Эскизы кованых заборов от производителя в Липецке: выбирайте лучшее
Красивые и продуманные эскизы кованых заборов от наших специалистов достаточно многочисленны, чтобы вы смогли выбрать подходящее вашему стилю изделие.
При выборе также стоит учитывать, что заборы разной высоты и конфигурации имеют разный функционал.
Кованый забор, эскизы которого вам пришлись по душе, может оказаться не слишком подходящим для вашей ситуации по нескольким причинам.
Живя в условиях оживленного горда или коттеджного поселка, вы вряд ли захотите, чтобы ваш участок или его отдельные зоны были на виду.
Для тех, кто хочет скрыться от посторонних глаз, представлены глухие кованые заборы!
Каталог предполагает наличие глухих и прозрачных секций с одинаковым оформлением, чтобы вы могли скрыть только то пространство, на которое посторонним не стоит устремлять взоры.
Другой важный нюанс – степень защиты, которую должен гарантировать забор. Разумеется, чем он выше, тем менее доступным станет ваш участок. Но это не все. Каталог кованых заборов предполагает наличие секций с различными формами верха. Это могут быть как плавные линии, так и острые пики. Разумеется, последние более целесообразно использовать для защиты территории.
Разумеется, чем он выше, тем менее доступным станет ваш участок. Но это не все. Каталог кованых заборов предполагает наличие секций с различными формами верха. Это могут быть как плавные линии, так и острые пики. Разумеется, последние более целесообразно использовать для защиты территории.
Для защиты участка используют заборы вертикальной направленности, тогда как свободные и горизонтальные формы являются скорее декоративным решением.
Кованые заборы и ворота должны сочетаться единым стилем и размерами. Высота забора должна учитывать наличие ленточного фундамента (его, кстати, особенно целесообразно делать, если на участке есть собаки). Чем выше, тем лучше. Но тем более серьезное основание придется выполнять.
Качественные кованые заборы в городах Воронеж, Липецк и Москва представлены «Заводом изделий благоустройства». Мы рассмотрим ваш заказ индивидуально и постараемся подобрать такую ограду, которая будет не только красивой, но и функциональной и недорогой.
Эскизы и фото кованых ворот с калиткой и забором и без них
Кованые ворота ограды, дома или здания служат визитной карточкой домовладельца, зримо, но ненавязчиво демонстрирующие его эстетические горизонты при выраженном стремлении к приватности.
Эскиз и узор кованных ворот
Вернуться к оглавлениюКованый металл
Естественная красота металла издревле ценится людьми. Элементы ограждений из кованого металла используются также с незапамятных времён. Солидная надёжность, долговечность, индивидуальность кованой стали гармонирует с любыми материалами.
Природный цвет тусклой стали прекрасно сочетается с любыми цветовыми решениями фасадов и элементов декора. Для защиты металла от коррозии применяют специальные краски, не нарушающие эстетического облика материала и конструкций.
Вернуться к оглавлениюХудожественная выразительность
Кованая ограда источает эстетическую привлекательность.
Вариант узора и эскиз кованных ворот и калитки
Это достигается сочетанием узорного плетения ажурной стали и включённых в них декоративных элементов из литого или кованого металла. Ворота в ограде, выполненные таким образом, дают возможность разрядить тяжеловесность и монотонность ограждения, создавая визуальную и эстетическую доминанту.

Кованый металл, в отличие от цельнотянутого или штампованного, имеет неровную поверхность, получающуюся в результате механической обработки раскалённых заготовок. Она придаёт дополнительную красоту всей конструкции. Отблески света, перетекающая тень играет на поверхности благородного металла, завораживая взгляд и поощряя зрителя любоваться узорами и элементами художественной композиции.
Поучаствовать в создании собственного шедевра можно самому, разработав эскиз кованых ворот.
Оригинальный эскиз кованых ворот и калитки
Эту работу можно сделать своими руками, вложив в неё собственный дизайнерский подход. Вернуться к оглавлению
Свойства и возможности
Художественное решение кованых ворот загородного дома должно отражать понимание автором их назначения и эстетической функции. В зависимости от свойств основного ограждения, может меняться исполнение ворот. Забор из камня сигнализирует о стремлении к приватности, желанию достичь максимальной степени уединённости.
Кованые ворота, несмотря на свою ажурность, вовсе не противоречат этой функции. Закрыв часть ворот элементами из сплошного металла или густой вязью решетчатого плетения, можно подчеркнуть это стремление. Можно реализовать и иную функцию — оповещения о полном контроле ситуации в зоне входного узла. Это делается при помощи более открытой и прозрачной композиции узора ворот, разбивающей солидную основательность обрамляющего их ограждения.
Дизайн и узор кованых ворот
В том случае, если ограда выполнена из кованых, литых или сварных решёток, ворота лучше выполнять единым с ними стилем.
Более насыщенная орнаментация, включение декоративных элементов, отсутствующих в рисунке забора, помогут сделать ворота визуальной доминантой линии ограды. При этом легко сохранить общее ощущение прозрачности и ненавязчивого раздела приватного и общественного пространства.
Включение калитки для пропуска пешеходов позволяет придать воротам дополнительную выразительность. Она может быть замаскирована в общей художественной композиции, или выделена отдельным элементом.
Она может быть замаскирована в общей художественной композиции, или выделена отдельным элементом.
Эскиз и декор кованой калитки и ворот с каменными столбами
Калитка может представлять и отдельный от остального полотна ворот элемент, размещённый в стороне от них. Разнесённое положение створок ворот и калитки позволяет визуально увеличить размеры входного узла, не увеличивая при этом габариты ворот. По такой же логике следует искать художественное решение для ворот из других композиций и материалов. Если забор является сочетанием нескольких стилей или материалов, то это только расширяет возможности для эстетического поиска.
Вернуться к оглавлению
Элементы эскиза
История художественного и утилитарного использования кованого металла создала множество приёмов его обработки, образцов орнамента и элементов декорирования. Ознакомившись перед разработкой эскиза ворот с прошлым опытом, вы расширите свои творческие возможности и получите дополнительные художественные инструменты.
Прекрасные результаты достигаются при украшении ворот коваными и литыми элементами из металла.
Эскиз кованых ворот с обозначением элементов
Общая художественная композиция, передаваемая эскизом, должна содержать проработку узора ограждающих элементов со включением в неё декоративных деталей промышленного или индивидуального исполнения. Если все части металлических ворот выполняются индивидуально, то нужно детально изобразить все типы декоративных элементов. Это позволит мастерам максимально полно реализовать ваш художественный замысел. Вернуться к оглавлению
Инструменты рисования
Для изготовления эскиза можно воспользоваться традиционным карандашом и ватманом. Это требует некоторых способностей к рисованию, позволяя достаточно полно выразить свой замысел.
Другим вариантом является использование современной компьютерной техники. Эскиз можно создать практически в любой графической программе. Необязательно покупать или скачивать профессиональное программное обеспечение. Любой компьютер, работающий в среде Windows, содержит графический редактор Paint, обладающий достаточными возможностями для реализации ваших замыслов.
Эскизы кованых элементов камина холодная ковка резетки ескизы, эскиз решетки на камин, эскизы передней решетки для камина, эскиз украшение деталей дома, эскизы решоток для фальшивых каминов, кованый каминный экран эскиз, рисунки для ворот, перегородка дерево-ковка,
Всегда приятно, когда дом наполнен атмосферой тепла, комфорта, уюта, надежности и безусловной красоты, которая видна в каждом элементе дизайна. Камин – великолепное сооружение любого дома, привносящее в интерьер очарование и теплоту. Кованые аксессуары для камина помогут облегчить его использование и дополнят внешний вид помещения, сделав его гармоничным, изысканным и роскошным. Ковка прекрасно сочетается со многими материалами, среди которых нужно выделить кирпич, камень, стекло и дерево. Ее дизайн безграничен, что позволяет использовать предметы из нее как в классическом стиле, так и во многих других.
Кованые аксессуары для камина помогут облегчить его использование и дополнят внешний вид помещения, сделав его гармоничным, изысканным и роскошным. Ковка прекрасно сочетается со многими материалами, среди которых нужно выделить кирпич, камень, стекло и дерево. Ее дизайн безграничен, что позволяет использовать предметы из нее как в классическом стиле, так и во многих других.
Так же Вы можете выбрать один из вариантов, нажав на эту ссылку
В понятие атрибутов для каминов входят решетки, защитные экраны, поленницы, а также различные подставки под угли и инструменты для комфортной эксплуатации сооружения (щетки, совки, щипцы, кочерги и прочее). С помощью решеток создается эксклюзивный стиль помещения, особое настроение, а также подчеркивается индивидуальность и изысканность вкуса владельца. А вот защитный экран – неотъемлемая часть конструкции, которая защищает помещение от проникновения излишнего жара и золы. Кроме того, она создает красоту, наполняя пространство изяществом и уютом.
Несомненным преимуществом таких изделий является их долговечность. Несмотря на кажущуюся хрупкость и изящество предметов, они обладают высокой прочностью, что делает их надежными и дарит вам безопасность в эксплуатации. Все детали покрыты особыми лакокрасочными материалами, которые славятся стойкостью к высоким температурам. А это позволит вам использовать предметы длительное время и они при этом не потеряют своей превосходной красоты. Также элементы стойки и к механическим воздействиям, они не ломаются и не гнутся.
Высококвалифицированные, опытные мастера Кузьмы создают прекрасные художественные эскизы кованых элементов камина, среди которых вы сможете найти то изделие или комплект, который полюбите с первого взгляда. Также мы с удовольствием поможем вам подобрать идеальный вариант принадлежностей, которые впишутся как в общий дизайн интерьера, так и в необходимое соотношение качества и цены.
Производство широкого ассортимента холоднокованых художественных металлических изделий в Москве и области
Компания «МГ Тротуар» предлагает изделия художественной ковки купить, выбрав подходящий экземпляр из широкого ассортимента представленных моделей или оформив индивидуальный заказ по предоставленному эскизу заказчика.
Холодная ковка не требует навыков кузнечного мастерства, металлообработка происходит без нагревания металла. Мастера используют специальное оборудование, методы гибки, прессования, получая при этом высокую прочность и надежность металлических изделий.
Эксклюзивность и привлекательность кованых изделий
Кованые элементы декоративных изделий имеют определенный шарм и магнетизм, они никогда не выходят из моды, имеют длительный срок службы.
Кованые изделия имеют такие преимущества:
- Изящность и декоративность;
- Функциональность и долговечность;
- Отсутствие деформации;
- Универсальность и доступность.


Из прутка, круга, квадрата, полосы, другого металлопроката создают очень прочные изделия уникальной конфигурации, которые намного надежнее кованых предметов, созданных с помощью литья или штамповки.
Стоит изделия художественной ковки купить, чтобы подчеркнуть красоту,благородство, изящество вашего сада, сделать акцент на оригинальном стиле, элегантности экстерьера и интерьера дома.
От создания дизайнерского эскиза до эффектного декоративного оформления
Мастера нашей компании помогут с помощью изделий холодной ковки облагородить придомовую территорию, сад, оригинально оформить внутреннее убранстводома, дополнив его эксклюзивными авторскими работами. Специалисты предлагают купить Кованые вороты, а такжеознакомиться с другими практичными декоративными конструкциями.
В ассортименте представлены такие высокохудожественные изделия из металла:
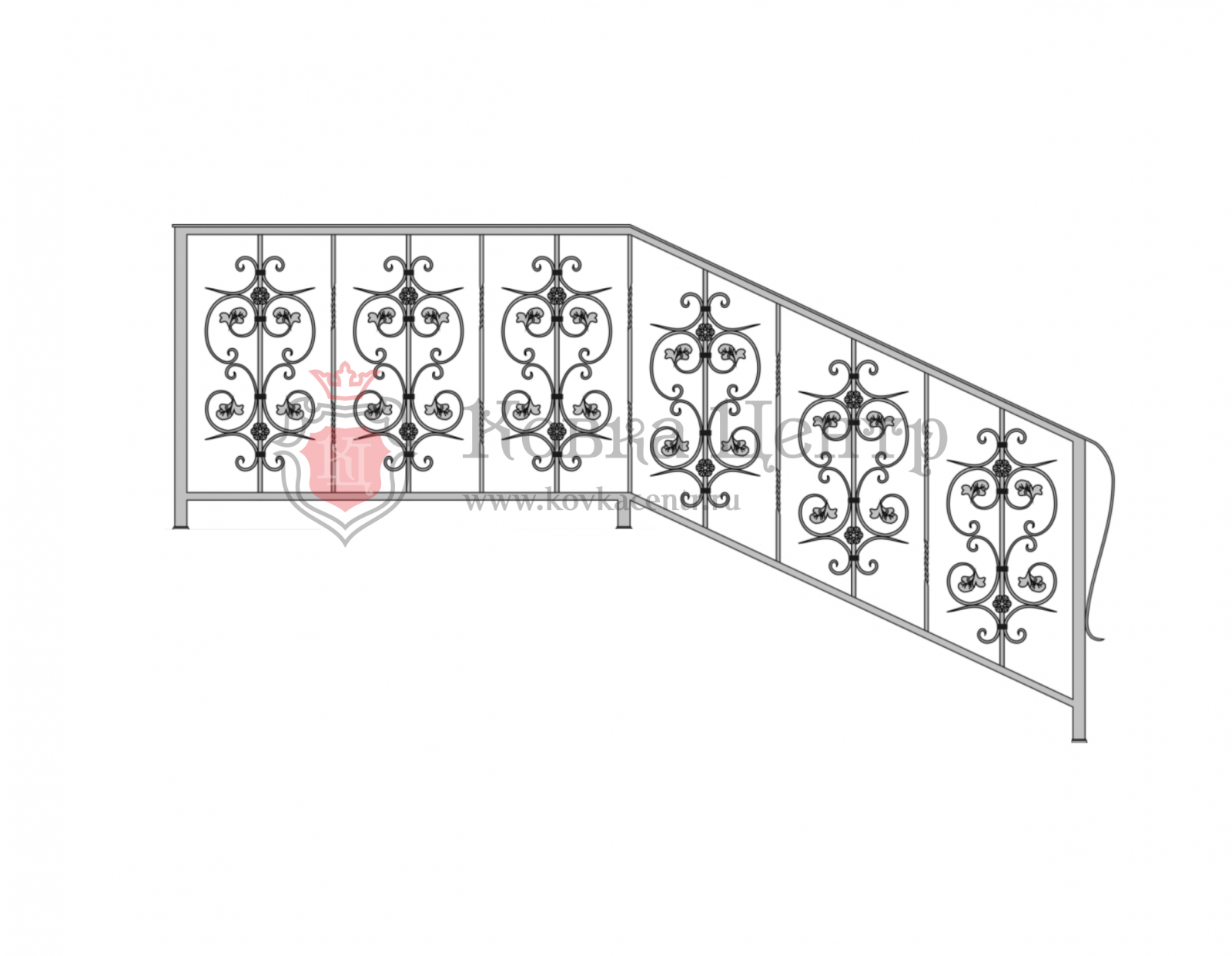
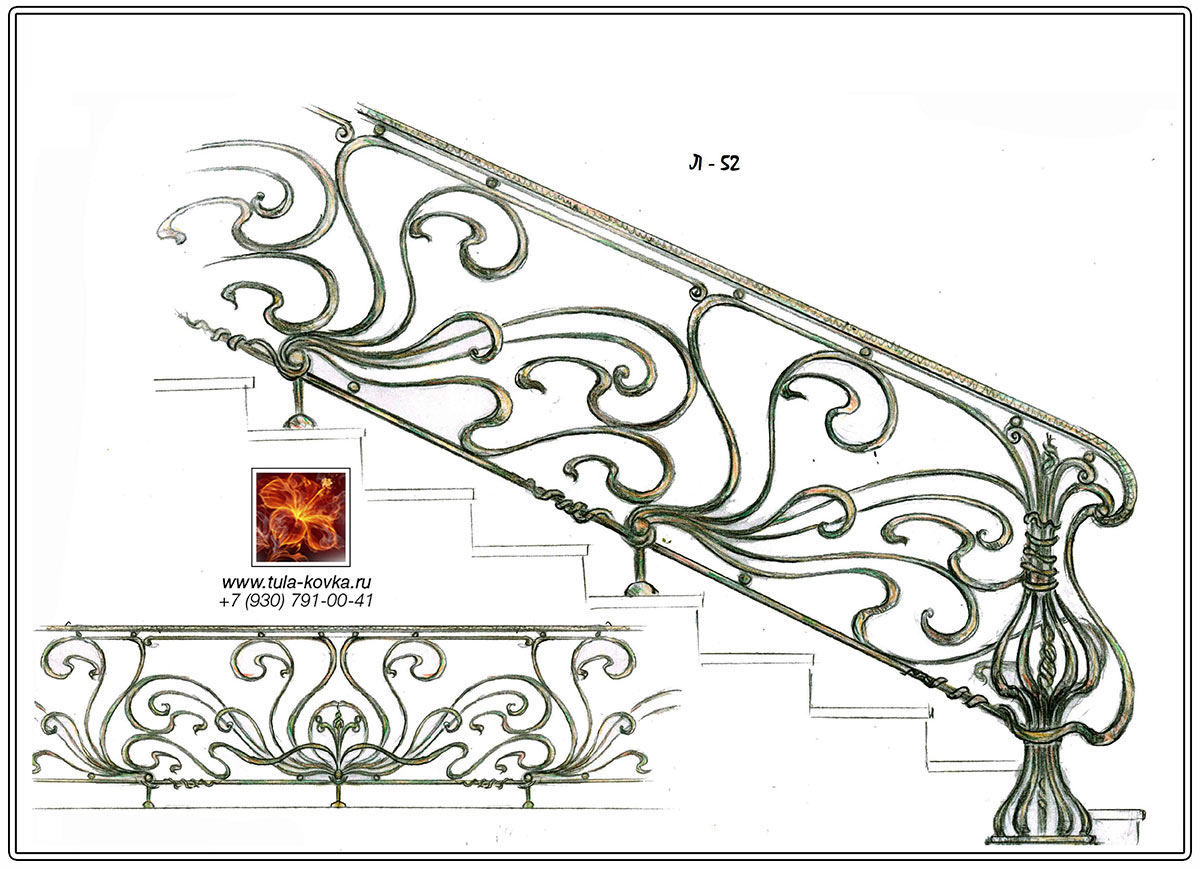
Перила для лестницы | Балконные ограждения |
- лестницы и калитки;
- кованые перила;
- навесы и козырьки;
- заборы, арки, перголы;
- ограды, решетки, ограждения;
- мангалы и барбекю;
- фонари, садовая мебель.
Благодаря вдохновению и творческому потенциалу мастеров удается получить очень изящные композиции, элегантные кованые перила, стильные предметы декора и мебели. Старинные методы и современные технологии обработки металла дают возможность воплотить в жизнь любые задумки клиентов.
В совершенстве владея мастерством художественной ковки, в процессе рассекания материала, вытяжки, гибки, скручивания, других сложных манипуляций, специалистам удается получить настоящие шедевры из металла.
