Что такое профилированный брус? ⭐️ Глазов-Леспром
Профилированный брус считается фаворитом в области деревянного строительства. Это недорогой, надежный и экологичный оцилиндрованный материал, который производится по довольно сложной технологии. Балку вырезают из цельного деревянного массива, а по краям делают профили, обеспечивающие простой и надежный монтаж. Чем их больше, тем крепче будет постройка.Профилированный брус или клееный: что лучше?
Часто у нас спрашивают, какой брус лучше: профилированный или клееный? Однозначно ответить нельзя. Все зависит от того, какие задачи вы хотите решить и сколько собираетесь потратить.Профилированный
Профилированный брус создается из самой прочной части дерева — сердцевины, которая тщательно шлифуется. Давайте разбираться, чем хорош профилированный брус.Плюсы:
- Отсутствуют химические добавки вроде клея.
-
Сохраняется естественная структура дерева, а вместе с ней — эффективный воздухообмен между улицей и домом.
 Такие дома идеальны в плане микроклимата.
Такие дома идеальны в плане микроклимата. - Покрывается защитными составами, поэтому неуязвим для насекомых и внешнего воздействия.
- Стоит меньше клееного аналога.
 Такие дома идеальны в плане микроклимата.
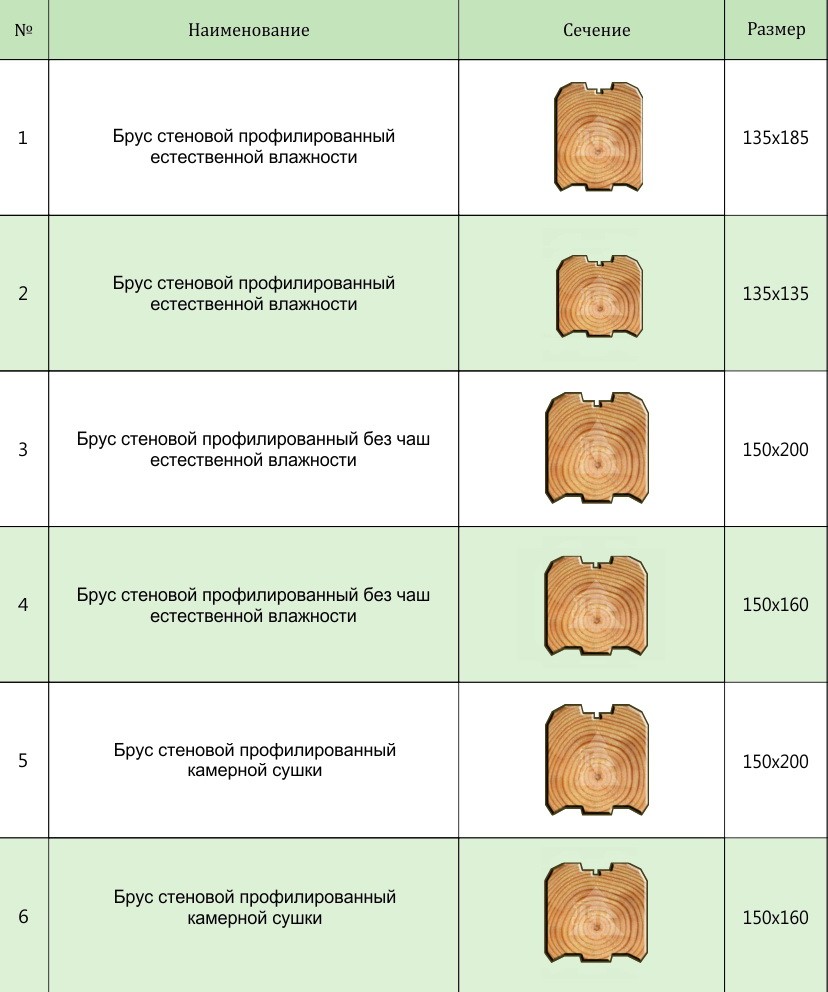
Такие дома идеальны в плане микроклимата.- Имеет нормы по размерам. Самая большая длина, которой достигает профилированный брус, составляет 6 м, а сечение — 20 х 20 см.
- Дает усадку. Прежде чем переходить к отделке, нужно дождаться, пока дерево высохнет.
- Не такой прочный, как клееный.
Клееный
Не знаете, из чего делают клееный брус? Материал получается в результате склеивания нескольких досок, после чего он профилируется.Плюсы:
- Самый прочный деревянный материал на рынке.
- Лучше сопротивляется огню. Даже если искра попадет на профиль, это не значит, что он загорится.
-
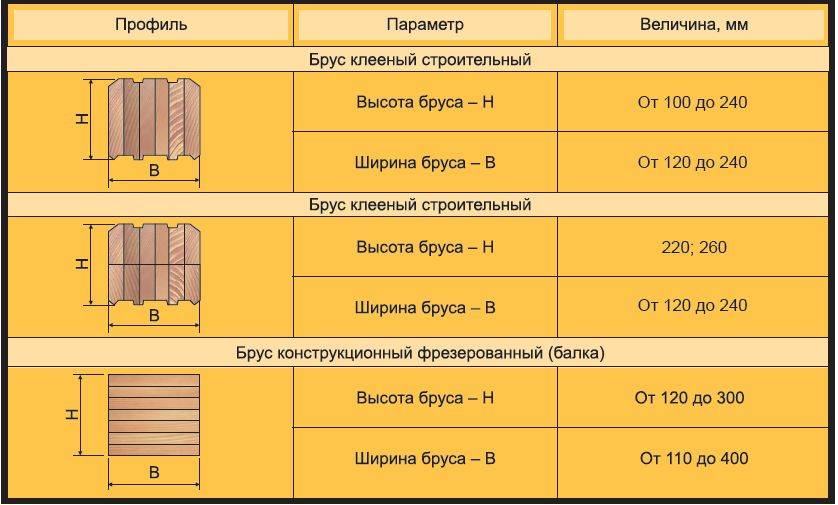
Больше вариантов размера. По длине может достигать 18 м, а сечение — до 27,5 х 27,5 см.
