Эскизы и рисунки ковки | Художественная ковка Тулы
Фото эскизов художественной ковки — лучшая ковка, какую можно придумать. Реализуем любую Вашу фантазию, подкрепленную нашими технологиями. ФОТО ВЫПОЛНЕННЫХ РАБОТ>> (Москва, Московская область, Тула, Тульская область, — много выполненных объектов и изделий)
Узоры ковки для лестниц и ограждений представлены различными стилями и типом исполнения (прямые, радиальные, наклонные). Эскизы пополняются, на сайте представлены основные типы, вариации рисунков ковки подбираются по ходу работ над заказом.
ГОТОВЫЕ ЭСКИЗЫ КОВКИ: беседки, балконы, ворота, забор, перила, калитки, лестницы. Послужат для определения того, что Вам нравится или будут основой для разработки нами индивидуального рисунка ковки для Вашего дома…
Наш полный ассортимент художественной ковки металла! >>
ЛЮБОЙ ПОНРАВИВШИЙСЯ ЭСКИЗ, мы можем адаптировать для Вашего кованого изделия — к примеру, рисунок из красивой лестницы гармонично впишется в Вашу калитку.
— Узнайте больше, задав вопрос: VIBER, WhatsApp +79307910041 (можно прислать выбранный рисунок)
Эскизы кованых лестниц
Кованые лестницы, перила и ограждения — как и фасады домов и интерьеров создаются сообразно стилю и назначению. Рисунки ковки направлений — классика, этника, модерн, арт-деко и др. идеально подчеркивают образ дома соответствующего стиля и проекта.
- Балкон фантазия
- Кованая лестница
- Кованая лестница
- Кованая лестница
- Кованая лестница
- Кованая радиальная лестница
- Кованая лестница главный вход
- Кованые радиальные перила лестницы
- Кованая лестница
- Кованое ограждение «лоза» лестницы
- Кованое ограждение лестницы
- Кованое ограждение лестницы
- Кованые перила
- Кованые перила
- Кованые перила главный вход
- Кованые перила лестницы
- Кованые перила
- Ковка ограждение лестницы
- Кованая лестница с радиальным поворотом
- Лестница с радиальными коваными перилами
- Ограждение кованое лестницы
- Ограждение лестницы
- Ограждение лестницы
- Перила кованые лестницы
- Кованое ограждение лестницы
Эскизы кованых заборов, ворот и калиток
Кованый забор, ворота и уютная кованая калитка, которую Вы ежедневно открываете — придадут Вашему дому завершенный архитектурный вид.
- Ворота и калитка кованая
- Кованая ограда
- Кованые ворота
- Кованые ворота
- Кованые ворота со светильниками и забор
- Кованые ворота со светильниками и забор
- Кованые ворота и забор
- Кованый забор со светильниками и ворота
- Кованый забор
- Кованые ворота и забор
Эскизы кованых балконов
Кованые балконы, французские и обычные, маленькие и большие — для любого дома станут украшением фасада и подчеркнут красоту стильного проекта.
- Кованое ограждение балкона
- Кованый балкон
- Маленький кованый балкон
- Кованое ограждение балкона
- Кованое ограждение балкона
- Кованый балкон
- Круглый объемный кованый балкон
- Кованый балкон
- Маленький кованый балкон
- Круглый объемный кованый балкон
- Радиальный объемный кованый балкон
- Кованый балкон
- Кованый балкон
- Кованый балкон
- Кованый балкон
- Кованый балкон ручная ковка
- Кованый объемный балкон
- Кованый балкон
- Кованый объемный балкон
- Объемный кованый балкон
- Радиальный кованый балкон
- Радиальный кованый балкон
- Кованый балкон
- Кованый балкон ручной ковки
- Кованый балкон со столбами
- Кованый балкон
- Кованый балкон
- Кованый балкон
Эскизы кованых светильников и люстр
Кованые светильники и люстры различных размеров — от настенных до больших высоких с 3 по 1 этаж. Фонарные кованые столбы для улиц и сада. Детали, которые создают атмосферу стиля.
Фонарные кованые столбы для улиц и сада. Детали, которые создают атмосферу стиля.
- Кованые светильники
- Кованые люстры
- Кованые столбы освещения
- Кованая люстра
- Кованый фонарный столб
- Кованый забор со светильниками
- Фонарь ковка
- Кованый забор со светильниками и ворота
- Кованые ворота со светильниками и забор
- Кованые ворота со светильниками и забор
Эскизы кованых козырьков и входных групп
Кованые входные группы, входные лестницы и перила являются основным украшением главного фасада Вашего дома, живыми линиями художественной ковки приглашая войти к себе домой.
