Самодельные станки и приспособления для холодной художественной ковки без нагрева: чертежи, инструмент, лекало
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Производство фигурных элементов
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать самодельные станки и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки.
Что такое холодная ковка
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка». Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом.
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.
К положительным свойствам станка-твистера «улитка» относятся следующие факторы: оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля. Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт.
- каркас из металлического уголка и швеллера или трубы с толстыми стенками;
- столешница из двух круглых стальных плит толщиной более 4 мм;
- основной вал, закрепленный в центральной части станка между кругами столешницы с помощью согнутых под прямым углом треугольников.
 Для вала можно использовать толстостенную трубу;
Для вала можно использовать толстостенную трубу; - рычаг для сгибания прутка, закрепленный к валу кольцом.
 Для вала можно использовать толстостенную трубу;
Для вала можно использовать толстостенную трубу;Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя. Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой. Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
Монтаж деталей «улитки»
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
«Гнутик» в качестве приспособления
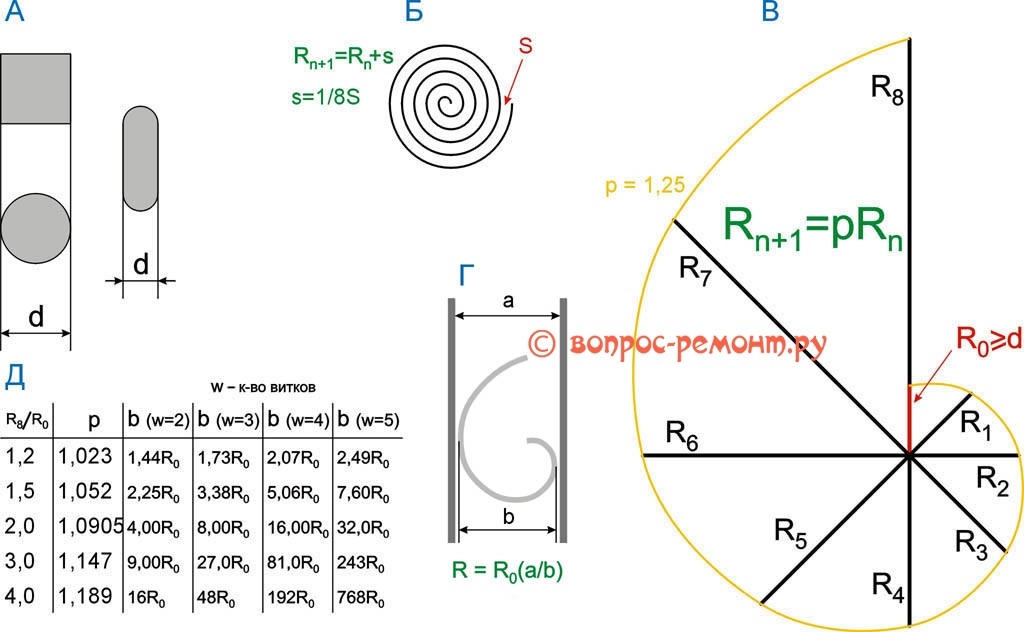
В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
Originally posted 2018-07-04 07:43:44.
Приспособления для холодной ковки своими руками чертежи. Самостоятельное изготовление станка для холодной ковки
Содержание
- Приспособления для холодной ковки своими руками чертежи. Самостоятельное изготовление станка для холодной ковки
- Разновидности станков
- Отличия холодной ковки
- Отличия холодной ковки
- Холодная ковка в домашних условиях. Штамповка, ковка и гибка
- Холодная ковка своими руками чертежи. Начало холодной ковки самодельными станками.
- Чертеж завитка для холодной ковки. Виды, устройство и принцип работы «Улитки»
- Матрицы для холодной ковки своими руками. Особенности производства металлической ковки холодным методом
 Особенности производства металлической ковки холодным методом
Особенности производства металлической ковки холодным методомПриспособления для холодной ковки своими руками чертежи. Самостоятельное изготовление станка для холодной ковки
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф.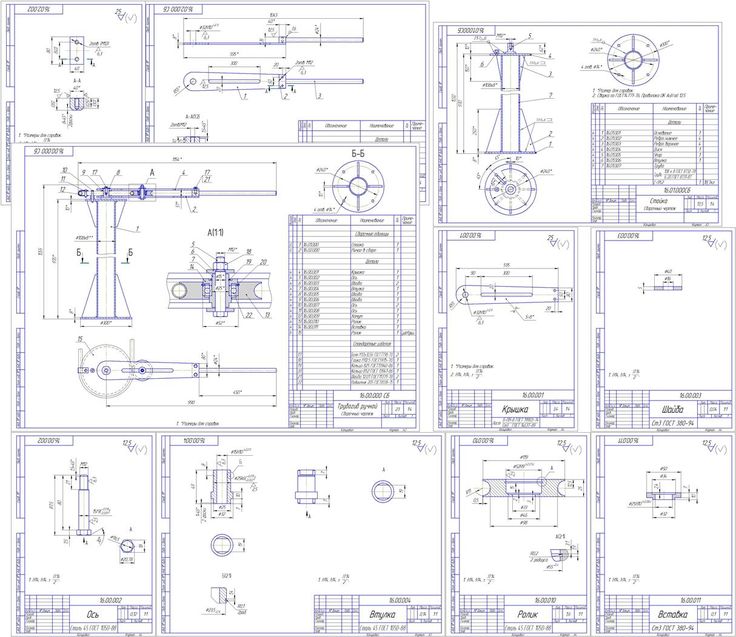 |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Холодная ковка в домашних условиях. Штамповка, ковка и гибка
Так что это такое – холодная ковка? От штамповки она отличается тем, что металл под воздействием рабочего органа почти не течет или течет слабо. Взгляните на пивную банку либо, допустим, алюминиевый или жестяной чайник. Они выдавливаются одним ударом пуансона штамповочного пресса; чайник и т.п. изделия сложной формы – составным раздвижным пуансоном. Получить необходимое для создания столь высокого давления рабочее усилие в домашних условиях невозможно, кроме одного случая, см. далее.