- Можно купить дешевле, если выбрать брус, состоящий из разных кусков. Например, внутри — сосна, снаружи — дубовое покрытие.
- Усадки не будет, поэтому выжидать месяцы, чтобы приступить к отделке, не нужно.
- Защищен от жучков и плесени специальными пропитками.

- Наиболее дорогой пиломатериал.
- Клей в составе. Редкий производитель берет безопасный компонент.
- Воздухообмен хуже, чем у цельного бруса.
Обычный брус и профилированный брус: в чем разница?
Цельный брус получают путем четырехсторонней окантовки. Проще говоря, производитель спиливает бревно с четырех сторон и поставляет его заказчику. Отсюда минимальная цена. Посмотрим, чем плох такой подход и какие у него достоинства.Профилированный брус
Чем отличается профилированный брус от обычного? Он уже прошел необходимую обработку, не боится воды, насекомых, грибка и может сразу использоваться для строительства.
Плюсы:
- Не требует дополнительной отделки.
- Дом получается теплее без дополнительных манипуляций.
- Правильная геометрия упрощает монтаж и сокращает связанные с этим расходы.
Обычный брус
Этот материал не проходит никакой обработки. Его просто выпилили из древесины и отдали заказчику.- Чтобы дом выглядел завершенным, стены придется отделывать.
- Из-за влажности возможно поражение насекомыми, грибком.
- Швы между венцами требуют тщательного утепления, что негативно сказывается на внешнем виде дома без отделки.
- В течение первых двух лет возможна усадка и появление трещин, потому что идет усушка.
- Минимальная стоимость.
-
Дом из такого бруса требует дополнительных вложений — обработать защитными пропитками, утеплить и организовать дополнительную отделку.

В завершение
Если хотите получить дом, с которым не нужно будет проводить дополнительные защитные манипуляции, берите клееный брус. Если бюджет не настолько большой, рекомендуем профилированный аналог. Но если у вас есть время и возможности самостоятельно провести обработку материалов, обычный брус подойдет как нельзя лучше. Больше о том, какой бывает профилированный брус и другие аналоги, спрашивайте у консультантов «Глазов-Леспром».Что нужно знать о профилированном брусе?
Профилированный брус (профбрус), также как и оцилиндрованное бревно – это материал заводского изготовления — в отличи от сруба ручной рубки. Профбрус — превосходный материал для строительства деревянного дома или бани. Вопреки распространенной информации о том, что брус хуже оцилиндровки и ручной рубки, этот материал при должном уходе не менее долговечен и вместе с тем имеет даже ряд преимуществ: правильная геометрия и как результат – более современный внешний вид и удобство меблирования дома.
- Ель
- Сосна
- Лиственница
- Кедр
Производственный цикл начинается с изготовления обычного обрезного бруса на пилораме. И уже на этом этапе есть несколько очень важных моментов, которые влияют на качество будущего домокомплекта. Это строгое соблюдение размеров и выдерживание прямых углов заготовок. Звучит просто, а на деле – не каждая пилорама выпускает подходящий для профилирования брус. Во многом это связано с экономикой.
 Наибольшей точностью обладают дисковые пилорамы, но из-за большой толщины пил на них больше опилок, а значит отходов, а отходы это деньги. Поэтому все и хотят работать на более тонких ленточных пилах, которые, к сожалению, не могут обеспечить такое же качество.
Наибольшей точностью обладают дисковые пилорамы, но из-за большой толщины пил на них больше опилок, а значит отходов, а отходы это деньги. Поэтому все и хотят работать на более тонких ленточных пилах, которые, к сожалению, не могут обеспечить такое же качество.
- Раскрой пилпостава
- Дисковая пила
- Изготовление обрезного бруса
Далее заготовки в виде шестиметровых брусьев поступают на линию профилирования и нарезки чаш угловых и промежуточных соединений стен. Первым задействуется четырехсторонний станок, который собственно создает продольный профиль и одновременно прострагивает поверхности бруса, далее идет отрезной станок, где шестиметровый погонаж режется на заготовки в соответствии с картой раскроя стеновых элементов, а затем на этих заготовках фрезеровочный станок нарезает чаши.
- Профилирование
- Профилирование
- Нарезка чаш
В результате этих трех операций получатся детали, готовые для сборки дома, которые осталось только пронумеровать в соответствии с маркировочным планом, который является частью проектной документации на дом, чтобы потом при сборке рабочие могли разобраться, куда какие детали должны лечь.

