что это такое, образцы узоров и элементов, необходимое ручное и автоматическое оборудование, бизнес на выпуске изделий
Подсвечник, ковка холодная, сварка на три свечи, Андрей Бегун
Холодная ковка – технология, позволяющая обрабатывать металлопрокат разных видов: полосы, круглые и квадратные прутки, профильные трубы – без предварительного нагрева. Данный способ отличается большей производительностью и меньшими трудозатратами, чем традиционный метод горячей ковки. В данном разделе представлена полная информация о холодной технологии обработки металла, применяемом оборудовании, производимых изделиях и элементах. Для получения подробных сведений об отдельных аспектах рекомендуется посетить другие статьи нашего сайта, ссылки на которые присутствуют в тексте.
Холодная ковка представляет собой гибку и прессование металлических заготовок, выполняемое посредством давления на детали, которое осуществляется вручную или механически.
- обработка деталей отличается высокой точностью;
- готовым элементам не требуется проведение дополнительных операций по обработке: отпуск, отжиг и закалка;
- отсутствие окалины и других следов нагрева металла.
Гибка полосы на гнутике. Фото Фирма Ютика
Недостатками технологии являются
- ограниченность производимых элементов, их типовая форма и дизайн;
- сложность, иногда и невозможность осуществить корректировку в конфигурацию детали,
- наличие специального, нередко мощного оборудования.
Своими руками
Для самостоятельного выполнения проектов по технологии холодной ковки не требуется наличия каких-либо особых навыков, в отличие от горячего метода обработки металлов.
Исполнителю потребуется свободное время, место для размещения оборудования и обработки заготовок, расходные материалы для изготовления элементов, их сборки и покраски.
Гибка квадрата на гнутике. Фото Фирма Ютика
Процесс производства изделий холодной ковки своими руками включает несколько этапов:
- разработка эскиза или заимствование готового рисунка;
- прорисовка эскиза в натуральную величину с целью расчета параметров всех элементов и необходимого количества материалов;
- нарезка металла на отдельные заготовки выполняется болгаркой;
- гибка и опрессовывание заготовок с целью получения нужного количества элементов необходимой формы;
- сборка деталей в единую композицию выполняется посредством сварки или в редких случаях с помощью хомутов;
- зачистка сварочных соединений;
- покраска изделия.
Подробные инструкции по изготовлению некоторых изделий и элементов холодной ковки своими руками представлены в отдельной статье.
Бизнес на ковке
Нередко хобби по производству изделий холодной ковки становится основным занятием, которое к тому же приносит неплохой доход. Для тех, кто еще только размышляет над открытием собственного бизнеса, необходимо перечислить все необходимое для изготовления элементов по технологии холодной ковки:
Для тех, кто еще только размышляет над открытием собственного бизнеса, необходимо перечислить все необходимое для изготовления элементов по технологии холодной ковки:
- крытое помещение с навесом для размещения оборудования и хранения расходных материалов, многие мастера оборудуют для этих целей гараж;
Универсальный станок для ковки, гибки BlackSmith MB21-30. Фото КовкаПРО
- оборудование: универсальные механизмы для производства нескольких типов элементов или набор станков для холодной ковки, применяющихся для создания деталей определенных конфигураций; начинающим исполнителям иногда достаточно ручных инструментов и приспособлений;
- дополнительное оснащение для сборки и покраски готовой продукции: рабочий стол, сварочный аппарат, угольники, краскопульт.
Справка. Цены на оснащение не представлены, так как стоимость варьируется и изменяется.
В зависимости от количества выполняемых за месяц проектов инвестиции в бизнес окупаются в разные сроки. Большое значение имеет спрос и наличие заказов.
Большое значение имеет спрос и наличие заказов.
Оборудование, станки, ручные инструменты, приспособления для кузнечного ремесла
Для выпуска элементов применяется ручное и механизированное оборудование. Для изготовления отдельных деталей исполнителю потребуются простейшие приспособления, но эффективнее использовать производительное оборудование.
Универсальный станок для ковки Blacksmith UNV2. Фото ВсеИнструменты.ру
Весь спектр оснащения для холодной ковки возможно разделить на четыре группы, критериями для классификации служат технические характеристики, в частности способ управления и производительность:
- универсальные станки отличаются высокой производительностью, имеют автоматический режим управления, используются сотрудниками крупных компаний;
- станки для холодной ковки с ручным (рычажным) управлением: улитка, гнутик, волна, твистер, фонарик, глобус, для гибки профильных труб, вальцы для нанесения фактуры гусиная лапка; набор данных устройств используется как индивидуальными исполнителями, так и сотрудниками небольших мастерских;
Станок типа улитка PROMA. Фото ВсеИнструменты.ру
Фото ВсеИнструменты.ру
- инструменты: молоток, вилки, а также болгарка и сварочный аппарат;
- приспособления: кондукторы, оправки, шаблоны, трафареты, также к данной категории возможно отнести станки для холодной ковки, изготовленные своими руками.
Своими руками
Универсальное оснащение практическим невозможно изготовить самостоятельно, так как подобные машины обладают сложной конструкцией. Станки для холодной ковки, а также инструменты и приспособления обладают простым строением, что позволяет собирать их своими руками.
Самодельный гнутик
Среди самодельных ручных и электрических устройств наиболее востребованы фонарик, улитка, гнутик, глобус. Кондукторы для изготовления завитков разных размеров пользуется особой популярностью среди приспособлений.
Купить
В ситуациях, когда оборудование исполнителю необходимо срочно, так как нужно приступать к работе, следует купить станки заводской сборки. Ручные устройства типа улитка и гнутик наиболее востребованы.
Станок глобус (объемник) для холодной ковки. Фото КовкаПРО
Изделия, узоры и элементы, образцы, где купить
Покупка или самостоятельное изготовление станков позволит приступить к работе, производству различных элементов и изделий. С помощью технологии холодной ковки исполнители выпускают разнообразные декоративные детали, из которых возможно собрать предметы для интерьера, фасада зданий и ландшафтного дизайна. Фотографии изделий демонстрируют многообразие решений.
Холодная ковка и сварка
Сотрудники многих компаний реализуют проекты в сфере холодной ковки. Клиенты имеют возможность купить готовые элементы, чтобы изготовить практически любое изделие. Образцы предметов возможно увидеть на сайтах предприятий, которые представлены в разделе «Где купить изделия холодной ковки».
Ковка своими руками — пошаговые советы для начинающих — Pcity.su
Ковка металла в домашних условиях
Ковка своими руками довольно непростой технологический процесс, для этого нужно знать основные приемы работы с заготовкой, а также правила нагрева и закалки
Кузнечное ремесло — один из самых старых способов обработки металла.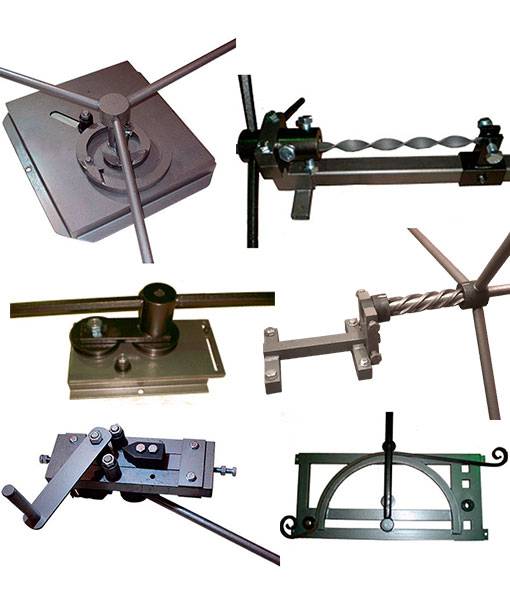
Ковка своими руками довольно непростой технологический процесс, для этого нужно знать хотя бы основные приемы работы с заготовкой, а также правила нагрева и закалки металла. Также нужно иметь понятие, как использовать оборудование. Какими навыками нужно обладать для изготовления изделий кузнечным способом и как ковать металл?
Этапы ковки и приемы
Горячая ковка включает в себя большое количество приемов, использующихся в обработке металла. Однако сама технология состоит из основных этапов.
- Нагрев заготовки.
- Ковка.
- Стабилизация металла.
- Закалка (по надобности).
Каждый отдельно взятый этап имеет большое значение. Неправильно выдержанная температура нагрева заготовки приведет в дальнейшем к порче изделия, то же касается и слишком быстрого остывания.
При ковке также нужно соблюдать технологический процесс, иначе попросту заготовка будет испорчена. На этом этапе используют множество приемов в зависимости от того, какое изделие изготавливают.
На этом этапе используют множество приемов в зависимости от того, какое изделие изготавливают.
Стабилизация металла подразумевает постепенное остывание готового изделия. Этот технологический этап способствует нормальной кристаллизации сильно разогретого материала. Главная задача — не допустить нарушение внутренней структуры, появления раковин и трещин.
Закалка используется для придания готовому изделию твердости за счет изменения кристаллической решетки во время высокотемпературного нагрева. Чаще всего в кузнечном деле этот этап проводят, изготавливая инструменты, которые во время использования будут испытывать большие нагрузки. Основное требование к закалке — не сделать металл слишком хрупким (перекалить) или, наоборот, очень мягким.
Итак, как происходит ковка металла своими руками и какие приемы применяют на каждом из этапов работ?
Нагревание заготовки перед ковкой
Лучше всего приступить к нагреванию заготовки сразу же после ее отливки, когда она остынет до темно-красного цвета. Также можно прогреть материал предварительно перед помещением в очаг. Предварительное нагревание проводят с концов до средины, чтобы избежать появления напряжений и трещин в структуре металла. При этом температура соблюдается в пределах не более 300 градусов. Проверяют этот показатель разливанием на поверхность болванки машинного масла: если оно горит, то заготовку перемещают в очаг.
Также можно прогреть материал предварительно перед помещением в очаг. Предварительное нагревание проводят с концов до средины, чтобы избежать появления напряжений и трещин в структуре металла. При этом температура соблюдается в пределах не более 300 градусов. Проверяют этот показатель разливанием на поверхность болванки машинного масла: если оно горит, то заготовку перемещают в очаг.
Температуру в горне изначально задают невысокую, постепенно увеличивая со временем до нужного предела.
Ошибочно мнение о том, что чем больше нагреть сталь, тем лучше ее ковать. При сильном разогреве такой материал действительно становиться мягче, однако, не стоит забывать о таких процессах, как перегрев и пережег металла.
Перегрев изменяет кристаллическую структуру материала заготовки и при последующей ковке он может попросту развалиться на отдельные фрагменты.
Пережег изменяет химические свойства стали, когда из ее состава выжигается большее количество углерода.
Как по цвету определить температуру нагрева
Процесс ковки
Прежде чем планировать изготовление вещей, стоит рассчитывать на то, что при обжимке заготовка потеряет часть своего объема в виде окалины. Она образовывается на поверхности болванки, откуда ее удаляют, используя инструменты: клещи и щетки.
Она образовывается на поверхности болванки, откуда ее удаляют, используя инструменты: клещи и щетки.
Когда обжимка проведена, переходят к собственно поковке изделия. При этом используют различные приемы для получения нужной формы.
Чтобы на поверхности образовались утолщения, используют способ местной осадки. Также этот прием используют, если нужно уменьшить длину заготовки и сделать ее более толстой. Для этого мастер наносит удары сверху заготовки, расположенной в вертикальной плоскости. При этом металл будет деформироваться и утолщаться. Удобно делать полную обсадку, зажав разогретую заготовку в тисках, но нужно спешить, иначе металл будет очень быстро остывать от холодного приспособления для зажима.
После осадки опять нужно сделать обжимку, чтобы придать структуре однородность!
Одна из разновидностей осадки — высадка. Ее используют, когда нужно получить на поверхности изделия утолщения. Для этого нагрев заготовки делают только в месте высадки.
Если нужно, наоборот, удлинить заготовку, проводят так называемую протяжку.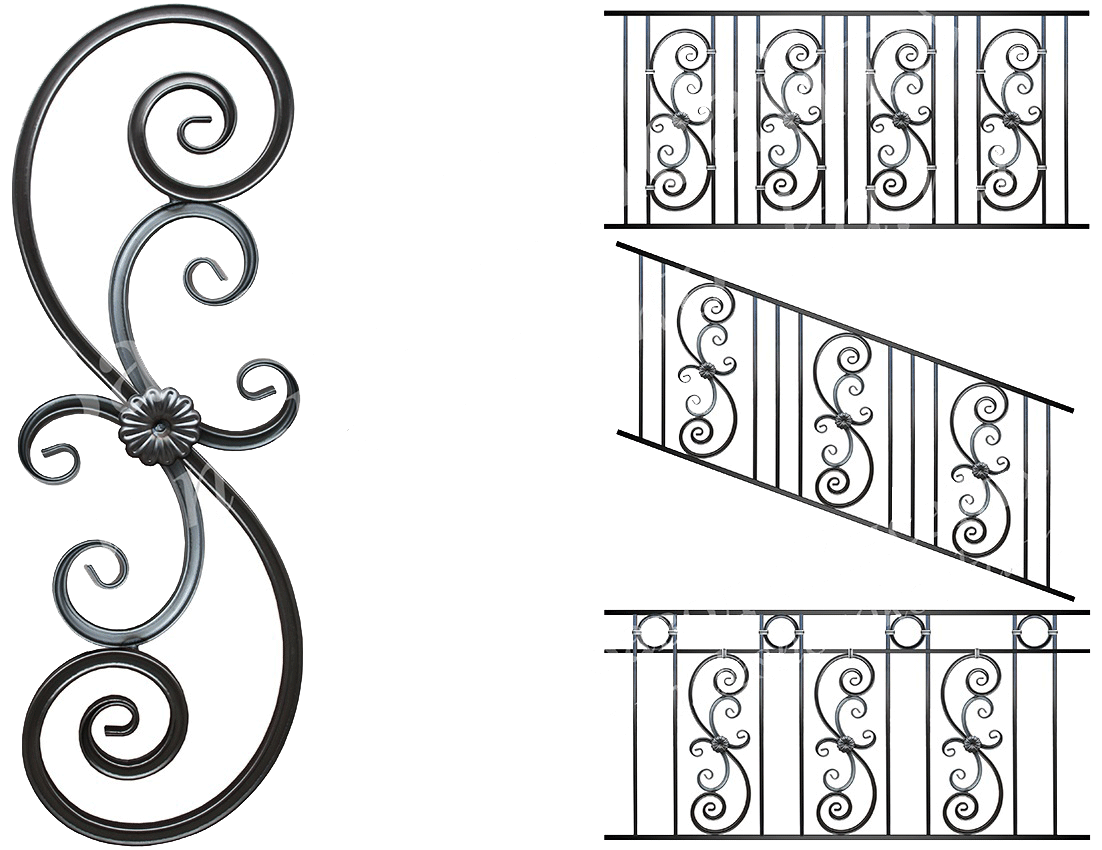 Используют три способа, которыми можно сделать этот прием. Наиболее простой — протяжка на плоских бойках. Для этого заготовку разогревают. Далее, ее проходят молотом по всей длине и, переворачивая на 90 градусов, делают ту же работу. Прием стараются проводить за один разогрев. Довольно часто используют такой подвид протяжки, как расплющивание по всей длине. Основные инструменты при этом молот или кувалда.
Используют три способа, которыми можно сделать этот прием. Наиболее простой — протяжка на плоских бойках. Для этого заготовку разогревают. Далее, ее проходят молотом по всей длине и, переворачивая на 90 градусов, делают ту же работу. Прием стараются проводить за один разогрев. Довольно часто используют такой подвид протяжки, как расплющивание по всей длине. Основные инструменты при этом молот или кувалда.
Иногда при ковке в домашних условиях нужно сделать в изделии сквозное или глухое отверстие. В таком случае используют прием прошивки. В качестве основного приспособления выступают пробойники различного сечения. При этом заготовку разогревают и укладывают на наковальню сверху круглого отверстия. Установив пробойник, по нему наносят удары. Прошивку можно делать как с одной стороны, так и с обеих.
Для разделения заготовки или изделия на части используют способ рубки. Нагревают металл до темно-красного цвета и, уложив его на наковальню, кузнечным зубилом рубят три четвертых его толщины. После чего поковку переворачивают и дорубают остаток, используя те же инструменты.
После чего поковку переворачивают и дорубают остаток, используя те же инструменты.
Также довольно часто в кузнечном деле использую способ гибки заготовок. Простые формы получают, используя в качестве основного приспособления наковальню с отверстиями. Более сложные кованые элементы формируют, изгибая заготовки на различных шаблонах.
Еще один прием, часто использующийся в художественной ковке — скручивание. Заготовку при этом разогревают и жестко фиксируют в тисках, другой конец проворачивают, используя как основное оборудование вороток.
Когда изделие готово нужно стабилизировать металл.
Стабилизация
Небольшие поковки можно оставить в очаге горна, где металл будет остывать вместе с печью. Более массивные кованые изделия можно засыпать горячими углями и присыпать золой.
Чем более массивное изделие, тем более плавным должно быть остывание.
Обучиться ковке для начинающих лучше у опытного мастера. Существует много различных приемов и способов такой обработки и изготовления вещей, которые может показать специалист. Тем более при отсутствии практики довольно тяжело соблюдать технологии нагревания и стабилизации металла, без которых изделие либо не получиться, либо будет некачественным.
Однако ручная ковка не так сложна и простейшие вещи можно довольно быстро научиться изготавливать самостоятельно.
А что Вы можете дополнить к материалу этой статьи? Если у Вас имеется опыт обучения ковки в домашних условиях, поделитесь им в блоке комментариев к этой статье.
Источник:
http://wikimetall.ru/metalloobrabotka/kovka-svoimi-rukami.html
Основы ковки металла: операции и правила
Обработка металла – древняя специальность, которая по сегодняшний день не останавливается в развитии. Появлялись новые материалы, изменились инструменты, изобретались приспособления, облегчающие работу мастера. Однако основы ковки металла остались неизменны.
Однако основы ковки металла остались неизменны.
Технология и ее принципы
Если говорить простыми словами, то ковка предполагает изменение формы металла. В зависимости от вида материала существуют разные принципы работы кузнеца. Например, для воздействия на железо необходимо его нагреть до 800 градусов, а температура ковки алюминия составляет 400 градусов.
Цветные металлы можно ковать, применяя метод холодной ковки металла. Их структура характеризуется мягкостью, поэтому работать с такими материалами можно без их предварительного нагрева.
При работе с металлами специалисты используют некоторые технологические приемы, без которых невозможно сделать качественное изделие:
- Вытяжка – метод, при котором заготовка проковывается по всех длине (периодически переворачивается). Эти действия необходимы для увеличения длины детали. Также при художественной ковке вытяжку используют для расплющивания краев декоративных элементов.
- Осадка проводится, когда мастеру необходимо уменьшить длину заготовки.
 Достигается это путем нанесение ударов по торцам будущего изделия.
Достигается это путем нанесение ударов по торцам будущего изделия. - Свивка – процесс скручивания детали. Для этого заготовка закрепляется в тисках, а само действие производится при помощи специального инструмента, называемого вороток.
- Рубка предполагает разделение заготовки. В основном в таком процессе применяются молот и зубило.
- Гнутье – процесс придания прямым деталям изогнутости посредством деформации металла.
- Прошивка делается для получения в будущем изделии отверстий различного типа. Используемый инструмент, так и называется – прошивень.
- Выглаживание – прием устранения дефектов либо нанесения на заготовку различных граней.
 Достигается это путем нанесение ударов по торцам будущего изделия.
Достигается это путем нанесение ударов по торцам будущего изделия.Также при художественной ковке используют специальные приемы для нанесения узоров либо применяют разнообразные типы сборки (клепка, сварка и другие).
Самые подходящие для ковки металлы
В художественной ковке используются такие разновидности металлов:
- Железо – металл серебряного оттенка с небольшим отливом, который часто встречается как материал для кованых изделий. Самый пластичный материал. Температура его плавления – 1539 С, а точка кипения достигает 3200 С.
 Самый пластичный материал. Температура его плавления – 1539 С, а точка кипения достигает 3200 С.
