Швеллер — использование и нагрузка
- Вы здесь:
- Главная
- Статьи
- Швеллер — использование и нагрузка
Черный металл
- Статьи
- Rating:
Отправить заявку 24/7
Пожалуйста, оцените Оценка 1Оценка 2Оценка 3Оценка 4Оценка 5Швеллер — это один из видов фасонного стального проката. В поперечном сечении он имеет форму буквы «П». Такая форма обеспечивает швеллеру такие показатели жесткости, которые делают возможным его употребление в самых разных отраслях — от тяжелого машиностроения до строительства дачных домиков. Швеллеры применяются в автомобиле- и вагоностроении, из них делают различные опоры и ограждения, ими укрепляют входные ворота и оконные проемы.
Номера, литеры и ГОСТы
По способу производства швеллер бывает гнутый и горячекатаный профиль. Различить их легко даже не специалисту — горячекатанный швеллер имеет четко выраженное ребро, а гнутого швеллера оно будет несколько закругленным. Прочие особенности различных видов швеллера определяются уже по их маркировке.
Прочие особенности различных видов швеллера определяются уже по их маркировке.
В частности, литеры А,Б и В в отношении партий горячекатанных швеллеров будут обозначать, что прокатка производилась с высокой (А), повышенной (Б) или обычной точностью (В).
Номер швеллера обозначает высоту его сечения, выраженную в сантиметрах.
Ширина профиля соответствует ширине полки и может колебаться в промежутке от 32 до 115 мм. Маркировка швеллера, например 10П, отражает его высоту и тип профиля. Высота сечения швеллера — это вообще главный параметр в его маркировке. Номер швеллера — это его высота с сантиметрах, а соседствующие с ним буквы обозначают, что сечение швеллера может быть:
1) с уклоном граней (серии У и С), где У — это уклон, а С или Сб — специальные серии. 2) с параллельными гранями (серии П, Э и Л), где Э означает экономичную серию, а Л — легкую. Литеры С (например — 18С, 20С и т.д.), можно встретить в изделиях, предназначенных для автомобильной промышленности или для строительства железнодорожных вагонов (ГОСТ 5267. 1-90). Встречаются еще иногда и экзотические виды швеллеров. Например, ГОСТ 21026-75 определяют параметры швеллеров с отогнутой полкой (их используют при производстве вагонеток для шахт и рудников).
1-90). Встречаются еще иногда и экзотические виды швеллеров. Например, ГОСТ 21026-75 определяют параметры швеллеров с отогнутой полкой (их используют при производстве вагонеток для шахт и рудников).
Самые востребованные размеры швеллеров
Наибольшей популярностью у потребителей пользуются швеллеры с номерами от 8 до 20 Их геометрические параметры в категориях П (то есть с параллельными гранями) и сериях У (с уклоном внутренних граней) совпадают, разница наблюдается только в радиусах закругления и углах наклона полок.
Швеллер 8 применяется в основном для укрепления конструкций внутри зданий бытового и производственного назначения. При его производстве используются полуспокойные (3ПС) и спокойные (3СП) углеродистые стали, для которой характерна отличная свариваемость.
Швеллер 10 широко используется в машиностроении, станкостроении и в других областях промышленности. Он также успешно используется при возведении мостов, стен и несущих опор при строительстве корпусов производственных зданий.
Швеллер 12 очень схож со швеллером «восьмеркой», но имеет более высокие прочностные характеристики и несущую способность, что позволяет снижать металлоемкость конструкций, возводимых с его участием.
Швеллер 14 — один из наиболее востребованных типов швеллеров. используется в строительных конструкциях для жесткого армирования несущих деталей, придавая им металлоконструкции особую прочность и жесткость. Швеллер 14 бывает обычной точности и повышенной.
Швеллер 20 выступает как несущий элемент при усилении мостов, при армировании перекрытий (в том числе и сложном) многоэтажных домов, в кровельных прогонах.
Благодаря высоким эксплуатационным качествам, «двадцатка» часто применяется в конструкциях с высокими нагрузками — как динамическими, так и статическими.
Встречаются и нестандартные применения швеллеров. Перфорированный (то есть «дырчатый») швеллер позволяет, к примеру, монтировать металлические конструкции без проведения сварочных работ, что значительно сокращает время монтажа. Для перфорации лучше всего подходят швеллеры с большой высотой полок и широким расстоянием между ними. Такие изделия обозначаются буквами ШП — «Швеллер Перфорированный» и чаще всего применяются при строительстве временных конструкций (например — строительных лесов) или складских стеллажей.
Для перфорации лучше всего подходят швеллеры с большой высотой полок и широким расстоянием между ними. Такие изделия обозначаются буквами ШП — «Швеллер Перфорированный» и чаще всего применяются при строительстве временных конструкций (например — строительных лесов) или складских стеллажей.
Для создания таких сооружений лучше подходят швеллеры с малыми номерами, поскольку вес стеллажа (а значит и швеллера, из которого он собран) не должен быть слишком большим.
При внутренней отделке помещений швеллеры используются в качестве «охранного» каркаса при прокладке проводов электросетей высокого напряжения.
Иногда швеллеры используют еще в качестве направляющего грузоподъемного устройства, в том числе, как пандусы для колясок и тележек.
В общем, применение швеллеров может быть разнообразным, но все-таки главное их назначение — это укрепление конструкций и способность выдерживать длительные нагрузки.
Сколько может весить швеллер
| Номер швеллера | Масса 1 метра в кг | Метров в тонне |
| 5 | 4,84 | 206,6 |
| 6,5 | 5,9 | 169,5 |
| 8 | 7,05 | 141,8 |
| 10 | 8,59 | 116,4 |
| 12 | 10,4 | 96,2 |
| 14 | 12,3 | 81,3 |
| 16 | 14,2 | 70,4 |
| 18 | 16,3 | 61,3 |
| 20 | 18,4 | 54,3 |
| 22 | 21 | 47,6 |
| 24 | 24 | 41,7 |
| 30 | 31,8 | 31,4 |
Условные обозначения в маркировке швеллера — как в них разобраться?
А поскольку главное назначение швеллера состоит в том, чтобы выдерживать нагрузки, то из его маркировки прежде всего требуется узнать параметры, которые позволят эту нагрузку рассчитать, а именно — состав стали, ее прочность, качество прокатки и так далее.
Что же можно узнать из маркировки?
К примеру, перед нами упаковка горячекатанных швеллеров, на которой написано: 30П-В ГОСТ 8240-97/Ст3сп4-1 ГОСТ 535-88
Это значит, что перед нами швеллер 30П — то есть с параллельными гранями и высотой сечения 30 см. Буква В указывает на обычную точности прокатки В, выполненный из стали Ст3, четвертой категории, первой группы.
Тот же швеллер, но только из стали 09Г2С повышенной точности прокатки получит обозначение 30П-Б ГОСТ 8240-97/345 ГОСТ 19281-89, в котором 345 будет означать прочность стали, соответствующую сорту 09Г2С.
А вот в маркировке А 300х80х6 Б ГОСТ 8278-83/2-Ст3сп ГОСТ 11474-76 буква А будет обозначать высокую точность профилирования стальной заготовки (штрипсы) из второй категории стали Ст3сп, из которой изготовлен гнутый равнополочный швеллер размерами 300х80х6 (где 300 мм — высота сечения изделия, 80 мм — ширина полок, а 6 мм — толщина полок и стенок)
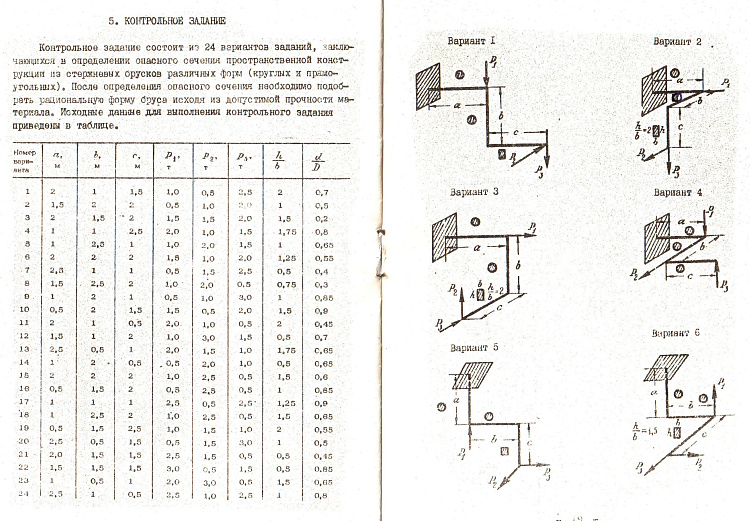
Виды нагрузок и швеллеров
Вид А. «Козырек над подъездом». К такому типу относятся балки, где имеются жесткие заделки. Нагрузка обычно поступает равномерно. Это могут быть козырьки над подъездами. Для их изготовления применяют сварку. Делают из двух швеллеров, присоединенных к стене, а пространство заполняется железобетоном.
«Козырек над подъездом». К такому типу относятся балки, где имеются жесткие заделки. Нагрузка обычно поступает равномерно. Это могут быть козырьки над подъездами. Для их изготовления применяют сварку. Делают из двух швеллеров, присоединенных к стене, а пространство заполняется железобетоном.
Вид B. «Межэтажные перекрытия»Жестко закрепленные однопролетные балки, нагрузка на которые распределена равномерно. Обычно это балки перекрытий между этажами.
Вид C. «Шарнирная балконная опора». Балки имеют две опоры с консолью, нагрузка между ними распределяется равномерно, но они выпущены за пределы наружных стен. Это необходимо для создания опоры балконных плит.
Вид D. «Под две перемычки». Это однопролетные шарнирно-опертые балки, на которых действуют две сосредоточенные силы. Обычно это перемычки, на которые опирается другая пара балок-перекрытий.
Вид E. «Под одну перемычку». Это однопролетные шарнирно-опертые балки, где сосредоточена одна сила. Обычно это перемычки, на которые опирается одна балки другого перекрытия.
Обычно это перемычки, на которые опирается одна балки другого перекрытия.
После того как будет уточнено к какому виду относится данный швеллер и куда будет идти основная нагрузка подбирается формула расчета.
Прикидочный способ расчета нагрузки на швеллер
Чтобы произвести расчет надо сделать следующее:
-Сперва определить полную нагрузку, которая будет действовать на балку – и умножить ее на нормативный коэффициент надежности по нагрузкам.
-Полученный результат умножить на шаг балок (в данном случае это касается швеллеров).
Далее необходимо сделать расчет максимально изгибающегося момента.
Все данные для швеллера берутся по ГОСТу.
Формула такова: изгибающий момент Мmax будет равен расчетной нагрузке умноженной на длину швеллера в квадрате. Единица измерения — килоНютоны на метр. ( 1 кНм = 102 кгсм)
Затем перейти к вычислению нужного момента сопротивления балки.
Формула такова: момент сопротивления Wтр будет равен Мmax, который умножен на коэффициенты условий работы и поделен на 1,12 (это коэффициент для учета пластически деформаций).
Таким образом получим требуемое сечение. Но при этом нужно помнить, что номер швеллера должен быть больше требуемого момента сечения.
Видео по теме:
Популярные статьи
- Сравнение стальной и композитной арматуры
С появлением более современных синтетических материалов металлическ…
ЧИТАТЬ ДАЛЕЕ
- Сортамент гладкой арматуры и ее применение
Сталь…
ЧИТАТЬ ДАЛЕЕ
- Выбор профнастила для кровли
В одной из предыдущих публикации мы детально рассказали о том, как …
ЧИТАТЬ ДАЛЕЕ
- Виды и использование сварной сетки
Сварная сетка – это «полотно», сформированное из …
ЧИТАТЬ ДАЛЕЕ
- Расчет веса стального шестигранника
Стальной шестигранник – одна из разновидностей сортового прок…
ЧИТАТЬ ДАЛЕЕ
- Виды труб для водопровода.