- Чаши соединений
- Маркировка
- Сборка на фундаменте
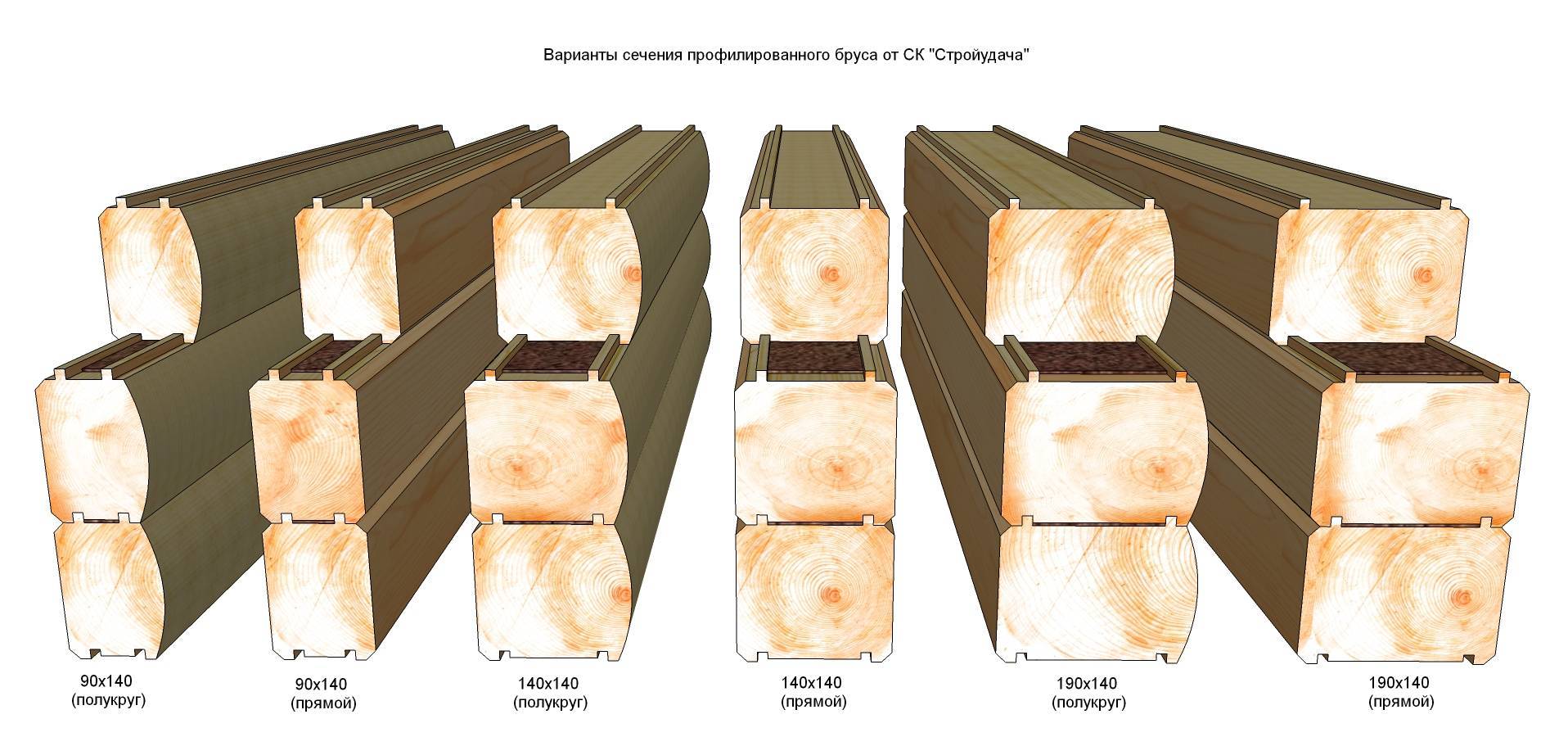
Обратите внимание – продольный паз бывает разной формы, а чаши имеют специальную «теплую» форму, чтобы не было сквозного продувания Проект сделан, домокомплект изготовлен, промаркирован, погружен в автофуры, привезен к вам на участок, разгружен и разложен в порядке, удобном для сборки – начинается монтаж стен. Далее расскажем в чем заключается технология сборки дома из профилированного бруса. Прежде чем выставлять первый ряд дома на фундамент обязательно укладывается гидроизоляция – чаще всего для этого используется два слоя рубероида или слой гидроизола. Затем раскладывается первый ряд или два, и ставятся лаги пола первого этажа. Если фундамент ленточный, ростверковый или плитный, тол лаги кладутся на фундамент, если винтовые сваи с обвязкой брусом или швеллером – тогда они крепятся к стенам на специальных опорах.

- Гидроизоляция фундамента
- Лаги на ленте
- Опора для крепления лаг к обвязке
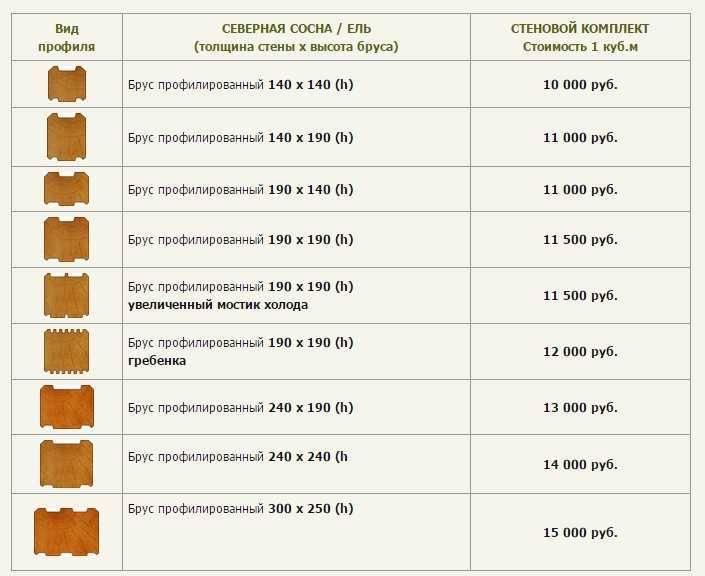
Мы строим наши дома и бани из профилированного бруса номинальной толщиной 10, 15 и 20 см. Для бань и домов с сезонной эксплуатацией вполне достаточно 10-15см, для постоянного проживания мы рекомендуем толщину стен 20см. При сборке стен между рядами прокладывается межвенцовый утеплитель – это специальная саморасширяющаяся лента (ПСУЛ – предварительно сжатая уплотнительная лента) – современный, экологичный и долговечный энергоэффективный материал. Сами ряды скрепляются нагелями или специальными пружинными стяжками. В оконных и дверных проемах оставляю временные технологические перемычки из бруса, которые позже вырезаются на этапе отделки перед монтажом обсадных коробок.