Самый пластичный материал. Температура его плавления – 1539 С, а точка кипения достигает 3200 С.Железо – часто используется как материал для ковки. «Клешами» удобно брать горячий металл.
В производстве принято пользоваться разными сплавами, поскольку найти в чистом виде железо — задача непростая.
- Самый распространенный сплав железа – чугун. Этот металл не поддается ковке. При работе с ним используется метод литья.
- Сталь – сплав железа и углерода, не превышающий 2%. Сталь при воздействии высоких температур быстро поддается деформированию и числится как самый популярный металл, пригодный ковке.
- Алюминий – материал серебристого оттенка, легче чем железо. Температура плавления достигает 660 С, а кипения – 2500 С. Он пластичный и легко протягивается в проволоку.
- Медь – мягкий металл, часто используемый для холодной ковки. Температура плавления — 1083 С.
- Бронза – сплав олова и меди. Достаточно устойчива к коррозии и используется в художественной ковке.
- Мельхиор – сплав меди и никеля. Очень ковкий металл, отличающийся стойкостью к различному роду внешних действий. Широко применяется в ювелирной работе.

Самый ковкий металл и область его применения
Чтобы узнать, какие металлы самые ковкие, следует определиться с самим понятием «ковкость».
Ковкость – способность металлов и сплавов к обработке и ковке. Такое значение тесно связано с пластичностью и способностью к деформации.
Бесспорно, самый ковкий металл – золото, которое отличается мягкостью и делает его вполне удобным для ковки. Считается, что одного грамма этого металла хватает для того, чтоб создать тонкую проволоку длиной больше чем 3 км.
Золотые или позолоченные вставки – это эффектное дополнение в металлическое изделие.
Этот металл характеризуется высокой проводимостью тепла. Его температура плавления – 1064 С, а кипения – 2856 С.
Не стоит забывать, что и другие часто используемые материалы в кузнечном ремесле: алюминий, медь, чугун, — также считаются легко поддающимися ковке.
Оптимальные металлы для холодной ковки
Для человека, который связан с кузнечным делом, нужно знать, какой металл подходит для холодной ковки.
Действительно, красиво смотрятся ворота или заборы с кованым орнаментом, окна или двери с красиво выполненными металлическими решетками, а также декоративные изделия в доме. Такие детали обычно делаются методом холодной ковки, при котором металл для соединения не нагревают.
Так какой же металл используют для холодной ковки?
Все очень просто.
Как правило, используются металлы с заниженным уровнем углевода, с возможными примесями фосфора, меди или никеля.
Сырьем выступает железо или мягкая сталь, которые с легкостью могут быть «склеены» при помощи сварочного аппарата.
Учитывая, что метод холодной ковки достаточно распространён сегодня, то многие начали делать изделия этим способом в домашних условиях. Таким образом, с первого взгляда, получаются обыденные вещи, однако если присмотреться – это будет оригинальное и неповторимое изделие.
Оборудование для ковки металла: преимущества и недостатки
Рано или поздно, человек, который занимается кузнечным делом – покупает специальное оборудование для своей мастерской.
В печи самое лучшее разогревать металл до нужной температуры.
Обычно начинают с малого и устанавливают наковальню и молоток, чтобы проводить основные операции ковки металлов. Можно иметь в своем арсенале также болгарку, клещи для придерживания разогретого металла.
В большой мастерской лучше всего установить горн для нагревания металла или же муфельную печь.
В таких приспособлениях легко и быстро нагревать материал до необходимой температуры.
Если же вы занимаетесь исключительно холодной ковкой, то такое приспособления можно и не устанавливать.
Как и у любого кузнеца, у вас должны быть базовые инструменты:
- «Улитка». При ее помощи создаются спиралеобразные уникальные изделия. Недостатком такого инструмента является то, что завитки можно создавать только если деталь не более чем 12 мм.
- «Фонарик». Инструмент, с помощью которого делаются переплетенные композиции для прутов диаметром до 30 мм.
- «Гнутик». Основной инструмент для ковки, с помощью которого сгибается металл.
- «Волна». Помогает создавать волнообразные предметы.
- «Твистер» используется для перекручивания деталей вдоль оси. Инструмент с виду похож на «фонарик».

Гнутик – один из неотъемлемых инструментов кузнеца.
Также вам могут пригодиться:
- фрезерный станок,
- пульверизатор для покраски изделий,
- токарный станок,
- сварочный аппарат
Оборудование для холодной ковки
Чтобы заниматься холодной ковкой металла достаточно приобрести ручной инструмент и сварочный аппарат.
Также можно обзавестись такими инструментами как:
Немаловажным преимуществом холодной ковки является тот факт, что для создания изделий не нужно прилагать больших физических усилий. Также, работа этим способом не занимает много места.
Кузнецу-новичку, важно помнить, что следует соблюдать все правила ковки металлов, оборудовать нужным образом свою мастерскую и владеть знаниями базовые техники – ключ к успеху профессионала.
Источник:
http://solidiron.ru/obrabotka-metalla/kovka/osnovy-kovki-metalla.html
Способы ковки: может ли холодная быть альтернативой горячей
Люди давно подметили, что разогретому в кузнечном горне металлу можно придать практически любую форму. Кованые изделия отлично смотрятся в любом интерьере. Они могут быть элементом декора как деревянных, так и каменных коттеджей.
Среди владельцев частных домов вряд ли найдётся такой человек, который не хотел бы иметь кованую ограду, перила или лестницу. Но, несмотря на множество плюсов, изделия, полученные при помощи горячей ковки – процессе, при котором металл под действием высокой температуры становится пластичным, из-за высокой цены доступны не всем. Есть альтернатива – холодная ковка металла. Главный её плюс не только низкая цена, но и доступность технологии для самостоятельного повторения.
Некоторые специалисты считают название «холодная ковка» не совсем правильным. По их мнению, ковкой можно назвать только процесс пластичной деформации раскалённого металла. Но название этого способа металлообработки прижилось. Более того, пользователи FORUMHOUSE считают, что в ряде случаев, холодная ковка металла может стать достойной заменой ковке горячей. Так ли это на самом деле мы расскажем в сегодняшнем материале.
Особенности холодной ковки
Существует расхожее мнение, что изделия полученные методом гнутья выходят однообразными, больше похожим на фабричную штамповку, поставленную на поток. Однако практика показывает, что при надлежащем подходе, с помощью холодной ковки можно создавать настоящие авторские работы.
Чаще всего методом холодной ковки металла делают:
- решётки на окна;
- элементы козырьков, перилл и навесов для входной группы;
- декоративные элементы для заборов ворот и калиток;
- фигурные ножки для столов и стульев;
- элементы декора: подставки под цветы, каминные решётки, обрамление картин, зеркал и т. д.
 д.
д.Под художественную – горячую ковку металла, выдаются изделия полученные методом холодной деформации на специальном оборудовании, в дальнейшем сваренных в одно целое: элементы забора, ограды или калитки. Причём, непосвящённый человек, сразу и не поймёт, каким способом ковки было изготовлено это изделие.
На мой взгляд, кованые элементы выполненные методом холодной деформации (гнутья), смотрятся ничуть не хуже тех же элементов выполненных вручную – горячей ковкой. А стоят дешевле.
Холодная ковка металла позволяет с помощью достаточно простого набора оборудования, создавать типовые элементы – торсионы, раскатанные пики, волюты, элементы пространственной гибки. И затем, комбинируя этот набор, (примерно из 10-15 видов типовых элементов) создавать сложные узорчатые изделия. Освоить процесс гнутья может любой человек владеющий слесарным инструментом, было бы желание.
Существенное преимущество холодной ковки металла перед ковкой горячей – высокая производительность. Для работы не требуется много места. Нет необходимости обустраивать и разжигать горн, ковать, стучать молотом по наковальне. Меняя только оснастку, можно быстро создавать разнообразные элементы, но для соединения узлов потребуется хорошо освоить сварочное дело.
Для работы не требуется много места. Нет необходимости обустраивать и разжигать горн, ковать, стучать молотом по наковальне. Меняя только оснастку, можно быстро создавать разнообразные элементы, но для соединения узлов потребуется хорошо освоить сварочное дело.
Я когда-то я занимался холодной ковкой и научился варить полуавтоматом за два дня.
Форумчане рекомендуют начинать практиковаться в холодной ковке с простых изделий. Необходимо «набить руку», понять, как ведёт себя металл при гнутье, а потом переходить к более сложным и масштабным работам.
Для получения хорошего результата, процесс холодной ковки металла следует разбить на ряд последовательных этапов:
- Идея и постановка задачи.
- Схематический набросок идеи от руки на бумаге.
- Точная прорисовка изделия, либо от руки, либо в графической программе.
- Разбивка всего изделия на отдельные простые элементы.
- Прорисовка, или распечатывание на принтере, узлов изделия в натуральную величину.

- Расчёт количества необходимого материала.
- Изготовление отдельных элементов.
- Шлифовка и сборка (сваривание) отдельных элементов в единую конструкцию.
Несмотря на кажущуюся простоту, занятие холодной ковкой металла требует вдумчивого подхода и грамотного расчёта всех деталей будущего изделия. Эксперты FORUMHOUSE советуют – для визуализации идеи, предварительно изготовить отдельные узлы из проволоки в натуральную величину. Это поможет понять, как будут сочетаться различные элементы друг с другом и вовремя исправить ошибки, либо найти более удачное комбинацию узоров и отдельных элементов.
К основным элементам, получаемым при холодной ковке металла, относятся:
- Лапки и пики. Эти элементы раскатываются из металлического прута.
- Завитки. Включают в себя: волюту, червонку и улитку. У волюты, или, как её ещё называют баранки, концы загнуты в одну сторону. Червонка похожа на знак $. Улитка напоминает запятую.
 Улитка напоминает запятую.
Улитка напоминает запятую.- Кольца делаются из прута, круглого или квадратного сечения, намотанного на специальную оправку. Получается своеобразная металлическая пружина, которую затем нарезают на кольца.
- Торсион. Один из самых распространённых элементов. Получается путём скручивания одного или нескольких прутов.
Все вышеперечисленные элементы можно сделать, комбинируя всего три технологических процесса.
1. Вытяжка. Благодаря этому процессу, за счёт уменьшения сечения заготовки, она увеличивается в длину. Таким образом, обычно получают лапки и пики, для чего металл помещают в специальный раскаточный или опрессовочный станок. За счёт пропускания заготовки через вальцы, и постепенного уменьшения расстояния между ними, материал раскатывается. Также на вальцах могут быть нанесены рельефные насечки, которые придают поверхности заготовки определённую текстуру.
2. Кручение. Металл (полоски или прутья) закручиваются вдоль своей оси. Закручивать можно одну, две, три, и более заготовок. Для этого один конец заготовки (или заготовок) помещают в тиски, а другой начинают поворачивать вдоль оси. Если скрутить несколько прутков, а затем сжать их, приложив усилие вдоль оси, то они разойдутся по дуге. Получится утолщение из сплетённых прутьев под названием «Фонарик» или «Корзинка».
Закручивать можно одну, две, три, и более заготовок. Для этого один конец заготовки (или заготовок) помещают в тиски, а другой начинают поворачивать вдоль оси. Если скрутить несколько прутков, а затем сжать их, приложив усилие вдоль оси, то они разойдутся по дуге. Получится утолщение из сплетённых прутьев под названием «Фонарик» или «Корзинка».
3. Гнутьё. Металл гнут на специальном станке, используя шаблоны.
Чтобы гнуть металл в разных плоскостях, необходима простейшая оснастка и нехитрое станочное оборудование. На рынке представлено множество станков для холодной ковки. Но из-за высокой цены, их приобретение оправдано только в том случае, если планируется дальнейшее получение прибыли. Начинающий мастер, занимающийся холодной ковкой «для себя», вполне может обойтись самодельными станками для гнутья металла.
Все инструменты для холодной ковки (кроме сварочного аппарата) можно сделать из подручных средств.
Для холодной ковки металла чаще всего используются следующие инструменты:
- Гнутик. С его помощью заготовка изгибается под определённым углом.
 С его помощью заготовка изгибается под определённым углом.
С его помощью заготовка изгибается под определённым углом.- Улитка. С её помощью заготовка загибается по спирали. Меняя шаблоны можно изменять радиус изгиба.
- Фонарик. Это приспособление напоминает оснастку для токарного станка. С помощью этого инструмента, металлические заготовки переплетаются друг с другом для получения одноимённого элемента.
- Волна. Принцип действия этого инструмента понятен из названия. С его помощью металлу придаётся волнообразная поверхность. Расстояние между «гребнями» волн, и их высоту, можно регулировать в зависимости от настройки станка.
- Твистер. Скручивает полосу или пруток вдоль продольной оси.
Принцип работы всех вышеперечисленных станков весьма прост. Он основан на прикладывании определённого усилия к заготовке через рычаги, приводящего к деформации металла. Гнутьё металла на станках происходит вручную. Для облегчения труда, некоторые станки оснащаются электродвигателями, что увеличивает их цену. Многие домашние мастера предпочитают изготавливать станки для холодной ковки самостоятельно. Также с приходом опыта, и увеличения сложности изделий, приходится дооснащать станки разнообразной оснасткой – шаблонами, кондукторами, упорами, ограничителями.
Многие домашние мастера предпочитают изготавливать станки для холодной ковки самостоятельно. Также с приходом опыта, и увеличения сложности изделий, приходится дооснащать станки разнообразной оснасткой – шаблонами, кондукторами, упорами, ограничителями.
Здесь открывается большой простор для творчества. Каждый мастер делает приспособления под свои задачи. Важно соблюдать принцип разумной достаточности. Самые красивые изделия можно сделать, используя минимум приспособлений.
Секреты холодной ковки
Один из главных вопросов начинающих мастеров: «Какой металл подходит для холодной ковки». По мнению форумчан нужно не пожалеть времени и обойти местные металлобазы, и ознакомится с тем перечнем, который они предлагают. Для холодной ковки используется самый обычный «чёрный» металл. Ходовой размер для полос — ширина 14 и 16 мм, толщина 2-4 мм. Пруток — квадрат со стороной до 10 мм. Такой материал проще гнуть. Более толстый материал, полосу 20х4 мм и т. п., придётся сначала разрубить.
п., придётся сначала разрубить.
Квадрат сейчас катается из кругляка на холодную, поэтому на выходе имеем нагартованный, очень жёсткий металл. Приходится его отжигать. Также при холодной ковке нужно обязательно учитывать тот факт, что при накрутке металл может «отыграть», изменив свою форму.
После того как все заготовки сделаны, их собирают и сваривают, для чего удобно использовать специальный сборочный стол. Перед сваркой готовые изделия необходимо зачистить.
Я рекомендую сборочный стол разлиновать подобно тетрадке «в клеточку». Это поможет быстро и правильно, без излишних трудоёмких замеров, разложить все детали. Наличие струбцин обязательно! Хорошо себя зарекомендовали так называемые – струбцины с параллельными губками. Они позволяют «подлезть» в труднодоступные места.
Финальным штрихом становится окраска готового изделия. Этот этап очень важен. Даже самый красивый узор может быть испорчен небрежной финишной отделкой. И здесь есть свои рецепты.
И здесь есть свои рецепты.
Изделия, полученные методом холодной ковки, советую покрыть патиной. Это подчеркнёт фактуру материала.
Но фирменная патина дорого стоит. Поэтому форумчанин предложил свой – «бюджетный» рецепт патины. Он берёт в порошке серебряную или золотистую краску, заливает её лаком для металла или дерева. Далее берём маленькую кисточку, и, размешав смесь, (пока серебрянка не осела) круговыми движениями, слегка касаясь заготовки патинируем её.
Ещё один секрет форумчанина: декорировать изделия полученные методом холодной ковки помогает ржавчина, но при условии, что металл не прогнил насковзь.
Тронутый коррозией, он приобретает эффектную фактуру и не требует дополнительной декоративной обработки поверхности.
Такое изделие выглядит «под старину», словно ему не один десяток лет, а не новоделом.
Холодная ковка увлекательный процесс, стоит только попробовать, вложить труд и силы. Если заболел металлом – это навсегда. Наградой же станет уникальные предметы декора, сделанные собственными руками!
Наградой же станет уникальные предметы декора, сделанные собственными руками!
Источник:
http://www.forumhouse.ru/journal/articles/6093-sposoby-kovki-mozhet-li-holodnaya-byt-alternativoi-goryachei
Металлические изделия своими руками из элементов холодной ковки
В последнее время заметно увеличился спрос на эксклюзивные изделия. Стоит только посмотреть на кованые ворота или решетки, и сразу создается впечатление роскоши и богатства. Многие интересуются, как изготовить изделия методом холодной ковки своими руками, и это, оказывается, совсем не сложно.
Предназначение кованых изделий
Художественная ковка, созданная своими руками, прочно заняла лидирующую позицию на современном рынке. Эти изделия можно встретить не только на заборах и воротах, но и на кроватях в обычных квартирах. Существует несколько видов изделий, где ковка используются чаще всего:
- Ворота.
- Заборы.
- Решетки.
- Лестницы.
- Беседки, мангалы.
- Мебель и ее принадлежности.
На практике такой список можно пополнять бесконечно. Ведь именно с развитием прогресса кованые элементы могут быть полезны для чего угодно. Популярными их делает не только прочность материала, но и его изящный вид.
Из-за такого большого спроса на кованые изделия невольно стоит задуматься, почему людям так нравятся элементы художественной ковки. Ведь металл — материал холодный, тяжелый, подвергающийся коррозии в окружающей среде. В противовес этим негативным факторам есть множество благоприятных:
- Долговечность.
- Изысканная красота.
- Повышенные защитные функции.
- Возможность изготовления по любым габаритам и размерам.
- Полная возможность фантазии при изготовлении.
- Кованые изделия прекрасно сочетаются с другими материалами.

И это далеко не весь список достоинств кованых элементов. Если объединить все вышесказанные выражения, то предметы из металла — это долговечные, прочные и весьма красивые изделия.
Недостатки металлических элементов
Как бы хорошо ни отзывались о ковке, у всего обязательно найдется и плохое. Причем в этом случае минусы заставляют многих людей отказаться от кованых элементов и изделий.
Безусловно, главный и основной минус — это цена. Дело в том, что на большинство подобных работ уходит уйма времени и сил. Помимо этого, роль играют различные дорогостоящие станки и сама стоимость металла. К примеру, если сравнить обычный забор из профилированного листа и такой же забор с элементами ковки, цена может повышаться чуть ли не в два, а то и в три раза.
Следующий и последний минус ковки — это подверженность коррозии. Как бы хорошо ни обрабатывался материал, на металл всегда будет плохо воздействовать влажность и сырость.
Виды изделий
Если рассматривать виды и стилистику ковки, то они предполагают огромный простор для творчества. Это и есть один из главных преимуществ. Можно изготовить как простые и строгие изделия, так и более сложные с элементами особенного гиба и рисунка. Какой бы ни был вид изделия, его всегда легко сочетать и устанавливать с другими строительными материалами и архитектурами. По методу работы ковка делится на два вида:
Это и есть один из главных преимуществ. Можно изготовить как простые и строгие изделия, так и более сложные с элементами особенного гиба и рисунка. Какой бы ни был вид изделия, его всегда легко сочетать и устанавливать с другими строительными материалами и архитектурами. По методу работы ковка делится на два вида:
Несмотря на то что по структуре оба варианта дают одно и то же изделие, они сильно различаются по цене и особенностям.
Холодная ковка
Выполняется без нагревания металла, соответственно, подвергается большему механическому давлению. Обычно используют специальные станки для холодной ковки, но бывают случаи, когда холодную ковку своими руками делают различными самодельными способами. Имеется несколько плюсов метода:
- Более низкая стоимость по сравнению с горячей.
- Доступность элементов.
- Возможность комбинировать рисунки с помощью сварки.
- Более удобная возможность изготовления своими руками.
- Меньшее воздействие опасности при работе.

Если говорить объективно, можно найти и отрицательную сторону. Отметим и несколько минусов работы:
- Ограничение по работе с элементами.
- Более стандартные и геометричные виды работ.
Можно уверенно сказать, что холодная работа вполне заменит горячую по цене.
