed/3QblrJl5HT0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/3QblrJl5HT0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Применение столярных струбцин
Изготовление изделий из дерева своими руками – работа нелегкая. Как минимум потому, что она требует большой внимательности и высокой точности. Называть ваймы домашнего изготовления именно прессом – будет ошибочно, ведь они не имеют возможности высушивать клеевой состав.
Столярные ваймы применяются для:
- закрепления облицовочной кромки;
- изготовления лестниц и ступеней;
- облицовки различных поверхностей;
- проектирования мебельных каркасов;
- сборки бруса, оконных или дверных рам;
- соединения древесины.
Компоненты станка и необходимые инструменты.
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
- гнутик;
- улитка;
- волна;
- глобус;
- твистер;
- фонарик;
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.
Изготавливаем станок.
Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы. Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
Это облегчает процесс работы. Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Из чего состоят самостоятельно изготовленные ваймы
Сделать струбцины собственными силами – несложно. Базу составляет очень прочная несущая балка. Также применяется труба с профилем квадратной либо прямоугольной формы.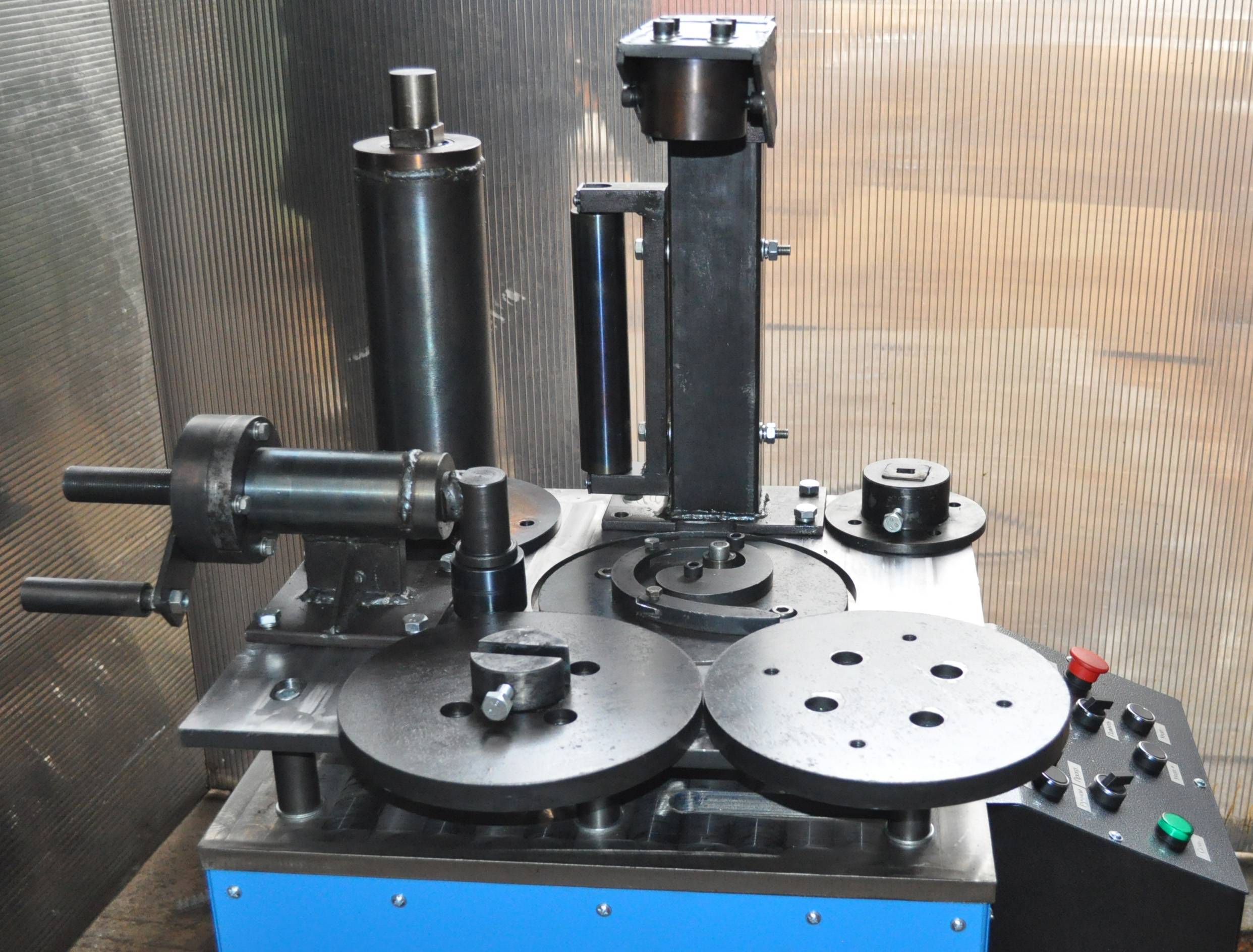 В качестве дополнительного варианта – основу можно сделать из металлического уголка либо швеллера. Хоть конструкция в этом случае получится тяжелой, зато качественной.
В качестве дополнительного варианта – основу можно сделать из металлического уголка либо швеллера. Хоть конструкция в этом случае получится тяжелой, зато качественной.
Основной параметр используемого материала – высокая степень прочности и хорошая устойчивость к нагрузке. Вайма ни в коем случае не должна изменить изначальную форму.
Какие материалы нужны для работы
Перед тем как приступать к созданию самодельной ваймы, надо подобрать составные части и инструментарий.
Сделать струбцину из древесины возможно, но хорошие результаты при склеивании вряд ли будут достигнуты. Потому вайму чаще всего делают из металла.
Для изготовления металлических вайм понадобятся:
- шлифмашина;
- прокладки из дерева;
- крепежные детали;
- профильная труба, уголок либо швеллер;
- аппарат для сварки;
- уровень и угольники;
- упоры.
Сделанные собственноручно зажимы обязательно обязаны быть крайне прочными. Иначе есть риск погнуть или даже сломать изделие. Дабы этого не произошло, надо убедиться, что упоры невосприимчивы к серьезным нагрузкам и надежно закрепляются на базе. Лучше всего закреплять зажимы на струбцине таким образом, чтобы их легко было перемещать – это позволит выполнять обработку особо крупных заготовок.
Дабы этого не произошло, надо убедиться, что упоры невосприимчивы к серьезным нагрузкам и надежно закрепляются на базе. Лучше всего закреплять зажимы на струбцине таким образом, чтобы их легко было перемещать – это позволит выполнять обработку особо крупных заготовок.
Не меньшей прочностью обязаны похвастать и детали крепления – гайки, саморезы и так далее. Правильным решением будет использовать для пресса-ваймы крепежные детали, заказанные в токарной мастерской. Если пользоваться гайками и саморезами, купленными в магазине, велика вероятность, что они очень быстро сломаются.
Станки для холодной ковки своими руками.
Многие опытные изготовители собственноручно собирают несложные механизмы, которые позволяют создавать уникальные конструкции. На это влияет стаж работы. Чертежи на станки для холодной ковки своими руками можно в достаточном количестве найти в интернете, как и фото изделий холодной ковки, которые можно получить в итоге. Фотография такого оборудования позволяет выполнить мастеру чертеж с нуля, если у него есть опыт.
Можно рассмотреть станок «Улитка». Используя его можно создавать различные спирали или волны. Для создания такого станка нужно иметь чертежи на станок для холодной ковки своими руками такого типа, а так же делать все в соответствии с технологией. Рабочая поверхность должна состоять из листового металла. 4 мм толщины будет достаточно. Размеры устанавливаются исходя из габарита детали. Для придания форму необходим листовой металл в толщину 3 мм и в виде полос. Он выгибается по шаблону плоскогубцами и получается спираль.
Для создания нормального процесса работы нужно хорошо зафиксировать один из концов детали. В этом поможет прут, равный ширине полос. Чтобы зафиксировать рабочую площадку нужно будет использовать верстак. Основная цель всего – придать максимальной неподвижности детали, потому что во время холодной ковки нужно приложить большие усилия.
Перед началом изготовления любого станка для холодной ковки, инструментами для ручной работы нужны шаблоны, эскизы и различные чертежи, в том числе и чертеж на оборудование для холодной ковки своими руками.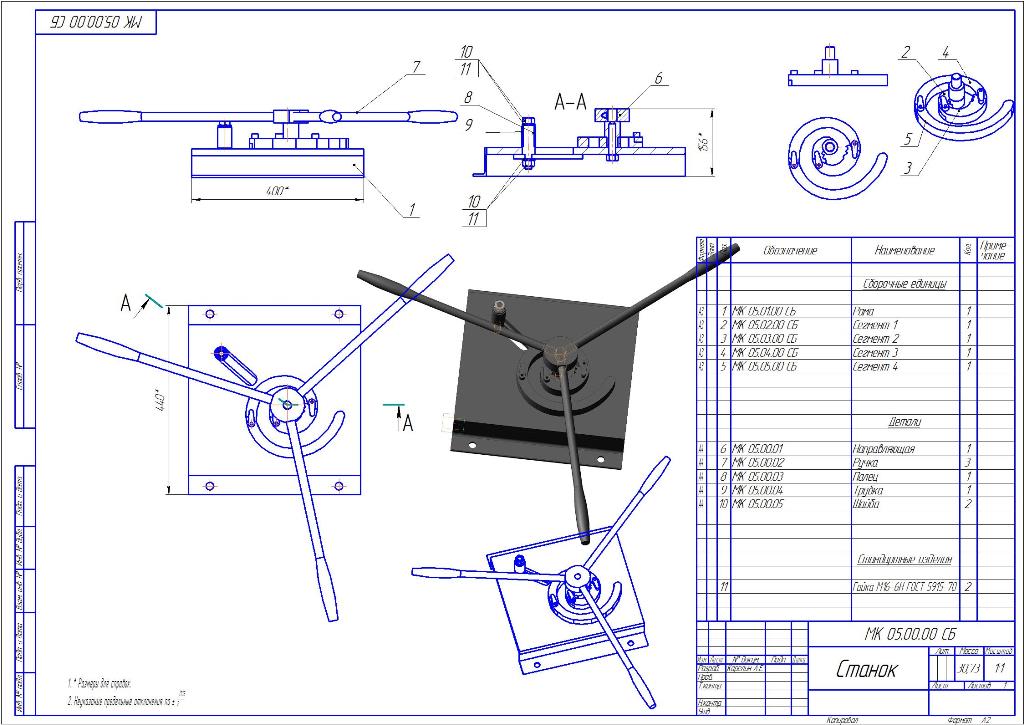
Придать более хорошую точность разметке можно за счет миллиметровой бумаги. Нужно нарисовать на ней спираль, где будут увеличиваться витки в радиусе. Между ними нужно должным образом соблюдать равную дистанцию. Такое условие будет обязательным только для создания симметричных узоров.
Станок для холодной ковки.
Станок необычной конструкции из стиральной машины
Мастер придумал новую конструкцию станка на основе двигателя стиральной машины, которая более функциональна, чем аналоги. В процессе работы и в заключительной конструкции применены несколько интересных решений.
Для самоделки понадобятся профильная труба, лист фанеры, отрезок водопроводной трубы, подшипник, шпилька, шкивы. Сначала хотел установить двигатель мощностью 420 ватт, но впоследствии заменил его на мотор на 300 ватт, что достаточно для данной конструкции со шкивами. Каркас в форме параллелепипеда. Мастер решил установить шлифовальный диск большого диаметра – 45 см, чтобы поднять функциональность станка. Такой станок имеет больше возможностей.
Такой станок имеет больше возможностей.
Товары для изобретателей
Чертежи шаблонов для холодной ковки. Как сделать станок для холодной ковки
своими рукамиАрхитекторы и дизайнеры часто используют в своей работе кованые элементы. Элегантно и благородно смотрятся ажурные металлические решетки, покрывающие камины или красивые балясины на лестнице.
Если вы умеете выполнять ковку и научитесь этому ремеслу, то сможете создавать оригинальные изделия самостоятельно.
Это занятие подойдет всем, кто любит заниматься физическим трудом и готов познакомиться с технологией и особенностями выбора металла.
Что нужно знать о ковке?
Ковка — это процесс обработки специальной заготовки. Его цель — придать металлу нужные размеры и форму. Различают горячую ковку и холодную.
Мастеру необходимо познакомиться с обеими разновидностями, чтобы знать достоинства и недостатки каждой.
Метод горячей штамповки
При горячем способе металлическая преформа сильно нагревается. В результате металл становится пластичным.Горячая ковка придает заготовке желаемые размеры и желаемую форму. Мастеру доступны различные варианты работы.
В результате металл становится пластичным.Горячая ковка придает заготовке желаемые размеры и желаемую форму. Мастеру доступны различные варианты работы.
У нагрева металлической заготовки тоже есть недостатки. В первую очередь необходимо оборудовать специальную комнату. Вам нужно будет купить кузнечную кузницу, для которой нужно будет покупать топливо.
Необходимо соблюдать правила пожарной безопасности, важно, чтобы мастер умел работать с огнем.
Имея представление о температурных режимах, используемых в процессе ковки, вы легко можете выбрать нужный вид ковки.
Метод холодной штамповки
Холодная штамповка — трудоемкий процесс. Чтобы получить требуемую форму металлической заготовки, ее гнут, обжимают и сваривают. Техника выполнения несколько проще по сравнению с горячим методом.
Мастерская не требует много места, и для ее обустройства не нужно будет покупать специальный рог, достаточно купить кузнечный станок.
Производственный процесс продукта предполагает работу с полуфабрикатами заводского изготовления.Если была допущена ошибка, то исправить ее невозможно.
Выбрать металл
Для ручной ковки подходят металлы с определенными свойствами. Чем пластичнее металл, тем легче изменить его форму. Однако пластичность неразрывно связана с прочностью.
Увеличение показателя одной характеристики неизбежно влечет за собой уменьшение другой. Покупая заготовку, мастер должен точно знать, каков ее состав.
Мастера изготавливают декоративные элементы ковки из меди, стали, дюралюминия или латуни.Кроме того, также могут использоваться сплавы. Информацию о металлах, которые легко подделать, можно найти в Марочнике стали и сплавов.
Какие инструменты нужны для ковки?
Инвентарь варьируется в зависимости от метода ковки. Кузнечная кузница с наковальней, для горячей ковки понадобятся молотки с клещами.
Для холодного способа понадобится инструмент Gnutik, позволяющий сгибать заготовку под углом, и станок Snail для ковки, который можно сделать самостоятельно.Последний станок позволяет создавать декоративные элементы с формой в виде спирали.
Примечание!
Помимо основных инструментов для холодного метода можно использовать «Фонарик», «Волна», «Твистер», станок для кольцевания и другие.
Современный рынок предлагает промышленные машины, предназначенные для выполнения технологических операций. На фото ковки вы можете увидеть изделие, изготовленное на станке Master 2 фирмы MAH.
Ручная ковка
Чтобы заготовка приобрела желаемую форму, мастер должен применять в своей работе различные приемы и приемы. Вам нужно будет приобретать различные инструменты и осваивать различные технологии.
Метод холодной ковки не требует от мастера особых усилий. В работе выделяются следующие этапы:
- создание рисунка или наброска декоративного элемента;
- заготовка заготовок;
- процесс ковки.

Сегодня рисунок можно сделать с помощью компьютерной программы самостоятельно или заказать у профессионалов. Проект позволит еще до начала работ рассчитать, сколько металлических заготовок нужно закупить.
Примечание!
Основные кованые элементы представлены следующими группами:
- Лапы. Концу металлического стержня придают определенную форму.
- кудрей. Концы стержня можно загнуть в одну или две стороны.
- Кольца.Элементы декора изготавливаются из прутьев квадратного или круглого сечения.
- Торсион. Характеризуется винтовой закруткой по оси.
Используются 3 общепринятые технологии: волочение, гибка и скручивание.
- Вытяжка позволяет увеличивать длину металлической заготовки, уменьшая значение ее поперечного сечения.
- Гибка дает возможность изгибать любую часть заготовки под углом.
- Скручивание — технология, при которой заготовка скручивается по оси. Для скручивания используется машина Twister.
 Для скручивания используется машина Twister.
Для скручивания используется машина Twister.Все элементы собираются вместе и фиксируются сваркой. Эти операции выполняются на специальном столе. Самодельная холодная ковка не требует особых навыков.
Ковка своими руками фото
Примечание!
Люди давно заметили, что нагретому в кузнице металлу можно придать практически любую форму. Кованые изделия прекрасно смотрятся в любом интерьере.Они могут быть элементом декора как деревянных, так и каменных коттеджей.
Среди владельцев частных домов вряд ли найдется человек, который не хотел бы иметь кованый забор, перила или лестницу. Но, несмотря на множество преимуществ, изделия, полученные с помощью горячей ковки — процесса, при котором металл становится пластичным под воздействием высокой температуры, доступны далеко не всем из-за высокой цены. Есть альтернатива — холодная ковка металла. Его главное преимущество — не только невысокая цена, но и доступность техники для самостоятельного повторения.
