Порошковая покраска изделий | ГК Урал-Нова
|
Наличие: в наличии на складе Доставка: по РФ и СНГ в кратчайшие сроки |
Порошковая краска представляет собой твердую дисперсионную композицию, в состав которой входят специальные пленкообразующие смолы, пигменты, отвердители, целевые добавки и наполнители. Порошковые краски делятся на две группы, в зависимости от типа пленкообразования: термореактивные и термопластичные. С помощью метода порошковой покраски появилась возможность получать полимерные покрытия с высокими декоративными и защитными свойствами.
Данный метод обработки поверхности был разработан в 50-х годах прошлого столетия. Порошковая покраска является отличной альтернативой нанесению жидких лакокрасочных материалов.
Технология порошковой покраски
На очищенную поверхность изделия напыляется порошковая краска. В процессе напыления порошковой краски мелкие частицы заряжаются электрически от внешнего источника или электризацией при трении. Электрическим полем данные частицы переносятся на окрашиваемую поверхность, которое имеет противоположный заряд. Частицы, которые не осели на поверхность при порошковой покраске возможно использовать при дальнейшей окраске, стоить заметить, что при окрашивании жидкими красками, данный способ повторной окраски невозможен.
Качественное покрытие при порошковой покраске создается путем нагрева слоя порошковой краски до состояния оплавления, в процессе которого образуется монолитный слой.
В процессе порошковой покраски из нанесенного слоя создается монолитное твердое и качественное покрытие на поверхности изделий.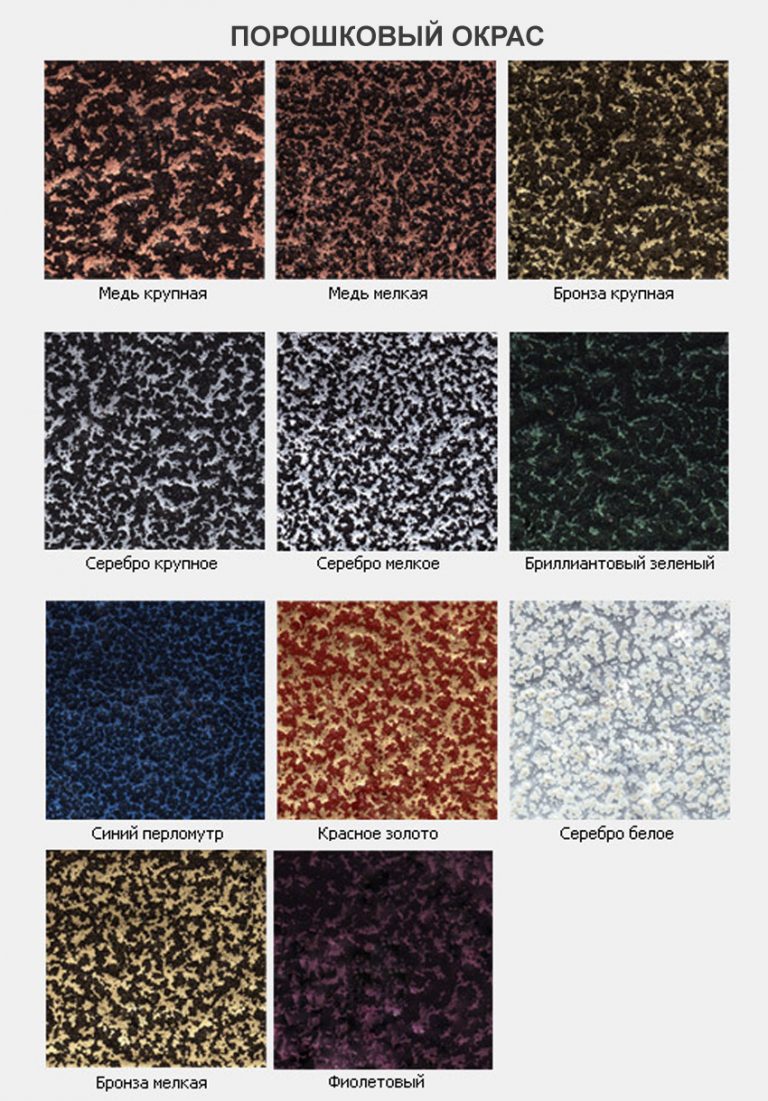
Области применения порошковой покраски
- Обработка любых комплектующих из металла
- Окрашивание керамики, камней
- Окрашивание готовых металлических изделий
- Окрашивание стекла и МДФ
Спектр окрашиваемых изделий порошковой краской достаточно широкий. На данный момент появилось достаточно большое количество отраслей промышленности, где возрастает спрос и темпы использования порошковой покраски. Методом порошковой покраски все чаще пользуются нефтедобывающие компании для окраски скважин, труб, резервуаров.