Горячая ковка
Такой вид ковки был изобретен задолго до холодной. Ведь ранее не было мощных станков и других приспособлений для того, чтобы изогнуть металл без нагревания. Однако такой вид гораздо практичнее холодного.
При нагревании металл становится более пластичным, а значит, лучше поддается растяжению, сжатию и изгибу. При работе с горячим металлом можно выполнить более сложный элемент, чем с холодным.
При работе с горячим металлом можно выполнить более сложный элемент, чем с холодным.
Коррозия металла
Коррозия металла — один из важных факторов воздействия на изделие. Элементы художественной ковки металла следует обрабатывать покрасочными маслами, чтобы коррозия не появлялась долгое время.
На более дорогих изделиях перед покраской используют специальный станок по очистке металла. Несмотря на стоимость такой работы, это одно из лучших средств по очистке металла от ржавчины и коррозии.
Если бюджет позволяет использовать дорогостоящую работу по отчистке металла, то можно позволить и дорогостоящую покраску. Обычно для такой работы используют цинксодержащие масла, которые могут проникать в верхний слой металла и не дают воздействовать влаге.
Покраска кованых изделий
Любое металлическое изделие перед покраской требует нанесения грунтовки. Если не предпринять таких действий, то даже самая дорогая краска потеряет свои свойства. Все дело в том, что любая грунтовка имеет сопротивление коррозии и лучше прилегает к металлу.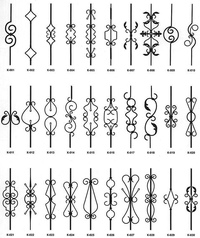 Именно поэтому краска будет прочнее держаться на грунтовке, нежели на чистом металле.
Именно поэтому краска будет прочнее держаться на грунтовке, нежели на чистом металле.
Дешевая грунтовка и краска не будут давать нужного эффекта для кованых элементов. После их нанесения краска быстро выцветает и слезает с покрытия.
Существуют особые виды краски — «3 в 1». Они имеют комбинированные свойства грунтовки и краски. Обычно такие материалы стоят гораздо дороже, но при их использовании не нужно будет тратиться на грунтовку.
Что нужно для ковки
Если обратить внимание на горячую ковку, то без должного умения и оборудования заниматься таким видом работы самостоятельно попросту не получится.
Однако существует и холодный вид работ, которым занимается множество людей без профессиональной подготовки. Для большинства таких работ и изготовления несложных элементов декора не требуются специальные станки.
Множество любителей изготавливают похожие станки из подручных средств. В принципе, самодельное оборудование не очень отличается от профессионального, но имеет менее развитый функционал.
При холодной работе не стоит забывать о том, что понадобится весьма серьезная физическая подготовка. Помимо выносливости, понадобятся такие инструменты, как:
- Сварочный аппарат.
- Болгарка.
- Молот.
- Наковальня.
- Различные обрабатывающие инструменты.
Для работы сварочным аппаратом потребуются навыки сварщика. Так как кованые изделия чаще всего требуют аккуратности и прочности, навыки специалиста должны быть далеко не на начальном уровне.
При работе с болгаркой также потребуется немалый опыт. Ведь это довольно опасный инструмент, если обращаться с ним неправильно. А также не следует забывать о технике безопасности и надевать защитные очки.
Молот и наковальня — это главное при работе с коваными элементами. Всегда потребуется что-то поправить или выпрямить при неправильном гибе.
К обрабатывающим материалам можно отнести щетки, наждачки, напильники и другое. Чтобы ваши элементы выглядели аккуратно и красиво, каждый сварочный шов следует хорошо обрабатывать.
Источник:
http://sotka.guru/kak-eto-sdelat/metallicheskie-izdeliya-svoimi-rukami-iz-elementov-holodnoy-kovki.html
Ковка металла своими руками: Инструкция +Фото и Видео
Ковка металла: основные процессы, разновидности. Ковка металла – это способ обработки материала, который выполняют для того, чтобы придать металла необходимый размер и форму. Горячая ковка дает возможность обеспечить производство поковок, которые в будущем будут использованы в производстве или в бытовых целях.
Стоит отметить, что в последние годы стали популярнее кованые изделия, которые используют как ограждения, решетки, ворота и прочее.
Немного истории + интересные факты
Интересно, что одна из наиболее распространенных фамилий во всем мире пошла именно от кузнечного дела. В России это Кузнецов, во Франции Ферран, а в Британии Смит. Это показывает, насколько данное ремесло было и остается распространенным в этом мире.
Принято считать, что основой слова «коварство» является такое глагол, как «ковать». Дело в том, что большинство племен и народов считали, что кузнечное дело – это что-то малопонятное и покрыто страшной тайной. Кузнец (коварь) делал ковы, вязал путы, и со временем слово «коварство» стало синонимом к мудрости, умениям и навыкам. Спустя какое-то время оно стало синонимом к злобным планам и умыслам. Одновременно стали появляться такие распространенные словосочетания, как «ковать свое счастье» и «ковать судьбу», что носит исключительно позитивный характер.
При масштабной унификации производства и использования таких типов оборудования, как штамповочное, прокатное, использования управления посредством компьютерного обеспечения почти вытеснило кузнечное дело из индустрии, но, тем не менее, оно осталось и сейчас пользуется невероятной популярностью среди дизайнеров, а также специалистов, которые занимаются проектированием интерьера. Современный кузнец умеет делать такую продукцию, которую будут использовать в качестве оград, лестниц, а также в роли архитектурного оформления строений и прочее.
Современный кузнец умеет делать такую продукцию, которую будут использовать в качестве оград, лестниц, а также в роли архитектурного оформления строений и прочее.
В 21 веке это привело к тому, что проектирование кованых изделий делаю в специальных программах-конструкторах 3D, которые предназначены для разработки деталей разного предназначения. Свободная ковка используется для многих видов металла. При помощи данной операции есть возможность сделать и предметы обихода, а также предметы, которые представляют собой исключительно художественную ценность.
К слову, данный способ обработки металла используют и в деле ювелиров. Кстати, самым ковким металлом считается золото, так как оно имеет невероятную пластичность, текучесть, тягучесть и много других свойств, которые дают возможность делать из него невероятно красивые и практически бесценные изделия. Вы можете посмотреть на фото и видео ковки металла, в частности золота. На практике чаще всего используют лишь два типа ковки – холодный и горячий.
Основные способы ковки металла
Свободная ковка может быть выполнена, если металл разогрет до требуемого уровня. Данный способ называют еще горячей ковкой, и еще недавно это был единственный и основной способ изготовления кованых деталей. Но за последние несколько десятков лет способ холодной ковки стал не менее популярен. Он отличается от горячего тем, что его использование дает возможность экономить на площадках производства, нет необходимости поддерживать в рабочем состоянии энергетически затратный кузнечный горн и прочее.
Горячая ковка
Как уже говорилось, проведение горячей ковки возможно, если нагревать металл до температур, когда тот меняет свои характеристики прочности и становится пластичным, что дает возможность относительно легко его обрабатывать при помощи ударного инструмента и других приспособлений. Горячий способ обработки предполагает использовать особые технологии обработки металла, которые дают возможность сделать готовые изделия разнообразнее.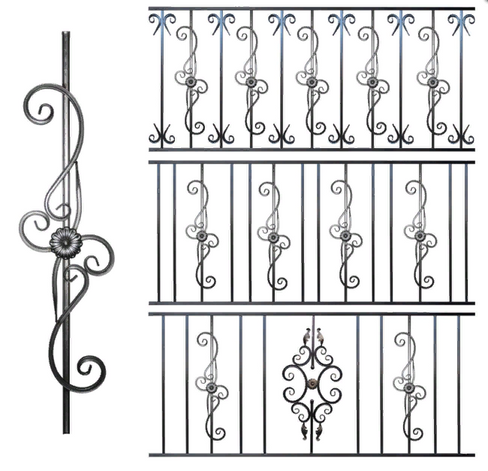
Но кроме преимуществ есть и некоторые недостатки метод. К ним отнесем то, что для нагревания металла требуется наличие горна или муфельной печи. Отметим, что такое оборудование помимо своей цены будет дорого обходиться и в дальнейшем, при использовании, так как потребуется оплачивать его обслуживание и топливо.
Также использование открытого источника огня является далеко небезопасным занятием и требует от мастеров соблюдения мер безопасности в повышенной мере. Кроме того, для выполнения горячей ковки требуется, чтобы у мастера были определенные знания и навыки, чтобы разбираться в температурных параметрах различных видов металла.
Ручная ковка
Ручная ковка металла обязательно должна быть выполнена в специальных мастерских, которые оснащены всем необходимым.
В перечень оснастки входит такое оборудование:
- Система воздухоотвода.
- Муфельная печь или кузнечный горн.
Наковальня, которая представляет собой металлическую чушку большого размера (и весом до ¼ тонны) может иметь такие технологические приспособления, как калиброванные отверстия или рога. Для изготовления наковальни требуется легированная сталь 45-ого номера. На наковальне можно выполнять ковку металла своими руками и придавать разогретым заготовкам требуемые размеры и формы. Помимо этого, на наковальне можно даже ковать лист.
Для изготовления наковальни требуется легированная сталь 45-ого номера. На наковальне можно выполнять ковку металла своими руками и придавать разогретым заготовкам требуемые размеры и формы. Помимо этого, на наковальне можно даже ковать лист.
Холодная ковка
Большую часть работ из холодной ковки выполняют на спроектированном по особым чертежам оборудовании. Можно перечислить определенный список оборудования, которое следует использовать при холодной обработке металла. Обычно такое оборудование может показать свою эффективность при выполнении большого объема работ для архитектурного оформления сооружений и зданий.
Среди оборудования, которое используют для получения изделий способом холодной ковки, назовем следующие:
- Торсионный, с ним можно выполнять кручение прутка вокруг собственной оси.
- Волновой, на нем делают волнообразные детали.
В парке оборудования для холодного способа ковки насчитывается лишь десяток единиц. Некоторые из них могут работать от мускульной системы оператора, а что-то работает от привода. Некоторые мастера делают самостоятельно подобное оборудование, а также создают модификации.
Некоторые из них могут работать от мускульной системы оператора, а что-то работает от привода. Некоторые мастера делают самостоятельно подобное оборудование, а также создают модификации.
Разновидности кузнечных работ
Ковка металла выполняется при помощи механического или ручного ударного инструмента – это может быть пресс или кувалда, причем пресс может работать от гидравлического, электрического или пневматического привода. Штамповка и ковка дают возможность получить детали, которые бывают разные по весу и размерам.
Использование ковки дает возможность повысить механические параметры стали и оптимизирует внутреннюю структуру. Именно по этой причине такие детали, как шатуны, делают с использованием ковки или штамповки. Ковку можно поделить на такие типы – ручная и машинная. Для ручной используют ударные инструменты ручного типа, к примеру, кувалду и молот, а все работы по обработке выполняют непосредственно на наковальне.
Для ручной используют ударные инструменты ручного типа, к примеру, кувалду и молот, а все работы по обработке выполняют непосредственно на наковальне.
Машинная ковка требуется для объемных и тяжелых заготовок, которые после обрабатывают под прессовым оборудованием, а меньшие по размеру и с небольшим весом можно обработать молотом.
Обработка материала изготовления при помощи ударов, в свою очередь, разделяют на обработку в штампах и свободную ковку. Второй вид подразумевает сжатие заготовки между основанием и прессом. Формирование готового изделия происходит благодаря вспомогательным инструментам, применяемым кузнецом. При штамповке металл получает размеры и форму в пределах штампа инструмента.
Для того, чтобы изготовить отдельные детали, следует для начала сделать отдельный штамп. По сути, штамповка и ковка являются промежуточными операциями в технологии, которые помогают сделать заготовки, а те в будущем будут использовать и дополнительно обрабатывать посредством сварки или фрезеровки.
Типы современного оборудования
Кузнечно-штамповочное оборудование
В промышленном масштабе часто используют много кузнечно-штамповочного оборудования, которое можно классифицировать по таким параметрам:
- Температура обрабатываемой заготовки. Для этого используют ковочные машины, а также оборудование для холодной и горячей штамповки (объемной и плоской).
- По операциям, которые выполняют на оборудовании. Их можно разделить на основное, заготовительное и финишное KШO.
- По типу подачи и удаления готовых изделий с рабочего пространства. На практике же используют оборудование, на котором все описанные операции можно выполнить в ручном, полуавтоматическом и автоматическом режиме.
- По разновидности привода. Штамповочные машины и прессы могут работать от сжатого воздуха, гидравлики и электричества.
- По ключевому параметру, обычно это номинальное усилие, которое создается при помощи пресса, или же рабочий момент.

Индукционные нагреватели
Перед проведением горячей обработки (горячей ковки металла) заготовки следует разогреть до определенного уровня температуры. Для этой задачи используют различные типы нагревательного оборудования, причем в этот список входят индукционные нагреватели. В них заготовка предварительно прогревается перед штамповкой, ковкой, гибкой и прочими операциями.
Обратите внимание, что данная форма прогревание имеет ряд преимуществ перед остальными способа нагрева, к примеру, перед электрическим или газовым.
В частности, отмечают:
- Использование индукционного типа нагревателей дает возможность снижать затраты на энергию и это важно, особенно при постоянном возрастании тарифов также это дает возможность сделать изделие дешевле, благодаря чему продажи возрастут.
- Использование нагревателей дает возможность повысить производительность труда, так как индукционное нагревание дает возможность уменьшить время, которое затрачивается на прогревание детали.
- В автоматических печах благодаря точности установки и расположения заготовки в индукторе точность нагрева повышается.
- Нагревание заготовки в таких печах отличается малым количеством окалины, что положительно сказывается на сроке эксплуатации штампового инструмента.
- Установка индукционного типа оборудования дает возможность освободить место в производственных помещениях.

Заключение
Теперь вы узнаете, что собой представляет процесс ковки, а еще какие есть способы обработки металла. Обязательно ознакомьтесь с видео в статье – это поможет подробнее разобраться в процессе и увидеть наглядно все то, что описано в статье.
Источник:
http://domsdelat.ru/poleznie-soveti/kovka-metalla-foto-i-video.html
Нож своими руками
Хороший нож – вещь крутая, нужная и красивая. Хороший нож своими руками – уже не вещь, а символ человека, который его сделал. Это непросто, но если задаться целью, то добиться успеха в ковке ножей собственного дизайна реально.
Хороший нож своими руками – уже не вещь, а символ человека, который его сделал. Это непросто, но если задаться целью, то добиться успеха в ковке ножей собственного дизайна реально.
Несмотря на то, что речь идет о технологии горячей ковки с использованием качественной легированной стали, подготовка работ и изготовление ножа – процессы вполне доступные для каждого человека. Главное – принять решение.
Что такое хороший нож
Для начала договоримся о функциональном назначении ножа, который вы собираетесь делать своими руками. Скорее всего, самым оптимальным выбором будет ориентация на изготовление качественного охотничьего ножа. С охотничьими ножами тоже нужна ясность: какой именно является самым универсальным?
[box type=”fact”]Опытные охотники могут иметь солидные коллекции охотничьих ножей самого разного размера и качества, но на охоту они ходят только с одним.[/box] Ковка ножа из троса.
Он будет самым подходящим. После анализа и опросов в охотничьих источниках появилось описание усредненного ножа охотников, который может считаться самым универсальным.
Для российских условий охоты таким будет нож, средний по размерам со следующими габаритами:
- Клинок может быть длиной от 12 до 14 сантиметров, шириной – не более 3-х см.
- Толщина лезвия – примерно 3 – 4 мм.
- Общая длина ножа насчитывает от 23 до 27 сантиметров.
Сталь и только сталь
Выбор металла небогатый, если точнее – выбора у вас нет вообще. Только сталь для ковки ножей, без вариантов. Разберемся, что такое сталь в принципе: это сплав железа с углеродом. Обычный углеродный диапазон содержания в стали – от 0,1% до 2,5%. Чем выше уровень его содержания, тем сталь прочнее и устойчивее к внешним воздействиям, но она сразу же теряет пластичность и вязкость.
Свойства стали, которые оказывают самое прямое влияние на хорошее качество изделия:
- Высокая устойчивость к износу зависит от твердости стали, которая, в свою очередь, зависит от содержания в сплаве углерода.
- Высокая прочность – сохранение целостности изделия под действием внешних сил.
- Твердость – ее сопротивление деформации.
- Высокая пластичность – способность стального изделия гнуться под влиянием внешних сил, а затем восстанавливать форму.
- Красностойкость – это устойчивость металла к высоким температурам. Твердые марки стали – самые красностойкие.

Немаловажно то, что все пять показателей тесно взаимосвязаны. Чем, например, пластичнее марка стали, тем ниже ее твердость. Свойствами сплавов можно управлять с помощью добавок и легирующих элементов.
Теперь о легировании. Это целенаправленное добавление в металл добавок для изменения различных свойств в лучшую сторону. Чем только сталь не легируют: никелем, молибденом, кобальтом и др. Нас интересует легированная инструментальная сталь, обладающая вышеописанным свойствами. Марок высококачественных металлов много, их характеристики можно найти в многочисленных справочниках и руководствах.
Нам же достаточно понимать общие принципы, чтобы найти подходящую сталь для нашего ножа. Далеко за ней ходить не нужно, ковка ножа производится из подшипников, напильников, рессор, сверл и даже металлических тросов. В каждом случае есть технические нюансы, но общие правила ковки ножей дома одинаковые и строгие.
Далеко за ней ходить не нужно, ковка ножа производится из подшипников, напильников, рессор, сверл и даже металлических тросов. В каждом случае есть технические нюансы, но общие правила ковки ножей дома одинаковые и строгие.
Дизайн клинка, нож и закон
Речь не о красоте, а о форме клинка, которую необходимо выбрать и сделать эскиз на старте подготовительных работ. Основных форм профилей клинков немного: кинжал, прямой обух, профили с повышенной или пониженной линей обуха, финка или «боуи, козья ножка, «танто».
Сразу заметим, что, например, «танто» или финка и «боуи» относятся к холодным видам оружия.
[box type=”info”]Внимание! Перед выбором формы клинка нужно внимательно прочитать о характеристиках холодного оружия, чтобы не попасть с выбранной формой под уголовную статью. Если ношение холодного оружия штрафуется небольшой денежной суммой, то за изготовление и сбыт холодного оружия можно получить два года лишения свободы.[/box] gif» data-lazy=»true» data-src=»https://www.youtube.com/embed/7IwLYDIHcS4?feature=oembed»/>
gif» data-lazy=»true» data-src=»https://www.youtube.com/embed/7IwLYDIHcS4?feature=oembed»/>
Инструменты для ковки ножей
Какие инструменты потребуются для ковки:
- большой молот до 4 кг и маленький молоток до 1 кг;
- наковальня;
- аппарат для сварки и болгарка;
- точильный станок;
- печь;
- щипцы и разводной ключ.
Нож из сверла, этапы работы
Как правильно сделать нож из сверла:
Кузнец создает заготовку ножа.
- Разбираемся со сверлами и сталью. Сверло – один из самых популярных источников стали для самодеятельных кузнецов. В самом деле, у легированной вольфрамом и молибденом стали Р6М5 великолепные характеристики для будущего классного ножа: она чрезвычайно прочная, обладает высокой устойчивостью к износу и к тому же легко затачивается, а это особенно важно для ножей. Аналогичная сталь на импортных, исключая китайские, сверлах обозначается как HHS – High Speed Steel, сталь для работы на больших скоростях. Самым лучшим вариантом будет сверло из стали, в которую кроме вольфрама и молибдена добавлен кобальт, она еще устойчивее и называется Р6М5К5. Ну а импортные сверла станут в этом случае HHS-Co. Итак, запоминаем: ищем отечественные сверла из Р5М5 с добавлением кобальта, или импортные, исключая китайские) HHS тоже с добавкой Co.