 Какие выбрать? Что учесть при монтаже?
Какие выбрать? Что учесть при монтаже?Широкий ассортимент – палка о двух концах. С одной стороны он…
ЧИТАТЬ ДАЛЕЕ
- Сталь профнастила и варианты защитных покрытий
Профнастил, он же профлист, пользуется достаточно высоким спросом в…
ЧИТАТЬ ДАЛЕЕ
- Правильное крепление профлиста на крышу
Профлист, он же профилированный лист или профнастил, в последние го…
ЧИТАТЬ ДАЛЕЕ
- Что лучше, швеллер или двутавр? Какой прокат прочнее?
Двутавр и швеллер можно считать одними из самых популярных разновид…
ЧИТАТЬ ДАЛЕЕ
- Стальная полоса как элемент заземляющего контура
С ростом количества разнообразной потребительской электроники в каж…
ЧИТАТЬ ДАЛЕЕ
- Метизы на все случаи жизни
Строго говоря, термин «метизы» (аббревиатура от «…
ЧИТАТЬ ДАЛЕЕ
- Расчет веса вязальной проволоки
Расчет веса проволоки, в основном, может потребоваться в двух ситуа.
..ЧИТАТЬ ДАЛЕЕ
- Проверка качества и герметичности сварного шва труб и конструкций
К монтажу металлопроката предъявляются достаточно жесткие требовани…
ЧИТАТЬ ДАЛЕЕ
- Особенности использования швеллера при обвязке фундамента
Швеллер – это одна из разновидностей фасонного проката, отлич…
ЧИТАТЬ ДАЛЕЕ
- Коррозия металла
Коррозия металла, в простонародье называемая ржавчиной, – это распа…
ЧИТАТЬ ДАЛЕЕ
- Гнутый стальной уголок: ГОСТ, виды, применение
Гнутый стальной уголок – не самый популярный, но все же доста…
ЧИТАТЬ ДАЛЕЕ
- Когда и зачем нужно использовать металлические трубы для прокладки кабелей и проводов
Трубный прокат имеет достаточно обширное применение, в том числе ис…
ЧИТАТЬ ДАЛЕЕ
- Доставка, приемка и правильное хранение арматуры
Стальная арматура является незаменимым атрибутом практически любого…
ЧИТАТЬ ДАЛЕЕ
- Профнастил для всех
Профнастил.
..ЧИТАТЬ ДАЛЕЕ
- Технология резки металла лазером
…
ЧИТАТЬ ДАЛЕЕ
- Инструкция о порядке приемки продукции по количеству П-6
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
- Колючая проволока для войны и мира
Для современного человека колючая проволока — предмет накрепко ассо…
ЧИТАТЬ ДАЛЕЕ
- Металлоконструкции
Современный индустриальный пейзаж нево…
ЧИТАТЬ ДАЛЕЕ
- Стальной рифленый лист: стандарты, виды, размеры, вес, использование
Рифленый лист – разновидность листового металлопроката, отлич…
ЧИТАТЬ ДАЛЕЕ
- Металлопрокат — материалы и технологии
Металлопрокат — это строго говоря, тот самый материал который опред…
ЧИТАТЬ ДАЛЕЕ
- Бесшовные трубы — производство и применение
…
ЧИТАТЬ ДАЛЕЕ
- Характеристики и применение просечно-вытяжного листа
Ассортимент производимых металлоизделий, даже без учета типоразмеро.
..ЧИТАТЬ ДАЛЕЕ
- Порошковая окраска металлических изделий
Окраска для металлических изделий — процедура совершенно необходима…
ЧИТАТЬ ДАЛЕЕ
- Проволока гост 3282-74
Стальная проволока — самое простое и широко известное изделие из м…
ЧИТАТЬ ДАЛЕЕ
- Спецсталь: состав, изготовление, обработка
Новые отрасли промышленности, бурно развившиеся во второй половине …
ЧИТАТЬ ДАЛЕЕ
- Сварочные электроды УОНИ: особенности, характеристики, использование
Современный рынок предлагает широкий выбор различной продукции для …
ЧИТАТЬ ДАЛЕЕ
- Пробивка отверстий в металле: особенности технологии
Пробивка отверстий в металле является одним из методов перфорации. …
ЧИТАТЬ ДАЛЕЕ
- Рубка металла: от зубила до станка
Рубка металла – один из основных способов металлообработки, п…
ЧИТАТЬ ДАЛЕЕ
- Соединение швеллеров: способы и методика
За счет своей формы, имеющей перпендикулярные ребра жесткости, швел.
..ЧИТАТЬ ДАЛЕЕ
- Металлическая сетка — виды и производство
Металлические сетки — один из наиболее востребованных видов стальны…
ЧИТАТЬ ДАЛЕЕ
- Монтаж профильной трубы: способы и необходимые принадлежности
Профильная труба – один из самых удобных вариантов металлоп…
ЧИТАТЬ ДАЛЕЕ
- Инструкция о порядке приемки продукции по качеству П-7
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
- Зачем нужна стальная двутавровая балка?
…
ЧИТАТЬ ДАЛЕЕ
- Как марка стали бесшовных труб влияет на их применение
Использование любой разновидности металлоизделий зависит сразу от н…
ЧИТАТЬ ДАЛЕЕ
- Катанка и проволока — производство и использование
Проволока — один из самых востребованных видов изделий из металла. …
ЧИТАТЬ ДАЛЕЕ
- Что такое сортовой металл, и чем он отличается от других
Всю массу выпускаемого производителями металлопроката можно раздели.
..ЧИТАТЬ ДАЛЕЕ
- Профильная труба – материалы, производство, применение
Трубный металлопрокат предназначен не только для создания трубопров…
ЧИТАТЬ ДАЛЕЕ
- Технология соединения двутавров
Двутавр, он же …
ЧИТАТЬ ДАЛЕЕ
- Производство и характеристики двутавровой балки
…
ЧИТАТЬ ДАЛЕЕ
- Типы и марки сварочных электродов
Сварка металлов при помощи вольтовой дуги появилась в XIX веке и ст…
ЧИТАТЬ ДАЛЕЕ
- Способы цинкования металла
Железо и сталь — это материал из которого изготовлен скелет совреме…
ЧИТАТЬ ДАЛЕЕ
- Сварные трубы – технология, применение, достоинства
ХХI век – это век трубопроводов. Труб для нефте- и газотранспортных…
ЧИТАТЬ ДАЛЕЕ
- Сортамент металлопроката: основные виды, определения и ГОСТы
Сортамент металлопроката, выпускаемого современной промышленностью …
ЧИТАТЬ ДАЛЕЕ
- Швеллер — использование и нагрузка
Швеллер — это один из видов фасонного стального проката.
В поперечн…ЧИТАТЬ ДАЛЕЕ
 Какие выбрать? Что учесть при монтаже?
Какие выбрать? Что учесть при монтаже? ..
.. ..
.. ..
.. ..
.. ..
.. В поперечн…
В поперечн…
- Назад
- Вперёд
Недостаточно прав для комментирования
Спасибо за обращение! Заявка отправлена.
какие нужны данные, способы расчета, калькулятор
В строительных работах разного рода нередко возникает надобность в металлическом каркасе или усилении отдельных элементов кладки. Соответствующий металлопрокат – уголок, швеллер, двутавр – подбирают исходя из допустимой для арматуры нагрузки.
Содержание
- Описание и виды швеллеров
- Виды нагрузок
- Характеристики швеллеров
- Как рассчитать швеллер на прогиб и изгиб
- Расчетные схемы
- Исходные данные
- Анализ результата
Описание и виды швеллеров
Швеллер – П-образный фасонный профильШвеллер – вид фасонного профиля. Это изделие с П-образной конфигурацией, состоит из стенки и полочек. Последние могут быть параллельными друг другу, с уклоном внутрь, разной длины. Конфигурация и габариты изделия определяют его назначения.
Конфигурация и габариты изделия определяют его назначения.
Различают горячекатаный швеллер и гнутый.
Горячекатаный – изготавливается методом горячей прокатки. Полосу стали прогревают до температуры в +1000°С и подают на стан. Валки придают заготовке П-образную форму. У такой балки полки точно параллельны друг другу. Углы жесткие. Такие конструкции чаще всего используются для армирования, так как способны выносить очень высокие несущие нагрузки.
Различают 5 видов горячекатаного швеллера:
- П – элемент с параллельными полочками;
- У – внешние углы граней достигают 90 градусов, а внутри создают уклон за счет разной толщины. Величина наклона не превышает 10%;
- Э – за счет скругления параллельных полочек изделие, в целом, меньше весит, при таких же прочностных характеристиках;
- Л – облегченный вариант с меньшей толщиной стенки и граней;
- С – специальный профиль с конфигурацией, определяемой потребностями промышленной отрасли.
Гнутый профиль отличается скругленными углами внутри и снаружи. Его изготавливают холодным методом. Стальную полосу сгибают на валках без предварительного прогрева. Такая технология дороже, но получаемый швеллер намного прочнее и долговечнее. Его можно использовать для напрягаемого каркаса. Различают 4 варианта:
- В – с наклоненными внутрь гранями;
- П – с параллельными полочками;
- Л – вариант меньшей толщины и массы при других стандартных размерах;
- С – специальный.
Гнутый профиль выносит меньшую несущую нагрузку, однако гораздо устойчивее к кручению, сжатию и растяжению.
На запас прочности
88.33%
На способ изготовления
5.56%
На наличие сертификата качества
6.11%
Проголосовало: 180
Виды нагрузок
Нагрузка на балку бывает 3 видов.
- Постоянная – это масса самой детали, а также конструкций, на которые она опирается.
- Временная – возникает под действием какого-либо фактора. Различают нагрузки длительные, наподобие веса перегородок, массы накапливаемой во время дождя воды, и кратковременные – вес передвигающихся людей, давление ветра, снега.
- Особая – появляется при нестандартных обстоятельствах, например, из-за землетрясений, деформации фундамента.
Нагрузки на швеллер вычисляют самостоятельно по формулам из справочника либо пользуются онлайн-калькулятором. В сложных случаях нужно обращаться к специалисту.
Характеристики швеллеров
Главная задача изделия как армирующей или несущей конструкции – восприятие механической нагрузки. Величина эта зависит от самой детали – толщины, размеров, сорта стали – и внешних параметров – конструкции, предполагаемых нагрузок.
Чтобы выполнить расчет швеллера на прочность, нужно учесть следующие характеристики:
- нормативная нагрузка, допустимая для изделия данного типа – указывается в документации или в справочнике;
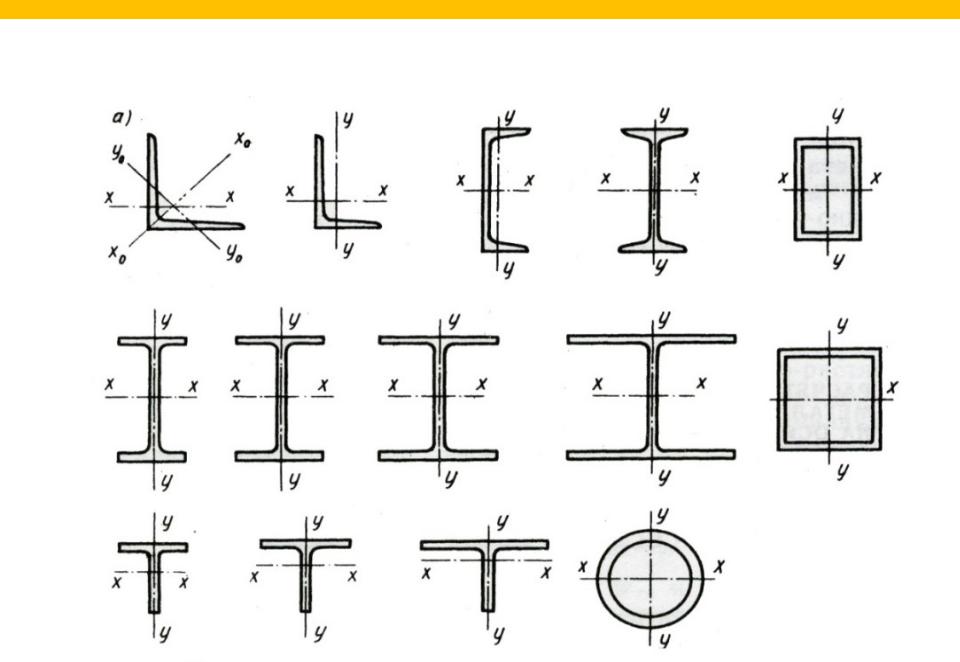
- тип – важно учесть конфигурацию полок, продольное и поперечное сечение, поэтому формулы расчета для равнополочного или разнополочного профиля отличаются;
- длина изделия;
- число деталей, которые придется укладывать друг с другом, чтобы создать единую конструкцию;
- типоразмер с максимальным вертикальным прогибом.
