Практические примеры применения стального квадрата
Обновлено: 12 октября 2020
Квадрат стальной – вариант формовки стали, при котором изделию придается сечение квадратной формы, то есть стороны одинаковой длины и угол в 90 градусов. Это форма проката обладает плюсами профильной трубы (четыре ребра придают жесткость), но при этом гораздо лучше ведет себя при ковке, изменении размеров и габаритов. Благодаря этим свойствам, стальной квадрат стал основным материалом для холодной ковки.
Холодная ковка в домашних условиях
Холодная обработка металла своими руками – несложный процесс, но требующий опыта. В процессе ковки не требуется нагрев металла, деформация осуществляется за счет приспособлений. Холодная металлообработка заключается в процессах вытяжки, гибки, кручения.
Вытяжка подразумевает под собой раскатывание прутка, с целью изменить его сечение. Чаще всего, раскатывается конец прутка. Процесс подойдет для изготовления элементов “гусиная лапка”, “пики”.
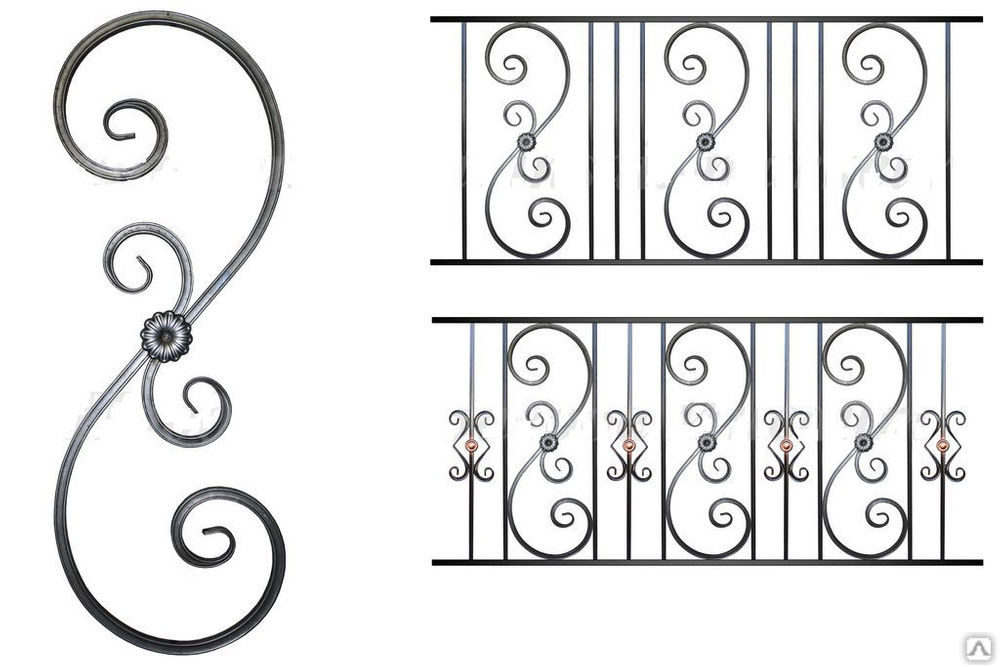
Гибка – основа холодной ковки. Большая часть элементов формируется именно таким образом. Используется для получения всевозможных завитков, вензелей, спиралей.
Кручение – процесс создания витых элементов, основанный на пластических свойствах металла. Закрученные вдоль своей оси прутки, чаще всего, являются заготовками, которые придают более изящный внешний вид готовому изделию.
Основными инструментами (верстаками) холодной ковки являются:
- Улитка или кондуктор – это своего рода матрица, для горизонтальной спиральной гибки прутка.
- Гнутик – это инструмент, с помощью которого можно получать дуги с различным углом изгиба.
- Волна – инструмент с двумя роликами, благодаря которому получаются волны с различной амплитудой.
- Фонарик – представляет собой приспособление, состоящие из головки, ползунка и вала. Позволяет делать крученые объемные элементы.

- Торсион или твистер – инструмент закручивающий стальной квадрат по спирали (вокруг своей оси).
- Объемник – требуется для получения дуг большого радиуса. Он удобен в случаях, если необходимо сделать большое количество одинаковых заготовок.

Стоит учесть, что ручные инструменты позволяют деформировать квадратные прутки размером до 14 мм.