Если у вас в руках большое сверло, рассмотрите его внимательно. Обычно они состоят из двух частей: хвостовика из самой обычной стали и рабочей спирали из нужной нам стали Р6М5. Границу можно определить по искрам при проточке сверла вдоль его длины. Сноп искр на участке легированной стали будет красноватый и редким. На участке обычной стали искры выйдут желтыми, сноп будет большим. - Обжиг стали. Это простой и «спокойный» этап работы. Печь нужно разжечь и нагреть в ней заготовку примерно до 600° – 700°, выдержать такой режим около четырех часов, затем дать остыть печке вместе с заготовкой.
Внимание! Этот этап во многих источниках и руководствах не описан. Зачем это делать? Дело в том, что большинство кустарных мастеров делают ножи из уже готовых и закаленных инструментов. Их обжиг нужен именно в таких случаях, иначе при дальнейшей ковке в структуре металла может возникнуть ненужное напряжение. Для справки: температуру в 700° легко проверить с помощью соли – при этой температуре она начинает плавиться. - Разогрев сверла. Затапливаем печь с подачей воздуха, после разогрева углей размещаем сверло в печке с помощью клещей. Если ковка ножа выполняется вами впервые, вы можете сделать ошибку с определением температуры нагрева – или перегреть, или нагреть недостаточно. В любом случае температура нагрева должна быть выше 1000° с оранжевым цветом заготовки. Сразу же сверло вынимается из печки и хвостовиком зажимается в тисках. Самое первое и срочное дело – расправить спираль сверла, зажав верхушку разводным ключом. Если вы не успеете раскрутить спираль, сверло может сломаться. Если за один раз спираль не раскрутилась, можно нагреть сверло повторно. В итоге вам нужно получить ровную стальную полоску.
- Ковка и раскатка. Снова раскаливаем стальную полоску и начинаем выравнивать ее ударами тяжелого молота. В итоге полоска должна стать шире и тоньше: от 4-х до 5-ти мм. Ковка ножа – это постоянный контроль цвета стальной полоски. Если она начинает тускнеть и появляются вишневые оттенки, сразу же отправляем ее в печку снова нагреться.
- Внимание! Главное правило печки: лучше лишний раз нагреть и даже перегреть, чем сломать остывшее изделие ударами молота. В помощь кузнецам существует специальная шкала температур и окраски стали. Если при низких температурах уровня 500° – 600° сталь будет темно-коричневого цвета, то при 1000° сталь станет оранжевой. Ну а при самом высоком разогреве до 1300° она станет ослепительно белой.
- Ковка острия лезвия. Один из самых сложных этапов, это и есть та самая ковка ножа по сути. Лезвию нужно придать нужную форму, не изменяя при этом толщину – вы уже добились нужной толщины в 4 – 5 мм на предыдущих этапах. Здесь нужна кое-какая практика: острие нужно постепенно закруглять, а лезвие одновременно оттягивать в длину. Эта работа может не получиться с первого раза, будьте готовы к такой ситуации. Вы ведь обладаете личным качеством под названием «терпение»?
- Ковка режущей кромки. Тоже непростой и важный этап. Он выполняется малым молотком: аккуратными ударами режущая кромка делается как можно тоньше, начиная с середины лезвия. Лезвие при этом должно оставаться ровным. На этом этапе также чрезвычайно важен нагрев заготовки: следить за цветом и при необходимости подогревать его в печке.
- Проковка хвостовика. Здесь все намного проще. Раскаливаем хвостовик в печке и раскатываем его большим молотом. Форма будет зависеть от вашего выбора дизайна ручки, что в данном обзоре не рассматривается.
- Шлифовка. Благодарная и приятная работа: снять лишние слои и неровности, выровнять поверхность до блестящего состояния – одно удовольствие. Следует помнить, что при шлифовке толщина уменьшится, может потеряться до 2-х мм. В итоге нож станет легче и тоньше. Заточка также делается на этом этапе.
- Закалка ножа. Ни в коем случае не пренебрегать этим этапом, несмотря на то, что ваш нож великолепно выглядит и кажется полностью готовым к употреблению. От закалки будут зависеть главные рабочие свойства ножа. После шлифовки и полного остывания нож подогревают в печке до оранжевого или светло-красного цвета, температура примерно 500° – 700°. Затем его быстро опускают в подсоленную воду или масло. В воде сталь начинает «дрожать» – это и есть процесс закалки. Некоторые производят еще одну операцию «на дорожку»: отпускают клинок. Отпуск заключается в небольшом финишном нагреве до появления тонкой оранжевой пленки: тут же убираем нож из печки и даем ему самостоятельно остыть.
 Аналогичная сталь на импортных, исключая китайские, сверлах обозначается как HHS – High Speed Steel, сталь для работы на больших скоростях. Самым лучшим вариантом будет сверло из стали, в которую кроме вольфрама и молибдена добавлен кобальт, она еще устойчивее и называется Р6М5К5. Ну а импортные сверла станут в этом случае HHS-Co. Итак, запоминаем: ищем отечественные сверла из Р5М5 с добавлением кобальта, или импортные, исключая китайские) HHS тоже с добавкой Co.
Аналогичная сталь на импортных, исключая китайские, сверлах обозначается как HHS – High Speed Steel, сталь для работы на больших скоростях. Самым лучшим вариантом будет сверло из стали, в которую кроме вольфрама и молибдена добавлен кобальт, она еще устойчивее и называется Р6М5К5. Ну а импортные сверла станут в этом случае HHS-Co. Итак, запоминаем: ищем отечественные сверла из Р5М5 с добавлением кобальта, или импортные, исключая китайские) HHS тоже с добавкой Co. 
 Если за один раз спираль не раскрутилась, можно нагреть сверло повторно. В итоге вам нужно получить ровную стальную полоску.
Если за один раз спираль не раскрутилась, можно нагреть сверло повторно. В итоге вам нужно получить ровную стальную полоску. Лезвию нужно придать нужную форму, не изменяя при этом толщину – вы уже добились нужной толщины в 4 – 5 мм на предыдущих этапах. Здесь нужна кое-какая практика: острие нужно постепенно закруглять, а лезвие одновременно оттягивать в длину. Эта работа может не получиться с первого раза, будьте готовы к такой ситуации. Вы ведь обладаете личным качеством под названием «терпение»?
Лезвию нужно придать нужную форму, не изменяя при этом толщину – вы уже добились нужной толщины в 4 – 5 мм на предыдущих этапах. Здесь нужна кое-какая практика: острие нужно постепенно закруглять, а лезвие одновременно оттягивать в длину. Эта работа может не получиться с первого раза, будьте готовы к такой ситуации. Вы ведь обладаете личным качеством под названием «терпение»? Благодарная и приятная работа: снять лишние слои и неровности, выровнять поверхность до блестящего состояния – одно удовольствие. Следует помнить, что при шлифовке толщина уменьшится, может потеряться до 2-х мм. В итоге нож станет легче и тоньше. Заточка также делается на этом этапе.
Благодарная и приятная работа: снять лишние слои и неровности, выровнять поверхность до блестящего состояния – одно удовольствие. Следует помнить, что при шлифовке толщина уменьшится, может потеряться до 2-х мм. В итоге нож станет легче и тоньше. Заточка также делается на этом этапе. su/wp-content/themes/breek/assets/images/transparent.gif» data-lazy=»true» data-src=»https://www.youtube.com/embed/wfHksWgI3xg?feature=oembed»/>
su/wp-content/themes/breek/assets/images/transparent.gif» data-lazy=»true» data-src=»https://www.youtube.com/embed/wfHksWgI3xg?feature=oembed»/>
Ножи из напильника, рессоры, троса, подшипника
Особенности обработки заготовок:
Создание заготовки в кузнечной мастерской.
- Нюансы с подшипником. Очень популярный материал. Обычно используется внутренний обод подшипника. Работа практически такая же, как со сверлом. Разница лишь в неудобстве на первых этапах: заготовку из обода очень неудобно держать, поэтому ее лучше приварить к пруту арматуры. Стальную полоску выковывать легче, чем из сверла – здесь ее достаточно выровнять.
- Автомобильная рессора. Великолепный материал с высокой упругостью и стойкостью к износу. Заготовку отрезаем болгаркой, привариваем ее к пруту арматуры так же, как обод подшипника – в этом случае работать намного комфортнее.
- Напильник – второй по популярности вид подручного материала для высококлассных ножей. Особенности стали в напильниках – редкая долговечность и отличная режущая кромка. Нюансы работы с напильником заключаются в обязательной очистке поверхности напильника от насечек с помощью болгарки.
- Ножи из металлического троса. Вариант довольно редкий. Сталь в тросах отвечает далеко не всем требованиям для хорошего ножа. Чаще всего такие ножи делают из-за остающегося рисунка на клинке, который напоминает дамасскую сталь. Такого рода производством нередко занимаются жулики, чтобы продать дилетантам ножи невысокого качества, похожие на знаменитые дамасские. Ковка ножа из троса – сложный процесс, который вряд ли подойдет в качестве дебюта для новичков.
 Особенности стали в напильниках – редкая долговечность и отличная режущая кромка. Нюансы работы с напильником заключаются в обязательной очистке поверхности напильника от насечек с помощью болгарки.
Особенности стали в напильниках – редкая долговечность и отличная режущая кромка. Нюансы работы с напильником заключаются в обязательной очистке поверхности напильника от насечек с помощью болгарки.Ковка ножа своими руками – интереснейшее занятие, которое принесет вам серьезную практическую пользу, эстетическое удовольствие и повышение самооценки. Скорее всего, вы не остановитесь на одном ноже. Нигде нет пределов совершенству, а уж в кузнечном мастерстве тем более. Желаем хорошего металла, горячей печки и добрых друзей!
 su/wp-content/themes/breek/assets/images/transparent.gif» data-lazy=»true» data-src=»https://www.youtube.com/embed/M7Jo6MhRMwc?feature=oembed»/>
su/wp-content/themes/breek/assets/images/transparent.gif» data-lazy=»true» data-src=»https://www.youtube.com/embed/M7Jo6MhRMwc?feature=oembed»/>
Источник:
http://tutsvarka.ru/kovka/kovka-nozhej
Станки для холодной ковки Blacksmith: ручные и электрические
Процесс ковки металла применяется людьми очень давно. Стоящая одиноко кузница, дышащий пылом горн, увесистый молот, превращающий в тонкий лист раскаленную заготовку на тяжелой наковальне — такой образ кузнеца известен нам невероятно длительное время. Сегодня мы рассмотрим станки для холодной ковки Blacksmith.
Кузнечное делоУчиться профессии кузнеца необходимо долгие годы, длительно надо и набираться опыта. Труд кузнеца тяжелый вредный и очень трудоемкий. К тому же кузнечный горн — предмет высочайщей пожарной опасности. Все это мешает нашим мастерам, имеющим желание попробовать свои силы в таком трудном деле, как обработка металла.
Но есть удобный вариант — это процесс холодной ковки, позволяющая придавать заготовкам из прутка или труб необходимую форму и создавать витые и изогнутые элементы самых разных очертаний.
Станки для ковки
Главные преимущества технологии холодной ковки:
- Простой технологический процесс, малое число операций.
- Низкая трудоемкость и себестоимость изделий.
- Высокая повторяемость — изделия одной серии практически идентичны.
Недостатком является ограниченное число базовых элементов ковки, однако при должном мастерстве дизайнера и из них можно создать запоминающееся изделие.
Станки для холодной ковки используют способность металлов к пластической деформации под воздействием механического усилия. Усилие требуется весьма большое, поэтому все устройства оснащаются рычажным, кривошипным или электрическим приводом. Широкое распространение получили несколько типов станков:
- Гнутик – применяется для изгиба заготовки под заданным углом и при заданном радиусе.
- Волна – разновидность гнутика, осуществляющая сразу несколько изгибов, по форме напоминающих бегущую волну.
- Улитка используется для сворачивания конца заготовки в спираль
- Торсион позволяет закручивать заготовку или группы заготовок вокруг продольной оси.

Одним из ведущих российских производителей оборудования для холодной ковки является компания BlackSmith
Основные виды станков и их функционал
От недорогих ручных станков для начинающих знакомиться с холодной ковкой до многофункционального гибочного комплекса с ЧПУ — линейка станков для холодной ковки BlackSmith – пожалуй, самая широкая в России.
Ручные станки для ковки BlackSmith выгодно отличаются от китайского ширпотреба высокой точностью изготовления, большим ресурсом и качественной инструментальной сталью, применяемой для изготовления основных узлов. Кроме гнутиков, улиток и торсионов, BlackSmith предлагает широкий спектр оборудования для подготовительных операций — инструмент для резки металла и правки заготовок.
Кроме гнутиков, улиток и торсионов, BlackSmith предлагает широкий спектр оборудования для подготовительных операций — инструмент для резки металла и правки заготовок.
Гнутик M3-G BlackSmith предназначен для сгибания полосы 40*5 и прутка до 12 мм в дуги, изготовления колец радиусом от 80 мм и гибки углов более 60 градусов.
Ручная улитка M3-V1 BlackSmith позволяет гнуть завитки различной формы из полосы до 40*5 мм, круглого и квадратного прутка до 12 мм.
Торсионный станок M04B-KR BlackSmith представляет собой высокофункциональный набор для изготовления корзинок и витых прутков сечением до 16 мм.
Приспособление для обрезки седловин на концах труб TN1-38/50 BlackSmith работает с трубами диаметром 38 и 50 мм позволяет сделать заготовки для сварных объемных трубчатых конструкций
На верхнем конце продуктовой линейки BlackSmith находится топовая модель UNV3-02 универсальный станок для ковки. Этот комбайн выполняет практически все известные операции холодной ковки и способен создавать такие элементы художественной ковки, как завитки, витые прутки, корзинки, кольца, простые , двойные и обратные завитки, дуги и арки больших радиусов, расплющивать конец прутка в «гусиную лапку», двухстороннюю полуволну и «вчистую»
Преимущества станков Blacksmith
Помимо высокого качества и передовой конструкции, станки для холодной ковки BlackSmith обладают следующими преимуществами:
- высокая производительность оборудования;
- надёжность и компактность ручного кузнечного инструмента;
- возможность открыть своё дело в домашних условиях.
- достаточные складские запасы и четко поставленная работа логистики исключают долгое ожидание заказанного покупателем оборудования.

Еще одно немаловажное преимущество- BlackSmith производит действительно все, необходимое для комплектации домашней мастерской и запуска своего дела — не только станки, но и оснастку, вспомогательное оборудование, ручной слесарный инструмент.
Станок BlackSmith
Ваш бизнес может расти вместе с оборудование BlackSmith- достаточно будет по мере роста заходить к ним и докупать необходимое оборудование и более производительные агрегаты.
Ковка металла — краткое пособие для новичков — ООО СибМеталлДизайн
Ковка своими руками — дело не простое, но в то же время очень интересное, причем освоить это мастерство может каждый. Я расскажу об основных нюансах этой работы и ознакомлю вас с азами ковки.
Ковка позволяет изменять форуму и размер металлической заготовки
Виды ковки
Ковка — это один из видов обработки металла, позволяющий изменять форму и размер заготовки. Ковку подразделяют на два вида:
О горячей ковке
Смысл горячей ковки заключается в том, что перед обработкой заготовка подвергается нагреву до определенной температуры. Это повышает пластичность металла, и таким образом увеличивает возможности мастера.
- Высокая пластичность заготовки. Благодаря этому упрощается работа. Кроме того, мягкий металл позволяет без особого труда изменять форму и размеры заготовки;
- Универсальность. Данный метод позволяет использовать любые заготовки. Это значительно расширяет возможности мастера.
Нагрев заготовок осуществляется в кузнечном горне
- Дополнительные затраты. Для разогрева заготовок до ковочной температуры необходимо обустроить кузнечный горн. Кроме того, требуются дополнительные затраты на топливо;
- Требовательность к температурным режимам. Чтобы заниматься горячей ковкой нужны определенные знания, позволяющие определять температуру «на глаз». Подробней об этом я расскажу ниже.
 Кроме того, требуются дополнительные затраты на топливо;
Кроме того, требуются дополнительные затраты на топливо;О холодной ковке
Для холодной ковки не требуется горн, так как обработка заключается в изгибании холодных заготовок, их прессовании и сварке.
Холодная ковка выполняется на специальном оборудовании и не требует нагрева обрабатываемых деталей
Достоинства. Холодная ковка обладает следующими достоинствами:
- Доступность. Обустроить мастерскую для холодной ковки гораздо проще, так как не нужна печь. К тому же для этого требуется меньше затрат;
- Безопасность. Отсутствие высоких температур положительно сказывается на общей безопасности.
Недостатки. У этого вида ковки тоже имеются минусы:
- Холодная ковка предоставляет меньше возможностей. Многие операции, которые можно выполнить горячей ковкой, для холодной обработки недоступны;
- Невозможность исправления брака. Холодная обработка осуществляется с использованием заготовок-полуфабрикатов. В результате ошибку, как правило, нельзя исправить;
 Многие операции, которые можно выполнить горячей ковкой, для холодной обработки недоступны;
Многие операции, которые можно выполнить горячей ковкой, для холодной обработки недоступны;Для холодной ковки используются пруты квадратного и круглого сечения
- Ограниченность заготовок. Холодным способом можно изготавливать определенный набор деталей, который зависит от вашего оборудования. Причем для этих целей используются пруты квадратного или круглого сечения.
Диаметр и размеры сечения заготовок, с которыми можно работать, так же зависят от используемого оборудования.
Станок для холодной ковки своими руками: чертежи самодельного
Кузнечное дело – это хобби, которое может приносить существенную прибыль. Как минимум, с помощью такого мужского дела можно создавать красивый интерьерный и приусадебный декор. В настоящее время повсеместно используется технология холодной ковки, которая подразумевает придание определенной формы металлической заготовке методом механического усилия.
В настоящее время повсеместно используется технология холодной ковки, которая подразумевает придание определенной формы металлической заготовке методом механического усилия.
Художественная ковка
В продаже можно найти электрический и ручной станок для холодной ковки металла, но даже в механическом исполнении набор кузнечного инструмента стоит не менее 1,5 тыс. долларов. Возникает целесообразный вопрос, можно ли такое оборудование сделать самостоятельно? На практике, оказывается, – да.
Ручное и электрооборудование для холодной и горячей ковки
Что представляет собой конструкция оборудования? Это каркас, который позволяет жестко зафиксировать заготовку, поддающуюся механическому воздействию (ее просто гнут) по заданной форме.
Существует множество элементов и вариантов изгибания металлического профиля, уголка, квадрата или трубы. Самыми популярными являются завитки, улитки, скрученный металлический прут. Это проделывается с помощью специальных сменных форм – улиток, которые крепятся на ручной или электромеханический инструмент в качестве основы.
В самом распространенном случае станок, изготовленный своими руками, должен иметь:
- приспособление для крепления улиток;
- конструкцию для жесткого крепления заготовок;
- радиальную конструкцию для скручивания.
Виды ковки
Основное конструкционное решение должно обеспечивать концентрированное механическое усилие с минимальными трудозатратами для рабочего. Очевидно, что изготовление декоративных изделий из железа требует часто богатырских усилий, особенно, если не усовершенствована механика. По этой причине применяются инструменты с электрическим приводом, что позволяет минимизировать трудовые усилия.
Конструкция станков
Довольно простая реализация может подразумевать целый ряд самодельных конструкционных решений и часто принципиально разные чертежи.
Из них можно всегда выбрать максимально оптимальную модель, отличающуюся:
- низким уровнем трудоемкости и простотой использования;
- низкой стоимостью реализации и простотой;
- небольшими габаритами;
- универсальностью (возможностью использования для нескольких операций).

Насадки для станков
Станки выполняются из черного проката – уголка, листа и профиля, отдельные элементы соединяются с помощью сварки. Оборудование может устанавливаться на стол и иметь тяжелую раму, предварительно закрепленную опору, или подразумевать крепления, которые фиксируются своими руками при установке оборудования на стол.
Изначально стоит начинать с простых станков, затем всегда можно продолжить и конструировать полупрофессиональные станки, которые позволят выполнять больший объем работ. Их достоинством является не только производительность. С помощью электропривода можно прикладывать большее механическое усилие к заготовке, что существенно расширяет возможности ковки и выполнения массивных изделий. При этом улитки могут использоваться на разных типах оборудования, если только позволяют заданные габариты. Обычно эти приспособления можно приобрести в магазинах, поэтому они выполняются стандартных размеров, подходящих под стандартные размеры металлических заготовок.