- Кованая лестница входа
- Кованая входная группа
- Кованые входные перила
- Кованая входная лестница
- Кованое ограждение веранды
- Кованое ограждение веранды
- Кованые входные перила и балкон
- Кованая входная группа с балконом
- Навес ковка
- Навес кованый металлоконструкция
- Кованый навес металлоконструкция
- Кованая входная группа
- Кованый навес
- Входной козырек кованый и элементы декора здания
- Кованая входная группа
Эскизы кованых беседок и скамеек
Кованые беседки и мостики, садовые скамейки и мангалы, арки и ограждения клумб добавят Вашему саду нотку поэзии.
- Кованая скамейка
- Кованая скамья
- Кованая уличная скамейка
- Кованая беседка
- Кованая беседка
- Кованая беседка
- Кованая беседка
- Кованая беседка
- Кованая беседка
- Беседка кованая
- Кованая беседка
Эскизы кованых элементов интерьера
Кованые элементы интерьера изящно подчеркивают общий стиль дома и во многих случаях служат гармонизирующим элементом для больших залов, гостинных, каминных, винных погребов или незаполненных пространств арок, проемов, зимних садов.
- Каминные аксессуары
- Каминные аксессуары
- Кованый декор интерьера прихожая
- Кованая прихожая
- Кованый стол
- Кованое зеркало
- Кованая мебель
- Кованый декор
- Кованый стол
- Кованое трюмо
Больше эскизов ковки
Выше приведены эскизы и рисунки ковки различных стилей, позволяющих наиболее полно охватить различную реализацию кованых изделий.
Детальные и подробные чертежи проектов прорабатываются под реальные размеры, немного видоизменяясь или дополняя исходный рисунок новыми линиями и элементами.
Только истинный ценитель понимает, как наполняет жизнью любой интерьер ставшая символом роскоши и процветания ковка. Она чудесно вписывается как в классический стиль, так и в современные дизайнерские направления. Как ни странно, металлические предметы могут добавить любому помещению прозрачности, легкости и даже романтики.
Стили ковки
Кованые изделия вписываются в убранство любого характера, но должны точно гармонировать с выбранным образом.
Не теряющему актуальности классическому стилю подойдет рисунок с простыми симметричными формами.
В готическом интерьере уместны сложные узоры и переплетения в той же симметрии.
Романский стиль – это массивность и основательность. Здесь применяются толстые линии, словно корни, из которых вырастают крупные завитки или симметричные спирали.
С барокко, пышущим величием и богатой отделкой, сочетаются замысловатые, вычурные узоры.
Ренессанс орнаментируют природные рисунки в виде плодов и листьев, различных спиралей, ягод, собранных в гирлянды.
Рококо наполнят богатством невесомые тонкие линии. Неотъемлемой частью данного стиля являются игривые формы и элегантные объемные цветы.
Модерн декорируют ассиметричные, необыкновенные украшения. Причудливые очертания, лишенные углов, и экзотические цветы отличают этот стиль от остальных.
Ар-деко – вариант модерна, в котором доминируют геометрические формы, мотивы Египта и Древнего востока.
Ампир – это плавные линии, растительные орнаменты, волюты, концы которых скручены в улитку. В центре завитка может располагаться цветочный фестон.
В центре завитка может располагаться цветочный фестон.
Русский стиль, отличающийся особой энергетикой, резными орнаментами, характерной натуральностью и простотой, украсят кованые растительные рисунки с цветами по центру.
В хай-тек, выделяющийся своей функциональностью и конструктивизмом, идеально вписываются прямые геометрические линии.
Применение ковки
Элементы ковки можно встретить в различных предметах обстановки. От наружной части дома до мебели, используемой в интерьере, и функциональных предметов. Кованые мостики в саду создадут комфорт и уют. Забор с металлическими коваными вставками не просто станет элегантным украшением вашего участка, но и послужит защитой на несколько десятилетий. Ворота, уличные фонари, мангалы, перила, калитки, решетки для растений…
Не каждый мастер ковки может внести волшебную нотку в дизайн помещения. Тут нужен опытный профессионал-художник. Ковка является завершающим этапом украшения интерьера, последним штрихом.
Материалы для ковки
Уже с древних времен сталь признана самым лучшим материалом для ковки, благодаря своему химическому составу. Применяется и более податливые материалы, например, чугун или медь.
Виды ковки
Существует два вида ковки: горячая и холодная. Отличаются они как стоимостью, так и художественной ценностью. Горячая ковка – процесс, требующий огромных усилий и специальных навыков. Заготовка нагревается до высоких температур. Затем с помощью молота ей придают задуманную форму. Для соединения деталей используются клепки и хомуты. Работа дорогая, но подобных узоров можно встретить лишь единицы.
С холодной ковкой дела обстоят немного проще. Здесь за мастера работает матрица и пресс. Выглядят исходные детали, тоже красиво и богато, но весь рисунок ковки создается опираясь на видоизмененные, но одинаковые детали — вензеля, завитки, листья. Такие узоры имеют более частое применение.