Холодная ковка металла — это процесс, при котором металл не подвергается нагреву, а форма изделия придается за счет его гибки, опрессовки и сварки из нескольких заготовок.
Некоторые специалисты считают название «холодная ковка» не совсем правильным. По их мнению, ковкой можно назвать только процесс пластической деформации горячего металла. Но название этого метода обработки металла прижилось. Более того, пользователи считают, что в некоторых случаях холодная ковка металла может стать достойной заменой горячей ковке.Так ли это на самом деле мы расскажем в сегодняшней статье.
Особенности холодной ковки
Бытует мнение, что изделия, полученные путем гибки, получаются однообразными, больше похожими на заводскую штамповку на резьбе. Однако практика показывает, что при правильном подходе с помощью холодной ковки можно создавать настоящие авторские произведения.
Чаще всего методом холодной ковки металла делают:
- решетки оконные;
- элементов козырьков, перил и навесов для входной группы;
- декоративные элементы для ворот и калиток;
- фигурные ножки для столов и стульев;
- элементов декора: подставки для цветов, решетки для каминов, обрамление картин, зеркала и др.

Для художественной горячей ковки металла выпускаются изделия, полученные методом холодной деформации на специальном оборудовании, впоследствии свариваемые в одно целое: элементы ограждения, ограждения или калитки. Тем более, что непосвященный человек не сразу поймет, как было подделано это изделие.
Goblin 2 пользователь FORUMHOUSE
На мой взгляд, кованые элементы, изготовленные методом холодной деформации (гибки), выглядят не хуже, чем такие же элементы, сделанные вручную — горячей ковкой.И они дешевле.
Холмофф пользователь FORUMHOUSE
Холодная штамповка металла позволяет на достаточно простом комплекте оборудования создавать типовые элементы — торсионы, катаные пики, спирали, элементы пространственного изгиба. А затем, комбинируя этот набор (примерно из 10-15 типов типовых элементов) для создания изделий со сложным рисунком. Освоить процесс гибки сможет любой человек, владеющий слесарным инструментом, было бы желание.
Обычные геометрические формы в сочетании с завитками и волнами могут очень красиво смотреться в металле, ведь любой сложнейший узор состоит из множества простых элементов.
Существенным преимуществом холодной ковки металла перед горячей ковкой является высокая производительность. Для работы не требуется много места. Нет необходимости обустраивать и разжигать рог, кузницу, молот на наковальне. Меняя только фурнитуру, можно быстро создавать самые разные элементы, но для соединения узлов потребуется хорошее владение сварочным делом.
Холмофф пользователь FORUMHOUSE
Однажды я сделал холодную ковку и научился готовить в полуавтомате за два дня.
Для получения хорошего результата процесс холодной ковки металла следует разделить на несколько последовательных этапов:
- Идея и постановка задачи.
- Концептуальные зарисовки от руки на бумаге.
- Точный рисунок продукта вручную или в графической программе.
- Разбивка всего изделия на отдельные простых элементов .
- Рисование или печать на принтере единиц продукции в натуральную величину.

Некоторые принтеры поддерживают печать плакатов, то есть они печатают части большого изображения на листах A4, после чего их можно только склеить.
- Расчет необходимого количества материала.
- Изготовление отдельных элементов.
- Шлифовка и сборка (сварка) отдельных элементов в единой конструкции.
Несмотря на кажущуюся простоту, практика холодной ковки металла требует вдумчивого подхода и грамотного расчета всех деталей будущего изделия.Специалисты FORUMHOUSE советуют — для визуализации идеи предварительно изготовить отдельные блоки из проволоки реального размера . Это поможет понять, как различные элементы будут сочетаться друг с другом и вовремя исправить ошибки, или найти более удачное сочетание узоров и отдельных элементов.
К основным элементам, полученным методом холодной ковки металла, относятся:
- Лапы и козырьки. Эти элементы выкатываются из металлического прутка.
 Эти элементы выкатываются из металлического прутка.
Эти элементы выкатываются из металлического прутка.- Локоны.Включают: завиток, червяк и улитку. У волута, или, как его еще называют, рогалики, концы загибают в одну сторону. Маленький червяк выглядит как знак $. Улитка похожа на запятую.
- Кольца изготавливаются из прутка круглой или квадратной формы, намотанного на специальную оправку. Получается своеобразная металлическая пружина, которую потом нарезают кольцами.
- Торсион. Один из самых распространенных элементов. Получается скручиванием одного или нескольких стержней.
Все вышеперечисленные элементы можно выполнить, объединив всего три технологических процесса.
1. Капюшон. Благодаря этому процессу за счет уменьшения поперечного сечения заготовки увеличивается ее длина. Таким образом обычно получаются лапки и пики, для чего металл помещается в специальный прокатный или опрессовочный станок. Пропуская заготовку через ролики и постепенно уменьшая расстояние между ними, материал раскатывается. Также на валики могут наноситься рельефные насечки, которые придают поверхности заготовки определенную фактуру.
Пропуская заготовку через ролики и постепенно уменьшая расстояние между ними, материал раскатывается. Также на валики могут наноситься рельефные насечки, которые придают поверхности заготовки определенную фактуру.
2. Торсион. Металл (полосы или стержни) скручивают вдоль своей оси. Вы можете скрутить одну, две, три и более заготовок. Для этого один конец заготовки (или заготовок) помещается в тиски, а другой начинает поворачиваться по оси. Если скрутить несколько стержней, а затем сжать их, прилагая усилие по оси, то они разойдутся по дуге. Получается утолщение из плетеных стержней под названием «Фонарик» или «Корзина».
3. Гибка.Металл гнут на специальном станке по шаблонам.
Для гибки металла в разных плоскостях необходимо простейшее оборудование и простые станки. На рынке имеется множество машин для холодной ковки. Но из-за высокой цены их приобретение оправдано только в том случае, если планируется дальнейшая прибыль. Начинающий мастер, занимающийся холодной ковкой «под себя», вполне может согнуть металл.
Начинающий мастер, занимающийся холодной ковкой «под себя», вполне может согнуть металл.
Сначала можно обойтись простыми кондукторами и оправками, вставленными в обычные настольные тиски.Сделать кручение можно, зажав конец заготовки в тисках, затем надев на него трубу, и, используя хомут, закрутить заготовку вдоль своей оси.
Alexei62 пользователь FORUMHOUSE
Все инструменты для холодной ковки (кроме сварочного аппарата) могут быть изготовлены из подручных средств.
Для холодной ковки металла чаще всего используются следующие инструменты:
- Gnoot. С его помощью заготовка изгибается под определенным углом.
- Улитка.С его помощью заготовка сгибается по спирали. Изменяя шаблоны, вы можете изменить радиус изгиба.
- Фонарик. Он напоминает токарный инструмент. С помощью этого инструмента металлические заготовки переплетаются между собой, чтобы получить одноименный элемент.

- Волна. Принцип действия этого средства понятен из названия. С его помощью металлу придается волнистая поверхность. Расстояние между «гребнями» волн и их высоту можно регулировать в зависимости от настроек машины.
- Твистер. Скручивает полосу или брус по продольной оси.
Принцип работы всех вышеперечисленных машин очень прост. Он основан на приложении определенной силы к заготовке через рычаги, приводящей к деформации металла. Гибка металла на станках ручная. Для облегчения труда некоторые станки оснащены электродвигателями, что увеличивает их стоимость. Многие домашние мастера предпочитают изготавливать станки для холодной ковки своими руками.Также с появлением опыта и увеличением сложности изделий необходимо оснащать станки разнообразными аксессуарами — шаблонами, кондукторами, упорами, упорами.
Большой простор для творчества. Каждый мастер делает адаптацию под свои задачи. Важно соблюдать принцип разумной достаточности. Самые красивые изделия можно сделать с помощью минимум приспособлений.
Самые красивые изделия можно сделать с помощью минимум приспособлений.
Секреты холодной ковки
Один из главных вопросов начинающих мастеров: «Какой металл подходит для холодной ковки.«По мнению форумчан, нужно не тратить время и ходить по местным металлобазам, а также знакомиться со списком, который они предлагают. Для холодной ковки используется самый распространенный« черный »металл. Погонный размер для полос шириной 14 и 16 мм, толщиной 2-4 мм. Пруток — квадрат со стороной до 10 мм. Такой материал легче гнуть. Более толстый материал, полоса 20х4 мм и т. д., сначала будет иметь на разрез.
Горячая ковка известна человеку с тех пор, как он начал обрабатывать и применять металлы в своей жизни.До изобретения штамповочных и металлорежущих станков горячая ковка и литье были единственными способами производства инструментов и оружия, домашней утвари и ювелирных изделий.
Чтобы освоить традиционное кузнечное дело, нужно было долго учиться и набираться опыта. Изделия кузнеца оказались очень трудоемкими и уникальными, это несомненный плюс для искусства и столь же очевидный недостаток там, где требуется большое количество идентичных изделий.
Изделия кузнеца оказались очень трудоемкими и уникальными, это несомненный плюс для искусства и столь же очевидный недостаток там, где требуется большое количество идентичных изделий.
К недостаткам горячей штамповки относятся:
- высокая сложность
- высокие требования к квалификации мастера,
- низкая повторяемость изделий.
Метод холодной ковки лишен недостатков. В его основе лежит свойство металлов изменять свою форму в определенных пределах под действием механической силы. Технология применима к круглому и квадратному прутку, металлической полосе, трубам и прокату различного профиля. Несколько основных операций, такие как
- изгиб заготовки под заданным углом и заданным радиусом,
- формирование завитков и спиралей,
- скручивание одной или нескольких заготовок по продольной оси
и сочетание полученных деталей позволяет создавать кружевные ограждения, беседки, скамейки, предметы декора и быта в разумные сроки и по доступной цене, в разы, а то и в десятки раз ниже, чем при использовании горячей ковки. .
.
При этом все элементы будут абсолютно одинаковыми по форме и размеру, что особенно важно при формировании из них узоров и орнаментов.
Для получения основных элементов используют специальные станки.
- Гнутик — один из самых популярных. Он позволяет сгибать брус под заданным углом и заданным радиусом, в том числе в виде волны.
- Улитка используется для скручивания конца стержня или трубы в спираль.
- Торсионный стержень предназначен для скручивания стержня вдоль его продольной оси.
Если вы планируете выпускать продукцию большими сериями, то вам понадобится станок для промышленного производства. Обладает высокими характеристиками, достаточным ресурсом, оснащен электроприводом достаточной мощности, сочетающим в себе гнут, улитку и торсион. Продвинутые производители оснащают свои агрегаты полуавтоматическими приставками, а роль сотрудника сводится к установке необходимой оправки, закреплению заготовки и запуску программы.
Если для начала вы планируете просто познакомиться с технологией холодной штамповки, потрогать ее руками, то можно сделать устройство начального уровня самостоятельно, сэкономив значительные суммы, так как промышленные агрегаты приближаются к цене автомобиля.
Станок
Одна из несложных конструкций самодельного гнутика состоит из следующих деталей:
- Массивное основание с проточкой.
- Подвижный упор, перемещаемый по пазу червячной передачей
- Два фиксированных упора, закрепленных на основании.
Крепление «Гнутик»
Ролики на фиксированных упорах взаимозаменяемы, чтобы можно было гнуть стержни и трубы под разными углами и радиусами. На подвижном упоре также фиксируется съемный ролик или клин, в зависимости от желаемой формы изгиба.
Пока прямая заготовка зажимается неподвижными упорами и, вращая привод червячного механизма изгиба, подводят к ней подвижный упор — клин или ролик.
Сделать комара для холодной ковки своими руками вполне реально, достаточно строго следовать чертежу, соблюдая размеры и припуски.
Сложности в домашней мастерской могут возникнуть при фрезеровании высокопрочной стали и сверлении в ней отверстий.
Если такого оборудования в мастерской еще нет, то лучше оформить заказ на основные детали гайки в производстве — дрелью и лобзиком этого не сделать.
Соединение и покраска деталей
Для сборки деталей нужного дизайна необходимо предусмотреть ровное свободное пространство — на полу или на столе, в зависимости от размера. Перед сваркой и покраской детали лучше отшлифовать, чтобы удалить ржавчину, и очистить поверхность. Пескоструйный агрегат также можно изготовить самостоятельно из использованного газового баллона, пары насадок и кранов. В качестве форсунки можно использовать керамический корпус использованной свечи зажигания.
После пескоструйной обработки детали раскладываются на месте сборки. Для удобства работы можно использовать штанги-накладки. После того, как детали расставлены, стоит еще раз проверить соответствие их расположения чертежу. Далее, зафиксировав зажимами ключевые элементы конструкции, точечная сварка должна прижать их друг к другу. В последний раз проверяя размеры, углы и взаимное расположение, можно приступать к сварке всех необходимых швов.
После сварки необходимо очистить окалину проволочными щетками, закрепленными в дрели, а в труднодоступных местах вручную.Дизайн готов к покраске. В зависимости от выбранных грунтовок и финишного покрытия, а также от способа нанесения, сборка укладывается на амортизирующие планки или устанавливается вертикально с временными упорами.
Конструкции с высокой плотностью деталей удобно красить из пульверизатора, для редкой решетки, для уменьшения потерь краски придется вооружиться кистью.
Холоднокованые изделия
Холодной штамповкой производятся различные изделия.Это, прежде всего, элементы решеток и заборов — как сами штанги, так и поперечины, вершины и украшения. С расстояния в несколько метров ее сложно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Таким образом, обычный забор, помимо утилитарного назначения, приобретает еще и художественную ценность. Для этого потребуются гайка, улитка и торсион.
Кованые подставки для фонарей, перила для мостов через пруды, навесы и веранды, столы и скамейки прекрасно смотрятся на придомовой территории.Да и саму беседку неплохо сделать из кованого бруса. Неожиданная для сурового металла легкость и воздушность придадут ему завитки и спирали, а закрученные опоры подчеркнут желание встать.
Сегодня широко распространены кованые мангалы, которые эстетично дополняют бытовое назначение.
Очень популярны детали балюстрад, лестничных перил и балконов.Завитки и спирали здесь тоже широко используются не только как украшение, но и как структурный элемент. Очень уместно смотрится балясина, закрученная по продольной оси, а угловые опоры часто делают из нескольких скрученных между собой стержней. Также на торсионе делают так называемый «фонарик» — несколько стержней, изогнутых по спирали, соединенных концами сваркой.
Следующее направление применения холодной ковки — это детали декора помещений и мебели.Дверные ручки и защелки, каминные инструменты и вешалки, стойки для зонтов и карнизы для штор и портьер — здесь широко используются мелкие завитки и перекрученные штанги.
Мебель изготавливается как садовая, не боящаяся осадков и смены времен года, так и домашняя, сочетая металл с деревом и тканью.
 Сама система контролирует скорость подачи, усилие прижима формовочного ролика, начало и конец формования.
Сама система контролирует скорость подачи, усилие прижима формовочного ролика, начало и конец формования. Продолжая вращать привод, согните заготовку на нужный угол.
Продолжая вращать привод, согните заготовку на нужный угол. Для этого достаточно владеть навыками сварочного и слесарного дела.