Самодельные станки для ковки металла – усовершенствованные:
Самодельный станок
Профессиональное оборудование для холодной и горячей ковки металла:
Горячая ковка
Конструкции и чертежи станков холодной ковки для начинающих
«Гнутик» для гибки металлического прута
Рассмотрим станок холодной ковки для гибки профиля – в дополнении к приспособлениям, с помощью которых изготавливаются завитки (с помощью улиток разных форм). С этим приспособлением выполняется целый ряд видов декоративных элементов – от балконных ограждений, до перил внутренних лестниц, козырьков или решеток.
В работе станок выглядит так, как показано на фото:
Чтобы выполнить самодельный вариант, потребуется объемный и обычный чертеж (модель).
Этот вариант холодной ковки фигурных элементов отличается универсальностью, при установке оснастки можно гнуть не только дуги, но и зубцы.
Выполните станок для холодной ковки по чертежам, вы получите внешний вид приспособления как на фото.
«Твистер» для скручивания прутков
«Твистер» – это специальное приспособление, позволяющее скручивать металлические изделия по оси. Используется для квадратных прутков. Модифицированная версия применяется для изготовления декоративных корзинок из металла.
«Твистер» потребуется, чтобы сделать решетки, оградки и мебель. На фото показан самодельный вариант с электроприводом, который также может использоваться вручную.
Для скручивания завитков при помощи улиток
Чертеж для скручивания завитков выглядит следующим образом. Это самый простой в реализации инструмент, который позволит делать необходимый минимум операций, чтобы изготавливать большинство кованых украшений.
В итоге инструмент будет выглядеть так. Он рассчитан на изготовление завитков определенного типа и размера и не отличается универсальностью.
Данный самодельный станок для холодной ковки позволяет изгибать пруты улиткой с поперечным размером до 12 мм.
 youtube.com/embed/QcHOiSZph_Q?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/QcHOiSZph_Q?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
Описанные варианты кузнечных приспособлений, включая станок-улитка для холодной ковки, позволят самостоятельно изготавливать широкий ассортимент кованых изделий с минимальными затратами на расходные материалы. При желании можно выполнять работу на заказ, так хобби станет прибыльным делом, когда красивый декор можно сделать не только для себя, но и других.
Как сделать мангал с ковкой
Главная Блог Как сделать мангал с ковкойМангал с ковкой – красивый аксессуар для частного дома или дачи. Можно купить готовое кованое изделие или заказать изготовление по индивидуальному эскизу, но стоят такие предметы недешево.
Сделать своими руками обычный мангал не составит труда – для этого понадобится инструмент, который есть практически у каждого домашнего мастера. Изготовить декоративные кованые элементы будет сложнее. Для этого потребуются начальные навыки работы с металлом, станок для холодной ковки или оборудование для горячей ковки:
горн;
молотки и кувалды;
клещи;
наковальня (для первых экспериментов можно использовать стальную плиту или отрезок железнодорожного рельса).

Основный материалы – металлический лист, проволока и арматурный пруток. Для подготовки деталей потребуется болгарка, а для соединения готовых элементов – сварочный аппарат.
Самостоятельное изготовление кованого мангала
Прежде чем приступить к работе, следует разработать эскиз и выполнить чертеж. Базовая конструкция мангала включает жаровню и опоры; если планируется изготовить мангал с крышей, то добавляются такие детали, как опоры, поперечины, кровля. По желанию мастер может дополнить конструкцию и другими элементами.
Начинающим мастерам для работы рекомендуется выбирать рисунок попроще: круги, спирали, волны. Сложные элементы (листья, цветы) лучше купить готовые. Пример сочетания самостоятельно изготовленных деталей с готовым декором на фото:
Как сделать жаровню
Для корпуса мангала подойдет стальной лист толщиной 3-4 мм. Стандартные размеры конструкций и чертежи можно найти в интернете. Средние параметры жаровни:
Порядок работы следующий:
Разметить будущие детали мангала на металле в соответствии с чертежом, затем вырезать по разметке.
Сделать прорези для шампуров, высверлить вентиляционные отверстия.
Свалить детали внутренним швом при помощи сварочного аппарата.
Остальные элементы мангала можно изготовить методом ковки.
Изготовление ножек и опор
Эти детали делают прямыми, изогнутыми, со спиралями на концах – все зависит от выбранного мастером эскиза. Чтобы фигурные элементы (к которым относится спираль) получились одинаковые, потребуется сделать шаблон:
Для небольших элементов шаблоном служит модуль, изготовленный из куска железа, к которому приварен сегмент трубы или прутка, повторяющий рисунок.
Для крупного изгиба с большим радиусом оправка не нужна – достаточно перенести рисунок на доску или картон.
При горячей ковке пруток нагревают в горне и загоняют между витками оправы-шаблона с помощью молотка, формируя рисунок. При холодной ковке узор также формируется по шаблону методом сгибания металла.
Декоративные элементы соединяются с основной конструкцией с помощью сварки. Затем готовое изделие необходимо очистить, обезжирить и покрасить.
Ручные станки для художественной ковки
В последнее время все большую популярность приобретают небольшие мастерские и студии по изготовлению кованых изделий методом художественной холодной ковки. Для работы в мастерской достаточно купить кузнечное оборудование, включающее в себя 6 основных станков для художественной ковки металла, которые позволят делать весь спектр стандартных кованых элементов.
Актуальная информация от производителя на странице Кузнечное оборудование для холодной ковки
Любой кованый узор состоит из отдельных элементов, это круги, кольца, спирали, ромбы, вензеля, волюты, волны и прочие. Материалом для изготовления холоднокованых изделий является металлопрокат. Методом гнутья из него получают различные фигуры. Гнуть полосу или квадрат можно с помощью ручных станков для ковки, прилагая некоторое физическое усилие. Ручные станки для художественной ковки рассчитаны на работу с определенным сечением, если взять материал толще расчетных значений, то можно повредить инструмент.
Ручные станки для художественной ковки рассчитаны на работу с определенным сечением, если взять материал толще расчетных значений, то можно повредить инструмент.
Металлопрокат – различные виды металлических заготовок: прутки с квадратным или круглым сечением, трубы с квадратным, прямоугольным или круглым профилем, а также полосы, уголки и швеллеры.
Комплект оборудования для художественной ковки
Комплект ручных станков для художественной ковки состоит из шести оснасток: «Улитка», «Гнутик», «Фонарик», «Твистер», «Объёмная» и «Волна». С помощью станка для ручной ковки «Улитка» можно делать спирали, завитки и многозаходные завитки разного диаметра. Для того чтобы согнуть заготовку по дуге или под углом пригодится станок «Гнутик». Станок для изготовления художественной ковки «Фонарик» помогает делать особый объемный элемент под названием «корзинка», или «фонарик», еще его называют «шишка». Данный элемент состоит из нескольких пруточков, сваренных с двух концов, а в середине загнутых по спирали в объемную фигуру.
Торсирование – скручивание металлических стержней в горячем или холодном состоянии относительно собственной оси. Полученные декоративные элементы используются для украшения кованых решеток.
«Твистер» для ковки делает элемент торсион, который украшает прямые элементы кованого узора. За счет перекручивания прутка вдоль оси получается красивый необычный элемент, придающий рисунку замысловатость и объемность. Ручной станок для холодной художественной ковки под названием «Объемная» позволяет делать узоры большого радиуса, которые применяются для крупногабаритных кованых изделий, таких как заборы, ограды, перила, мостики, козырьки и многое другое. Станок «Волна» делает волнообразные узоры и синусоиды.
Сварка – неразъемное соединение твердых материалов и отдельных деталей в общую конструкцию под воздействием межатомных сил. Для изготовления металлоконструкций чаще всего применяется метод сварки плавящимся электродом.
Использование ручных кузнечных станков
Ручные станки для холодной ковки выполняются из прочной закаленной стали, способны выдерживать большие нагрузки и длительную работу. Срок службы кузнечных станков зависит от соблюдения правил эксплуатации. Как и любой другой инструмент, они требуют бережного обращения, не стоит испытывать их на прочность, чтобы не повредить. Мастерство приходит с опытом, поэтому начинающие умельцы должны потренироваться. Сначала стоит попробовать выполнить небольшие изделия, состоящие из простейших элементов художественной холодной ковки. Соединить вместе с помощью сварочного аппарата.
Зачистка – механическое удаление с изделий различных дефектов металла, наплывов сварных швов, окалины и прочих изъянов.
Красота кованого изделия, созданного методом холодной ковки, напрямую зависит от аккуратности и точности исполнения, качества сварных швов. Швы следует тщательно зачищать, чтобы не было подтеков и наплывов. Хороший сварной шов — визитная карточка мастера. Защитить изделия холодной ковки и продлить срок службы поможет окрашивание. Чтобы краска держалась дольше перед нанесением стоит поверхность тщательно загрунтовать. Для покраски кованых изделий используют краску по металлу, аэрозольные баллончики и порошковые красители.
Хороший сварной шов — визитная карточка мастера. Защитить изделия холодной ковки и продлить срок службы поможет окрашивание. Чтобы краска держалась дольше перед нанесением стоит поверхность тщательно загрунтовать. Для покраски кованых изделий используют краску по металлу, аэрозольные баллончики и порошковые красители.
Грунтовка, или грунтование, – нанесение предварительного покрытия на изделие для повышения сцепления с основным защитным или декоративным слоем, чаще всего, краской.
Холодная художественная ковка как идея для бизнеса
Использование в работе ручного оборудования для холодной ковки дает возможность открыть небольшой бизнес с минимальными партиями заказов. Мини станки для художественной ковки экономичны, потому что не требуют оплаты за электричество, а работают только за счет мускульной силы человека. При этом станки для ручной ковки бесшумны и не доставят неудобства окружающим. Работать с ручными гибочными станками просто. Если опыта совсем нет, то можно воспользоваться видеоруководством, где будет показана работа каждого кузнечного станка. Учебные видеоматериалы помогут овладеть искусством холодной ковки в домашних условиях, вам не потребуется нанимать учителей или посещать учебные курсы. При этом для работы с ручным инструментом для холодной ковки не требуется много места. Достаточно установить большой прочный, желательно металлический стол для работы, где будут крепиться станки для кузнечной ковки. Чем больше стол, тем больше станков вы сможете разместить одновременно и переходить от одного к другому, чтобы выполнить тот или иной кованый элемент. Если заказы не крупные, то места для хранения готовых изделий ковки тоже много не потребуется. Оборудование для холодной ковки металла стоит недорого и по карману почти любому начинающему бизнесмену. Позже, когда дело начнет приносить доход, можно приобрести дополнительное оборудование для холодной ковки, а также кузнечный горн, что значительно расширит возможности вашей мастерской и поможет ускорить работу по производству художественной ковки своими руками.
Если опыта совсем нет, то можно воспользоваться видеоруководством, где будет показана работа каждого кузнечного станка. Учебные видеоматериалы помогут овладеть искусством холодной ковки в домашних условиях, вам не потребуется нанимать учителей или посещать учебные курсы. При этом для работы с ручным инструментом для холодной ковки не требуется много места. Достаточно установить большой прочный, желательно металлический стол для работы, где будут крепиться станки для кузнечной ковки. Чем больше стол, тем больше станков вы сможете разместить одновременно и переходить от одного к другому, чтобы выполнить тот или иной кованый элемент. Если заказы не крупные, то места для хранения готовых изделий ковки тоже много не потребуется. Оборудование для холодной ковки металла стоит недорого и по карману почти любому начинающему бизнесмену. Позже, когда дело начнет приносить доход, можно приобрести дополнительное оборудование для холодной ковки, а также кузнечный горн, что значительно расширит возможности вашей мастерской и поможет ускорить работу по производству художественной ковки своими руками.
Основы ковки — Руководство для новичков
В процессе ковки производятся одни из самых прочных компонентов по сравнению с другими процессами производства металлов, что делает его столь важным в металлообрабатывающей промышленности. Ковка не меняет зернистую структуру металла по мере его формирования, что делает его еще более инновационным. Это процесс придания металлам желаемых размеров с помощью сжимающих сил, применяемых с помощью различных инструментов.
Существуют различные процессы и технологии, используемые при ковке для производства самых разных форм.Существуют методы ковки, связанные с температурой заготовки — холодная ковка, теплая ковка и горячая ковка, а также есть методы, связанные с расположением штампов, такие как ковка в открытых штампах и ковка в закрытых штампах.
Вот некоторые из наиболее популярных методов:
Горячая штамповка
Горячая штамповка — это наиболее широко используемый метод, который выполняется при температурах выше температуры рекристаллизации металла. Температура рекристаллизации — это температура, при которой в металле образуются новые зерна.В этом процессе требуются высокие температуры, чтобы избежать деформационного упрочнения металла во время деформации.
Температура рекристаллизации — это температура, при которой в металле образуются новые зерна.В этом процессе требуются высокие температуры, чтобы избежать деформационного упрочнения металла во время деформации.
Поковка в закрытом штампе
Поковка в закрытом штампе — это тип штамповки, при котором материал полностью удерживается в полости, образованной верхней и нижней половинами штампа. Поскольку матрицы закрыты, в результате получаются детали более точной формы. Но для этого требуется высокое давление на границе раздела фаз, а также очень точный контроль объема материала и конструкции матрицы.
Ожидается, что мировой рынок поковок будет расти стабильными темпами, и в течение 2017-2021 годов совокупный годовой темп роста составит более 5%. По этой причине будущее для компаний кузнечной отрасли выглядит светлым.
Для получения дополнительной информации THORS предлагает набор курсов по кузнечной промышленности, которые помогут вам освежить в памяти основы.
Кузнечное дело для начинающих | Искусство мужественности
150 лет назад большинство записей переписи населения показало, что пятая часть респондентов указали свою профессию кузнецом, включая моего третьего прадеда Роджера Фаррера.Я не знаю, что дедушка Фаррер изготовлял каждый день, но, если он был похож на большинство кузнецов, он делал все, что было . Подковы были небольшой частью работы. Скорее всего, он изготавливал или ремонтировал сельскохозяйственный инвентарь, изготовлял оборудование, такое как петли или шкивы, или даже что-то простое, например гвозди. Коробку с гвоздями, которую мы покупаем в хозяйственном магазине за несколько долларов, когда-то делали по одной — вручную. Посетите место, где живет живая история, и вокруг кузнеца будет толпа. Это втягивает людей… Как он это делает?
Методы, которые использовал дедушка Фаррер, практически не изменились.Я называю их Три H: Нагревание, удержание и удары .
Поскольку большинство людей не знают кузнецов, я получаю много вопросов о ремесле. Даже незнакомцы, проходящие мимо моего магазина (половина моего гаража), останавливаются при звуке ударов молотков по стали и робко ждут, когда я их увижу, так как на мне средства защиты органов слуха. Я обычно останавливаюсь и отвечаю на вопросы, особенно если в группе есть дети.
Даже незнакомцы, проходящие мимо моего магазина (половина моего гаража), останавливаются при звуке ударов молотков по стали и робко ждут, когда я их увижу, так как на мне средства защиты органов слуха. Я обычно останавливаюсь и отвечаю на вопросы, особенно если в группе есть дети.
«Где уголь?»
Многие кузнецы до сих пор используют уголь, и на то есть веские причины.Вы можете получить быстрый нагрев, а опытный кузнец может управлять нагревом по длинному куску стали. Обратной стороной является то, что уголь грязный, и это нормально, если у вас есть отдельный магазин. Я использую пропан, потому что он чистый, относительно недорогой, а соседям с подветренной стороны респираторы не нужны.
«Где взять сталь?»
С без двора. У нас есть склады для пиломатериалов и безмены для стали. В то время как лесные склады довольно распространены в большинстве мест, безмены труднее найти, поскольку они редко обслуживают широкую публику, в основном потому, что никто из широких слоев населения не хочет 20-футовый кусок горячекатаного стального прутка A36 диаметром 5/8 дюйма. .Обычно их можно найти в индустриальных парках и тому подобном. Мой — семейный бизнес в четвертом поколении, и они удивительно добрые к парню, который тратит там немного денег по сравнению с водителем грузовика, загружающим платформу тоннами стальных труб.
.Обычно их можно найти в индустриальных парках и тому подобном. Мой — семейный бизнес в четвертом поколении, и они удивительно добрые к парню, который тратит там немного денег по сравнению с водителем грузовика, загружающим платформу тоннами стальных труб.
«Насколько жарко?»
Очень жарко. 1400 градусов, большая F. Я могу сделать жарче или холоднее, но обычно держу его прямо там. Для горячей сварки и инструментальной стали может потребоваться больше тепла.
Затем есть утверждение: «Готов поспорить, это действительно хорошо, когда ты избавляешься от всех своих разочарований…»
Нет, конечно.Тяжелые удары — это часть уравнения, но точные удары важнее. Если кузнец расстроен, ему следует пробить мешок, пока он не переборщит, а затем приступить к работе на наковальне. Подробнее об этом позже.
Ниже я расскажу об основах кузнечного дела. Вы, вероятно, не сможете начать кузнечное дело сразу после прочтения этого, но, надеюсь, это вызовет у вас достаточно интереса, чтобы подробнее изучить это мужское мастерство и ремесло. Сначала мы рассмотрим основные инструменты, которые вам понадобятся для начала кузнечного дела.В конце мы покажем вам три основных способа удара по горячему металлу, чтобы придать ему форму.
Сначала мы рассмотрим основные инструменты, которые вам понадобятся для начала кузнечного дела.В конце мы покажем вам три основных способа удара по горячему металлу, чтобы придать ему форму.
Вам нужны четыре основных вещи: вещь, которая нагревает вашу работу, вещь, которая удерживает вашу работу, вещь, которую можно положить под вашу работу, и вещь, которая применяет силу к вашей работе.
Устройство для обогрева вашей работы
Вот моя маленькая кузница.
Вы нагреваете свою работу кузницей. Кузням нужно топливо и воздух, и очень много. Будь то кузница для кокса (кокс — это материал, сделанный из угля) с сильфоном или кузница для пропана с вентилятором, основная идея состоит в том, чтобы нагреть кусок металла.Пропан дает немного больше контроля, хотя мастер-кузнец может заставить коксовую кузницу нагреть работу до идеальной температуры. Многие (как и я) используют пропан из-за его удобства и чистоты.
С кузницей меньшего размера можно сделать многое. Он тратит меньше энергии и быстрее нагревается. Коксовая кузница имеет здесь преимущество, так как ее можно легко масштабировать, делая огонь больше или меньше в зависимости от вашей работы.
Кузнец 18 годов убил бы ради ацетиленовой горелки.Техника применения тепла на небольших участках с помощью кузницы требовала удивительных навыков и нескольких помощников, помогающих расположить и охладить работу там, где тепло было нежелательно. Хороший резак, как для резки, так и для нагрева, имеет решающее значение. Кончик бутона розы на моей ацетиленовой горелке выделяет 40 000 БТЕ. Для справки, наша печь тушит 60000 на обогрев всего дома. Так что да… много тепла в небольшом помещении. Это значительно упрощает изоляцию декоративных скручиваний в металле.
Ацетиленовая горелка в действии.Я нагреваю металл горелкой, чтобы сделать скрутку.
Инструмент для работы
Вы держите вещи щипцами, тисками или зажимами. Как говорит мой дорогой наставник Ларри: «Если ты не можешь удержать его, ты не сможешь ударить его». Щипцы являются первичными, и в хорошей кузнице (место, где работают кузнецы) есть много щипцов для удерживания различных форм. Щипцы, которые подходят для квадратного стержня ½ дюйма, выйдут из строя, если вы попытаетесь удержать круглый стержень дюйма. Для того, чтобы держать плоский кусок ложа, нужен другой щипец.
Как говорит мой дорогой наставник Ларри: «Если ты не можешь удержать его, ты не сможешь ударить его». Щипцы являются первичными, и в хорошей кузнице (место, где работают кузнецы) есть много щипцов для удерживания различных форм. Щипцы, которые подходят для квадратного стержня ½ дюйма, выйдут из строя, если вы попытаетесь удержать круглый стержень дюйма. Для того, чтобы держать плоский кусок ложа, нужен другой щипец.