От горячей ковки холодная отличается, понятное дело, тем, что заготовку предварительно не нагревают. Собственно холодная ковка, которая ковка, это наклёпывание (наклёп) детали продолжительной серией регулярных ударов определенной силы. Структура металла при этом существенно изменяется: твердость поверхностного слоя увеличивается, а сердцевина обеспечивает общую вязкость и прочность на излом. Мастера-кустари – инструментальщики и оружейники – буквально охотятся за буферами и колесными бандажами жд вагонов, кусками рельсов.
Наклёпывание стали осуществляется механическим молотом. Сделать его своими руками можно, и даже проще, чем некоторые виды станков для холодной художественной ковки. Но данная публикация посвящена именно последнему предмету, а холодная художественная ковка это по сути гибка (гнутьё) металла: его структура в детали существенных изменений не претерпевает, а изменение физико-механических свойств металла для качества конечной продукции не существенно. Поэтому холодную ковку, которая ковка, оставим до подходящего случая, а займемся ковкой, которая гнутье. Для краткости назовем ее просто художественной ковкой, а где потребуется упомянуть о ковке горячей, там это будет оговорено особо.
Холодная ковка своими руками чертежи. Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.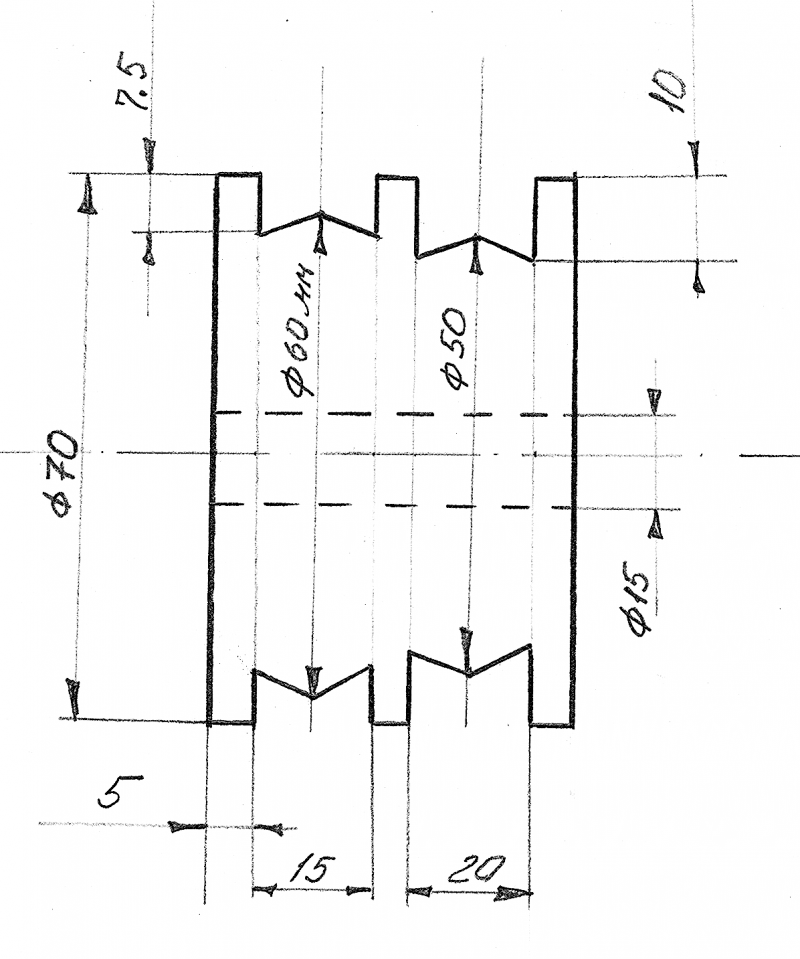
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки , теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
Чертеж завитка для холодной ковки. Виды, устройство и принцип работы «Улитки»
Улитка для холодной ковки — это приспособление для создания узоров в виде завитков из металлических прутков путем их деформационного загиба по контуру шаблона. Деформация происходит за счет жесткой фиксации рабочего прутка к шаблону. Для этого нужно прикладывать силу. Обеспечивается это ручным усилием или электрическим приводом. При самостоятельном изготовлении устройства целесообразность применения электрического привода должен определить сам мастер. Он необходим в случае большого объема работ. В основном используется ручное усилие.