Иногда, в процессе холодной ковки все же приходится применять нагревание, например для исправления брака. Для этого может подойти обычный газовый резак. Не стоит забывать и о процессах резки и шлифовки, которые сопутствуют изготовлению изделий методом холодной ковки.
Элементы, которые можно получить из квадратного прутка
- Лапки, пики, навершия — для завершения концов решеток или других линейных деталей.
- Завитки — волюта (концы загнуты в одну сторону), червонка (спирали в разные стороны), запятые (просто изогнутый конец прута), кольца.
- Корзинки — два прута закрученные по спирали и соединенные на концах.
- Торсионы — прутки скрученные вокруг своей оси.

Дата публикации: 13 мая 2020
Другие статьи
Металлические трубы для забора
Металлические трубы считаются универсальным решением при сооружении каркаса забора. Они прочны и долговечны, к ним легко крепить любые ограждения.
Подробнее
Отличия горячекатаного и холоднокатаного металлопроката
Большая часть стальных изделий с которыми мы сталкиваемся в повседневной жизни производится из материалов полученных в результате горячекатаного или холоднокатаного проката.
Подробнее
Арматурные каркасы для свай
Буронабивные сваи активно применяются на многочисленных строительных объектах по всей России. Это выгодное и удобное решение для возведения зданий всех типов в условиях плотной застройки.
Подробнее
Тугой торсион из профильной трубы, выгибание без замятин: некоторые секреты холодной ковки
Темой сегодняшнего разговора станет холодная ковка, или придание металлу определённых форм без нагрева. Возможно, это не слишком полезное знание для большинства домашних мастеров, однако пригодиться может. К тому же такую работу можно сравнить с искусством. Своё видение способов холодной ковки представляет автор YouTube-канала Максим. И сегодня речь пойдёт о том, как закрутить профильную трубу в спираль, согнуть обычную трубу под 90° и при этом не замять металл.
Возможно, это не слишком полезное знание для большинства домашних мастеров, однако пригодиться может. К тому же такую работу можно сравнить с искусством. Своё видение способов холодной ковки представляет автор YouTube-канала Максим. И сегодня речь пойдёт о том, как закрутить профильную трубу в спираль, согнуть обычную трубу под 90° и при этом не замять металл.
Читайте в статье
- 1 Скручивание профильной трубы в тугую спираль
- 1.1 Подготовка профильной трубы к скручиванию
- 2 Скручивание профильной трубы в торсион
- 3 Обрезка лишних частей профильной трубы
- 4 Ещё один из секретов холодной ковки
- 5 Подводя итоги
Скручивание профильной трубы в тугую спираль
Для скручивания различных стальных элементов в спираль существует специальный станок, называемый торсионом. Он может быть электрическим или механическим. При этом умельцы своими руками собирают подобные приспособления. По аналогии с ним и готовые изделия скрученной формы начали называть так же. Но скрутить прут в спираль – это одно, он не заминается. А как быть, если необходимо скрутить в тугой торсион профильную трубу, внутри которой пустота?
Но скрутить прут в спираль – это одно, он не заминается. А как быть, если необходимо скрутить в тугой торсион профильную трубу, внутри которой пустота?
Для того чтобы спираль получилась ровной, понадобится отрезок тонкой трубки или прутка, который свободно будет помещаться внутри профильной трубы.
ФОТО: YouTube.comПрофильная труба с рёбрами 20 мм и трубка, которая поможет скрутить торсионПодготовка профильной трубы к скручиванию
Для того чтобы «зарядить» профильную трубу в торсион, понадобится сделать две заглушки на неё из стального прутка квадратного сечения со сторонами 16 мм. Подобные элементы являются заглушками, которые будут удерживать стальную трубку внутри. В то же время именно они позволят зажать профильную трубу в станке. Сначала ставится первая заглушка.
ФОТО: YouTube.comВот так выглядят стальные заглушки из прутка на 16Далее в профильную трубу опускается вставыш, после чего устанавливается вторая заглушка. Теперь заготовка может устанавливаться в станок.
Остаётся закрепить заготовку на станке и включить его, если он оборудован силовым агрегатом. Если же нет, то придётся поработать вручную.