Палитра и текстура порошковых красок
| Палитра | Текстура |
Компания Урал Нова предлагает своим клиентам окраску заказанных у нас металлических противопожарных дверей. Мы всегда готовы ответить на Ваши вопросы.
Информацию об интересующем Вас товаре Вы можете получить у наших менеджеров.
Заказать расчеты и данные о порошковой покраске Вы можете на сайте, а так же в наших филиалах, расположенных в Екатеринбурге, Челябинске, Перми, Тюмени, Сургуте и Нижневартовске. Так же наша компания начала работать в направлении Казахстан. Подробную информацию уточняйте у наших менеджеров.
Заказать звонок
Сегмент огнезащитных красок в последнее время демонстрирует устойчивую тенденцию к росту. Причин этому достаточно много. И совершенствование технологий строительства зданий, и возрастающие требования к мерам пожарной безопасности.
Сегмент огнезащитных красок в последнее время демонстрирует устойчивую тенденцию к росту. Причин этому достаточно много. И совершенствование технологий строительства зданий, и возрастающие требования к мерам пожарной безопасности.
Сегмент огнезащитных красок в последнее время демонстрирует устойчивую тенденцию к росту. Причин этому достаточно много. И совершенствование технологий строительства зданий, и возрастающие требования к мерам пожарной безопасности.
Причин этому достаточно много. И совершенствование технологий строительства зданий, и возрастающие требования к мерам пожарной безопасности.
Связаться с нами
все о методе, преимущества и недостатки
Порошковая краска, предназначенная в основном для окрашивания металла, начала применяться в широкой практике в 60-е годы прошлого века. Сегодня она уверенно занимает лидирующие позиции среди всех лакокрасочных покрытий.
Материал представляет собой многокомпонентную композицию, в которой дисперсионной средой является воздушная струя, подаваемая под высоким давлением. В процессе напыления частицы краски приобретают электрический заряд, благодаря которому плотно притягиваются к противоположно заряженной поверхности обрабатываемой детали. Первоначально использовались краски термопластичного типа, но сегодня в основном востребованы термореактивные композиции, обеспечивающие стойкость и долговечность ЛКП.
Характеристики порошковой краски
Главные требования к окрашивающему составу: однородность, физическая и химическая стабильность, размер частиц – 50-100 мкм. Порошковые краски содержат:
Порошковые краски содержат:
- твердые частицы;
- пленкообразующие смолы – эпоксидные, полиэфирные, полиэтиленовые, поливинилхлоридные;
- отвердители;
- наполнители;
- специальные добавки.
В зависимости от наличия или отсутствия красящих пигментов, различают пигментированные и непигментированные системы. Материалы первого типа образуют поверхностный слой в выбранной цветовой гамме. Непигментированные композиции, часто называемые порошковым лаком, востребованы для покрытия токопроводящих изделий из металла.
Первые порошковые краски были изготовлены на основе эпоксидных смол. Они используются и сегодня благодаря высокой адгезии к основанию, прочности и устойчивости покрытия к различного рода растворителям. Их минус – появление желтого оттенка при нагревании. Он не ухудшает эксплуатационные свойства ЛКП, но отражается на внешнем виде.
Порошковые составы на основе полиэфиров подходят для окраски металлических изделий и конструкций, используемых на открытом воздухе. Такое покрытие не желтеет, имеет хороший глянец, удовлетворительную адгезию к металлоизделиям, хорошую химическую стойкость. Суперпрочные полиэфиры используются при высоких требованиях к механической прочности ЛКП. Один из существенных плюсов полиэфирных композиций – низкая температура отверждения, позволяющая наносить состав на материалы, плохо переносящие высокие температуры. Свойства, похожие на полиэфирные порошки, имеют уретановые материалы.