Клещи разных видов для удержания металла различной формы.
Хорошие тиски — это находка. Если вы купите тиски в Home Depot, я гарантирую, что они развалятся в течение пяти минут после того, как я подвергнул свой Велтон насилию. Инструменты недешевы и не должны быть дешевыми. В данном случае я держу долото для льда, сделанное для друга.
Зажимытакже важны, особенно при сварке чего-либо, что должно быть квадратным и плоским. Удерживать что-то квадратное или плоское сложно без большой устойчивой поверхности и метода ее стабилизации.
Что нужно сделать для вас
То, что находится под работой, обычно является наковальней. Хорошая наковальня имеет решающее значение для успешной работы. Есть наковальни за 200 долларов, и они хороши как якорь для лодок или что-то, что можно бросить на дорожные бегуны.
Хорошая наковальня имеет решающее значение для успешной работы. Есть наковальни за 200 долларов, и они хороши как якорь для лодок или что-то, что можно бросить на дорожные бегуны.
Моя наковальня стоила больше всех инструментов, которые у меня есть, кроме сварочного аппарата Miller 251, и в этом отношении она была очень близка. Сделанный в Америке, Rat Hole — инструмент фантастической конструкции. На нем есть два отверстия: притчел и выносливый (иногда харди).
Притчель используется для пробивания куска металла, так как вам нужно место для пули, когда вы выполняете работу.Он стабилизирует основную часть работы, поэтому он не слишком сильно искажается, когда вы начинаете пробивать.
Hardy содержит ряд крутых инструментов, таких как V-образный блок, который можно использовать для изгиба заготовки, например, изгиба листа и т.д. или сделайте выемку на плоском ложе.
На задней стороне есть блок для высадки (очень приятная особенность) и, конечно же, рог, который является заостренной частью, используемой для гнутья металла.
Вещь, которая поможет вам в работе
Мы говорим о молотках. Вы можете сэкономить на инструментах в разных местах, и вам всегда будет жаль, но это вдвойне верно для молотков и наковальней. Вскоре станет очевидным разнообразие форм, веса и стилей головы.
Есть еще много инструментов, которые делают жизнь проще и продуктивнее, но это лишь введение. В будущем появятся новые технические детали, например, силовые молоты. Я люблю силовые молотки.
Формовочный металлЛучшая аналогия, которую я использовал при работе с горячей сталью, заключается в том, что при нагревании металл становится очень похожим на глину.Ваша задача — придать ему форму, как глину. Чтобы сделать вещи длинными и тонкими, можно взять кусок глины и растянуть его, и он просто сломается. К сожалению, чтобы растянуть кусок металла, требуется немного больше работы. Сталь — это не глупая шпатлевка.
Вы используете основные силы для перемещения вашего металла. Чтобы сделать длинный тонкий кусок из короткого толстого, нужно сжать металл по бокам и повернуть изделие. Если вы возьмете квадрат из глины и несколько раз сожмете его с четырех сторон, он в конечном итоге превратится в длинный тонкий многоугольник.
Чтобы сделать длинный тонкий кусок из короткого толстого, нужно сжать металл по бокам и повернуть изделие. Если вы возьмете квадрат из глины и несколько раз сожмете его с четырех сторон, он в конечном итоге превратится в длинный тонкий многоугольник.
Есть три основных способа применения силы (опять же, их больше, но мы сохраняем простоту).
Вытяжка . Это основная идея куба из глины. Ударьте по металлу с четырех сторон снова и снова, и он вытянется в более длинный кусок. Одно из типичных применений этого метода — сделать острие гвоздя, где вы создаете четырехгранную пирамиду, многократно ударяя и поворачивая свою работу, но используя молоток, чтобы наклонить кончик, а не ударять по нему плашмя.Так делали гвозди старые кузнецы.
Обсуждение . Это приложение силы к концу детали, чтобы «раздвинуть» металл, чтобы добавить объёма детали. Если вы делаете кусок, который требует утяжеления на конце, например, широкое долото, вы можете использовать высадку.
Пейнинг . Это приложение силы для перемещения металла в определенном направлении. Вы можете перемещать металл в одном направлении или можете разложить его во всех направлениях.Если вы каратэ рубите кусок глины, он выходит из вашей руки параллельно оси вашей руки. Если взять кулак и ударить его, он разлетится во все стороны.
Маленький шарик на тыльной стороне вашего молотка называется шариком. Он предназначен для перемещения металла во всех направлениях. Видеть? Полезный. Я использую небольшой молоток с шариковой ручкой, чтобы клепать два куска металла, чтобы связать их вместе. Маленький гриб, который вы видите на металлической заклепке, — это результат шаровой опоры.
Существуют и другие типы пинов, например крест-пин, для распределения металла по одной оси — подобно каратэ, рубящему этот кусок глины.Если я делаю лист на куске заготовки, я часто перекручиваю его, чтобы лист был больше ширины. Лист ивы: перекрестный. Лист осины: междурядный.
Давайте применим некоторые из этих простых сил. Вот несколько примеров.
Вытяжка:Начнем с кусочка квадратного ложа 3/8 дюйма. Разогрейте.
Сначала мы расстроили, используя плоский молоток, довольно тяжелый, 1000 г или 2,2 фунта. Чем больше молоток, тем больше сила, прикладываемая за удар.Санки быстро справятся с задачей. Бросьте десятифунтовый груз на кусок глины: раздавите. Я масштабирую молоток по размеру работы.
Нарисуем острие ногтя.
Я уже внес изюминку в эту работу: пока не обращайте на нее внимания. Здесь я работаю на краю наковальни, чтобы дать мне возможность поставить точную точку в работе. Затем я повернул работу на 45 градусов и добавил еще один край, чтобы получился восьмиугольник. Уберите края восьмиугольника, и у вас будет 16 граней. Продолжайте, и у вас есть конус, но здесь я оставил края, чтобы подчеркнуть скручивание.
Иногда требуется несколько нагревов, а это означает, что вам придется повторно нагревать металл в кузнице, чтобы вы могли продолжать его формование. Не беритесь за работу, когда холодно … это может вызвать холодный шунт, который ослабит работу. Холодный шунт — это место, где горячая и холодная части срезаются и создают слабое место. Это не буэно.
Не беритесь за работу, когда холодно … это может вызвать холодный шунт, который ослабит работу. Холодный шунт — это место, где горячая и холодная части срезаются и создают слабое место. Это не буэно.
Здесь мы добавляем объем в конец, чтобы начать что-то вроде стамески. Это немного сложнее, потому что инструментальная сталь требует больше тепла и тверже при более низких температурах.Достаточно просто использовать вес предмета. Вы также можете опрокинуть край наковальни, отгоняя металл на себя. Маленькие, а не огромные удары перемещают металл лучше и под большим контролем. Видите, как он начинает расти?
Peining:
Вот я разворачиваю концы приклада, чтобы сделать набор выдвижных ящиков для моей жены. Многие карнизы для штор, ящики для ящиков и подсвечники в моем доме были сделаны в магазине, и она хотела, чтобы у нее были карнизы для ванной.Здесь я использовал шариковый молоток, чтобы сдвинуть металл, а затем зачистил его плоской стороной молотка.
Затем перекатываю край, делаю несколько изгибов и вуаля, выдвижной ящик.
–
Еще несколько примечаний:Суть кузнечного дела не столько в силе, сколько в контроле. Да, иногда вам нужно «разогреться и сильно ударить», особенно при работе с большими объемами, но хитрость заключается в том, чтобы ударить по металлу там, где вы хотите, так сильно, как вы хотите, и так точно, как вы хотите.Когда я впервые начал работать с металлом более десяти лет назад, мой наставник нарисовал X на наковальне. «Ударьте туда, переместите свою работу». Погоня за своей работой приведет к испорченному предмету или, по крайней мере, к некоторым следам от порезов, вызванных ударами краем молотка, а не лицом.
В такой власти и в то же время в таком контроле есть красота дзен. Как и все стоящее, это приходит со временем и практикой. Если ваш разум захламлен, выключите кузницу, очистите магазин и вернитесь в дом.Чистый ум означает хорошую работу. Я могу сказать, когда что-то делаю, если я отвлекся. Он отправляется в мусорное ведро еще на день. Что приводит меня к…
Он отправляется в мусорное ведро еще на день. Что приводит меня к…
Ошибок нет . В отличие от древесины, которую можно разрезать три раза, но она все еще слишком короткая, металл пригоден для вторичной переработки. Если вещь испорчена, подождите и дайте ей еще один шанс.
Однажды я сделал приводной крюк, комбинацию гвоздя и крюка, на которые жители бревенчатых хижин вешали свои вещи. Когда я закончил, я понял, что гвоздь направлен к крючку.Бесполезно, я бросил его на землю и вышел на прохладный ночной воздух. Я ругал себя за недостаток внимательности. Мой мудрый и любящий наставник Ларри вышел на улицу и какое-то время постоял со мной. «Здесь нет ошибок», — сказал он своим прекрасным протяжным голосом из Алабамы. Мы вошли внутрь, он нагрел крючок горелкой и несколько раз закрутил, в конце концов гвоздь указал в нужном направлении. На самом деле он был красивее оригинала.
Ошибок нет .И есть вторые шансы, в металле и у мужчин.
П.С. На некоторых фотографиях здесь изображен беспорядок. Не обращай на это внимания, пожалуйста. Так бывает не всегда. Мой магазин заканчивается у наковальни.
P.P.S Как я уже сказал в начале, это был очень простой грунт. Я планирую уточнить детали в следующих публикациях. То есть, если всем интересно.
Понимание процесса и его преимуществ
ВведениеХолодная штамповка — это процесс ударного формования, при котором пластически деформируется кусок сырья под действием высокого сжимающего усилия между пуансоном и матрицей в подходящем оборудовании, таком как машинный пресс.
Некоторые базовые методы включают выдавливание (вперед, назад, вперед и назад), чеканку, высадку и обжимку. Эти методы могут выполняться за один ход пуансона или за отдельные операции, в зависимости от требований конкретного приложения.
По сути, холодная ковка — это процесс вытеснения, при котором существующему материалу придается желаемая форма; Сравните это с традиционной обработкой, при которой материал удаляется для создания желаемой формы. Как будет показано в следующих разделах, это различие дает несколько существенных преимуществ.В последнем разделе представлены некоторые ключевые факторы, которые следует учитывать при рассмотрении холодной ковки как производственного процесса.
Как будет показано в следующих разделах, это различие дает несколько существенных преимуществ.В последнем разделе представлены некоторые ключевые факторы, которые следует учитывать при рассмотрении холодной ковки как производственного процесса.
Обычно при холодной ковке используются 2 типа штампов:
- Открытая поковка: Материал может вытечь после заполнения полости.
- Преимущество: меньшее напряжение и нагрузка
- Недостаток: может потребоваться некоторая последующая обработка в зависимости от требований приложения
- Закрытая поковка: Объем полости штампа точно такой же, как и объем материала, что позволяет достичь конечной формы или почти чистой формы.
- Преимущество: устраняет необходимость в последующей обработке
- Недостаток: повышенное напряжение и нагрузка; матрица может быть серьезно повреждена, если материал превышает
Основная причина, по которой многие компании переходят на холодную штамповку, заключается в том, что они хотят добиться более высокой производительности производственной линии. Во многих случаях обычные процессы (такие как механическая обработка, сварка или другие методы изготовления) включают многопроходные операции для удаления материала и чистовой обработки детали (например,грамм. вертикальное, горизонтальное, массовое удаление, подкраска деталей и т. д.). Напротив, холодная ковка обычно представляет собой однопроходный процесс формования, который деформирует существующий материал в желаемую форму.
Во многих случаях обычные процессы (такие как механическая обработка, сварка или другие методы изготовления) включают многопроходные операции для удаления материала и чистовой обработки детали (например,грамм. вертикальное, горизонтальное, массовое удаление, подкраска деталей и т. д.). Напротив, холодная ковка обычно представляет собой однопроходный процесс формования, который деформирует существующий материал в желаемую форму.
В зависимости от параметров детали, экономия времени на единицу продукции может привести к значительному повышению производительности. Например, некоторые детали, обработка которых занимает от 3 до 5 минут, могут достичь производительности более 50 деталей в минуту, если вместо этого используется холодная ковка.
Возможность повышения производительности более чем в 100–200 раз обеспечивает быструю окупаемость инвестиций в штамп и оснастку для холодной штамповки.Таким образом, многие компании предпочли использовать другие методы только для создания прототипов или на ранних этапах производства, с переходом на холодную штамповку, запланированную для увеличения объемов производства.
Еще одним ключевым преимуществом холодной ковки является отсутствие потерь материала. Вместо удаления значительного количества сырья в процессе холодной ковки используется все сырье.
Входы в его процесс представляют собой заготовки материала, которые вырезаются из сыпучих материалов (рулонов, балок, листов и т. Д.).). Каждая заготовка — это точное количество материала, необходимое для конечной детали, поэтому нет потерь или потерь материала. Этот безотходный процесс может предложить значительные преимущества при крупносерийном производстве, когда количество отходов на каждую деталь является ключевым фактором затрат, и / или в ситуациях, когда сырье является дорогостоящим, например, когда используются специальные сплавы или дефицитные металлы.
Повышенная целостность и прочность деталей Очень важным фактором, который компании принимают во внимание при принятии решения об использовании холодной штамповки, является ее способность значительно улучшить прочность и целостность готовой детали. Ковка позволяет получать гораздо более прочные детали, чем аналогичные изделия, изготовленные литьем, сваркой, методами порошкового металла или механической обработкой необработанного прутка / листового металла.
Ковка позволяет получать гораздо более прочные детали, чем аналогичные изделия, изготовленные литьем, сваркой, методами порошкового металла или механической обработкой необработанного прутка / листового металла.
Высокие силы сжатия при холодной штамповке фактически смещают и переупорядочивают зернистость основного материала, чтобы минимизировать любые внутренние недостатки. Это особенно важно для конструкций деталей, где требуемая форма имеет слабые места вдоль существующей текстуры основного материала — например, длинные выступы, которые пересекают структуру волокон, или узкие точки, которые могут быть подвержены поломке под нагрузкой.Процесс холодной штамповки решает эти проблемы, уменьшая беспокойство инженеров по поводу проблем, связанных с зернистостью исходного материала.
Улучшенный внешний вид и обработка поверхности Холодная штамповка также может предложить явные преимущества перед механической обработкой, прогрессивной штамповкой, литьем, сваркой и другими процессами изготовления, поскольку на выходе обычно не требуется дополнительных этапов обработки для достижения презентабельного внешнего вида и / или требуемой гладкости поверхности.
В зависимости от конкретных требований конечного применения, некоторые детали могут потребовать очистки для удаления заусенцев, канавок, бороздок или других артефактов в процессе обработки. Это не проблема для готовых деталей, созданных в процессе холодной штамповки.
Рекомендации по применениюХотя холодная ковка подходит не для всех областей применения, в определенных ситуациях она может дать очень значительные преимущества. Учитывая, что для этого требуется специализированное оборудование, а также вложения в инструменты и штампы, использование холодной штамповки должно быть сбалансировано с общими объемами производства, материальными затратами, требованиями к прочности деталей и прогнозами рентабельности инвестиций (ROI).
В некоторых случаях, когда решающее значение имеют прочность, форма и гладкость поверхности, холодная штамповка является единственным процессом, позволяющим эффективно производить детали, отвечающие требуемым спецификациям. Следовательно, некоторые из этих деталей, такие как сложные ведущие шестерни, разработаны специально для процесса холодной штамповки, поскольку их нельзя изготовить с помощью механической обработки или других процессов.
Следовательно, некоторые из этих деталей, такие как сложные ведущие шестерни, разработаны специально для процесса холодной штамповки, поскольку их нельзя изготовить с помощью механической обработки или других процессов.
Передача производства на аутсорсинг опытному партнеру по холодной штамповке может компенсировать инвестиции компании в капитальное оборудование, так что непериодические затраты на проектирование (NRE) могут быть сосредоточены на создании инструментов и штампов.Помимо затрат, следует искать партнера по холодной штамповке с большим опытом работы в широком спектре конечных приложений и ноу-хау для решения ключевых вопросов оптимизации процесса, таких как:
Объем материала При закрытой ковке необходимо точно контролировать размер заготовки. Избыточному материалу некуда уйти в закрытую полость матрицы при сжатии; это может вызвать чрезмерно высокое напряжение в штампе, что может привести к серьезному повреждению инструмента.С другой стороны, если используется открытая ковка, дополнительный материал обычно не вызывает подобных повреждений, как упомянуто выше, поскольку пути выхода материала обычно предусматриваются в процессе.
Бондеризация — это процесс окунания, при котором поверхность заготовки покрывается фосфатом и мылом, чтобы облегчить поток материала через пуансоны или штампы во время процесса ковки. Это помогает снизить трение, силу и напряжение, а также улучшает качество поверхности.
ОтжигОтжиг — это процесс, который смягчает материал и снижает напряжение течения для облегчения течения материала.Промежуточный отжиг, применяемый между стадиями ковки, необходим, когда холодная ковка вызывает деформационное упрочнение до такой степени, что дальнейшая холодная обработка данного материала практически или возможна.
СмазкаПри холодной штамповке использование высоковязкого масла имеет решающее значение для уменьшения контакта металла с металлом без покрытия. Однако для того, чтобы также рассеивать выделяемое тепло, обычно также требуется добавление нужного количества жидкого масла.
Резюме Понимание компромиссов при холодной штамповке и выбор партнера с большим опытом в области холодной штамповки, включая вертикальную интеграцию с другими процессами, может предложить конструкторам и технологам ценную альтернативу традиционным процессам обработки или литья.
Ключ к успеху — начать оценку на раннем этапе процесса проектирования и рассмотреть общий объем производства и требования к наращиванию мощности, чтобы можно было использовать холодную штамповку для оптимальной рентабельности инвестиций и качественных результатов.
По сравнению с другими конкурирующими технологиями, такими как механическая обработка, литье под давлением, литье пластмасс под давлением , сварка и литье металла под давлением, холодная штамповка позволяет создавать изделия с более высокой ударной вязкостью, улучшенной структурной целостностью и большей точностью при использовании меньшего количества материала.Процесс также высокопроизводительный и оптимален для обработки поверхностей.
Ковка | Металлургия для чайников
Кузница — это очаг, используемый для ковки. Термин «кузница» может также относиться к рабочему месту кузнеца или кузнеца, хотя термин кузница в этом случае используется чаще. В основной кузнице есть кузница, также известная как очаг, для нагрева металлов. Кузнечный пресс нагревает заготовку до податливой температуры (температуры, при которой металлу становится легче придавать форму) или до точки, при которой деформационное упрочнение больше не происходит.
Кузнечный пресс нагревает заготовку до податливой температуры (температуры, при которой металлу становится легче придавать форму) или до точки, при которой деформационное упрочнение больше не происходит.
Ковка
Заготовка перемещается в кузницу и из кузни с помощью клещей. Щипцы также используются для удержания заготовки на наковальне кузнеца, пока кузнец обрабатывает ее молотком. Наконец, заготовка транспортируется в ванну с провисанием, которая быстро охлаждает заготовку в большом объеме воды. Из люка также подается вода для управления огнем в кузнице.
Ковка — это процесс, при котором металл нагревается и ему придают форму путем пластической деформации за счет соответствующего приложения силы сжатия.Обычно сжимающая сила выражается в виде ударов молотка с использованием механического молота или пресса. Ковка улучшает зернистую структуру и улучшает физические свойства металла. При правильной конструкции поток зерна может быть ориентирован в направлении основных напряжений, возникающих при фактическом использовании.
Ручная ковка
Зернистый поток — это направление формы кристаллов во время пластической деформации. Физические свойства (такие как прочность, пластичность и ударная вязкость) у поковки намного лучше, чем у основного металла, кристаллы которого ориентированы случайным образом.Поковки стабильны от детали к детали, без пористости, пустот, включений и других дефектов. Таким образом, чистовые операции, такие как механическая обработка, не оставляют пустот, потому что их нет. Кроме того, такие операции по нанесению покрытия, как гальваника или окраска, просты из-за хорошей поверхности, которая требует очень небольшой подготовки.