Деформация происходит за счет жесткой фиксации рабочего прутка к шаблону. Для этого нужно прикладывать силу. Обеспечивается это ручным усилием или электрическим приводом. При самостоятельном изготовлении устройства целесообразность применения электрического привода должен определить сам мастер. Он необходим в случае большого объема работ. В основном используется ручное усилие.
Улитка (кондуктор) может иметь разную конструкцию. Она может быть выполнена:
- в виде стабильно приваренного к рабочему основанию шаблона;
- в виде разборных съемных частей, которые крепятся на основание.
По-разному может быть организован и ручной привод.
В самой примитивной конструкции пруток наматывают на шаблон простым усилием рук или с использованием в качестве рычага любого подходящего приспособления.
Также рычаг может входить в конструкцию станка и крепиться к ножке станины и приводиться в движение с помощью подвижного подшипника, перемещающегося по основанию улитки.
В более сложных устройствах вращается сам кондуктор, который крепится на ось вала. Она приводится в движение с помощью трех рычагов.
Вы должны заранее определить конструкцию станка, исходя из целесообразности и удобства использования.
Монолитный кондуктор имеет определенную форму шаблона, которая служит единственным вариантом завитка. Это является недостатком такой конструкции, но зато ее сделать самим совсем несложно.
Съемный вид конструкции удобен тем, что на таком станке можно изготавливать фигурные завитки разных размеров и форм. Но конструирование самого станка более сложное. Кроме того, у съемного устройства надежность фиксации частей шаблона хуже, чем у монолитного вида. Вам потребуется постоянное подкручивание резьбовых соединений, т. к. они при работе могут ослабеть.
Матрицы для холодной ковки своими руками. Особенности производства металлической ковки холодным методом
Созданные в домашних условиях элементы холодного типа ковки не настолько вычурные, как полученные горячим методом, однако имеют превосходный декоративный вид. Имея под рукой набор специальных приспособлений, инструментов, оборудования, материалов можно создавать великолепные вещи, при этом соблюдая порядок технологического процесса.
Имея под рукой набор специальных приспособлений, инструментов, оборудования, материалов можно создавать великолепные вещи, при этом соблюдая порядок технологического процесса.
Сначала подготавливается эскиз изделия. На первом этапе для работы берутся элементарные вещи. После получения необходимых навыков и овладения приемами работы, можно приступать к изготовлению более сложной продукции. На эскизе изображается общий рисунок, размеры, необходимые составные части. Учтите, что имеющееся в распоряжении оборудование предназначено для определенных операций.
После предварительного эскизного этапа проводится расчет материалов для изготовления металлоизделия. В зависимости от его сложности будет зависеть список материальных компонентов. Для простой подставки можно обойтись металлической трубой и стальными полосами, а для изготовления ворот потребуется более широкий ассортимент материалов.
Перед началом производства повторно проверяются расчеты, от которых будет зависеть конечный вид готового металлоизделия. Этот этап весьма важен, так как исправлять и выполнять подгонку продукции всегда сложнее, чем изготовить новые детали. После этого начинается основной этап создания элементов будущей конструкции. Имея в наличии составные компоненты, проводится их сборка посредством сварки и клепки. На финальном этапе выполняется шлифовка, а также покраска готового металлоизделия.
Этот этап весьма важен, так как исправлять и выполнять подгонку продукции всегда сложнее, чем изготовить новые детали. После этого начинается основной этап создания элементов будущей конструкции. Имея в наличии составные компоненты, проводится их сборка посредством сварки и клепки. На финальном этапе выполняется шлифовка, а также покраска готового металлоизделия.
Используя этот метод, можно получить декоративные компоненты для калиток, ворот, разнообразных заборов, цветочные подставки, обрамления для зеркал и солидных картин. Помимо этого, изготавливаются фигурные ножки для столов, скамеек, стульев, детали козырьков, навесов, перил, оконные решетки, а также прочие декоративные и защитные металлоизделия. Полученные узоры металлоизделий холодной ковки своими руками становятся уникальными авторскими находками.
электрических и ручных станков для художественной ковки, кузнечных и других. Как сделать станок для ковки металла по чертежу?
- Просмотры
- Лучшие модели
- Как сделать самому?