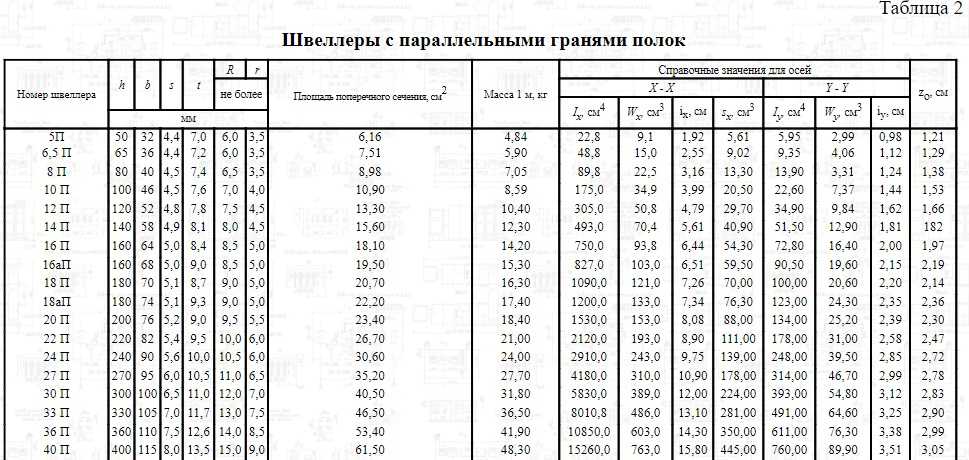
Тип стали и габариты балки связаны с показателем нормативного давления. Допустимая нагрузка на швеллер указывается в таблицах.
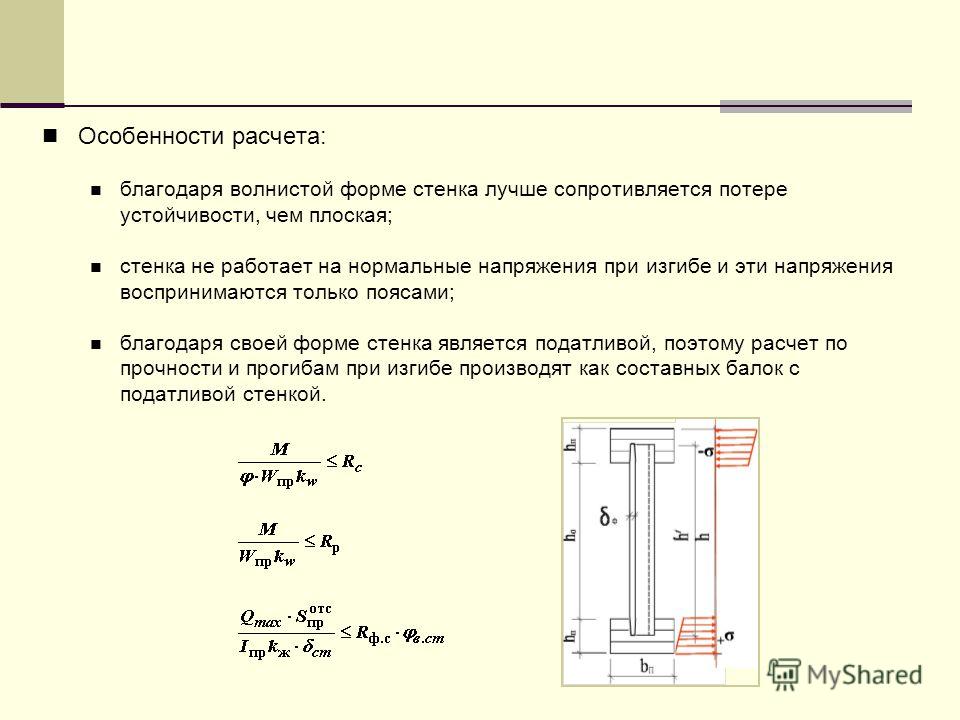
Как рассчитать швеллер на прогиб и изгиб
Расчет швеллера на прогиб – необходимый элемент при проектировании здания или другого объекта, в составе которого используется балка. Вычисления производят самостоятельно или с помощью специальных онлайн-калькуляторов.
Вручную расчеты выполняются следующим образом. Допустим, используется профиль 10П, сделанный из стали 09Г2С. Он имеет шарнирное крепление. Длина его 10 м. В справочнике находят еще несколько необходимых показателей: предел текучести для указанного сорта стали – 345 МПа, момент сопротивления по осям X и Y – 34,9 и 7,37 соответственно.
Максимальная нагрузка на изгиб при шарнирном закреплении появляется посредине балки и вычисления по формуле: M=W*Ryh.
Вычисляют допустимый момент для 2 вариантов:
- стенка расположена вертикально – 34,9*345=12040,5 H*m;
- стенка горизонтальна – 7,37*345=2542,65 H*m.
Вычислив момент, определяют допустимую нагрузку на швеллер:
- g1=8*12040,5/102=-96,3 кгс/м;
- g2=8*2542,65/102=20,3 кгс/м.
Для данного случая очевидно, что несущая способность у балки, расположенной вертикально, в 5 раз лучше, чем у профиля, установленного горизонтально.
Расчетные схемы
Схема укладки швеллера влияет на формулу расчета. По способу распределения давления и типу крепления различают 5 вариантов.
- Однопролетная с шарнирным опиранием – например, профиль, установленный на стены для межэтажного перекрытия. Нагрузка в этом случае равномерно распределена.
- Консольная – балка жестко закреплена одним концом, второй не опирается. Нагрузка равномерно распределена. Вариант применяют при обустройстве козырька из двух элементов.
- Шарнирно-опертая – более сложной конфигурации. Балка устанавливается на 2 опоры и консоль. Так монтирует балконы, например.
- Однопролетная с шарнирным опиранием, но с давлением, оказываемой двумя конструкциями. Примером служит швеллер, на который опирают 2 балки.
- Однопролетная, устанавливаемая на 2 основания и на которую опирается еще одна балка.
- Консольная, сосредоточенная одной силой.
 Так монтирует балконы, например.
Так монтирует балконы, например.Валера
Голос строительного гуру
Задать вопрос
При одинаковых размерах профиля, но при разном способе опирания профиль будет выдерживать разную нагрузку. Так что учитывать это нужно даже при строительстве козырька над гаражом.
Исходные данные
Расчет допустимой нагрузки на швеллер проще рассчитать, используя онлайн-калькуляторы. Чтобы получить результат, необходимо указать нужные данные. Список включает:
- тип расчетной схемы;
- длину пролета в метрах;
- нормативную нагрузку – данные о ней получают из соответствующего ГОСТа;
- расчетную нагрузку, то есть ту, что как предполагается, создает конструкция;
- количество изделий, необходимых для перекрытия, козырька, балкона;
- расположение – вертикальное или горизонтальное;
- расчетное сопротивление – зависит от марки стали;
- тип используемого профиля – указывается вид балки, серия – П, У, Э, и толщину стенки.
Достаточно ввести цифры в соответствующие окошки, чтобы получить необходимую величину.
Анализ результата
Калькулятор выдает итог в виде определенных показателей.
- Вес балки – точнее 1 погонного метра изделия. Он позволяет оценить вес будущей балки и учесть нагрузку, которую он создает на стену и фундамент.
- Момент сопротивления швеллера – необходимый для обеспечения стабильности конструкции.
- Максимальный прогиб, допустимый для швеллера, перекрывающего пролет.
- Расчет по прочности указывает момент сопротивления изделия, которое решили использовать. Здесь же указывается главный определяющий параметр – запас, то есть, показатель, указывающий, насколько момент сопротивления выбранного профиля больше или меньше расчетного. Если в результате вычислений появляется значение со знаком «+», швеллер можно использовать, если со знаком «-» – балка не подходит.
- Расчет по прогибу показывает собственно величину прогиба, которая возникает у швеллера под влиянием нормативной нагрузки. Запас определяет, насколько устойчивость профиля превосходит или не дотягивает до предельных.
 Запас определяет, насколько устойчивость профиля превосходит или не дотягивает до предельных.
Запас определяет, насколько устойчивость профиля превосходит или не дотягивает до предельных.Каркас в бетонных конструкциях требуется для упрочнения сооружения. Но эту роль он выполняет, только если правильно рассчитана оказываемая нагрузка и верно подобран швеллер, удерживающий эту нагрузку.
Гибка стального U(C)-швеллера, Гибка алюминиевого U-профиля
Гибка стального и алюминиевого U/C-швеллера Стальной: то же самое с фланцами наружу, с фланцами внутрь и жесткой стороной стенки.
BENDING U CHANNEL
 youtube.com/embed/zaTFjGwvst4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/zaTFjGwvst4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> BENDING STEEL U CHANNEL
Bending aluminum C channel
HOW TO BEND U(C) CHANNEL
Similar to wide flange and I-beam, канал может быть согнут с помощью ряда различных процессов гибки. Наиболее распространенным методом гибки является метод гибки валком или методом пирамидальной гибки. Прямой материал вставляется в рулоны; затем валки перемещаются горизонтально, чтобы придать материалу желаемый радиус. Материал также можно сгибать постепенно в горячем или холодном состоянии. Это когда небольшие участки материала сгибаются за один раз. Законченный участок имеет плавный изгиб к изогнутому участку. Наконец, швеллер также можно согнуть в листовом валке, что обычно делается при гибке косоуров лестницы.
Это когда небольшие участки материала сгибаются за один раз. Законченный участок имеет плавный изгиб к изогнутому участку. Наконец, швеллер также можно согнуть в листовом валке, что обычно делается при гибке косоуров лестницы.
Так же, как широкий фланец и двутавр, для успешного гибки канала необходимо использовать натяжитель полотна и/или оправки. Эти инструменты имеют решающее значение для использования при жестком изгибе, поскольку они предотвращают коробление или деформацию критического полотна.
ХОЛОДНАЯ ГИБКА
Швеллеры могут прокатываться жестким способом, фланцами внутрь или фланцами наружу. Поскольку каналы асимметричны, они могут создавать проблемы при прокатке. Необходимо соблюдать осторожность, чтобы поддерживать внутреннюю полку швеллера, прокатанного методом жесткой прокатки, так как внутренняя полка, как правило, стремится опрокинуться по мере продолжения процесса прокатки. Швеллеры, закрученные с фланцем внутрь или наружу, обычно могут быть свернуты до гораздо более узких радиусов, чем швеллеры, свернутые жестким способом.
Швеллеры, закрученные с фланцем внутрь или наружу, обычно могут быть свернуты до гораздо более узких радиусов, чем швеллеры, свернутые жестким способом.