- Межвенцовый утеплитель
- Крепление венцов
- Перемычки в проемах
Мы уже не раз упоминали такую особенность древесины как усадка (уменьшение диаметра бревен в каждом ряду и как следствие уменьшение высоты стен дома).
 При сборке стен дома, а также монтаже стропильной системы крыши для компенсации усадки используют специальные элементы. На вертикальных столбах на веранде и внутри дома, если они есть – это регулируемые винтовые домкраты, а на стропилах – скользящие направляющие. Эти детали изготавливаются из оцинкованной стали и крепятся саморезами к элементам конструкции дома.
При сборке стен дома, а также монтаже стропильной системы крыши для компенсации усадки используют специальные элементы. На вертикальных столбах на веранде и внутри дома, если они есть – это регулируемые винтовые домкраты, а на стропилах – скользящие направляющие. Эти детали изготавливаются из оцинкованной стали и крепятся саморезами к элементам конструкции дома.
- Компенсационный домкрат
- Скользящие направляющие
- Шарнирное соединение стропил
После сборки стен, монтажа лаг, стропильной системы и обрешетки крыши в теплое время года производится их обработка антисептиком и антипиреном (противопожарный состав). Это защитит все деревянные конструкции от поражения плесенью, жучками-вредителями, а также от воспламенения. Интересный и на первый взгляд невероятный момент – деревянный дом дольше противостоит пожару, чем каменный.
 На самом деле это правда. Дело в том, что деревянные конструкции почти в два раза дольше «терпят» воздействие огня до тотального разрушения по сравнению с железобетоном, который при нагреве теряет прочность очень резко, что ведет к обрушению и обвалу. Обработка огнезащитными препаратами еще больше увеличивает время сопротивления дерева огню, поэтому пренебрегать такой обработкой не стоит.
Следующие блоки строительства деревянного дома уже относятся ко второму этапу – отделке, где ставятся окна и двери, делается полы и потолки, прокладываются коммуникации, красятся и герметизируются стены. Более подробно можно почитатьтут.
На самом деле это правда. Дело в том, что деревянные конструкции почти в два раза дольше «терпят» воздействие огня до тотального разрушения по сравнению с железобетоном, который при нагреве теряет прочность очень резко, что ведет к обрушению и обвалу. Обработка огнезащитными препаратами еще больше увеличивает время сопротивления дерева огню, поэтому пренебрегать такой обработкой не стоит.
Следующие блоки строительства деревянного дома уже относятся ко второму этапу – отделке, где ставятся окна и двери, делается полы и потолки, прокладываются коммуникации, красятся и герметизируются стены. Более подробно можно почитатьтут.
Компания «Рукавичка» — проектирование и строительство деревянных домов и бань © 2007-2023 / Политика конфиденциальности
Карта сайта
Профилирование луча: Учебник | Ophir Photonics
Allen M. Cary, Photon Inc. San Jose CA
Большинство людей, работающих сегодня с лазерами, пытаются что-то сделать со световым лучом, либо в виде необработанного луча, либо, что чаще всего, модифицированного. с оптикой. Будь то печать этикетки на детали, сварка прецизионного соединения или ремонт сетчатки, важно понимать природу лазерного луча и его характеристики. Профилирование лазерного луча предоставляет инструменты для определения характеристик лазера и точного определения того, что делает луч в точке работы и дает ли оптика желаемый эффект. Лазеры и лазерные приложения бывают разных видов, различающихся по плотности мощности, длине волны, глубине фокуса, размеру луча, длительности импульса и множеству других параметров. Именно это разнообразие делает лазеры такими полезными для взаимодействия и манипулирования множеством различных материалов и сред. Но именно это разнообразие усложняет процесс профилирования балки. с оптикой. Будь то печать этикетки на детали, сварка прецизионного соединения или ремонт сетчатки, важно понимать природу лазерного луча и его характеристики. Профилирование лазерного луча предоставляет инструменты для определения характеристик лазера и точного определения того, что делает луч в точке работы и дает ли оптика желаемый эффект. Лазеры и лазерные приложения бывают разных видов, различающихся по плотности мощности, длине волны, глубине фокуса, размеру луча, длительности импульса и множеству других параметров. Именно это разнообразие делает лазеры такими полезными для взаимодействия и манипулирования множеством различных материалов и сред. Но именно это разнообразие усложняет процесс профилирования балки. | ||
Технология профилирования балки | ||
| ||
Выбор профайлера | ||
| Характер лазеров, подлежащих измерению, и требования к измерениям являются наиболее важными критериями для выбора типа и модели профилометра, наиболее подходящего для нужд пользователя. Есть четыре основных вопроса, на которые необходимо ответить, чтобы определить тип используемого профилировщика лазерного луча: | ||