Ковочный станок
В настоящее время производители используют множество различных технологий для ковки металла. Четыре самых распространенных:
- Поковка с падением — забивание горячего металла в штампы.
- Ковочный пресс — вместо того, чтобы вдавливать горячий металл в матрицу ударом молотка, он вдавливается в матрицу под действием гидравлического давления.
- Валковая ковка — Горячий металл зажимается между двумя валками.
- Холодная штамповка — для более мелких деталей металл можно вдавить в матрицу без значительного предварительного нагрева.

Ковочный фланец
Поковка
Капельная ковка — это процесс, используемый для придания металлу сложной формы путем бросания нагретого металла в пуансон и матрицу, которая сжимается для постепенного изменения формы металла.Заготовка помещается в матрицу и пуансон, затем при ударе плунжера о пуансон нагретый материал, который является очень пластичным, принимает форму пуансона и полостей матрицы. Обычно для полного формирования детали требуется только один плунжер. Дополнительное пространство между штампом и пуансоном называется вспышкой. Он действует как предохранительный клапан для экстремального давления, возникающего при закрытии половин штампа, но в конечном итоге обрезается готовой детали.
Ковочно-штамповочная машина
Оборудование, используемое в процессе формирования капли, обычно известно как силовой или ударный молот. Они могут приводиться в действие воздухом, гидравликой или механикой. В зависимости от того, как машина приводится в действие, массы цилиндра и высоты падения, ударная сила может составлять от 11 000 до 425 000 фунтов. Используемые инструменты, матрицы и пуансоны бывают самых разных форм и размеров, а также из материалов. Примерами этих форм являются плоская и v-образная форма, которые используются для ковки в открытых штампах, а также штампы с одним или несколькими оттисками, используемые для штамповки в закрытых штампах. В конструкции штампов есть много аспектов, которые необходимо учитывать.
Они могут приводиться в действие воздухом, гидравликой или механикой. В зависимости от того, как машина приводится в действие, массы цилиндра и высоты падения, ударная сила может составлять от 11 000 до 425 000 фунтов. Используемые инструменты, матрицы и пуансоны бывают самых разных форм и размеров, а также из материалов. Примерами этих форм являются плоская и v-образная форма, которые используются для ковки в открытых штампах, а также штампы с одним или несколькими оттисками, используемые для штамповки в закрытых штампах. В конструкции штампов есть много аспектов, которые необходимо учитывать.
Все они должны быть правильно выровнены, они должны быть спроектированы таким образом, чтобы металл и заусенец текли должным образом и заполняли все канавки, а также необходимо уделить особое внимание опорным перегородкам и ребрам, а также расположению линии разъема. Материалы также нужно подбирать тщательно. Некоторые факторы, влияющие на выбор материала, — это стоимость, их способность к затвердеванию, их способность противостоять высоким давлениям, горячему истиранию, тепловому растрескиванию и другим подобным вещам. Наиболее распространенными материалами, используемыми для изготовления инструментов, являются углеродистая сталь и, в некоторых случаях, сплавы на основе никеля.
Наиболее распространенными материалами, используемыми для изготовления инструментов, являются углеродистая сталь и, в некоторых случаях, сплавы на основе никеля.
Холодная штамповка деформирует металл, когда он находится ниже точки рекристаллизации. Холодная ковка обычно предпочтительна, когда металл уже является мягким металлом, таким как алюминий. Этот процесс обычно менее затратен, чем горячая штамповка, и конечный продукт требует небольших отделочных работ, если они вообще требуются. Иногда, когда алюминий подвергают холодной ковке в желаемую форму, его подвергают термообработке для усиления изделия. Это называется «закалкой».
Поковка в закрытых штампах
Производители могут предпочесть холодную штамповку горячей штамповке по ряду причин — поскольку холодные штампованные детали требуют очень мало или совсем не требуют отделочной обработки, этот этап процесса изготовления часто является необязательным, что позволяет сэкономить деньги. Холодная ковка также менее подвержена проблемам загрязнения, а конечный компонент имеет лучшую общую поверхность.
Холодная ковка также менее подвержена проблемам загрязнения, а конечный компонент имеет лучшую общую поверхность.
Другие преимущества холодной ковки:
- Легче придать свойства направленности
- Улучшенная взаимозаменяемость
- Повышенная воспроизводимость
- Повышенный контроль размеров
- Выдерживает высокие нагрузки и нагрузки на штамп
- Позволяет производить детали формы сетки или почти формы
Возможные недостатки:
- Легче придать свойства направленности
- Улучшенная взаимозаменяемость
- Повышенная воспроизводимость
- Повышенный контроль размеров
- Выдерживает высокие нагрузки и нагрузки на штамп
- Позволяет производить детали формы сетки или почти формы
- Перед ковкой металлические поверхности должны быть чистыми и свободными от окалины
- Металл менее пластичный
- Может возникнуть остаточное напряжение
- Требуется более тяжелое и мощное оборудование
- Требуется более прочный инструмент
Кованые детали
Теплая поковка
Теплая ковка имеет ряд преимуществ экономии, которые подчеркивают ее все более широкое использование в качестве производственного метода. Диапазон температур для горячей ковки стали составляет от температуры выше комнатной до температуры рекристаллизации, или примерно от 800 до 1800 градусов по Фаренгейту. Однако более узкий диапазон от 1000 до 1330 градусов по Фаренгейту становится диапазоном, возможно, с наибольшим коммерческим потенциалом для теплой ковки. По сравнению с холодной штамповкой, теплая штамповка имеет потенциальные преимущества, заключающиеся в уменьшении нагрузок на инструмент, пониженных нагрузках на штамповочный пресс, повышенной пластичности стали, устранении необходимости в отжиге перед ковкой и благоприятных свойствах после ковки, которые могут устранить термическую обработку.
Диапазон температур для горячей ковки стали составляет от температуры выше комнатной до температуры рекристаллизации, или примерно от 800 до 1800 градусов по Фаренгейту. Однако более узкий диапазон от 1000 до 1330 градусов по Фаренгейту становится диапазоном, возможно, с наибольшим коммерческим потенциалом для теплой ковки. По сравнению с холодной штамповкой, теплая штамповка имеет потенциальные преимущества, заключающиеся в уменьшении нагрузок на инструмент, пониженных нагрузках на штамповочный пресс, повышенной пластичности стали, устранении необходимости в отжиге перед ковкой и благоприятных свойствах после ковки, которые могут устранить термическую обработку.
Открытая штамповка
Горячая штамповка Горячая ковка — это пластическая деформация металла при такой температуре и скорости деформации, при которой рекристаллизация происходит одновременно с деформацией, что позволяет избежать деформационного упрочнения. Для этого на протяжении всего процесса необходимо поддерживать высокую температуру детали (соответствующую температуре рекристаллизации металла). Одной из форм горячей ковки является изотермическая ковка, при которой материалы и штампы нагреваются до одинаковой температуры.Почти во всех случаях изотермическая ковка суперсплавов проводится в вакууме или в строго контролируемой атмосфере, чтобы предотвратить окисление. Когда кусок металла подвергается горячей ковке, он должен быть значительно нагрет.
Одной из форм горячей ковки является изотермическая ковка, при которой материалы и штампы нагреваются до одинаковой температуры.Почти во всех случаях изотермическая ковка суперсплавов проводится в вакууме или в строго контролируемой атмосфере, чтобы предотвратить окисление. Когда кусок металла подвергается горячей ковке, он должен быть значительно нагрет.
Средние температуры, необходимые для горячей штамповки:
- До 1150 градусов Цельсия для стали
- от 360 до 520 градусов Цельсия для алюминиевых сплавов
- От 700 до 800 градусов Цельсия для медных сплавов
Традиционно производители выбирают горячую ковку для изготовления деталей, которые имеют большее значение в технической сфере.Горячая ковка также рекомендуется для деформации металла с высоким коэффициентом деформируемости. Другие рекомендации по горячей штамповке включают:
- Производство отдельных деталей
- Точность от низкой до средней
- Образование чешуи
- Низкие напряжения или низкое деформационное упрочнение
- Гоморгенизированная зернистая структура
- Повышенная пластичность
- Устранение химических несоответствий
К числу возможных недостатков горячей штамповки можно отнести:
- Менее точные допуски
- Возможное коробление материала в процессе охлаждения
- Различная зернистая структура металла
- Возможные реакции между окружающей атмосферой и металлом
Во время горячей штамповки температура превышает точку рекристаллизации металла. Этот вид экстремального нагрева необходим для предотвращения деформационного упрочнения металла во время деформации. Чтобы предотвратить окисление некоторых металлов, таких как суперсплавы, хорошим выбором является горячая ковка, называемая изотермической ковкой. При изотермической ковке деформация металла происходит в строго контролируемой атмосфере, аналогичной вакууму.
Этот вид экстремального нагрева необходим для предотвращения деформационного упрочнения металла во время деформации. Чтобы предотвратить окисление некоторых металлов, таких как суперсплавы, хорошим выбором является горячая ковка, называемая изотермической ковкой. При изотермической ковке деформация металла происходит в строго контролируемой атмосфере, аналогичной вакууму.
Возможно вам понравится
Случайные сообщения
- Титан и его сплавы
Титан был открыт в Корнуолле, Англия, Уильямом Грегором в 1791 году и назван Мартином Генрихом Клапротом в честь титана… - Ковкий чугун с закалкой (ADI)
Ковкий чугун с закалкой или ADI — это тип ковкого чугуна, который отличается повышенной прочностью и прочностью на растяжение … - Литейное производство и литье
Литейное производство — это завод по производству металлических отливок. Металлы отливают в формы, плавя их в жидкость, разливая . .. - Fe-Fe3C T-T-T Диаграмма
Кривые преобразования время-температура соответствуют началу и окончанию преобразований, которые простираются до r… - Никель и никелевые сплавы
Никель — это химический элемент с химическим символом Ni и атомным номером 28. Это серебристо-белый блестящий металл с …
 ..
.. Можно ли использовать кузнечную кузницу, когда Холодно?
Кузнечное дело — хобби довольно гибкое. Независимо от того, находитесь ли вы в помещении или на улице, у вас есть множество вариантов того, как вы хотите провести свой день. Настроек кузницы достаточно гибкости, так что вы можете заставить работать практически все.
Однако один частый вопрос, который задают начинающие кузнецы: можно ли пробовать ковку в холодную погоду? Если вы работаете на улице, вы не всегда можете позволить себе хорошую погоду. Иногда над головой бывает шторм, или у вас бывают проливные дожди, или даже снегопад, который ожидается в ближайшие пару дней.
Короче говоря, вы определенно можете использовать кузнечную кузницу в холодное время года. Проявив немного творчества, вы сможете преодолеть практически все, что бросает вам мать-природа.
Сколько дождя слишком много?
Очевидно, небольшая морось или проливной дождь, который быстро уходит, не представляют большой угрозы для вашей кузницы. Большинство кузниц на открытом воздухе имеют некоторую степень защиты, которая гарантирует, что огонь не погаснет из-за дождя.
Газовые кузницы, такие как переносная пропановая горелка Hell’s Forge (которую я рекомендую новичкам), доступны через горизонтальные отверстия. Это означает, что, если вы не попали в ужасную бурю с сумасшедшими ветрами, когда сбоку идет дождь, ваша кузница может нормально работать и в обычных дождливых условиях.
Для кузниц, не работающих на газе, таких как угольные или дровяные кузницы, могут возникнуть дополнительные трудности. Когда вы работаете с этими типами кузниц, поддерживать температуру кузнечного дела уже сложно, особенно если вы все еще начинающий кузнец. Таким образом, у вас могут возникнуть проблемы с поддержанием постоянной температуры в кузнице, особенно если дождь продолжает усиливаться.
Таким образом, у вас могут возникнуть проблемы с поддержанием постоянной температуры в кузнице, особенно если дождь продолжает усиливаться.
А как насчет снега?
Кузнечное дело на снегу очень похоже на кузнечное дело под дождем, но с некоторыми отличиями.
Во-первых, снежная погода означает, что фактическая температура будет ниже. В то время как у вас может быть дождливая погода, даже когда тепло, снег не образуется, если не станет намного холоднее. Это может затруднить нагрев кузницы и поддержание нужной температуры. Опять же, это не будет проблемой для газовых кузниц (которые я рекомендую начинающим кузнецам), но может стать проблемой для угольных и деревянных кузниц.
Если на улице действительно холодно, вы можете попробовать нагреть наковальню и другие кузнечные инструменты.Внезапный нагрев холодного металла может потенциально, если делать это достаточно много раз, повредить или даже сломать ваш инструмент. Если ваше кузнечное оборудование было оставлено на улице во время метели, вероятно, не стоит разжигать кузницу при такой температуре.
Если вы собираетесь предварительно разогреть свои инструменты / наковальню, что я рекомендую, если на улице холодно, подумайте об использовании пропановой воздуходувки или чего-то подобного. Предварительный нагрев наковальни имеет большое значение, и то же самое можно сказать и о ваших инструментах.
Если вы работаете при низких температурах, не забывайте одеваться слоями. Вначале все может показаться холодным, но когда вы начинаете нагреваться на своем ложе, тепло кузницы, а также постоянные усилия согреют вас.
Что касается кузницы, то здесь та же история, что и когда вы работаете под дождем. Газовые кузницы, как правило, имеют большое преимущество, особенно потому, что в большинстве из них есть отверстия сбоку, что затрудняет попадание снегопада.С другой стороны, угольные и дровяные кузницы легко могут быть завалены большим количеством снегопадов.
Использование крышки
Часто кузнецы, у которых есть какое-то убежище (например, соседний гараж), но которым абсолютно необходимо кузнец на улице из-за вентиляции или других проблем, используют смешанный подход. Кузницу держат снаружи, а все остальное — в гараже или под навесом. Таким образом, вы можете нагреть приклад, а затем просто переместить ее на наковальню, где вам не придется беспокоиться о водяном охлаждении вашего куска металла.
Кузницу держат снаружи, а все остальное — в гараже или под навесом. Таким образом, вы можете нагреть приклад, а затем просто переместить ее на наковальню, где вам не придется беспокоиться о водяном охлаждении вашего куска металла.
В других случаях у вас нет свободы иметь что-то вроде гаража поблизости. Вот почему я рекомендую начинающим кузнецам, которые работают на открытом воздухе (и которые относительно в дикой природе), использовать палатки. Базовые палатки можно легко установить, будь то большая палатка для кемпинга или что-то еще, и они могут предложить вам адекватную защиту от дождя во время работы.
Есть несколько веб-сайтов, предлагающих специальные кузнечные палатки. Одним из них является Tentsmiths, компания, предлагающая старинные кузнечные палатки в том же стиле, который кузнецы использовали сотни лет назад.Хотя это может быть немного излишним, если вы просто ищете базовую палатку, это определенно то, что вам следует рассмотреть, если вам нравится более «традиционный» кузнечный опыт.
Тем не менее, для кузнечного дела на открытом воздухе по большей части необходимо иметь какое-то укрытие. Это не обязательно должно быть что-то необычное, просто то, что может прикрыть вашу наковальню и инструменты. Если вы уже работаете в дикой природе, вы уже должны знать, как разбить базовый лагерь или какое-либо убежище.Просто убедитесь, что у вас есть хорошая вентиляция, даже если кузница находится на улице под дождем или снегом.
Когда НЕ следует работать на улице?
Хотя можно справиться даже в худших погодных условиях, есть момент, когда имеет смысл просто сдаться и подождать, пока все уляжется. Если вы работаете на улице, сильные грозы с градом, а также метели с ожидаемым снегопадом в несколько дюймов — вот где вам следует провести черту и отказаться от дела.
Если вам нужно надеть перчатки в холодную погоду, вам будет сложнее держать молоток и инструменты, если это необходимо.Снятие перчаток может привести к потере чувствительности пальцев, что также затруднит эффективное использование кузнечных инструментов (не говоря уже о переохлаждении, которое само по себе довольно плохо).
Моделирование многоступенчатой холодной штамповки для сокращения времени вывода на рынок и производственных затрат
Проектирование процесса холодной штамповки представляет собой проблему компоновки процесса. Из-за разнообразия рабочих процедур и сложности заготовки очень сложно спроектировать процесс холодной штамповки без знаний и опыта дизайнера.
Пример, представленный здесь, включает анализ методом конечных элементов многоступенчатого процесса холодной ковки для фитинга с тепловыми трубками, произведенного Zoppelletto S.p.A., итальянской компанией, работающей на рынке компонентов холодной ковки более 50 лет. Холодная штамповка является основным направлением деятельности компании, и за последние 30 лет Zoppelletto превратилась из ремесленного производителя в передовое промышленное предприятие, способное производить миллионы специальных компонентов и гарантировать своевременное производство для доставки.
Производство специализируется на пяти основных секторах: термогидравлическое, гидравлическое, автомобильное, офисная мебель, оборудование для болтов, петель и т. Д. Технический отдел Zoppelletto располагает новейшими возможностями CAD-CAM для производства производственного оборудования и кузнечных инструментов. , спроектированы и произведены на собственном производстве. Для массового производства деталей малых и средних размеров используются многопозиционные автоматические прессы холодной штамповки. При холодной штамповке исходные материалы постепенно формуются до конечных форм с помощью автоматических и синхронизированных операций, включая резку, высадку, прямую и / или обратную экструзию и прошивку.Разработка программного обеспечения для моделирования кузнечного дела поставила задачу, как лучше всего внедрить его в кузнечные компании. Его эффективное внедрение потребовало улучшения удобства использования программного обеспечения для моделирования и его применения для решения широкого круга задач.
Д. Технический отдел Zoppelletto располагает новейшими возможностями CAD-CAM для производства производственного оборудования и кузнечных инструментов. , спроектированы и произведены на собственном производстве. Для массового производства деталей малых и средних размеров используются многопозиционные автоматические прессы холодной штамповки. При холодной штамповке исходные материалы постепенно формуются до конечных форм с помощью автоматических и синхронизированных операций, включая резку, высадку, прямую и / или обратную экструзию и прошивку.Разработка программного обеспечения для моделирования кузнечного дела поставила задачу, как лучше всего внедрить его в кузнечные компании. Его эффективное внедрение потребовало улучшения удобства использования программного обеспечения для моделирования и его применения для решения широкого круга задач.
Поскольку выбор технологического плана влияет на проектирование, производство и техническое обслуживание штампов, исследования холодной штамповки делают упор на улучшение планирования процесса. Проектирование последовательности многоступенчатого процесса ковки включает определение количества преформ, а также их формы и размеров. Лучшие конструкции для операций предварительного формования можно определить по их способности обеспечить адекватное распределение материала; это один из наиболее важных аспектов процесса холодной штамповки.
Проектирование последовательности многоступенчатого процесса ковки включает определение количества преформ, а также их формы и размеров. Лучшие конструкции для операций предварительного формования можно определить по их способности обеспечить адекватное распределение материала; это один из наиболее важных аспектов процесса холодной штамповки.
Традиционно при проектировании последовательности ковки используются в основном эмпирические рекомендации, опыт и метод проб и ошибок, что приводит к длительному времени разработки процесса и высоким производственным затратам.Использование методов компьютерного моделирования при формовании металла перед физическими испытаниями может снизить стоимость и время проектирования процесса.
Было опубликовано множество компьютерных подходов, основанных на приблизительном анализе и эмпирически установленных правилах проектирования.
Эти методы не всегда предоставляют подробную информацию о механике процесса. Однако было показано, что метод конечных элементов обеспечивает более точную и подробную информацию, и поэтому был широко принят для моделирования и анализа различных процессов обработки металлов давлением.
Анализ методом конечных элементов (FEA) стал одним из наиболее широко используемых инженерных инструментов и был принят практически во всех отраслях промышленности благодаря достижениям как в программных возможностях, так и в доступности более мощных компьютеров.