Самый простой процесс сгибания канала — «фланец наружу». Изгиб «фланцев в» канале может быть затруднен, если фланцы относительно высокие. Самый сложный процесс гибки канала — это «жесткий способ» — действительно, при прочих равных, жесткий способ — это одна из самых сложных структурных форм для гибки без деформации. При проверке качества изогнутого стального швеллера «жестким способом» важно убедиться, что фланцы имеют квадратную форму, что не было коробления стенки и что радиус соответствует действительности.
Процесс холодной гибки Возможность гибки как стандартных каналов (обозначенных как канал C), так и различных каналов (обозначенных как канал MC), от очень маленьких размеров до очень больших размеров. По сути, профилегибочный станок может гнуть все поставляемые станами размеры всех типов швеллеров. Станок для гибки профилей
Станок для гибки профилей
может изгибать каналы простым способом (против слабой оси) и сложным способом (против сильной оси). Он может сгибать все типы каналов, включая алюминий, нержавеющую и углеродистую сталь.
Стандартные каналы и разные каналы задаются аналогичным образом. Примером выноски для стандартного канала будет C12x20.7#. C указывает на стандартный канал. 12 (в дюймах) указывает глубину канала. 20.7# указывает на фунты на фут для канала.
ГОРЯЧАЯ ГИБКА (ИНДУКЦИОННАЯ ГИБКА)
U-образный канал помещается внутрь индукционной катушки, которая при включении нагревает локализованные участки U-образного канала до температуры в диапазоне от 1750°F до 1850°F. Конкретные сечения зависят от конструкции детали и точной температуры зависит от основного материала. Когда каждая секция достигает нужной температуры изгиба, машина медленно перемещает U-образный канал через индукционную катушку, поскольку механизм рычага с фиксированным радиусом прикладывает необходимое усилие для изгиба U-образного канала в нагретой области. Когда U-образный канал выходит из индукционной катушки, он немедленно охлаждается водой, чтобы свести к минимуму тепловое расширение.
Когда U-образный канал выходит из индукционной катушки, он немедленно охлаждается водой, чтобы свести к минимуму тепловое расширение.
Этот процесс может занять до часа, поскольку он должен происходить постепенно, чтобы избежать поломки или деформации конструкции.
ПРЕИМУЩЕСТВА ИНДУКЦИОННОЙ ГИБКИ
По сравнению с другими методами, индукционная гибка имеет ряд преимуществ, в том числе:
- Меньшие требования к инструменту: не требуются штампы или оправки для производства гибки.
- Низкие затраты на материалы: машины позволяют производителям изготавливать стандартные гнутые формы из прямых материалов по мере необходимости, что позволяет им воспользоваться более низкой стоимостью материалов. Кроме того, они могут сэкономить на складских расходах, поскольку им больше не нужно хранить на складе стандартные гибы.
- Более чистые операции: не требуют использования смазки. Кроме того, вода, используемая для закалки, может быть использована повторно.
- Более прочные детали: устраняется необходимость в сварке в критических точках конструкции, что повышает способность сборки противостоять давлению и нагрузкам.
Канал для гибки
В зависимости от требований вашего конкретного проекта гибка профилей может выполняться на различных материалах, включая углеродистую сталь, нержавеющую сталь, алюминий, титан и медь.
Важные сведения о стальных каналах
Вот некоторые важные сведения о профилях из конструкционной стали, которые следует учитывать при их осмотре:
- «Глубина» канала (насколько он высок)
- Высота ножек
- Толщина ножки
- Толщина стенки
- Галтель С-швеллера. Скругление — это угол, где ножка встречается с перемычкой. Этот радиус предоставляется не всегда
Станок для гибки профилей PBH серии U параметр
:: Подробнее: Потрясающий 4-валковый профилегибочный станок для гибки стального U-образного профиля
Горизонтальное изгибание стального швеллера (Hardway) — трудный путь, а метод гибки такой же сложный, как двутавровая балка.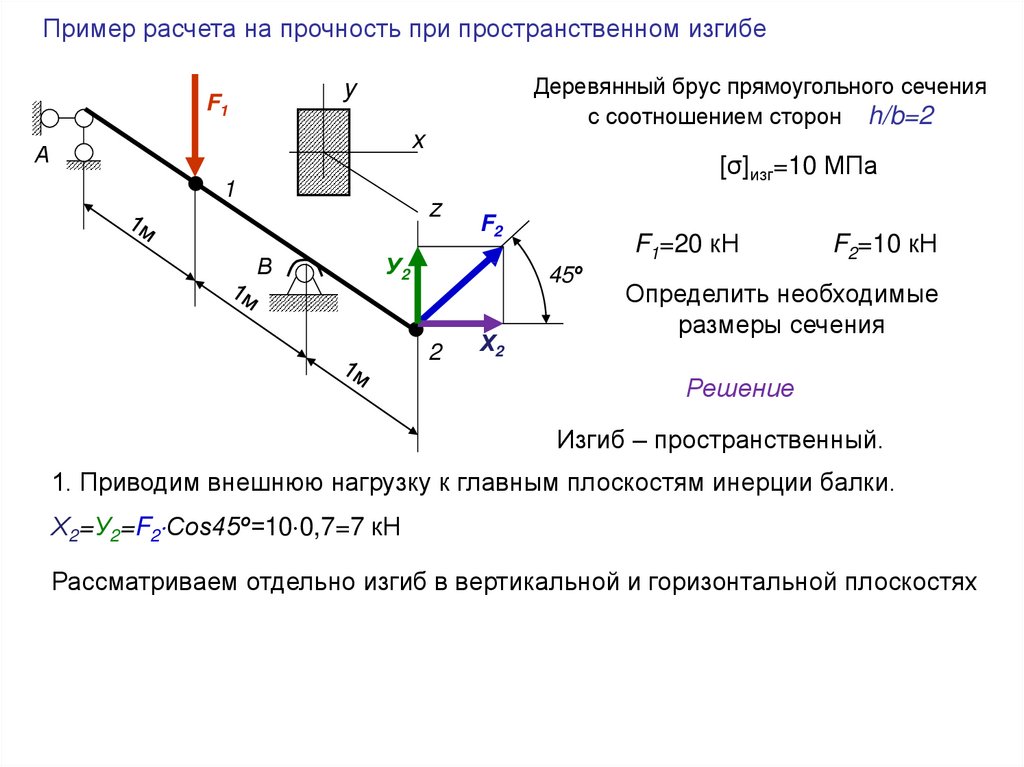 Для этого требуется специальный профилегибочный станок BIT с девятым гидравлическим компонентом.
Для этого требуется специальный профилегибочный станок BIT с девятым гидравлическим компонентом.
Важный совет по выбору станка для гибки U-образных профилей
Станок для гибки профилей серии PBH может выполнять гибку U-образных профилей из нержавеющей стали, углеродистой стали, алюминия и других материалов.
Но если вам нужно согнуть алюминиевый U/C-образный стальной профиль для украшения или использования в автомобилях и поездах, мы рекомендуем вам выбрать наш станок для гибки алюминиевых профилей B-CNC. Потому что точность гибки нашего станка для гибки алюминиевых профилей с ЧПУ достигает 0,01 мм.
| Модель | TOES OUT | TOES в | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Спецификация (MM) | (ммм)0008 Minimum Inside | Diameter (mm) Specification | (mm) Minimum | Inside Diameter(mm) PBH 120 | 120 | 600 | 120 | 500 | PBH 140 | 140 | 600 | 140 | 600 | PBH 200 | 200 | 1000 | 200 | 1000 | PBH 300 | 300 | 1200 | 300 | 1000 | PBH 360 | 360 | 2000 | 360 | 900 | PBH 450 | 450 | 2500 | 450 | 2000 | PBH 500 | 500 | 3000 | 500 | 1000 | PBH 550 | 550 | 4000 | 550 | 1200 | PBH 600 | 600 | 5000 | 600 | 1600 | PBH 700 | 700 | 6000 | 700 | 2000 | |
BENDING EXTRUDED ALUMINIUM U & C CHANNELS
В области гибки алюминиевого профиля мало что может быть сложнее, чем гибка алюминиевого U-образного профиля.
Асимметричная форма приводит к очень высокой склонности сечения к искривлению или деформации, что обычно приводит к разрушению канала.
Часто это неприемлемо, поскольку канал обычно служит определенной цели, будь то дорожка, место для хранения или функция.
Станок для гибки алюминиевых профилей с ЧПУ для гибки алюминиевых U-образных профилейЭто означает, что поиск способа успешного изгиба U-образных профилей имеет решающее значение.
На изображении ниже показан профиль C-образного профиля, изогнутый на нашем станке для гибки алюминиевых профилей серии CNC, изогнутый после порошкового покрытия, без повреждения отделки, деформации или разрушения. Хотя сечение может показаться достаточно простым, легко недооценить сложность последовательного изгиба такого тонкостенного U-образного канала.
Хотя сечение может показаться достаточно простым, легко недооценить сложность последовательного изгиба такого тонкостенного U-образного канала.
:: Подробнее: Эти преимущества делают BIT CNC-гибку алюминиевого профиля отличным станком
2 ключевых момента гибки алюминиевого профиля
Асимметрия
почему секции алюминиевых каналов могут быть такими сложными в формировании. Пожалуйста, обратитесь к рисунку ниже:
Их сильно асимметричная форма подвергается большой скручивающей силе во время изгиба, а ножки пытаются двигаться к центральной оси. Изменение конструкции — на конструкцию с основанием, равным ногам или немного шире их, — поможет специалистам по сгибанию немного лучше контролировать скручивание.
Допуски
Алюминиевые профили швеллера часто служат определенной цели, например, являются частью пути или транспортной системы. Большинство специалистов по гибке должны уметь их правильно формовать, если допуски указаны в нескольких ключевых областях.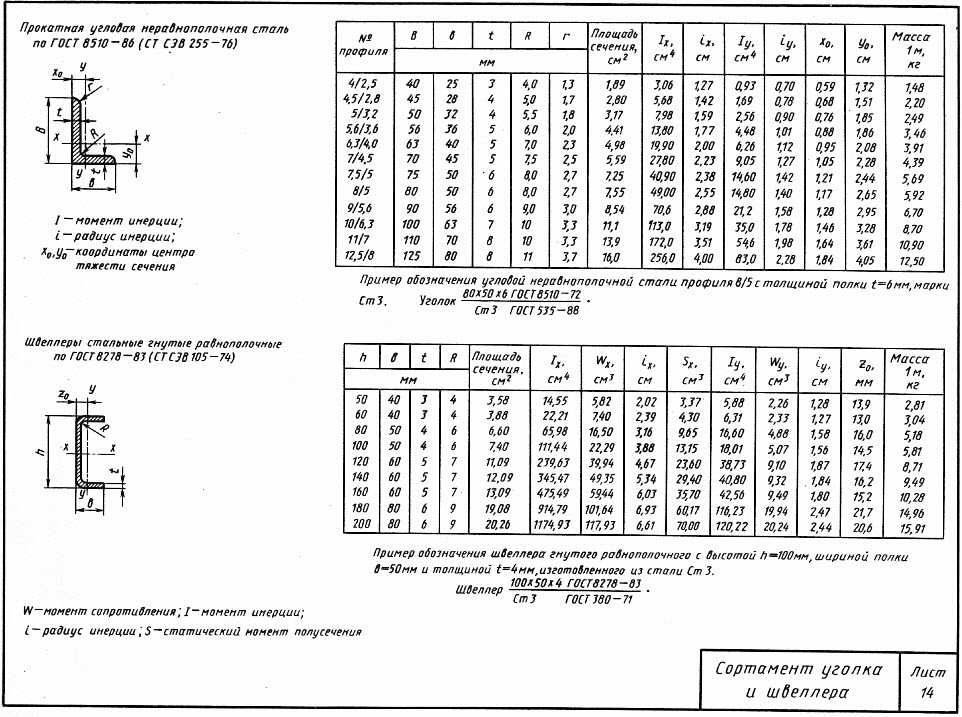
Если производитель отдает работу на субподряд, он должен отправить детали или фитинги специалисту по гибке, чтобы убедиться, что все подходит должным образом.