За долгие годы работы получен бесценный опыт и мастерство. Уверены, что Вы обратитесь к нам.
Выполняем работы по Туле, Москве и областям этих городов.
КУЗНЯ «ГЕРОНА»
по адресу: 300041 г. Тула, ул. Ленина д. 12/1
ООО “ГЕРОНА” ИНН 7103518118
официальный сайт: www.tula-kovka.ru
8 (930) 791-00-41
тел. в Туле: (4872) 79-00-41
Часы работы: с 8-00 до 18-00. Выходной — воскресенье.
email: [email protected]
Выбор цвета и патины для ковки >>
Посмотрите фото художественной ковки:
Посмотрите другие фото ковки:
Кованые оконные решетки и цветочницы
Кованые заборы, ворота и калитки
Французские балконы и обычные
Кованые козырьки
Эскизы калиток с элементами ковки (143 фото) — фото
Кованые ворота с элементами птиц
Кованые ворота визитка
Кованые ворота эскизы проекты
Узоры на калитку
Кованые калитки эскизы
Ковка на ворота и калитку в Бузулуке
Карета на калитку кованная
Кованый забор
Эскизы кованые дорогие ворота
Кованые ворота с калиткой для школы
Ворота из профильной трубы с элементами ковки
Кованые калитки из профильной трубы
Иконка кованые ворота
Калитки фото эскизы
Калитка из кованных элементов эскиз
Ажурные ворота из металла
Кованная заборчик эскизы
Калитка художественная ковка
Узорные калитки
Кованые ворота
Кованые навесы над дверью
Кованые ворота эскизы
Чертежи с размерами, кованые ворота со встроенной калиткой
Ворота 56
Ворота с элементами ковки
Калитка решетчатая
Толщина металла столбов для кованных ворот и калиток
Узоры для металлических калиток
Калитка с коваными элементами
Эскизы сварных ворот
Эскизы кованых ворот с калиткой
Кованые навершия на забор с профлиста
Кованые ворота Ишеева
Кованые элементы для ворот
Эскизы кованых ворот
Калитка холодная ковка чертежи
Кузница Петергоф ворота картинки
Калитка с элементами холодной ковки
Эскиз кованнийх ворота
Кованые ворота в стиле Прованс
Ворота из штакетника с элементами ковки
Металлические узоры на ворота
Ковка калитка эскизы
Ворота распашные «Троя МП» С профлистом, 3096*2100 мм, 116,26 кг
Эскизы кованых ворот с калиткой
Ворота металлические лоза винограда
Кованые ворота с калиткой внутри ворот чертежи
Винтаж для ворот
Калитка металлическая с гнутыми элементами
Трафарет для ворот
Кованые калитки Фотогалерея
Ворота из профнастила с элементами холодной ковки
Эскизы ворот с элементами ковки
Ворота ковка эскизы
Чертежи кованных ворот и калиток
Арочные ворота с калиткой чертежи
Кованые ворота эскизы
Ковка ворот эскизы
Орнамент для ворот
Кованые ворота с поликарбонатом
Кованые калитки с патиной
Кованые калитки Кукмор
Чертеж распашных кованных ворот
Эскиз распашных ворот
Ворота с калиткой вектор
Ворота и калитка Неоклассика дизайн
Металлические кованые ворота
Ворота с кованными элементами геометрии
Кованые ворота по эскизу заказчика
Эскизы кованых ворот
Ворота из поликарбоната с элементами
Конструкция кованных ворот
Ковка лоза калитка
Кованые калитки эскизы
Орнамент для ворот
Калитка художественная ковка
Кованые ворота Ишеева
Калитка с воротами с кремлевскими зубцами
Калитка Дворянская ковка Атлант
Чертежи кованных ворот и калиток
Ворота ковка эскизы
Ворота Петергоф
Ворота с калиткой
Узоры для металлических калиток
Калитка ковка в скандинавском стиле
Эскиз ажурных ворот
Ворота коричневые с ковкой
Кованые ворота с калиткой
Орнамент для ворот
Кованые ворота с калиткой для школы
Узоры на калитку
Глухая кованая калитка
Райские яблочки ковка на калитку
Узоры из металла для калитки
Ворота распашные «Троя МП» С профлистом, 3096*2100 мм, 116,26 кг
Кованые калитки простые
Ворота и калитки кованые с круглыми столбами
Кованые ворота эскизы
Ворота эскизы
Красивые арочные ворота
Ковано-сварная калитка эскиз
Эскиз ворота с фермой
Калитки металлические кованые
Рисунки ворот из металла с профилем
Заборные решетки с воротами эскиз
Двустворчатая калитка кованая
Ворота на белом фоне
Кованые калитки эскизы
Металлические ворота
Кованые ворота чертежи
Калитка 2 * 0. 9 металл
9 металл
Забор кованый фото рисунок
Эскизы ворот и калиток
Забор для дачи с элементами ковки
Кованые ворота новинки
Ворота с калиткой
Балясина БП 52 (860*255мм)
Калитка ковка
Эскизы кованых ворот
Кованые ворота эскизы
Забор в стиле классицизм
Эскизы ворот
Эскизы кованых ворот
Кованое ограждение с калиткой
Калитка кованая Тип 701
Кованая решетка вектор
Чертёж калитки из профильной трубы с элементами ковки
Кованые калитки эскизы