Такое покрытие не желтеет, имеет хороший глянец, удовлетворительную адгезию к металлоизделиям, хорошую химическую стойкость. Суперпрочные полиэфиры используются при высоких требованиях к механической прочности ЛКП. Один из существенных плюсов полиэфирных композиций – низкая температура отверждения, позволяющая наносить состав на материалы, плохо переносящие высокие температуры. Свойства, похожие на полиэфирные порошки, имеют уретановые материалы.
Области применения «сухого» окрашивания
Этот метод позволяет создавать долговечное, устойчивое к царапинам и сколам ЛКП на металлических и других поверхностях, способных выдерживать высокие температуры. Он занял прочные позиции в следующих отраслях:
- производство бытовой техники – кухонных плит, стиральных машин, газовых и электрических плит, кондиционеров;
- транспортостроение – покраска кузовов и других элементов транспортных средств;
- строительство – защита и придание декоративного вида металлическим дверям, воротам и другим металлоконструкциям:
- производство промышленного оборудования, инструмента, элементов инженерных коммуникаций.


Способы покраски металла порошковой краской
Существует несколько технологий окрашивания металлических изделий: электростатическая, трибостатическая, в псевдоожиженном слое, газопламенным напылением.
Электростатический способ
Впервые краскопульт для электростатического окрашивания был запатентован в 40-е годы прошлого века. В его конструкцию входит пистолет, использующий сжатый воздух, и высоковольтный электрод, заряжающий порошок на выходе из ствола. Заземленная деталь притягивает частицы краски, обычно имеющие отрицательный заряд, в случае нейлонных композиций – положительный.
Электростатическим пистолетом коронного типа лучше всего создавать толстый ЛКП, наносить краски металлик, обрабатывать материалы с высокой проводимостью заряда.
Популярные формы сопла – дефлекторная и плоская. В первом случае обеспечивается хорошее рассеивание красителя, во втором – оказывается четко направленное действие.
Трибостатический
Пистолет для трибостатического порошкового покрытия металлических изделий имеет длинный ствол, на внутренней поверхности которого закреплен абразивный материал. Частицы краски, как и при электростатическом способе, движутся с помощью сжатого воздуха. Заряд они приобретают благодаря трению по абразиву. Плюсы такого решения – качественное окрашивание углублений, создание тонкослойного ЛКП, отсутствие высоковольтного источника электротока. Минусы – невысокая скорость процесса и ограниченное количество порошковых красок, для которых может использоваться эта технология.
В псевдоожиженном слое
Этот способ полимерно-порошкового покрытия металла применяется для создания толстого, надежного и прочного, антикоррозионного ЛКП. Порошок переводится в аэрозольное состояние. При подаче заряда образуется облако заряженных частиц, в которое погружается заземленная вращающаяся деталь.
Газопламенное напыление
Термопластичный порошок пропускают через пламя газовой горелки. Частицы красителя плавятся и покрывают изделие. Плюсы этого способа – мобильность оборудования, окрашивание крупногабаритных объектов. Такой способ покрытия металла порошковой краской может использоваться при любых температуре и влажности.
Виды составов для порошковой окраски металла
Такие краски могут иметь термопластичную, термореактивную и УФ-отверждаемую основу.
- В термопластичных композициях связующими смолами являются винил, нейлон, полиэстер. Большинство таких материалов нуждается в предварительном грунтовании поверхности. Окрашивание осуществляется при высоких температурах, химические реакции при этом отсутствуют. Частицы порошка под высоким давлением наносятся на поверхность детали, сплавляются между собой, а после остывания образуют защитно-декоративный слой – мягкий и эластичный.
- В материалах с УФ-основой имеется фотоиницииатор. Отверждение ЛКП происходит при попадании на поверхность ультрафиолетовых лучей.
- Популярные сегодня термореактивные красители, содержащие специальный отвердитель, образуют прочный и надежный поверхностный слой благодаря протеканию химических реакций между компонентами состава. В горячем состоянии порошок, попавший на деталь, растекается, а при охлаждении полимеризуется с образованием прочной и долговечной пленки, устойчивой к химическим веществам, царапинам, ударам. Доля таких материалов во всем объеме порошковых красителей – примерно 80%.