Длина волны? | ||
Во-первых, какую длину волны вы собираетесь измерять. Ответ на этот вопрос определяет тип необходимого детектора и наиболее экономичный подход. Для УФ и видимого диапазона длин волн от 250 нм до очень ближнего инфракрасного диапазона около 1100 нм кремниевый детектор способен выполнять эти измерения. Для этих длин волн существует наибольшее количество экономичных решений, включая ПЗС- и КМОП-камеры, а также системы со сканирующей апертурой, оборудованные кремниевыми детекторами. Какой из них лучший, будет определено ответами на остальные три вопроса. УФ-лучи от 19Диапазон длин волн от 0 до 250 нм можно измерять с помощью матриц ПЗС и КМОП, но фотоны с высокой энергией на этих длинах волн повредят матрицы. Для более чем редкого использования следует использовать специальные пластины для преобразования УФ-излучения, которые преобразуют УФ-свет в видимую длину волны. Для ближнего инфракрасного диапазона, от 1100 до 1700 нм, выбор становится менее богатым. В нижней части этого диапазона от 1100 до 1200 нм ПЗС- и КМОП-камеры все еще могут работать, но выше 1200 нм InGaAs становятся необходимыми пироэлектрические или микроболометрические матрицы. Ответ на этот вопрос определяет тип необходимого детектора и наиболее экономичный подход. Для УФ и видимого диапазона длин волн от 250 нм до очень ближнего инфракрасного диапазона около 1100 нм кремниевый детектор способен выполнять эти измерения. Для этих длин волн существует наибольшее количество экономичных решений, включая ПЗС- и КМОП-камеры, а также системы со сканирующей апертурой, оборудованные кремниевыми детекторами. Какой из них лучший, будет определено ответами на остальные три вопроса. УФ-лучи от 19Диапазон длин волн от 0 до 250 нм можно измерять с помощью матриц ПЗС и КМОП, но фотоны с высокой энергией на этих длинах волн повредят матрицы. Для более чем редкого использования следует использовать специальные пластины для преобразования УФ-излучения, которые преобразуют УФ-свет в видимую длину волны. Для ближнего инфракрасного диапазона, от 1100 до 1700 нм, выбор становится менее богатым. В нижней части этого диапазона от 1100 до 1200 нм ПЗС- и КМОП-камеры все еще могут работать, но выше 1200 нм InGaAs становятся необходимыми пироэлектрические или микроболометрические матрицы. Это довольно дорого; в пять-десять раз дороже кремниевых детекторов. Сканирующие щелевые системы, оснащенные германиевыми детекторами, по-прежнему имеют вполне разумную цену, в пределах нескольких сотен долларов по сравнению с кремниевыми собратьями. В среднем и дальнем инфракрасном диапазоне пироэлектрические решетки и сканирующие щели с пироэлектрическими детекторами представляют собой жизнеспособные альтернативы, и снова лучший подход определяется ответами на последующие вопросы. Это довольно дорого; в пять-десять раз дороже кремниевых детекторов. Сканирующие щелевые системы, оснащенные германиевыми детекторами, по-прежнему имеют вполне разумную цену, в пределах нескольких сотен долларов по сравнению с кремниевыми собратьями. В среднем и дальнем инфракрасном диапазоне пироэлектрические решетки и сканирующие щели с пироэлектрическими детекторами представляют собой жизнеспособные альтернативы, и снова лучший подход определяется ответами на последующие вопросы. | ||
Размер луча? | ||
Второй вопрос заключается в том, какую ширину луча или размер пятна нужно измерить. Этот вопрос определяет тип профайлера. Массивы ограничены размером своих пикселей. На современном уровне техники пиксели в лучшем случае составляют около 5 мкм для кремниевых матриц и значительно больше для InGaAs и пироэлектрических матриц. Это означает, что диаметр УФ-БИК-луча должен быть больше 50 мкм, чтобы обеспечить освещение достаточного количества пикселей для точного измерения. Пиксели InGaAs в лучшем случае имеют размер 30 мкм, что ограничивает минимальный измеряемый размер луча примерно 250 мкм; Пиксели пироэлектрической матрицы еще больше и составляют 85 мкм, а это означает, что лучи должны быть не менее полумиллиметра для получения точных результатов. Сканирующие профилировщики щелей могут измерять с точностью более 2% лучи, которые в четыре раза превышают ширину щели или больше, при этом минимальный размер луча составляет около 4 мкм без увеличения. Те исследователи, которые хотят измерять свои лучи напрямую без дополнительной оптики, могут найти в этом преимущество. Пиксели InGaAs в лучшем случае имеют размер 30 мкм, что ограничивает минимальный измеряемый размер луча примерно 250 мкм; Пиксели пироэлектрической матрицы еще больше и составляют 85 мкм, а это означает, что лучи должны быть не менее полумиллиметра для получения точных результатов. Сканирующие профилировщики щелей могут измерять с точностью более 2% лучи, которые в четыре раза превышают ширину щели или больше, при этом минимальный размер луча составляет около 4 мкм без увеличения. Те исследователи, которые хотят измерять свои лучи напрямую без дополнительной оптики, могут найти в этом преимущество. | ||