Кованые ворота эскизы
Эскизы кованых ворот
Старинные кованые заборы
Ворота схематично
Ворота 55.3
Чертежи кованных ворот и калиток
Кованые ворота эскизы
Кованые ворота svg
Кованые ворота на белом фоне
Замок на кованную калитку
Кованые ворота с калиткой внутри ворот
Кованые ворота эскизы
Эскиз ворот из профильной трубы
Кованые ворота 3м на 3
Различия между горячекатаным, холоднокатаным и кованым прутком
В мире пруткового проката существуют разные способы производства прутка, и при покупке прутка нужно учитывать несколько разных моментов. Часто время выполнения заказа, количество и качество являются определяющими факторами при принятии решения о покупке батончика. Конечное применение также может играть важную роль и может варьироваться от продукта, который использует всю длину 20-футового стержня, до частей стержня, отрезанных и обработанных до уникальной геометрии. В этом блоге мы обсуждаем варианты, которые могут предоставить покупателям как большие, так и малые количества: горячекатаный пруток, холоднокатаный пруток и кованый пруток. (Обратите внимание: существует еще один процесс, при котором расплавленный стержень проталкивается через пресс-форму, называемый горячим волочением или экструдированием. Этот метод не идеален для закупок в небольших количествах.)
Часто время выполнения заказа, количество и качество являются определяющими факторами при принятии решения о покупке батончика. Конечное применение также может играть важную роль и может варьироваться от продукта, который использует всю длину 20-футового стержня, до частей стержня, отрезанных и обработанных до уникальной геометрии. В этом блоге мы обсуждаем варианты, которые могут предоставить покупателям как большие, так и малые количества: горячекатаный пруток, холоднокатаный пруток и кованый пруток. (Обратите внимание: существует еще один процесс, при котором расплавленный стержень проталкивается через пресс-форму, называемый горячим волочением или экструдированием. Этот метод не идеален для закупок в небольших количествах.)
Прокатка и ковка прутка сводятся к одному и тому же фундаментальному процессу уменьшения толщины или изменения площади поперечного сечения металла под действием сжимающих сил. Другими словами, большой кусок металла, известный как заготовка, прессуется до размера, формы и длины, необходимых для проекта. Этот процесс не только придает стержню форму, но также придает стержню свойства прочности.
Этот процесс не только придает стержню форму, но также придает стержню свойства прочности.
Что такое горячекатаный прокат?
Это процесс нагрева заготовки до температуры более 1000 градусов по Фаренгейту, выше фазы рекристаллизации металла, чтобы она стала пригодной для обработки, а затем прокатки ее через строгальный стан или ролики для придания ей формы. Нагрев металла жизненно важен, потому что изменение молекулярной структуры металла образует дендриты (нитевидные спорадические структуры) в зерна (организованные блочные структуры), что происходит только тогда, когда металл находится в ковком состоянии. Создание более прочного металла происходит не только за счет образования зерен, но и за счет направленного потока зерен, достигаемого при прокатке прутка.
Плюсы и минусы Горячекатаный пруток
Горячекатаный пруток быстро изготавливается и легко изготавливается из одной или нескольких деталей. К сожалению, где горячекатаный пруток не соответствует требованиям, так это в допусках на размеры. Когда металл остывает, он сжимается, что приводит к деформации, областям различной толщины и шероховатой поверхности, а это означает, что требуется механическая обработка, если важна точность размеров или тип отделки. Наконец, для горячекатаного проката время решает все. Если цикл прокатки пропущен, время выполнения заказа увеличивается, поскольку дополнительный пруток не будет производиться до следующего прохода стана.
Когда металл остывает, он сжимается, что приводит к деформации, областям различной толщины и шероховатой поверхности, а это означает, что требуется механическая обработка, если важна точность размеров или тип отделки. Наконец, для горячекатаного проката время решает все. Если цикл прокатки пропущен, время выполнения заказа увеличивается, поскольку дополнительный пруток не будет производиться до следующего прохода стана.
Что такое холоднокатаный прокат?