Оборудование для порошковой окраски стали и других металлов
Для этого процесса необходимы:
- Пистолет, конструкция которого зависит от поставленной технической задачи.
- Компрессор для выработки сжатого воздуха, который необходим для окрашивания, пескоструйной обработки, обдува деталей.
- Устройства для очищения сжатого воздуха от масла и воды, подготовки поверхности к покраске.
- Покрасочная камера. Имеет хорошее освещение рабочей зоны, вентиляционную систему, фильтры для улавливания излишне распыленного материала.
- Полимеризационная печь, габариты которой выбираются в зависимости от размеров предметов, с которыми планируется работать. Она необходима для нагрева детали после нанесения краски. В процессе такого нагрева происходит плотное сшивание химических связей компонентов красителя – полимеризация. Популярные виды печей – конвекционный и терморадиационный.

Этапы процесса окрашивания
Для получения красивого, равномерного ЛКП, устойчивого к механическим и химическим повреждениям, необходимо:
- Подготовить поверхность. Очистку выполняют паром, погружной мойкой, мойкой высокого давления, пескоструем. Для улучшения адгезии очищенный металл фосфатируют, хроматируют, покрывают железофосфатами, цинкофосфатами.
- Грунтовать предмет цинксодержащими или бесцинковыми составами. Этот этап необходим для ограниченного числа окрашивающих композиций.
- Нанести порошок в соответствии с выбранной технологией.
- Отправить окрашенный предмет или металлоконструкцию в полимеризационную печь для отверждения ЛКП. Обычно это происходит при температурах +160…+230°C. Время операции зависит от размеров и формы объекта.

После охлаждения на воздухе металлопродукция готова к отправке заказчику.
Правила безопасности при порошковом окрашивании металлических деталей и конструкций
При электростатической покраске электрозаряд передается частицам состава. Для обеспечения их хорошего притягивания к предмету и безопасности процесса необходимо заземлить остальных участников этой технологической операции.
Если человек не заземлен, то частицы красителя будут огибать его контуры, а не двигаться к обрабатываемому объекту. Пол, на котором стоит оператор, должен быть сухим и чистым, а подошва его обуви – кожаной. Необходимо заземлить: крюки, на которые подвешивается изделие, воздушный рукав, емкость, из которой подается краситель, и прочие токопроводящие предметы.
Негативные последствия отсутствия или неэффективности заземления:
- неоднородный слой;
- перерасход красителя из-за его оседания на стенках камеры, полу, стенах;
- слишком тонкое ЛКП;
- необходимость постоянно настраивать применяемое оборудование.
Преимущества и недостатки порошковой покраски металлических изделий
Популярность этого метода обеспечивают:
- экологичность красящего состава благодаря отсутствию токсичных летучих соединений, оказывающих вредное влияние на окружающую среду и здоровье людей;
- минимальная усадка покрытия, обеспеченная отсутствием растворителя;
- отсутствие дефектов, возникающих при нанесении жидких ЛКМ;
- широкие цветовая гамма и спектр текстур;
- краткое время отвердевания защитно-декоративного слоя;
- минимальные потери окрашивающего материала – примерно 5%, при распылении жидких ЛКМ они могут составлять до 70%;
- возможность выполнять работы оператору с низкой квалификацией или полностью автоматизировать этот процесс;
- устойчивость ЛКП к механическим повреждениям, ультрафиолетовому излучению, низким и высоким температурам;
- долговечность защитно-декоративного слоя – 15-20 лет.

Этот метод порошковой покраски металла имеет небольшие ограничения. С его помощью сложно нанести тонкослойное и очень гладкое покрытие, получить высокий глянец. Жидкие аналоги однозначно побеждают, если речь идет о необходимости получить необычный сложный оттенок.
Преимущества заказа услуги порошкового окрашивания деталей и конструкций в компании «Адамант Сталь»
Мы обеспечиваем высокое качество результата и оперативное выполнение даже крупных заказов благодаря:
- профессиональному проведению подготовительных операций;
- наличию современного, технически передового оборудования;
- ответственному и внимательному отношению наших сотрудников к каждому заказу.
Полное руководство по порошковой окраске: как это работает?
Порошковое покрытие представляет собой долговечную альтернативу жидкой краске. Процесс его нанесения требует тщательной предварительной обработки и электростатического заряда, чтобы прикрепить пигментированное покрытие к поверхности. Порошковое покрытие обеспечивает защиту поверхностей и визуальное улучшение, что делает эту отделку идеальным вариантом для многих отраслей промышленности.
Порошковое покрытие обеспечивает защиту поверхностей и визуальное улучшение, что делает эту отделку идеальным вариантом для многих отраслей промышленности.
Порошковое покрытие Определение
Порошковое покрытие представляет собой сухой порошок, наносимый на заряженную поверхность, который создает более толстое покрытие за одно нанесение, чем один слой краски. Электростатический заряд удерживает покрытие на поверхности, которое остается на месте после отверждения объекта. Из-за интенсивного процесса, необходимого для подготовки и покрытия поверхности, порошковое покрытие является практичным подходом для крупносерийных заказов.
Из чего сделано порошковое покрытие?
Порошковые покрытия состоят из нескольких ингредиентов. Полимерная смола создает ядро отделки. Дополнительные элементы покрытия включают ингредиенты, способствующие отверждению, пигменты для придания цвета и модификаторы текучести. Эти детали работают вместе, чтобы создать цветную защитную поверхность, которая хорошо работает во многих средах после отверждения.
Типы порошкового покрытия
Обычно существует два типа порошкового покрытия – термопластичное и термореактивное. Они различаются по своим методам отверждения и свойствам.
Во-первых, термопласт представляет собой покрытие, которое плавится и течет при нагревании, но сохраняет тот же химический состав после затвердевания. Это обеспечивает лучшую устойчивость к ударам в готовом изделии. Кроме того, он не нуждается в цикле отверждения. Вместо этого покрытие требует времени и высоких температур, чтобы плавиться, равномерно растекаться по поверхности. Поскольку он не подвергается отверждению, он может размягчиться и снова расплавиться при воздействии высоких температур. Нанесение термопластичного порошка требует гораздо большей толщины, чем термореактивные порошковые покрытия, и часто не дает такого приятного внешнего вида, как термореактивное покрытие.
Во-вторых, термореактивные порошковые покрытия претерпевают необратимые химические изменения во время отверждения, образуя прочное затвердевшее покрытие. В то время как термореактивные покрытия все еще плавятся и текут при нагревании, их структура химически сшивается, образуя химический состав, отличный от базовой смолы. Поскольку изменения после отверждения необратимы, этот тип покрытия не расплавится при высоких температурах. Кроме того, он обеспечивает лучшую устойчивость к царапинам по сравнению с термопластами. Термореактивные порошковые покрытия образуют более тонкие пленки, которые могут быть визуально более привлекательными, чем некоторые термопласты. Однако при нанесении толстыми слоями может стать хрупким или треснуть.
В то время как термореактивные покрытия все еще плавятся и текут при нагревании, их структура химически сшивается, образуя химический состав, отличный от базовой смолы. Поскольку изменения после отверждения необратимы, этот тип покрытия не расплавится при высоких температурах. Кроме того, он обеспечивает лучшую устойчивость к царапинам по сравнению с термопластами. Термореактивные порошковые покрытия образуют более тонкие пленки, которые могут быть визуально более привлекательными, чем некоторые термопласты. Однако при нанесении толстыми слоями может стать хрупким или треснуть.
Поскольку эти типы порошковых покрытий имеют разные свойства, лучший выбор зависит от применения и использования готового продукта.
Для чего используется порошковое покрытие?
Порошковое покрытие имеет множество применений в автомобильной, аэрокосмической, производственной и других отраслях промышленности, где требуется долговечная отделка изделий. Термопластичные покрытия могут быть полезны в функциональных установках, таких как стойки для посудомоечных машин, мебель для игровых площадок, фонарные столбы и трубы. Между тем, термореактивные порошковые покрытия находят широкое применение: от товаров для газонов и сада, таких как косилки или лопаты, до мебели, ограждений, фасадов зданий и многих, многих других.
Между тем, термореактивные порошковые покрытия находят широкое применение: от товаров для газонов и сада, таких как косилки или лопаты, до мебели, ограждений, фасадов зданий и многих, многих других.
Как работает порошковая окраска?
Порошковое покрытие использует электростатический процесс и отверждение для прилипания порошка к поверхности. Поскольку детали должны подвергаться воздействию высоких температур для отверждения покрытия, подложка также должна быть термостойкой. Тем не менее, большинство продуктов, покрытых этим покрытием, являются металлическими и легко удерживаются на протяжении всего процесса.
Как порошковое покрытие прилипает к поверхностям
Поверхности, использующие электростатические свойства, имеют заземленные металлические компоненты. Хотя сам порошок инертен, он приобретает электростатический заряд, когда частицы проходят через распылители. У пистолетов есть электродный фитинг, который добавляет электрический заряд к частицам порошка. При распылении на заземленную поверхность частицы прилипают. В процессе отверждения они затвердевают, образуя плотное покрытие, которое плавится и затвердевает.
При распылении на заземленную поверхность частицы прилипают. В процессе отверждения они затвердевают, образуя плотное покрытие, которое плавится и затвердевает.
Другим менее часто используемым методом является отверждение в псевдоожиженном слое. Этот метод сначала нагревает деталь. Затем нагретая деталь погружается в слой порошковой краски. Тепло расплавляет покрытие, которое равномерно покрывает поверхность. Этот метод работает для термопластичных покрытий и неметаллических материалов.
Как порошковое покрытие защищает поверхности от коррозии
Прочное порошковое покрытие обеспечивает толстую поверхность детали. Он устойчив к повреждениям от ударов и царапин. В отличие от краски, порошковое покрытие обычно не требует подкраски из-за сколов или выцветания. Обеспечивает стойкий цвет для применения в суровых условиях.
Что такое процесс порошковой окраски?
Процесс порошковой окраски включает в себя несколько этапов, каждый из которых помогает обеспечить успех, долговечность и долговечность покрытия.
Пескоструйная обработка
Пескоструйная обработка — это этап, используемый для удаления неорганических загрязнений, таких как сварочная копоть, ржавчина и лазерная окалина, или для удаления ранее обработанных поверхностей. В процессе струйной очистки используются абразивы для удаления краски или других покрытий, ржавчины или коррозии. Обеспечив отсутствие загрязнений на поверхности, отделочная компания может обеспечить лучшую адгезию порошкового покрытия.
Предварительная обработка
Наиболее важным этапом процесса порошковой окраски является предварительная обработка. Этот шаг настолько важен, что мы используем восьмиэтапный метод предварительной обработки. Во-первых, щелочной очиститель удаляет органическую жидкость и пыль. Этот этап завершается двумя тщательными полосканиями для удаления всего поверхностного мусора и чистящего средства.
Затем на деталь наносится фосфат железа для подготовки поверхности к лучшей адгезии порошкового покрытия и повышению коррозионной стойкости. Двойная промывка удаляет все следы фосфата железа с поверхности детали.
Двойная промывка удаляет все следы фосфата железа с поверхности детали.
Промывка водой обратного осмоса удаляет все оставшиеся растворы с поверхности. Наконец, поверхность покрывается циркониевым герметиком, не содержащим хрома. Этот слой высыхает на месте и герметизирует поверхность, подготавливая ее к следующим этапам порошковой окраски.
Грунтовка
Грунтовка, наносимая на поверхность перед нанесением порошкового покрытия, не является обязательной. Тем не менее, это может помочь отделке алюминиевых или стальных изделий прослужить в четыре раза дольше, чем поверхности без грунтовки. Поэтому рассмотрите возможность грунтовки алюминиевых или стальных компонентов, предназначенных для наружного использования.
Маскировка
Маскировка закрывает участки детали, не требующие порошковой окраски. Он защищает эти участки от процесса покрытия и обеспечивает чистоту резьбы или обработанных участков.
Покрытие
В процессе нанесения покрытия используется либо автоматическая система, либо профессиональный финишер, который напыляет на заземленные металлические детали заряженное порошковое покрытие. Покрытие прилипает к поверхности за счет электростатических связей.
Покрытие прилипает к поверхности за счет электростатических связей.
Отверждение
Отверждение расплавляет смолы в порошке и превращает его в прочное покрытие. Время и температура, используемые для отверждения, зависят от толщины покрытия, материала подложки, размера изделия и других факторов. Профессионалы используют эти аспекты детали для расчета точного времени отверждения. После отверждения деталь охлаждается и проходит через упаковку и отправку.
Свяжитесь с Keystone Koating для получения профессиональных услуг по нанесению порошкового покрытия
Обратитесь в Keystone Koating за услугами по нанесению порошкового покрытия коммерческого или промышленного уровня. Наш восьмиэтапный процесс предварительной обработки обеспечивает качественную адгезию порошкового покрытия на долгое время. Кроме того, мы можем обеспечить быструю обработку больших объемов заказов. Благодаря нашим решениям «под ключ» ваш бизнес получит выгоду от полного процесса нанесения покрытия, который начинается с пескоструйной обработки и заканчивается упаковкой и доставкой. Нам уже более 30 лет доверяют такие промышленные и коммерческие проекты, как ваш. Свяжитесь с нами для цитаты.
Нам уже более 30 лет доверяют такие промышленные и коммерческие проекты, как ваш. Свяжитесь с нами для цитаты.
Преимущества порошковой окраски | Покрытие Keystone
Изготовление металла может быть длительным процессом. От резки, гибки, сварки, шлифовки и полировки вы подвергаете металлические детали определенному набору шагов, чтобы получить их так, как вы хотите. Но иногда в конце есть дополнительный шаг — покраска. Если клиент хочет, чтобы его детали были определенного цвета, вы должны выяснить, как выполнить его запрос.
Некоторые люди достают банку с жидкой краской и кисть, чтобы добавить нужный им цвет. Но многие предприятия обращаются к более эффективному и надежному методу — порошковой покраске. Этот метод покраски металла в последние годы оказался огромным преимуществом для производителей, и он имеет несколько ключевых преимуществ.
Что такое порошковая окраска и как она работает?
Порошковое покрытие — это метод окраски металлических деталей, который сильно отличается от традиционных методов окраски. Принцип его работы заключается в том, что на металлическую поверхность распыляется порошок определенного цвета, который удерживает электрический заряд. Заряд заставляет порошок прилипать к поверхности, и он запекается после завершения распыления.
Принцип его работы заключается в том, что на металлическую поверхность распыляется порошок определенного цвета, который удерживает электрический заряд. Заряд заставляет порошок прилипать к поверхности, и он запекается после завершения распыления.
Преимущества порошковой окраски
У порошковой окраски есть несколько преимуществ, которые побуждают многие компании использовать ее. Пара главных преимуществ — исключительная прочность и долговечность. Кроме того, порошковое покрытие может сэкономить деньги компании и помочь ей стать более экологически ответственной.
Узнайте больше о преимуществах порошкового покрытия:
1. Долговечность
Если ваша деталь была покрыта порошковой краской, она будет очень устойчива к износу, независимо от того, для чего она используется. Покрытие устойчиво к сколам, выцветанию, царапинам и износу. Эта долговечность делает его подходящим для металлических деталей, которые вступают в контакт с солнечным светом и другими факторами окружающей среды.
Полиэфирное порошковое покрытие и другие формы регулярно используются на всем, от сельскохозяйственного оборудования и тренажеров до перил и бамперов транспортных средств. С таким уровнем прочности для многих поверхностей вы можете ожидать, что ваша отделка останется неизменной в течение длительного времени.
Выцветание — проблема, связанная с краской, но порошковое покрытие может помочь замедлить выцветание и сохранить великолепный внешний вид ваших деталей на долгие годы. Порошковое покрытие, устойчивое к ультрафиолетовому излучению, надежно защищает внешний вид ваших изделий в течение длительного периода времени.
Порошковое покрытие не только обеспечивает очень прочную отделку, но и защищает металл под ним от повреждений. Например, ржавчина является одной из больших опасностей для металлических деталей, особенно если металл подвергается воздействию наружного воздуха и влаги. Устойчивость порошкового покрытия к ржавчине очень популярна, особенно в зонах повышенного риска
2.
 Долговечность
ДолговечностьДетали с порошковым покрытием чрезвычайно просты в обслуживании в течение длительного периода времени, отчасти благодаря их долговечности. Поскольку материал настолько прочен, вы можете ожидать, что ваше порошковое покрытие сохранит свой внешний вид в течение длительного времени. Процесс термоскрепления гарантирует, что покрытие будет устойчивым ко многим погодным и экологическим факторам.
Конечно, это не означает, что ваши детали не загрязнятся — грязь и пыль могут скапливаться на деталях по мере их использования. Пользователям, вероятно, придется время от времени очищать их, потому что грязь плохо выглядит или мешает детали выполнять свою работу. Если ваша деталь имеет порошковое покрытие, правильные процедуры очистки с легким трением и использованием воды оставят цвет неповрежденным. Эта простая очистка позволяет вашему клиенту использовать ваши детали в течение длительного времени и выполнять стандартное техническое обслуживание, когда это необходимо, без попадания воды или повреждения при чистке. См. наш блог о Советах по уходу и обслуживанию порошковых покрытий , чтобы узнать о лучших методах обслуживания.
См. наш блог о Советах по уходу и обслуживанию порошковых покрытий , чтобы узнать о лучших методах обслуживания.
3. Экономия времени и денег
В долгосрочной перспективе порошковое покрытие может сэкономить вам значительную сумму денег. Процесс нанесения порошкового покрытия на металлическую деталь намного быстрее, чем другие методы окраски. Порошковому покрытию не нужно ждать, пока оно высохнет, и требуется гораздо меньше ручного труда, поскольку оно напыляется. При порошковой окраске весь процесс происходит сразу — наносится пудра и сразу же полимеризуется, и все. Этот быстрый процесс нанесения означает, что вы можете обрабатывать большое количество деталей и поверхностей, а также сокращать трудозатраты.
В дополнение к быстрому процессу нанесения порошковые основы имеют увеличенный срок годности, что означает, что их можно хранить для будущего использования, не беспокоясь о дополнительных затратах из-за неполного использования запасов покрытия. По сравнению с другими методами порошковая окраска требует меньше сырья и меньше оборудования, что снижает общие затраты. Кроме того, в процессе нанесения не образуется много отходов, что экономит ваши расходы, связанные с отходами краски и очисткой.
Кроме того, в процессе нанесения не образуется много отходов, что экономит ваши расходы, связанные с отходами краски и очисткой.
4. Экологичность
Помимо всего прочего, порошковая покраска – это очень экологически чистый способ окраски металлической детали. Несмотря на то, что он наносится путем распыления порошка на деталь, порошок не содержит агрессивных химикатов, предназначенных для прилипания. Он прилипает к металлу за счет электрического заряда на поверхности, поэтому растворители не используются. Обычно сухой порошок при распылении попадает прямо на металл, а попадающий в воздух порошок легко очищается.
Одним из основных способов, с помощью которого порошковое покрытие устраняет угрозы для окружающей среды, является удаление летучих органических соединений (ЛОС). Эти соединения особенно опасны для окружающей среды, и Агентство по охране окружающей среды (EPA) не рекомендует их использование. Агентство по охране окружающей среды отмечает, что при использовании в продуктах ЛОС могут задерживаться и потенциально подвергать людей воздействию высоких уровней загрязняющих веществ. ЛОС часто встречаются в традиционных жидких красках.
ЛОС часто встречаются в традиционных жидких красках.
Сухие порошки, используемые для порошковой окраски, не содержат летучих органических соединений. Отсутствие летучих органических соединений делает порошковое покрытие более безопасным для окружающей среды. Порошковые покрытия также не подвергают пользователей и окружающих риску вдыхания летучих органических соединений, что может предотвратить серьезные проблемы со здоровьем.
В результате использования порошкового покрытия вам не нужно беспокоиться о воздействии процесса нанесения покрытия на окружающую среду. Его более чистое воздействие на окружающую среду позволяет вам производить детали с чистой совестью, которые понравятся вам и вашим клиентам.
Получите услуги порошковой окраски от Keystone Koating сегодня
При всех преимуществах порошковой окраски по сравнению с жидкой краской разумно наносить порошковое покрытие на ваши детали. Но если у вас нет для этого оборудования, вам придется искать услуги порошковой окраски извне.