В любом заказе для специалиста по формовке алюминия должны быть указаны требования, которые позволили бы секции вписаться в сборку или свободно перемещаться внутри нее в соответствии с проектом.
В заказе также должен быть указан допуск на зазор (номер 1 на рисунке выше) для тележки или направляющей, а также допуск на скручивание (номер 2 на рисунке выше), который гарантирует, что тележка не заденет профиль.
Швеллеры С
Швеллеры С изготавливаются из алюминия или других металлов. Хотя базовая форма одинакова для каждого C-канала, существует множество типов, которые можно создать. «Архитектурный канал» имеет очень простую форму с идеально прямыми углами. Структурные C-каналы бывают нескольких типов, в том числе известные как Aluminium Association, American Standard и Canadian.
Швеллеры Aluminium Association C более толстые, с закругленными углами внутри канала, и они очень похожи на швеллеры канадского типа. С другой стороны, американский стандартный канал C имеет закругленные углы, а стороны постепенно становятся тоньше по мере продвижения вверх. Каждый тип имеет свои преимущества и недостатки, поэтому все они используются для разных целей. Некоторые из них используются для лепки и отделки дверей и окон, а другие используются для структурных и соединительных целей.
С другой стороны, американский стандартный канал C имеет закругленные углы, а стороны постепенно становятся тоньше по мере продвижения вверх. Каждый тип имеет свои преимущества и недостатки, поэтому все они используются для разных целей. Некоторые из них используются для лепки и отделки дверей и окон, а другие используются для структурных и соединительных целей.
Двухминутный обзор
U-образный профиль
U-образный профиль представляет собой простой полуфабрикат. Он характеризуется открытой конструкцией и высокой поперечной устойчивостью. Это дает этому длинному материалу особенно широкий спектр применения.
Свойства U-образного профиля
U-образный профиль является одним из стандартных профилей. Он обеспечивает более высокую поперечную устойчивость, чем L-образный или плоский профиль. Это делает его подходящим для высокопрочных сварных конструкций с высокими статическими требованиями. После того, как U-образные профили прочно интегрированы в конструкцию, их можно нагружать практически со всех сторон.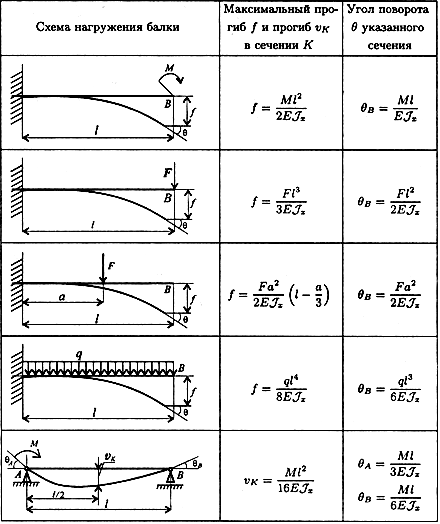 Его полуоткрытая конструкция особенно интересна. Это делает его подходящим для использования в качестве канала или легкодоступного канала для кабелей, шлангов и труб. Он не обеспечивает защиту полностью закрытой трубы. Однако его можно легко расширить с помощью крышки, чтобы полностью защитить вставленные элементы или проходящие через него жидкости.
Его полуоткрытая конструкция особенно интересна. Это делает его подходящим для использования в качестве канала или легкодоступного канала для кабелей, шлангов и труб. Он не обеспечивает защиту полностью закрытой трубы. Однако его можно легко расширить с помощью крышки, чтобы полностью защитить вставленные элементы или проходящие через него жидкости.
Материалы для U-образного профиля
Универсальность U-образного профиля выражается в его неприхотливости к материалам. В отличие, например, от оконных профилей, выбор материалов для U-профилей не ограничен.
Общие материалы для этого длинного материала:
- Пластик
- Листовая сталь
- Алюминий
- Композитные материалы, такие как GRP или CFRP, также перерабатываются в U-образные профили. Даже керамические материалы или искусственные камни, такие как бетон или кирпич, доступны в коротких профилях U-образной формы.
Производство U-профиля
U-образные профили из пластика или алюминия экструдируются. Для этого исходный материал, например пластиковый гранулят или алюминиевые блоки, нагревают и прессуют через фильеру. Профиль охлаждается за штампом. Получается бесконечная прядь, которую просто отрезают на нужной длине. Стальные профили U-образной формы окантованы из тонкого листа или непрерывнолиты. Вариант непрерывного литья значительно толще, тяжелее и стабильнее.
Для этого исходный материал, например пластиковый гранулят или алюминиевые блоки, нагревают и прессуют через фильеру. Профиль охлаждается за штампом. Получается бесконечная прядь, которую просто отрезают на нужной длине. Стальные профили U-образной формы окантованы из тонкого листа или непрерывнолиты. Вариант непрерывного литья значительно толще, тяжелее и стабильнее.
МАШИНА ДЛЯ ГИБКИ СТАЛЬНЫХ ПРОТОКОВ PBH SERIRS
Используется для изгибов более 180 градусов, может сгибать каналы в круги или дуги, часто используется для изготовления круглых деталей. Станок для гибки стальных каналов серии
BIT может сгибать каналы из более прочной нержавеющей стали того же размера.
- Макс. сечение (мм): 80-700
- Мин. диаметр изгиба (мм): Φ600-6000
0003
Более подробные параметры
АЛЮМИНИЕВЫЙ ШАНСАЛЬНЫЙ СТАНОК С ЧПУ
Может изгибаться алюминиевый канал в различные формы (трехмерная графика, круглая, овальная, комбинация нескольких радиусов и т. д.), представляет собой изогнутую дугу профессионального производители идеально подходящих продуктов, подходящих для гибки алюминиевых профилей для автомобилей, дверей и окон.
д.), представляет собой изогнутую дугу профессионального производители идеально подходящих продуктов, подходящих для гибки алюминиевых профилей для автомобилей, дверей и окон.
- Скорость шпинделя: 1–15 об/мин
- Макс. сечение (мм): 50–300
- Усилие по оси Y (тонн): 10–70
- Управление ЧПУ. Точность достигает ≤0,01 мм.
Более подробные параметры
Теги:гибка стального каналагибка металлического каналаГибка стального u-образного каналастанок для гибки стального каналаu станок для гибки канала
Гибка листового металла
Гибка листового металла является распространенным и жизненно важным процессом в обрабатывающей промышленности. Гибка листового металла — пластическая деформация работы над осью,
создание изменения в
геометрия детали. Подобно другим процессам обработки металлов давлением, гибка меняет форму.
заготовки, а объем материала останется прежним. В некоторых случаях
изгиб может привести к небольшому изменению толщины листа.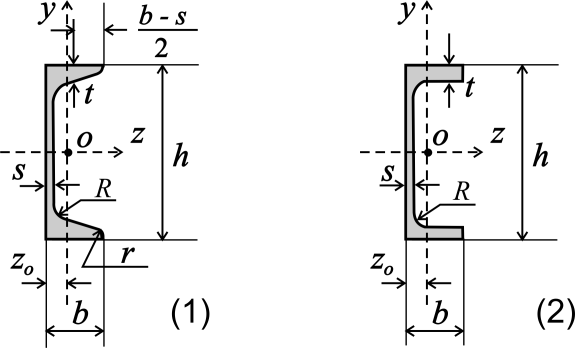 Для большинства операций,
тем не менее, изгиб практически не приведет к изменению толщины
листового металла. Помимо создания желаемой геометрической формы, изгиб
также используется для придания прочности и жесткости листовому металлу, для изменения момента детали.
инерции, для косметического вида и устранения острых краев.
Для большинства операций,
тем не менее, изгиб практически не приведет к изменению толщины
листового металла. Помимо создания желаемой геометрической формы, изгиб
также используется для придания прочности и жесткости листовому металлу, для изменения момента детали.
инерции, для косметического вида и устранения острых краев.
| Рисунок:264 |
Изгиб металла приводит к растяжению и сжатию материала. механический принципы металлов, особенно в отношении упругой и пластической деформации, важны для понимания гибки листового металла и обсуждаются в основах участок формовки металла. Эффект, который свойства материала будут иметь в ответ на условия производства будут иметь значение при проектировании процесса обработки листового металла. Обычно гибка листового металла выполняется в холодном состоянии, но иногда работа может быть нагревается до теплой или горячей рабочей температуры.
Большинство операций по гибке листового металла включают в себя настройку типа штампа с пуансоном, хотя и не всегда.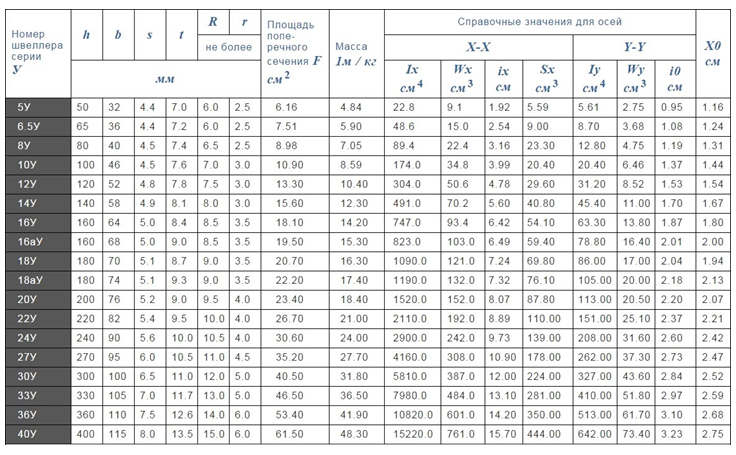 Существует множество различных геометрий штампов, настроек и приспособлений. Инструмент может быть
зависит от процесса гибки и желаемого угла изгиба. Материалы для гибки штампов
обычно изготавливаются из серого чугуна или углеродистой стали, но в зависимости от обрабатываемой детали
Ассортимент материалов для пуансонов варьируется от твердой древесины до карбидов. Сила для
действие пуансона и штампа обычно обеспечивается прессом. Заготовка может
подвергаются нескольким процессам гибки металла. Иногда требуется ряд различных
операции штамповки и штамповки для создания единого изгиба. Или много прогрессивного изгиба
операции по формированию определенной геометрии.
Существует множество различных геометрий штампов, настроек и приспособлений. Инструмент может быть
зависит от процесса гибки и желаемого угла изгиба. Материалы для гибки штампов
обычно изготавливаются из серого чугуна или углеродистой стали, но в зависимости от обрабатываемой детали
Ассортимент материалов для пуансонов варьируется от твердой древесины до карбидов. Сила для
действие пуансона и штампа обычно обеспечивается прессом. Заготовка может
подвергаются нескольким процессам гибки металла. Иногда требуется ряд различных
операции штамповки и штамповки для создания единого изгиба. Или много прогрессивного изгиба
операции по формированию определенной геометрии.
Листовой металл относится к заготовке при гибке
обсуждаются в этом разделе. Однако многие из рассматриваемых процессов также могут быть
применяется и для листового металла. Ссылки на детали из листового металла часто могут
включить пластину. Некоторые операции гибки специально предназначены для гибки
металлических деталей различной формы, например, для ручек шкафов. Гибка труб и стержней
также широко применяется в современном производстве.
Гибка труб и стержней
также широко применяется в современном производстве.
Гибочные процессы
Процессы гибки различаются методами пластической деформации лист или плита. Материал обрабатываемой детали, размер и толщина являются важными факторами при выборе способа гибки металла. Также немаловажным является размер изгиб, радиус изгиба, угол изгиба, кривизна изгиба и расположение изгиба в рабочий кусок. При проектировании обработки листового металла следует выбирать наиболее эффективный тип процесс гибки в зависимости от характера желаемого изгиба и рабочего материала. Многие изгибы могут быть эффективно сформированы с помощью множества различных процессов и доступное оборудование часто определяет метод гибки.