Мощность? | ||
Третий вопрос — мощность луча. Это определяет необходимость ослабления, разделения луча, а также тип детектора. Матричные детекторы, особенно кремниевые ПЗС- и КМОП-камеры, всегда нуждаются в затухании при измерении лазеров. Сканирующие профилировщики щелевого типа могут измерять множество лучей напрямую без какого-либо затухания из-за естественного затухания самой щели. Щель пропускает свет к детектору только тогда, когда щель проходит через луч, и тогда она пропускает только часть общего света. Массивы позволяют всему лучу воздействовать на детектор, что приводит к насыщению детектора, если только луч не сильно ослаблен. Лазеры любой длины волны мощностью более 100 мВт могут быть измерены с помощью пироэлектрического детектора, оснащенного сканирующим щелевым профилографом. Правильно спроектированные, эти профилировщики могут измерять мощность лазера до киловатт. Лазеры высокой мощности от сотен до тысяч ватт также могут быть профилированы с использованием методов вращения или сканирования проволоки. Щель пропускает свет к детектору только тогда, когда щель проходит через луч, и тогда она пропускает только часть общего света. Массивы позволяют всему лучу воздействовать на детектор, что приводит к насыщению детектора, если только луч не сильно ослаблен. Лазеры любой длины волны мощностью более 100 мВт могут быть измерены с помощью пироэлектрического детектора, оснащенного сканирующим щелевым профилографом. Правильно спроектированные, эти профилировщики могут измерять мощность лазера до киловатт. Лазеры высокой мощности от сотен до тысяч ватт также могут быть профилированы с использованием методов вращения или сканирования проволоки. | ||
CW или импульсный? | ||
Последний вопрос заключается в том, является ли лазер непрерывной волной (CW) или импульсным. Лазеры, работающие в импульсном режиме с частотой повторения менее 1-2 кГц, можно профилировать только с помощью массива. Сканирующие апертуры просто не могут эффективно проводить эти измерения. Непрерывное излучение и лазеры с частотой повторения выше 2 кГц можно измерять с помощью сканирующих щелей при условии, что сочетание частоты повторения и размера луча достаточно для обеспечения достаточного количества лазерных импульсов во время прохождения щелей через луч для восстановления хорошего профиля. Импульсные лучи имеют другие особенности, особенно сверхкороткие импульсы, касающиеся уровней мощности и пороговых значений энергии импульса. Непрерывное излучение и лазеры с частотой повторения выше 2 кГц можно измерять с помощью сканирующих щелей при условии, что сочетание частоты повторения и размера луча достаточно для обеспечения достаточного количества лазерных импульсов во время прохождения щелей через луч для восстановления хорошего профиля. Импульсные лучи имеют другие особенности, особенно сверхкороткие импульсы, касающиеся уровней мощности и пороговых значений энергии импульса. | ||
Еще несколько вопросов | ||
Помимо этих четырех вопросов о физической природе измеряемого лазера, необходимо задать еще несколько: Как и где следует использовать профилировщик, также является важным фактором в уравнении. Массивы камер обеспечивают истинное двумерное изображение луча и показывают тонкую структуру и горячие точки, которые может интегрировать щель. Щелевые профилировщики обычно обеспечивают более точное измерение размера луча и могут напрямую измерять очень маленькие лучи. Точная коллимация или управление фокусом требуют высочайшей точности размера луча. Проверка лазера на горячие точки, однородность или форму луча может показать, что 2D-профиль важнее, чем точность измерения абсолютного размера. Для использования профилировщика в заводских условиях на производственном этапе первостепенное значение приобретают простота использования, высокая производительность и воспроизводимость. В этом случае лучше всего подходит профилировщик, требующий наименьшей «возни». Для любого процесса, который использует или работает с непрерывными или высокочастотными импульсными лазерами, сканирующая щель будет иметь преимущество измерения луча непосредственно, даже в его фокусной точке, без дополнительной оптики ослабления. Динамический диапазон этих систем также достаточно широк, чтобы измерять как сфокусированный, так и несфокусированный луч без изменения уровня затухания. Массивы камер, с другой стороны, могут не справиться с обоими уровнями плотности мощности без регулировки. Точная коллимация или управление фокусом требуют высочайшей точности размера луча. Проверка лазера на горячие точки, однородность или форму луча может показать, что 2D-профиль важнее, чем точность