Для этого достаточно владеть навыками сварочного и слесарного дела.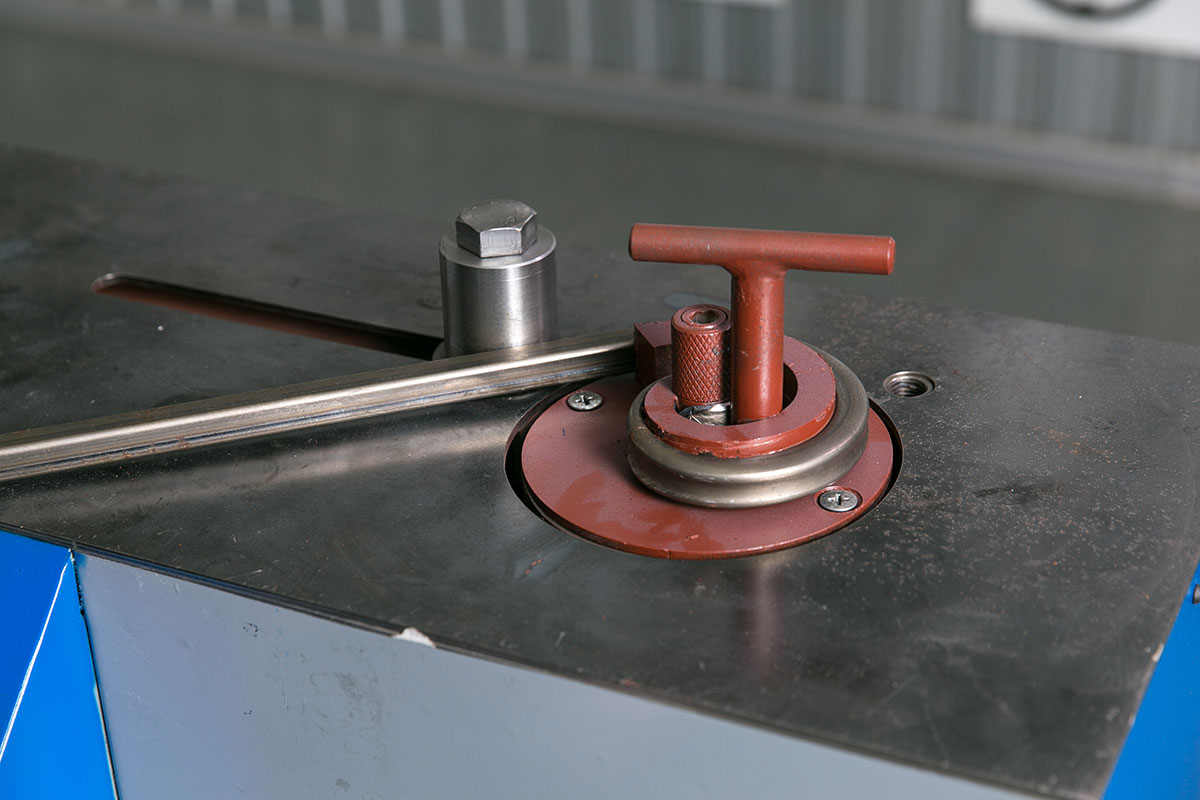
Кованые изделия в архитектуре и дизайне интерьеров уже давно пользуются большой популярностью. Кованые из металла решетки на окнах и для каминов, ограды или балясины лестниц всегда выглядят элегантно и привлекательно.Сегодня, несмотря на современные технологии обработки металла, как никогда популярны кованые изделия из металла. Конечно, ковка металла своими руками — задача не из легких, а без должной подготовки сделать красивое кованое изделие сложно. Но тем, кто хочет овладеть этим старинным ремеслом и готов к тяжелому физическому труду, придется познакомиться с видами и технологией ковки металла, понять, как ковка используется в металлах, понять процесс ковки и уметь обращаться с кузнечным инструментом.
Кованые из металла решетки на окнах и для каминов, ограды или балясины лестниц всегда выглядят элегантно и привлекательно.Сегодня, несмотря на современные технологии обработки металла, как никогда популярны кованые изделия из металла. Конечно, ковка металла своими руками — задача не из легких, а без должной подготовки сделать красивое кованое изделие сложно. Но тем, кто хочет овладеть этим старинным ремеслом и готов к тяжелому физическому труду, придется познакомиться с видами и технологией ковки металла, понять, как ковка используется в металлах, понять процесс ковки и уметь обращаться с кузнечным инструментом.
Поковка металлическая
Ковка металла — это процесс обработки металлической заготовки для придания ей определенной формы и размера. На самом деле существует два вида ковки — холодная и горячая. Выполняя ручную ковку металла, необходимо разбираться в обоих видах ковки, поскольку у каждого есть свои достоинства и недостатки.
Во время горячей ковки заготовка нагревается до определенной температуры, при которой металл теряет прочность и становится пластичным. Высокая пластичность — главное преимущество горячей штамповки. Он позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий ковки, что благоприятно сказывается на разнообразии вариантов работы.
Высокая пластичность — главное преимущество горячей штамповки. Он позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий ковки, что благоприятно сказывается на разнообразии вариантов работы.
Но у металлического обогрева есть свои недостатки. В первую очередь, это необходимость оборудовать специальный кузнечный очаг и стоимость топлива для него. Это может стать настоящей проблемой для тех, кто хочет заняться горячей ковкой металла своими руками в городских условиях.К тому же работа с огнем — занятие достаточно опасное и требует повышенной пожарной безопасности. Еще один фактор, который может существенно повлиять на выбор типа ковки, — это конкретные знания температурного режима ковки металла.
В отличие от горячей ковки, холодная ковка металла не требует оборудования пода для нагрева металла. Вся суть холодной ковки заключается в формовании металлической заготовки путем гибки, опрессовки и сварки. Холодную ковку реализовать несколько проще, а для оснащения цеха не требуется много места.Весь процесс создания готового продукта не требует использования высоких температур, что очень положительно сказывается на общей безопасности.
Холодную ковку реализовать несколько проще, а для оснащения цеха не требуется много места.Весь процесс создания готового продукта не требует использования высоких температур, что очень положительно сказывается на общей безопасности.
Но у холодной ковки есть один существенный недостаток. Вся работа должна выполняться с определенными готовыми полуфабрикатами без возможности исправить свою ошибку. Конечно, это касается не всех работ по холодной ковке, но в большинстве случаев поврежденная заготовка подходит только для металлолома или учебного пособия.
В любом случае, независимо от типа ковки, необходимо достаточно внимательно ознакомиться с рядом важных моментов.В первую очередь, это касается металлов и температурных режимов их плавки и ковки. Во-вторых, нужно знать и понимать технологию ковки металла. Ниже мы рассмотрим, какие технологические приемы используются для ковки и как они используются в работе.
Поковка металлическая
Ручная ковка металла — довольно трудоемкая и сложная задача, требующая использования определенных металлов, а точнее металлов с определенными характеристиками.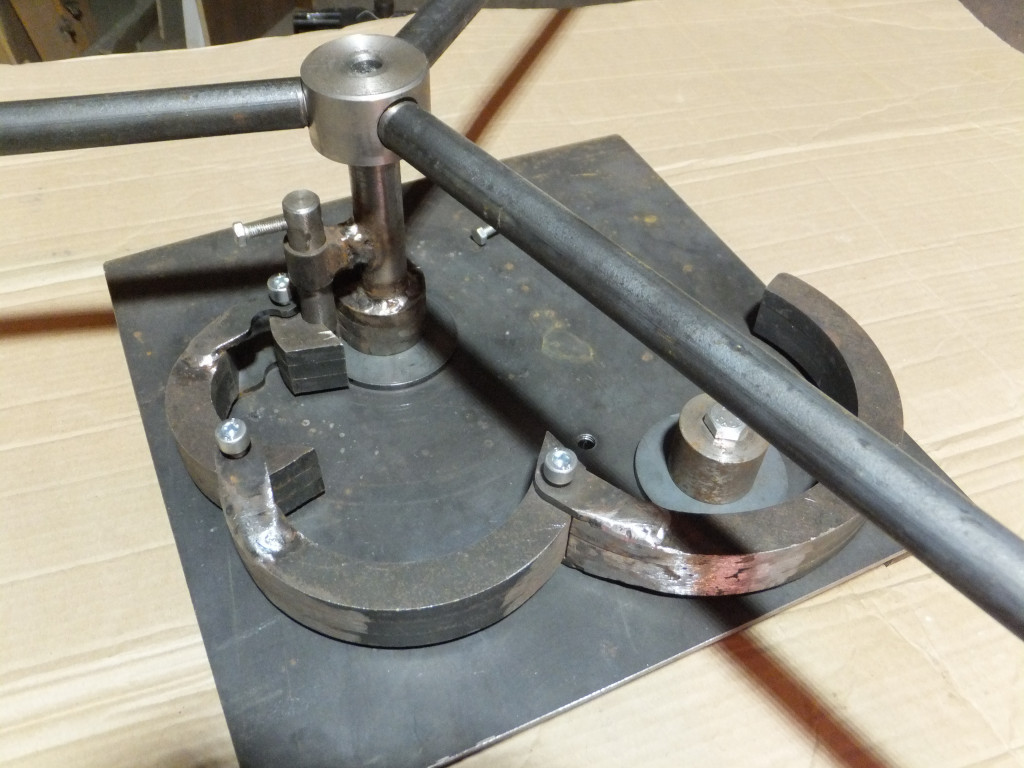 Для ручной холодной или горячей ковки важнейшей характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки.Но стоит отметить, что пластичность и прочность металла взаимосвязаны. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно понимать характеристики металла и знать состав обрабатываемой детали.
Для ручной холодной или горячей ковки важнейшей характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки.Но стоит отметить, что пластичность и прочность металла взаимосвязаны. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно понимать характеристики металла и знать состав обрабатываемой детали.
Важно! Есть и другие, не менее важные характеристики металлов. Но поскольку мы рассматриваем ковку декоративных изделий, таких как решетки каминов, балясин, заборов и т. Д., Нет необходимости акцентировать внимание на износостойкости, устойчивости к покраснению и так далее, а также на легирующих элементах.
Для декоративной ковки используются следующие металлы: медь, латунь, дюралюминий, сталь, а также другие сплавы меди, магния, алюминия и никеля. Фактически, для ручной ковки используется мягкий ковкий металл, которому можно легко согнуть или придать определенную форму. Чтобы выбрать самый легкий пластичный металл, вам нужно присмотреться к Marochnik Steel and Alloys. В нем вы можете найти подробное описание всех металлов и сплавов с их характеристиками и составом.
Чтобы выбрать самый легкий пластичный металл, вам нужно присмотреться к Marochnik Steel and Alloys. В нем вы можете найти подробное описание всех металлов и сплавов с их характеристиками и составом.
Несмотря на то, что самый ковкий металл — это медь и ее сплавы, мастера предпочитают использовать черные металлы для холодной и горячей ковки. Такая позиция обусловлена высокой стоимостью цветных металлов. Ведь на ковку из металла цена больше зависит от стоимости исходной заготовки, и приобрести забор или балясины из меди может позволить себе далеко не каждый. Выбирая для ковки мягкий черный металл, необходимо ориентироваться на сталь с минимальным содержанием углерода около 0.25%. А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме того, следует избегать использования конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2% до 1,35%. Такие стали наименее пластичны и трудны для сварки.
При выборе того или иного металла необходимо использовать Марочник стали и сплавов. Но если доступа к нему нет, то для определения содержания углерода в стали можно воспользоваться приведенными ниже таблицами. Сам процесс определения довольно простой, достаточно поднести заготовку к работающей точилке и посмотреть на сноп искр, а потом сравнить с показателями в таблице.
Но если доступа к нему нет, то для определения содержания углерода в стали можно воспользоваться приведенными ниже таблицами. Сам процесс определения довольно простой, достаточно поднести заготовку к работающей точилке и посмотреть на сноп искр, а потом сравнить с показателями в таблице.
Сегодня, благодаря промышленному производству металла, отпала необходимость создавать заготовки своими руками. В современных кузницах для холодной ковки используются уже готовые заводские изделия. Чаще всего используются заготовки следующих размеров: 30×45 мм, 40×45 мм, 10×10 мм, 12×12 мм, стержни сечением 10 мм, 12 мм, 16 мм, 25 мм, 30 мм, 50 мм, листовой металл с толщиной от 3,5 до 6 мм, круглые трубы 1/2 «, 3/4», 1 «, профильные трубы от 20×20 мм до 30×30 мм.
Инструмент для ковки металла
Любая работа по ковке металла невозможна без специального инструмента.Кузнечное оборудование для горячей штамповки довольно разнообразно и включает в себя наковальню, кузницу, различные молотки, клещи и другое. Инструмент для холодной ковки несколько проще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, шлифовальный станок и шлифовальный станок, используется как в холодной, так и в горячей ковке. Зная предназначение инструмента, вы сможете правильно выполнить любую работу.
Инструмент для холодной ковки несколько проще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, шлифовальный станок и шлифовальный станок, используется как в холодной, так и в горячей ковке. Зная предназначение инструмента, вы сможете правильно выполнить любую работу.
Инструмент для горячей штамповки
- Гудок . Без горячей ковки не обойтись. Ведь именно в нем можно нагреть заготовку до температуры 1400 ° С.По большей части печь представляет собой печь, рассчитанную на высокие температуры и с обдувом.
- Наковальня . Этот инструмент является опорой, на которой выполняется ковка. Сама наковальня бывает нескольких видов, среди которых наиболее популярной является наковальня с двумя рогами массой 200 кг. Но вес может колебаться от 150 до 350 кг.
- Шпера . При выполнении различной художественной и декоративной ковки используются шперы. Их много разных видов, и каждый мастер может сделать их для себя. Общей чертой любых шпереков является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянном бревне. На фото ниже представлены самые распространенные шперы.
 Общей чертой любых шпереков является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянном бревне. На фото ниже представлены самые распространенные шперы.
Общей чертой любых шпереков является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянном бревне. На фото ниже представлены самые распространенные шперы.- Кувалда и Ручной тормоз . Это основной инструмент кузнеца. Кувалда весит от 4 до 8 кг и используется для нанесения сильных ударов. В зависимости от вида работ и толщины заготовки подбирается и вес кувалды. Ручник весит от 0.От 5 до 2 кг. Используется для доработки продукта.
- Клещи . Горновые клещи — второй по важности инструмент. Без них невозможно провести горячую заготовку для обработки. Для определенного профиля и размера заготовки существует несколько видов клещей. На фото ниже представлены клещевые клещи различной формы.
- Молотки фасонные . При выполнении художественной ковки требуется создание криволинейных заготовок или заготовок определенной формы.Для этого используются фасонные молотки. Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фасонных молотков много и у каждого мастера свои. На фото ниже показан основной вспомогательный инструмент.
 Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фасонных молотков много и у каждого мастера свои. На фото ниже показан основной вспомогательный инструмент.
Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фасонных молотков много и у каждого мастера свои. На фото ниже показан основной вспомогательный инструмент.В дополнение к описанным выше используются различные измерительные инструменты, такие как обычная рулетка , двойной штангенциркуль , кузнечный уголок , образцы и калибры . Выбор кузнечного инструмента огромен, весь перечень сложен, поэтому у каждого мастера свой набор только необходимых и часто используемых инструментов.
Инструмент для холодной штамповки
- Гнутик (фото внизу). Это основной инструмент для холодной ковки. Как следует из названия, он позволяет сгибать металлическую заготовку под определенным углом. Кроме того, гайка позволяет создавать элементы дуги определенного радиуса.
- Улитка . Имя говорит само за себя. С помощью улитки можно создавать различные элементы декора в форме спирали. Спираль изготавливается под определенный узор, который при необходимости можно поменять на другой, с меньшим или большим радиусом.
 Спираль изготавливается под определенный узор, который при необходимости можно поменять на другой, с меньшим или большим радиусом.
Спираль изготавливается под определенный узор, который при необходимости можно поменять на другой, с меньшим или большим радиусом.- Фонарик . Эта машина предназначена для создания одноименного декоративного элемента.
- Волна . Позволяет создавать волнообразные элементы. При протягивании стержня через этот станок на выходе получается красивая синусоидальная заготовка.
- Твистер . По принципу действия этот станок похож на Фонарик, но в отличие от него крутилка только скручивает заготовку по оси.
- Кольцевой станок . Как и во всех предыдущих машинах, название говорит само за себя.
Помимо вышеперечисленного, существуют еще универсальные станки для клепки, резки, опрессовки и придания объема. Все описанные выше машины можно изготовить как самостоятельно, так и приобрести в магазине. Конечно, самодельные приспособления для холодной ковки будут несколько уступать по качеству заводским, но это компенсируется уникальностью элементов, созданных с их помощью. Для изготовления машин холодной ковки чертежи можно найти как в свободном доступе, так и купить у специалистов.
Для изготовления машин холодной ковки чертежи можно найти как в свободном доступе, так и купить у специалистов.
Важно! Машины холодной ковки могут быть ручными или оснащаться электродвигателями. Несмотря на наличие зубчатых передач, ручная холодная ковка — довольно трудоемкая и длительная задача, и для получения больших объемов кованых элементов лучше оборудовать станок электродвигателем.
Отдельно стоит упомянуть промышленные станки для холодной ковки.На аналогичные станки холодной ковки цены порядка 6000 у.е., но на одном таком станке можно выполнять практически все технологические операции холодной ковки. Примером может служить машина Master 2 фирмы MAN. На видео, показывающем холодную ковку, вы можете увидеть возможности этого станка.
Металлическая ковка своими руками
В процессе ковки используются различные приемы и методы ковки, чтобы придать заготовке определенную форму. Для выполнения каждого из них используется определенная технология и инструмент для ковки металла. Технология ковки металла горячим и холодным способами существенно отличается. Как уже отмечалось, горячая ковка требует нагрева заготовки для изменения ее формы, а при холодной ковке заготовка только изгибается. Исходя из этого, выделяют основные технологические приемы, зная, что можно смело браться за ковку металла своими руками.
Технология ковки металла горячим и холодным способами существенно отличается. Как уже отмечалось, горячая ковка требует нагрева заготовки для изменения ее формы, а при холодной ковке заготовка только изгибается. Исходя из этого, выделяют основные технологические приемы, зная, что можно смело браться за ковку металла своими руками.
Металлическая ковка своими руками
Холодная ковка своими руками довольно проста и не требует особых усилий. Все работы разделены на несколько этапов: создание эскиза или чертежа будущего изделия, закупка материалов и собственно процесс ковки металла.