Одним из наиболее распространенных способов производства листового металла является V-образная гибка.
V-образный пуансон вдавливает работу в V-образную матрицу и, следовательно,
изгибает его. Этот тип процесса может сгибать как очень острые, так и очень тупые углы,
также все, что между ними, включая 90 градусов.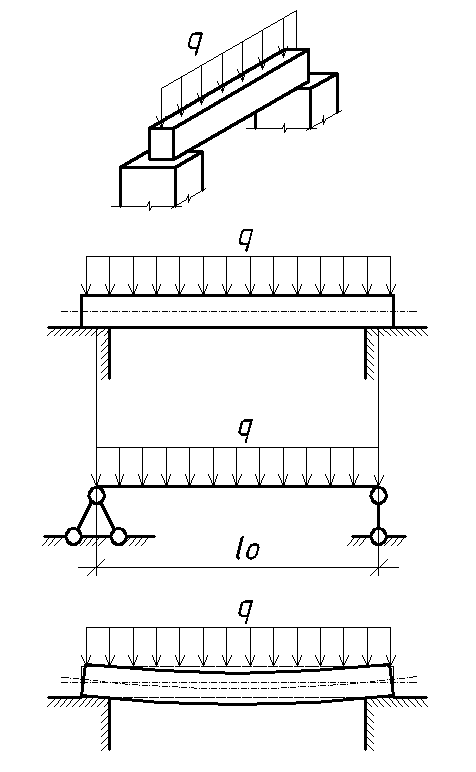
| Рисунок:265 |
Гибка кромок — еще один очень распространенный процесс обработки листового металла, который выполняется с вытирая умирают. Изгиб кромки дает хорошее механическое преимущество при формировании сгибать. Однако углы больше 90 градусов потребует более сложного оборудование, способное передавать некоторую горизонтальную силу. Кроме того, вытирая штамп используемые для гибки кромок, должны иметь прижимную подушку. Действие прижимной подушкой можно управлять отдельно от пуансона. В основном давление подушка удерживает секцию заготовки на штампе, область изгиба расположен на краю штампа, а остальная часть работы удерживается в пространстве, например консольная балка. Затем пуансон прикладывает усилие к секции консольной балки, заставляя работу сгибаться над краем штампа.
Вращательная гибка формирует работу по тому же механизму, что и кромочная гибка. Однако при ротационном изгибе используется иная конструкция, чем в зачистной матрице. А
цилиндр с вырезом под нужным углом служит пуансоном.
цилиндр может вращаться вокруг одной оси и надежно закреплен во всех остальных
степени движения за счет крепления к седлу. Лист
металл размещается консольно над краем нижнего штампа, аналогично
настройка на изгиб кромки. В отличие от кромочной гибки, при поворотной гибке
нет нажимной площадки. На пуансон передается усилие, заставляющее его сомкнуться.
работа. Размер канавки на цилиндре позволяет создать правильную
угловой изгиб. Канавка может быть меньше или больше 90 градусов позволяет
для ряда острых и тупых изгибов. V-образный паз цилиндров имеет два
поверхности. Одна поверхность контактирует с заготовкой, передавая давление и удерживая лист
металл на месте на нижней матрице. Когда сила передается через цилиндр, он вращается,
заставляя другую поверхность согнуть работу над краем матрицы, в то время как
первая поверхность продолжает удерживать работу на месте.
Однако при ротационном изгибе используется иная конструкция, чем в зачистной матрице. А
цилиндр с вырезом под нужным углом служит пуансоном.
цилиндр может вращаться вокруг одной оси и надежно закреплен во всех остальных
степени движения за счет крепления к седлу. Лист
металл размещается консольно над краем нижнего штампа, аналогично
настройка на изгиб кромки. В отличие от кромочной гибки, при поворотной гибке
нет нажимной площадки. На пуансон передается усилие, заставляющее его сомкнуться.
работа. Размер канавки на цилиндре позволяет создать правильную
угловой изгиб. Канавка может быть меньше или больше 90 градусов позволяет
для ряда острых и тупых изгибов. V-образный паз цилиндров имеет два
поверхности. Одна поверхность контактирует с заготовкой, передавая давление и удерживая лист
металл на месте на нижней матрице. Когда сила передается через цилиндр, он вращается,
заставляя другую поверхность согнуть работу над краем матрицы, в то время как
первая поверхность продолжает удерживать работу на месте.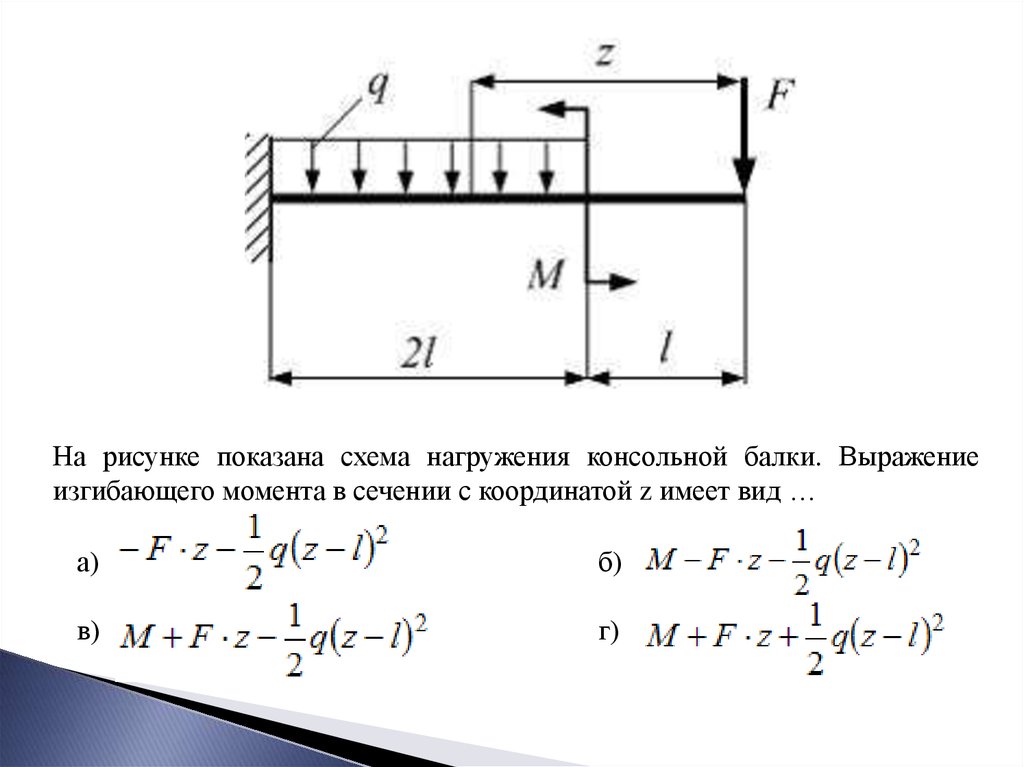
Этот процесс обеспечивает преимущества по сравнению со стандартной операцией гибки кромок, в что он устраняет необходимость в прижимной подушке и способен наклоняться 90 градусов без какого-либо горизонтально действующего оборудования. Вращательный изгиб относительно новый и набирает популярность в обрабатывающей промышленности.
| Рисунок:267 |
Воздушная гибка — это простой метод создания изгиба без необходимости умереть геометрия. Листовой металл поддерживается двумя поверхностями на определенном расстоянии отдельно. Пробойник оказывает усилие в нужном месте, изгибая листовой металл между две поверхности.
| Рисунок:268 |
Пуансон и матрица изготавливаются с определенной геометрией для выполнения
конкретные изгибы.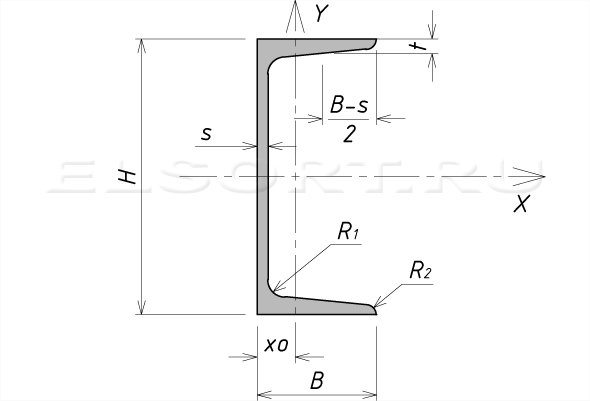 При гибке каналов используется фигурный пуансон и матрица для формирования листа.
металлический канал. U-образный изгиб выполняется U-образным пуансоном правильной формы.
кривизна.
При гибке каналов используется фигурный пуансон и матрица для формирования листа.
металлический канал. U-образный изгиб выполняется U-образным пуансоном правильной формы.
кривизна.
| Рисунок:269 |
Многие операции гибки были разработаны для получения смещений и формировать листовой металл для различных функций.
| Рисунок:270 |
В некоторых операциях по гибке листового металла используется более двух штампов. Круглые трубы, например, можно согнуть из листового металла с помощью многократного действия. машина. Полая труба может быть сшита или сварена для соединения.
| Рисунок:271 |
Гофрирование — это тип процесса гибки, при котором симметричный изгиб
производится по ширине листового металла и через равные промежутки вдоль его
Вся длина. Для гофрирования используются самые разные формы, но все они имеют
той же цели, чтобы увеличить жесткость листового металла и увеличить его
устойчивость к изгибающим моментам. Это достигается закалкой
металла и изменение момента инерции листа, вызванное изгибом
геометрия. Гофрированный листовой металл очень полезен в конструкционных применениях и
широко используется в строительной отрасли.
Для гофрирования используются самые разные формы, но все они имеют
той же цели, чтобы увеличить жесткость листового металла и увеличить его
устойчивость к изгибающим моментам. Это достигается закалкой
металла и изменение момента инерции листа, вызванное изгибом
геометрия. Гофрированный листовой металл очень полезен в конструкционных применениях и
широко используется в строительной отрасли.
| Рисунок:272 |
Процессы гибки кромок
Листовой металл разных размеров можно согнуть бесчисленным количеством способов,
в разных местах для достижения желаемой геометрии детали. Один из многих
Важным фактором при производстве листового металла является состояние
кромки листового металла, особенно в части после изготовления. Край
гибочные операции обычно используются в промышленной обработке листового металла и
заключаются в изгибе участка металла, который является небольшим по отношению к детали. Эти
секции расположены по краям. Изгиб кромок используется для устранения острых краев,
для обеспечения геометрических поверхностей для таких целей, как соединение, защита детали,
для увеличения жесткости и косметического вида.
Эти
секции расположены по краям. Изгиб кромок используется для устранения острых краев,
для обеспечения геометрических поверхностей для таких целей, как соединение, защита детали,
для увеличения жесткости и косметического вида.
Отбортовка — это процесс, при котором кромка изгибается, как правило, под углом 90 градусов.
| Рисунок:273 |
Иногда материал листового металла намеренно подвергают растяжению или сжатию, в процессы отбортовки с растяжением и отбортовкой с термоусадкой соответственно. В дополнение к изгибая край, эти операции также придают ему изгиб.
| Рисунок:274 |
Выступы обычно используются при обработке кромок деталей из листового металла и могут
также использоваться для формирования рабочей конструкции деталей, таких как шарниры. Бисероплетение
образует завиток по краю детали. Эта бусина может быть сформирована над
прямая или изогнутая ось. Существует множество различных техник формирования
шарик. Некоторые методы формируют шарик постепенно, в несколько этапов, используя
несколько различных компоновок штампов. Другие процессы кромкооблицовки листового металла производят
бусина с одной матрицей. В процессе, называемом проводкой, край металла сгибается над проволокой.