измерения абсолютного размера. Для использования профилировщика в заводских условиях на производственном этапе первостепенное значение приобретают простота использования, высокая производительность и воспроизводимость. В этом случае лучше всего подходит профилировщик, требующий наименьшей «возни». Для любого процесса, который использует или работает с непрерывными или высокочастотными импульсными лазерами, сканирующая щель будет иметь преимущество измерения луча непосредственно, даже в его фокусной точке, без дополнительной оптики ослабления. Динамический диапазон этих систем также достаточно широк, чтобы измерять как сфокусированный, так и несфокусированный луч без изменения уровня затухания. Массивы камер, с другой стороны, могут не справиться с обоими уровнями плотности мощности без регулировки. Это означает, что для приложений, где необходимо сфокусировать пучок или измерить его в различных точках по пути его распространения, например, при измерении M2 или фокусировке оптической системы, щелевой профилировщик будет более удобным. Это означает, что для приложений, где необходимо сфокусировать пучок или измерить его в различных точках по пути его распространения, например, при измерении M2 или фокусировке оптической системы, щелевой профилировщик будет более удобным. | ||
| Рис. 3—Измерительная система NanoModeScan M2 | ||
Неправильные представления о профилировании | ||
Люди, которые плохо знакомы с идеей профилирования, часто ищут универсальный профилировщик. Хотя один профайлер может измерять несколько разных лазеров, по-настоящему универсального решения просто не существует. Со всеми различными длинами волн, размерами луча, уровнями мощности невозможно сделать один инструмент для всего этого. Даже оптика — линзы, аттенюаторы и т. д. — должны иметь просветляющие покрытия, соответствующие используемым длинам волн. Искусство затухания также может быть очень сложным.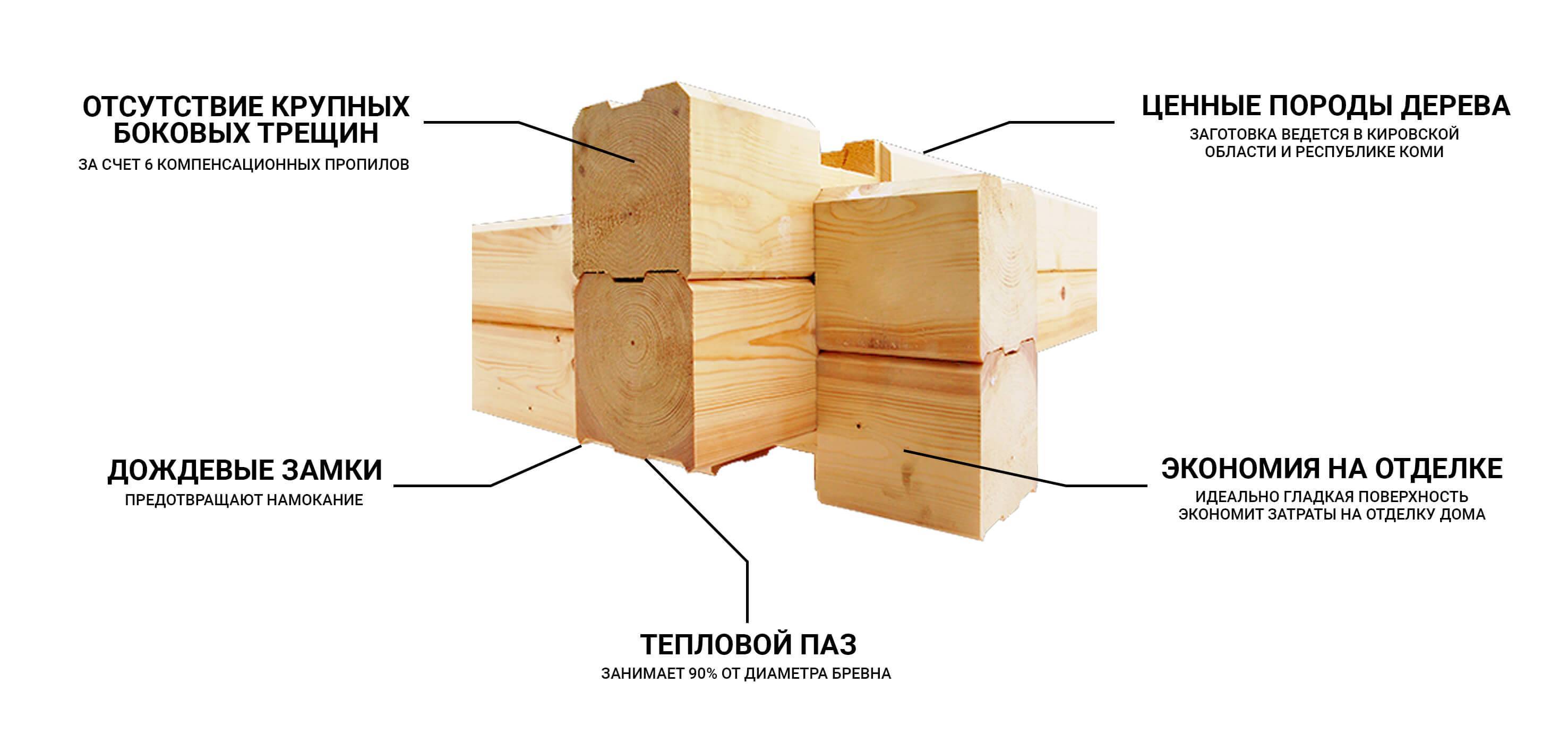 Можно внести ошибку в измерение, просто используя неправильный тип аттенюатора. Для тех, кто заинтересован в дополнительной информации по этим темам, пожалуйста, посетите нашу обширную библиотеку заметок по применению. Можно внести ошибку в измерение, просто используя неправильный тип аттенюатора. Для тех, кто заинтересован в дополнительной информации по этим темам, пожалуйста, посетите нашу обширную библиотеку заметок по применению. |
 Сегодня профилировщики апертуры на основе камеры и сканирования являются ведущими методами для большинства приложений. Системы на основе камер обычно представляют собой кремниевые ПЗС- или КМОП-устройства, хотя есть приложения, использующие матрицы с пироэлектрическими детекторами и микроболометрами для обнаружения лазеров с большей длиной волны. Сканирующие апертурные системы сочетают в себе подвижную щель и одноэлементный фотодетектор.
Сегодня профилировщики апертуры на основе камеры и сканирования являются ведущими методами для большинства приложений. Системы на основе камер обычно представляют собой кремниевые ПЗС- или КМОП-устройства, хотя есть приложения, использующие матрицы с пироэлектрическими детекторами и микроболометрами для обнаружения лазеров с большей длиной волны. Сканирующие апертурные системы сочетают в себе подвижную щель и одноэлементный фотодетектор.
Принадлежности для системы профилирования лазерного луча
Принадлежности для профилирования балки
Управление длиной волны
Поскольку датчики CMOS не чувствительны ко всем частотам электромагнитного спектра, мы предлагаем несколько решений по управлению длиной волны для расширения возможностей камер профилирования луча BEAMAGE.
Просмотрите эти продуктыУправление размером луча
Простое решение предлагается тем, кому необходимо профилировать лучи, которые больше, чем датчик CMOS. Это решение представляет собой оптический компонент, уменьшающий луч, называемый ОБЪЕКТИВОМ КАМЕРЫ. Он работает путем косвенного отображения отражения или прохождения луча на рассеивающем элементе или через него.
Управление питанием лазера
Датчики CMOS имеют низкий уровень насыщения, а также низкий порог повреждения. Таким образом, очень важно, чтобы вы контролировали мощность лазера, чтобы получить наилучшие возможные измерения и избежать повреждения камеры BEAMAGE.
Просмотрите эти продуктыУправление длиной волны
УФ-преобразователи
Наша серия BSF, или УФ-преобразователи, использует явление, называемое флуоресценцией, для расширения диапазона рабочих характеристик камеры профилирования луча BEAMAGE до ультрафиолетовых длин волн.
Флуоресцентный кристалл, расположенный на входе преобразователя, поглощает ультрафиолетовые волны и переизлучает более длинные волны (в видимом спектре), которые обладают меньшей энергией и обнаруживаются датчиком CMOS.
Основные характеристики
- Преобразует длины волн между рентгеновским излучением и 400 нм в видимый и ближний ИК-диапазоны.