ФОТО: YouTube.comЗаготовка фиксируется при помощи болтовСкручивание профильной трубы в торсион
После включения станка сначала труба немного скручивается по всей длине, после чего спираль начинает уплотняться. Однако уплотнение происходит не одновременно по всей длине, а начиная со стороны, на которую передаётся крутящий момент. Здесь усилие значительно больше. На фотопримере уплотнение продвигается снизу-вверх.
ФОТО: YouTube.comПримерно так и скручивается профильная трубаЗдесь стоит отметить, что чем тоньше будет внутренний вставыш, тем большее усилие придётся приложить для скручивания. Но при этом и спираль получится плотнее.
Обрезка лишних частей профильной трубы
После того как торсион равномерно скручен по всей длине, его края обрезаются, чтобы изделие можно было использовать, например, в декоративных целях. В этой работе поможет угловая шлифовальная машина (болгарка) с отрезным диском.
В этой работе поможет угловая шлифовальная машина (болгарка) с отрезным диском.
Не стоит даже пытаться извлечь вставленную внутрь трубку. При скручивании она настолько сильно зажимается со всех сторон гранями профильной трубы, что бесполезно предпринимать какие-то действия по её извлечению.
ФОТО: YouTube.comВнутренняя трубка остаётся на месте, вытащить её уже не получитсяЕщё один из секретов холодной ковки
Наверняка все знают, что такое трубогиб. Многие домашние мастера устанавливают в гараже или мастерской подобное оборудование.
ФОТО: YouTube.comТрубогиб иногда бывает крайне полезенПроблема его в том, что при обработке труб он может их немного заминать. И всё бы ничего, но если, к примеру, изготавливается полотенцесушитель, то по этим изгибам должна легко проходить вода. Одна подобная точка не испортит общей картины. А какое сопротивление напору будет, если на каждом этаже стояка вода встретит подобное препятствие?
ФОТО: YouTube. comПроблема работы с трубогибом – на углу заметно, что изделие замято
comПроблема работы с трубогибом – на углу заметно, что изделие замятоВ этом случае поможет обычный песок, который необходимо засыпать внутрь сгибаемой трубы, а её концы заглушить. В этом случае даже труба толщиной ¾ дюйма легко сгибается без каких-либо складываний и переломов. На примере это можно заметить, сравнив результаты.
ФОТО: YouTube.comА вот и результат сгибания трубы, когда внутри неё находится обычный песокКомментарии излишни, результат говорит сам за себя.
Подводя итоги
Вообще ‒ холодная ковка довольно увлекательное занятие. Обычно если человек попробовал создать шедевр из металла, и у него получилось, он влюбляется в подобную работу. И это не пустые слова. Ведь это настоящая магия ‒ оживлять холодный кусок металла, превращая арматуру в произведение искусства. К тому же ‒ если заняться холодной ковкой профессионально, отбоя от желающих сделать красивые решётки, заборы или ограду точно не будет. К тому же сегодня подобные изделия ручной работы имеют очень высокую стоимость. А значит, стоит задуматься, не поменять ли сидячую работу на более прибыльную и интересную. Ведь во время пандемии подобный вопрос очень актуален. Решать вам.
А значит, стоит задуматься, не поменять ли сидячую работу на более прибыльную и интересную. Ведь во время пандемии подобный вопрос очень актуален. Решать вам.
Очень надеемся, что сегодняшняя статья не оставила нашего уважаемого читателя равнодушным. Возможно, у вас возникли вопросы по теме, или какие-либо моменты остались не до конца разъяснены. В таком случае вам просто нужно изложить проблему в комментариях ниже. Редакция HouseChief с огромным удовольствием осветит все неясности в максимально сжатые сроки. Там же вы можете обсудить сегодняшнюю тему, выразить личное мнение по поводу изготовления деталей для декоративных заборов и решёток своими руками. Будем благодарны, если вы поставите оценку статье ‒ независимо от её «полярности». А напоследок хочется сказать следующее – берегите себя, своих близких и будьте здоровы!
КОВАНЫЕ ТРУБЫ — Специальные материалы для трубопроводов
Кованые трубы являются одним из основных продуктов на наших полках на наших складах, и процесс ковки — это то, с чего начинается их путь.
Трубы являются основой нашего бизнеса в Special Piping Materials, а это значит, что мы знаем все о том, как они изготавливаются и для чего они используются. Ковка — увлекательный процесс, требующий инженерных и механических навыков, поэтому мы работаем только с лучшими производителями кованых труб в Европе и за ее пределами.