Станки для холодной ковки — это специализированное оборудование, с помощью которого можно создавать красивые и качественные изделия из металла.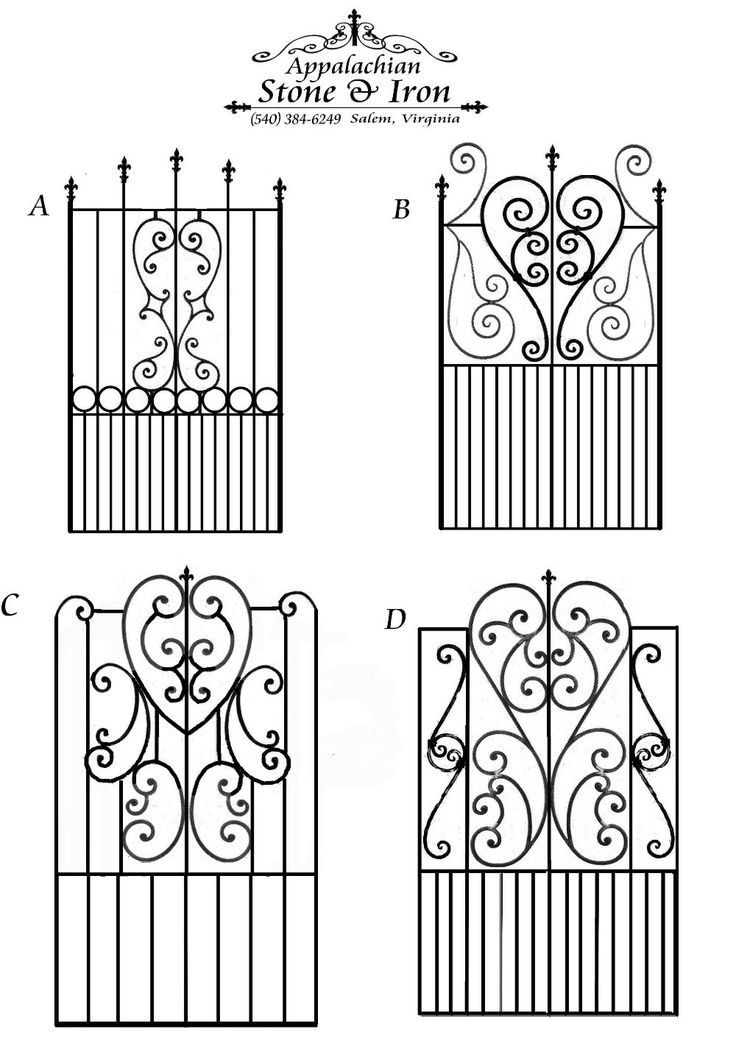 Характерной чертой таких устройств является возможность установки в домашних условиях и самостоятельное изготовление. На рынке представлен широкий выбор мощных и долговечных устройств.
Характерной чертой таких устройств является возможность установки в домашних условиях и самостоятельное изготовление. На рынке представлен широкий выбор мощных и долговечных устройств.
Просмотров
Для более эффективной и быстрой обработки металлических изделий производители выпускают различные типы станков холодной ковки, отличающиеся по функциональным и эксплуатационным характеристикам. Подробный обзор каждой разновидности позволит вам быстро подобрать необходимое снаряжение и избежать большинства ошибок, допускаемых новичками.
Основные виды оборудования для машин художественной ковки.
- «Улитка». Самое универсальное устройство для производства спиральных металлических элементов. Это оборудование изготовлено из литого основания, что позволяет использовать его длительное время. В этой разновидности сырье всегда закручено по спирали. Кузнец может использовать как горячие профили или стержни, так и холодные.
- «Гнутик». Классический вариант холодного автомата. Используя это оборудование, кузнец может делать уголки любой формы и размера. В основе конструкции лежит гибочный штамп с дополнительным эксцентриковым приводом. Считается многофункциональным устройством из-за возможности использования дополнительных деталей.
- «Волна». Современный тип станкового оборудования, позволяющий создавать витые узоры или завитки с мелкой и прочной сердцевиной. Основными элементами являются легкосплавные диски, которые крепятся к металлической конструкции высокопрочными болтами.
При желании кузнец может выбрать расстояние между дисками.
- «Гусиная лапка». Станок Classic для холодной и горячей прокатки цельных частей профильной трубы. Его использование позволяет добиться высокохудожественной ковки в виде ровной морщинки. Оснащен двумя одинаковыми валами. Разновидность отличается высокой скоростью работы – около 4-5 секунд на штуку.
 Разновидность отличается высокой скоростью работы – около 4-5 секунд на штуку.
Разновидность отличается высокой скоростью работы – около 4-5 секунд на штуку.- «Глобус». Отличительной чертой является наличие специальной ручки, с помощью которой кузнец придает металлическому изделию нужную форму. С помощью этой разновидности можно создавать шаблоны для ковки.
Помимо описанных выше разновидностей, любые станки по металлу условно классифицируют на 4 группы.
Торсионы. Для продольного скручивания металлических профилей или стержней.
Твистеры. Для создания спиралей и завитков.
Штамповка. Для выравнивания стержней и формирования моделей, ножек или зажимов.
Гибка. Для создания различных зигзагов или волн.
Многофункциональные и технологичные станки для холодной ковки – это оборудование, обладающее многими преимуществами. Использование таких устройств позволяет значительно облегчить человеческий труд, получить более качественные детали и ускорить технологию производства.
Использование таких устройств позволяет значительно облегчить человеческий труд, получить более качественные детали и ускорить технологию производства.