Рисунок может быть создан в специальной компьютерной программе, куплен готовым или нарисован вручную. Вы можете найти чертежи для холодной ковки. Для этого достаточно обратиться к мастерам, занимающимся ковкой несколько лет, и попросить один-два чертежа для обучения. На самом деле рисунок преследует несколько целей. Во-первых, чтобы знать, какие элементы нужно будет изготовить методом холодной ковки. Во-вторых, имея такой проект на руках, можно рассчитать количество и вид металлических заготовок, таких как прутки, профильные трубы и так далее.В-третьих, потребуется чертеж, чтобы собрать все элементы в единое целое.
Во-вторых, имея такой проект на руках, можно рассчитать количество и вид металлических заготовок, таких как прутки, профильные трубы и так далее.В-третьих, потребуется чертеж, чтобы собрать все элементы в единое целое.
Отдельно необходимо рассмотреть элементы холодной ковки, составляющие проект. Сегодня можно встретить довольно много разных кованых элементов, но все они могут быть объединены в несколько классических групп.
- Лапы . Этот элемент представляет собой раскатанный в той или иной форме конец металлического стержня. В эту группу входят так называемые Пики. Несмотря на заостренный конец, козырьки выполнены по аналогичной технологии.
- Кудри . В эту группу входят несколько общих элементов: завиток, сердечки и улитки. Улитка или Бублик представляет собой стержень, концы которого загнуты в одном направлении. Червячок — стержень, концы которого загнуты в разные стороны. Этот элемент иногда называют «долларом» из-за его сходства со знаком американской валюты. Comma или Snail — простой завиток, один конец которого загнут, а второй прямой.
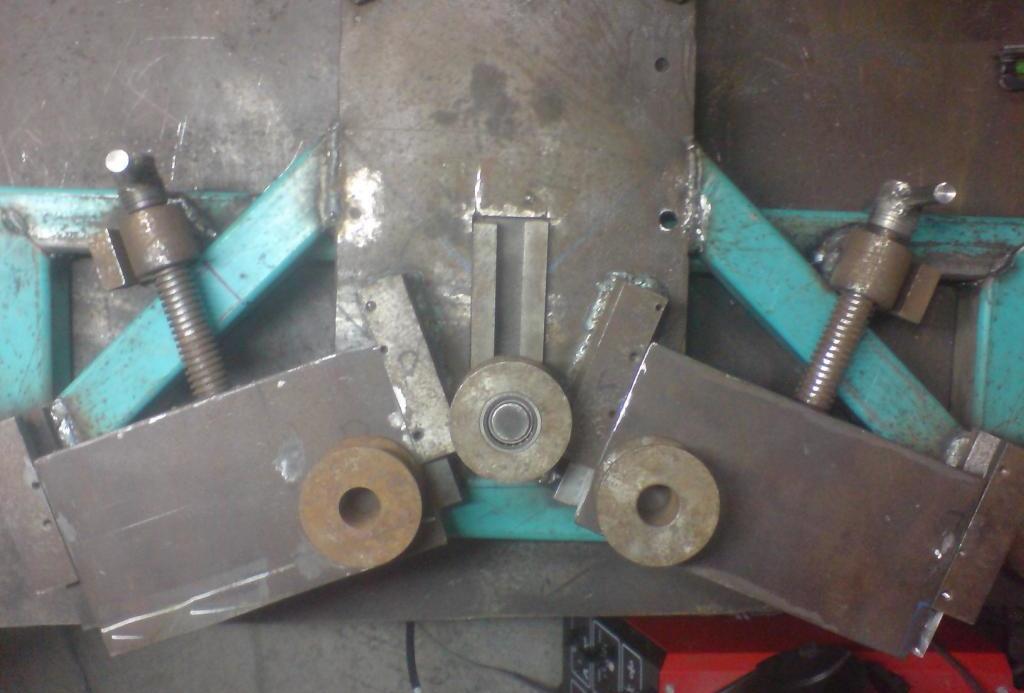 Comma или Snail — простой завиток, один конец которого загнут, а второй прямой.
Comma или Snail — простой завиток, один конец которого загнут, а второй прямой.- Кольца . Создается этот элемент довольно просто: на заготовку станка навинчивается стержень круглого или квадратного сечения, в результате получается пружина, которую потом разрезают на отдельные кольца.
- Торсион . Этот элемент довольно легко узнать по закрутке винта по оси. Вариантов торсионов очень много и один из самых распространенных — такой элемент, как фонарик, а также простой стержень винтовой формы для решетки или забора.
Весь процесс изготовления элементов холодной ковки основан на следующих общепринятых технологиях ковки — гибка, скрутка, волочение.
Вытяжка — это технология, заключающаяся в увеличении длины заготовки за счет уменьшения ее поперечного сечения. При холодной ковке используется один из вариантов вытяжки — прокатка. Именно с его помощью создаются различные лапки и козырьки. Для создания лапок используется специальный прокатный станок.Конец заготовки вводится и затем запускается раскатывающий механизм, в результате конец выравнивается с разгрузкой или без нее. Для изготовления козырька используют пресс. Процедура такая же, но в результате конец раскатывается и прижимается в определенной форме.
Для создания лапок используется специальный прокатный станок.Конец заготовки вводится и затем запускается раскатывающий механизм, в результате конец выравнивается с разгрузкой или без нее. Для изготовления козырька используют пресс. Процедура такая же, но в результате конец раскатывается и прижимается в определенной форме.
Гибка . Эта технология ковки заключается в загибании концов или другой части заготовки под определенным углом. Сама гибка выполняется практически на всех станках для холодной ковки.Процесс гибки можно проследить при изготовлении заготовки на станке Улитка. Сначала конец заготовки помещается внутрь специального шаблона, а затем загибается под определенным углом. Эти работы выполняются на станке Улитка.
Скручивание . Эта технология ковки предполагает скручивание заготовки по оси. При холодной ковке этот процесс можно наблюдать на станке Twister, на котором создаются различные кручения. Для этого один конец заготовки помещают в тиски, а второй конец поворачивают по оси. Отдельно стоит выделить элемент фонарик. Для него используются два и более стержня, которые сначала закручиваются по оси, а затем сжимаются по оси, в результате чего стержни в определенном месте расходятся в стороны.
Отдельно стоит выделить элемент фонарик. Для него используются два и более стержня, которые сначала закручиваются по оси, а затем сжимаются по оси, в результате чего стержни в определенном месте расходятся в стороны.
Сборка всех элементов в единую конструкцию выполняется сваркой на специальном сборочном столе. Сегодня сварочный аппарат является общедоступным и является незаменимым инструментом для современных кузнецов. Самодельная холодная ковка довольно распространена среди начинающих мастеров и частных предпринимателей.Не требует специальных знаний, навыков и больших помещений для работы.
Холодная ковка своими руками: видеоурок
Металлическая ковка своими руками
По сравнению с холодной ручной горячей штамповкой намного сложнее и требует большого опыта в обращении с инструментом и хорошей физической подготовки. Работа проводится в несколько этапов: создание эскиза или чертежа, закупка материалов и ковка.
На самом деле разница между горячей и холодной ковкой заключается в технологических процессах обработки металла. Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любую металлическую заготовку. Но для удобства принято использовать уже готовые стержни квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки — завитков, лапок, козырька и прочего, но горячая ковка позволяет использовать весь потенциал фантазии мастера, открывающий безграничные возможности.Все изделия для чеканки изготавливаются с использованием следующих технологий обработки металла: осадки, вытяжки, гибки, скручивания, резки, надрезания, тиснения.
Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любую металлическую заготовку. Но для удобства принято использовать уже готовые стержни квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки — завитков, лапок, козырька и прочего, но горячая ковка позволяет использовать весь потенциал фантазии мастера, открывающий безграничные возможности.Все изделия для чеканки изготавливаются с использованием следующих технологий обработки металла: осадки, вытяжки, гибки, скручивания, резки, надрезания, тиснения.
Draft используется для ковки металла с целью увеличения поперечного сечения всей заготовки или ее части. При ковке в зависимости от необходимости проводят полный или локальный нагрев заготовки от атмосферных осадков.
Вытяжка заключается в увеличении длины заготовки за счет уменьшения ее поперечного сечения. Это можно сделать как ударом кувалды или ручного тормоза, так и прокаткой металла между валами на машине. В отличие от холодной ковки, создание козырька с помощью вытяжки требует точных и аккуратных движений.
Это можно сделать как ударом кувалды или ручного тормоза, так и прокаткой металла между валами на машине. В отличие от холодной ковки, создание козырька с помощью вытяжки требует точных и аккуратных движений.
Гибка . Эта операция выполняется для придания заготовке криволинейной формы. При этом следует учитывать, что изгиб толстых заготовок может привести к их перекосу, и чтобы придать первоначальную форму, необходимо выполнить черновую. Для гибки заготовок используются различные шпереки, рожок для наковальни, фасонные молотки и кондукторы.
Скручивание . Эта технология ковки предполагает скручивание заготовки по оси. Как и при холодной ковке, заготовка зажимается в тисках и проворачивается. Но в отличие от холодной ковки, вы можете нагреть заготовку локально, что позволяет легко выполнять локальную скручивание.
Технологии ковки, такие как резка , насечка и рельефная набивка , используемые в художественной ковке с использованием долот. Края горячих заготовок в зависимости от проекта рассекают и скручивают клещами.Также, пока заготовка горячая, на ее поверхности печатается другой узор.
Края горячих заготовок в зависимости от проекта рассекают и скручивают клещами.Также, пока заготовка горячая, на ее поверхности печатается другой узор.
При горячей ковке металла важно знать температурный режим нагрева. Это поможет лучше обработать металл. Ковка черного металла ведется при 800 — 1250 ° С. Конечно, термометром нельзя будет измерить горячую заготовку, а для определения температуры придется ориентироваться по ее цвету. В таблице ниже указаны температура и цвет заготовки из черного металла.
Горячая ковка металла: видеоурок
Ковка металла своими руками — занятие довольно увлекательное, требующее постоянного совершенствования. В первую очередь это касается создания различных художественно-декоративных элементов. Тем, кто только начал заниматься ковкой, придется немало потрудиться, чтобы их работа имела идеальную форму и высокое качество.
Любой мастер, обустраивая домашнюю кузницу, приобретает минимальный набор инструментов и аксессуаров. Но, как правило, простейшие технологические операции с металлическими заготовками производятся только на первом этапе.
Но, как правило, простейшие технологические операции с металлическими заготовками производятся только на первом этапе.
С приобретением опыта работы с «железом» появляется и желание, и необходимость заниматься художественной ковкой — это и украшение дома, и дополнительный доход. К сожалению, машины для придания образцам спиральной формы — улитки — в продаже практически нет. Так или иначе, но домашние мастера, как правило, изготавливают его своими руками. Особенности самостоятельного изготовления и сборки мотков для холодной ковки — тема данной статьи.
Характеристики улитки
Автор специально решил обратить внимание читателя на ряд моментов.Это поможет избежать ошибок в будущем. Например, разобравшись с устройством улитки и принципом ее функционирования, кто-то захочет собрать собственное устройство, отличное от тех, чертежи которого будут представлены ниже.
Такой прибор вполне себе (если мы говорим о технике DIY), он позволит изгибать образцы с поперечным сечением (стороной квадрата) не более 10 — 12 мм. Подразумевается модель улитки с «ручным управлением». С более габаритными образцами в повседневной жизни почти никто не занимается.Машину можно улучшить, установив привод и электродвигатель.
Подразумевается модель улитки с «ручным управлением». С более габаритными образцами в повседневной жизни почти никто не занимается.Машину можно улучшить, установив привод и электродвигатель.
Но насколько это рационально для небольшой домашней кузницы?
- Холодная ковка осуществляется на малых скоростях. Резкое изменение геометрии металла приводит к появлению трещин (надрывов).
- Вам нужно будет выбрать не только мощность электродвигателя, но и передаточное число коробки передач. Плюс смонтировать схему автоматики с установкой соответствующих элементов (кнопки, пускатель и так далее).Все это сильно усложняет изготовление станка.
Вывод — для домашней кузницы достаточно улитки, с помощью которой можно гнуть изделия из металла вручную. Каждый, кто разберется во всех нюансах его конструкции и хоть что-то разберется в электротехнике, сможет самостоятельно установить на него электропривод.
Изготовление улиток
Показаны несколько устройств. Примерно так (в основании) и должно получиться.
Примерно так (в основании) и должно получиться.
Сборка улитки своими руками — это один из вариантов самостоятельного проектирования, когда нет смысла давать рекомендации с указанием точных параметров всех комплектующих.Здесь нужно ориентироваться на собственное представление о том, что и как будет гнуться (радиусы, количество витков спирали и так далее). Но если станет ясна суть процесса изготовления, то сама сборка затруднений не вызовет.
Настольное устройство
Процесс холодной штамповки требует больших усилий. Если у вас уже есть готовый верстак, возможно, вам придется его усилить. При изготовлении улитки с нуля каркас стола делается только из металла — швеллер, уголок, толстостенная труба.
Понятно, что столешница тоже должна быть металлической. Во время работы улитка будет подвергаться как статическим, так и динамическим нагрузкам. Поэтому обычный лист железа не подходит. Только пластина, и не менее 4 мм.
Маркировка и установка «навесного» оборудования
Пожалуй, самый творческий этап работы. Все можно сделать своими руками. Но как, с учетом перспектив или ограничиться выпуском подобных образцов?
Все можно сделать своими руками. Но как, с учетом перспектив или ограничиться выпуском подобных образцов?
Вариант 1.Самый простой. Смысл операции в том, что на столешнице рисуется спиральный контур.
По сути, это набросок будущих фигурных деталей, например, из бруса. После этого достаточно вырезать несколько отрезков из согнутой по радиусу толстой полосы железа. Их приваривают к столешнице, и механизм загибания в основном готов.
Кому-то такое исполнение будет привлекательнее — с цельной полосой.
Но практика показывает, что работать с такой улиткой сложнее.Например, при снятии с него готового изделия возникнут определенные трудности.
Вариант 2. То же, но нарисовано несколько контуров. Вдоль каждого просверливаются отверстия, в которых нарезается резьба. Осталось только подготовить шаблоны для стоп-сегментов. Своими руками их делают, как правило, из плотного картона или фанеры.
Из них металлические колодки, в которых после очередной разметки также просверливаются отверстия под посадочные «гнезда» в плите. Такая конструкция позволит организовать на одном столе производство спиральных заготовок разного радиуса. Вам нужно только, в зависимости от формы сгиба, установить соответствующие сегменты в определенных местах. Их крепление к основанию — болтовое. Можно поступить иначе. Вместо таких упоров ставьте цилиндрические.
Такая конструкция позволит организовать на одном столе производство спиральных заготовок разного радиуса. Вам нужно только, в зависимости от формы сгиба, установить соответствующие сегменты в определенных местах. Их крепление к основанию — болтовое. Можно поступить иначе. Вместо таких упоров ставьте цилиндрические.
Для фиксации притягиваются болтами (снизу пластины) или изготавливаются сразу ножками (+ резьба) и вкручиваются в столешницу. С ними намного удобнее.А если есть, то сделай сам — пару часов сделай.
Вариант 3. Подготовить несколько съемных модулей, которые при необходимости следует менять.
Улитка в сборе
Установлен лемех, прикреплены рычаги, боковой упор. Все это хорошо видно на рисунках.
Все, что есть в сарае (гараже, на чердаке) — отрезы труб, стержни, уголки и тому подобное, пойдет в действие. Если принцип работы улитки понятен, то подсказки больше не нужны.
Проверка здоровья
Это всегда подразумевается, поэтому без комментариев.
В принципе сделать улитку для холодной ковки не так уж и сложно. Более того, для таких устройств нет единого стандарта. Кто-то скажет — не проще ли купить заводскую модель? Во-первых, как уже было сказано, на поиск уйдет много времени. Во-вторых, не факт, что его возможности совпадают с фантазиями мастера. В-третьих, нужно будет облегчить кошелек примерно на 19000 (ручная) и 62000 (электрическая модель) рублей как минимум.
Удачи в изготовлении улитки своими руками!
Холодное формование — это быстрый способ изготовления микродеталей без чипа
Холодное формование — это быстрый процесс, обеспечивающий чистоту поверхности, соблюдение требований жестких допусков и производство готовых к отправке деталей без потерь материала.
Автор: Кип Хэнсон
Участник MICROmanufacturing
Clack-tick-clack-tick-clack-tick-clack-tick. Это звук машины для холодной штамповки с шестью головками, которая выплевывает микрочастицы со скоростью до 200 штук в минуту. Помимо скорости, этот процесс обеспечивает прекрасную отделку поверхности, отвечает требованиям жестких допусков и позволяет производить детали, которые часто уже готовы к отправке. И нет отходов материала, потому что холодная штамповка
Помимо скорости, этот процесс обеспечивает прекрасную отделку поверхности, отвечает требованиям жестких допусков и позволяет производить детали, которые часто уже готовы к отправке. И нет отходов материала, потому что холодная штамповка
не дает стружки.