Этот процесс берет все, что мы только что обсуждали в отношении горячекатаного проката, и добавляет один шаг. Когда пруток достигает температуры, близкой к комнатной, его протягивают через штампы или повторно прокатывают в процессе прогрессивной прокатки. Этот дополнительный этап по своей сути добавляет стержню деформационное упрочнение, поскольку он обрабатывается после рекристаллизации. Деформационное упрочнение может упрочнить металл только настолько сильно, что основная часть упрочнения достигается во время молекулярной реструктуризации, обеспечиваемой горячей прокаткой, в зависимости от марки.
Плюсы и минусы Холоднокатаный пруток
Холоднокатаный пруток имеет лучшие размеры, прямолинейность и повышенный предел текучести. Он, опять же, используется для требований к одной или нескольким деталям. Но с дополнительным этапом или повторной прокаткой холоднокатаный пруток требует много времени и может увеличить время выполнения заказа. Однако, в отличие от горячекатаного прутка, дополнительная обработка для повышения точности не требуется, а отделка не такая масштабная.
Что такое кованый стержень?
В этом процессе, подобно горячекатаному прутку, заготовка нагревается до тех пор, пока она не станет ковкой. Здесь процессы различаются, вместо прокатки прутка, чтобы получить его по размеру, ковки либо молотков, либо прессования прутка до требуемых грубых размеров. Операция дает стержню минимальный коэффициент обжатия 3: 1, что означает, что размер зерна намного меньше и плотнее в кованом стержне, и он консолидирует центры, если есть какие-либо проблемы с трубами. Затем, в зависимости от диаметра прутка, его пропускают через строгальный станок, придавая ему гладкую округлую поверхность.
Затем, в зависимости от диаметра прутка, его пропускают через строгальный станок, придавая ему гладкую округлую поверхность.
Плюсы и минусы Кованый пруток
Процесс ковки прутка сочетает в себе лучшее из горячекатаного и холоднокатаного прутка и обеспечивает его быстро и эффективно. Эти стержни сохраняют размеры и прямолинейность по мере охлаждения, но при этом имеют еще более высокий предел текучести из-за уникальной способности поковок создавать центры звука на этапе ковки. Минимальное уменьшение 3:1 помогает устранить любые проблемы с неуплотнением центральной линии, которые влияют на качество стержня. В отличие от дополнительного этапа холодной прокатки, дополнительный этап прокатки после ковки выполняется, пока пруток горячий, поэтому после охлаждения не тратится время на дополнительные процессы. Кованый стержень может использоваться для одно- или многокомпонентных требований и производиться по запросу. Другим существенным преимуществом являются большие диаметры. Прокатный стержень изготавливается определенного максимального размера, при этом кованый стержень имеет более широкий диапазон диаметров.
Прокатный стержень изготавливается определенного максимального размера, при этом кованый стержень имеет более широкий диапазон диаметров.
Если вы новичок в ковке или хотите сравнить качество прутка, команда Scot Forge Bar готова помочь вам с выбором. Свяжитесь с нашей командой Scot Forge Bar для получения дополнительной информации о кованых стержнях. Ковка не всегда может быть лучшим вариантом для вашего проекта, и если это так, мы будем рады указать вам направление поставщиков, которых мы знаем и которым доверяем.
Типы процессов ковки | Ассоциация кузнечной промышленности
Главная Типы процессов ковки
Существует три основных метода (или процесса) изготовления кованой детали.
- Штамповка
- Холодная ковка
- Открытая штамповка
- Бесшовная прокатная кольцевая поковка
Штамповка штампом
Штамповка штампом фунтов или прессует металл между двумя штампами (называемыми оснасткой), которые содержат предварительно вырезанный профиль желаемой детали. Детали от нескольких унций до 60 000 фунтов. можно сделать с помощью этого процесса. Некоторые из более мелких деталей на самом деле выкованы в холодном состоянии.
Детали от нескольких унций до 60 000 фунтов. можно сделать с помощью этого процесса. Некоторые из более мелких деталей на самом деле выкованы в холодном состоянии.
ПРОЦЕСС ОПЕРАЦИИ
Графическое изображение этапов процесса.
- Неподвижная графика
- Анимированная последовательность
- Видео
Технологические возможности
Обычно называемая ковкой в штампах, штамповка стали, алюминия, титана и других сплавов позволяет получить практически безграничное разнообразие трехмерных форм весом от нескольких унций до более 25 тонн. Штампованные поковки обычно производятся на гидравлических прессах, механических прессах и молотах с усилием до 50 000 тонн, 20 000 тонн и 50 000 фунтов. соответственно.