Способ формирования валика будет зависеть от конкретных требований
производственный процесс и деталь из листового металла.
Эта бусина может быть сформирована над
прямая или изогнутая ось. Существует множество различных техник формирования
шарик. Некоторые методы формируют шарик постепенно, в несколько этапов, используя
несколько различных компоновок штампов. Другие процессы кромкооблицовки листового металла производят
бусина с одной матрицей. В процессе, называемом проводкой, край металла сгибается над проволокой.
Способ формирования валика будет зависеть от конкретных требований
производственный процесс и деталь из листового металла.
| Рисунок:275 |
Подшивка – это процесс загиба края, при котором край листа полностью зациклился на себе.
| Рисунок:276 |
Склеивание — это процесс соединения листового металла. Сшивание включает в себя сгибание
края двух деталей накладываются друг на друга. Прочность металла сопротивляется разрушению
соединение, потому что материал пластически деформируется в нужное положение. Как
изгибы соединены вместе, каждый изгиб помогает противостоять деформации
другой изгиб, обеспечивающий хорошо укрепленную структуру сустава. Двойной шов имеет
используется для создания водонепроницаемых или воздухонепроницаемых соединений между листовым металлом
части.
Как
изгибы соединены вместе, каждый изгиб помогает противостоять деформации
другой изгиб, обеспечивающий хорошо укрепленную структуру сустава. Двойной шов имеет
используется для создания водонепроницаемых или воздухонепроницаемых соединений между листовым металлом
части.
| Рисунок:277 |
Роликовая гибка
Роликовая гибка представляет собой метод, полезный для относительно толстых изделий.
Хотя могут использоваться листы различных размеров и толщины, это является основным
производственный процесс для гибки металла больших кусков листа. Гибка валков использует три
ролики для подачи и сгибания пластины до нужной кривизны. Расположение
валки определяют точный изгиб работы. Получаются разные кривые
контролируя расстояние и угол между валками. Подвижный ролик обеспечивает
возможность контролировать кривую. Работа может уже иметь некоторый изгиб, часто
будет прямо. Балки, стержни и другие заготовки металла также гнутся с использованием этого процесса.
| Рисунок:278 |
Профилирование листового металла
Профилирование листового металла представляет собой непрерывный производственный процесс, в котором для гибки используются валки. поперечное сечение листового металла определенной геометрии. Часто может быть несколько рулонов. используется последовательно для непрерывной гибки заготовки. Аналогично фасонному прокату, но профилирование не предполагает перераспределения материала в работе, а только гибку. Как и фасонная прокатка, профилирование обычно включает в себя последовательное изгибание заготовки. шаги. Каждый рулон формирует лист металла до определенной степени, готовясь к следующий рулон. Последний бросок завершает геометрию.
Каналы различных типов, желоба, сайдинг и панели конструкционного назначения
являются обычными изделиями, изготавливаемыми в массовом производстве методом профилирования. Роллы
обычно подается из рулона листового металла. Входной рулон подается по мере разматывания рулона
во время процесса. После формирования непрерывные изделия можно разрезать на желаемую длину.
для создания отдельных деталей. Замкнутые участки, такие как квадраты и прямоугольники, могут быть
непрерывно гнутый из рулона листового металла. Рамы для дверей и окон есть
изготавливается по этому методу. Рулоны листового металла часто гнут в рулон в тонкостенные
труба, сваренная по шву. Сварка непрерывного изделия
включается в процесс прокатки. Профилирование швеллеров непрерывное
альтернатива дискретному процессу изгиба канала, такому как тот, который показан на
фигура 269. На рис. 279 показана простая последовательность, используемая для создания канала.
Входной рулон подается по мере разматывания рулона
во время процесса. После формирования непрерывные изделия можно разрезать на желаемую длину.
для создания отдельных деталей. Замкнутые участки, такие как квадраты и прямоугольники, могут быть
непрерывно гнутый из рулона листового металла. Рамы для дверей и окон есть
изготавливается по этому методу. Рулоны листового металла часто гнут в рулон в тонкостенные
труба, сваренная по шву. Сварка непрерывного изделия
включается в процесс прокатки. Профилирование швеллеров непрерывное
альтернатива дискретному процессу изгиба канала, такому как тот, который показан на
фигура 269. На рис. 279 показана простая последовательность, используемая для создания канала.
| Рисунок:279 |
Этот канал можно изготовить с помощью пуансона и штампа. Однако в том
случае длина канала будет ограничена длиной пуансона и
умереть. Профилирование позволяет изготавливать непрерывную деталь (практически ограниченную длиной
рулона листового металла), который можно разрезать до любого необходимого размера. Производительность также увеличивается,
с устранением погрузочно-разгрузочных работ. Валки для профилирования листового металла
обычно изготавливаются из серого чугуна или углеродистой стали. Смазка важна и
влияет на усилия и чистоту поверхности. Иногда валки хромируют, чтобы
улучшить качество поверхности.
Производительность также увеличивается,
с устранением погрузочно-разгрузочных работ. Валки для профилирования листового металла
обычно изготавливаются из серого чугуна или углеродистой стали. Смазка важна и
влияет на усилия и чистоту поверхности. Иногда валки хромируют, чтобы
улучшить качество поверхности.
Механика гибки листового металла
Чтобы понять механику гибки листового металла, понимание материала свойства, характеристики и поведение металла. Особенно важной является тема упругой и пластической деформации металла. Информация о свойства металлов, связанные с производством, можно найти в более раннем раздел, (металлообработка). Следует понимать также, что изгиб листового металла вызывает локальную пластическую деформацию и практически не изменяет толщина листа, для большинства операций. Не создает течения металла, влияющего на области, удаленные от изгиба.
Сила, необходимая для выполнения изгиба, во многом зависит от изгиба и
конкретный процесс гибки металла, потому что механика каждого процесса может
значительно различаются. Правильная смазка необходима для
контролирующие силы и влияющие на процесс. При штамповке и штамповке,
размер отверстия штампа является основным фактором силы, необходимой для выполнения
изгиб. Увеличение размера отверстия матрицы уменьшит необходимый изгиб
сила. По мере изгиба листового металла необходимая сила будет меняться. Обычно важно
определить максимальное необходимое усилие изгиба, чтобы получить доступ к мощности машины
требования.
Правильная смазка необходима для
контролирующие силы и влияющие на процесс. При штамповке и штамповке,
размер отверстия штампа является основным фактором силы, необходимой для выполнения
изгиб. Увеличение размера отверстия матрицы уменьшит необходимый изгиб
сила. По мере изгиба листового металла необходимая сила будет меняться. Обычно важно
определить максимальное необходимое усилие изгиба, чтобы получить доступ к мощности машины
требования.
Важными факторами, влияющими на механику изгиба, являются материал,
толщина листа, ширина, по которой происходит изгиб, радиус изгиба, угол изгиба,
машины, оснастка и специальный процесс гибки металла. Изгиб листа создаст силы
действующие в области изгиба и по толщине листа. Материал
к внешней стороне изгиба находится в натяжении, а материал к внутренней стороне
находится в сжатии. Напряжение и сжатие противоположны, поэтому при движении
от одного до другого должна существовать нулевая область. В этой нулевой области никакие силы не действуют. воздействует на материал. При изгибе листового металла эта нулевая область возникает вдоль
непрерывная плоскость в толщине детали, называемая нейтральной осью. Местоположение
этой оси будет зависеть от различных факторов изгиба и листового металла. Однако,
общее приближение для расположения оси может составлять 40 процентов листа
толщина, измеренная от внутренней стороны изгиба. Еще одна характеристика
нейтральная ось заключается в том, что из-за отсутствия сил длина нейтральной оси
остается такой же. По существу, по одну сторону от нейтральной оси материал находится в напряжении,
с другой стороны материал сжимается. Величина напряжения или
сжатие увеличивается с увеличением расстояния от оси.
воздействует на материал. При изгибе листового металла эта нулевая область возникает вдоль
непрерывная плоскость в толщине детали, называемая нейтральной осью. Местоположение
этой оси будет зависеть от различных факторов изгиба и листового металла. Однако,
общее приближение для расположения оси может составлять 40 процентов листа
толщина, измеренная от внутренней стороны изгиба. Еще одна характеристика
нейтральная ось заключается в том, что из-за отсутствия сил длина нейтральной оси
остается такой же. По существу, по одну сторону от нейтральной оси материал находится в напряжении,
с другой стороны материал сжимается. Величина напряжения или
сжатие увеличивается с увеличением расстояния от оси.
| Рисунок:280 |
Если к металлической детали приложить относительно небольшую силу, она деформируется
упруго и восстанавливает свою форму при снятии силы. Для того чтобы
чтобы произошла пластическая деформация металла, минимальный порог силы должен быть
достиг. Сила, действующая на нейтральную ось, равна нулю и увеличивается с
удаленность от этого региона. Минимальный порог усилия, необходимый для пластика
деформация не достигается до определенного расстояния от нейтральной оси в
любом направлении. Материал между этими областями только пластически деформируется,
из-за малой величины сил. Эти области проходят параллельно и образуют
упругое ядро вокруг, нейтральная ось.
Сила, действующая на нейтральную ось, равна нулю и увеличивается с
удаленность от этого региона. Минимальный порог усилия, необходимый для пластика
деформация не достигается до определенного расстояния от нейтральной оси в
любом направлении. Материал между этими областями только пластически деформируется,
из-за малой величины сил. Эти области проходят параллельно и образуют
упругое ядро вокруг, нейтральная ось.
| Рисунок:281 |
Когда сила, используемая для создания изгиба, устранена, восстановление
эластичная область приводит к возникновению упругого возврата . Пружинный возврат
частичное восстановление работы от изгиба до ее геометрии перед
прикладывалась сила изгиба. Величина пружинения во многом зависит от
модуль упругости и предел текучести материала. Как правило, результаты
Однако пружинение увеличит угол изгиба только на несколько градусов.
все процессы гибки листового металла должны учитывать фактор пружинения.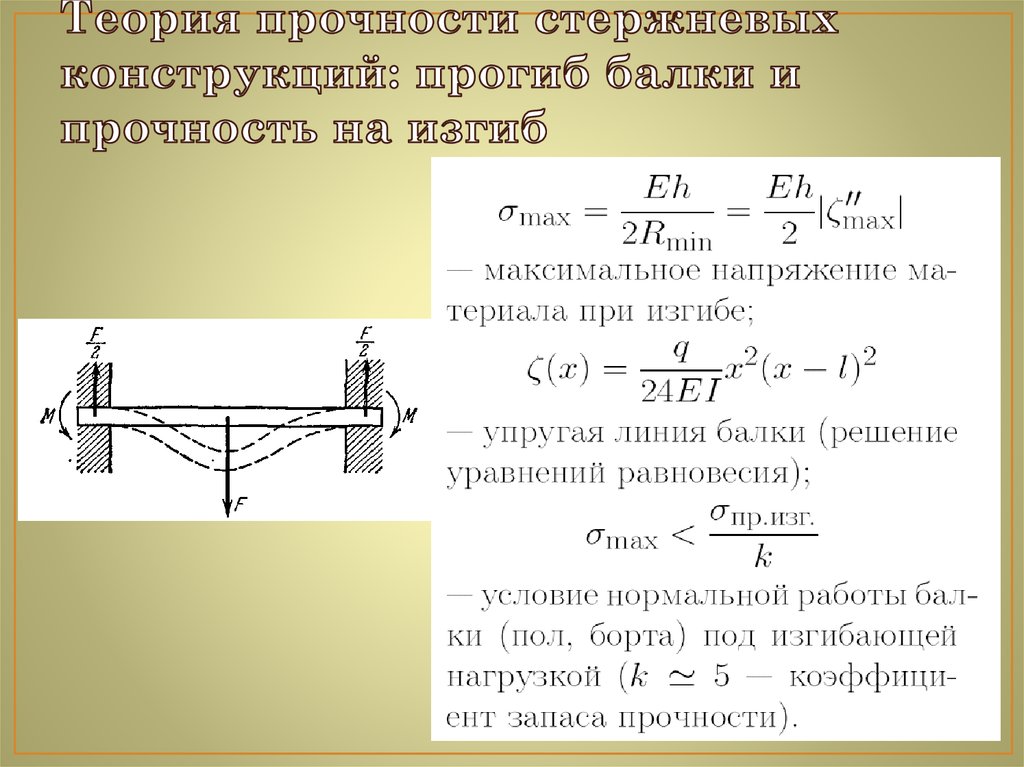
| Рисунок:282 |
Методы устранения пружинения
В обрабатывающей промышленности были разработаны методы, которые могут устранить последствия пружинения. Одним из распространенных приемов является чрезмерное сгибание. Количество рассчитывается пружинение, и листовой металл перегибается на меньший изгиб угол больше необходимого. Восстановление материала после пружинения приводит к рассчитанное увеличение угла изгиба. Это увеличение делает восстановленный угол изгиба именно то, что планировалось изначально.
| Рисунок:283 |
Другим методом устранения пружинения является пластическая деформация
материала в области изгиба. Локализованные сжимающие силы между пуансоном и
штамп в этой области будет пластически деформировать упругий сердечник, предотвращая пружинение.