Холодногнутые детали являются обычными. Посещение секции крепежа в строительном магазине обнаруживает множество примеров, в том числе винты, гайки, болты, заклепки и гвозди. Но холодной штамповкой подвергаются не только крепежные детали. Этот процесс расширяет производственные рамки для создания деталей, в том числе многих микромасштабных, которые нецелесообразно или почти невозможно изготовить другими методами.
Начинается с круглой заготовки
Холодная штамповка включает подачу проволоки или круглой заготовки, обычно с катушки, в высокоскоростную автоматическую возвратно-поступательную машину с одной или несколькими станциями. Станок срезает небольшую часть сырья, чтобы получить заготовку такого же объема, как и готовая деталь.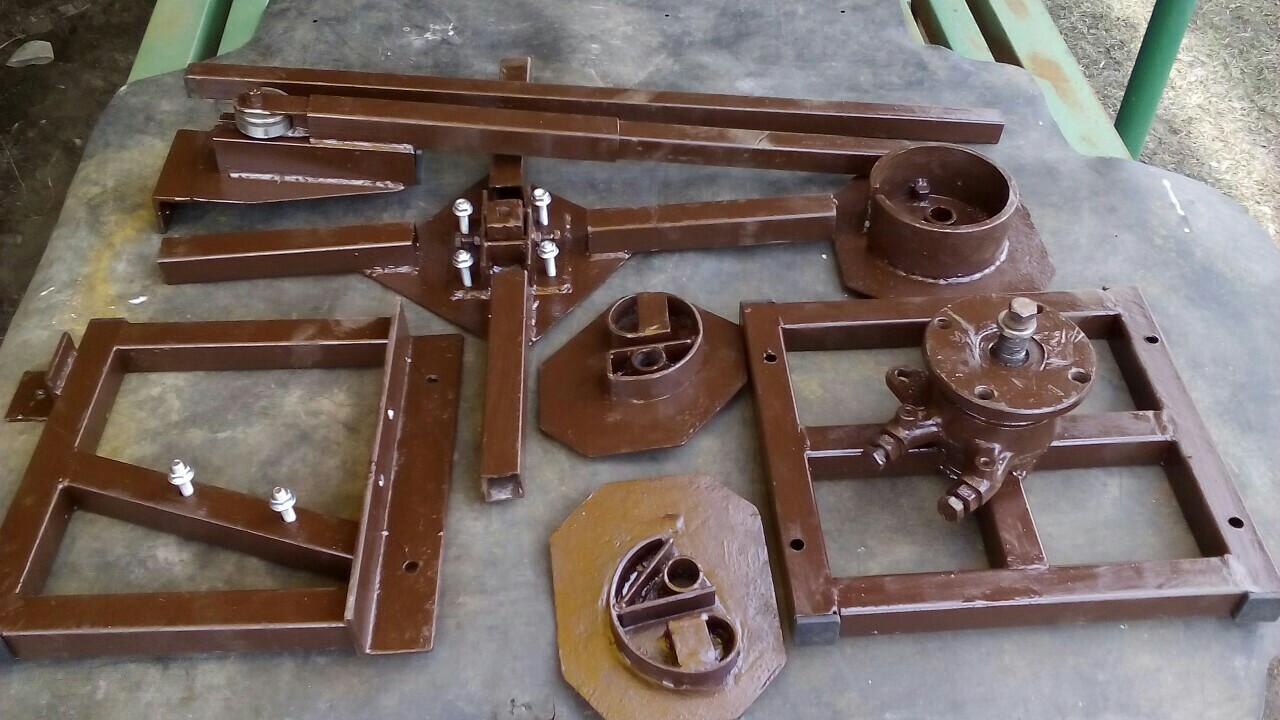
Затем с помощью набора подающих пальцев, приспособления для захвата и установки или штампа машина подает заготовку в ряд горизонтальных пуансонов и штампов, которые постепенно «шлепают» ее — со скоростью одного удара на станцию - в правильную форму.
Этот многоступенчатый процесс может включать в себя множество операций, таких как чеканка, прошивка, экструзия, резка, обрезка, нарезание резьбы и накатка. За некоторыми исключениями любая операция, которую можно выполнить на токарном станке или фрезере, может быть подвергнута холодной формовке.
Подобно выдавливанию зубной пасты из тюбика, холодное формование заставляет латунь, медь, сталь и даже труднообрабатываемые материалы, такие как инконель, тантал и молибден, попасть в каждую последующую полость штампа. На каждом этапе материал принимает зеркальную форму штампа станции перед переходом к следующей станции.
Поскольку практически нет потерь материала, холодная штамповка особенно полезна при производстве деталей из драгоценных металлов
. Ваш мусорщик может быть недоволен, но из-за отсутствия стружки легче найти микродетали на холодном шаблоне
, чем в поддоне для стружки токарного станка.
Еще одним преимуществом является то, что детали, подвергнутые холодной штамповке, прочнее и долговечнее, чем обработанные детали, потому что поток зерна материала
не прерывается, как при традиционных процессах обработки, таких как фрезерование и токарная обработка.Этот
позволяет создавать сложные формы с соблюдением жестких допусков. (Например, один производитель деталей холодной штамповки придерживается допусков ± 0,0005 дюйма на детали с диаметром 0,010 дюйма.)
Однако, несмотря на многие преимущества, холодная штамповка имеет ограничения. Например, сложно производить холодную формовку деталей
с большим отношением длины к диаметру, поднутрениями или диаметрами «штуцера», а также сложные детали с множеством функций.
Хотите в холодную форму?
Если вы хотите купить машину для холодной штамповки, у вас есть разные варианты: от взлома детской копилки до
покупки старой бывшей в употреблении машины всего за 500 долларов до получения банковского кредита на покупку новой машины. все колокольчики
все колокольчики
и свистки, которые могут стоить более 500 000 долларов.
Реальность для большинства магазинов, вероятно, находится где-то посередине. Производители станков холодной штамповки предлагают различные варианты. Например, компания National Machinery LLC из Тиффина, штат Огайо, предлагает широкий спектр предложений от новой машины для микроформования с диаметром проволоки 3 мм до монстра с шестью матрицами, способного обрабатывать материал диаметром 34 мм. заготовка с давлением формования до 600 метрических тонн. National оснащает свои машины такими функциями, как быстросменные инструменты, ЧПУ, механизмы скольжения с нулевым зазором и линейные подачи.
Излишне говорить, что для эффективной холодной штамповки требуется нечто большее, чем просто покупка станка.Холодная штамповка — это искусство, особенно при изготовлении микродеталей. Будьте готовы разработать свои собственные инструменты, процессы и, возможно, собственное оборудование.
Именно этим занимается ведущий производитель медицинских компонентов Deringer-Ney Inc. Эта 200-летняя компания со штаб-квартирой в Вернон-Хиллз, штат Иллинойс, занимается штамповкой, механической обработкой и формованием пластин, а также разрабатывает индивидуальные сплавы драгоценных металлов.
Эта 200-летняя компания со штаб-квартирой в Вернон-Хиллз, штат Иллинойс, занимается штамповкой, механической обработкой и формованием пластин, а также разрабатывает индивидуальные сплавы драгоценных металлов.
Микроформинг, однако, — сладкое место компании. «Деталь 5 мм — это для нас огромное значение, — сказал Том Шибер, инженер по разработке продукции.«Микро» для нас означает все, что меньше 0,5 мм ».
На своем заводе в Маршалле, Северная Каролина, Deringer-Ney специализируется на формовании микродеталей, включая антенные выводы; штифты исполнительного механизма; медицинские имплантируемые рентгеноконтрастные маркеры; и миниатюрные винты для медицинских и электронных устройств. Он формирует стандартные и дорогие рабочие материалы, включая золото, платину и тантал.
Дерингер-Ней регулярно формует детали размером до 0,25 мм, что всего в три раза больше ширины человеческого волоса.
«Правила меняются, когда вы переходите в микромир», — сказал Гарт Бойд, вице-президент компании по маркетингу. «Например, во время обычной операции холодной штамповки может быть возможно уменьшение диаметра заготовки до 75 процентов. Но когда размер материала меньше 0,5 мм, это уменьшение может быть ограничено лишь 55 процентами из-за ряда ограничений. , включая пластичность материала, точность инструмента и зернистую структуру заготовки ».
«Например, во время обычной операции холодной штамповки может быть возможно уменьшение диаметра заготовки до 75 процентов. Но когда размер материала меньше 0,5 мм, это уменьшение может быть ограничено лишь 55 процентами из-за ряда ограничений. , включая пластичность материала, точность инструмента и зернистую структуру заготовки ».
Допуски также уменьшаются в зависимости от размера детали. Бойд отметил, что стандартный допуск может составлять ± 0,002 дюйма при диаметре 0,5 дюйма. детали, но деталь 0,5 мм (0,02 дюйма) может иметь допуск ± 0,0002 дюйма.Это уменьшение допуска означает, что инструменты должны быть более точными и лучше выровненными, а качество поверхности и износ инструмента становятся более важными факторами. Дерингер-Ней гораздо чаще контролирует размеры при микроформовании, чем при работе на макроуровне, и чаще заменяет микроинструменты.
Оборудование — еще одна проблема, с которой сталкивается Дерингер-Ней. «Коммерчески доступное оборудование часто не подходит», — сказала Дана Дубук, вице-президент по развитию бизнеса.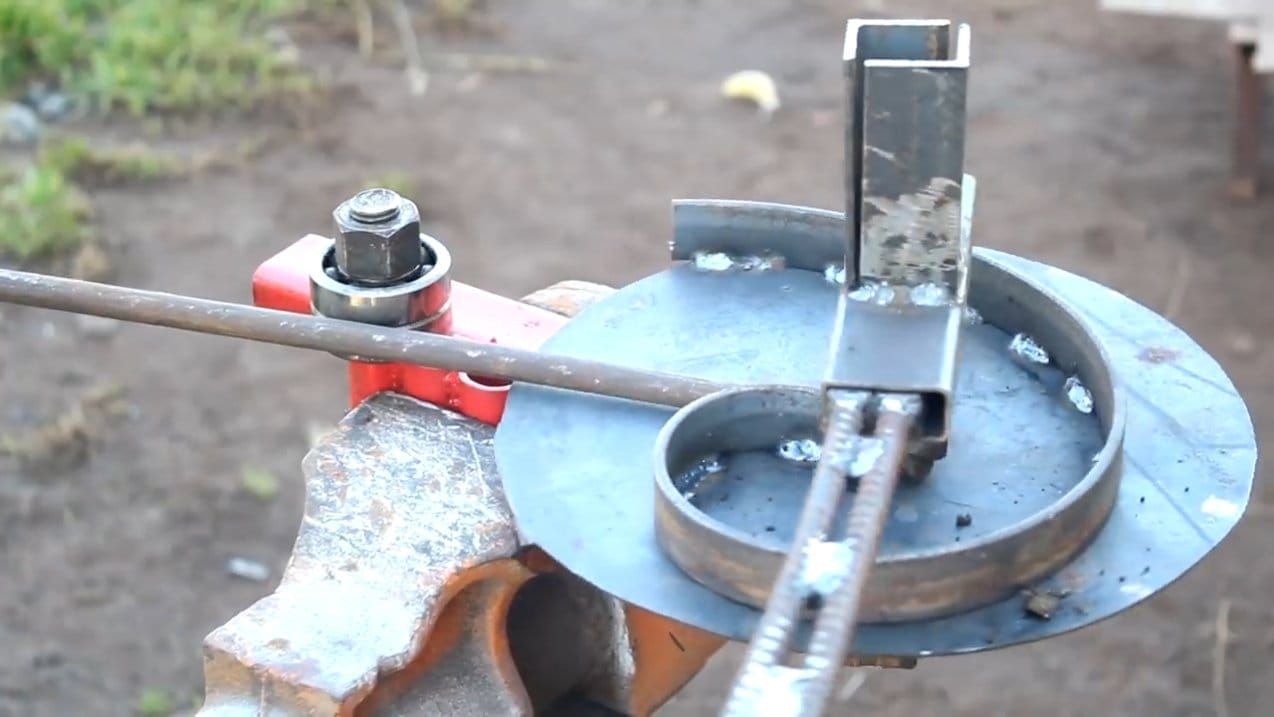 В результате Дерингер-Ней иногда модифицирует стандартное оборудование для соответствия более жестким допускам и технологическим требованиям — по сути, превращая Chevy в Ferrari.А если это невозможно, компания разрабатывает и производит машины для удовлетворения сложных требований клиентов.
В результате Дерингер-Ней иногда модифицирует стандартное оборудование для соответствия более жестким допускам и технологическим требованиям — по сути, превращая Chevy в Ferrari.А если это невозможно, компания разрабатывает и производит машины для удовлетворения сложных требований клиентов.
Большие партии деталей, конечно, желательны с точки зрения амортизации инструментов и оборудования, но это не мешает компании Deringer-Ney планировать короткие партии. «Наша минимальная партия — одна штука», — сказал Шибер. Причина в том, что при работе с экзотическими материалами и драгоценными металлами иногда невозможно обработать микродетали традиционным способом. «Покажите оператору швейцарских станков 0.25-миллиметровая деталь, сделанная из тантала, и он просто встряхнет головой и скажет: «Это невозможно», — сказал Шайбер. — Это потому, что некоторые материалы, хотя и идеально подходят для холодной штамповки из-за своей пластичной природы, просто плохо поддаются обработке. . К ним относятся никелевые сплавы, молибден и другие экзотические материалы. Но с помощью микроформования мы можем отшлепывать такие детали в течение всего дня ». Иногда миллионы.
Но с помощью микроформования мы можем отшлепывать такие детали в течение всего дня ». Иногда миллионы.
В качестве примера к Дерингер-Ней обратилась компания, производящая медицинское оборудование, с просьбой помочь спроектировать деталь и произвести
нескольких миллионов деталей. ежегодно.Конструкторы Deringer-Ney уже на раннем этапе процесса начали создавать детали
, способствующие холодной штамповке.
«Мы потратили неделю на проектирование детали, а затем они попросили нас изготовить дюжину прототипов деталей из двух видов сырья», — сказал Шайбер. «Мы спроектировали инструмент для холодной формовки с двумя штампами диаметром 1 мм (максимальный диаметр проволоки). Средняя часть детали составляла всего 0,030 дюйма, поэтому диаметр проволоки был немного меньше — 0,0275 дюйма. Мы изготовили пуансоны и матрицы на собственном предприятии и поставили две дюжина деталей за 6 недель.Заказчик проверил детали, остановился на материале и решил внести небольшие изменения в размеры. Мы скорректировали наш процесс и отправили им еще один наперсток с образцами через неделю. Позже мы добавили текстурированную отделку поверхности по косметическим причинам ». Затем Deringer-Ney получила заказ на 250 000 деталей со сроком поставки 2 недели.
Мы скорректировали наш процесс и отправили им еще один наперсток с образцами через неделю. Позже мы добавили текстурированную отделку поверхности по косметическим причинам ». Затем Deringer-Ney получила заказ на 250 000 деталей со сроком поставки 2 недели.
У нас дома
Еще одна компания, специализирующаяся на микроформовании, — это Bigelow Components Corp. , Штат Нью-Джерси, в компании есть отдел, занимающийся разработкой инструментов и процессов для эффективного микроформования. «Мы проектируем, производим, термически обрабатываем и обслуживаем все инструменты на месте», — сказал Бретт Харман, президент компании.«Большинство производимых нами деталей представляют собой компоненты, которые входят в более крупную сборку. Они могут быть электронными, электрическими или механическими по своей природе. Что касается заголовка, мы можем производить детали с диаметром проволоки до 0,018 дюйма (0,46 мм)».
Почему бы не использовать винтовой станок? «Холодное формование — это безотказный процесс, обычно его можно выполнять быстрее [чем винтовые станки], а инструменты дешевле», — сказал Харман. Кроме того, многим клиентам Bigelow требуются изделия, изготовленные из бессвинцовых материалов. и материалы, не содержащие серы.Было бы трудно обрабатывать такие детали на многошпиндельном оборудовании, потому что были исключены добавки к материалам, которые способствуют свободной обработке.
Кроме того, многим клиентам Bigelow требуются изделия, изготовленные из бессвинцовых материалов. и материалы, не содержащие серы.Было бы трудно обрабатывать такие детали на многошпиндельном оборудовании, потому что были исключены добавки к материалам, которые способствуют свободной обработке.
«Один из наших заказчиков обрабатывал материал на основе свинца для производства интегральной детали, требующей магнитных свойств для правильного функционирования конечного продукта», — сказал Харман. «Процесс обработки, который они использовали, был медленным, дорогим и оставлял следы отсечки, которые приводили к дефектным компонентам. Мы заменили сырье на низкоуглеродистую сталь из-за его превосходных магнитных свойств и изготовили компонент, который был более стабильным и дефектным. бесплатное и экономичное производство и сборка.»
MICROmanufacturing 1 апреля 2011 г. — Об авторе: Кип Хэнсон — консультант по производству и писатель-фрилансер.