Машины с редуктором не требуют прямого подключения к сети. Благодаря этой функции мастер может значительно сэкономить на электроэнергии. В зависимости от типа электропитания оборудование также условно классифицируют на ручные и электрические механизмы.
Помимо специализированного оборудования необходимо также иметь набор следующих инструментов: глобус для дуги, металлический элемент «Фонарик», объемный ящик и расходные материалы.
Руководство
Ручные станки — это специализированные устройства, функционирующие за счет механической силы, прикладываемой непосредственно мастером. Конструкция в основном состоит из рычагов, что позволяет лучше распределять кинетическую энергию. Эту разновидность часто устанавливают в небольших мастерских.
Основные преимущества ручных станков:
работают без необходимости подключения к электросети;
отсутствие требований к специальным навыкам или квалификации;
возможность размещения в гараже или на даче;
легкая транспортировка и компактность;
высокая ликвидность в случае перепродажи.
Не менее важным преимуществом этого типа является возможность подключения дополнительных функциональных элементов. Такой станок легко разбирается, что позволяет менять его конструктивные особенности под себя. Преимуществом также является невысокая стоимость – от 7 до 20 тысяч рублей в зависимости от типа механизма.
С электроприводом
Основным преимуществом станков с электроприводом является простота человеческого труда. Наличие в конструкции оборудования электрического механизма позволяет значительно быстрее и точнее производить детали. Аналогичное устройство обычно используется для серийного производства.
В дополнение к высокой рабочей скорости электропривод обеспечивает более плавный изгиб. Недостатком этого типа является высокая стоимость, которая зависит от наличия дополнительных функций или фактической мощности двигателя.
Универсальное электрооборудование может стоить от 200 до 300 тысяч рублей. На рынке есть и более дорогие модели, которые используются в промышленной сфере. Обычно такие устройства не подходят для домашнего использования из-за высокой цены и габаритов.
На рынке есть и более дорогие модели, которые используются в промышленной сфере. Обычно такие устройства не подходят для домашнего использования из-за высокой цены и габаритов.
Лучшие модели
Чтобы машина была высокоэффективной и производительной, необходимо знать, какие компании поставляют оборудование самого высокого качества. Несмотря на большое разнообразие производителей, кузнецы используют лишь небольшую часть рынка.
Самой популярной компанией считается китайский производитель специализированного оборудования BlackSmith . Этот бренд производит не только станки, но и гидравлические прессы, формовочные устройства и многие другие комплектующие.
Вот рейтинг моделей этого производителя.
- М3-Г. Обычно используется для различных работ со стержнями до 12 мм. Может использоваться для быстрого сгибания металлических полос и формирования колец.
- М3-В1. Оборудование ручного типа, с помощью которого можно создавать качественные локоны различной формы. В этом устройстве используются металлические полосы размером до 40х5 мм и стержни толщиной 12-13 мм.
- М04Б-КР. С помощью этого станка кузнец может быстро изготовить прочные корзины или витые узоры из металлических прутьев, сечение которых достигает 14-16 мм.
- УНВ3-02. Универсальное оборудование, с помощью которого можно выполнять практически все популярные виды работ с металлическим сырьем.
- ПС-14. Используется для скручивания металлических конструкций без нагрева. Позволяет обрабатывать медь, сталь Ст3 и любые другие мягкие материалы.
- УБ-100. В основном используется на строительных площадках и в слесарных мастерских. Предназначен для гибки квадратов, полос или стержней из мягкой стали.
 В этом устройстве используются металлические полосы размером до 40х5 мм и стержни толщиной 12-13 мм.
В этом устройстве используются металлические полосы размером до 40х5 мм и стержни толщиной 12-13 мм.Помимо китайского производителя вы можете приобрести отечественное оборудование у Ажурстали. Доступные устройства универсальны, практичны и имеют очень низкие цены.
Вот самые популярные модели.
- «Ажур-мини». Несмотря на свою компактность, это оборудование хорошо справляется с металлическими прутьями толщиной до 15 мм.
- «Ажур-1». Довольно производительная модель, с помощью которой можно производить до 5-6 тысяч гнутых металлических изделий в месяц.
- «Ажур-2». Отлично подходит для создания объемных узоров и проката прямоугольных или угловатых форм.
- «Ажур-Универсал». Устройство представлено в виде вальцовочно-гибочного станка, что значительно повышает универсальность.
 Несмотря на свою компактность, это оборудование хорошо справляется с металлическими прутьями толщиной до 15 мм.
Несмотря на свою компактность, это оборудование хорошо справляется с металлическими прутьями толщиной до 15 мм.Немецкие станки также очень популярны. Наиболее известной компанией из Германии является производственная организация Habo , поставляющая высококачественное оборудование более 20 лет. Такие устройства отличаются минимальным уровнем шума, экономичностью и практически полным отсутствием вибраций.
Помимо описанных выше разновидностей специалисты также рекомендуют современный станок «Максим» 4 в 1. Данное оборудование высокоэффективно при создании навесов, ворот, лестниц, мангалов или ограждений. Основными преимуществами российского станка являются: высокая скорость работы, надежность и долговечность комплектующих.