Ковка сама по себе представляет собой процесс приложения огромной термической и механической энергии сжатия к стальным заготовкам, что приводит к изменению формы материала. При ковке изделий из необычной стали (например, дуплексной и супердуплексной) требуется ряд различных сил сжатия, каждая из которых находится под чрезвычайно высоким давлением. Необходимо учитывать множество факторов, таких как пористость поверхности, более мелкозернистая структура, более высокая прочность на растяжение, усталостная долговечность/прочность и пластичность.
Результатом всех этих процессов являются кованые трубы – продукт, необходимый для многих отраслей промышленности, которые мы поставляем по всему миру, таких как опреснение, нефтегазовая, атомная и нефтехимическая.
Помимо труб процесс ковки может быть использован для изготовления фитингов и фланцев, таких как: тройники, крестовины, отводы, штуцеры, колпачки, муфты, заглушки, ниппели, фланец с приварной горловиной, глухой фланец, накидной фланец, соединение внахлестку фланец, резьбовой фланец, фланец для приварки враструб, плоский фланец, глухой фланец для очков и многое другое.
В этом блоге мы расскажем об основах изготовления кованых труб и о преимуществах использования этого типа труб.
Как изготавливают кованые трубы?
Ковка в целом может осуществляться одним из двух способов: горячей или холодной ковкой. Кованая труба из экзотической стали изготавливается методом горячей ковки.
Горячая ковка – это сжатие стальных заготовок под огромным давлением при чрезвычайно высокой температуре. Заготовку необходимо нагреть, прежде чем она начнет изменять форму. Существует три различных типа горячей штамповки: ковка в открытых штампах, ковка в закрытых штампах и прокатка.
- – Ковка в открытых штампах: Ковка в открытых штампах, которую иногда называют «свободной ковкой», представляет собой тип горячей ковки, при котором металлу придается форма с использованием формы. Этот тип ковки часто используется при создании крупных металлических деталей очень простой формы.
- — Ковка в закрытых штампах. Ковка в закрытых штампах используется для создания небольших компонентов и, как известно, позволяет создавать изделия с хорошей прочностью и ударной вязкостью.
- — Ковка методом экструзии: ковка методом экструзии используется для ковки труб. В ходе этого процесса внутрь матрицы помещают нагретую стальную заготовку. Давление прикладывается в виде гидравлического цилиндра, который прижимает заготовку к прошивной оправке. Это действие приводит к тому, что нагретый материал «вытекает» из цилиндрической полости между частями штампа и оправки машины, и таким образом формируется трубчатая форма.
Холодная ковка – это процесс ковки, происходящий при комнатной температуре. Этот вид ковки обычно не используется для кованых труб, но используется для более мелких прецизионных деталей, таких как болты и гайки, шестерни и т. д. Он работает путем деформации металла, когда он находится ниже точки рекристаллизации.
Этот вид ковки обычно не используется для кованых труб, но используется для более мелких прецизионных деталей, таких как болты и гайки, шестерни и т. д. Он работает путем деформации металла, когда он находится ниже точки рекристаллизации.
Холодная ковка также лучше всего подходит для ковки мягких металлов, таких как алюминий, и, как правило, это менее дорогой процесс, чем горячая ковка. Холоднокованые изделия, как правило, не требуют каких-либо отделочных работ, хотя их часто подвергают тепловым испытаниям для укрепления — процесс, называемый «отпуск».
Преимущества использования кованых труб
Многочисленные преимущества кованых труб означают, что они имеют ряд различных применений в различных секторах, таких как нефть, газ, гидравлическое оборудование, внесение удобрений и химическая промышленность. Тот факт, что кованая сталь не имеет шва или точки сварки, позволяет успешно удерживать потенциально вредные или вызывающие коррозию вещества и их пары.
- – Прочность: ковка труб обычно приводит к получению прочного и очень надежного конечного продукта, поскольку ковка приводит к изменению и выравниванию потоков зерен в стали. Другими словами, сталь становится более рафинированной, а структура трубы однозначно меняется, в результате чего достигается относительная прочность и высокая ударопрочность.
- – Долговечность: ковка исключает вероятность пористости, усадки, пустот и проблем с холодной заливкой.
- – Экономичный: общепризнано, что процесс ковки очень экономичен, так как материал не тратится впустую.
- – Гибкость: процесс ковки стали очень гибкий и позволяет производить множество различных труб разных размеров.
#SpecialPipingMaterials #RenewableEnergy #Renewables #ExoticPipe #StainlessSteel
#Трубы #Трубы #качество #контроль качества #энергияБесшовные трубы, бесшовные трубы, горячая и холодная ковка в теме.
 По температуре, при которой выполняется ковка, классифицируется на «горячую», «теплую» и «холодную». В наиболее распространенных конфигурациях используются молотки или прессы для сжатия и деформации материала в высокопрочные детали.
По температуре, при которой выполняется ковка, классифицируется на «горячую», «теплую» и «холодную». В наиболее распространенных конфигурациях используются молотки или прессы для сжатия и деформации материала в высокопрочные детали.Бесшовная прецизионная труба
Важно отметить, что процесс производства поковок полностью отличается от процесса литья, когда расплавленный материал заливается в форму. Еще одно существенное отличие от других методов производства, таких как литье и механическая обработка, заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру и делая его более жестким и прочным.
Горячая ковка означает ковку заготовок выше температуры проведенной рекристаллизации.
 Применимо большое сопротивление деформации при комнатной температуре, плохой металл пластиковый материал. Диапазон температур ковки горячего металла относится к температуре, и температура начала ковки находится в некотором интервале между концом температуры ковки, чтобы предотвратить перегрев, сжигание необходимо правильно определить начальную температуру ковки и конечную температуру ковки. Основной подход заключается в определении температуры нагрева стальной основы, на которой изображено равновесие железа и углерода.
Применимо большое сопротивление деформации при комнатной температуре, плохой металл пластиковый материал. Диапазон температур ковки горячего металла относится к температуре, и температура начала ковки находится в некотором интервале между концом температуры ковки, чтобы предотвратить перегрев, сжигание необходимо правильно определить начальную температуру ковки и конечную температуру ковки. Основной подход заключается в определении температуры нагрева стальной основы, на которой изображено равновесие железа и углерода.
Холодная ковка производится ниже температуры рекристаллизации формовочного материала, ковка осуществляется при температуре ниже ответной. Производство, принятое на черновую негорячую ковку, можно назвать холодной ковкой. При холодной ковке температурная деформационная стойкость материала в основном невелика, пластик и некоторые алюминиевые сплавы лучше, а некоторые медные сплавы, малоуглеродистая сталь, углеродистая сталь, низколегированная сталь. Холодная ковка хорошее качество поверхности, высокая точность размеров, может заменить часть резки. Холодная ковка металла позволяет укрепить и повысить прочность деталей. Технология холодной ковки должна быть выше, чем температура прецизионной ковки и ковки, область прецизионной штамповки имеет свои уникальные преимущества. Процесс холодной ковки с использованием улучшенной обработки канала ствола, точности размеров, прочности поверхности, продления срока службы ствола, точности стрельбы, что соответствует увеличению пистолета, и простоте обработки конического ствола, качество может быть снижено.
Холодная ковка металла позволяет укрепить и повысить прочность деталей. Технология холодной ковки должна быть выше, чем температура прецизионной ковки и ковки, область прецизионной штамповки имеет свои уникальные преимущества. Процесс холодной ковки с использованием улучшенной обработки канала ствола, точности размеров, прочности поверхности, продления срока службы ствола, точности стрельбы, что соответствует увеличению пистолета, и простоте обработки конического ствола, качество может быть снижено.
Необходимо отметить, что процесс изготовления поковки полностью отличается от процесса литья, при котором расплав заливается в форму. Еще одно существенное отличие от других методов производства, таких как литье и механическая обработка, заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру и делая его более жестким и прочным.
Холодная ковка
Производственный процесс холодной ковки
Производственный процесс холодной ковки осуществляется при комнатной температуре. Заготовка зажимается между двумя штампами до тех пор, пока не примет их форму. Чтобы получить законченный, готовый к установке компонент, метод включает прокатку, вытяжку, прессование, вращение, экструзию и высадку.
Заготовка зажимается между двумя штампами до тех пор, пока не примет их форму. Чтобы получить законченный, готовый к установке компонент, метод включает прокатку, вытяжку, прессование, вращение, экструзию и высадку.
Преимущества холодной ковки
Производители могут предпочесть процесс холодной ковки горячей; поскольку холоднокованые детали требуют очень мало отделочных работ или вообще не требуют их, что снижает затраты. Вторым существенным преимуществом является экономия материала, достигаемая за счет прецизионных форм. Экономических преимуществ в сочетании с высокой производительностью и длительным сроком службы штампа более чем достаточно, чтобы убедить многих производителей в том, что холодная штамповка является для них лучшим вариантом.
Недостатки холодной штамповки
В зависимости от требований производителя некоторые характеристики холодной штамповки могут оказаться недостатками; например можно формировать только простые формы в больших объемах. Поэтому, если заказчик ищет конкретный индивидуальный компонент, холодная ковка не будет лучшей альтернативой. Второй более существенный недостаток заключается в том, что холоднокованые металлы менее пластичны, что делает их непригодными для определенных конфигураций. Кроме того, из-за зернистой структуры, придающей материалу прочность, могут возникать остаточные напряжения.
Второй более существенный недостаток заключается в том, что холоднокованые металлы менее пластичны, что делает их непригодными для определенных конфигураций. Кроме того, из-за зернистой структуры, придающей материалу прочность, могут возникать остаточные напряжения.
Горячекатаные бесшовные стальные трубы
Горячая штамповка
Производственный процесс горячей штамповки
Производственный процесс горячей штамповки осуществляется при экстремально высоких температурах (до 1150 °С для стали, от 360 до 520 °С для алюминиевых сплавов, от 700 до 800 °С для медных сплавов). Эта температура необходима для того, чтобы избежать деформационного упрочнения металла при деформации.
Преимущества горячей штамповки
Горячекованые детали обладают повышенной пластичностью, что делает их желательными для многих конфигураций. Кроме того, горячая ковка как метод является более гибким, чем холодная ковка, поскольку можно изготавливать детали по индивидуальному заказу. Превосходное качество поверхности позволяет выполнять широкий спектр отделочных работ, таких как полировка, покрытие или покраска, в соответствии с конкретными потребностями клиентов.
Превосходное качество поверхности позволяет выполнять широкий спектр отделочных работ, таких как полировка, покрытие или покраска, в соответствии с конкретными потребностями клиентов.
Недостатки горячей штамповки
Менее точный допуск на размеры является возможным недостатком горячекованых деталей по сравнению с холодноковаными. Процесс охлаждения также должен осуществляться в особых условиях; в противном случае существует риск деформации. Кроме того, структура зерна кованых металлов может быть разной, и всегда существует возможность реакции между атмосферой и заготовкой.
Горячая ковка по сравнению с холодной ковкой: заключение
Основное различие между горячей и холодной ковкой можно резюмировать следующим образом: Производственный процесс холодной ковки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре. Напротив, производственный процесс горячей штамповки предотвращает деформационное упрочнение материалов при высокой температуре, что приводит к оптимальному пределу текучести, низкой твердости и высокой пластичности.
Наконец, производитель предпочел бы один процесс другому из соображений экономии, а не качества. Решение основывается на требуемых функциях желаемого компонента, отрасли, а также на том, идет ли речь о массовом производстве или небольшом объеме деталей, изготовленных по индивидуальному заказу.
Setforge производит холодную и горячую ковку, обе из которых выполняются в отличных условиях на современном оборудовании для достижения отличных результатов. Мы тесно сотрудничаем с нашими клиентами, чтобы понять их конкретные потребности и найти наилучшее возможное решение.
Бесшовные трубы Спецификация, стандарт и идентификация
Бесшовные трубы широко применяются в атомной, газовой, нефтехимической, судостроительной и котельной промышленности. Бесшовные трубы составляют 65% рынка котельной промышленности Китая.
- ASTM A106 для работы при высоких температурах
- DIN 17175 Сравнительные таблицы материалов
- ASTM A556M-88 трубы нагревателя из холоднотянутой стали
- ASTM A511/A511M Стандартная спецификация
- ASTM A252-89 Стандартная спецификация
- Расписание 40 (СЧ 40)
- Стальная труба ST52
- Напорная труба
- Стандарт для U-образных труб
- Геологическая буровая труба
- Транспортировка труб с покрытием
- Дефекты стальных горячекатаных бесшовных труб
- Закалка и отпуск труб
- Обнаружение бесшовных стальных труб
- Трещина бесшовной трубы
- Труба стальная бесшовная горячедеформированная
- Горячая и холодная штамповка
- Прецизионные бесшовные функции и использование
- Как избавиться от пятен на поверхности крекинг-трубки
- Оборудование для гидравлических испытаний стальных труб
- Экструзия бесшовных труб
- Дефекты термической обработки
- Напорные трубы для гидроэнергетики
- Бесшовная стальная труба с магнитом
- Труба стальная бесшовная напорная
- Испытание на развальцовку бесшовных труб
- Прошивка бесшовных стальных труб
- Бесшовная труба непрерывного литья
- Применение бесшовной стальной трубы квадратного сечения
- Бесшовная труба из легированной стали
- ГОСТ 633-80 Трубы и муфты
- Прецизионная бесшовная труба
- Процесс бесшовной сварки
- Дефекты бесшовных труб и их причины
- Труба сварная и бесшовная из кованой стали
- Бесшовная труба против сварной трубы
- Проверка качества бесшовных труб
- Процесс прокалывания
- Китай Трубы и трубки из мягкой стали
- Технический анализ спиральной трубы
- Твердость стальной трубы
- Снятие фаски с трубы
- Резка труб
- Оборудование для неразрушающего контроля
- Процесс расширения трубы
- Прошивка бесшовных стальных труб
- Обработка концов труб
- Горячепрессованная стальная труба
- Линейная труба
- Конец трубы
- Шероховатость стальных труб
- Характеристики бесшовной трубы
- Характеристики стальной бесшовной трубы
- Как упаковать стальные трубы
- Как рассчитать теоретический вес стальной трубы
- Процесс производства прецизионных холоднотянутых стальных труб
- Разница между оцинкованной трубой и бесшовной трубой Труба из сплава
- (труба из сплава) представляет собой бесшовную стальную трубу .
- Производственный процесс термического формования
- Технические условия на производство бесшовных труб
- Допуск на толщину стенки бесшовной стальной трубы
- Процесс волочения прецизионной бесшовной трубы
- Отжиг бесшовных стальных труб для снятия напряжений
- Гидростатические испытания и вихретоковые испытания
- Отличие бесшовной трубы от шовной
- Требования к раскисляющему железу бесшовных стальных труб
- Разница между бесшовной стальной трубой и обычной стальной трубой
- Процесс производства толстостенных бесшовных стальных труб
- Требования к трубной заготовке для бесшовных горячекатаных труб
- Технология бесшовной экструзии тепловых котлов
- Регулятор температуры нагрева бесшовных труб
- Преимущества труб из холоднотянутой стали
- Трубы из холоднотянутой стали травление пассивация
- Трубы стальные горячедеформированные бесшовные деформированные
- Производительность и характеристики прецизионной бесшовной трубы
- Метод определения твердости бесшовных труб из углеродистой стали
- Твердость по Бринеллю трубы из углеродистой стали
- Применение и использование трубы из углеродистой стали
- Стандарты качества на бесшовные стальные трубы
- Характеристики сварных стальных труб и бесшовных стальных труб
- Классификация и классификация трубопроводов
- Охлаждение при непрерывном литье
- Механические свойства труб из углеродистой стали
- Трубы из углеродистой стали для охлаждения
- Труба из углеродистой стали ржавеет
- Разница между холоднотянутыми трубами и холоднокатаными трубами
- Механические свойства бесшовных стальных труб
- Модели и тенденции развития отрасли производства бесшовных труб
- Сравнение спиральных труб и бесшовных труб
- Ультразвуковой контроль бесшовных труб
- Как отличить нижнюю круглую трубу
- Холоднотянутая бесшовная стальная труба процесс
- Рабочее давление для магистральных нефтегазопроводов
- Трубы из холоднотянутой стали Удлинение и уменьшение площади
- Сравнение вихретоковых испытаний бесшовных стальных труб и испытаний на утечку магнитного потока

ASTM A106 класс B
ASTM A53 стандартная спецификация
DIN 2391-81 Часть 2
Трубы HSAW
Конструкция трубопроводной системы
Что такое сварка стальных труб
Рентгеновская спиральная труба
Сварная стальная труба для сваи
Наша команда имеет высокую квалификацию и опыт в обслуживании и производстве всех видов стальных материалов.