Почему профилирование? — Dahlstrom Roll Form
Существует множество способов производства металлических компонентов, многие из которых мы коснемся ниже на этой странице. Профилирование должно иметь цель и нишу, верно? Вы делаете ставку — это наиболее экономичный производственный процесс для массового производства:
Профилирование должно иметь цель и нишу, верно? Вы делаете ставку — это наиболее экономичный производственный процесс для массового производства:
- Уголков
- Каналов (C, J, прямоугольник, шляпа)
- Сложные формы с несколькими изгибами
- Длинные детали с отверстиями
Профилирование также обеспечивает экономичное и простое добавление продольной перфорации . такие функции, как:
- Отверстия
- Пазы Пазы
- Тиснения
Конструирование этих элементов в специальные инструменты устраняет необходимость в медленных, дорогих вторичные операции .Профилирование снижает производственные затраты и значительно сокращает время выполнения заказа — до тех пор, пока подходит обувь.
Преимущества профилирования
Многие преимущества холодного профилирования недоступны иным образом. Конечно, не все в одном пакете. Но мы пока коснулись лишь поверхности.
Давайте развернем полный список преимуществ профилирования:
Поточные элементы
Характер процесса профилирования позволяет добавлять в линию штампованных элементов и тисненых элементов .Ваш производитель может исключить многоэтапные операции, чрезмерное количество отходов и заусенцы.
Гибкость объема заказа
Один из мифов, с которыми сталкивается отрасль, заключается в том, что ее жизнеспособность очень зависит от объема.
Хотя большие объемы, безусловно, являются наиболее рентабельным способом использования профилирования, малые и средние тиражи не обязательно останутся незамеченными. В зависимости от конструкции детали объемов от 10 000 до 20 000 погонных футов в год могут быть рентабельными.
Ваш производитель также может обеспечить экономичный объем заказа. Это позволяет производителю хранить инвентарь и передавать его вам при необходимости. Экономичные запуски увеличивают объем и сокращают время настройки, а вы не работаете всухую.
Ваш производитель может также согласиться со скидкой на небольшие заказы в обмен на более длительный контракт.
Сложные профили со сложным изгибом
Профилегибочный станок подходит для многих других процессов обработки металлов давлением.При помощи небольшой умной инженерии он способен производить широкий диапазон поперечных сечений.
Конструкции с несколькими радиусами изгиба вызывают проблемы при формовке листогибочным прессом по разным причинам. То же самое касается многоугольных деталей — альтернативный процесс приводит к задержкам производства , требуя частой смены инструмента и перезапуска оборудования.
Жесткие, повторяемые допуски
Если ваш производитель знаком с профилегибочными машинами (и не слишком некомпетентен), он будет производить детали высокой точности.
При правильном выполнении профилирование может выдерживать допуски до +/- 0,005 дюйма на определенных сегментах профиля . Общая длина детали может достигать +/- 0,020 дюйма.
При проектировании необходимо учитывать концевую развальцовку и пружинение. Ваш производитель должен понимать, как можно контролировать эти искажения с помощью правильного проектирования и настройки производства.
Вы можете делать большие вещи
С помощью профилирования вы можете изготавливать детали любой длины! Помните, что длина гнутых деталей ограничена только количеством материала под рукой.
Небольшое обслуживание инструмента
Обслуживание инструмента обычно меньше для профилированного профиля, чем для штампованного компонента. Это связано с тем, что профилегибочные машины могут производить детали и элементы в непрерывном движении .
Лучший способ определить объем обслуживания инструмента — это посмотреть объем вашего заказа.
Способен формировать высокопрочные металлы
Не все процессы производства металла могут обрабатывать высокопрочный металл.Или, если они могут, это ценой быстрого повреждения инструмента .
Возможность холодной прокатки высокопрочных материалов, таких как высокопрочная низколегированная (HSLA) сталь, дает вам преимущество перед материалами стандартной прочности, такими как углеродистая сталь 1040. Сталь HSLA отлично подходит для изготовления конструктивных элементов во многих отраслях промышленности.
Право собственности на инструмент
Амортизация затрат позволяет вам сохранить полную собственность на ваш инструмент и избежать скрытых платежей. Вы также получаете:
- Снижение совокупной стоимости владения: Амортизация сразу снижает первоначальные производственные затраты и дает вам возможность делать небольшие платежи.
- Долгосрочная рентабельность инвестиций: Вы платите один раз за инструменты и можете оставить их для других проектов!
- Гибкость: Хотите взять инструмент с собой в другое место? Действуй.
Меньше шансов на ошибку
Профилегибочные станки в 21 веке очень эффективны. Благодаря программному обеспечению САПР машины в высшей степени автоматизированы и требуют меньшего количества рабочей силы. Это означает меньше шансов на ошибку , вызванную человеческим фактором, .
Благодаря программному обеспечению САПР машины в высшей степени автоматизированы и требуют меньшего количества рабочей силы. Это означает меньше шансов на ошибку , вызванную человеческим фактором, .
Скорость и адаптируемость являются ключевыми факторами в отраслях с быстрым сроком выполнения работ.
Меньше лома
Одним из самых популярных методов профилирования является то, что при профилировании образуется меньше отходов, чем при многих других методах профилирования металла.
Стоимость лома обычно составляет 1-3% от вашей общей стоимости. Это умение вдвойне круто, когда вы работаете с дорогими материалами.
Приложения для профилирования валков
Многие профили продукции сложно изготовить с помощью листогибочного пресса, штамповки или экструзии (подробнее об этом ниже). Эти же приложения можно экономично выполнять при высокой производительности с помощью профилирования.
Это критерии для определения холодной прокатки:
Общие правила
Если ваш проект соответствует хотя бы нескольким из этих ковшей, он может быть идеальным для изготовления профилей:
- Длинные, тонкие формы до 30 футов является обычным явлением)
- Повторяющиеся рисунки пуансонов в семействе деталей различной длины, все с одинаковым профилем
- Средние и большие годовые объемы. Инструменты могут быть дорогими при малых тиражах.
- Эстетические проекты, в которых следы инструментов недопустимы.Постепенный процесс формования фактически устраняет следы инструмента!
- Сложные поперечные сечения
- Глубокие U-образные каналы с узкими отверстиями
 Инструменты могут быть дорогими при малых тиражах.
Инструменты могут быть дорогими при малых тиражах.Особые области применения
Профилирование идеально подходит для многих отраслей — некоторые очевидны, другие — нет. Многие из этих отраслей используют преимущества профилирования на протяжении десятилетий, в то время как другие все еще изучают его достоинства:
ПерилаМиллионы миль ограждений приобрели свою прочную и прочную форму благодаря профилированию.
Оцинковка перил возможна прямо на заводе. Добавление этого цинкового слоя помогает компоненту оставаться устойчивым в любых условиях.
Монтажные элементы панели солнечных батарейФормованные из рулонов детали составляют каркасную систему , которая удерживает множество солнечных панелей на:
- Коммерческие крыши
- Солнечные электростанции
- Жилые крыши
Американский профилегибочные машины относятся к проектам на рынке солнечной энергии больше, чем к любому другому виду работ.
Большинство коммерческих зданий построено не с использованием стальных шпилек в стене, а из гнутых деталей.
Они очень быстро выпускаются компаниями, которые очень привержены этой супер-нишевой отрасли и имеют необходимые специальные сертификаты. Архитектор должен знать, что деталь может соответствовать стандартам и требованиям по нагрузкам, прежде чем он даже рассмотрит это.
НКТПочти все НКТ изготавливаются методом прокатки.Трубопроводы широко используются в производстве бытовой техники, автомобилей, архитектуры и многого другого.
Трубки могут быть квадратными, круглыми, овальными и прямоугольными. При профилировании все трубы свариваются без шва за счет зачистки.
Гнутые трубы изготавливаются из разных металлов. Однако иногда алюминиевые трубки изготавливают методом экструзии.
Сайдинг и кровля Вся оболочка здания может быть сделана из гнутых элементов.
Вы увидите много металлических крыш на домах на северо-востоке. Это еще один сырьевой бизнес, в котором доминируют всего несколько профильных компаний.
Прочие конструктивные элементыЭти гнутые гнутые детали требуют большей толщины. Прогоны или Z-образные профили обычно указываются для всех видов конструкций, работающих под большим напряжением.
Типичные области применения в автомобильной промышленности:
- Направляющие рамы
- Бамперы
- Дверные балки
- Дужки крыши
Вы можете заказать оконные стойки и поручни, изготовленные из рулонных деталей.(Стойки представляют собой вертикальные профили, а поручни — это горизонтальные элементы.)
Полая оконная рама сокращает ваши расходы и придает вам элегантный дизайн. Кроме того, вы просто установите его, щелкнув!
Дверные компоненты Дверные коробки, кожухи и другие детали могут быть изготовлены с помощью роликов. Существует множество вариантов этого обрамления, доступных для краев, низа и верха вашей двери, в зависимости от того, какой тип оборудования будет использоваться.Формование этих деталей рулоном довольно распространено.
Существует множество вариантов этого обрамления, доступных для краев, низа и верха вашей двери, в зависимости от того, какой тип оборудования будет использоваться.Формование этих деталей рулоном довольно распространено.
«Стандартные» двери большого объема используют профилирование кромок, верхнего и нижнего обрамления, что приводит к снижению затрат .
Для добавления остекления можно также использовать гнутые детали. Они могут быть установлены заподлицо или внахлест.
Наконец, некоторые поверхности дверей тоже подвергаются прокатке. В таком случае этот шаг обычно выполняется производителем двери, а не третьей стороной.
ЛифтыОтслеживание вала лифта и некоторые структурные компоненты кабины изготавливаются методом профилирования.
Валкообразователи также могут классифицировать элеватор. Внутренние декоративные элементы кабины также подвергаются гнутой форме
.
Здесь задействовано множество профилей профилирования.
Все трубки, входящие в состав теплообменника хладагента , изготовлены из гнутой меди. Множество конструктивных элементов внешней оболочки изготовлено методом прокатки.
В коммерческих хранилищах продуктов этот процесс можно использовать для формирования:
- Отбойные пластины, защищающие от пыли
- Направляющие из нержавеющей стали по краям
- Декоративные планки и карнизы для создания привлекательных витрин в продуктовых магазинах и магазинах повседневного спроса
Любой вид транспорта является целью оптимизации с помощью перехода на гнутые детали.
Конструктивные элементы шасси составляют основную часть отрасли. Это касается как автомобильной, так и строительной отрасли. Вам нужны межкомнатные двери, которые защитят вашего конечного пользователя во время аварии? Используйте гнутые детали.
На прицепах и грузовиках задние элементы конструкции и шасси формируются в рулонах. На внешней стороне корпуса использована декоративная металлическая отделка.
ПоездаВ поездах сайдинг может быть изготовлен из нержавеющей стали гнутой прокаткой. Это распространенный маршрут городского общественного транспорта.
В поездах также используются конструкционные, а также внешние и внутренние декоративные металлические детали, изготовленные методом профилирования.
КораблиЕсть неиспользованный потенциал для декоративных металлических компонентов на судах. Рабочие и правительственные лодки, мы смотрим на вас.
В настоящее время недостаток творчества в мебели из нержавеющей стали внутри. Все это квадратно и приземленно.
Возможности профилирования для кабельной разводки и лотков приводного стола имеются в большом количестве.Их можно повесить по длине корабля для удобства и надежности.
Распределение питанияКабельные лотки, кабельные каналы … они должны быть изготовлены из стали. Почему не прокатанная сталь? Эти изделия, как правило, изготавливаются из оцинкованной стали, с которой легко справляются роллеры.
Медные шины / проводники обычно формуются в рулонах.
Затраты на профилирование
Стоимость профилированных каналов можно проследить до нескольких факторов:
- Сложность формы
- Трудозатраты
- Стоимость сырья
- Оснастка
- Объем заказа
Сложность формы
Сложность профиля и необходимая штамповка будут определять, будут ли добавлены здесь какие-либо затраты.
Высота профиля может увеличивать стоимость инструмента. Для более высоких профилей требуются инструменты для профилирования валков большего диаметра, что увеличивает потребность в инструментальной стали.
Рабочая сила
После того, как линия профилирования установлена, затраты на рабочую силу становятся довольно дешевыми. Профилегибочное формование — это одностадийный процесс, поэтому здесь не требуется человеческого труда.
Стоимость сырья
Самые большие затраты при профилировании — это цена сырья, составляющая 55-70% от окончательной цены.Прелесть этого процесса в том, что производит настолько мало лома , что он составляет всего 1-3% от общей стоимости.
Затраты на инструменты
Затраты на инструменты для профилирования — еще один прискорбный миф об этом процессе.
Во-первых, инструмент для изготовления любого металла может быть дорогим. При разумных покупках инструмент для профилирования валков на не дороже, чем любой другой тип . Вот несколько способов контролировать затраты на инструмент:
- Если ваш производитель участвует в разработке детали, он может оптимизировать деталь для инструмента для профилирования роликов.
- Платежи могут амортизироваться со временем, чтобы избежать высоких первоначальных затрат.
- Ваш производитель может предоставить скидку на инструмент в обмен на обязательство со временем закупить определенное количество деталей.
- Профилегибочный станок, который существует уже давно, возможно, уже имеет инструменты, которые подойдут для вашего проекта.
Объем заказа
Экономическая конкурентоспособность валковой гибки не так зависит от объема заказа, как вы думаете, . Конечно, большие объемы имеют смысл, но некоторые профилегибочные машины могут оптимизировать свой процесс и для небольших заказов.
Почему это не так дорого, как вы думаете
Процесс гибки валков дает множество преимуществ:
1. Бесплатная вставка на линии
После покупки штамповочного инструмента вы эффективно получаете отверстия поставить деталь бесплатно. Форма все равно должна быть сформирована, а процесс штамповки связан и непрерывен.
В отличие от других видов металлообработки, где добавление каких-либо элементов является повторяющимися и совокупными затратами, стоимость рулонной формы зависит от времени работы машины — независимо от того, сколько функций вы используете.
2. Более низкая стоимость детали
Сумма добавленных вами затрат на инструмент возмещается вам за счет более эффективных функций.
Сравните эту окупаемость с многоэтапным цехом:
- Резка детали
- Отнесите ее к прессу или лазерному резчику
- Отнесите к тормозному прессу, где кто-то устанавливает инструмент и сгибает вашу деталь в форму
При использовании профилегибочного станка все это осуществляется непрерывно. Профилирование идеально подходит для повторяемых деталей и процессов.
3. Снижение затрат на рабочую силу
При меньшем количестве задействованных процессов вполне логично, что вы также выиграете от чрезвычайно низких затрат на рабочую силу. Мы говорим о , 6% от общей стоимости проекта, , тогда как в мастерской это 15-20%.
4. Меньше ожидания Примерно
Время выполнения заказа по частям лучше. Мы говорим всего лишь о 10% времени выполнения заказа в этом цехе .
5. Возможность совместной работы по оптимизации детали
Если ваш производитель предлагает помощь в проектировании, это может фактически сэкономить вам деньги за счет оптимизации детали для инструментов и процессов профилирования валков.
Профилирование валков Vs. Конкурирующие процессы
В правильной ситуации ваша компания может воспользоваться профилированием для эффективного производства деталей, подходящих для любой отрасли. Поскольку каждая ситуация уникальна, давайте подробнее рассмотрим плюсы и минусы валковой гибки по сравнению с штамповкой, прессовым торможением, экструзией, литьем и ковкой.
Большинство этих конкурирующих процессов выполняется посредством горячей штамповки. Проблема в том, что горячая штамповка — это очень специализированный процесс на стане .Использование высоких температур и расплавленного продукта требует огромных печей, которых не так много. Покупка оборудования, необходимого для безопасного обращения с жидкой сталью, и поиск опытных специалистов для эксплуатации оборудования — это крупные инвестиции.
А разница в том…
Есть общие различия в конечном результате холодной штамповки и горячей штамповки:
- Скорость и качество обработки: Для горячей стали может потребоваться 50 валков для утонения заготовки. , в то время как для этой же детали может потребоваться 100 проходов при холодной прокатке.Но… с большим количеством валков вы можете получить более жесткие допуски на деталь и более качественный конечный продукт. Это может привести к увеличению затрат, но, возможно, это того стоит для вашего клиента.
- Прочность: Для аналогичных марок холоднокатаный металл может быть прочнее горячекатаного металла из-за наклепа. Если для детали, которая будет формоваться в рулоне, указан горячекатаный лист, вы все равно получите немного дополнительной прочности. Но он не будет соответствовать той прочности, которую вы получили бы, если бы начали со стандартного холоднокатаного материала.
- Использование в конструкциях: Формула стали для двутавровых балок отличается от той, что используется при холодной штамповке. Он менее пластичен и тверже, что затрудняет его изгиб в холодном состоянии.
- Ограничения по размерам: Стальной лист подвергается горячей прокатке только до определенной толщины. Длина гнутых деталей ограничена только количеством материала в рулоне.