Это можно сделать, приложив дополнительное усилие через кончик пуансона после
завершение изгиба. Техника, известная как дно или дно
ударить кулаком.
Техника, известная как дно или дно
ударить кулаком.
| Рисунок:284 |
Формование растяжением — это метод гибки металла, при котором устраняется большая часть пружинение в повороте. Подвергание работы растягивающему напряжению при изгибе заставит упругую область пластически деформируется. Растяжка не может быть выполнена для некоторых сложных изгибов и для очень острых углов. Величина натяжения должна контролироваться, чтобы избежать растрескивания листового металла. Формование растяжением — это процесс, часто используемый в авиастроительная промышленность.
| Рисунок:285 |
Гибкость листового металла
Изгибаемость листового металла – характерная степень, до которой конкретный
деталь из листового металла может быть согнута без повреждений. Изгибаемость связана с большей
общий термин формуемости, обсуждаемый в разделе формовки листового металла. Гибкость
будет меняться для разных материалов и толщины листа. К тому же механика
производственного процесса повлияет на изгибаемость, поскольку различные инструменты и геометрия листа
приведет к различному распределению сил.
Гибкость
будет меняться для разных материалов и толщины листа. К тому же механика
производственного процесса повлияет на изгибаемость, поскольку различные инструменты и геометрия листа
приведет к различному распределению сил.
Гибка металла, как правило, менее сложный процесс, чем глубокая вытяжка.
анализ сил, действующих во время операции. Один простой способ
Количественная оценка сгибаемости заключается в сгибании прямоугольного образца листового металла до тех пор, пока он не треснет.
на внешней поверхности. Радиус изгиба, при котором впервые появляется трещина, называется
минимальный радиус изгиба. Минимальный радиус изгиба часто выражается через
толщина листа, (т.е. 2T, 4T). Чем больше минимальный радиус изгиба, тем ниже
сгибаемость. Минимальный радиус изгиба 0 означает, что лист можно
согнулся сам на себя.
Анизотропия листового металла является важным фактором при изгибе. Если лист
является анизотропным, изгиб следует выполнять в предпочтительном направлении. А
испытание для определения анизотропии обсуждается в разделе, посвященном штамповке листового металла.
Состояние кромок листового металла влияет на способность к изгибу. Часто трещины могут распространяться от краев. Неровные края могут уменьшить изгибаемость детали из листового металла. Холодная обработка по краям или внутри детали, также может уменьшить гибкость. Вакансии в листовом металле могут быть еще одним источником разрушения материала при изгибе. Наличие вакансий уменьшит гибкость металла. Примеси в материале, особенно в виде включений, могут также распространяет трещины и снижает гибкость. Заостренные или острой формы включения более вредны для изгибаемости, чем круглые включения. Поверхность качество листового металла может иметь значение при изготовлении гибки. Грубый поверхности могут увеличить вероятность растрескивания листа под действием силы.
Чтобы смягчить эти проблемы и оптимизировать гибкость листового металла,
должны пройти весь производственный процесс. Лист высокого качества
металл происходит из высококачественного металла. Эффективные методы очистки, а также
Надежный процесс прокатки листового металла должен закрывать вакансии, разрываться или
устраняют включения и придают листовому металлическому изделию гладкую поверхность. Обработка кромок, такая как обрезка или чистовая вырубка, может улучшить качество кромок.
Иногда холодно обработанные участки могут быть обработаны. Отжиг детали до
устранение областей холодной обработки и повышение пластичности также улучшает
гибкость металла. Операции гибки иногда выполняются на нагретых деталях,
потому что нагревание приведет к повышению гибкости металла. Листовой металл может
также иногда образовываться в среде высокого давления, что является еще одним
способ сделать его более гибким.
Обработка кромок, такая как обрезка или чистовая вырубка, может улучшить качество кромок.
Иногда холодно обработанные участки могут быть обработаны. Отжиг детали до
устранение областей холодной обработки и повышение пластичности также улучшает
гибкость металла. Операции гибки иногда выполняются на нагретых деталях,
потому что нагревание приведет к повышению гибкости металла. Листовой металл может
также иногда образовываться в среде высокого давления, что является еще одним
способ сделать его более гибким.
Процессы резки и гибки
Некоторые производственные процессы включают как резку, так и гибку листового металла.
Прорезь — это процесс, при котором лист разрезается и изгибается для создания выпуклой геометрии.
Прокалывание можно использовать для увеличения способности рассеивания тепла деталей из листового металла, например:
пример. Другим распространенным процессом, в котором используются как резка, так и сгибание, является прокалывание.
Не путать кузнечный процесс с пирсингом. Пирсинг используется для создания
отверстие в детали из листового металла. В отличие от гашения, которое создает пулю, прокалывание делает
не удалять материал. Пробойник заострен и может проткнуть лист. Как
пуансон расширяет отверстие материал сгибается во внутренний фланец для отверстия.
Этот фланец может быть полезен для некоторых применений.
Пирсинг используется для создания
отверстие в детали из листового металла. В отличие от гашения, которое создает пулю, прокалывание делает
не удалять материал. Пробойник заострен и может проткнуть лист. Как
пуансон расширяет отверстие материал сгибается во внутренний фланец для отверстия.
Этот фланец может быть полезен для некоторых применений.
| Рисунок:286 |
Выпуклость металлической трубы
Выпуклость труб — это процесс производства листового металла, при котором некоторая часть внутренней геометрия полой металлической трубы подвергается давлению, в результате чего труба выпячивается наружу. Выпуклая область обычно ограничивается матрицей, которая может контролировать ее геометрию. Общая длина трубки уменьшится из-за расширения области выпячивания. В обрабатывающей промышленности используются различные методы выпучивания металла.
В одной основной группе процессов используется эластомерная заглушка, обычно полиуретановая.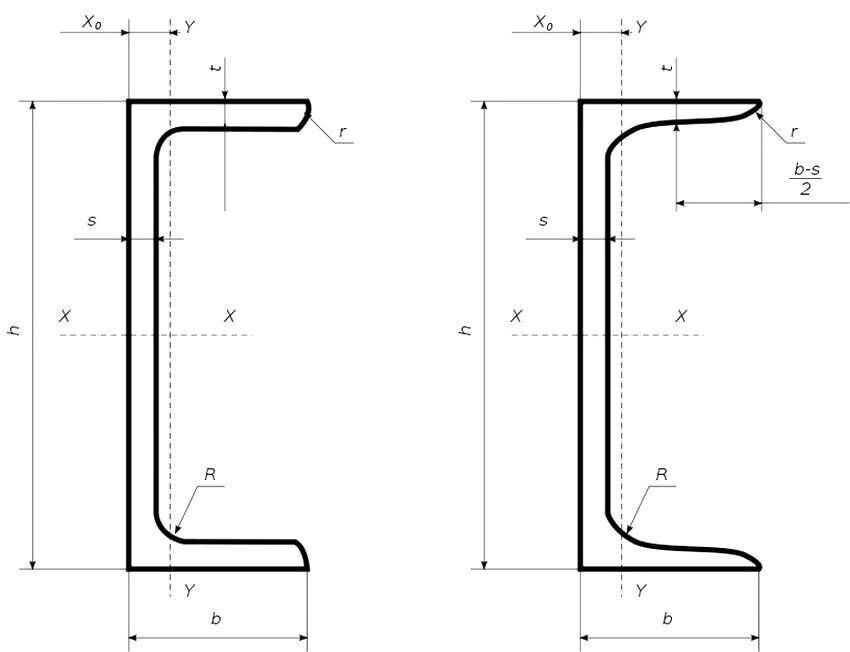 Этот
заглушка помещается внутрь трубки. К эластомеру прикладывается давление, вызывающее его вздутие.
Расширяясь наружу, заглушка изгибает трубку из листового металла. При снятии силы,
заглушка из эластомера возвращается к своей первоначальной форме и может быть легко удалена. Полиуретан
заглушки долговечны и создают хорошее распределение давления по поверхности
во время изгиба. Гидравлическое давление также может быть использовано для создания такого же вздутия.
эффект. Однако заглушки из эластомера чище, их легко снять и они требуют меньше усилий.
сложная оснастка. Разрезные штампы используются для облегчения удаления детали.
Этот
заглушка помещается внутрь трубки. К эластомеру прикладывается давление, вызывающее его вздутие.
Расширяясь наружу, заглушка изгибает трубку из листового металла. При снятии силы,
заглушка из эластомера возвращается к своей первоначальной форме и может быть легко удалена. Полиуретан
заглушки долговечны и создают хорошее распределение давления по поверхности
во время изгиба. Гидравлическое давление также может быть использовано для создания такого же вздутия.
эффект. Однако заглушки из эластомера чище, их легко снять и они требуют меньше усилий.
сложная оснастка. Разрезные штампы используются для облегчения удаления детали.
| Рисунок:287 |
Гибка металлических труб
Трубы, стержни, прутки и другие поперечные сечения также подвергаются операциям гибки металла.
Следует помнить, что при изгибе металлической детали пружинение всегда
фактор. Для гибки полых труб было разработано несколько специальных производственных процессов. Эти операции можно использовать и на твердых стержнях. Полые трубы имеют
характерно то, что они могут разрушаться при сгибании. Трубки также могут треснуть или порваться,
пластичность материала важна при рассмотрении отказа трубы.
Эти операции можно использовать и на твердых стержнях. Полые трубы имеют
характерно то, что они могут разрушаться при сгибании. Трубки также могут треснуть или порваться,
пластичность материала важна при рассмотрении отказа трубы.
По мере уменьшения радиуса изгиба увеличивается склонность к разрушению. Радиус изгиба в
Изгиб металлической трубы измеряется от осевой линии трубы. Другим важным фактором, определяющим
коллапс — толщина стенки трубы. Трубы с большей толщиной стенки меньше
скорее всего рухнет. Изгиб толстостенной трубы на большой радиус обычно не представляет проблемы, т.к.
что касается коллапса. Однако по мере уменьшения толщины стенки и/или изгиба
радиус уменьшается, должны быть найдены решения, чтобы предотвратить разрушение трубы. Одно решение состоит в том, чтобы
заполните трубку песком перед изгибом. Другим способом может быть установка пластикового
вставьте какую-нибудь заглушку в трубку, затем согните ее. И песок, и пластиковая пробка действуют
обеспечивают внутреннюю структурную поддержку, значительно увеличивая способность сгибать трубу
без коллапса.