Данное оборудование высокоэффективно при создании навесов, ворот, лестниц, мангалов или ограждений. Основными преимуществами российского станка являются: высокая скорость работы, надежность и долговечность комплектующих.
При работе на машине следует избегать резких движений. В противном случае техника довольно быстро выйдет из строя. А также следует тщательно проверить надежность элементов конструкции перед приобретением специализированного устройства.
Как сделать самому?
Помимо приобретения готового оборудования любой желающий может самостоятельно изготовить станок для холодной ковки. Изготовление устройства не требует специальных навыков. Особенно важно тщательно следовать приведенным ниже рекомендациям, чтобы избежать большинства недостатков или ошибок.
Первое, что необходимо сделать перед изготовлением оборудования, это разработать чертеж, на котором должны быть точно изображены станок и его основные узлы или соединения. В плане конструкции также указаны размеры и дополнительные крепления.
В плане конструкции также указаны размеры и дополнительные крепления.
Пошаговое руководство по изготовлению торсионного станка.
Зажимное оборудование лучше всего сделать из прочного сплава, при этом должны быть отверстия для крепежных болтов.
- После выполнения вышеуказанных действий необходимо приварить ручки к втулкам роликов. Для повышения безопасности и удобства использования тиски и втулки должны располагаться на одном уровне.
Чтобы сделать простейший домашний станок «Гнутик» , наварите металлические валы на стальную пластину и проделайте между ними прямоугольное отверстие. Далее к центру конструкции крепится подвижный упор – элемент, необходимый для выбора угла при изгибе. В производстве Гнутика рекомендуется использовать детали из инструментальной стали.
Для изготовления многофункционального станка «Улитка» необходимо использовать один из следующих способов.
- Простой способ. Нарисуйте контуры улитки на металлическом листе нужного размера и формы. Резка элементов конструкции осуществляется на специализированном оборудовании со сварочным блоком питания. Далее все детали фиксируются на столе в соответствии с особенностями эксплуатации.
- Съемная «Улитка». В этом случае съемное оборудование изготавливается с большим количеством металлических болтов. Для этого в заготовке проделайте 4 отверстия с резьбой. С их помощью кузнец сможет изменять радиус металлических изделий, затягивая болты.
- Расширенный способ. Для самостоятельного создания многофункциональной и прочной «Улитки» следует взять несколько подготовленных рам и соединить их при помощи крепежных элементов – болтов с мелкими отверстиями. Далее формируется основной вал оборудования, на котором располагается рабочая поверхность и дополнительные листы. установлены.
Подробный мастер-класс смотрите ниже.
После сборки «Улитки» ее необходимо проверить на черновых заготовках. Любые элементы конструкции следует закреплять с помощью сварочного оборудования, способного выдерживать интенсивные и длительные нагрузки.
Готовая рама всегда устанавливается на подвижный вал. В противном случае «Улитка» не сможет вращаться, что снижает удобство использования.
Комментарий успешно отправлен.
Процесс ковки в закрытых штампах | Стальная поковка
Posted on steelforging Posted in Стальная ковка
Шаг 1: Проектирование и изготовление пресс-формы
Первым этапом процесса ковки в закрытых штампах является создание пресс-формы. Форма позволяет нам выковать из горячего металла определенную форму, указанную клиентом. Мы можем создавать различные детали из различных металлов различных форм и размеров.
Мы можем создавать различные детали из различных металлов различных форм и размеров.
Проектирование и создание пресс-формы выполняется в несколько этапов:
С помощью CAD (автоматизированного проектирования) мы создаем 3D-чертеж либо по чертежу заказчика, либо по образцу. Этот процесс намного быстрее, чем рисование вручную, и позволяет нам быстро перейти к созданию трехмерной пластиковой модели.
После подтверждения 3D-дизайна пришло время перейти к следующему шагу. Это включает в себя резку штампов и оснастку для изготовления. Форма изготовлена из инструментальной стали высокой твердости, которая сохраняет свою форму при высоких температурах. Это позволяет нам производить много поковок из одной формы.
Сначала изготовим пробный образец для проверки размеров, и если с испытаниями все в порядке, перейдем к изготовлению поковок. Этот этап проектирования и изготовления формы обычно занимает примерно 2-3 недели.
Шаг 2: Выберите спецификацию стали
При проектировании детали в процессе штамповки в закрытых штампах проектировщик или заказчик исследует коэффициенты прочности и веса, чтобы решить, какой материал наиболее подходит.
Мы даем дружеские советы там, где считаем нужным, опираясь на наш богатый опыт ковки в закрытых штампах. Если металл нам сложно заказать на сырьевом заводе. Мы также обсудим это с нашим клиентом и посоветуем альтернативному клиенту соответственно.
Итак, какие спецификации стали доступны для ковки?
В зависимости от того, что требуется от детали, в игру вступают многие факторы. Металл может быть выкован с разной прочностью или разным весом.
Нержавеющая сталь
Существуют различные марки нержавеющей стали и различные виды отделки поверхности в соответствии с окружающей средой, которую должен выдерживать сплав. Нержавеющая сталь используется там, где требуются как свойства стали, так и коррозионная стойкость.
Углеродистая сталь
По мере увеличения процентного содержания углерода сталь может становиться более твердой и прочной благодаря термообработке; однако он становится менее пластичным. Обычно используемые марки углеродистой стали в ковке: AISI 1020, AISI 1035, AISI 1045 и т. Д.
Д.
Легированная сталь
В легированных сталях может быть достигнут ряд улучшенных свойств (по сравнению с углеродистыми сталями): прочность, твердость, ударная вязкость, износостойкость, коррозионная стойкость, прокаливаемость и твердость в горячем состоянии. Для достижения некоторых из этих улучшенных свойств металлу может потребоваться термическая обработка.
Этап 3: Нагрев стали
Перед ковкой стальной заготовки ее необходимо нагреть до желаемой температуры. Стали состоят из атомов, образующих симметричную структуру. Когда стальная заготовка нагревается, она вытесняет эти атомы, образуя новую структуру. Этот процесс известен как аллотропное фазовое превращение и может изменить твердость, прочность и пластичность металла.
Несмотря на то, что атомы смещаются в процессе ковки, поток стальных зерен не прерывается в процессе ковки, что делает деталь более прочной.
Сталь нагревается в нашей среднечастотной печи до определенной высокой температуры.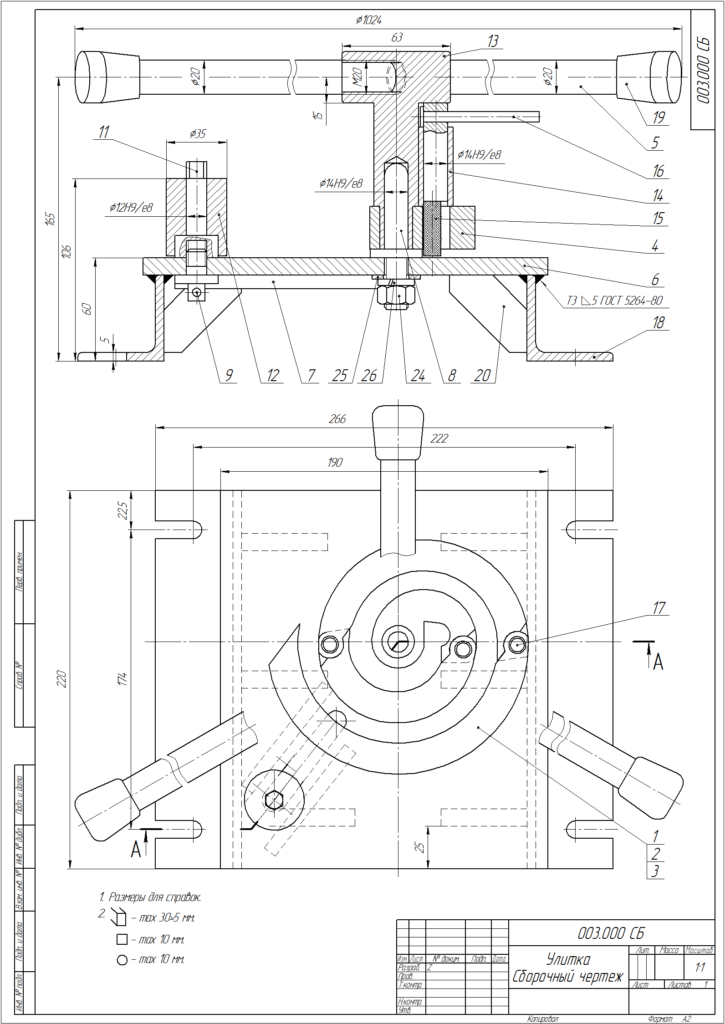 Этот процесс обычно занимает около 10-15 минут в зависимости от диаметра стали. После нагревания он транспортируется к ковочной машине с помощью щипцов.
Этот процесс обычно занимает около 10-15 минут в зависимости от диаметра стали. После нагревания он транспортируется к ковочной машине с помощью щипцов.
После нагрева до нужной температуры его можно поместить в формы. У вас есть около 40 секунд, чтобы отреагировать на нагретый металл, прежде чем он остынет. Если полоса падает ниже вишнево-красного, она возвращается в мех. Если он остынет и не нагреется, есть вероятность, что он сломается.
Этап 4: Ковка стали
После создания формы и нагрева стали можно начинать процесс ковки. Сначала его нагревают до нужной температуры (как обсуждалось на предыдущем шаге), а затем он готов к формованию.
Транспортируется с помощью специальных клещей и помещается в штампы для ковки в закрытых штампах. Используемое сырье имеет примерно тот же размер, что и готовая стальная поковка.
Матрицы соединяются, оказывая воздействие на нагревательную сталь, выталкивая ее для заполнения полости формы. Это действие похоже на процесс ковки, и штампы закрываются несколько раз, пока окончательная форма не будет полностью сформирована.
Этап 5: Обрезка
Поскольку формы состоят из верхнего и нижнего штампов, при ковке излишки материала выходят в процессе деформации. Мы называем эти излишки материала вокруг формы «вспышкой». Для получения поковочных заготовок сетчатой формы такой заусенец необходимо удалить. Таким образом, поковки с заусенцами будут помещены в простые штампы для обрезки в штамповочном станке, а операция штамповки удалит заусенцы напрямую.
Таким образом, очевидная разница в том, чтобы отличить поковку от литья, состоит в том, что мы могли видеть заусенцы вокруг поковок. Конечно, если такой заусенец не разрешен нашим заказчиком, мы также можем удалить его шлифовкой. Но дополнительные затраты на оплату труда будут взиматься.
Этап 6: Дробеструйная очистка и другая последующая обработка
После ковки поверхность изделий освобождается от чешуи. Таким образом, как и при литье, эти закрытые кованые детали будут подвергаться дробеструйной очистке. При дробеструйной очистке всегда используются стальные шарики. Для лучшего внешнего вида рекомендуются стальные шарики небольших размеров. И это займет около 20 минут, чтобы закончить дробеструйную работу.
Для лучшего внешнего вида рекомендуются стальные шарики небольших размеров. И это займет около 20 минут, чтобы закончить дробеструйную работу.
Прочая необходимая последующая обработка:
Термическая обработка
Термическая обработка используется, когда требуются более высокие механические свойства. Широко используемые термообработки при ковке в закрытых штампах: нормализация, отпуск и закалка, науглероживание, азотирование и т. д.
Обработка поверхности
В частности, может применяться обработка поверхности, например, покраска, горячее цинкование погружением, порошковое покрытие и т. д.
Этап 7: Проверка 30 лет в Китае мы работали над ключевыми принципами, которые принесли нам успех. Одним из таких важных принципов является контроль качества. Поэтому мы прилагаем большие усилия, чтобы каждая кованая деталь соответствовала самым высоким стандартам.
Все детали должны соответствовать точным спецификациям, чтобы соответствовать их требованиям.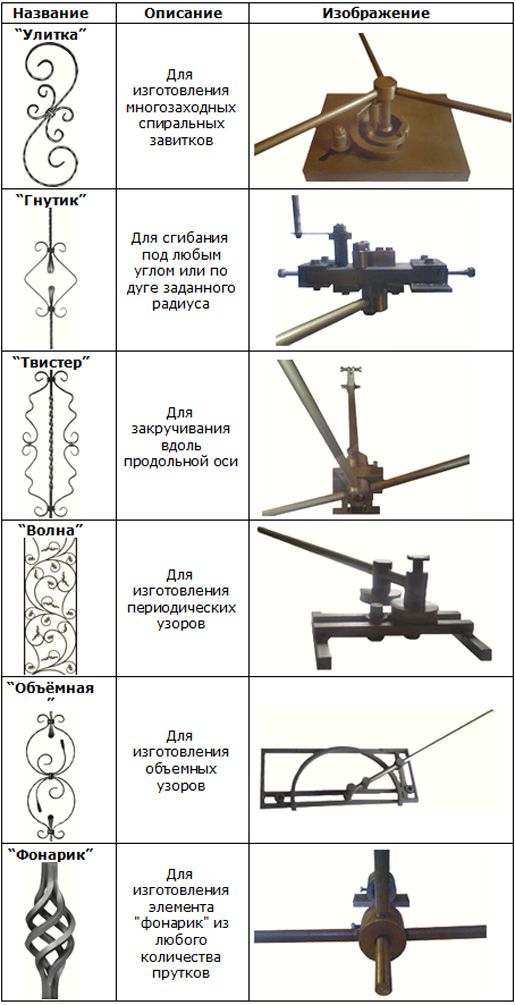 Как мы достигаем такого высокого уровня качества на протяжении всего процесса?
Как мы достигаем такого высокого уровня качества на протяжении всего процесса?
Нам необходимо обеспечить высокий уровень качества наряду с постоянством всех кованых деталей. Чтобы иметь возможность достичь этих уровней, мы вкладываем большое количество ресурсов в системный контроль и проводим ряд проверок.
Каждая часть контролируется с помощью пакетной карты, которая указывает каждый процесс, через который должна пройти деталь; это позволяет нам контролировать каждую часть пути. Это также позволяет нам легко выявлять любые проблемы и соответствующим образом реагировать на них. Это позволяет нам не тратить время зря, пропуская неподходящие продукты на другие этапы.
Инвестиции в новейшие технологии также помогают сделать детали более точными, поскольку они менее подвержены дефектам.
Все кованые детали обрабатываются по определенному маршруту и тестируются в соответствии с требованиями наших клиентов. Например:
Механические испытания
Химические проверки материалов
Неразрушающие испытания
Окончательная проверка кованых деталей
Все наши продукты проходят 100% проверку размеров на соответствие перед отправкой нашим клиентам по всему миру, что гарантирует репутацию CFS.