Профилирование валков Vs. Штамповка
Штамповка не идеальна для небольших проектов, отчасти потому, что стоимость инструментов для штамповки огромна. При штамповке нельзя формировать длинные детали, и нельзя вносить изменения в рисунок штамповки.
Существуют определенные объемные приложения с простым дизайном, на которые можно наносить штамп. К ним относятся:
- Шестерни
- Двигатели
- Компоненты самолетов
- Электроника
- Телекоммуникации
- Оборудование
- Электроинструменты
- Приборы
- Замки
- Уход за газоном
- Боеприпасы
1
- Освещение Формирование Vs.Листогибочный пресс
- Трубки
- Алюминиевые канистры
- Цилиндры
- Трубопроводы подачи топлива
- Рамы
- Гусеницы
- Рельсы
- Штанги
- Штанги
- Форсунки
- Электроды
- Прототипирование
- Тяжелое оборудование
- Приборы
- Двигатели
- Артиллерия
- Art
- Кожухи и крышки
- Диффузоры
- Клапаны
- Корпуса камер
- Оснастка
- Шестерни
- Рулевые рычаги
- Валы
- Фланцы Клапаны
- Сверла
- Головки
- Крюки
- Шаровые шарниры
- Ракеты
- Шкворни
- 101
- Стержневые балки
- Покупка профилегибочного станка через Интернет
- Наличие у производителя нового оборудования разработки и установки станка под ключ на заказ повлиять на ваш путь.
1. Стоимость оборудования по сравнению с ценой.ROI
Профилегибочное оборудование — это больше, чем просто формовочная машина. Полная линейка включает:
- Погрузочно-разгрузочное оборудование
- Погрузочный кран
- Система разматывания
- Пресс для предварительной перфорации (если в вашем компоненте есть отверстия, пазы или выступы)
- Точная система подачи / управления
- Летающий ускоритель отрезания штампа с элементами управления
- Отрезной пресс подходящего размера
Все эти характеристики линии должны соответствовать вашим формующим инструментам, штампу для предварительного перфорации и режущему штампу.
Стоимость полной системы профилирования может составлять от 200 000 до 2 миллионов долларов в зависимости от сложности вашего семейства компонентов. Большинство собственных систем могут производить только цельный профиль. Типичная линия может производить около 1,5 миллионов погонных футов в год за одну смену.
Если вы планируете приобрести собственную систему профилирования рулонов, лучше всего производить большие объемы, чтобы добиться приличной рентабельности инвестиций.
2. Навыки оператора против. Контроль качества
В отличие от листогибочного оборудования, профилегибочные линии требуют операторов с многолетним опытом для обеспечения высококачественной продукции.Вот лишь некоторые из соображений для каждой линии:
- Толщина и свойства коммерческих металлов сильно различаются
- Прогоны с различными партиями металла требуют точной регулировки для получения ожидаемого профиля
- Необходимо выполнить корректировку с учетом упругого возврата из более твердых металлов
- Для более толстых партий требуется больше места между инструментами для профилирования валков
- Неравное давление на валы для профилирования приведет к скручиванию и изгибу
- Учет растяжения компонентов
- Предотвращение попадания металла в штампы
Может ли ваш штатный оператор покрыть все эти базы? Тебе лучше на это надеяться.
Опытные производители профилированных профилей гарантированно понимают и учитывают эти переменные. Они знают, как полностью использовать свое оборудование. Опытные операторы могут работать с несколькими профилями и металлами на одной линии.
Нанимать специалистов на полный рабочий день для собственных операций очень дорого. И, если вам нужны сервисные подрядчики, у них, вероятно, не будет графиков, отвечающих вашим насущным потребностям. Это подвергает риску вашу цепочку поставок и ваших клиентов.
3.Внутреннее управление запасами Vs. Поставки от поставщика
Контроль над товарно-материальными запасами — основная причина, по которой компании осуществляют проекты по производству профилей для производства рулонов внутри компании. Но как управление запасами соотносится со стоимостью эксплуатации профилегибочного станка? Спросите себя:
- Будет ли линейный оператор работать на полную ставку?
- Большие объемы требуют постоянной работы рабочих групп. Сможет ли ваша компания сбалансировать затраты, объем производства и другие зависимые процессы этой рабочей нагрузки?
Сторонние производители рулонных форм уже имеют сбалансированные системы, обеспечивающие возможность непрерывной прокатки по приемлемой цене.
Они также могут управлять запасами за вас — будь то JIT (своевременная доставка) или поставки с большим запасом по мере необходимости. Чтобы затраты на складские запасы не подкрались к вам, минимизируйте запасы, обеспечивая при этом буфер для изменений спроса. Неопытное управление запасами может привести к дорогостоящим задержкам в цепочке поставок.
Подробнее о рентабельности инвестиций
Поначалу может быть страшно доверять третьей стороне. Если вы взвешиваете, стоит ли аутсорсинг вашего производства, помните, что аутсорсинг только одной детали для U.Поставщик S. может улучшить ROI.
Это не сумасшедший разговор, если вы предложите увеличить количество отправляемых единиц на 20% до 50% ? Вот как и когда это возможно:
Когда обращаться к поставщику за окупаемостью инвестиций
Почти у всех поставщиков есть оборудование и процессы, предназначенные для обеспечения индивидуальных функций, присущих уникальности их продукции. Независимо от того, вносят ли эти функции вклад в уникальную функцию или предлагают клиентам дополнительные возможности, они составляют основное отличие, которое поддерживает их существование.Логично, что инвестиции этих специалистов в…
- Оборудование
- Люди
- Процессы
- Производственные площади
… должны отдавать предпочтение им, а не хранению процессов внутри компании.
Еще одно соображение: какие заказы вы будете выполнять? Товарные позиции в больших объемах могут поставить мертвую хватку на способность вашей организации увеличить количество отгружаемых единиц. Если мощность на линии ограничивается хотя бы одним компонентом с большим объемом , передача этой части на аутсорсинг может экспоненциально увеличить вашу прибыльность.
Прибыльность — это увеличение количества отгружаемых единиц при тех же затратах и существующих инвестициях. Для этого созданы опытные сторонние поставщики.
Таким образом, несмотря на то, что профилирование внутри компании подходит для некоторых компаний, это не рентабельная альтернатива для всех. Для многих контрактный профилегибочный станок обеспечит более высокую рентабельность инвестиций и снизит уровень стресса.
Дальнейшие действия
Если вы решили, что лучше всего передать производство внешнему профилегибочному станку, пора отправиться на охоту! Ищите партнера по профилированию валков, который предложит вам комплексную систему поставок.Правильное соглашение о поставке приведет к:
- Экономия затрат
- Надежность в сроках выполнения заказа и цепочке поставок
- Понимание структуры вашей системы поставок
Удачи в вашей охоте! Если вы не принимаете окончательное решение в своем OEM-производителе , вы можете столкнуться со скептически настроенным начальником. Если ваш проект соответствует хотя бы паре этих критериев использования профилирования, он будет продан:
- Объемы ваших заказов превышают рентабельность ваших текущих процессов.
- Отходы вашего лома вышли из-под контроля.
- Ваш текущий процесс неэффективен.
- Вам нужен больший контроль над процессами и инструментами.
- Вы хотите упростить цепочку поставок с помощью запасов, управляемых поставщиками.
- Вы хотите воспользоваться преимуществами экономичных производственных процессов.
- Вам нужен более экологически чистый продукт.
Будем надеяться, что этот ресурс послужил аргументом в пользу профилирования при производстве компонентов. Если вы хотите лучше понять процесс или у вас есть конкретные вопросы по дизайну, свяжитесь с нами сегодня. Мы работаем над этим с 1904 года , поэтому мы можем быстро определить, какой производственный процесс подходит именно вам.
Процесс холодной штамповки | Преимущества промышленной холодной штамповки
Что такое холодная ковка?
Холодная штамповка — также называемая холодной штамповкой — это тип металлической ковки, который используется в самых разных областях, от автомобильной до электронной и медицинской техники. Холодная штамповка включает формование заготовки, часто называемой «заготовкой», посредством процесса, называемого «деформированием».«
В традиционных процессах ковки металл подвергается воздействию высоких температур. В процессе холодной ковки заготовка подвергается гидравлическому и механическому давлению при комнатной температуре для деформации. Это дает ряд преимуществ для конкретного применения, начиная от улучшенной консистенции до более низких затрат и более эффективного использования материалов.
STS Intelli — компания по холодной штамповке, которая может выполнять проекты любого масштаба. Продолжайте читать, чтобы узнать больше о преимуществах, которые наши услуги по холодной штамповке могут иметь для вашей работы, или свяжитесь напрямую с нашим офисом, чтобы запросить ценовое предложение.
Процесс холодной штамповки
Холодное формование выполняется при комнатной температуре или близкой к ней. При работе с некоторыми металлами для улучшения пластичности применяется некоторое количество тепла, хотя температуры остаются значительно ниже точки рекристаллизации.
Холодная штамповка используется для создания различных форм и деталей. Таким образом, не существует единого стандартного процесса формования заготовок. Вместо этого детали создаются с использованием одного или комбинации следующих методов:
- Прямая экструзия: Прямая экструзия, также известная как прямая экструзия, является наиболее распространенным типом процесса холодной штамповки.В нем к металлической заготовке прикладывают силу, толкая ее в форму, где ей придают форму.
- Обратная экструзия: Обратная экструзия включает использование пуансона для перемещения заготовки в пресс-форму того же размера. Когда заготовка входит в форму, пуансон создает меньшее отверстие и заставляет заготовку формироваться вокруг нее.
- Осадка: При высадке заготовка помещается в более короткую форму. Когда заготовка ударяется о заднюю часть формы, излишки материала выталкиваются вниз, создавая широкий верх.Этот метод чаще всего используется для создания головок крепежа различных размеров.
- Обрезка: Обрезка включает использование штамповочного пресса для срезания лишних материалов с детали, создания более сложных форм с более высоким уровнем допуска.
- Выравнивание и присучивание: Выравнивание и прошивка работают в точности так, как подразумевают их названия: использование штамповочного пресса для создания плоских компонентов или пробивки отверстий в детали без образования металлической стружки.
В дополнение к вышеизложенному, ряд дополнительных процессов может использоваться для формирования очень сложных компонентов различных форм и размеров.STS Intelli может сбрить, сверлить, накрасить или покрасить любой компонент в соответствии с вашими требованиями. Чтобы узнать больше о наших возможностях и обсудить детали вашего проекта с одним из членов нашей команды, свяжитесь напрямую с нашим офисом.
Преимущества холодной штамповки
Каковы основные преимущества холодной штамповки?
Процессы ковки обычно не считаются экологически чистой частью производственного процесса, но холодная ковка, вероятно, является наиболее экологичным процессом такого рода, применяемым сегодня.Для компаний, которые заботятся о сокращении углеродного следа своей продукции, процесс холодной ковки может помочь сократить отходы и снизить потребление энергии по сравнению с альтернативами ковки, использующими тепло.
Другие причины, по которым процесс холодной штамповки является предпочтительным, включают:
- Высокое качество материала поверхности
- Консистенция каждой изготовленной детали
- Эффективное использование материала
Помимо перечисленных выше причин и экологического фактора, холодная штамповка также является одним из наиболее экономичных методов ковки на современном рынке.Например, оценки показывают, что этот процесс может снизить стоимость вашей детали на 40–60%.
Если ваша компания ищет способ массового производства высококачественной продукции с меньшими затратами на производственные операции, холодная ковка — лучший выбор.
Каковы дополнительные преимущества компонентов холодной штамповки?
Процесс холодной штамповки полон преимуществ для производителей. При холодной штамповке меньше отходов.Фактически выход материала составляет почти 100%. При использовании сплавов драгоценных металлов, таких как золото и серебро, стоимость материалов высока. Такой 100% выход приводит к значительной экономии затрат во время процесса холодной штамповки по сравнению с другими методами.
В дополнение к 100% -ному выходу детали холодной штамповки очень стабильны. Другие преимущества холодной штамповки:
- Более высокие скорости и более низкие затраты на инструмент по сравнению с другими процессами обработки
- Лучший контроль над размерами, создание большей однородности формованных деталей
- Меньшее потребление энергии, что помогает снизить выбросы углерода и увеличить экономию
- Создание продукта без особых требований к обработке
- Улучшение свойств металла за счет деформационного упрочнения
- Гладкие детали без заусенцев
При правильной холодной штамповке производитель может рассчитывать на то, что из процесса ковки будет исключен почти весь лом, а также часть без дефектов, складок и других дефектов.Холодная штамповка также позволяет изготавливать детали с жесткими допусками со скоростью 1000 сек в час.
Ковка, литье и обработка с ЧПУ
Ковка, литье и обработка с ЧПУКовка, литье и обработка с ЧПУ
Ковка
Чтобы что-то выковать, вы делаете форму из очень хорошей стали. Вы помещаете металлическую пластину, которую хотите выковать, между двумя половинками формы, и сжимаете форму.ЖЕСТКИЙ! Как и многие десятки (а для крупных вещей сотни) тонн, из пресса, который может перевесить ваш дом. (Подвижная половина формы называется «инструментом»; неподвижная половина называется «штампом».)
Металл течет, как зубная паста, и когда вы открываете форму, вы получаете свою часть. Немного отделки, и он готов к использованию. Это дорогостоящий процесс в настройке (формы очень дороги в изготовлении, а пресс, хотя и довольно прост, но огромен и стоит соответственно), но если вы делаете много чего, это может быть довольно дешево.Кусок металла может быть холодным (по стандартам металла, 1/3 его точки плавления) или горячим (около точки плавления, это единственный вариант, если вы хотите ковать железо).
Другими распространенными процессами являются литье (заливка жидкого металла в форму) и обработка с ЧПУ (компьютерное числовое управление).
Самый сильный результат обычно дает ковка. По мере охлаждения металл образует «зерна». Зерна крепкие, но плохо «липнут» друг к другу. Таким образом, отливки могут сломаться, и если вы посмотрите на трещину, она покажет неровную «матовую» поверхность, поскольку она будет разделяться между отдельными зернами.По словам металлургов, он показывает плохую пластичность.
Когда вы коваете кусок металла, высокое давление «разрушает» отдельные зерна. В результате получается немного плотнее, и он скорее согнется, чем сломается. Он может быть намного прочнее отливки или такой же формы, вырезанной из плоского куска металла. Поверхность, поскольку она принимала самые высокие нагрузки, часто оказывается самой прочной, и чем меньше вы можете повредить эту поверхность, тем прочнее будет деталь. На самом деле излом может показать довольно блестящую поверхность, поскольку пространство между «зернами» исчезло.Направление потока при сжатии металла придает ему структуру зерна, которая немного напоминает структуру дерева, что делает его значительно более прочным в определенных направлениях. Хорошо спроектированные кузнечные инструменты и штампы контролируют этот поток, чтобы сделать деталь наиболее прочной в тех направлениях, в которых она, как ожидается, будет подвергаться нагрузке.
Обработка с ЧПУ
ЧПУ начинается с куска металла, который иногда называют «заготовкой».(Заготовка:
претенциозное слово, означающее «кусок металла», используемое машинами и торговцами, чтобы сбить с толку посторонних.)Этот кусок металла мог быть отлитым, кованным или прокатанным (зажат между валками, своего рода ограниченная ковка, способная делать только плоские вещи с прямой текстурой, как доска).
Он помещается в довольно стандартный станок, в котором установлены датчики положения и двигатели на ручках управления. По сути, это просто робот-машинист. Вы используете вращающийся режущий инструмент, чтобы отрезать весь металл, который не является вашей рукояткой. Трехмерный металлический набросок, выполненный методом травления, с компьютерной интерполяцией, поэтому круги получаются довольно гладкими.
Обратная сторона обработки с ЧПУ
Есть пара проблем. Во-первых, расходуется много металла. Удаленный материал представляет собой всего лишь металлическую стружку и может быть продан только на металлолом. Для сравнения, в ковке используется почти весь металл, за исключением небольшой «вспышки», которая просачивается в трещину между инструментом и штампом. Этот процесс может занять много времени — вы можете удалить пару кубических дюймов металла в минуту. (ограничено в основном вашей способностью удерживать трение при резке от перегрева и, возможно, плавления.Это особенно важно для режущего инструмента, который может быть сильно ослаблен, если он станет слишком горячим, не говоря уже о близком к плавлению). На изготовление детали, которая «растягивается», как ваш правый кривошип, может потребоваться 10 минут или больше, по сравнению к небольшому количеству секунд, которое требуется прессу для цикла. (Большой пресс может изготавливать несколько деталей за одно сжатие, обеспечивая еще более высокую производительность.)
Это сложные машины, полные сервомеханизмов и измерительной техники, которая может измерять с точностью до нуля.005 мм (0,0001 дюйма), когда он покрыт маслом. Станок с ЧПУ имеет минимум 6 двигателей (в том числе некоторые для смены инструментов и один или несколько для перекачки масла и охлаждающей жидкости в разные места). Это означает эксплуатационные расходы, которые могут быть намного выше 1 доллар за минуту (компьютер больше не является значительной частью стоимости).