Кроме того, поскольку FEA может одновременно прогнозировать все необходимые напряженно-деформированные состояния как в штампе, так и в заготовке, сообщалось о широкомасштабном применении этого метода для крупномасштабных процессов деформационной ковки. Многие исследователи сосредоточили свое внимание на эффективных деформациях, повреждениях и структурах течения в заготовке во время процессов холодной штамповки.Однако до сих пор работа по планированию процесса холодной штамповки сосредоточивалась на осесимметричных деталях. Работа с неосесимметричными деталями не велась так активно из-за трудностей с познанием и выражением формы, расчетами переменных процесса, таких как формовочная нагрузка, эффективная деформация, эффективное напряжение и т. Д.
Д.
В данном исследовании было проведено численное моделирование конструкции холоднокованых фитингов с тепловыми трубками, используемых в термогидравлических приложениях. Моделирование проводилось с помощью программы Transvalor ColdForm.Эксперимент по ковке фитинга тепловой трубы также был проведен с использованием разработанного набора инструментов. Из сравнения результатов моделирования и эксперимента было обнаружено, что моделирование показало хорошее согласие с экспериментальным результатом.
Описание и моделирование процессаНа рис. 1 показана последовательность анализируемого многоступенчатого неосесимметричного процесса холодной штамповки. Последовательность процесса холодной штамповки для формирования фитинга с тепловой трубкой состоит из четырех операций: предварительной формовки, первой и второй калибровки и двойной глубокой обратной экструзии.
Рис. 1 — (a) Используемые инструменты для ковки и (b-c-d-e-f) последовательность четырехэтапного процесса холодной штамповки фитингов тепловых труб.
Используется универсальный многопозиционный механический поворотный пресс с усилием 6300 кН и автоматическая передача заготовки между станциями. Время охлаждения заготовки составляло 2,86 с, что для каждого этапа рассчитывалось от конца одной операции ковки до начала следующей. Верхние матрицы на каждой стадии формования, а нижние матрицы на первой и третьей операциях являются плавающими и приводятся в действие контактными силами, действующими во время процесса ковки.Нижние пуансоны фиксируются в процессе ковки и действуют как экстракторы заготовок.
Таблица 1 — Химический состав используемого сплава C4C (мас.%) В качестве материала для изготовления детали используется низкоуглеродистая легированная сталь, химический состав которой указан в таблице 1. Инструменты считаются жесткими с бесконечным модулем упругости. и постоянная температура 20 ° C. Коэффициент теплопередачи принят равным 20 кВт / м 2 . Граница раздела штамп-заготовка характеризуется законом трения с постоянным коэффициентом, обычно используемым для задач объемной обработки металла, t = mk. Здесь t — напряжение сдвига при трении, m — коэффициент трения, а k — напряжение сдвига потока. Коэффициент трения сдвига (м) был установлен на 0,4.
Здесь t — напряжение сдвига при трении, m — коэффициент трения, а k — напряжение сдвига потока. Коэффициент трения сдвига (м) был установлен на 0,4.
Основная цель разработки технологической последовательности в данном исследовании — получить промежуточные преформы, которые позволят получить продукт почти чистой формы. Кроме того, должны быть соблюдены конструктивные ограничения, такие как предел производительности пресса и предотвращение поверхностных дефектов.
Инжир.2 — Временные графики нагружения-ковки инструментов для четырехоперационного процесса: (а) предварительное формование; (б) первая и (в) вторая калибровка; (d) двойная глубокая обратная экструзия. Как видно из зависимости времени формирования нагрузки (рис. 2а), нагрузка на верхний пуансон почти постоянна в начале операции. Однако сразу после того, как верхний штамп касается нижнего штампа, нагрузка на пуансон внезапно увеличивается и достигает максимального значения в конце процесса.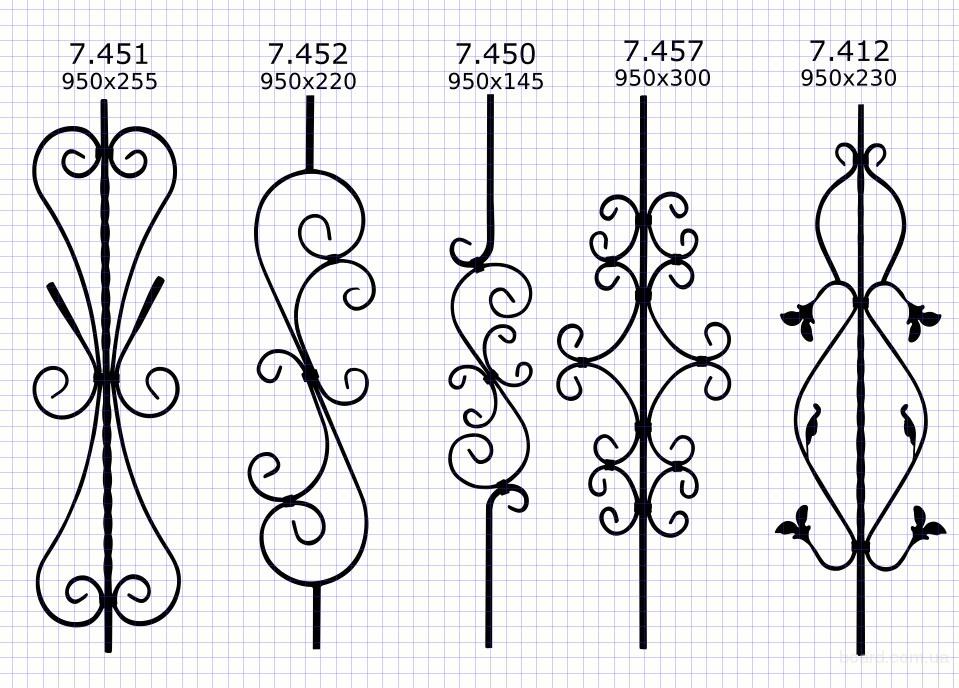
Максимальная нагрузка в этом процессе составляет 133 метрические тонны, что меньше предела доступной мощности пресса в 642 метрических тонны.В четвертой операции, показанной на рис. 2d, большая деформация также происходит в заготовке вблизи стенок пуансонов и штампов.
Из соотношения времени формирования нагрузки (рис. 2d) следует отметить, что нагрузка, прикладываемая к штампам, постоянно увеличивается по мере того, как верхний пуансон перемещается вперед. Как и ожидалось, к концу работы эта нагрузка становится практически постоянной. На этом этапе максимальная нагрузка на пуансон оценивается в 50 метрических тонн, что можно определить как минимальное значение для текущего четырехэтапного процесса.С другой стороны, максимальная нагрузка на верхний пуансон и нижний пуансон во время второй калибровки составляет 142 и 155 метрических тонн соответственно (рис. 2b). На третьем этапе (вторая операция калибровки) верхний пуансон не работает. контактировать с заготовкой, поэтому максимальная выявленная нагрузка равна нулю. Кроме того, из-за более низких ковочных нагрузок, достигаемых другими инструментами на этом третьем этапе ковки, предлагается исключить эту операцию. Это сокращает время разработки, снижает себестоимость производства, снижает затраты на инструментальные материалы и позволяет разрабатывать детали с более высокой точностью.
Кроме того, из-за более низких ковочных нагрузок, достигаемых другими инструментами на этом третьем этапе ковки, предлагается исключить эту операцию. Это сокращает время разработки, снижает себестоимость производства, снижает затраты на инструментальные материалы и позволяет разрабатывать детали с более высокой точностью.
Оценка дефектов
Во время операции предварительного формования заготовка деформируется асимметрично и возникает недозаполнение. Проблемы с недостаточным заполнением ограничиваются использованием нескольких стадий формования. На рис. 3 показано уменьшение площадей недостаточного заполнения (выделено синим цветом) в углах матрицы, полученное методом КЭ, что согласуется с экспериментальным наблюдением.
Рис. 3 — Сравнение аналитической (а) и экспериментальной (б) оценки недозаполнения на стадии 4 на заключительном такте формовки.Приведены все виды спереди. 4 — Оценка дефектов на этапе 2 в конце хода ковки с (а) смоделированной КЭ-моделью заготовки и (б) фотографией реальной детали.
С помощью моделирования методом конечных элементов было обнаружено, что дефекты возникают на каждом этапе процесса формовки. Численные результаты, полученные на каждой стадии ковки, подтверждаются экспериментальными наблюдениями. В частности, во время операции второго этапа (калибровки) большое количество материала течет, чтобы заполнить область между верхним пуансоном и матрицей из-за чрезмерного хода верхнего пуансона (Рис.4.)
Преимущества метода FE
В цепочке «формования» моделирование процесса формования предлагает существенные возможности для улучшения: например, оптимизация компонента и инструментов может предоставить возможности для повышения надежности процесса. Численное моделирование, выполненное с помощью программного обеспечения Transvalor Forge, может быть расширено в различных направлениях, чтобы соответствовать таким новым требованиям.
При обработке металлов давлением, как упоминалось выше, моделирование процесса используется для прогнозирования потока металла, деформации, распределения температуры, напряжений, усилий инструмента и потенциальных источников дефектов и отказов. В некоторых случаях можно даже предсказать микроструктуру и свойства продукта, а также упругое восстановление и остаточные напряжения.
В некоторых случаях можно даже предсказать микроструктуру и свойства продукта, а также упругое восстановление и остаточные напряжения.
Основными причинами для моделирования являются сокращение времени вывода продукта на рынок, снижение затрат на разработку инструмента, прогнозирование влияния параметров процесса, снижение стоимости производства, повышение качества продукции, улучшение понимания поведения материала и сокращение отходов материала. Эти вещи достигаются путем точного прогнозирования потока материала, определения заполнения матрицы, точной оценки формы сетки, прогнозирования наличия складок или других дефектов, определения напряжений, температур и остаточных напряжений в заготовке и определения оптимальной формы преформа.
Кроме того, поскольку моделирование позволяет нам зафиксировать поведение, которое невозможно сразу измерить, оно обеспечивает более глубокое понимание производственного процесса.
Этапы интегрированного проектирования продуктов и процессов
Существует несколько основных этапов интегрированного проектирования продуктов и процессов для обработки металлов давлением. Геометрия (форма, размер, обработка поверхности и допуски) и материал выбираются для детали в зависимости от функциональных требований. Работа по проектированию составляет лишь небольшую часть (от 5 до 15 процентов) общих производственных затрат на деталь.Однако решения, принятые на стадии проектирования, определяют общие затраты на производство, обслуживание и поддержку, связанные с конкретным продуктом.
Геометрия (форма, размер, обработка поверхности и допуски) и материал выбираются для детали в зависимости от функциональных требований. Работа по проектированию составляет лишь небольшую часть (от 5 до 15 процентов) общих производственных затрат на деталь.Однако решения, принятые на стадии проектирования, определяют общие затраты на производство, обслуживание и поддержку, связанные с конкретным продуктом.
После того, как деталь спроектирована для конкретного процесса, шаги, описанные в таблице 2, приводят к рациональному проектированию процесса.
Таблица 2 — Разработка нового продукта многоступенчатой холодной штамповки компонента, полученного традиционным пятиступенчатым процессом ковки.Применение метода FE в этом сложном процессе холодной штамповки фитингов с тепловыми трубками включает:
• Преобразование геометрии готовой к сборке детали в формуемую геометрию.
• Предварительный проект инструментов / штампов, необходимых для выполнения операций, используемых для формовки деталей.
• Анализ и оптимизация каждой операции формовки и соответствующей конструкции инструмента для сокращения времени разработки процесса и методов проб и ошибок.
• Изготовление инструментов и штампов с помощью фрезерной обработки с ЧПУ, электроэрозионной обработки или другой подобной технологии.
Выявление специфических для процесса факторов в технологии производства посредством моделирования процесса способствует эффективному производству продуктов с заданными свойствами.Особое внимание уделяется трем задачам:
• Обзор осуществимости существующей концепции производства продукта.
• Оценка характеристик продукта.
• Лучшее понимание того, что на самом деле происходит в процессе, с целью оптимизации технологии производства.
Однако для достижения этих целей имеет смысл использовать моделирование процесса только в том случае, если это более экономично в долгосрочной перспективе, чем экспериментальное повторение реального процесса.
Если сфокусироваться на новой цепочке разработки продукта многоступенчатой холодной штамповки компонента компании (таблица 2), фактическое время вывода на рынок составляет более четырех месяцев. Более того, благодаря дорогостоящему методу проб и ошибок, которое компания использует, время выхода на рынок может увеличиваться экспоненциально (см. Красные линии, стрелки в таблице 2)
При использовании метода FE ожидаемое время выхода компании на рынок составляет менее четырех месяцев (таблица 3). В этом случае традиционный трудоемкий и дорогостоящий метод проб и ошибок был заменен подходом, основанным на моделировании. с помощью Transvalor Forge, которая теперь может решить весь производственный процесс.
Таблица 3 — Разработка нового продукта многоступенчатой холодной штамповки компонента с использованием метода конечных элементов (пятиэтапный процесс ковки). Эти два подхода могут показаться похожими, если мы посмотрим на использование CAD / CAE-проектирования инструментов вместо Это метод проб и ошибок на прессе, но важно подчеркнуть, что обычно этот метод проб и ошибок является наиболее трудоемкой и затратной частью традиционного метода разработки нового компонента. Количество «красных» итераций, необходимых для достижения хорошего процесса, может быть очень большим, если возникают непредвиденные проблемы, и это может иметь большое влияние на общее время вывода продукта на рынок.По мере того, как в организации развивается больше навыков моделирования, разница между традиционным подходом и подходом FEM увеличивается. При этом учитываются не только человеко-часы, но и более подробно другие аспекты стоимости нового компонента.
Количество «красных» итераций, необходимых для достижения хорошего процесса, может быть очень большим, если возникают непредвиденные проблемы, и это может иметь большое влияние на общее время вывода продукта на рынок.По мере того, как в организации развивается больше навыков моделирования, разница между традиционным подходом и подходом FEM увеличивается. При этом учитываются не только человеко-часы, но и более подробно другие аспекты стоимости нового компонента.
Полное удаление итераций методом проб и ошибок экономит затраты на производство пробного инструмента, поэтому время восстановления всего программного обеспечения и инвестиций в обучение резко сокращается до нескольких месяцев (менее одного года), в зависимости от того, насколько широко применяется этот подход.
Кроме того, важно отметить, что потеря производства в течение одного часа из-за традиционного трудоемкого метода проб и ошибок стоит около 180–230 евро (оценочная стоимость 230–290 долларов США). По этой причине Zoppelletto SpA решила порвать с традиционным методом разработки новых продуктов и взяла на себя обязательство использовать программное обеспечение Transvalor Forge для поддержки процесса разработки.
Использование методов конечных элементов в качестве инструментов приводит к снижению затрат, экономии времени и повышению качества продукции для Zoppelletto S.p.A .. Расчет последовательности деформации и штамповки инструментов может быть смоделирован до, а также во время производства. Это позволяет инженеру легко выявлять недостатки технологического процесса, что приводит к экономии средств и времени.
Такие усилия по моделированию могут быть очень ценными при выявлении неоднородных деформаций, таких как складки, которые невозможно легко обнаружить при регулярном визуальном осмотре. Более того, исходя из промышленного опыта, этот подход, по оценкам, сокращает время, необходимое для создания новых циклов ковки, примерно на 40%.
Фабио Бассан — профессор кафедры менеджмента и инженерии Падуанского университета, Виченца, Италия. Свяжитесь с ним по адресу [email protected]
Автор выражает благодарность Zoppelletto S. p.A., в частности Eng. Лука Цоппеллетто за предоставленную информацию о многоступенчатом процессе холодной штамповки, использованном для поддержки этого анализа. Также выражаем благодарность Eng. Марчелло Габриелли, EnginSoft S.p.A., за интерес к работе и полезные обсуждения, советы и предложения.
p.A., в частности Eng. Лука Цоппеллетто за предоставленную информацию о многоступенчатом процессе холодной штамповки, использованном для поддержки этого анализа. Также выражаем благодарность Eng. Марчелло Габриелли, EnginSoft S.p.A., за интерес к работе и полезные обсуждения, советы и предложения.
Ключевые детали деталей холодной штамповки
Детали холодной штамповки — история
Холоднокованые детали обычно имеют лучшую поверхность. Вот больше информации о предстоящей остановке на сайте. Технология холодной штамповки особенно рекомендуется для изготовления длинных серий и деталей с очень малым весом. Это надежный и экономичный процесс. Он также менее подвержен проблемам загрязнения, а конечный компонент имеет лучшую общую поверхность.Холодная высадка выполняется в режиме нормальной температуры. Методы холодной и горячей штамповки используются для производства поковок подходящего размера и требующих минимальной механической обработки.
Поразительный факт о раскрытых деталях холодной ковки
Операция занимает много времени из-за количества и продолжительности шагов. Обычно операция холодной штамповки является завершающей стадией, чтобы можно было получить преимущества холодной обработки при сохранении высокой скорости автоматической горячей штамповки.Это означает, что вторые операции по удалению материала и чистые грани не требуются.
Обычно операция холодной штамповки является завершающей стадией, чтобы можно было получить преимущества холодной обработки при сохранении высокой скорости автоматической горячей штамповки.Это означает, что вторые операции по удалению материала и чистые грани не требуются.
Ключ к успешной холодной штамповке деталей
В большинстве случаев металл прессуется в штамп в виде готового продукта или вокруг открытых шаблонов или шаблонов. В зависимости от формы полости, типа используемой преформы, типа ковки и множества других факторов, включая смазку, срок службы штампа в случае закрытого штампа будет варьироваться. Обычно ковка — это процесс формования и придания формы металлам с помощью молотка, прессования или прокатки.Металлические кузнечные детали с открытой матрицей несколько более подходят для крупногабаритных деталей в несколько тонн. Алюминий — это типичный материал, который может подвергаться холодной ковке в зависимости от окончательной формы.
Обычно после горячей штамповки изделие подвергается дополнительной термообработке. Наконец, производитель будет руководствоваться несколькими критериями, прежде чем выбрать, какой вид ковки наиболее эффективен для конкретного применения. Перед покупкой сервопресса компания тщательно изучила все доступные технологии, чтобы найти ту, которая лучше всего соответствует требованиям и стандартам теплой ковки.Из-за высокой цены на экструдированный поковочный материал большинство кузнечных предприятий исследовали использование литого прутка в качестве менее дорогостоящего варианта. Производственные мощности В JST Industry мы используем новейшие технологии обработки с широким спектром возможностей для удовлетворения ваших требований.
Наконец, производитель будет руководствоваться несколькими критериями, прежде чем выбрать, какой вид ковки наиболее эффективен для конкретного применения. Перед покупкой сервопресса компания тщательно изучила все доступные технологии, чтобы найти ту, которая лучше всего соответствует требованиям и стандартам теплой ковки.Из-за высокой цены на экструдированный поковочный материал большинство кузнечных предприятий исследовали использование литого прутка в качестве менее дорогостоящего варианта. Производственные мощности В JST Industry мы используем новейшие технологии обработки с широким спектром возможностей для удовлетворения ваших требований.
Все, что они говорили вам о деталях для холодной ковки, совершенно неверно … И вот почему
Сварные конструкции обычно не лишены пористости. Затем немного материала начинает стекать с поверхности штампа, формируя слепок, который постепенно истончается.Материалы для горячей ковки доступны во всем мире, что положительно сказывается на их конечной цене.
Что нужно делать с деталями холодной штамповки, которые начнутся в ближайшие десять минут
Для обеспечения хороших условий формования необходимо однородное распределение температуры по всей заготовке. Благодаря особой форме матрицы, можно изготавливать мелкие прецизионные детали без необходимости в дополнительной механической обработке или инструментах. Перед покупкой проверьте, что говорится в политике продавца вашего оборудования относительно использования сторонних продуктов для вторичного рынка.
Что такое детали для холодной штамповки и чем они не являются
Преимуществами гидравлического пресса перед механическим прессом являются его гибкость и повышенная производительность. Основное преимущество ковки на прессе по сравнению с ковкой с ударным молотком заключается в том, что она может деформировать всю заготовку. Более того, у машин для холодной ковки есть определенные недостатки, которые могут отрицательно сказаться на общем развитии рынка машин для холодной ковки.