- Изображения увеличивают лучи из-за увеличительных свойств оптики.
- Оснащен диафрагмой на выходном порту для управления экспозицией датчика CMOS.
- Съемная удлинительная трубка, которая легко крепится к входному отверстию камеры BEAMAGE.
- Готов к использованию в течение нескольких минут.
- Мы подгоняем каждую трубку УФ-преобразователя к соответствующей камере BEAMAGE. Если вы покупаете отдельно, вы должны отправить нам свой BEAMAGE для этой регулировки.
ИК-адаптеры
Как правило, кремниевый КМОП-датчик полностью раскрывает свой потенциал при визуализации лазерами с длиной волны от 350 нм до 1150 нм.
Если вы хотите расширить диапазон рабочих характеристик вашей камеры для профилирования луча BEAMAGE до телекоммуникационного диапазона ближнего ИК-диапазона, вы можете использовать ИК-адаптер.
Это идеальное решение использует преимущества процесса многофотонного поглощения для расширения диапазона чувствительности сенсора камеры до части ближнего ИК-спектра (1495–1595 нм).
Основные характеристики
- Преобразует длины волн от 1495 нм до 1595 нм в более короткие длины волн от 950 нм до 1075 нм.
- Изображает большие лучи из-за конвергентных свойств оптики (3,29X).
- Входное окно с высококачественным антибликовым покрытием позволяет преобразовывать длину волны с низким уровнем искажений и максимальным разрешением изображения.
- Съемный и легко устанавливаемый на входном порту камеры.
- Готов к использованию в течение нескольких минут.
- Мы настраиваем каждый ИК-адаптер на соответствующую камеру BEAMAGE. Если вы покупаете отдельно, вы должны отправить нам свой BEAMAGE для этой регулировки.
Полосовой УФ-фильтр
Мы также предлагаем цветной стеклянный фильтр, специально разработанный для УФ-спектра. В зависимости от длины волны фильтр UG11-UV пропускает от 20% до 70% мощности входного луча.
Это особенно полезно для применений с длинами волн от 250 до 370 нм. Другие длины волн блокируются фильтром, что снижает уровень шума и позволяет использовать более длительные выдержки. UG11-UV имеет резьбу SM1 и поставляется с переходником SM1 на C-mount.
Другие длины волн блокируются фильтром, что снижает уровень шума и позволяет использовать более длительные выдержки. UG11-UV имеет резьбу SM1 и поставляется с переходником SM1 на C-mount.
ИК-фильтр
B3-IR-FILTER — цветной стеклянный фильтр, специально разработанный для ИК-приложений. Действуя как фильтр нижних частот, фильтр B3-IR-FILTER обрезает все длины волн ниже 1250 нм и пропускает только волны ИК-диапазона.
Пропускает примерно 70% падающего ИК-излучения. B3-IR-FILTER имеет резьбу SM1 и поставляется с переходником SM1 на C-mount, чтобы вы могли установить его на камеру BEAMAGE.
Посмотреть продуктУправление размером луча
Объективы для фотоаппаратов
Объективы для фотоаппаратов работают путем косвенного отображения на датчике отражения или пропускания луча, который ранее попадал в рассеивающий материал, например стекло (см. схемы ниже).
Необходимо использовать ОБЪЕКТИВ КАМЕРЫ для отображения лучей, которые больше, чем датчик CMOS камеры профилирования луча BEAMAGE.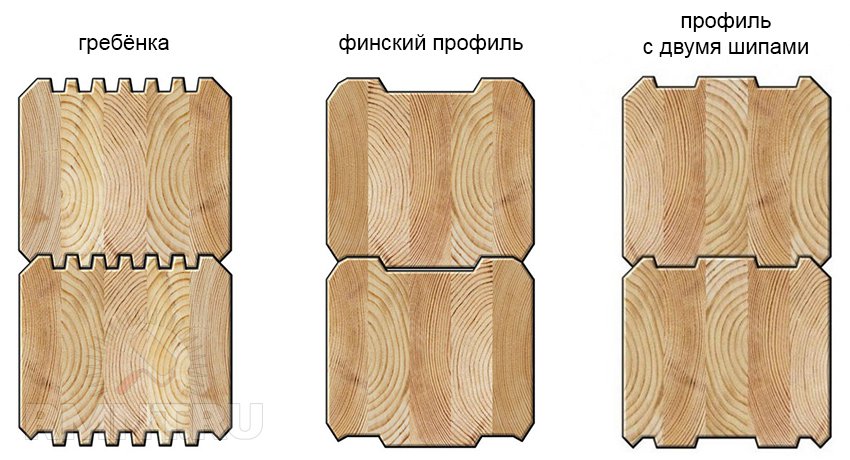
Управление питанием лазера
Фильтр нейтральной плотности (ND)
Мы предлагаем различные резьбовые поглощающие фильтры ND (нейтральной плотности) SM1, которые можно закрепить непосредственно на апертуре камеры BEAMAGE с помощью переходника SM1 на C-крепление.
Мы также предлагаем фильтры с резьбой SM2, которые можно закрепить на BEAMAGE-4M-FOCUS с помощью переходника SM2 на T-Mount. Последующие фильтры можно накладывать непосредственно друг на друга.
Эти фильтры уменьшают интенсивность всех длин волн, не влияя на волновой фронт луча и не искажая изображение. Доступны наборы из 3 или 6 фильтров, а также отдельные фильтры.
Каждый 25-мм фильтр поставляется с переходником SM1 на C-крепление, а каждый 50-мм фильтр поставляется с переходником SM2 на T-крепление.
Просмотр продуктовПробники пучка — до 1 кВт
Оптические аттенюаторы серии BA используют отражение Френеля на двух ортогональных клиньях для отбора небольшой части входного луча.