В процессе создания металлических изделий методом холодной ковки, профессионалы используют такие кованые элементы:
- Завитки, шары, валюты;
- Пики, наконечники, корзинки;
- Балясины и торсионы;
- Фонарики, узоры и вензеля;
- Накладки, цветы и листья.
Заглянув на официальный сайт компании «МГ Тротуар» и полистав страницы электронного каталога, вы сможете не только купить Кованые вороты, но и выбрать другие образцы кованых изделий, предметов быта, созданных получшим дизайнерским эскизам. Выдержанные в определенном стиле кованые изделия могут быть окрашены в различные оттенки цвета: под медь и бронзу, с эффектом искусственного старения (патина).
Выдержанные в определенном стиле кованые изделия могут быть окрашены в различные оттенки цвета: под медь и бронзу, с эффектом искусственного старения (патина).
У нас вы найдете индивидуальный подход к каждому клиенту, доступные цены и гарантировано высокое качество.
Холодная ковка рисунки узоров — Морской флот
Всем привет.
Вот хочу поделиться интересной подборкой рисунков для ковки.
Я постоянно нахожусь в поиске всяких узоров, орнаментов. И вот однажды попался такой сборничек. Сам я железом особо не занимаюсь, но и мне понравились рисунки и решения различных изделий.
Обращаю внимание, что рисунки и чертежи в векторном формате, то есть просто так их не посмотришь, для просмотра и работы нужна векторная прога, векторный графический редактор типа CorelDRAW, Adobe Illustrator. Мне удобнее и проще работать в Кореле.
То что рисунки векторные, дает возможность работать с ними, изменять что либо. Так же можно увеличивать рисунок до реальных размеров без потери качества и распечатывать элементы в натуральном размере.
Скачать можно по этой ссылке с Яндекс диска
В этой папке десятка два папок и в каждой по сотне рисунков, всего 212 Мб.
Несколько рисунков для понимания что там есть…
В этой папке десятка два папок и в каждой по сотне рисунков. 212 Мб.
Скачать можно по этой ссылке с Яндекс диска
yadi.sk/d/4FTfpT3-3R54xG
Этот сборник был найден в интернете без авторской принадлежности и выкладывается «как есть»
Красивый въезд во двор подчеркнет хороший вкус хозяина, участок станет узнаваемым. Узоры на воротах из металла сделают ограду нарядной и неповторимой. Наносятся они различными способами, от картин на самоклеющейся пленке до рисунков кисточкой. Умельцы работать с металлом используют элементы ковки и превращают ворота в шедевр. Любой узор, сделанный своими руками, будет выглядеть неповторимо.
Рисунки на полотне ворот
Сделать въезд на участок ярким и незабываемым поможет картинка или рисунок. Декор наносится разными по технике способами:
- Граффити с помощью баллончиков.
- Рисунки краской.
- Орнаменты по трафарету.
- Самоклеющаяся пленка с 3D-изображениями.
Кованые узоры на металлических створках
Наносить изображение можно на любой металлопрофиль. Рельеф листа придаст ему загадочность. На даче желательно потренироваться на заборе, изобразить мультяшных героев, природу, цветы. Затем самый хороший рисунок создать на воротах.
Владельцы дач, не умеющие рисовать, используют трафарет из пластика или картона.
Узор наносится кисточкой или краской с применением баллончика.
На фото представлены металлические створки.
Узоры из металла на створках
Орнамент на воротах из металлопрофиля
Узоры на металлических воротах, сделанные из листового проката и железного прутка, выглядят оригинально и упрочняют створки. Такие орнаменты повышают неприступность забора.
Конструкция из профнастила
Ажурный орнамент, установленный выше и ниже металлопрофиля, создает иллюзию воздушности тяжелой металлоконструкции. Элементы контрастного тона на фоне цветного полотна придают объем и эстетичный вид. Декорировать въезд на участок можно полностью или частично своими руками. Используется в основном художественная ковка:
Элементы контрастного тона на фоне цветного полотна придают объем и эстетичный вид. Декорировать въезд на участок можно полностью или частично своими руками. Используется в основном художественная ковка:
Узоры на створках из металлопрофиля
Для владельцев участков, не имеющих мастерской для ковки, в магазинах продаются готовые элементы украшений. Сначала следует ознакомиться с их ассортиментом, а затем составить рисунок орнамента в натуральную величину. После чего нужно разделить все на простые элементы и каждый выполнить дважды, если ворота распашные и створок две.
Узор выкладывается и сваривается на земле, затем крепится на полотно или к раме. Для украшения орнаментом из металла возраст ворот не имеет значения.
На фото изображена входная группа из металла.
Декоративное украшение из листового металла чеканкой
Декорирование коваными элементами из листового металла позволяет создавать объемные изображения и даже картины. Начинающим специалистам рекомендуется собирать узор из простых элементов.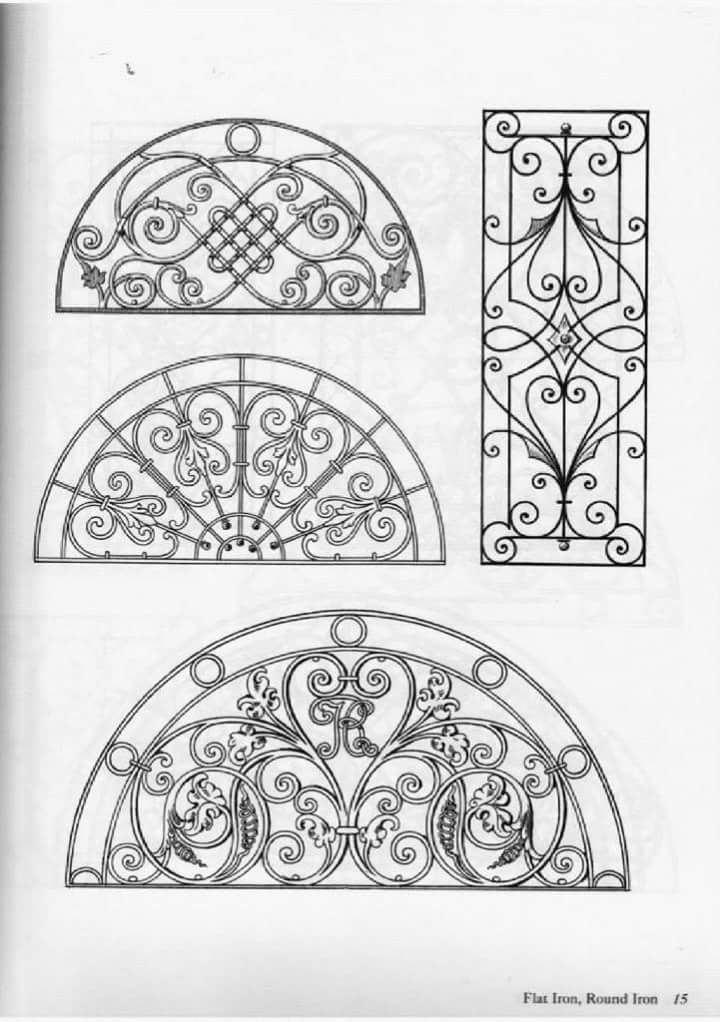
Например, сделать по периметру окантовку из мелких цветов, листьев и изогнутых стеблей. Лепестки формируются в специальном штампе и изготавливаются чеканкой. Элементы между собой соединяются сваркой и крепятся на полотнище створок.
Объемной ковкой из листа специалисты создают целые картины, на которых изображены:
Кованые узоры и чеканка
Окрашенные в золотистый или серебристый цвет на темном фоне, кованые рисунки превращают участок в сказку, придают забору роскошный вид.
Фото узоров на воротах из металла демонстрируют неограниченное количество вариантов и красоту въезда во двор.
Орнаменты из листа
Тонкий лист толщиной 0,8–1 мм в умелых руках превращается в орнамент. Небольшие фрагменты узора крепятся в зоне петель и замков, укрепляя полотнище. Красивый вид создают двухцветные рисунки. Фоном служит материал ворот. Изображение вырезается из листа.
Узоры из листового металла и ковки
На тонкий металл, размеры которого совпадают со створками ворот, наносится рисунок. Отверстия должны иметь замкнутый контур. Затем болгаркой и другими инструментами все вырезается и зачищается. Готовое украшение, сделанное своими руками, крепится к раме створок сваркой или болтами.
Отверстия должны иметь замкнутый контур. Затем болгаркой и другими инструментами все вырезается и зачищается. Готовое украшение, сделанное своими руками, крепится к раме створок сваркой или болтами.
Тема может быть любой. Оригинально выглядят ворота, украшенные деревьями, фантастическими растениями, сложными узорами. Особенно незабываемо смотрятся рисунки из листа, выступающие за пределы металлопрофиля вверху.
Из них делается ажурная арка и просто воздушная, оригинальная отделка. Количество мелких элементов зависит от умения хозяина работать с металлом. Чем меньше опыт исполнителя, тем крупнее отверстия и больше радиус детали.
Незабываемыми делают ворота композиции, включающие объемные элементы.
Например, крона дерева, собранная из отдельных листьев, слегка изогнутых возле стебелька. Цветы и бутоны подойдут покупные. Главное – правильно разместить их на готовом полотне.
На фото ниже представлены створки из металла на дачном участке.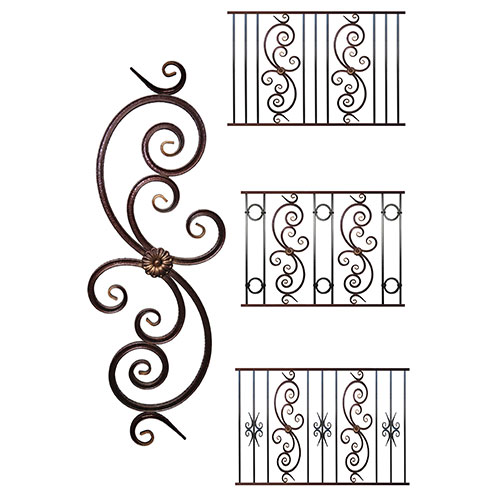
Металлические створки с узорами
Из полос можно вырезать орнамент и украсить им отдельные части створок, например низ, или создать вертикальные узоры на воротах из металла своими руками. Расположенные по краю полотна из тонкого металла, они укрепят его по периметру.
Узоры холодной ковкой
Кованые ворота прочные и красивые. Кружева из проката кажутся воздушными и легкими. Недостатки таких ворот:
- большой вес;
- высокая стоимость;
- прозрачность.
Створки из металла
Чтобы любопытные прохожие не заглядывали во двор, за кованым орнаментом устанавливается фон из поликарбоната, пластика или металлопрофиля.
Узоры, созданные из прутка способом художественной ковки, украсят ворота и весь забор из металла. Фрагменты, закрывающие полотно частично, снизят стоимость ограды, повысив прочность.
Варианты частичного и сплошного украшения ворот можно посмотреть ниже на фото.
На металлических воротах в деревенском и историческом стиле уместны петли с декоративными пластинами. Большие, с завитками и заклепками, они укрепят полотно в слабых местах и создадут образ старины.
Большие, с завитками и заклепками, они укрепят полотно в слабых местах и создадут образ старины.
Эскизы секций из металла для изготовления своими руками
Оригинально выглядят створки с ажуром снизу и вверху. Сплошной металлический лист, обрезанный фигурно, дополняет композицию, одновременно закрывая от любопытных дом и двор. На фоне металлопрофиля располагаются отдельные элементы. Орнамент вне фона демонстрирует свою ажурность.
Металлический забор с поликарбонатом
Роскошный образ ворот создается из объемных орнаментов, окрашенных в разные тона. Основное переплетение черных лиан и золотые цветы не оставят равнодушными проходящих мимо. Фотография не в состоянии передать объем и игру форм таких узоров, их очарование.
Кроме контраста цветовой гаммы, весьма органичен перелив теней от рельефных элементов декора.
Эскиз для изготовления створок своими руками
Создать сказочные ворота, украсив их орнаментами из кованых фрагментов, может не только кузнец. Достаточно купить все необходимые элементы. Детали, разложенные на рисунке в натуральную величину, свариваются в точках соприкосновения. После зачистки и покраски орнамент крепится на полотно или раму створки.
Достаточно купить все необходимые элементы. Детали, разложенные на рисунке в натуральную величину, свариваются в точках соприкосновения. После зачистки и покраски орнамент крепится на полотно или раму створки.
На фото изображена металлическая конструкция с узорами.
На дачном участке
Узоры на калитке
Калитка является обязательным элементом забора. Ворота будут выглядеть незавершенными без оформления аналогичными узорами, с использованием той же технологии.
Узоры на калитке
Для оформления металлической калитки применяют те же детали. Они повторяют основные фрагменты узора на створках, только в уменьшенном виде с учетом размеров полотна. Все элементы въездной группы должны выглядеть как единое целое.
При украшении забора холодной ковкой орнамент выкладывается из деталей по размеру рамы калитки. При закругленных вверху конструкциях делается полуарка, направленная высокой стороной к воротам.
Рисунок из листового металла отличается своими особенностями. Калитка имеет свое изображение, к которому добавляют рисунок на створках. Например, на воротах большой дуб, а рядом маленький.
Калитка имеет свое изображение, к которому добавляют рисунок на створках. Например, на воротах большой дуб, а рядом маленький.
Рисунки краской и граффити, сделанные на воротах, продолжаются на калитке. Оригинально выглядит ограда, у которой забор представляет собой продолжение или повторение картины въездной группы.
Аналогично наклеивается пленка с 3D-изображением. Дизайнеры советуют брать широкую пленку, разрезать и клеить фрагментами на каждый элемент въездной группы.
На фото изображены ворота из металлопрофиля.
Ворота из металла с узорами и картинками разного типа создают атмосферу уюта на участке. Они подчеркивают хороший вкус хозяина и его достаток.
Строитель 4 разряда
Профессия кузнеца является одной из самых древних. Как только человек научился добывать железо, он сразу стал обрабатывать его с помощью огня и молота. Никто не знает, когда появились первые кованые узоры. Сказочные орнаменты из железа на фасадах домов и их оградах чаруют взор уже многие столетия. Современная история художественной ковки продолжает стремительно развиваться. Изделия из металла по-прежнему востребованы.
Современная история художественной ковки продолжает стремительно развиваться. Изделия из металла по-прежнему востребованы.
Существует несколько видов подобной ковки
Виды художественной ковки
Существует два основных способа обработки металла:
Классический способ обработки металла — это, несомненно, горячая ковка. Давно замечено, что при нагревании железо становиться мягким и легко подаётся деформации, а при остывании оно сохраняет заданную форму.
Несомненный плюс этого метода — это большие возможности формирования материала. К минусам можно отнести большую энергозатратность и практическую невозможность заниматься этим делом без специально оборудованной кузницы.
В этом видео вы подробнее узнаете о видах ковки:
Холодная ковка в последнее время приобретает большую популярность. Основным достоинством этого способа является его доступность и возможность заниматься при минимальных финансовых затратах.
 Для этого достаточно иметь хорошие инструменты и небольшую мастерскую или место в гараже.
Для этого достаточно иметь хорошие инструменты и небольшую мастерскую или место в гараже.Также при холодной обработке требуется меньше затрат времени. Практически не нужна окончательная доводка изделия до товарного вида, а вот при горячей ковке эта процедура отнимает очень много времени и сил.
К недостаткам можно отнести ограниченность в декоративно-художественных приёмах и то, что этот метод требует хорошей физической подготовки и приобретения или изготовления специальных инструментов.
Основные узоры
Поскольку железо при термической и физической обработке может менять форму, существуют разнообразные образцы кованых узоров. Все их можно разделить на три основные группы:
Несомненно, самой популярной из них являются растительные кованые орнаменты. Хитрые переплетения ветвей, цветов и листьев всегда вдохновляли художников к созданию фантастических произведений.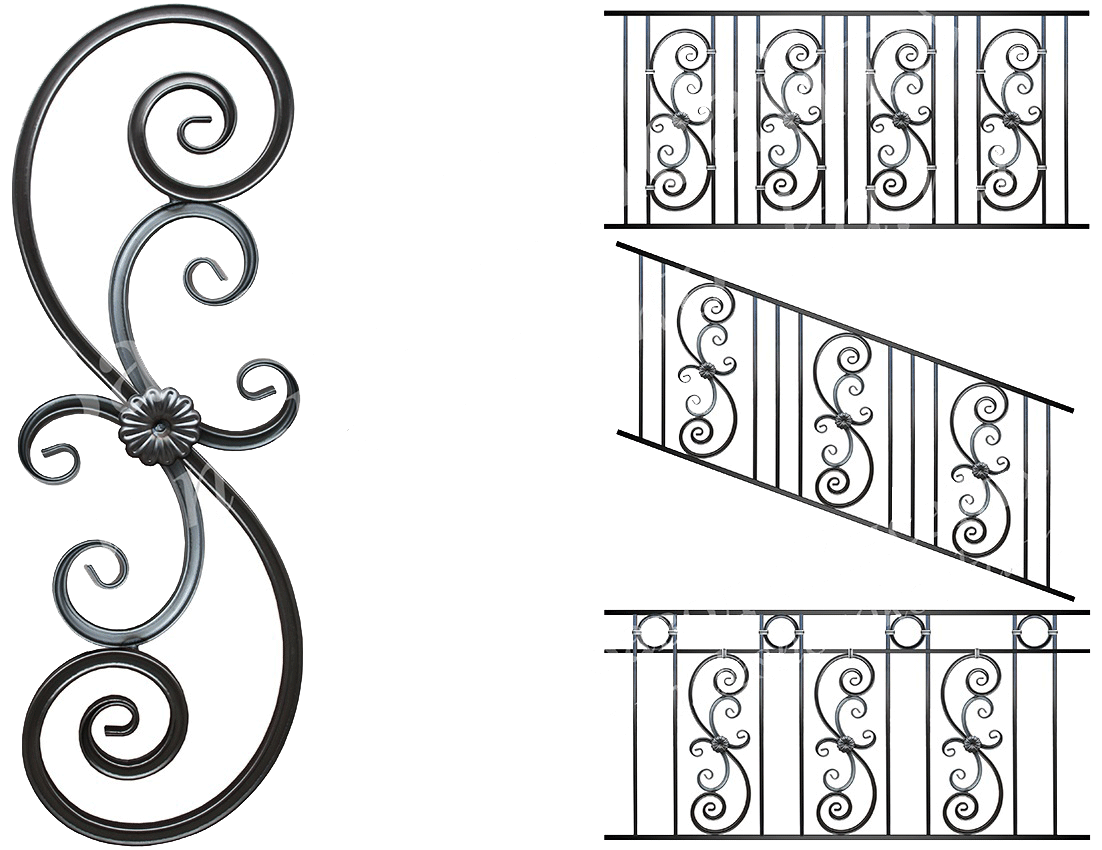 Кузнецы не исключение в этом ряду. Они тоже часто используют в своём творчестве растительные мотивы.
Кузнецы не исключение в этом ряду. Они тоже часто используют в своём творчестве растительные мотивы.
Для холодной обработки в качестве основного материала чаще всего используют металлические прутья. Их гнут, скручивают, расплющивают, чеканят, фрезеруют и куют. В итоге получаются великолепные произведения. Вот основные элементы и приёмы для этого вида работ по металлу:
- Завитки. Самый популярный элемент. Имеет огромное количество разных вариантов и модификаций.
- Спирали.Одинарные, двойные, пространственные и другие. Тоже очень популярный приём, который делает узоры для кованых изделий запоминающимися и оригинальными.
- Крутень. Скручивание железных прутьев может быть самым невероятным. Фантазия некоторых авторов поражает воображение.
- Навершие. Декоративная вставка или специальная нетипичная обработка концов прутьев может сильно разнообразить и украсить любой орнамент.
- Чеканка. Применение зубила и чеканов для декоративных вставок в узоры для ковки — это давно проверенный и часто используемый способ добавить креатива будущему творению.
- Оголовки. Цилиндрические, конусовидные, сферические элементы из свёрнутого металла, крепящиеся на конец прута.

Это далеко не все приёмы, находящиеся в арсенале хорошего мастера. Умело комбинируя ими, умельцы создают настоящие шедевры из обычного железа.
Технические приёмы сборки
Любой творческий процесс начинается с эскизов будущего произведения. Работа кузнеца не исключение. Начинается ковка с рисунков узоров. Потом подбирается подходящий материал, и задуманное воплощается в жизнь.
Чаще всего настоящие кудесники по металлу сначала изготовляют все детали по отдельности. После того как все узоры для кованных изделий воплощены в материал, их собирают в единое целое. Для этого применяется один или несколько основных методов сборки:
- Фальцевание. Этот метод соединяет смежные кромки скручиванием друг с другом.
- Сварка. Современный способ соединения очень востребован сегодня и применяется довольно часто.
- Двойной загиб. Соединение производится сгибанием одного края, а другой используется в качестве декоративного оформления.
- Зачеканивание. Соединяют детали, вдавливая часть одной из них в другую.
Кроме этих приёмов, некоторые авторы применяют и слесарные методы соединения на обычных болтах и гайках. Кто-то пользуется заклёпками и другими способами, вплоть до скручивания отдельных деталей проволокой.
Каким бы ни было решение автора, обычно изделия из металла очень красивые. Декоративная решётка в заборе или кованный подсвечник, если они на своём месте, будут очень долго радовать своим прекрасным видом. Именно поэтому кованные изделия всегда пользуются заслуженной популярностью.
Декоративная холодная ковка своими руками — moyakovka.ru
Как выполняется декоративная ковка своими руками? Изделия, изготовленные посредством декоративной ковки, имеют роскошный внешний вид, отличаются оригинальностью и неповторимой красотой. Холодная художественная ковка металла может производиться самостоятельно в домашней мастерской.
Холодная художественная ковка металла может производиться самостоятельно в домашней мастерской.
В настоящее время очень популярны эксклюзивные предметы, изготовленные художественной ковкой, они представляют собой шедевры декоративного искусства. Мастер, который освоил искусство художественной ковки, может изготовить своими руками кованые ограды и калитки, красивую отделку балконов, мебели, мангалов и других предметов для дома и дачи, не только для своей семьи, но и для друзей и знакомых.
Изделия холодной ковки очень популярны и высоко ценятся. Поэтому овладение навыками декоративной ковки может стать неплохим способом пополнить семейный бюджет.
В чем заключается холодная ковка металла
Инструменты для холодной ковки: молот, гнутик, улитка, твистер, волна, объемник и другие.Для выполнения декоративной холодной ковки необходимо выделить специальную мастерскую. Для производства работ понадобятся инструменты для гнутья металла. В мастерской должно быть хорошее освещение.
Холодная художественная ковка металла представляет собой сгибание металлических прутов небольшого диаметра при помощи простого оборудования.
Такой способ создания кованых изделий является более простым, чем горячая ковка, для которой требуется сложное оборудование и знания кузнечного дела. Многие кованые изделия, выполненные горячей ковкой, можно создать и методом холодной художественной ковки.
Наиболее сложным этапом холодной ковки является сварка готовых деталей. Ее выполняют после того, как будут изготовлены изделия из гнутых металлических прутов. После сварки зачищают сварочный шов и красят готовую конструкцию. Поэтому, чтобы освоить искусство холодной ковки, необходимо обладать навыками сварщика.
Сначала мастер создает на бумаге эскиз готового изделия, а затем по намеченному чертежу изготавливает все детали и узоры сгибанием металлических прутьев.
Вернуться к оглавлению
Инструменты для холодной декоративной ковки
Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак.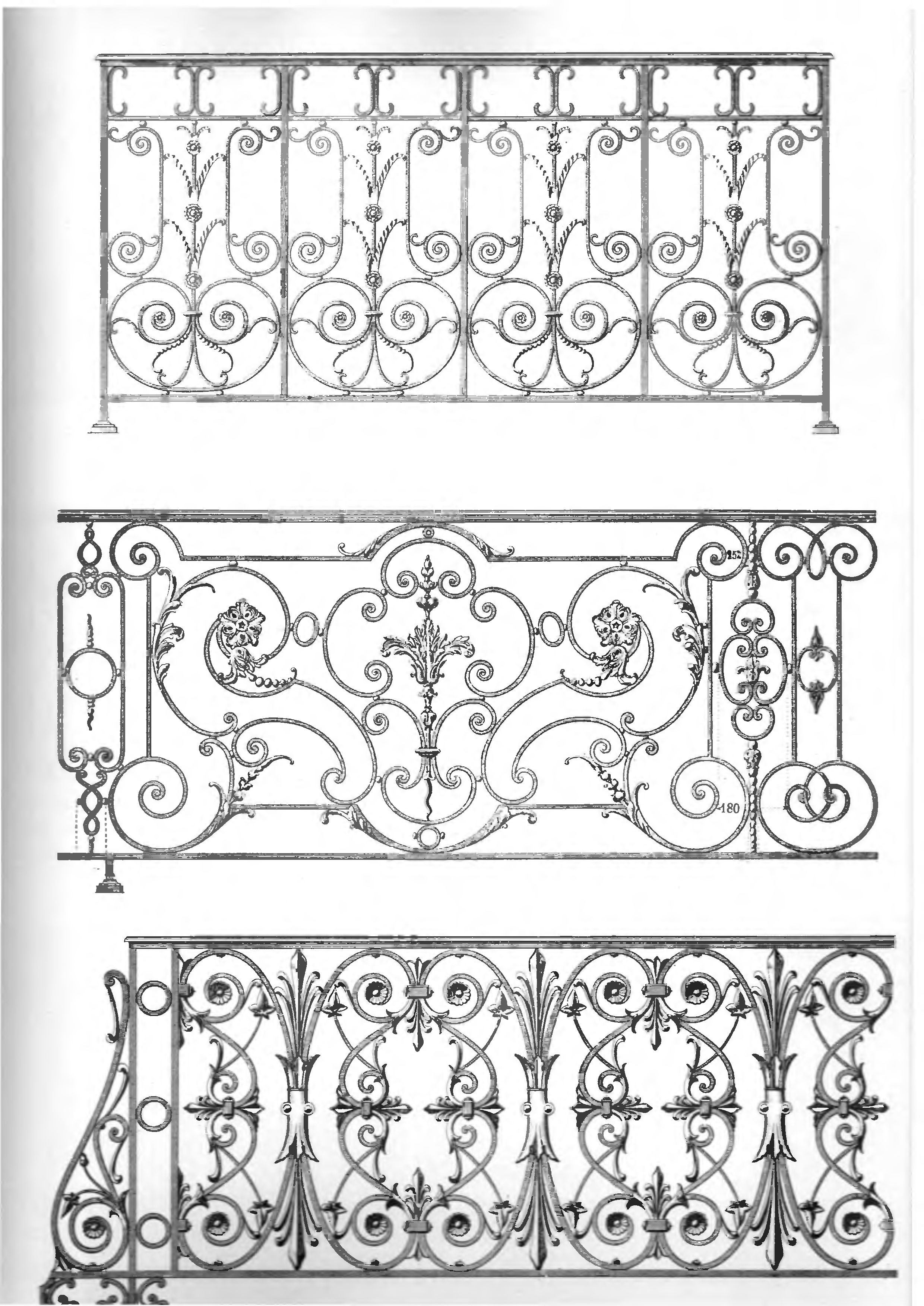
Материалы и инструменты:
- металлические пруты;
- сварочный аппарат;
- специальные трафареты;
- краска.
При помощи такого оборудования можно изготовить около 10 квадратных метров изделий в день. Ручные приспособления для холодной ковки являются достаточно прочными. С их помощью можно изготавливать различные кованые узоры.
Приспособления для ковки можно изготовить своими руками. Они обладают различными возможностями.
Первое приспособление — гнутик. С его помощью мастер изгибает металлический прут под определенным углом и выполняет полукруг заданного диаметра.
Фонарик создает кованые изделия в форме фонаря.
Улитка создает различные завитки, изгибы, спирали и другие узоры.
Объемная заготовка необходима для создания объемных деталей.
Волна придает изделиям волнообразную форму.
Твистер предназначен для закручивания прута относительно параллельной прямой.
Основные процессы холодной ковки — это пресс и гнутье. Эта работа выполняется без нагрева металла. Материал сгибают в холодном виде.
Эта работа выполняется без нагрева металла. Материал сгибают в холодном виде.
Прочность готовых изделий повышается, а гибкость их снижается.
Чтобы повысить прочность конструкции, между каждым этапом ковки выполняют термическую обработку материала.
Кованые изделия можно выполнять автоматически на станках. Ручная работа не уступает механизированной по прочности и красоте готовых изделий.
При выполнении холодной ковки при помощи одного трафарета можно изготавливать много изделий. При горячей ковке трафареты не применяют.
Холодную ковку можно осуществлять с металлом небольшой толщины, потому что изгибать толстый материал невозможно без подогрева.
Методом декоративной ковки можно изготовить следующие изделия:
- фигурные решетки;
- узоры для ограждений и ворот;
- предметы мебели;
- отделку для мебели;
- сувениры;
- оправы для зеркала;
- подставки для цветов, свеч, посуды;
- украшения зданий;
- перила, козырьки.

Вернуться к оглавлению
Изготовление кованой подставки для цветов своими руками
Различные приемы гибки: а, б, в – с помощью подложек; г – в вилке; д – на гибочной плите.Материалы и инструменты:
- сварочный аппарат;
- металлическая труба;
- металлические полосы;
- корпус для вазы;
- трафареты;
- краска;
- кисть;
- бумага;
- карандаш;
- угольник;
- линейка.
Сначала делают эскиз будущей конструкции с соблюдением размеров. Чертеж создают в масштабе 1:1.
Благодаря этому можно уточнить количество необходимых деталей и обеспечить правильную сборку изделия.
При помощи чертежа настраивают оборудование.
Затем определяют необходимое количество металла.
Для изготовления подставки в виде вазы для цветов берут металлическую трубу диаметром 30 мм и 10 металлических полос размерами 4х50 мм, а также корпус для основы.
После этого приступают к изготовлению деталей. Дизайн конструкции зависит от того, при помощи каких трафаретов будет выполняться изделие.
Дизайн конструкции зависит от того, при помощи каких трафаретов будет выполняться изделие.
Эскиз поможет правильно изготовить конструкцию вазы. Трафареты придадут изделию оригинальную узорчатую форму.
После изготовления деталей по трафаретам приваривают все детали к одной трубе, которая станет основой вазы.
Для начала не нужно изготавливать слишком много мелких деталей, так как это создаст определенные трудности при сварке.
Затем выполняют шлифовку сварного шва.
Готовое изделие необходимо окрасить.
На этом изготовление подставки для цветов своими руками закончено.
Вернуться к оглавлению
Холодная ковка своими руками для украшения сада
Освоив основные принципы декоративной ковки, можно изготовить различные изделия для украшения сада своими руками.
Художественная ковка металла своими руками позволит изготовить кованые калитки и ограды. При этом можно использовать сочетания кованых деталей с другими материалами.
При этом можно использовать сочетания кованых деталей с другими материалами.
Красиво будет смотреться на участке кованая садовая мебель, выполненная своими руками. Можно изготовить кованые скамейки, отделку для дачных столов и стульев.
Превосходно будут выглядеть кованые садовые мостики с тонкими ажурными деталями. Такой мостик придаст саду роскошный классический стиль.
Холодная ковка своими руками позволит создать и другие изделия. Можно изготовить кованые лестницы и опоры, перголы и арки, дачные мангалы. Кованые садовые светильники создадут особое очарование.
https://moyakovka.ru/youtu.be/lXzm3RtqxS8
Художественная ковка беседок и навесов придаст саду романтическое настроение. Кованые козырьки и навесы не только украсят дачный участок, но и будут выполнять необходимые функции для защиты от дождя и яркого солнечного света.
Художественная ковка существует несколько веков. Во все времена кованые изделия являлись украшением любого здания, городского ландшафта, парков и садов, мебели и интерьера.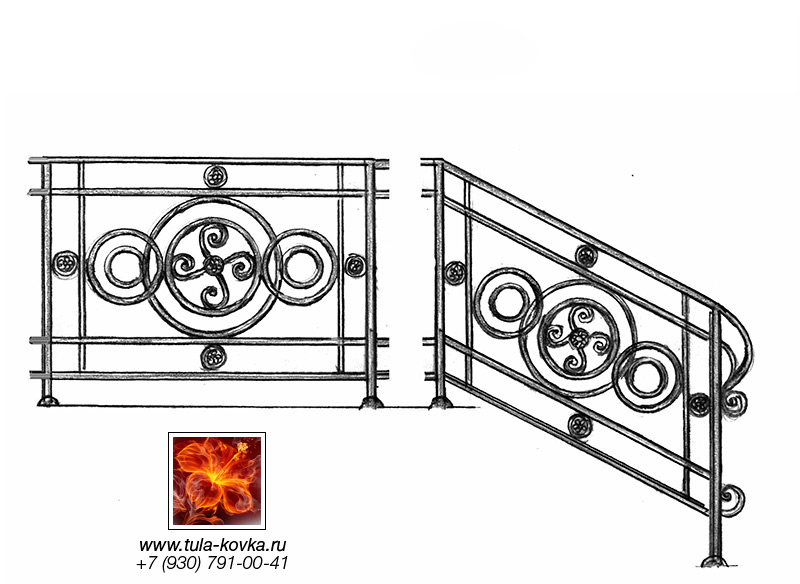 Изделия, выполненные своими руками, придадут вашему дому респектабельность, роскошь и уют, будут радовать вас своей красотой и оригинальностью.
Изделия, выполненные своими руками, придадут вашему дому респектабельность, роскошь и уют, будут радовать вас своей красотой и оригинальностью.
Ковка в вопросах и ответах
Побродив по мостам и паркам Петербурга (ах, Летний сад!), налюбовавшись решетками парка Вигеланда в Осло и изумительными патио в Севилье, твердо решили обзавестись в собственном доме такой же красотой? Правильно. Кованые элементы не утрачивают своей актуальности и по-прежнему подтверждают наличие хорошего вкуса и статус владельца. На страницах нашего блога — чек-лист, как сделать процесс заказа кованых изделий простым и понятным.
Михайловский сад. Санкт-Петербург, набережная канала Грибоедова, 2Какие элементы могут быть коваными?
- Заборы и ограждения
- Ворота
- Оконные решетки
- Лестницы, перила, балюстрады
- Балконы
- Козырьки и навесы
- Фонари
- Элементы интерьера (витражи, зеркала, мебель, подсвечники)
- Элементы ландшафта (беседки, скамейки, мостики, флюгеры)
С чего начать?
C определений и технологий, о которых вы можете узнать из нашей подробной статьи На одном языке с кузнецом.
С визуализации. С вас — фотографии того, что вам нравится (интернет в помощь), с мастерской — эскизы и чертежи будущего изделия. В идеале — 3D модель, она позволит вам представить желаемое в объеме и на месте.
Ловушка первая: делайте заказ только по чертежам или эскизам, но не в коем случае не по простым фотографиям. Заказчик имеет полное право требовать чертежи, т.к. это неотъемлемая часть готового изделия. Отсутствие техдокументации — признак непрофессионализма исполнителя.
Не делайте заказ непосредственно через Интернет. Обязательно позвоните в заинтересовавшую вас фирму и задайте несколько вопросов, касающихся ковки и кованых изделий. Солидные фирмы всегда набирают сотрудников, владеющих необходимыми знаниями, и если ответы вас не устроили, лучше сразу ищите другие варианты.
Что спрашивать? Узнайте, какие методы ковки (холодная, горячая, штамповка) вам могут предложить для изготовления нужного изделия. Какой материал и почему больше подойдет для ваших целей? Как придется за ним ухаживать? И помните, что кованые изделия не могут быть дешевыми. Смутила цена? Спросите, из чего она складывается. Стоимость может косвенно указывать на метод изготовления, а значит, информация менеджера должна ей соответствовать. Если речь не идет не об интерьерных вещицах, то выезд менеджера (замерщика) — следующий этап сотрудничества. Только после согласования и утверждения результатов замера и эскизов заключается договор.
Подписал — значит согласился. При заключении договора внимательно читайте текст. Расходы на работы всегда напрямую зависят от вида купленного изделия. Покраска изделия и его монтаж на месте чаще всего оплачиваются отдельно.
Ловушка вторая: Если вас привлекают достаточно низкой стоимостью кованых изделий, велика вероятность, что о стоимости доп. работ, включающих не только покраску, но обработку сварочных швов, подготовку к покраске и монтаж, вас не предупредили и договором они не предусматриваются.
Настенные решетки
Зачем использовать кованые изделия, если это дорого?
Зато красиво, стильно и долговечно.
Кованые изделия могут служить 100 лет и стать вашей фамильной гордостью, а это дорогого стоит — заложить фамильную традицию. Решетки на окнах и элементы ограды, выполненные в единой стилистике, придадут законченность ансамблю усадьбы. Флюгер поставит акцент, а его абрис станет изящным повторяющимся мотивом в декоре беседки и светильников в саду. Чем не идея? Конечно, она потребует и временных, и финансовых затрат, но овчинка стоит выделки. А дизайн-проект дома превратит мечту в цель, для воплощения которой придется всего лишь решить определенные задачи.
Какому виду ковки отдать предпочтение?
Решетки на окнах, выполненные методом холодной ковки, все же лучше, чем совсем без решеток, но до настоящего изящества им будет далеко.
Холодная ковка это обработка металла, суть которой в деформации молотом или прессом заготовок холодного металла. Жертвуя оригинальностью, этот метод дает возможность сокращения сроков изготовления и снижение себестоимости. Плюсы холодной ковки — высокая скорость изготовления, низкая себестоимость изделий, а также возможность получать идеально одинаковые элементы (необходимое качество, если нужно сделать элементы для длинного забора, например). Сюда же — стойкость к износам и повышенная степень прочности.
Минусы — штампованность и стандартность элементов, отсутствие художественной ценности полученных изделий. Холодная ковка — во всех смыслах холодная. Однако это достойный и доступный вариант изготовление надежных ворот и практичных наверший заборов.
Горячая ковка — обработка раскаленного металла. Именно та, которую мы представляем с молотом и наковальней. Горячая ковка значительно дороже холодной, зато позволяет создавать уникальные изделия по эскизам различной сложности. Метод горячей ковки позволяет получить по-настоящему живые изделия, индивидуальные, несущие отпечаток руки и сердца мастера. Но он требует достаточного много времени на изготовление, и стоить работа будет немало.
Чаще всего сегодня для массового использования предлагают кованные изделия, выполненные из заготовок (элементы декора, прут, полосы, квадраты и пр.) с помощью сварки. Правильнее было бы их называть сварными изделиями из металла. При этом из шаблонных элементов при должном умении мастера и фантазии дизайнера можно получить вполне любопытные результаты. Достоинство такого вида ограждений и решеток — относительно невысокая цена и надежность.
В зависимости от способа работы различают ковку в штампах и так называемую свободную ковку — без применения штампов. Первый вид используется в массовом производстве, второй — в единичном и мелкосерийном. При этом свободная ковка может быть как ручной, так и машинной. Но эти технические подробности мало занимают людей, мечтающих украсить свою загородную резиденцию кованой калиткой или фонарем.
Как рассчитать стоимость?
Стоимость кованых изделий, изготавливающихся по индивидуальному заказу, зависит от материала, размера и сложности изделия, и она всегда выше, чем у сварных конструкций. Она рассчитывается после утверждения эскиза, хотя менеджер может сориентировать, во сколько примерно обойдется вам то или иное изделие. Стоимость изготовления любого металлического забора зависит как от сложности металлической конструкции и от способа изготовления так и от назначения и срока службы ограждения.
Сколько времени требуется на изготовление?
Сроки изготовления кованых изделий зависят от сложности и объема работы, от вида ковки, требований клиента и особенностей заказа (изготавливалось ранее данное изделие или выполняется впервые по эскизу заказчика).
Можно ли позже изменить что-либо в готовом кованом изделии?
В отношении формы — нет, поскольку кованое изделие представляет собой законченную работу. В отношении покрытия — да: возможно изменение окраски, патинование (искусственное состаривание материала для придания ему изысканной декоративности), нанесение покрытия из бронзы или меди.
Требуют ли кованые изделия специального ухода?
Требуют. Кованные изделия, использующиеся вне помещений (ограждения, светильники, балюстрады, ворота, калитки и пр.), нуждаются в антикоррозийной обработке. Первые два года примерно раз в год их придется красить, в последующем периодичность обработки уменьшится (примерно до одного раза в 5 лет), поскольку места, где в первое время проступала коррозия, вскоре покроются плотным слоем краски, надежно защищающим его от влияния сырости и воздуха. Кованые изделия, эксплуатируемые в помещении, в покраске обычно не нуждаются.
Чем и как красить кованые решетки?
Хотите, чтобы они выглядели благородно? Используйте матовые краски и эмали. Не забудьте, что под краску обязательно нужен слой антикоррозийной грунтовки. Лучше, чтобы краска и грунтовка были от одного производителя.
Процесс ковки в закрытых штампах — Canada Forgings Inc.
Описание
Ковка в закрытых штампах — это процесс ковки, при котором штампы (называемые инструментами), которые содержат предварительно вырезанный профиль требуемой детали, перемещаются друг к другу и покрывают заготовку полностью или частично. Нагретое сырье, которое по форме или размеру приблизительно соответствует конечной кованой детали, помещается в нижнюю матрицу. Форма поковки отражается на верхней или нижней матрице как негативное изображение.Воздействие верхней матрицы на сырье сверху придает ему требуемую кованую форму. Части от нескольких унций до 60 000 фунтов. можно сделать с помощью этого процесса. Некоторые из более мелких деталей на самом деле кованы в холодном состоянии.
Возможности процесса
Обычно называемая ковкой в закрытых штампах, штамповочная штамповка стали, алюминия, титана и других сплавов позволяет производить практически безграничное разнообразие трехмерных форм, вес которых варьируется от простых унций до более 25 тонн.Поковки для штамповки обычно производятся на гидравлических прессах, механических прессах и молотах с грузоподъемностью до 50 000 тонн, 20 000 тонн и 50 000 фунтов. соответственно.
Как следует из названия, две или более штампов, содержащих отпечатки формы детали, объединяются, когда поковка подвергается пластической деформации. Поскольку поток металла ограничен контурами штампа, этот процесс может давать более сложные формы и более жесткие допуски, чем процессы открытой штамповки. Дополнительная гибкость в формировании как симметричных, так и несимметричных форм достигается за счет различных операций предварительного формования (иногда гибки) перед ковкой в штампах чистовой машины.
Геометрия деталейварьируется от самых простых для ковки простых сферических форм, блоковых прямоугольных тел и дискообразных конфигураций до самых сложных компонентов с тонкими и длинными секциями, которые включают тонкие перемычки и относительно высокие вертикальные выступы, такие как ребра и выступы. Хотя многие детали обычно симметричны, другие включают в себя всевозможные конструктивные элементы (фланцы, выступы, отверстия, полости, карманы и т. Д.), Которые в совокупности делают поковку очень несимметричной.Кроме того, детали могут быть изогнутыми или изогнутыми в одной или нескольких плоскостях, независимо от того, являются ли они в основном продольными, равноразмерными или плоскими.
Большинство конструкционных металлов и сплавов можно выковывать с помощью обычных штамповочных процессов, в том числе углеродистых и легированных сталей, инструментальных сталей, а также нержавеющих, алюминиевых и медных сплавов, а также некоторых титановых сплавов. Для материалов, чувствительных к скорости деформации и температуры (магний, высоколегированные суперсплавы на основе никеля, тугоплавкие сплавы и некоторые титановые сплавы), могут потребоваться более сложные процессы ковки и / или специальное оборудование для штамповки слепочных штампов.
Технологические операции штамповки в закрытых штампах
В простейшем примере штамповки штампа две штампы сводятся вместе, и заготовка подвергается пластической деформации до тех пор, пока ее увеличенные стороны не коснутся боковых стенок штампа. Затем небольшое количество материала начинает вытекать за пределы оттиска штампа, который постепенно истончается. Вспышка быстро охлаждается и обеспечивает повышенное сопротивление деформации и помогает создавать давление в объеме заготовки, что способствует вытеканию материала в незаполненные оттиски.
Обеспокоенность
По сути, штампованные штампы, производимые на горизонтальных кузнечно-штамповочных машинах (высадочных машинах), аналогичны поковкам, производимым на молотках или прессах. Каждый из них является результатом вдавливания металла в полости в штампах, которые разделяются на линиях разъема.
Оттиск в «заградительном инструменте» с ползунным приводом аналогичен штампу молотка или пресс-формы. «Зажимные матрицы» содержат отпечатки, соответствующие нижней матрице молотка или пресса. Штампы для захвата состоят из неподвижного штампа и подвижного штампа, которые в закрытом состоянии захватывают приклад и удерживают его в положении для ковки.После каждого рабочего хода станка эти штампы позволяют перемещать заготовку из одной полости в другую в штампах для множественных слепков.
Посмотреть
Узнайте больше о продуктах для закрытых штампов CanForge
Ковка, литье, экструзия, холодная обработка / закалка
Ковка — это процесс формовки продукта молотком или прессованием. Ковку материала при температуре ниже температуры рекристаллизации называют холодной штамповкой. При обработке выше температуры рекристаллизации его называют горячей штамповкой.Ударная ковка — это процесс штамповки, в котором используется горячий слиток, который помещается между парой формованных штампов в машине, называемой ударным молотком, и груз в несколько тонн сбрасывается на верхнюю матрицу. Это приводит к тому, что чугун принимает форму штампов. Поскольку процесс происходит очень быстро, зернистая структура металла изменяется, что приводит к значительному увеличению прочности готовой детали.
Отливка
Отливка формируется путем плавления металла и заливки его в форму желаемой формы.Поскольку пластическая деформация металла не происходит, изменение формы или ориентации зерен невозможно. Размер усиления металла можно регулировать скоростью охлаждения, сплавами металла и термической обработкой. Отливки обычно имеют меньшую прочность и более хрупкие, чем деформируемые изделия из того же материала. Для изделий сложной формы или изделий с внутренними проходами, таких как лопатки турбин, литье может быть наиболее экономичным процессом. За исключением деталей двигателя, большинство металлических компонентов самолетов кованые, а не литые.Все металлические изделия выпускаются в виде литья. Деформируемые металлы преобразуют из литых слитков путем пластической деформации. Для высокопрочных алюминиевых сплавов требуется уменьшение (размерное изменение толщины) материала на 80–90% для получения высоких механических свойств полностью деформируемой конструкции. И железо, и алюминиевые сплавы отливают для использования в самолетах. Чугун содержит от 6 до 8 процентов углерода и кремния.
Чугун — это твердый неплавкий чугун, полученный путем литья или заливки в форму.Литой алюминиевый сплав нагревают до расплавленного состояния и выливают в форму для придания ему желаемой формы.
Экструзия
Процесс экструзии включает выталкивание металла через отверстие в матрице, в результате чего металл принимает форму отверстия матрицы. Форма матрицы представляет собой поперечное сечение уголка, канала, трубки или какой-либо другой формы. Некоторые металлы, такие как свинец, олово и алюминий, можно экструдировать в холодном состоянии; однако большинство металлов перед экструзией нагревают.Главное преимущество процесса экструзии — его гибкость. Например, из-за его обрабатываемости алюминий может быть экономично экструдирован для получения более сложных форм и больших размеров, чем это практично для других металлов.
Экструдированные формы производятся как в очень простых, так и в очень сложных профилях. В этом процессе, например, алюминиевый цилиндр нагревается до 750–850 ° F и затем проталкивается через отверстие в матрице с помощью гидроцилиндра. Отверстие имеет форму, требуемую для поперечного сечения готового экструдированного изделия.
Многие конструктивные детали, такие как каналы, уголки, Т-образные и Z-образные профили, формируются в процессе экструзии. Алюминий — наиболее экструдированный металл, используемый в самолетах.
Алюминий экструдируется при температуре 700–900 ° F (371– 482 ° C) и требует давления до 80 000 фунтов на кв. Дюйм (552 МПа). После экструзии продукт часто будет подвергаться как термическим, так и механическим процессам для получения желаемых свойств. Процессы экструзии ограничиваются более пластичными материалами.
Холодная обработка / закалка
Холодная обработка — это механическая обработка, выполняемая при температурах ниже критического диапазона. Это приводит к деформационному упрочнению металла. Фактически, металл часто становится настолько твердым, что трудно продолжать процесс формования без размягчения металла путем отжига.
Поскольку ошибки, связанные с усадкой, устраняются при холодной обработке, получается гораздо более компактный и лучший металл. Увеличиваются прочность и твердость, а также предел упругости; но пластичность уменьшается.Поскольку это делает металл более хрупким, его необходимо время от времени нагревать во время определенных операций, чтобы устранить нежелательные эффекты обработки.
Хотя существует несколько процессов холодной обработки, два, которыми будет заниматься авиационный механик, — это холодная прокатка и холодное волочение. Эти процессы придают металлам желаемые качества, которые нельзя получить горячей обработкой.
Под холодной прокаткой обычно понимается обработка металла при комнатной температуре. В этой операции материалы, которые были прокатаны до приблизительных размеров, протравливаются для удаления окалины, после чего они пропускаются через охлаждаемые чистовые валки.Это дает гладкую поверхность, а также приближает детали к точным размерам. Основными видами холоднокатаного проката являются листы, прутки и прутки.
Холодное волочение используется для изготовления бесшовных труб, проволоки, обтекаемых анкерных стержней и других материалов. Проволока изготавливается из горячекатаной катанки различного диаметра. Эти стержни протравливаются в кислоте для удаления накипи, погружаются в известковую воду, а затем сушатся в парной, где они остаются до готовности к вытяжке. Известковый налет, приставший к металлу, служит смазкой во время операции волочения.
Размер стержня, используемого для волочения, зависит от диаметра готовой проволоки. Чтобы уменьшить стержень до желаемого размера, его в холодном состоянии протягивают через матрицу. Один конец стержня подпиливают или забивают до точки и пропускают через отверстие в матрице. Здесь он захватывается губками вытяжного блока и протягивается через матрицу. Эта серия операций выполняется с помощью механизма, известного как drawbench.
Чтобы постепенно уменьшить стержень до желаемого размера, необходимо протянуть проволоку через все более мелкие матрицы.Поскольку каждый из этих чертежей снижает пластичность проволоки, ее необходимо время от времени отжигать, прежде чем можно будет выполнять дальнейшие чертежи. Хотя холодная обработка снижает пластичность, она увеличивает прочность проволоки на разрыв.
При изготовлении бесшовных стальных авиационных насосно-компрессорных труб трубу протягивают в холодном состоянии через кольцевую головку с оправкой или металлическим стержнем внутри трубы, чтобы поддерживать ее во время выполнения операций волочения. Это заставляет металл течь между матрицей и оправкой и дает возможность контролировать толщину стенки, а также внутренний и внешний диаметры.
Летный механик рекомендует
Тест общих знаний по инструментальной оснастке и холодной штамповке
1. Сделайте эскизы с типичными размерами, показывающими «прямое выдавливание». Сделайте один из типа «принудительное выдавливание» и один из «открытого типа».
См. Рисунок
2. Сделайте эскиз с типичными размерами, показывающими «обратное выдавливание».
См. Рисунок
3. Сделайте набросок слепка конического инструмента и перечислите правила, определяющие форму конуса для:
a — инструмент со сплошным конусом
b — инструмент со скользящим конусом
См. Рисунок
4.Сколько диаметров заготовки можно высаживать при холодной штамповке за один удар?
2-1 / 4 диаметра
5. При холодной штамповке сколько диаметров заготовки можно высадить за 2 удара сплошным конусом?
Диаметр 4-1 / 2
6. Сколько диаметров заготовки можно высадить скользящим конусом при холодной штамповке за 2 удара?
6-1 / 2 диаметра штока
7. Перечислите 3 причины использования инструмента для скользящего конуса
— Высадка более 4-1 / 2 диаметра
— Обеспечить опору для припуска
— Контролированная высадка
8.Перечислите 2 причины использования скользящего штифта в коническом инструменте
1) Для переноса короткой заготовки
2) Для помощи при выталкивании заготовки из инструмента
9. Перечислите 2 причины использования выдвижной матрицы
1) Для выдавливания заготовки назад в матрице
2) Пробить заготовку пробивным штифтом в матрице
10. Что такое поддерживаемый выбивной штифт?
Выбиваемый штифт со скользящей направляющей втулкой, расположенный в центре неподдерживаемой длины во время хода курса
11.Когда вы используете поддерживаемый штифт для выбивания?
Когда длина без опоры превышает диаметр выталкивающего штифта в 10 или 12 раз, или когда давление на курсе очень велико, или когда давление выбивания очень велико
12. Почему была разработана жатка с 3 ударными и 2 штампами?
Для обеспечения возможности экструзии и обрезки на машине с двумя головками, а также большей универсальности
13. Что такое оттиск Филлипса?
Поперечная выемка с широким центральным отверстием, крутыми стенками, тупым коническим дном и сужающимися крыльями
14.Что такое оттиск Frearson?
Оригинальная крестообразная выемка — две пересекающиеся прорези с параллельными сторонами, форма дна (требуется только одна отвертка)
15. Что такое оттиск Torx ?
См. Рисунок
16. Какие есть 6 или 8 различных способов изготовления болтов на станке Boltmaker при холодной штамповке?
Стандартные операции по изготовлению стандартных болтов:
(БОЛТМАКЕР с 3-мя матрицами)
a. Метод одинарной экструзии
A — Диаметр проволоки для одинарной экструзии
1 — резьба к головке болтов
a) Диаметр шага выдавливания и конус
b) Высаженная головка
c) Трим
B — Размер проволоки диаметром
1 — болты с резьбой
a ) Выдавите делительный диаметр и конус
б) Высаженную головку
в) Обрезку
2 длинных болта
а) Конус
б) Выдавите делительный диаметр и высаженную головку
в) Трим
б.Метод двойной экструзии
A — Диаметр проволоки для двойной экструзии
1 — длинные болты
a) Диаметр выдаваемого тела и конус
b) Диаметр шага выдавливания и высаженная головка
c) Обрезка
(БОЛТМАКЕР с 4 матрицей)
ок. Метод одинарной экструзии
A — Диаметр проволоки одинарной экструзии
1 — резьба к головке болтов
a) Диаметр шага выдавливания
b) Конус
c) Высаженная головка
d) Трим
B — Диаметр проволоки размера корпуса
1 — Резьба болтов к головке
a) Диаметр шага выдавливания
b) Конус
c) Высаженная головка
d) Обрезка
2 — длинные болты
a) Конус
b) Высаженная головка
c) Высаживаемый продольный диаметр
d) Трим
г.Метод двойной экструзии
A — Диаметр проволоки для двойной экструзии
1 — болты с резьбой
a) Диаметр выдаваемого тела
b) Диаметр выдаваемого конуса и конус
c) Высаженная головка
d) Обрезка
2 — длинные болты
a) Экструдируемое тело диаметр и конус
b) Высаженная головка
c) Шаг выдавливания
d) Трим
17. В какой момент вы переходите от прямой экструзии открытого типа к методу принудительной экструзии?
Прибл. Уменьшение площади с 30% до 35%
18.Какое преимущество имеет цельнорезистая фреза перед фрезой открытого типа?
Обеспечивает более ровный конец обрезки, что очень важно для коротких заготовок.
19. Для чего служит рельеф на лицевой поверхности резака и пера Cold Nut Former?
При резке между ножом с плоским лезвием и пером возникают две проблемы. Если они расположены близко друг к другу, то конец отрезной заготовки будет очень шероховатым с высокими и низкими точками, где из-за чрезмерного давления материал оторвался.Если они расположены дальше друг от друга, так что есть зазор для разрыва материала, заготовка становится продолговатой из-за воздействия сжатия, заставляющего металл проникать в зазор между резцом и пинолью. Отпечаток контура на лицевой поверхности фрезы и пиноли Cold Nut Former вызывает внутреннее давление во время отрезания, которое не позволяет заготовке становиться продолговатой, когда зазор соответствует естественному разрыву, который необходим для получения хорошей отрезной заготовки.
20. Опишите разницу между переносом Boltmaker и Cold Nut Former в том, что касается движения пальцев передачи
Пальцы на переходнике для формовки холодной гайки перемещаются по полукруглой дуге от одного штампа к другому.Пальцы можно преобразовать для поворота заготовки на 180 ° между любыми двумя штампами или для перемещения заготовки без вращения. Пальцы можно раздвинуть с помощью специального механизма открывания пальцев, а иногда и самого пуансона.
21. Что имеется в виду, когда говорят «одинарный экструдированный» болт?
Болт, изготовленный из проволоки основного размера, так что вперед должен выдавливаться только средний диаметр
22. Что имеется в виду, когда говорят «болт с двойным выдавливанием»?
Болт, который изготовлен из проволоки, диаметр которой больше диаметра корпуса болта, поэтому требуется одно выдавливание вперед до диаметра корпуса и второе выдавливание вперед до диаметра шага
23.Дайте пошаговое объяснение работы узла разгрузки пули формовочной машины Cold Nut
Когда заготовка гайки вставляется в матрицу, пружинная вставка матрицы отодвигается назад, пока она не упрется в другой инструмент и не остановится. Вставка матрицы несет стальной шарик, который удерживается заподлицо с внешней поверхностью вставки матрицы за счет сопрягаемой поверхности матрицы. Шарик также выступает в центральное отверстие вставки матрицы на заданную величину. Поскольку гайка отталкивает вставку матрицы назад, стальной шарик может выйти из центрального отверстия из-за конической конической поверхности матрицы.Когда вставка штампа упирается в наполнитель, происходит пробивка. Когда пуля отрывается от гайки, пружина за вставкой матрицы толкает ее вперед вокруг пуансона и перемещает пробитую гайку вверх по стержню пробивного пуансона. По мере того, как вставка матрицы движется вперед, стальной шарик выталкивается обратно в центральное отверстие конической конической поверхностью матрицы, таким образом захватывая пробитую заготовку до следующего хода.
24. Почему переходные пальцы на формовочном станке с холодной гайкой и изготовителем болтов сделаны из мягкой стали и закалены? Почему бы не использовать инструментальную сталь, чтобы они изнашивались дольше?
В случае аварии недорогие передаточные пальцы могут деформироваться, не повредив инструменты
25.Почему ящики для подачи на холоднокатаных коллекторах закреплены на машине такими тяжелыми и прочными болтами?
Регулировочный винт выталкивающего штифта поглощает любую направляющую силу, приложенную к выбивному штифту, и установлен в коробке подачи. Эти винты коробки подачи должны быть достаточно прочными, чтобы воспринимать эти силы и поддерживать правильную длину хвостовика на заготовке с изменениями твердости проволоки и других переменных.
26. Перечислите и объясните преимущества «заглушки заголовка», используемой на всех заголовках National
1.) Предотвращает раскачивание каретки курса, когда коленчатый вал находится на подъеме в точке B.D.C.
2.) Предотвращает заедание салазок вбок, когда пуансоны контактируют с изделием.
3.) Позволяет коленчатому валу давить вниз во время движения, тем самым удерживая салазок на вкладышах, не опасаясь того, что поверхность салазок поднимется вверх. из-за задействованного действия рычага
4.) Допускает функциональную массивную конструкцию, а не конструкцию с большим весом
5.) Обеспечивает беспроблемный плавающий самосвал, поскольку все выравнивание осуществляется с помощью вкладышей
27.Почему мы не должны выдавливать вперед или назад в первой матрице формовочного станка для холодных орехов?
Поскольку штифт пробойника стандартного калибра вытягивается из первой матрицы с помощью пружины, вход в матрицу должен быть сведен к минимуму, чтобы не было шанса, что пуансон застрянет в матрице. Дополнительный вход пуансона, необходимый для выдавливания вперед, увеличит вероятность застревания отрезного ползуна в верхнем положении, поскольку пуансон будет иметь тенденцию застревать в матрице. Обратная экструзия невозможна, потому что нет возможности снять заготовку с пуансона или сдвинуть первую матрицу.
28. В каком направлении вращается коленчатый вал, стоя на месте оператора жатки National? Почему?
По часовой стрелке, чтобы коленчатый вал и шатун опускались во время хода курса, таким образом удерживая ползун на вкладышах для более надежной работы и выравнивания
29. Какое общее правило следует соблюдать при определении минимальной длины корпуса матрицы, которую следует использовать?
Линия, проходящая вдоль центральной линии удерживающего винта в крышке штамповочного блока, должна пересекать противоположную сторону отверстия штампового блока в пределах длины кожуха штампа
30.Объясните работу и синхронизацию станции обрезки на Boltmaker
.Триммер, который установлен в направляющих суппортах, проталкивает заготовку в инструмент для обрезки, расположенный в блоке штампа. Когда головка блока упирается в обрезной инструмент, триммер врезается в головку заготовки с точностью прибл. 1/32 дюйма поверхности инструмента для обрезки. В это время кулачок триммера продвигает выталкивающий стержень станции триммера, заставляя бланк попасть в триммер и сжимая триммер.Когда вспышка высвобождается, пружина в выталкивающем стержне станции обрезки толкает заготовку достаточно глубоко в матрицу обрезки, чтобы ее удерживал на месте держатель с храповым механизмом, расположенный за штампом обрезки.
31. Все холодновысадочные машины National будут работать с максимальной длиной отрезания, указанной в спецификациях для каждой машины. Какая проблема возникает при использовании инструмента со скользящим конусом с максимальной длиной отрезания?
Коромысло пуансона будет в положении для движения на расстоянии от торца штампов, превышающем максимальную длину отрезания.При использовании инструмента со скользящим конусом инструмент выдвигается и быстрее достигает заготовки. Существует опасность того, что конический инструмент может достичь заготовки максимальной длины обрезки до того, как коромысло пуансона окажется в нужном положении. Обычно длину ползуна в коническом инструменте необходимо вычесть из максимальной длины, которую можно отрезать.
32. Перечислите 5 преимуществ конической вставки матрицы, которая вставляется с задней стороны корпуса матрицы и удерживается резьбовым наполнителем?
1.) Снижена вероятность того, что вставка матрицы выдвинется вперед из корпуса матрицы через переднюю часть
2.) Можно добиться большей посадки с натягом за счет угла конуса
3.) Легче индексировать форму вставки матрицы из-за короткого хода, необходимого для ее вдавливания на место
4.) Меньший износ отверстия в корпусе матрицы из-за необходимого короткого хода для вдавливания вставки на место
5.) Толщина стенки вставки штампа на открытом конце корпуса может быть меньше нормальной, что обеспечивает лучшее соотношение вставки корпуса штампа на лицевой стороне, которая является самым слабым местом корпуса
6 .) Могут использоваться более короткие передние вставки штампа, потому что угол будет удерживать их на месте
7.) Поскольку вставки матрицы находятся между углом спереди и резьбовым наполнителем сзади, существует давление, прижимающее вставки друг к другу, равное давлению, необходимому для сборки вставок
33. Почему головка болта с квадратным подголовком требует такого большого давления для формирования?
Из-за формы головки по окружности диаметра — очень маленькая площадь поперечного сечения (острый, пологий угол)
34. Как при холодной штамповке определить, какие специальные детали и на каком станке можно изготавливать?
Первая задача — нарисовать предлагаемую последовательность формования.Это должно позволить вам определить размер проволоки, количество штампов, размер машины и требуемые особенности. Иногда может потребоваться нарисовать полную или частичную компоновку сборки штампа, чтобы определить эти факты. При создании и анализе этих рисунков следует проявлять особую осторожность.
35. Какой цели служит предохранительный блок за «пробивным штифтом стандартного калибра» на формирователе Cold Nut Former?
После того, как отрезная заготовка подведена к первой матрице и высадке, штифт пробойника калибра втягивается обратно в резак, так что отсекающий ползун может вернуться вниз.Так как пружина используется для оттягивания стержня пробойника стандартного калибра, существует опасность его отскока больше, чем требуется. Когда это происходит, штифт пробойника для манометра опускается на верхнюю часть калибра и регулировочного винта, что приводит к поломке чего-либо или предотвращению возврата ползуна резца в его нижнее положение.
36. Какой цели служит подпружиненный шарик, упирающийся в промежуточный выбиваемый штифт в первой матрице формовщика для холодной гайки?
Когда первая заготовка штампа выталкивается из штампа, она должна удерживаться заподлицо с лицевой стороной штампа, пока режущий ползун снова не поднимется.Это сделано для того, чтобы держатель резака оттолкнул заготовку, если передаточные пальцы не смогут ее поднять. Короткая подача приведет к короткой отсечке, и бланк может не заполнить матрицу, когда она выровнена. Передаточные пальцы могут не захватывать эту заготовку меньшего размера, оставляя ее на конце выталкивающего штифта. Этот штифт нужно держать вперед, чтобы он не отошел назад, когда большой выталкивающий стержень в станине затягивает за собой заготовку обратно в матрицу. Это может привести к двойному заголовку и поломке инструмента.
37. Опишите 3 способа, которые используются для удаления пробитых частиц из пробивного пуансона и выгрузки их из машины.
Формирователь холодного ореха — тот, который описан в ответе на вопрос номер 23.
Второй метод — это метод ограниченного отверстия. Он основан на том факте, что пробитая пуля немного расширяется после освобождения от детали. При проталкивании этой пули через втулку с отверстием, диаметр которого очень близок к диаметру пробивного пуансона, пуля будет плотно прижата к отверстию и останется там, пока пуансон втягивается.
Третий метод — это метод выброса воздуха. В центре пробивного пуансона просверливается небольшое отверстие, через которое во время самой операции пробивки выпускается заданный по времени воздушный поток. Этого достаточно, чтобы удалить пробку с конца пробивного пуансона и выгрузить ее из машины.
38. Сколько витков необходимо для наматывания нити класса 2?
Зависит от размера резьбы — прибл. 5-6 оборотов
39. Сколько витков для резьбы с разнесением, такой как тип A?
Тип A = 5-6 оборотов
40.Сколько поворотов за лаг?
Задержка = 7-8 оборотов
41. Как образуется резьба?
Резьбовые плашки проникают в поверхность заготовки, образуя корни резьбы — металл вытесняется радиально наружу, образуя гребни резьбы
42. Какова последовательность формования гайки при холодной штамповке?
a.) Срезать и поднять прямоугольную обрезную заготовку
b.) Уменьшить высоту и начать заполнять шестигранник
c.) Заполнить шестигранник, проникая в центр заготовки
d.) Форма концов и начало формы для пробивного пуансона
e.) ID пробивки и отдельная заготовка
43. Как формируется зазор от пиноли до фрезы?
Зазор между иглой и резаком = диаметр проволоки x 0,020 (может несколько отличаться в зависимости от материала)
44. При холодной штамповке как рассчитать размер проволоки для штамповки стандартной гайки?
Макс. филе ореха х 92,5%
45. Как пуля отделяется от гайки на стандартном гайковерте?
Пробка пробивается через деталь и попадает в матрицу мимо подпружиненного шарика, который предотвращает перемещение пули обратно к гайке — пуля выбрасывается через заднюю часть корпуса матрицы
46.Какими еще 3 или 4 способами отделить пулю от гайки или другой детали?
Разделение пули: прохождение воздуха через пуансон — прохождение через эксцентрические диаметры — прохождение за шлиц — сила за неподвижный заостренный штифт — сила за небольшое сужение или конус
47. Что такое технический нокаут?
Выталкивание по времени в инструменте — гарантирует, что деталь вылетает из инструмента — ролик, на который воздействует рычаг выталкивания, рассчитан на выбивание только при обратном ходе направляющих салазок
48.Что такое безопасность KO?
Безопасность K.O. — неподвижный штифт или стержень, отталкивающий деталь от инструмента при приближении салазок к задней мертвой точке
49. Что такое модифицированный технический нокаут?
Модифицированный T.K.O. — выполняет ту же функцию, что и T.K.O. за исключением того, что рычаг отталкивания перемещается дважды за ход, поскольку не используется ролик с синхронизацией. Рычаг выталкивания действует против неподвижного кулачка
50. Что такое РКО?
Разгрузочный толчок — обеспечивает заполнение полости матрицы за счет небольшого извлечения выталкивающего штифта при ударе головы
51.Каковы 2 основных метода обрезки?
Обрезка может производиться пуансоном или штампом, более популярным является пуансон
52. Где используется карбид?
Карбид вольфрама используется для экструзионных пластин (ND-20) и для головных пластин (ND-25)
53. Что такое прямая экструзия?
Уменьшение площади за счет движения металла в том же направлении, что и движение пуансона
54. Что такое обратная экструзия?
Уменьшение площади за счет потока металла в направлении, противоположном движению пуансона (вокруг пуансона)
55.Что такое экструзия Хукера?
Полое выдавливание вперед
56. Что такое нормализующее?
Нагрев металла ок. На 100 ° F выше верхней критической температуры (около 1700 ° F для стали с содержанием углерода 0,20%) и охлаждение на неподвижном воздухе до комнатной температуры — дает более твердую и прочную сталь, чем полный отжиг, улучшает зернистость и улучшает обрабатываемость
57. Что такое сфероидизация?
Сфероидизация — это тип отжига, который позволяет карбиду в металле принимать форму круглых частиц вместо формы пластины, что обеспечивает как хорошую обрабатываемость, так и пластичность
58.Что такое рисунок?
Волочение приравнивается к отпуску: нагрев до температуры ниже критической — снимает остаточные напряжения и улучшает пластичность и вязкость стали
59. Стационарный или подвижный валик нити длиннее и насколько они перекрываются в положении захвата?
Подвижная матрица самая длинная. Величина перекрытия штампов при захвате заготовки составляет ок. 1/2 размера машины. Это будет варьироваться от одного размера машины к другому.
Алюминий горячая, теплая, холодная штамповка | Китайское литье под давлением
В чем заключаются различные особенности горячей штамповки алюминия, горячей штамповки и холодной штамповки и к каким типам штампованных деталей они применимы? Горячая штамповкаОтносится к обработке заготовки при температуре выше температуры рекристаллизации металла. Признаки:
1) снижается сопротивление деформации металла;
2) изменяется литая структура стального слитка за счет рекристаллизации в процессе горячей штамповки, литая текстура крупных частиц трансформируется в новую текстуру мелких зерен, что может уменьшить дефекты литой структуры и улучшить механические свойства из стали;
3) повышается пластичность стали, это особенно важно для некоторых высоколегированных сталей, которые являются хрупкими и трудно поддаются ковке при низких температурах.
Подходит для металлические материалы, обладающие высоким сопротивлением деформации и плохой пластичностью комнатная температура.
Горячая ковка
См. Процесс ковки при температурах, близких к температуре рекристаллизации металла. Отличительные особенности: теплая ковка используется для получения прецизионных штамповок; Преимущество горячей ковки состоит в том, что она может улучшить точность и качество штамповки деталей, не обладая при этом силой формования, характерной для холодной штамповки. Он подходит для прецизионных штампов сложной формы малых и средних размеров, поковки деталей из среднеуглеродистой стали.
Холодная штамповка
относится к процессу штамповки при температурах ниже температуры рекристаллизации металла. Отличительные особенности: изделия холодной штамповки имеют хорошее качество поверхности и высокую точность размеров; Таким образом, холодная штамповка может заменить некоторые процессы резки. Холодная штамповка может укрепить металл и улучшить прочность металлических деталей. Он подходит для алюминия и частично легированного алюминия, меди и частично легированной меди, низкоуглеродистой стали, среднеуглеродистой стали и низколегированной конструкционной стали с малым сопротивлением деформации и хорошей пластичностью при комнатной температуре.
- Детали для горячей штамповки
Сколько методов штамповки существует на винтовых прессах и каковы особенности каждого метода?
Винтовой пресс предназначен только для штамповки, он имеет следующие характеристики: 1) имеет характеристики как ковочного молотка, так и кривошипного пресса;
2) ход в минуту небольшой, а скорость выдувания низкая;
3) в винтовых прессах фрикционный пресс имеет наименьшую эффективность передачи.
Каковы особенности ковки алюминиевых, магниевых, титановых и медных сплавов и для каких материалов и деталей они подходят?
Характеристики ковки из алюминиевого сплава: температура ковки из алюминиевого сплава низкая, а диапазон температур узкий, инструменты, контактирующие с алюминиевым сплавом, должны быть гладкими, ковка должна быть быстрой, а процесс ковки должен происходить в неподвижном воздухе; Трещины и складки, образовавшиеся в процессе ковки, должны быть своевременно устранены, поковки из алюминиевого сплава тяжело пробиваются.Магниевый сплав — это материал с легкой металлической структурой, он отличается высокой удельной прочностью и высокой удельной жесткостью, хорошими демпфирующими и электромагнитными экранирующими свойствами и стабильностью размеров, легко обрабатывается и подлежит вторичной переработке.
В последние годы использование магниевого сплава быстро растет в автомобилях, средствах связи, продуктах 3C, транспорте, бытовой технике, новой энергии и других областях. Особенности ковки медного сплава: диапазон температур ковки медного сплава узкий (около 150 ~ 200 ℃).Медный сплав хорошо проводит тепло и электричество, и из-за его надлежащей прочности, жесткости и пластичности, особенно его свойств коррозионной стойкости в воздухе и морской воде, медный сплав составляет значительную часть морских частей.
В настоящее время медные сплавы широко используются для ковки различных типов высокопрочных и высокотемпературных, стойких к высокому давлению и коррозионно-стойких морских валов, фланцев и корпусов клапанов. Особенности ковки титановых сплавов: титановый сплав обладает высокой стойкостью к деформации, узкой температурой ковки и высокой чувствительностью к дефектам.Он используется в случаях, когда требуется высокая прочность, жесткость и высокая надежность, например, пластина компрессора турбины и искусственная кость в медицинских целях.
Есть 3 отличия между волочением горячей штамповкой и волочением холодной штамповки:
I. Преимущества разные:
1. Преимущества горячей штамповки Волочение : горячая экструзия подходит не только для формования цветных металлов и их сплавов, но и низкоуглеродистые и среднеуглеродистые стали с хорошей пластичностью и относительно низкой прочностью, но также подходящие для формования высокоуглеродистой, высоколегированной стали с высокой прочностью, такой как специальная конструкционная нержавеющая сталь, быстрорежущая инструментальная сталь и жаропрочная сталь.
2. Преимущества холодной штамповки Чертеж : изготовление поковок с использованием технологии холодной экструзии позволяет экономить материалы, обычно коэффициент выхода материала холодной штамповки может достигать 80% и выше. Возьмем, к примеру, Jiefang Automobile: коэффициент выхода материалов нарезки поршневых пальцев составляет 43,3%, а материалов холодной экструзии — до 92%.
В другом случае, после изменения производственного процесса втулки подшипника карданного шарнира на холодную экструзию, коэффициент выхода материала увеличился до 64% по сравнению с предыдущими 27.8%. Очевидно, что использование технологии холодной экструзии для производства механических деталей может значительно сэкономить сталь и цветные металлы.
II. Значения различаются:
1. Значение вытяжки горячей штамповки: горячая экструзия — нагрев металлические материалы до температуры горячей штамповки для экструзии, то есть для нагрева заготовки до температуры выше температуры рекристаллизации металл для экструзии.
2. Значение холодной штамповки волочения: холодная экструзия процесс изготовления деталей при комнатной температуре путем помещения металлической заготовки в холод полость экструзионной матрицы и давление на заготовку с закрепленным на ней штампом прессовая машина, чтобы заставить металлическую заготовку производить пластическую деформацию.
III. Объекты применения разные:
1. Объекты применения волочения горячей штамповки: горячая экструзия в основном используется для производства обычных длинных деталей равного сечения, профилей, труб, стержней и различных деталей машин, нержавеющей стали, никеля. на основе жаропрочных сплавов и прутков, труб и профилей из тугоплавких сплавов и др.
2. Объекты применения холодной штамповки волочения: технология холодной экструзии в основном используется для холодной экструзии свинца, олова, алюминия, меди, цинка и их сплавы, низкоуглеродистая сталь, среднеуглеродистая сталь, инструментальная сталь, низколегированная сталь и нержавеющая сталь, она также используется для того, чтобы вызвать определенную деформацию подшипниковой стали, инструментальной стали с высоким содержанием углерода и сплава с высоким содержанием алюминия и быстрорежущей стали , так далее.
GC Mold — это профессиональная Китайская компания по литью под давлением , предлагающая горячую штамповку алюминия, литье из чистого алюминия, холодную ковку, услуги гравитационного литья по всему миру, если у вас есть какой-либо проект, который нуждается в этой услуге, вы можете связаться с нами .
Горячая и холодная обработка (ковка, экструзия, прокатка)
Процессы горячей и холодной обработки: Процессы обработки металла разделены на процессы горячей и холодной обработки. Разделение основывается на количестве нагрева, приложенного к металлу до приложения механической силы.Те процессы, которые работают при температуре выше температуры перекристаллизации, являются процессами горячей обработки, где, как указано ниже, или называемыми процессами холодной обработки.Под действием тепла и силы, когда атом достигает определенного высокого энергетического уровня, начинает формироваться новый кристалл, что называется перекристаллизацией. Рекристаллизация разрушает старую деформацию зернистой структуры за счет механической обработки и совершенно нового кристалла, который не деформируется и формируется.
Температура рекристаллизации определяется как приблизительная минимальная температура, при которой происходит полная перекристаллизация металла холодной обработки за заданное время.
Горячие рабочие процессы.
Горячая обработка металлов происходит выше перекристаллизации с помощью процессов горячей обработки, металлу придают желаемую форму под воздействием двух сил, которые затем вызывают пластическую деформацию при температуре выше диапазона перекристаллизации.
Различные процессы горячей обработки следующие:
- Молот или кузнечная ковка
- Поковка падающая
- Высаженная поковка
- Пресс ковочный
- Вал кованый
- Обжимной
- Стыковая сварка нагретых лент
- Стыковая сварка сопротивлением
- Сварка внахлест
- Сварка молотком
7: вытяжка или бандаж
Ниже температуры перекристаллизации, если механическая работа выполняется с металлами, рост зерен не будет, но это должно быть зерно при таком удлинении интеграции, процесс известен как процессы холодной обработки.В процессе холодной обработки требуется большее давление, чем при горячей обработке. Поскольку металл находится в более жестком состоянии. Он не деформируется постоянно, пока напряжение не превысит предел упругости. Большинство процессов холодной обработки выполняются при комнатной температуре, различные процессы холодной обработки · Волочение проволоки · Чертеж трубы · Заглушка · Спиннинг · Чеканка · Клепка · Гибка под углом · Гибка пластин · Профилегибочное формование> Штамповка> Вырубка > Обрезка> Перфорация > Вырубка> Запуск
5: Экструзия
| Разница между процессами горячей и холодной прокатки |
| Горячая прокатка | Холодная прокатка |
| 1: Металл подается на валки после нагрева выше температуры рекритализации. | 1: Металл подается на валки, когда его температура ниже температуры рекристаллизации. |
2: Прокат в целом не проявляет эффекта деформационного упрочнения. | 2: Металл после холодной прокатки показывает эффект рабочего упрочнения. |
3: Коэффициент трения между двумя валками и заготовкой выше, это может даже вызвать срез металла при контакте с валками. | 3: Коэффициент трения между двумя валками и прикладом сравнительно ниже. |
4 : Трудно провести экспериментальное измерение. | 4: Экспериментальные измерения можно легко провести при холодной прокатке. |
5 : Можно добиться значительного уменьшения площади обрабатываемой детали. | 5: Сильное сокращение невозможно. |
6: Механические свойства улучшаются за счет разрушения литой структуры, уменьшения размеров зерен ниже отверстий и других, аналогичной деформации в слитке (при сварке) и / или удаления прочности и ударной вязкости работы должны возрасти. | 6 : Повышенная жаростойкость, чрезмерная холодная обработка, величие трещин, пластичность металла, обжатие. Холодная прокатка увеличила предел прочности на разрыв и предел текучести стали. |
| 7: Радиус валков обычно больше по размеру. | 7: Радиус валков меньше. |
| 8: Очень тонкие срезы не получаются. | 8: Получены тонкие срезы. |
| 9: Поверхность горячего валка покрыта (оксидом металла), такая обработка поверхности плохая. | 9: Холоднокатаная поверхность гладкая и не содержит оксидов. |
| 10: Горячая прокатка используется как для цветных, так и для цветных металлов, например, для производства стали, алюминия, меди, латуни, бронзы и сплавов для превращения слитков в слябы. | 10: Холодная прокатка в равной степени применима как к гладким, так и к легированным сталям, а также к цветным металлам и их сплавам. |
| 11: Горячая прокатка является отцом холодной прокатки. | 11: За горячей прокаткой следует холодная прокатка. |
Ковочные работы:
1: Чертеж:
Это операция, при которой металл удлиняется с уменьшением площади поперечной седации. Для этого необходимо приложить силу в направлении, перпендикулярном оси длины.2: Настройка вверх:
Это применяется для увеличения площади поперечной посадки ложи по длине.Для достижения длины осадки прикладывают усилие в направлении, параллельном оси длины, например формирование головки болта.
3: Фуллеринг:
По аналогии с материалом поперечное сечение уменьшается, а длина увеличивается. Сделать это; нижний дол удерживается в угловом отверстии с нагретым ложем над долом. Затем верхний дол удерживается над ложей, а затем с помощью кувалды, и сила прикладывается к верхнему долу.4: Кромка:
Это процесс, при котором металлическая деталь смещается в желаемую форму путем удара между двумя штампами, обрезка кромки часто является основной операцией ковки методом капельной ковки.5: Гибка:
Be nding — очень распространенная операция ковки. Это операция по переворачиванию металлического стержня или пластины. Это необходимо для тех, у кого есть формы изгиба.6: Перфорация:
Это процесс изготовления отверстий в пластине мотеля, которая размещается над полой цилиндрической матрицей. Прижимая пуансон к пластине, делается отверстие.7: Кованая сварка:
Это процесс соединения двух металлических частей для увеличения длины.Путем прессования или удара молотком, когда они достигают температуры ковки. Она выполняется в кузнечно-прессовом цехе и поэтому называется кованой сваркой.
8: Раскрой:
Это процесс, при котором металлический стержень или пластина разрезают на две части с помощью долота и молотка, когда металл раскален докрасна.
9: Раскладывание и установка:
Фуллеринг оставляет на работе гофрированную поверхность. Даже после того, как работе придана форма с помощью молотка, следы от молотка остаются на верхней поверхности работы.Для удаления следов молотка и гофрирования, а также для получения гладкой поверхности при работе используется более плоский или установленный молоток.Обжимка выполняется для уменьшения и завершения работы для достижения желаемого размера и формы, обычно круглой или шестиугольной. Для небольших работ используется пара верхнего и нижнего обжима, а для больших работ можно использовать обжимной блок.
\ Хотя процесс ковки обычно дает продукт более высокого качества по сравнению с другими производственными процессами. Есть некоторые дефекты, которые могут появиться легко, если при проектировании процесса ковки не уделяется должного внимания.Ниже приводится краткое описание таких дефектов и способы их устранения. При этом часть полости матрицы не полностью заполнена текущим металлом. Причины этого дефекта — неправильная конструкция штампа для ковки или использование методов ковки. Это проявляется в виде небольших трещин по углам поковки. В основном это вызвано неправильной конструкцией матрицы. Где в углу и угловой радиус малы, в результате чего металл не течет должным образом в угол, и заканчивается холодным затвором.Это проявляется в виде нерегулярной очистки поверхности поковки. В первую очередь это вызвано неправильной очисткой ложа, используемого для ковки. Оксид и окалина проникают в чистовую ковочную поверхность. Когда поковка очищается травлением, на поверхности поковки появляются загрязнения. Это вызвано неправильной центровкой половинки штампа, из-за чего две половинки поковки имеют неправильную форму. В основном это внутренние разрывы, вызванные неправильным охлаждением большой поковки.Быстрое охлаждение вызывает быстрое охлаждение внешней части, вызывая внутренние трещины. Это можно исправить, соблюдая надлежащие методы охлаждения. (F): неправильный поток зерна:
Это вызвано неправильной конструкцией фильеры, из-за которой поток металла не течет в окончательном направлении.
Прокатка — это процесс сжатия металла между двумя вращающимися валками для уменьшения площади его поперечного сечения. Это один из наиболее широко используемых процессов обработки металла.Из-за более высокой производительности и низкой стоимости. Прокатка позволит изготавливать детали, имеющие поперечное сечение по всей длине. Возможны такие формы, как itl и сечение канала, но не очень сложные формы. Прокатка обычно представляет собой процесс горячей обработки, если специально не упоминается как холодная обработка. Металл скручивается в рулоны за счет трения и затем сжимается для придания окончательной формы.Толщина металла, который можно раскатать в рулоны, зависит от шероховатости поверхности валка.Более грубые валки могут обеспечить большее обжатие, чем более гладкие валки. Уменьшение, которое может быть достигнуто с данным набором валков, определяется как угол прикуса. холодная прокатка выполняется ниже температуры перекристаллизации металла, горячая прокатка выполняется, когда металлические детали имеют однородную рабочую температуру.
Типы прокатных станов Прокатные станы можно классифицировать по количеству и расположению валков. (а): Два высоких прокатных стана (б): Три высоких прокатных стана (c): Четыре высоких прокатных стана (d): Тандемные прокатные станы (e): Кластерные прокатные станы 1: Два высоких прокатных стана Два стана высокой прокатки могут дополнительно классифицироваться как · Реверсивный стан · Безреверсивный стан Двухвалковый стан имеет только два валка.В двух высоких реверсивных прокатных станах валки вращаются в одном направлении, а затем в другом, так что прокатанный металл может проходить через валки вперед и назад несколько раз. Этот тип используется на плуговых и слябровых станах, а также для черновых работ на толстолистовых, рельсовых, строительных и других станах.
Они дороже по сравнению с нереверсивными прокатными станами. Потому что нужен реверсивный привод.
Двухрядная нереверсивная фреза: В двух высоких нереверсивных станах используются два валка, которые непрерывно вращаются в одном направлении, поэтому может использоваться меньшая и менее дорогостоящая движущая сила.Однако каждый раз материал необходимо переносить через верх мельницы для повторного прохождения через валки. Такое расположение используется на станах, через которые пруток проходит один раз, и на толстолистовых станах с открытым железом.
2: Трехвалковый прокатный стан: Он состоит из прокатной клети с тремя параллельными валками, расположенными один над другим. Соседние валки вращаются в противоположном направлении. Таким образом, материал может проходить между верхним и средним валками в одном направлении, а нижний и средний валки — в противоположном.На трех высоких прокатных станах заготовка прокатывается как на прямом, так и на обратном проходе. Сначала заготовка проходит через нижний и средний валки и возвращается между средним и верхним валками.
Таким образом, толщина уменьшается с каждым проходом. Используются подъемные столы с механическим приводом, которые перемещаются вертикально или по обе стороны от стойки. Чтобы заготовка автоматически подавалась в зазор между валками. Поскольку валки движутся в одном направлении, требуется гораздо менее мощный двигатель и система передачи.Валки трех высоких прокатных станов могут быть гладкими или рифлеными для производства листа или профилей соответственно. 3: Четырехступенчатый прокатный стан: У него есть прокатная клеть с четырьмя параллельными валками, расположенными один над другим. Верхний и нижний валки вращаются в противоположных направлениях, как и два средних валка. Два средних валка меньше по размеру, чем верхний и нижний валки, которые называются опорными валками для обеспечения необходимой жесткости меньшим валкам.
Четырехвалковый прокатный стан используется для горячей прокатки броневых и других листов, а также для холодной прокатки листов, листов и полос.
Это комплект из двух или трех клетей с параллельным выравниванием валков. Так что через каждую можно последовательно проходить непрерывный проход с изменением направления материала.5: Кластерные прокатные станы:
Это особый тип четырехвалкового прокатного стана, в котором каждый из двух рабочих валков поддерживается двумя или более более крупными опорными валками для прокатки твердых материалов. Может потребоваться использование рабочих валков очень маленького диаметра, но значительной длины.В таких случаях достаточное количество рабочих валков можно получить с помощью кластерного стана.
Экструзия — это процесс удержания металла в закрытой полости с последующим его вытеканием только через одно отверстие, чтобы металл принял форму отверстия. Операция идентична выдавливанию зубной пасты из тюбика с зубной пастой. С помощью процесса экструзии можно изготавливать компонент, который имеет постоянное поперечное сечение по любой длине, которая может быть сформирована в процессе прокатки.Показаны некоторые типичные детали, которые можно экструдировать: Сложность деталей, которые могут быть получены путем экструзии, выше, чем при прокатке, поскольку требуемая матрица очень проста и легче в изготовлении. Кроме того, экструзия представляет собой однопроходный процесс, в отличие от прокатки, степень обжатия, которое возможно при экструзии, велика. Обычно хрупкие материалы очень легко экструдируются. Также возможно изготавливать острые углы и разные углы. При экструзии можно получать формы с внутренними полостями с помощью крестообразной фильеры.Могут изготавливаться изделия большого диаметра, тонкостенные, клубневые с отличными характеристиками концентричности и точности. 1: Прямая экструзия или прямая экструзия2: Непрямая экструзия или обратная экструзия
Прямая или прямая экструзия Оборудование состоит из баллона или емкости, в которую загружается нагретая металлическая заготовка. На одном конце емкости закреплена фильерная плита с необходимым отверстием. С другого конца плунжер или плунжер прижимает металлическую заготовку к стенкам контейнера и плите матрицы, заставляя, таким образом, течь металла в прямом направлении через отверстие матрицы.Приобретая форму отверстия, экструдированный металл затем переносится металлом, а затем переносится системой обработки металла, когда он выходит из фильеры. Блок-заглушка, который представляет собой стальной диск толщиной около 40 мм и диаметром немного меньше, чем у контейнера, помещается между горячей заготовкой и плунжером, чтобы защитить его от тепла и давления. При прямом экструзии проблема трения преобладает из-за относительного движения между нагретой металлической заготовкой и стенками цилиндра. Для уменьшения трения следует использовать смазочные материалы.Чтобы уменьшить повреждение оборудования, экструзия завершается быстро, а цилиндр охлаждается перед дальнейшей экструзией.
Непрямая экструзия или обратная экструзия Чтобы полностью решить эту проблему, обратная горячая экструзия, как показано на рисунке, в этом процессе металл полностью удерживается цилиндром, шток, в котором находится матрица, также прижимает металл к контейнеру, заставляя его течь обратно к резервуару. погибнуть в полом поршне или толкателе.Это называется обратным из-за противоположного направления потока металла. Таким образом, заготовка в контейнере остается неподвижной и, следовательно, не вызывает трения. Также длина не влияет на давление экструзии. В экструзионном прессе с трением нет потерь. Показан рисунок обратной экструзии;Книга по ковке
: полное руководство по ковке металлов (бесплатная загрузка PDF)
Ковка металла играет важную роль в обрабатывающей промышленности.
В этой электронной книге мы объясним вам все аспекты ковки металла.
Он предназначен как для экспертов, так и для неспециалистов в кузнечной промышленности.
Мы стремимся предоставить вам базовую и передовую основу для ковки металла.
Из этого руководства вы узнаете
Глава 1: Определение ковки (что такое ковка)
Ковка относится к производственному процессу, при котором материалы подвергаются сжимающим силам / напряжениям.
Согласно словарю Коллинза, это процесс изготовления различных деталей молотком.
Сила изменяет форму металла, придавая ему желаемую форму.
Величина силы будет зависеть от типа металла и типа станка среди других факторов.
По сути, ковка — это пример процесса деформации.
Процесс классифицируется на основе среды, в которой происходит производственный процесс.
Таким образом, ее можно в общих чертах классифицировать как горячую или холодную ковку. Это относится к температуре формования металла. (Вы поймете это в следующей главе)
Глава 2: Процесс ковки
Традиционное vs.современный процесс ковкиЭта технология изготовления существует уже много лет.
Фактически, инструменты, которые использовались до появления Homo sapiens, были произведены путем ковки металла.
Это одно из старейших видов искусства обработки металлов.
Иногда его можно назвать примитивным кузнецом — Железный век.
На самом деле, это были очень рудиментарные инструменты, когда-либо созданные древним человеком.
Ранний человек зависел от рудиментарного производственного процесса.
То есть они могли деформировать детали материала голыми руками.
Судя по всему, это уже не так.
Почему?
Это было заменено машинами. Во время промышленной революции человек начал использовать машины.
Современные кузнечные машины эффективны и производительны.
Они могут ковать как мелкое, так и крупное оборудование. То есть от маленьких болтов до роторов турбин.
Несмотря на то, что это древняя технология, она применяется даже в современном производстве металлических деталей.
Это связано с широким спектром преимуществ, которые он может предложить.
Станки, которые используются в современной обработке деталей, эффективны, надежны и совершенны.
Это гарантирует высокий уровень точности и точности.
Фактически, с помощью этих станков можно получать очень сложные формы (как показано ниже для латунных деталей).
Деформируя заготовку, можно создать желаемую геометрическую форму.
Это связано с пластической деформацией.
Обычно он используется для обработки всех металлов, таких как сталь, железо, латунь и т. Д.
В большинстве отраслей необходимо испытывать отдельные металлы, чтобы определить метод, который следует использовать.
Следовательно, техник или инженер должны понимать основные принципы, которые регулируют весь процесс.
Важно, чтобы вы понимали каждый аспект всего процесса, чтобы иметь возможность принимать обоснованные решения.
Процесс ковки относится ко всем этапам, которые инженеры и техники используют для придания металлу желаемой формы.
В современном производственном процессе он предназначен для производства сложных форм с минимальными вторичными операциями.
Иногда они не могут быть изготовлены с использованием единой технологии ковки металла.
Это может включать ряд технологий изготовления металла.
При любой ковке металла необходимо учитывать ряд факторов.
Любая технология, применяемая в производственном процессе, должна соответствовать точным характеристикам конечного продукта.
Стоит задуматься о том, как данная техника повлияет на окончательную зернистую структуру металла.
Отметьте 3 самых важных:
- Сложность металлической части.
- Виды материала (металл).
- Используемая техника.
Для получения компонентов с улучшенными физическими свойствами важно, чтобы метод был направлен на улучшение зернистой структуры металлов.
Обычно во время пластической деформации металлы имеют тенденцию к изменению своего структурного состава.
То есть ориентация текстуры зерна может измениться.
В процессе ковки металл может подвергаться ряду процессов.
Это направлено на преобразование материала в желаемую форму.
Некоторые ключевые операции включают:1. Чертеж САПР деталей для ковки
Перед изготовлением любого металла, чтобы получить точный компонент, вам всегда понадобится чертеж САПР для подтверждения всех деталей, таких как форма, размер и т. Д.Иногда вам даже понадобится трехмерная печать, чтобы увидеть, как будут выглядеть ваши компоненты.
Вам также понадобится глубокий рисунок, чтобы подтвердить следующее:
- Толщина стенки конечного продукта.
- Степень допуска.
- Радиус конечного продукта
- Деформационное упрочнение
Иногда глубокая вытяжка может быть не отдельным процессом. Это может включать в себя ряд процессов, таких как вырубка, вытяжка, перфорация и обрезка.
2. НастройкаЭтот метод ковки в основном используется для увеличения площади поперечного сечения металла за счет увеличения длины.
Усилие для установки вверх можно прикладывать в направлении, параллельном оси длины.
Обычно используется в производственных процессах, например, при производстве болтов.
3.ФюллингПри этой технике ковки металла площадь поперечного сечения металла уменьшается по мере увеличения длины металла.
К обрабатываемой детали прилагается разумное усилие, когда нижняя часть дола находится под углом.
В то же время приклад нагревается, так как верхняя часть наполнителя остается над ложей.
Этот метод обычно используется для внутреннего сгорания двигателей.
4.РубежищеЭто один из наиболее распространенных типов ковки методом прямой ковки.
В этом процессе металлу придают желаемую форму, ударяя по нему между двумя штампами.
Обычно поток металла всегда ограничен в горизонтальном направлении.
5. гибкаЭто одна из самых распространенных ковочных операций.
В основном он нужен для тех деталей, которые следует использовать на изгибах.
6. штамповкаМеталл / материал, подлежащий штамповке, помещают в полую цилиндрическую матрицу.
Обычно используется для создания отверстий в заготовке.
7. кованая сваркаИспользуется для обозначения процесса соединения двух металлов.
Он направлен на увеличение длины металла.
Вы можете добиться этого путем удара или прессования.
Процесс осуществляется в кузнечно-прессовом цехе, отсюда и название «кованая сварка».
8. РезкаЭтот процесс в основном используется для разделения материалов на части.
В большинстве случаев молоток или зубило. Это делается, когда металл раскаленный докрасна.
9. опускание и опусканиеЭтот метод ковки в основном используется в качестве второстепенных операций.
В основном используется для удаления гофрированной поверхности конечного продукта.
В основном используется для получения гладкой поверхности.
10. ОбменЭтот производственный процесс подходит для операций, когда длина конечного продукта должна быть уменьшена до желаемой формы.
Он предполагает использование быстрых ударов молотком.
В большинстве случаев конечный продукт имеет уменьшенное поперечное сечение, которое может использоваться для нарезания резьбы, нарезания резьбы или нарезания резьбы.
Таким образом, существует один из наиболее распространенных способов ковки металла.
Выбор конкретного процесса зависит от дизайна и качества конечного продукта.
Связанные ресурсы:
Типы процессов ковки
Видео: процесс штамповки (открытый и закрытый штамп)
Видео: ковка, прокатка колец, ковка с открытым штампом, ковка с молотком
Горячая штамповка против. Холодная штамповка
Глава 3: Ковочные машины
Существует множество инструментов для ковки металла.
Выбор данного инструмента будет зависеть от техники ковки.
Кроме того, тип кузнечной машины и оборудования является неотъемлемой частью, когда дело доходит до классификации различных типов ковочных операций.
В обычных промышленных установках существует четыре основных типа машин.
- Машины ударно-ударные
- Шнековые прессы
- Прессы кривошипные
- Гидравлические прессы
Ковочные молотки классифицируются как широкие и механические.
Принцип работы этих молотов основан на потенциальной энергии, которая преобразуется в кинетическую энергию, а затем в энергию деформации.
Широкий молотокШирокий молотковый станок зависит от силы тяжести.
Это одна из причин, по которой их также называют отбойными молотками или отбойными молотками.
Они обычно используются в процессе изготовления штамповочных штампов.
Эти машины зависят от потенциальной энергии силы тяжести.
Это означает, что величина силы будет зависеть от веса молота и высоты.
В большинстве случаев высота обычно меньше 6 футов.
Это одна из основных причин, по которой ее называют машиной с ограничением энергии.
В зависимости от конструкции кузнечного молота они могут наносить от 60 до 150 ударов в минуту.
Однако это зависит как от мощности, так и от размера молота.
Опять же, штампы, используемые в этом процессе ковки, дороги.
Кроме того, металл может подвергаться термическому удару. Это может повлиять на качество финальной части.
Силовой молотКовочные молотки имеют более высокое усилие ковки.
В отличие от широких молотов, общая сила возникает из-за давления пара / воздуха и силы тяжести.
Давление — это индуцированная сила во время хода вниз, которая приводит к более высокому ускорению.
Опять же, шток / давление воздуха также можно использовать для подъема гидроцилиндра во время хода вверх.
Остальные параметры останутся такими же, как и у широких молотков.
Анализ ковочного молоткаЭффективность и надежность кузнечного молота.
Важно отметить, что энергия, генерируемая молотком, не используется для 100% деформации заготовки.
То есть большая часть детали деформируется, а другая часть теряется в виде шума, ударов фундамента, шума и тепла.
Это делает важным определение доли энергии, вырабатываемой молотком, которая используется эффективно.
Обычно эффективность определяется величиной деформации, которая имеет место во время любого хода.
Это может быть определено в диапазоне: 0,3≤ Ƞ ≤ 0,9. Где обозначает эффективность ковочного молота.
Эффективность кузнечного молота основывается на анализе количества произведенной энергии и количества использованной энергии.
То есть:
Энергия, доступная в молоте ( E молот ) = ( w + PA ) H .
Где w — вес молота, A — площадь поршня, P — давление пара или воздуха, а H — высота падения.
Энергия, необходимая (высокая температура) для штамповки заготовки (деформация E) = σf ε V. Где σ — истинное напряжение, а ε — истинная деформация.
Ковочные прессыВ отрасли существует очень много типов кузнечных прессов.
Наиболее распространенными типами прессов являются механические и гидравлические прессы.
Эти машины в основном используются в ситуациях, когда:
1. Необходимы лучшие свойства конечного продукта.
То есть там, где конечный продукт должен быть однородным.
2. Требуется более глубокое проникновение.
Однако важно отметить, что первоначальная стоимость кузнечного оборудования немного дороже.
Гидравлические прессыЭти машины используют гидравлическое давление для перемещения поршня.
Это объясняет причину, по которой они называются машинами с ограничением нагрузки.
В основном они используются при штамповке методом экструзии.
Это связано с тем, что машина может выдерживать полную нагрузку пресса во всех точках хода.
Эти машины также ассоциируются с более длительным временем контакта, особенно на стыке штампа и металла.
Это из-за низкой скорости.
В таких ситуациях существует вероятность износа матрицы и потери тепла.
Гидравлические прессыболее точны. Это основная причина, по которой они используются в приложениях, требующих очень жестких допусков.
Опять же, стоит отметить, что они дороже молотков и механических прессов.
Кузнечно-прессовый прессЭти машины оснащены кривошипно-кривошипными прессами с возможностью преобразования вращательного движения в возвратно-поступательное линейное движение.
В зависимости от заданных требований это приведет к общей энергии, которая может подделать заготовку.
То есть
Где W — полная необходимая энергия, I — момент инерции летающего колеса, ω — угловая скорость, ωo — исходное значение, а ωf — после деформации заготовки .
Механические прессыотличаются тем, что их ход поршня относительно короче, чем у гидравлического пресса или молота.
В большинстве случаев эти прессы всегда оцениваются на основе величины силы, которую они могут развивать в конце каждого хода.
В общем, это два основных типа кузнечных прессов.
Опять же, эффективность и качество конечного продукта будут зависеть от выбора правильной матрицы.
Что еще более важно, это будет зависеть от размеров пресса.
Большинство прессов, доступных на рынке, могут достигать 60 000 тонн.
В большинстве случаев определение правильной силы должно основываться на следующих ключевых критериях:
- Определите напряжение течения всего процесса.(Y)
- Оцените среднюю скорость деформации.
- Определите площадь вида сверху секции / детали, которая также должна включать в себя площадку для заусенцев (A)
- Выберите множитель, скажем (K).
Это должно зависеть от сложности детали.
Обычно он должен находиться в этом диапазоне 6≤ K ≤ 10.
Следовательно, усилие, необходимое для штамповки детали, можно определить как K * Y * A.
Помимо этого, кузнечные машины имеют разные значения скорости.
То есть:
- Отбойный молоток с гравитационным падением работает в диапазоне от 3,6 до 4,8 м / с.
- Гидравлический пресс имеет скорость от 0,06 до 0,30 м / с.
- Механические прессы имеют скорость от 0,06 до 1,5 м / с.
- Молот с падением мощности имеет скорость от 3,0 до 9,0 м / с.
Технический специалист должен выбрать тот, который соответствует требованиям конкретного приложения.
Это должно быть основано на скорости, достижимой силе, точности и эффективности.
Источники по теме:
Отбойные молотки
Кузнечно-прессовое оборудование
Глава 4: Материалы для ковки, которые вы должны знать
Компании по ковке металла могут выбирать из широкого спектра материалов.
Выбор конкретного материала зависит от конкретного применения каждой детали.
Это означает, что нужно очень точно указывать химические и физические свойства отдельных металлов.
Ниже приведены некоторые из наиболее распространенных металлов для ковки Поковка из латуниЛатунь — один из самых популярных сплавов, которые поддаются ковке.
Это в основном связано с тем, что ему легко придать желаемую форму.
Латунь известна своей хорошей формуемостью и высокими термическими свойствами.
Это медный сплав, который обладает широким спектром преимуществ и используется во многих областях применения.
- Возможно достижение высокой точности размеров.
- Простая ковка с нулевой осадкой, но в большинстве случаев это не всегда практично.
- Кованые латунные детали повышенной прочности. Вот почему они используются для гидравлических насосов, некоторых шестерен и подшипников.
- Коррозионно-стойкие, что делает их пригодными для химической промышленности.
- Герметичные, поэтому они обычно используются при работе с жидкостями и газами под высоким давлением. Ряд латунных кованых деталей включает компоненты холодильного оборудования, трубопроводные фитинги, промышленные клапаны и т. Д.
- Кованые детали имеют непористую структуру.
- Легко чистить и легко добиваться превосходного качества поверхности.
Это некоторые из основных причин, по которым латунь широко используется в ряде промышленных применений.
Поковка из латуни, обозначенная как C37700, рассчитана на 100%. Он самый подделанный. Другие содержат от 35% до 40% цинка и оцениваются в 90%.
Поковка стальная
Существует множество поковок из легированной стали, которые используются в различных отраслях обрабатывающей промышленности.
Некоторые из самых популярных сплавов включают 4140, 4130 и 4340.Существуют и другие типы сталей с почти такими же химическими и физическими свойствами. Однако есть некоторые вариации, основанные на содержащихся в нем элементах.
Компании по ковке стали могут выбирать из трех основных типов сталей:
1. Углеродистые стали
Углеродистые стали имеют свойства, аналогичные свойствам железа. Добавление большего количества углерода затрудняет сварку или деформацию и легко растрескивается, что затрудняет ковку.
2. Легированные стали
Легированные сталиобладают большей прочностью, твердостью, износостойкостью и повышенной ударной вязкостью.Часто для достижения всего этого может потребоваться дополнительная термообработка.
3. Нержавеющая сталь
Нержавеющие стали содержат большее количество хрома. Они устойчивы к коррозии и не ржавеют.
Специалист по изготовлению металла должен выбрать металл, который подходит для конкретного применения.
То есть один их можно трансформировать, не прилагая особых усилий.
Для ковки стали технические специалисты могут использовать холодную, теплую и горячую сталь.
Используя правильную технику, компания по ковке металлов может производить более прочные и долговечные стальные детали, чем литые или обработанные.
При правильной технике ковки стальные детали будут обладать следующими ключевыми свойствами:
- Хорошая прочность
- Размер мелкого аустенитного зерна
- Повышенная прочность
- Превосходное качество поверхности.
Кованые стальные детали используются в широком диапазоне применений, включая производство кранов, тросов, гидравлических прессов, валов и осей для приводов.
Эти детали используются в производстве, автомобилестроении и химической промышленности.
Алюминиевая поковкаНаиболее распространенные алюминиевые сплавы включают 1100, 7079, 7175 и 7475.
Алюминий стал популярным во многих отраслях промышленности благодаря своему легкому весу. Посмотрите один список на слайд-шоу.
Поковка из алюминия популярна благодаря своим превосходным физическим и химическим свойствам.
- Не окисляется быстро
- Устойчивость к коррозии
- Ковкость,
- Хорошее соотношение прочности и веса
- Прочность
элементарная материя.info есть отличная статья о свойствах алюминия, проверьте ее здесь:
Некоторые из основных причин, по которым ковка алюминия настоятельно рекомендуется в большинстве отраслей промышленности, включают:
Так почему же алюминий настоятельно рекомендуется в большинстве отраслей?
Выкопайте следующие 5 очков:
1. Высокое соотношение прочности и веса.
Это делает его идеальным выбором для ряда применений, таких как автомобилестроение, колеса, планеры и панели.
2. Превосходная коррозионная стойкость
Кованые алюминиевые детали подвержены коррозии даже в самых неблагоприятных погодных условиях.
Это основная причина, по которой они используются в нефтехимической и морской промышленности. Фактически, большинство крепежных изделий в этих отраслях производятся из алюминия.
3. Износостойкость и долговечность
Это делает его идеальным выбором для большинства приложений в автомобильной промышленности.
4. Это универсальный металл, который можно производить с помощью различных процессов ковки.
5. Он мягкий по сравнению с другими материалами, такими как железо. Это снижает стоимость производства.
Поковка чугуннаяКак и другие металлы, ковка железа также популярна во многих отраслях промышленности.
Железные детали используются для производства и модернизации компонентов.
При наличии необходимого оборудования их можно обрабатывать / манипулировать в соответствии с точными требованиями конечного пользователя.
В большинстве отраслей железо считается суперсплавом. Это связано с тем, что кованые детали в основном используются при высоких температурах.
Кованые детали из железа дешевле по сравнению с другими сплавами, такими как сплавы на основе никеля или кобальта.
В дополнение к этому, сплавы на основе железа могут подвергаться горячей или холодной обработке. Это будет зависеть от конечных физических и химических свойств, которых нужно достичь.
Ковка железа — это технология производства деталей, которая должна соответствовать следующим ключевым критериям:
- В высокотемпературных приложениях — это в основном обычное дело в промышленных установках, таких как автомобильная промышленность, электростанции или котельные.
- Повышенная прочность, например, при строительстве кранов.
- Они устойчивы к коррозии, окислению, износу и ползучести.
Важно отметить, что износостойкость увеличивается с увеличением количества углерода.
Например, модели 611, 612 и 613 в основном используются для штамповки высокотемпературных авиационных подшипников.
То есть те компоненты машин, которые подвергаются скольжению в любой форме.
Выбор конкретного типа сплава железа для любого процесса ковки должен основываться на желаемых областях применения.
Медная поковкаМедь и ее сплавы используются в ряде промышленных применений.
Это связано с его превосходными электрическими и теплопроводными свойствами.
Он известен своей немагнитной стойкостью, коррозионной стойкостью, обрабатываемостью, пластичностью, пластичностью и износостойкостью.
Кованые медные детали — идеальный выбор для приложений с более высокими температурами и более высокими нагрузками.
Опять же, детали могут выдерживать высокие нагрузки без неожиданных отказов.
В большинстве случаев настоятельно рекомендуется использовать кованые медные детали.
Почему?
- Электрические узлы и линии передачи, такие как крышки, соединители и фитинги
- Электронные компоненты, такие как разъемы, радиаторы и т. Д.
- Компоненты водопровода, такие как рабочие колеса и компоненты клапана.
- Прокладки и уплотнения, особенно те, которые используются в высокотемпературных и агрессивных средах.
- Электростанции
- Фитинги для приложений высокого давления, среди прочих компонентов.
, доступная в вариантах 304, 314, 316 и 403, может быть подвергнута ковке в открытых штампах в различных формах.
На выбор предлагается около 200 марок нержавеющей стали.
Это оставляет компаниям, занимающимся литьем под давлением, широкий выбор вариантов.
При нормальной промышленной установке детали, которые можно получить, включают: медные диски, валы, кольца, пластины и т. Д.
Проверить, почему нержавеющая сталь в основном используется в ряде приложений:
1.Кованые детали из нержавеющей стали выдерживают дезинфекцию и частую чистку; это одна из основных причин, почему он используется в пищевом и медицинском оборудовании.
2. Высокая устойчивость к коррозии; это основная причина, почему он используется в нефтехимической, морской и химической промышленности, особенно в насосах. Эти детали могут выдерживать длительное воздействие агрессивной среды.
3. Кованые детали обладают высокой термостойкостью. Это делает его идеальным выбором для печей, радиаторов и духовок.
4. Гарантируют высокий износ и высокую производительность. Это объясняет причину, по которой они используются для шасси и компонентов двигателя.
5. Кованые детали обладают высокой стабильностью и прочностью. Это делает его идеальным выбором для большинства структурных компонентов.
Короче говоря, нержавеющая сталь — один из самых популярных материалов, используемых для производства ряда промышленных деталей. Это потому, что он обладает одними из лучших физических и химических свойств.
Связанные ресурсы:
Поковки: углеродистые и низколегированные стали
Инструменты и материалы для ковки
Глава 5: Преимущества и недостатки ковки
Приложение силы сжатия при определенных температурах имеет как преимущества, так и недостатки.
Это один из тех производственных процессов, которые зависят от температуры.
В идеале основные преимущества и недостатки процесса можно обсудить в зависимости от типа процесса ковки.
То есть
, будь то горячая или холодная штамповка. Возможно, нам нужно сначала уточнить эти термины, прежде чем мы рассмотрим преимущества и недостатки каждого процесса.
Эти два процесса немного отличаются, но дают одинаковые результаты.
Горячая штамповкаМеталл нагревают до температуры на градусов выше температуры рекристаллизации.
Требуемая сжимающая сила применяется для придания металлу желаемой формы.
В этот период металл подвергается ряду эффектов деформационного упрочнения.
Температура будет зависеть от кованного металла.
Например:
- Для медных сплавов требуется от 710 до 800 градусов. Для стальных сплавов
- требуется от 1100 до 1150 градусов.
- Для алюминиевых сплавов требуется от 350 до 520 градусов.
Холодная штамповка
Металл подвергается воздействию сжимающих усилий при температурах на ниже температуры рекристаллизации на градусов.
На самом деле это противоположность горячей штамповки.
Обычно это комнатная температура. Наиболее распространенный процесс — литье под давлением. Это идеальный выбор для мягких металлов.
Преимущества горячей штамповки
1. Детали имеют повышенную пластичность и прочность; , что делает их идеальным выбором для большинства приложений.
2. Гибкость; горячая штамповка более гибкая, чем холодная штамповка. Это потому, что детали можно легко изготовить по индивидуальному заказу.
3. Превосходная обработка поверхности; позволяет выполнять ряд отделочных операций, таких как окраска, нанесение покрытия или полировка.
4.H Высокая температура удаляет любые однородные вещества. Это связано с повышенной диффузией.
5. Происходит уменьшение размера пор.
Как и другие производственные процессы, этот процесс имеет определенные недостатки.
- Горячие кованые детали имеют менее точные допуски на размеры
- Зернистая структура готового металла может отличаться. Это может быть связано с реакцией между материалом и окружающей средой.
- В процессе охлаждения может возникнуть коробление, поэтому охлаждение должно происходить в контролируемой среде.
- Металлическая конструкция может быть разнообразной.
Этот метод ковки используется в большинстве отраслей.
Ознакомьтесь с преимуществами ниже:
- Большинство деталей холодной штамповки не требуют дополнительных операций.
- Это рентабельно и не трудозатратно.
- Гладкая поверхность за счет меньшего количества примесей.
- Это точный производственный процесс
Этот производственный процесс не может быть принят в некоторых приложениях по 4 причинам:
- Менее пластичные, что делает их непригодными для определенных применений.
- Есть вероятность возникновения остаточного напряжения. Это связано с тем, что прочность материала зависит от структуры зерен
- Требуется мощная и тяжелая техника.
- Перед началом ковки поверхность металла необходимо очистить.
Таким образом, важно оценить как преимущества, так и недостатки двух процессов.
Это эффективный способ применить надежную, эффективную и экономичную технологию ковки металла.
Связанные ресурсы:
Преимущества и недостатки ковки в закрытых штампах
Глава 6: Типы ковки
При штамповке металлы деформируются путем приложения постепенной нагрузки или ударной нагрузки.
Опять же, ориентация заготовки (металла) также может быть другой.
Все это нацелено на достижение различного ограничения потока и потока материала через матрицу или пуансон.
Исходя из этого, мы можем классифицировать процессы штамповки штамповкой как:
Поковка в открытых штампах
Ковка в открытых штампах — это процесс пластической деформации металла под действием ряда сжимающих сил.
Обычно матрица не полностью закрывает материал.
Плашки, также называемые молотком, деформируют материалы посредством серии движений.
Поковки, которые могут быть получены этим способом, могут варьироваться от нескольких фунтов до 150 тонн.
Фактически, более сложные машины могут выковывать даже более крупные детали. Обычно заготовка удерживается между плоскими матрицами.
Как правило, с помощью этого производственного процесса можно обрабатывать все кованые сплавы цветных и черных металлов.
В большинстве промышленных применений они в основном используются для мелкосерийных поковок.
Почти все изделия, полученные методом открытой штамповки, требуют вторичных операций.
В большинстве случаев металл можно нагревать выше температуры рекристаллизации.
В основном это называется горячей штамповкой.
Опять же, готовую кованую деталь следует нагреть несколько раз, прежде чем будет получен желаемый продукт.
Кроме того, этот процесс подходит для простых деталей.
Это могут быть диски, втулки, валы, цилиндры или валы. Поскольку изделия многократно деформируются, конечный продукт имеет улучшенную структуру зерна.
Такие компоненты более прочные, обладают улучшенным сопротивлением усталости и уменьшенным количеством пустот.
В усовершенствованном процессе ковки металла открытая штамповка может быть адаптирована для удовлетворения различных требований.
То есть оптимальная деформация и текучесть зерна.
В основном, он направлен на обеспечение оптимальной производительности и максимизации желаемых свойств.
Одним из таких применений является заготовка внутреннего зубчатого колеса.
Связанный ресурс:
КОВКА 101: ПРОЦЕСС КОВКИ В ОТКРЫТОМ РЕЖИМЕ
Н.Документы Prakasan Slide share: процесс формирования ковка
Видео: процесс штамповки (открытый и закрытый штамп)
ПоковкаЭто процесс формования металлической детали путем придания ей формы штампа.
Это требует значительного усилия, которое может достигать 2000 тонн.
В большинстве случаев операция по штамповке может выполняться при двух основных условиях:
1. Металл можно нагревать до температуры выше температуры рекристаллизации.Это всегда называется горячей штамповкой. Это устраняет проблемы наклепа.
2. Температура ниже температуры рекристаллизации. Обычно это называют холодной ковкой.
Помимо этого, важно также выбрать желаемый производственный процесс / технологию.
Есть два типа штамповки
1. Поковка в открытых штампах
Также называется свободной ковкой. В этой металлической поковке металл подвергается сжимающей силе, не ограничиваясь штампами.
Большинство кованых деталей требуют механической обработки.
2. Поковка в закрытых штампах
Металлическая часть заключена между двумя матрицами: верхней и нижней.
Причина, по которой ее также называют штамповкой для штамповки. Он производит почти чистые формы.
Источник по теме:
Видео: процесс штамповки
Drop Forging — Введение
Почему на инструментах написано «Drop Forged»?
Курс ковки от nptel
Ковочный прессПроцесс ковки на прессе может осуществляться в холодных, теплых и жарких условиях.
Этот процесс немного отличается от ковки с ударным молотком в том смысле, что на заготовку действует медленная, но непрерывная сила.
Нет необходимости в сильных и быстрых ударах. На самом деле время контакта инструмента с заготовкой больше — около нескольких секунд.
Этот процесс настоятельно рекомендуется для приложений, требующих очень точных деталей.
Ковочный прессстал популярным во многих отраслях промышленности. Он изменяет как поверхность, так и внутреннюю часть заготовки.
Напротив, капельная ковка только деформирует поверхность. Этот процесс более контролируемый, поэтому становится легче исследовать важные аспекты процесса ковки.
Хороший пример — проверка скорости деформации. Процесс также эффективен и надежен. Кроме того, при ковке на прессе оптимально используется энергия.
Связанный ресурс
Преимущества и недостатки ковочного пресса
Видео: Большой ковочный пресс 13000 тонн
В чем разница между ковкой на прессе и ковкой с ударным молотком?
Высаженная поковкаКовка с высаженной штамповкой также является распространенной технологией производства, используемой в ряде отраслей.
Основные области применения: торсионы, удерживающие стержни, рым-болты и т. Д.
Этот процесс пластически деформирует металл под высоким давлением, поэтому можно получить детали высокой прочности.
В этом процессе предварительно нагретый металл удерживается между штампами с канавками. Давление прилагается к концу стержня в направлении оси металла.
Для постепенной деформации металла можно выполнить несколько операций осадки.
Многие кузнечные машины, которые используются в этом процессе, работают в горизонтальной плоскости.
Преимущества штамповки с горячей высадкой- Вероятность переломов исключена.
- Конечный продукт не является ни пористым, ни хрупким.
- Никаких напряжений не создается.
- Конечный продукт сохраняет присущую ему прочность.
Связанный ресурс:
Заголовок или высаженная поковка
Видео: EBC Industries — Анимация расстроенной ковки
Вал кованыйПри ковке валков используются две изогнутые матрицы для деформации металла.
Обычно это два противоположных ролика, которые подвергают обрабатываемую деталь желаемой сжимающей силе, достаточной для ее деформации.
Этот процесс выполняется выше температуры рекристаллизации (процесс горячей штамповки).
При вращении валки стремятся сжимать заготовку, деформируя ее.
Опять же, окончательная форма кованых изделий будет аналогична форме штампов.
Это точно такой же сценарий в процессах ковки, описанных выше.
Преимущества валковой ковки- Увеличивает срок службы штампа, что дает значительную экономию средств.
- Высокая производительность.
- Экономия средств за счет уменьшения количества брака и потребления энергии.
- Качественная отделка.
Связанные ресурсы:
Валковая поковка
Видео: ковка кольцевых валков
Горячая прокатка, холодная штамповка, экструзия и ковка
Глава 7: Разница между литьем и ковкой
Как литье, так и ковка являются важными производственными процессами в металлообрабатывающей промышленности.
Выбор конкретного процесса в основном будет зависеть от конкретных производственных целей, которых вы хотите достичь.
В большинстве случаев люди путают производственные процессы литья и ковки.
В этом разделе мы определим каждый производственный процесс.
Мы также выделим некоторые из основных причин, по которым вам необходимо использовать определенную отливку или поковку для конкретного применения.
ОтливкаПри литье металла металл нагревают до расплавленного состояния, заливают в форму для получения желаемой формы.
Отдельные факты о кастинге
- Литье подходит для больших и сложных деталей, которые нельзя подделать. Ковка более крупных компонентов стоит дорого.
- Затраты на инструмент дешевле, чем на штамповочные штампы.
- Настоятельно рекомендуется для небольших серий.
- Отсутствует реальный верхний предел веса отливки.
Ковка
Ковка — это процесс изменения формы металла путем воздействия на него сжимающих сил.
В отличие от процесса литья металла, в этом процессе плавить металл не требуется. Матрица используется для преобразования металла в желаемую форму и размер.
Отдельные факты о ковке
- Для ковки металла требуется высокое сжимающее усилие.
- Хорошая однородность структуры конечного продукта благодаря металлургической перекристаллизации и зернистости.
- Детали прочнее литых.
- Ковка устраняет пористость, усадку, холодные заливки и пустоты.Распространенная проблема с литыми деталями.
- Кованые детали имеют более высокую прочность на разрыв — примерно на 26% выше
- Более высокая усталостная прочность — на 37% больше, чем у литых деталей.
Выше явные различия между ковкой и литьем. Производители должны выбирать технику, исходя из качества конечной продукции.
Источник ссылки:
Разница между литьем и ковкой
Ковка или литье: что лучше?
Steel Fabrications vs.Отливки
Кованые изделия и чугуны — одно лучше другого?
Глава 8: Применение и продукция для прецизионной ковки
Компании вложили средства в прецизионную ковку наряду с другими методами ковки в открытых штампах.
Это связано с увеличением спроса на кованые изделия.
Позиции включают компоненты, используемые как в легких, так и в тяжелых машинах, которые используются в различных отраслях промышленности.
Примеры приложений:
АвтозапчастиЭто одна из тех отраслей, которым эта отрасль принесла пользу.
Продукция включает изделия сложной формы, изготовленные методом холодной или горячей штамповки.
Примеры деталей: системы автоматической и ручной трансмиссии, детали рулевого управления, детали двигателя и т. Д.
Аэрокосмическая промышленностьКак и в автомобильной промышленности, в этой отрасли используется ряд кованых деталей.
Примеры включают: внутреннее-внешнее кольцо, внешнее кольцо конического роликоподшипника, подшипник и другие детали двигателя и трансмиссии.
Прочие включают диски двигателей, детали компрессоров, выхлопные системы, спиннеры и другие детали конструкции самолета.
Производство и передача электроэнергииКованые детали включают компоненты турбин, диски, валы, бесшовные трубы и фитинги, и это лишь некоторые из них.
Как правило, почти 43% деталей, используемых в этой отрасли, изготавливаются методом ковки.
Общее производство и обрабатывающая промышленностьКованые прецизионные детали включают стержни, сварочные изделия, прокладки, шайбы и т. Д.В основном это связано с их структурной целостностью.
Медицинская промышленность Часть медицинского оборудования подделана. К ним относятся травмированные детали, детали конечностей, имплантаты и детали медицинского оборудования.
В целом точная ковка стала частью нашей повседневной жизни.
Все, что имеет значение, — это возможность получать качественные продукты, отвечающие конкретным требованиям конечных пользователей.
Технология все еще совершенствуется, и скоро у нас появятся еще более совершенные детали и оборудование для двигателей.
Глава 9: Ассоциации кузнечной промышленности
Как и в других профессиях, ряд заинтересованных сторон и компаний сформировали ассоциации, которые следят за тем, как люди ведут свой бизнес в кузнечной отрасли.
И снова их задача — устанавливать правила, которым должен следовать каждый в отрасли.
Кроме того, они предоставляют учебные материалы и возможности для подключения всех компаний, производящих ковку металла по всему миру.
Ассоциация индийской кузнечной промышленности
Эта ассоциация направлена на продвижение интересов кузнечной промышленности Индии.
По всей видимости, в Ассоциации более 173 обычных членов и около 45 ассоциированных членов. В состав участников входят корпорации, компании, частные лица или фирмы.
Ассоциация индийской кузнечной промышленности (AIFI) стремится продвигать интерес кузнечной промышленности.
Больше внимания уделяется производству и другим производственным процессам.
AIFI повышает квалификацию и профессионализм. Это через обучающие видео и публикации.
AIFI также участвует как в национальных, так и в международных семинарах.Вскоре участники также смогут размещать рекламу с помощью AIFI.
Ассоциация кузнечной промышленности
Ассоциация кузнечной промышленности (FIA) стремится объединить производителей, поставщиков, дизайнеров, покупателей и студентов.
FIA предоставляет широкий спектр информации, направленной на повышение глобальной конкурентоспособности кузнечной промышленности.
Он предоставляет возможности в отрасли: информацию о карьере, информацию о кузнице и учебные материалы. Также есть членские услуги.
Китайская ассоциация кузнечной промышленности
Здесь около 450 кузнечных работ. Это составляет около 90% от общего объема производства поковок в Китае.
Китайская ассоциация кузнечной промышленности (CFIA) является частью Конфедерации китайской металлообрабатывающей промышленности (CCMI).
Членами являются учебные заведения и металлообрабатывающие предприятия / компании.
Как и другие ассоциации по ковке металлов, CFIA стремится обеспечить качество производственного процесса.
CFIA организует конференции, выставки, издает журналы, наблюдает за исследованиями и пользуется учебными ресурсами.
Ассоциация сторонников экономичных и устойчивых процессов ковки.
Как правило, сегодня в мире существует множество ассоциаций кузнецов.
Важно, чтобы кто-то стал членом этой кузнечной ассоциации, особенно для тех, кто работает в кузнечной промышленности.
Ковка металла — неотъемлемая часть любого производственного процесса в современном промышленном оборудовании.
Важно выбрать эффективную и надежную технику, исходя из конкретных требований конечного пользователя.
Когда вы знаете все аспекты ковки металла, вы получите большую выгоду, если детали вашего продукта будут изготовлены в процессе ковки металла.
Теперь очередь, оставьте комментарий и расскажите, что вы думаете о ковке металла.
Как изготавливаются болты? Вот и процесс производства
Болты — один из самых основных компонентов проектирования и строительства, но их производство стало передовым, высокотехнологичным процессом, состоящим из нескольких этапов.Узнайте, как необработанная сталь превращается в высокотехнологичные и точные металлические орудия.
Болтыбывают самых разных размеров и форм, но основной производственный процесс в целом остается неизменным. Он начинается с холодной ковки стальной проволоки до нужной формы с последующей термообработкой для повышения прочности и обработкой поверхности для повышения долговечности перед упаковкой для отправки. Однако для более сложных конструкций болтов производственный процесс может быть расширен за счет ряда дополнительных этапов.
Шведский производитель Bulten, являясь одним из ведущих поставщиков крепежных изделий для автомобильной промышленности, хорошо разбирается в каждом этапе и во всех аспектах производства болтов. «Мы не производим детали по каталогу — все, что мы производим, разрабатывается по индивидуальному заказу в соответствии с требованиями заказчика», — говорит Хенрик Оскарсон, технический директор производственного предприятия Bulten в Халльстахаммаре, Швеция. «В зависимости от того, где будет использоваться крепеж, существует несколько различных вариантов изготовления именно того болта.”
Холодная штамповка начинается с крупной стальной катанки, которую разматывают и разрезают на нужную длину. Марка стали стандартизирована для всей отрасли в соответствии с требованиями ISO 898‑1. Затем проволоке холодной штамповкой придают нужную форму с помощью специального инструмента. Это в основном то место, где сталь формуют при комнатной температуре, пропуская ее через серию штампов под высоким давлением. Сам инструмент может быть довольно сложным, содержать до 200 различных деталей с допусками до сотых долей миллиметра.После доведения до совершенства, холодная ковка обеспечивает быстрое изготовление болтов в больших объемах и с высокой однородностью.
Для болтов более сложной конструкции, контур которых не может быть обработан только холодной штамповкой, может потребоваться дополнительное точение или сверление. Токарная обработка включает вращение болта на высокой скорости, в то время как сталь обрезается для достижения желаемой формы и дизайна. Просверливанием можно проделать отверстия в болте. При необходимости на этом этапе процесса к некоторым болтам могут быть прикреплены шайбы.
Термическая обработка — это стандартный процесс для всех болтов, который включает в себя воздействие на болт экстремальных температур с целью упрочнения стали. Нарезание резьбы обычно применяется перед термообработкой путем прокатки или резки, если сталь мягче. Прокатка работает так же, как холодная ковка, и заключается в пропускании болта через матрицу для придания формы и формования стали в виде резьбы. Резка включает формирование резьбы путем резки и удаления стали.
Поскольку термообработка изменяет свойства стали, делая ее более твердой, проще и дешевле нанести резьбу заранее.Однако нарезание резьбы после термообработки будет означать лучшие усталостные характеристики.
«Термическая обработка может вызвать появление тепловых пятен и незначительное повреждение болта», — поясняет Хенрик Оскарсон. «По этой причине некоторые клиенты требуют нарезания резьбы после термообработки, особенно для таких применений, как двигатель и болты головки блока цилиндров. Это более дорогостоящий процесс, так как вам нужно формовать закаленную сталь, но резьба будет лучше сохранять свою форму ».
Для длинных болтов, длина которых более чем в десять раз превышает диаметр болта, термообработка может привести к тому, что сталь вернется к круглой форме исходной стальной проволоки.Поэтому часто необходимо применять процесс выпрямления.
Выбор обработки поверхности определяется применением болта и требованиями заказчика. Часто главной проблемой для крепежных изделий является коррозионная стойкость, поэтому оцинкованное покрытие, нанесенное путем электролитической обработки, является обычным решением. Это процесс, при котором болт погружается в жидкость, содержащую цинк, и подается электрический ток, так что цинк образует покрытие на болте.Однако электролитическая обработка сопряжена с повышенным риском водородного охрупчивания. Другой вариант — цинковые хлопья, которые обеспечивают еще более высокую коррозионную стойкость, хотя и по более высокой цене.
Когда коррозионная стойкость не является проблемой — например, внутри двигателя или приложения, которое регулярно подвергается воздействию масла, — использование фосфата является более экономичным вариантом. После обработки поверхности стандартные болты обычно готовы к упаковке. Однако для более сложных конструкций может потребоваться дополнительная сборка, например кронштейны.Другие болты также потребуют какой-либо формы исправления, либо фиксирующей заплатки, либо жидкой заплатки. Запирающая нашивка состоит из толстого нейлонового слоя поверх нитей, который помогает улучшить сцепление. Жидкая заплатка поможет улучшить крутящий момент нарезания резьбы.
По завершении этих шагов болт готов. Теперь все, что осталось, — это некая форма контроля качества для обеспечения однородности и согласованности перед упаковкой и отправкой болтов.
Краткое описание производственного процесса:
- Проволока — размотанная, выпрямленная и отрезанная до нужной длины.