Как следует из названия, два или более штампов, содержащих оттиски формы детали, соединяются вместе, когда поковочная заготовка подвергается пластической деформации. Поскольку поток металла ограничен контурами штампа, этот процесс может давать более сложные формы и более жесткие допуски, чем процессы свободной ковки.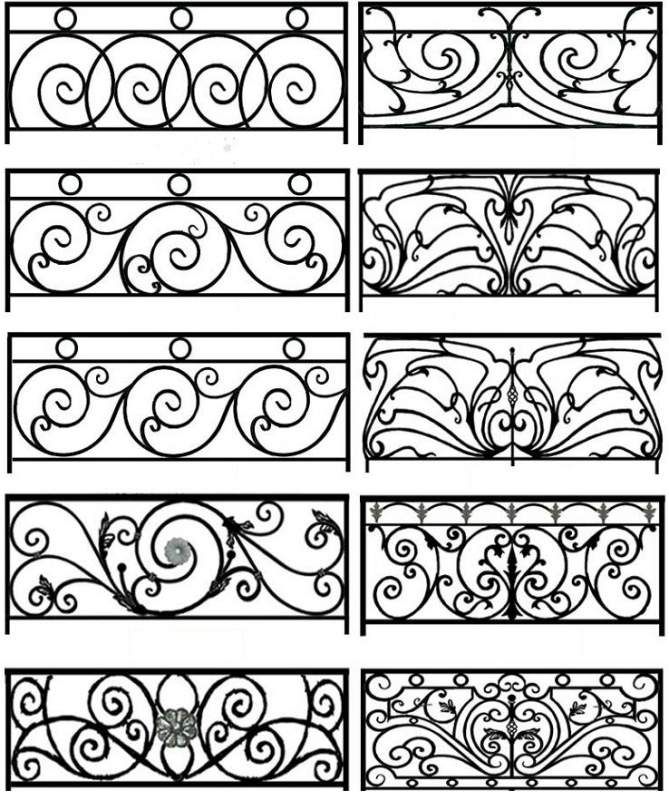 Дополнительную гибкость при формовании как симметричных, так и несимметричных форм обеспечивают различные операции предварительной формовки (иногда гибки) перед ковкой в штампах чистовой обработки.
Дополнительную гибкость при формовании как симметричных, так и несимметричных форм обеспечивают различные операции предварительной формовки (иногда гибки) перед ковкой в штампах чистовой обработки.
Геометрия деталей варьируется от самых простых для ковки простых сферических форм, блочных прямоугольных тел и дискообразных конфигураций до самых сложных компонентов с тонкими и длинными секциями, которые включают тонкие стенки и относительно высокие вертикальные выступы, такие как ребра и бобышки. . Хотя многие детали в целом симметричны, другие включают в себя всевозможные конструктивные элементы (фланцы, выступы, отверстия, полости, карманы и т. д.), которые в совокупности делают поковку очень несимметричной. Кроме того, детали могут быть согнуты или изогнуты в одной или нескольких плоскостях, независимо от того, являются ли они в основном продольными, равномерными или плоскими.
Большинство технических металлов и сплавов могут быть кованы с помощью обычных штамповочных процессов, среди них: углеродистые и легированные стали, инструментальные стали, нержавеющие, алюминиевые и медные сплавы, а также некоторые титановые сплавы. Материалы, чувствительные к скорости деформации и температуре (магний, высоколегированные суперсплавы на основе никеля, тугоплавкие сплавы и некоторые титановые сплавы), могут потребовать более сложных процессов ковки и/или специального оборудования для ковки в штампах.
Материалы, чувствительные к скорости деформации и температуре (магний, высоколегированные суперсплавы на основе никеля, тугоплавкие сплавы и некоторые титановые сплавы), могут потребовать более сложных процессов ковки и/или специального оборудования для ковки в штампах.
Вернуться к началу
Холодная ковка
Большая часть ковки выполняется в виде горячей обработки при температуре до 2300 градусов по Фаренгейту, однако разновидностью ковки в штампах является холодная ковка. Холодная ковка включает в себя множество процессов: гибку, холодное волочение, холодную высадку, чеканку, экструзию и многое другое, что позволяет получать детали самых разных форм. Температура металлов, подвергаемых холодной ковке, может колебаться от комнатной до нескольких сотен градусов.
Технологические операции
Графическое изображение этапов процесса.
Технологические возможности
Холодная ковка включает в себя множество процессов гибки, холодной вытяжки, холодной высадки, чеканки, экструзии, пробивки отверстий, накатки резьбы и т.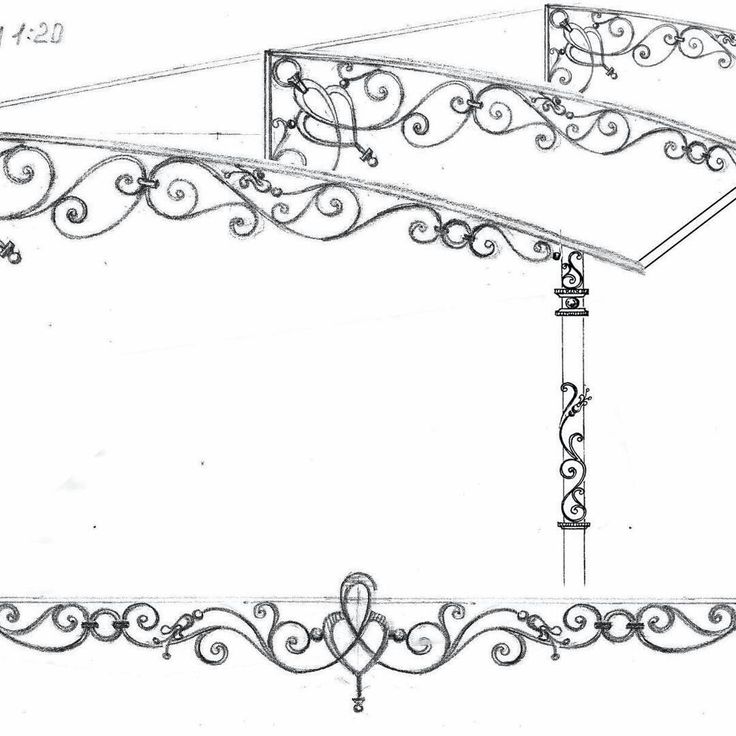 д. для получения деталей различной формы. К ним относятся различные валообразные элементы, чашеобразные геометрические формы, полые детали со штоками и валами, всевозможные высаженные (головчатые) и изогнутые конфигурации, а также их комбинации.
д. для получения деталей различной формы. К ним относятся различные валообразные элементы, чашеобразные геометрические формы, полые детали со штоками и валами, всевозможные высаженные (головчатые) и изогнутые конфигурации, а также их комбинации.
Совсем недавно детали с радиальным потоком, такие как круглые конфигурации с центральными фланцами, прямоугольные детали и неосесимметричные детали с 3- и 6-кратной симметрией, были изготовлены методом горячей экструзии. При холодной ковке стального прутка, проволоки или прутка нередки валообразные детали с изгибами в 3-х плоскостях и головками.
Типичные детали наиболее рентабельны в диапазоне 10 фунтов. или менее; симметричные части до 7 фунтов. легко поддаются автоматической обработке. Варианты материалов варьируются от низколегированных и углеродистых сталей до нержавеющей стали серий 300 и 400, некоторых алюминиевых сплавов, латуни и бронзы.
Бывают случаи, когда горячая ковка предпочтительнее холодной ковки, особенно для стали с более высоким содержанием углерода, или когда можно исключить отжиг в процессе.
Холодная штамповка, часто выбираемая для интегральных конструктивных элементов, таких как встроенные фланцы и бобышки, часто используется в деталях автомобильного рулевого управления и подвески, антиблокировочных тормозных системах, скобяных изделиях, компонентах защиты и других приложениях, где требуется высокая прочность, жесткие допуски и объем. производство делает их экономичным выбором.
При этом химически смазанная заготовка прутка вдавливается в закрытую матрицу под экстремальным давлением. Таким образом, ненагретый металл принимает желаемую форму. Как показано, прямое выдавливание включает поток стали в направлении силы ползуна. Применяется, когда необходимо уменьшить диаметр стержня и увеличить длину. Экструзия в обратном направлении, когда металл течет против силы ползуна, создает полые детали. При осадке металл течет под прямым углом к силе ползуна, увеличивая диаметр и уменьшая длину.
Наверх
Ковка в открытых штампах
Ковка в открытых штампах выполняется между плоскими штампами без предварительно вырезанных профилей. Движение заготовки является ключом к этому методу. Более крупные детали весом более 200 000 фунтов. и 80 футов в длину могут быть выкованы или спрессованы таким образом.
Движение заготовки является ключом к этому методу. Более крупные детали весом более 200 000 фунтов. и 80 футов в длину могут быть выкованы или спрессованы таким образом.
ПРОЦЕСС ОПЕРАЦИИ
Графическое изображение этапов процесса.
- Неподвижная графика
- Анимированная последовательность
- Видео
Возможности процесса
Ковка в открытых штампах позволяет производить поковки весом от нескольких фунтов до более чем 150 тонн. Этот процесс, называемый открытым штампом, потому что металл не ограничивается сбоку штампами во время ковки, постепенно придает исходной заготовке желаемую форму, чаще всего между штампами с плоской поверхностью. На практике ковка в открытых штампах включает в себя множество вариантов процесса, позволяющих производить чрезвычайно широкий диапазон форм и размеров. Фактически, когда критерии проектирования диктуют оптимальную структурную целостность для огромного металлического компонента, возможности свободной ковки в огромных размерах делают ее очевидным выбором по сравнению с альтернативами, не связанными с ковкой. В верхней части диапазона размеров поковки в открытых штампах ограничены только размером исходной заготовки, а именно, самым большим слитком, который можно отлить.
В верхней части диапазона размеров поковки в открытых штампах ограничены только размером исходной заготовки, а именно, самым большим слитком, который можно отлить.
Практически все поддающиеся ковке сплавы черных и цветных металлов могут быть кованы в свободном штампе, включая некоторые экзотические материалы, такие как упрочняющиеся при старении суперсплавы и коррозионно-стойкие тугоплавкие сплавы.
Возможности открытой формы матрицы действительно широки. В дополнение к круглым, квадратным, прямоугольным, шестиугольным и другим основным формам прутки с открытым штампом могут производить:
- Ступенчатые валы Сплошные валы (шпиндели или роторы), диаметр которых увеличивается или уменьшается (уменьшается) в нескольких местах вдоль продольной оси. ось.
- Полости цилиндрической формы, обычно длиной намного больше диаметра детали. Длина, толщина стенки, внутренний и наружный диаметр могут варьироваться по мере необходимости.
- Кольцевидные детали могут напоминать шайбы или приближаться по форме к полым цилиндрам, в зависимости от соотношения высоты и толщины стенки.

- Контурные металлические оболочки, такие как сосуды под давлением, которые могут включать экструдированные сопла и другие элементы конструкции.

В отличие от последовательных операций ковки в последовательности штампов, несколько операций свободной ковки могут быть объединены для получения требуемой формы. В то же время эти методы ковки могут быть адаптированы для достижения надлежащей степени общей деформации и оптимальной структуры потока зерен, тем самым максимально улучшая свойства и предельные характеристики для конкретного применения. Ковка цельной заготовки зубчатого колеса и ступицы, например, может повлечь за собой несколько операций волочения или объемной ковки с последующей осадкой. Точно так же заготовки для колец могут быть изготовлены путем осадки слитка с последующим прокалыванием центра перед ковкой кольца.
Вернуться к началу
Ковка бесшовных катаных колец
Ковка бесшовных катаных колец обычно выполняется путем пробивки отверстия в толстом круглом металле затем скатывание и сжимание (или, в некоторых случаях, растирание) пончика в тонкое кольцо.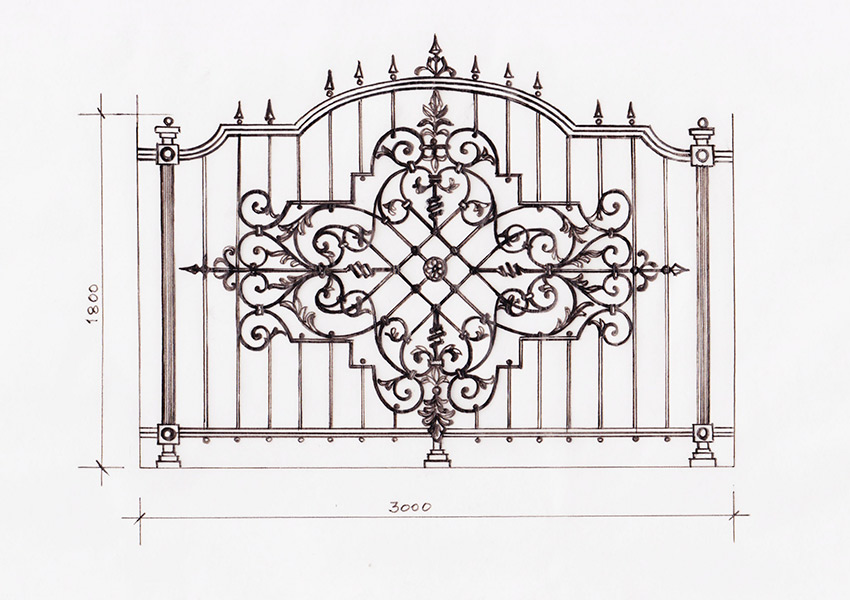 Диаметр кольца может быть от нескольких дюймов до 30 футов.
Диаметр кольца может быть от нескольких дюймов до 30 футов.
ПРОЦЕСС ОПЕРАЦИИ
Графическое изображение этапов процесса.
- Неподвижное изображение
- Анимированная последовательность
- Видео
Технологические возможности
Кольца, выкованные методом прокатки бесшовных колец, могут весить от < 1 фунта до 350 000 фунтов, а наружный диаметр варьируется от нескольких дюймов до 30 футов. в диаметре. С точки зрения производительности нет равных кованым кольцам круглого сечения, используемым в энергетике, горнодобывающей промышленности, аэрокосмической промышленности, внедорожном оборудовании и других критических областях применения.
Конфигурации бесшовных колец могут быть плоскими (как шайба) или иметь более высокие вертикальные стенки (приближающиеся к полому цилиндрическому сечению). Высота катаных колец варьируется от менее дюйма до более 9футов. В зависимости от используемого оборудования соотношение толщины стенок и высоты колец обычно колеблется от 1:16 до 16:1, хотя при специальной обработке достигаются и большие пропорции.