Ах да, сила. Что ж, если отрезать металл, у него не будет такой плотной поверхности, как у поковки. Хуже того, могут быть внутренние углы с острым стыком. Это «концентраторы напряжения», места, где могут начаться трещины (в любом металле, но алюминий особенно чувствителен к этому.Титан еще хуже.)
Преимущества обработки с ЧПУ
Вы не можете использовать острый внутренний угол на поковке, вы никогда не сможете вытащить деталь из формы. Таким образом, все внутренние углы должны быть шире 90 градусов и иметь закругленные края (если у вас была матрица (форма), которая пыталась сформировать острый угол, она скорее разрезала бы металл, чем вставила его на место.
ЧПУ не налагает таких ограничений, хотя, чтобы получить хорошо закругленные углы, вам, возможно, придется сменить инструменты, чтобы сделать последний проход.(вы используете плоский инструмент, чтобы избавиться от основной массы металла на плоских участках, и инструмент с круглым концом для формирования внутреннего радиуса там, где это необходимо.) Таким образом, устранение концентраторов напряжения означает более дорогое время обработки.
Почему ЧПУ?
Так зачем вообще ЧПУ? Что ж, он хорош для создания небольшого количества сложных форм. Фактически, они просто то, что нужно для изготовления форм (называемых инструментами и штампами) для вашей ковки. (В результате технология ЧПУ фактически снизила затраты на «инструменты», связанные с ковкой!) от ракетчиков.Если вы планируете построить всего 30 штук, ЧПУ — это то, что вам нужно для деталей сложной формы, таких как стойка шасси на этом истребителе.
Дивиденды мира оставили множество магазинов с избыточными мощностями ЧПУ. Поскольку стоимость машины, «просто простаивающей», может легко превышать половину ее стоимости, когда она работает полностью на оплачиваемом задании, ей нужно было чем-то заняться, или банк мог позвонить аукционисту. Они рыщут в поисках вещей, на которые можно было бы получить немного денег для оплаты аренды.Магазины запчастей для велосипедов и другие вещи, в которых «ракетостроение» добавляет достаточной маркетинговой привлекательности, чтобы преодолеть неэффективность ЧПУ, эти магазины зацепились за это. (для других обратите внимание на клюшки для гольфа или запчасти для мотоциклов и автомобилей)
Пресс, хотя и большой и тяжелый, представляет собой очень простую «низкотехнологичную» машину, которая предъявляет очень низкие требования к техническому обслуживанию. По большей части они слишком глупы, чтобы сломаться. Самая сложная часть пресса — это датчики, которые следят за тем, чтобы тело оператора не мешало, прежде чем он начнет движение.Это либо один двигатель, соединенный с насосом и большим гидравлическим поршнем, либо «кузница», большой кусок металла, с механизмом, который поднимает его и бросает. (БАГ !!!!!). Никаких модных измерительных приборов. Нет компьютера, если рядом с ним нет робота, который загружает и выгружает готовые детали.
Почему Forge?
ЧПУ — хорошее дополнение к ковке. Ковка не может создать множество форм. Например, внутренняя резьба. Таким образом, вы можете вынуть необработанную кованую заготовку кривошипа из пресса, а затем поместить ее в станок с ЧПУ, чтобы нарезать отверстия для педалей, съемника кривошипа и болтов звездочки.Конечно, если бы вы производили их миллионами, вы бы просто установили простой станок, который мог бы только сверлить и нарезать отверстия для кривошипа.
Если вы знаете, что будете делать 50000 отверстий в год, и это всегда будет 5 отверстий в круге диаметром 110 мм, вы программируете ЧПУ, чтобы сделать приспособление, которое удерживает 5 сверл в этом круге и заставляет их вращаться в унисон. . Добавьте еще одну коронку посередине, чтобы обрезать резьбу съемника, и # 7, чтобы продеть отверстие для педали. Это быстрее, чем компьютер (который будет делать одно или максимум два отверстия за раз и будет тратить время на перемещение детали на место для следующего отверстия.) и намного дешевле в эксплуатации. Также не требуется никаких навыков со стороны оператора, и действительно может быть машина для захвата и размещения, которая специализируется на штабелировании деталей. Он не идеален, он может выполнять только одну работу. Хотите изменить окружность болтов? Вам нужно сделать новую машину. Возможно, стоит сделать его сменным, чтобы он мог работать с 170 и 175, может быть лучше просто сделать две разные машины.
[На самом деле, я думаю, что они обычно используют одни и те же поковки / отливки для всех длин кривошипов, просто вырезают их в другом месте, за исключением, возможно, супер-топовых моделей.]
Статьи Шелдона Брауна и других
Если вы хотите сделать ссылку или добавить закладку на эту страницу, URL-адрес:
https://www.sheldonbrown.com/dp-forging.htmlПоследнее обновление: Харриет Фелл
Прогрессивный заголовок
Высокая точность обработки необходима для производственных машин, которые должны работать с высокой производительностью и эффективностью. Компания SACMA выбрала собственное производство всех компонентов и установила самое современное производственное оборудование, доступное сегодня на рынке, для обеспечения общего качества всей продукции SACMA Group.
Систематическая и тщательная процедура проверки всех изготовленных деталей перед складированием на склад — лучшая гарантия взаимозаменяемости и доступности запчастей. Правильный выбор материалов с высокой прочностью на разрыв, надлежащие характеристики термообработки, точность операций шлифовки и притирки поверхности делают станок SACMA самым надежным, самым производительным и недорогим станком в производстве.
Концепция выполнения смены инструмента в кратчайшие сроки представляет собой неоспоримую необходимость в современном промышленном производстве холоднокованых деталей меньшими партиями.При разработке системы быстрой смены инструмента SACMA не пошла на компромисс в отношении жесткости и мощности станков; типичная характеристика его машин. Система быстрой смены инструмента CR, входящая в стандартную комплектацию станков серий 3, 4, 5 и 6, позволяет легко снимать штампованный блок, зажимаемый гидравлически, а также легко снимать опору штамповочного блока и весь передаточный узел.
БЫСТРАЯ СМЕНА ИНСТРУМЕНТА И МОТОРИЗАЦИЯ
Механизм передачи прогрессивных заголовков SACMA на сегодняшний день считается мировым эталоном, настолько, что он неоднократно подвергался безуспешным попыткам имитации.
Точное движение передаточных пальцев, определяемое плавным колебательным механизмом, создаваемым двойными кулачками с идеальным приводом от бесшнурового привода, придает всей системе идеальный контроль положения даже на максимальных производственных скоростях.
Множественные регулировки, синхронизация фазы передачи, изменение зажимного усилия, изменение скорости открытия / закрытия пальцев, вместе с отсутствием пружин, позволяют переносить длинные части и самые короткие части в безопасности на максимальных скоростях.
ГИДРАВЛИЧЕСКИЙ ЗАЖИМ
Все машины SACMA стандартно оснащены гидравлическим зажимом боковых регулировок резьбовых втулок, рычагов выталкивания и кулачка триммера на последней станции.
Автоматическая система моторизации M, доступная на прогрессивных машинах SACMA , является важным методом сокращения времени наладки машины и точной настройки регулировок. Предварительно установленные данные, содержащиеся в базе данных деталей, которые будут изготовлены, будут определять автоматические регулировки подачи, положения остановки заготовки и выброса матрицы.
Гидравлический зажим регулировок и инструментов очень помогает при настройке станка и гарантирует повторяемость регулировок.
ОБОРУДОВАНИЕ
Вмешательство оператора в рабочую зону должно производиться в условиях абсолютной безопасности и комфорта. Эта необходимость особенно ощущается при работе с большими машинами, чтобы облегчить процедуру смены инструмента и обслуживания.
Запатентованная система эргономичных платформ и подставок для инструментов, поставляемая SACMA на станках Series 6, является очень хорошим примером помощи, без компромиссов, для удовлетворения требований конечного пользователя.Система состоит из двух платформ с гидравлическим приводом, которые автоматически позиционируются над рабочей зоной.
СЛАЙД
Главный направляющий суппорт — это элемент, который передает энергию деформации, и поэтому он должен обладать большой стабильностью и прочностью. Все направляющие суппорта SACMA изготовлены из отливки из легированной стали Ni-Cr-Mo, подвергнутой термообработке, и имеют особую геометрическую форму с двойными направляющими скольжения, что обеспечивает максимальную стабильность в передаче энергии ковки инструментам.
Эксклюзивная коническая направляющая скольжения гарантирует идеальное выравнивание инструментов при каждом движении.
Выталкивающий пуансон идеально совпадает по фазе с обратным ходом направляющих суппортов после передней мертвой точки, чтобы гарантировать, что детали, даже самые короткие, остаются в штампе в неподвижном состоянии для облегчения передачи на следующую ковочную станцию.
ПАКЕТ ПОДДЕРЖКИ ПЕРЕДАЧИ
Хорошая и эффективная система передачи должна быть способна передавать с одной станции на другую детали любого типа, независимо от геометрии и длины.
Хорошо известная и широкая возможность переноса SACMA работать со сложными и короткими деталями теперь становится еще более универсальной с введением запатентованной вспомогательной системы поддержки переноса SACMA , которая может перемещать конические или плечевые части, которые имеют тенденцию падать при ударе. Система состоит из опорных пальцев, идеально синхронизированных с движением механизма передачи и выталкивающих стержней. Система контроля нагрузки на ковку SC500 и система управления SC700 для проверки того, вращалась ли деталь во время транспортировки, очень полезны для производства.
ЭЛЕКТРОННЫЙ МАХОВИК И ПРЕДВАРИТЕЛЬНАЯ НАСТРОЙКА
С намерением наилучшим образом помочь установщикам инструмента в деликатном моменте настройки инструмента и синхронизации, SACMA разработал электронный маховик для медленного перемещения всей машины, чтобы проверить правильность синхронизации перемещающих пальцев по отношению к скольжение курса, избегая опасных столкновений. Салазки курса можно остановить в любом положении, избегая толчков на машине и повреждения главного сцепления / тормоза.
Чтобы еще больше облегчить процесс быстрой смены инструментов, система может быть дополнительно усовершенствована с помощью внешнего пуансона для предварительной настройки инструмента для центрирования пуансонов на штампах до того, как держатели инструментов будут снова установлены в станке.
МОТОРИЗАЦИЯ И ПРОВОДНИК
Большие машины холодной штамповки SACMA поставляются с автоматической моторизованной системой регулировки M, которая вместе с программным обеспечением SC-MATIC определяет очень короткое время наладки и регулировки машины, включая систему линейной подачи.
Машины также поставляются с 10-роликовым устройством для выпрямления проволоки, которое может быть установлено либо в вертикальной плоскости для использования с горизонтальными разматывателями рычагов, либо в горизонтальной плоскости для правки катушек проволоки, установленных в вертикальных осях, намотанных по часовой стрелке или против часовой стрелки.
SC-MATIC
SACMA предлагает также систему SC-MATIC вместе с версией M автоматической моторизации регулировок ограничителя проволоки, подачи проволоки, резьбовых втулок на осях выброса матрицы, положения рычага выталкивания матрицы на каждой станции.Система может легко запомнить все настройки для бесконечного числа различных кодов и управлять всеми общими сигналами тревоги и диагностикой неисправностей.
SACMA также поставляет специальные версии машин WF / Warm Forming для ковки изделий из нержавеющей стали, специальных сплавов на основе никеля, суперсплавов и титана. Эти машины укомплектованы блоками индукционного нагрева для достижения температур от 400 ° C до 950 ° C.
Прессы для холодной штамповки | FMX
Часто задаваемые вопросы
- Что такое HOLP Тандемные линии механического пресса с зазором
- Муфта и тормоз мокрого типа
- Конструкция рамы пресса с ЧПУ Конструкция с шариковой чашкой
- и конструкция штифта на запястье
Мы предлагаем ответы для всех типы общих вопросов — будь то технические по своему характеру или такие простые, как поиск карьерных возможностей.Примеры некоторых вопросов: Что такое HOLP? Где находится ближайший центр AIDA? Как мы можем получить копию руководства для нашей печатной машины AIDA? Что такое обратный тоннаж? Посетите наш раздел часто задаваемых вопросов, чтобы найти ответы на свои вопросы.
Посмотреть F.A.Q.Официальные документы AIDA-Tech
Темы, такие как расстояние между соединениями, системы направляющих скольжения, обратный тоннаж и т. Д., Информационные документы AIDA-Tech предлагают информацию по множеству технических вопросов, связанных с штамповочными прессами и прессовыми операциями.
Просмотреть официальные документы AIDA-TechОтзывы пользователей
Пользователи прессы AIDA описывают свои компании и бизнес-операции, а также то, как они использовали технологию AIDA для достижения своих производственных целей и расширения своих возможностей и возможностей. Приводятся примеры из множества различных типов компаний, от мастерских до многоуровневых поставщиков и производителей комплектного оборудования. Читайте дальше, чтобы узнать, как лидеры многих отраслей успешно сотрудничают с AIDA.
Посмотреть отзывы пользователейСтатьи о металлообработке
Мы поддерживаем библиотеку статей о металлообработке из различных отраслевых изданий, охватывающих широкий круг тем, связанных с штамповкой и прессованием. Темы включают в себя технологии печати, тенденции рынка и приложения для печати. Многие из статей, собранных здесь, написаны или предоставлены сотрудниками AIDA.
Просмотреть статьи о металлоформованииПартнеры по образованию
AIDA не только инвестирует 5% годового дохода во внутренние исследования и разработки, но и активно участвует в исследованиях с образовательными учреждениями, такими как Центр прецизионного формования (OSU), Institut für Umformtechnik, Edison Welding и другие.
Об образовательных партнерахИсследования приложений и испытания штампов
Испытания штампов, предоставленные AIDA, в режиме реального времени с использованием ваших собственных штампов доказывают, что технология пресса AIDA может иметь множество преимуществ для ваших операций по штамповке, включая повышение производительности, более высокое качество деталей, уменьшение количества брака и сокращение затрат на техническое обслуживание.
Листогибочный пресс имеет некоторые из недостатков штамповки, а также некоторые недостатки.
Листогибочный пресс также не подходит для более длинных деталей. Также он не превосходит сложные изгибы, углы и радиусы.
Отличие заключается в том, что на самом деле он намного лучше для заказов с небольшим объемом, чем для заказов с большим объемом.
Как правило, листогибочный пресс дает противоречивые результаты. Никогда не знаешь, когда у тебя останется царапин и других следов инструмента .
К гибочным прессам относятся детали из листового металла.
Профилирование валков Vs. Экструзия
Теперь все становится немного интереснее. Экструдирование немного более конкурентоспособно с профилированием, чем наши первые два участника.
Во-первых, плохо. При крупносерийном производстве экструзионное оборудование и инструменты могут быть очень дорогими. Все требует вторичной обработки, и нет дополнительных операций, которые можно было бы выполнять в оперативном режиме.
Экструзия — это еще один процесс, ограниченный размерами компонентов. Следует учитывать длину детали; тонких компонентов — тоже вызов .
Тем не менее, нет недостатка в областях, в которых экструзия предпочтительнее, чем детали, формованные прокаткой, особенно при работе с алюминием. Структурные формы часто изготавливаются с помощью горячей прокатки (сочетание экструзии и прокатки) для достижения хорошего баланса веса и прочности.
Помимо структурных компонентов, приложения для экструзии включают:
Профилирование валков Vs.Литье
Литье часто препятствует конкуренции со стороны порошковой металлургии, но бывают также случаи, когда прокатка сталкивается с ним.
С точки зрения эффективности литье не подходит для больших партий. С точки зрения качества, он производит детали с высокой пористостью — что, в зависимости от вашего применения, может быть большим запретом.
Вот области применения, в которых литье становится жизнеспособным:
Профилирование валков Vs.Ковка
Тепло, возникающее при ковке, приводит к очень твердым компонентам. Иногда это хорошо; в других случаях это буквальный рецепт неудачи. Высокая твердость отлично подходит для деталей, которые должны противостоять вмятинам и царапинам. Но с твердостью приходит хрупкость — компоненты с высокой твердостью имеют низкую ударопрочность, что делает их опасными для некоторых транспортных проектов.
Итак, где же стоит посмотреть поковки?
Делаем это внутри компании Vs.Аутсорсинг
Возможно, вы пришли к выводу, что профилирование хорошо подходит для вашего проекта. Если да, то что теперь?
Нужно принять решение — делать это самому или использовать контрактный прокатный станок.
Внедрение процессов профилирования в ваш бизнес — сложное вложение. Это больше, чем просто покупка профилегибочного станка, который можно включать и выключать по мере необходимости. Существуют дополнительные затраты и риски, которые многие предприятия, не специализирующиеся на профилировании, не могут понять — пока не станет слишком поздно.
Это не значит, что вы не можете этого сделать. Ваш уровень успеха просто зависит от ваших конкретных операций, потребностей и целей.
У вас есть три варианта: