Профилированный брус: плюсы и минусы
Дома из профилированного бруса стали одним из самых востребованных вариантов в загородном строительстве. Деревянное домостроение набирает популярность из-за высокой экологичности, долговечности и невысокой цены – дерево обойдется значительно дешевле кирпича и других видов стройматериалов. При этом жить в брусовом срубе комфортно, приятно и безопасно, если при строительстве были соблюдены все технологические требования. Цельная древесина нуждается в правильной защите от внешних воздействий – это обеспечивает ей долгую безотказную службу.
Краткое содержание:
Как изготавливается профилированный брус?
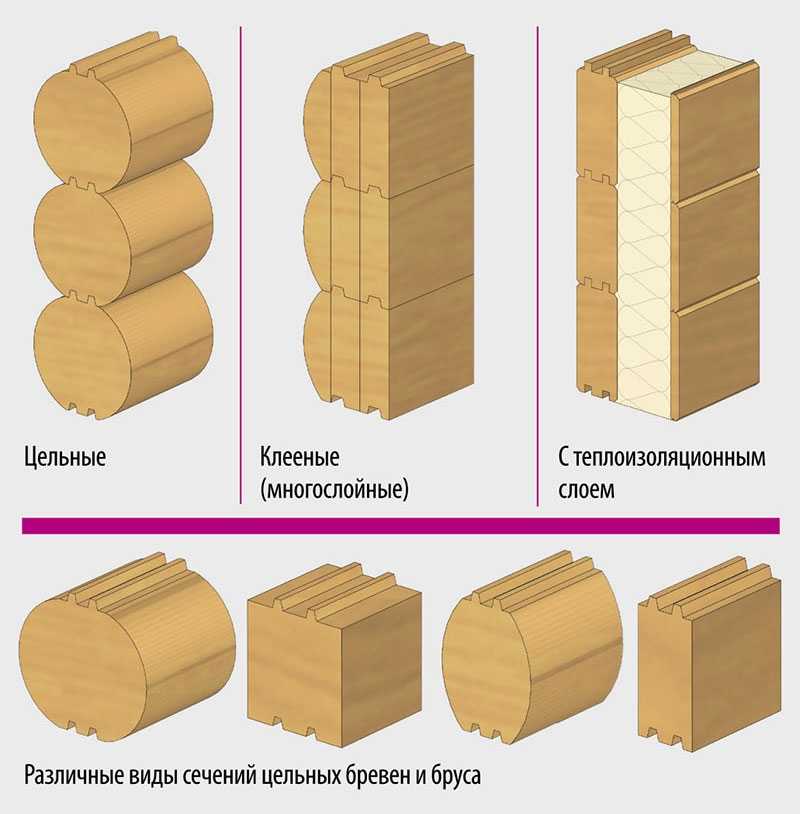
Профилированный брус – разновидность пиломатериалов, изготовленная из цельной древесины хвойных пород: обычно его производят из сосны и ели, для изготовления также может использоваться кедр или лиственница. Этот материал совмещает в себе преимущества оцилиндрованного бревна или классического строганого бруса. Его боковые стороны могут быть плоскими или полукруглыми, от этого зависят декоративные качества будущих стен. Верхняя и нижняя сторона имеют специальный профиль – система «шип-паз» обеспечивают плотное прилегание венцов друг к другу при сборке сруба.
Верхняя и нижняя сторона имеют специальный профиль – система «шип-паз» обеспечивают плотное прилегание венцов друг к другу при сборке сруба.
Профилирование делает стены более прочными и энергоэффективными – профиль «шип-паз» обеспечивает им эффективную защиту от продувания и образования щелей. Кроме того, он предотвращает деформацию в процессе естественной усадки, надежно удерживая венцы друг относительно друга. Дома из профилированного бруса надежно удерживают тепло. Что позволяет меньше тратить на отопление.
Различают две разновидности материала:
- Древесина естественной сушки. Заготовки хранятся в специальных условиях длительное время для завершения естественного процесса высыхания. В результате влажность древесины не превышает 22%, что делает ее пригодной для использования в строительстве.

- Древесина камерной сушки. Заготовки помещают в специальные камеры, где из них быстро удаляется максимум естественной влаги. Высушенная древесина может сразу использоваться для постройки.

При изготовлении используются заготовки, прошедшие предварительный контроль для выявления брака. Дерево не должно быть поражено грызунами, насекомыми или плесенью. Поскольку для изготовления бруса используется центральная часть древесного ствола, материал обладает наиболее высокой плотностью – это обеспечивает ему долговечность.
Ключевые плюсы использования материала
Брусовые срубы используются при возведении летних дачных домиков, капитальных коттеджей для круглогодичного проживания, а также для бань, гаражей, различных хозяйственных построек. Можно перечислить основные плюсы профилированного бруса:
- Доступная стоимость. Этот материал обходится существенно дешевле клееного бруса или кирпича, что делает его более доступным для владельцев загородных участков.
- Экологичность. Цельная древесина сохраняет способность к природному воздухообмену: она забирает избыток влаги из домашней атмосферы и по мере необходимости отдает его обратно. В результате в помещениях всегда комфортно находиться, в таком доме будет легко дышать.
- Прочность и долговечность. При правильной сборке и регулярной обработке стены могут служить десятилетиями, дому не потребуется капитальный ремонт. Однако он будет нуждаться в регулярном поддерживающем уходе и заботе владельца.
- Небольшой вес. Натуральная древесина – один из самых легких строительных материалов, для нее не требуется глубокое заложение бетонного фундамента. Это дополнительно снижает затраты на строительство, так как именно основание требует крупных вложений.
- Быстрота строительства. Комплект для сборки сруба заранее изготавливается на производственной площадке, а затем дом собирается из уже готовых элементов. Все они тщательно подогнаны друг к другу, что исключает образование щелей в углах и стенах.
- Хорошие теплоизоляционные качества. Древесина намного лучше удерживает тепло, чем бетон или кирпич, это позволяет экономить на утеплителе и поддерживать комфортную температуру в помещениях.
- Эффективная шумоизоляция. Деревянные стены блокируют уличные звуки, в помещениях будет тихо и комфортно.
- Отличные декоративные качества. Если боковым сторонам бруса придается полукруглая форма, сруб будет напоминать бревенчатый дом. Внутренние стены можно сделать идеально ровными для простоты декоративной отделки. Они не нуждаются в черновых работах, можно воплотить в жизнь различные дизайнерские замыслы.


Одной из положительных особенностей этого материала является относительно невысокая усадка, не превышающая 3,5-6%. Предварительная естественная или камерная сушка позволяет удалить из материала большую часть влаги, в результате исключается дальнейшая деформация и образование трещин. Дом не будет нуждаться в столь частой конопатке, как сруб из бревна или из строганого бруса естественной влажности. Учитывая все преимущества, можно сделать вывод: профилированный брус отлично подойдёт для реализации самых разных строительных проектов.
Учитывая все преимущества, можно сделать вывод: профилированный брус отлично подойдёт для реализации самых разных строительных проектов.
Есть ли минусы у профилированного бруса?
Как и у других стройматериалов, у этой разновидности есть свои недостатки. Минусы профилированного бруса обязательно нужно учитывать перед началом строительства и при составлении сметы:
- Подверженность различным биологическим воздействиям. Дерево без правильного ухода будет неизбежно разрушаться под воздействием гниения, плесени, грибка, его могут повреждать насекомые-древоточцы и грызуны. Чтобы избежать преждевременного разрушения, необходимо своевременно проводить обработку специальными антисептиками – такие пропитки глубоко проникают в структуру древесины и блокируют действие бактерий, грибков и вредителей.
- Пожароопасность. Дерево – горючий материал, поэтому при строительстве необходимо строго соблюдать все возможные меры для предотвращения возгорания. Необходимо учитывать все особенности прокладки электропроводки через стены и перекрытия, соблюдать правила установки обогревателей. Также древесина обязательно обрабатывается антипиренами – специальные составы повышают устойчивость к возгоранию.
- Высокие требования к качеству материала. Если брус изготовлен с нарушениями геометрии профиля, невозможно добиться плотного прилегания венцов друг к другу. В результате в стенах будут оставаться щели, которые сложно законопатить. Чтобы избежать таких проблем, необходимо внимательно относиться к выбору пиломатериалов.
- Более высокая стоимость, по сравнению с обычным строганым брусом. Если материал проходит предварительную камерную сушку, это также отразится на его итоговой цене.
 Также древесина обязательно обрабатывается антипиренами – специальные составы повышают устойчивость к возгоранию.
Также древесина обязательно обрабатывается антипиренами – специальные составы повышают устойчивость к возгоранию.Хотя усадка у профилированного бруса относительно невелика, она все же есть, и это необходимо учитывать при строительстве. Используются специальные приспособления для компенсации изменения размеров дерева – это позволяет избежать появления трещин и других негативных последствий.
Основной минус дома из этого материала – необходимость обязательного периодического ухода.
Варианты строительства из профилированного бруса
Дома из профилированного бурса под ключ в Екатеринбурге остаются одним из самых востребованных решений на строительном рынке. Этот материал открывает широкие возможности для проектирования: с его помощью в жизнь можно воплотить самые разные проекты.
Возможны различные варианты строительства брусовых коттеджей:
- Одноэтажные дома различной площади. Они могут иметь достаточно большие размеры, постройка в один этаж наиболее удобна для использования. Однако ей требуется достаточно много места на участке.
- Двухэтажные постройки. На первом этаже обычно размещают кухню, гостиную, санузел и другие общие помещения, а спальни помещают наверху. Наличие второго этажа позволяет уменьшить занимаемую на участке площадь, однако приходится решать проблему с размещением лестницы и другие вопросы.
- Полутораэтажные постройки – дома с мансардами. Это промежуточный вариант, в котором второй этаж совмещается с используемым подкровельным пространством.
 Наличие второго этажа позволяет уменьшить занимаемую на участке площадь, однако приходится решать проблему с размещением лестницы и другие вопросы.
Наличие второго этажа позволяет уменьшить занимаемую на участке площадь, однако приходится решать проблему с размещением лестницы и другие вопросы.Наша компания предлагает доступные цены на проекты домов из профилированного бруса в Екатеринбурге – готовые типовые решения соответствуют всем требованиям комфорта.
Возможности внешней и внутренней отделки дома
Наружная обшивка для такого здания не является обязательной. Обработки антисептиками и антипиренами будет достаточно для предотвращения воздействия внешних негативных факторов. Здание будет красиво смотреться со стороны, ровные деревянные стены можно окрасить в любой цвет или покрыть прозрачным лаком. Есть немало специальных составов, которые обеспечивают отличную защиту древесины, но при этом сохраняют ее естественный рисунок.
Внутренняя отделка также зависит только от пожелания жильцов по декоративным качествам. Природный цвет древесины может кому-то показаться скучноватым, однако этот материал открывает широкие возможности для оформления. Несколько популярных вариантов внутренней отделки:
Природный цвет древесины может кому-то показаться скучноватым, однако этот материал открывает широкие возможности для оформления. Несколько популярных вариантов внутренней отделки:
- Стены иногда обшивают гипсокартонными листами и оклеивают обоями, но при этом теряются все декоративные преимущества деревянного дома. Можно окрасить их специальными составами: краски и полупрозрачные лазури без запаха не закрывают природную текстуру, поэтому в помещениях будет красиво.
- Деревянный потолок нежелательно закрывать штукатуркой, так как из-за усадки дерева она со временем начнет осыпаться. Можно подобрать подходящий вариант окрашивания и подшивки: балки перекрытия можно оставить на виду и покрасить – это позволяет создать необычный стильный декор.
- Пол можно отделать с помощью паркета, специальной половой доски, паркетной доски. Природные материалы будут наиболее гармонично смотреться в интерьере, а также обеспечат дополнительную теплоизоляцию. Паркет будет теплым и приятным на ощупь.

Один из плюсов строительства дома именно из профилированного бруса – возможность значительно сэкономить на отделке. Древесину не нужно выравнивать, штукатурить, закрывать гипсокартоном – достаточно выбрать подходящий вариант окрашивания, чтобы создать уютный и современный интерьер.
Прокладка коммуникаций в доме из профилированного бруса: важные особенности
Комфортный загородный дом сложно представить без полного набора современных удобств. Здание должно быть оснащено электропроводкой, водопроводом, канализацией, отоплением, правильно обустроенной вентиляцией. Деревянный дом требует соблюдения нескольких важных правил при подключении коммуникационных сетей:
- Водопровод прокладывается на глубине ниже уровня промерзания грунта – это позволит без проблем пользоваться им круглый год. Точка ввода требует обязательного утепления. В качестве источника водоснабжения обычно обустраивается скважина с погружным насосом.
- Для сбора канализационных стоков устанавливается септик, выгребная яма или современная станция биоочистки. При прокладке внутреннего канализационного трубопровода в брусовых стенах и перекрытиях обязательно делаются компенсационные отверстия из-за возможной деформации стен.
- Система отопления в деревянном доме запускается только после полного завершения усадки, ее нельзя включать до завершения высыхания дерева. Чаще всего устанавливается водяное отопление с циркуляцией воды по трубам и радиаторам.
- Электропроводка обязательно прокладывается в металлических трубках, чтобы предотвратить возгорание стен. Это одно из требований противопожарной безопасности.
 При прокладке внутреннего канализационного трубопровода в брусовых стенах и перекрытиях обязательно делаются компенсационные отверстия из-за возможной деформации стен.
При прокладке внутреннего канализационного трубопровода в брусовых стенах и перекрытиях обязательно делаются компенсационные отверстия из-за возможной деформации стен.Наша компания предлагает полный комплекс услуг по строительству домов из профилированного бруса с последующим подключением ко всем видам коммуникаций. Готовое жилье будет теплым, уютным и долговечным, а правильный уход обеспечит ему безотказную эксплуатацию. Доступная стоимость пиломатериалов и строительных работ сделала такой вариант одним из самых востребованных на рынке загородного домостроения.
Профилированный брус
Представляем вашему вниманию профилированный брус, используемый нами при возведении домов.
Профилированный брус 200х150 мм
Профилированный брус 150х150 мм
Профилированный брус 100х150 мм
Информация о профилированном брусе
Профилированный брус изготавливается из массива древесины хвойных пород (сосна, ель). Это экологичный материал, который не содержит в своей структуре клей или иные добавки.
Верхняя и нижняя грани такого бруса оснащены замковой системой шип-паз. Эта особенность позволяет надежно стыковать брусья при сборке дома (по аналогии с конструктором Лего). Шип-паз защищает конструкцию сруба от смещения в процессе усадки и выступает барьером для холодного воздуха с улицы.
Уличная сторона боковой грани бруса может быть прямой или с закруглением. Можно выбрать любую форму профиля на цену это не влияет.
В строительстве мы используем три сечения бруса: 100х150 мм, 150х150 мм, 200х150 мм (первая цифра это ширина бруса, а вторая — высота).
Капитальные стены летнего дома можно выполнить из бруса 100х150 мм, а для всесезонного варианта рекомендуется выбрать более массивное сечение 150х150 или 200х150 мм. Для формирования перегородок сруба обычно применяем профилированный брус 100х150 мм с двумя прямыми боковыми сторонами.
Для формирования перегородок сруба обычно применяем профилированный брус 100х150 мм с двумя прямыми боковыми сторонами.
Брус естественной влажности и сухой
Различают профилированный брус естественной влажности (влажность от 30%) и сухой (влажность 12-20%). Сухой брус дополнительно несколько недель подготавливается в специальных сушильных камерах: избавляясь от влаги, дерево становится менее подверженным процессам усадки, возникающим в первый год после постройки дома.
Плюсы цельного профилированного бруса
+ Экологичный материал, для здоровья вас и ваших близких: без добавок, в отличие от клееного бруса.
+ Ценовая доступность: дом из цельного профилированного бруса обойдётся дешевле дома из клееного бруса или бревенчатого, каркасного, каменного.
+ Выраженные теплоизоляционные свойства. Если дом из бруса построен с соблюдением технологии, то зимой внутри него будет тепло, а энергозатраты сведены к минимуму.
+ По сравнению с обычным брусом не требует конопатки.
+ Брус — самодостаточный, эстетичный материал, его стены снаружи и изнутри не требуют обязательной отделки. Насладитесь лёгким ароматом хвои и красотой дерева.
+ Профилированный брус, в виду своих конструктивных особенностей, обеспечивает высокую скорость строительства. Пример: дом 6х6 под ключ с мансардой можно возвести всего за 7-20 дней. Впечатляет!
Минусы цельного профилированного бруса и их опровержение
— Трещины при усадке. Брус — как и всякий массив хвойного дерева при сушке может образовывать трещины.
Отметим, что трещины не оказывают влияния на эксплуатационные свойства строения. На наш взгляд эти особенности дерева есть проявление самой природы и несут в себе первозданную красоту. Если появление трещин для вас критично, то их всегда можно
заделать подходящим герметиком.
— Движение венцов сруба из профилированного бруса естественной влажности в первый год после постройки. Проблема не касается домов из сухого бруса.
Профилированный брус, избавляясь от излишней влаги, может изменять свои линейные размеры и смещаться относительно других венцов в срубе. Чувствительными местами в доме являются оконные и дверные проёмы, и чтобы избежать этой проблемы рекомендуется их оснащение усиливающими ройками. Во все наши комплектации эти опции включены по умолчанию, проёмы надёжно защищены.
Проблема не касается домов из сухого бруса.
Профилированный брус, избавляясь от излишней влаги, может изменять свои линейные размеры и смещаться относительно других венцов в срубе. Чувствительными местами в доме являются оконные и дверные проёмы, и чтобы избежать этой проблемы рекомендуется их оснащение усиливающими ройками. Во все наши комплектации эти опции включены по умолчанию, проёмы надёжно защищены.
— В ходе строительства и после него, возможно небольшое посинение древесины, оно происходит, в основном, при высокой влажности и неподвижности воздуха.
Проблема может быть решена своевременным антисептированием и регулярным проветриванием дома в первые месяцы после окончания строительства.
P.s.
Мы убеждены, что из профилированного бруса выходят отличные экологичные дома! Залогом положительного результата строительства является качественный материал (обеспечим), соблюдение технологии (обеспечим) и внимание к дому в период усадки (подскажем).
Сделаем всё от нас зависящее, чтобы вы остались довольны выбором дома из профилированного бруса, обращайтесь!
: что вам не говорит ваш лазер? | Особенности | июнь 2021 г.
Приборы для профилирования лазерного луча прошли долгий путь за последние несколько десятилетий. Это помогает обеспечить качественное построение систем и избежать неудовлетворительных результатов в приложениях по обработке материалов.KEVIN D. KIRKHAM, MKS/OPHIR
Хотя может показаться интуитивно понятным, что увеличение мощности лазера даст более быстрые результаты в операции обработки материалов, инструменты измерения луча часто показывают, что это только распределяет энергию лазера по большей области, что приводит к снижению освещенности (энергии на единицу площади) цели. Сегодняшнее оборудование для профилирования луча позволяет конечным пользователям настраивать свои лазерные процессы для достижения точного излучения, достаточно интенсивного для задачи, но не настолько интенсивного, чтобы, например, сварной шов перегревался и давал менее оптимальные результаты.

Ранние инструменты измерения лазерного луча полагались на выжигающую бумагу, которая давала приблизительный порядок величины размера луча, но не содержала количественных данных и подробностей о горячих точках или дырах в луче, вызванных смещением резонатора лазера. Предоставлено Кентек.
Не всегда можно было быстро и легко оценить качество луча лазерного обрабатывающего инструмента. Когда-то операторы лазеров полагались на депрессоры для языка, апельсиновые корки или просто на стену в конце скамейки, чтобы наблюдать и измерять распределение энергии лазера в поперечном сечении или профиль луча. Лезвия бритвы даже использовались для измерения интенсивности некоторых прототипов импульсных лазеров. Лучи сравнивали в «Жиллетте», что означало количество лезвий, через которые может пройти энергия импульсного лазера. Позже нашли применение такие устройства, как термометры для мяса и силовые шайбы, хотя их показания часто давали лишь приблизительную оценку, им не хватало точности и простоты.
 использования в современных измерительных устройствах.
использования в современных измерительных устройствах.Эволюция приложений, основанных на освещении, была как разрешена, так и остановлена наличием соответствующих и точных измерительных систем. Многие достижения в лазерных приложениях были вызваны одновременным развитием технологий, используемых для измерения их прикладных свойств.
От первоначальных продуктов для измерения лазерного луча, которые были ориентированы исключительно на удобство, до умных, инновационных продуктов, которые стали основой для современных тщательно спроектированных решений для лазерных измерений — технология развивалась для решения задач измерения параметров лазера, которые имели решающее значение для успеха ранних лазерные приложения.
Измерители мощности и профилировщики луча
Сегодня большинство пользователей лазеров знакомы с измерителями мощности, которые используют полупроводниковые или термоэлементные датчики для измерения интенсивности лазерного излучения от нескольких фемтоватт до сотен киловатт. Пользователи высокоэнергетических импульсных лазеров используют пироэлектрические или полупроводниковые датчики для измерения энергии, содержащейся в каждом импульсе. Коммерческие лазерные датчики энергии, способные измерять импульсы от микроджоулей до килоджоулей, могут непрерывно измерять частоты одиночных импульсов до сотен килогерц.
Пользователи высокоэнергетических импульсных лазеров используют пироэлектрические или полупроводниковые датчики для измерения энергии, содержащейся в каждом импульсе. Коммерческие лазерные датчики энергии, способные измерять импульсы от микроджоулей до килоджоулей, могут непрерывно измерять частоты одиночных импульсов до сотен килогерц.
Распределение интенсивности лазера в поперечном сечении или профиль луча — еще один важный параметр, который часто измеряется. Профили луча могут обеспечить визуальную индикацию смещенной оптики резонатора или доставки, ухудшения или смещения фокусирующей оптики и других проблем, влияющих на доставляемую лазерную энергию. Продукты для профилирования луча предлагают численный анализ интенсивности, размера, местоположения и радиальной симметрии луча — или цилиндрической однородности. Статистический анализ этих данных можно использовать для мониторинга рабочих параметров, поиска производственных аномалий или тенденций и документирования согласованности параметров процесса.
Сканирующие апертурные датчики также используются для профилирования лазерных лучей. Эти устройства создают профиль луча за короткое время, поскольку через луч проходит очень тонкая щель или микроскопическое отверстие. Сенсоры на основе апертуры требуют очень небольшого оптического затухания, если оно вообще требуется, потому что лишь незначительная доля лазерного излучения передается через апертуру на одноэлементный детектор.
Системы на базе камер требуют на много порядков большего оптического затухания, поскольку сенсоры камер могут насыщаться при уровне освещенности всего 1,0 мкВт/см 2 . Оптические аттенюаторы для профилирования лазерного луча могут безопасно обеспечить оптическое ослабление до 16 порядков с очень небольшим искажением падающего луча. Для успешного выполнения оптического затухания требуется тщательное проектирование и выбор материалов. Материалы с высокими эксплуатационными характеристиками, такие как плавленый кварц лазерного качества — с очень низким уровнем загрязнения, высокой прозрачностью, превосходным оптическим качеством поверхности и плоскостностью — обеспечивают некоторые из характеристик, необходимых для успешных многокиловаттных систем отбора проб лазерного луча.
Профилировщики профилей
Пироэлектрические и кремниевые линейные детекторы, а также продукты со сканирующей апертурой использовались ранними новаторами в области лазеров для контроля профиля интенсивности их невидимых лазерных лучей. Первоначальные профилировщики пучка на основе камеры включали аналоговые датчики CID (устройство ввода заряда) и CCD или, для NIR, видиконовые камеры с фотоэлектрическим катодом из сульфида свинца. Массивы пироэлектрических матриц с низким разрешением использовались для характеристики лазерных лучей, работающих в коротковолновом и длинноволновом ИК-диапазоне, поскольку эти матрицы были единственными доступными устройствами для обнаружения этих длин волн.
Неохлаждаемые системы измерения мощности лазера обеспечивают удобные измерения интенсивности на рабочем месте и даже в небольших ограниченных пространствах, например, в системах аддитивного производства. Предоставлено MKS/Ophir.
Сегодня 8-битные аналоговые камеры 1980-х годов были обновлены 12- и 14-битными мегапиксельными версиями с огромным динамическим диапазоном и пространственным разрешением.
 Профильные лучи камеры InGaAs с высоким разрешением в коротковолновом ИК (КВО) спектре, а также пироэлектрические и микроболометрические камеры широко используются для контроля лазеров MWIR и LWIR. Возможности подключения камеры также значительно расширились, так как аналоговые интерфейсы были заменены. Вместо этого изображения с высоким разрешением оцифровываются в камере и отправляются по высокоскоростным кабелям USB 3.0 или Gigabit Ethernet в приложение для анализа луча, установленное на ноутбуке, ПК или смартфоне.
Профильные лучи камеры InGaAs с высоким разрешением в коротковолновом ИК (КВО) спектре, а также пироэлектрические и микроболометрические камеры широко используются для контроля лазеров MWIR и LWIR. Возможности подключения камеры также значительно расширились, так как аналоговые интерфейсы были заменены. Вместо этого изображения с высоким разрешением оцифровываются в камере и отправляются по высокоскоростным кабелям USB 3.0 или Gigabit Ethernet в приложение для анализа луча, установленное на ноутбуке, ПК или смартфоне.Современные лазерные измерительные системы могут измерять от фемтоватт до сотен киловатт и от пикоджоулей до сотен джоулей. Предоставлено компанией Coherent.
Сканирующие апертурные датчики второго поколения поставляются с широким спектром опций, которые обеспечивают полный охват лазерного спектра, от УФ до LWIR. Сканирующие щелевые системы и сканирующие точечные системы практически не требуют оптического затухания лазерного луча, что делает их очень удобными для промышленных применений, в которых обычны высокие уровни лазерного излучения.
 Благодаря использованию специальных материалов, сканирующей апертуры и продуктов для профилирования луча на основе камеры теперь можно контролировать сфокусированную область многокиловаттных волоконных и дисковых лазеров без риска повреждения датчика или оптики выборки луча.
Благодаря использованию специальных материалов, сканирующей апертуры и продуктов для профилирования луча на основе камеры теперь можно контролировать сфокусированную область многокиловаттных волоконных и дисковых лазеров без риска повреждения датчика или оптики выборки луча.Измерение мощности сегодня
Неохлаждаемая система измерения мощности лазера для непрерывного или импульсного лазера делает мониторинг интенсивности луча удобным на рабочем месте. Существующие системы, такие как прибор Ophir Ariel, могут профилировать выходную мощность до 8000 Вт без необходимости водяного охлаждения для измерения несфокусированных лучей при типичной плотности вычислительной мощности. Приложения для таких инструментов включают профилирование мощности и энергии лазеров, используемых для аддитивного производства, а также для резки, сварки, термообработки и других операций обработки материалов.
Бесконтактные лазерные анализаторы могут одновременно контролировать всю каустику области фокусировки и мощность лазера.
 Предоставлено MKS/Ophir.
Предоставлено MKS/Ophir. Семейство высокоскоростных тонкопленочных пироэлектрических датчиков Coherent PowerMax-Pro еще раз иллюстрирует, как профилирование луча мигрировало из лаборатории в производственные цеха. Эта технология обеспечивает откалиброванное измерение мощности и мониторинг формы импульса с микросекундным временем нарастания для лазеров MWIR и FWIR, используемых для высокоточной микрообработки и обработки материалов, таких как сварка пластика и скрайбирование стекла.
Бесконтактное измерение
Многокиловаттные волоконные и дисковые лазеры, используемые для сборки топливных элементов и сварки компонентов батарей, теперь можно контролировать с помощью систем бесконтактного профилирования луча. Эти интегрированные системы находят фокальную плоскость — положение вдоль оси распространения пятна наименьшего размера — и, основываясь на общей мощности луча, определяют положение профиля распределения освещенности, в котором применяется лазерная энергия. Критические рабочие параметры, такие как смещение фокуса или изменение положения перетяжки, глубина фокуса, размер луча, мощность и освещенность в рабочей плоскости, — все это показатели производительности лазерной системы. Правильное освещение рабочей поверхности порошкового слоя является особенно важным показателем успешной сборки для приложений аддитивного производства. Текущие измерительные решения также сохраняют данные, что позволяет сравнивать все перечисленные параметры производительности с предыдущими профилями производительности.
Критические рабочие параметры, такие как смещение фокуса или изменение положения перетяжки, глубина фокуса, размер луча, мощность и освещенность в рабочей плоскости, — все это показатели производительности лазерной системы. Правильное освещение рабочей поверхности порошкового слоя является особенно важным показателем успешной сборки для приложений аддитивного производства. Текущие измерительные решения также сохраняют данные, что позволяет сравнивать все перечисленные параметры производительности с предыдущими профилями производительности.
Бесконтактные лазерные анализаторы могут одновременно контролировать всю область фокусировки, каустику луча и мощность лазера. Изображения, полученные в результате этих измерений, определяют профиль освещенности, доступный для лазерного процесса. Измерение параметров лазера до и после каждого процесса может немного замедлить процесс, но это гарантирует, что к детали применяется правильная энергия/излучение для получения желаемого результата процесса. Отсутствие точного контроля параметров, таких как мощность лазера, энергия и излучение на заготовке, может привести к потере ценных материалов и времени обработки. Кроме того, это подвергает процесс несоответствующим требованиям условиям, что может привести к увеличению брака и ухудшению процесса до такой степени, что это негативно повлияет на срок службы конечного продукта.
Отсутствие точного контроля параметров, таких как мощность лазера, энергия и излучение на заготовке, может привести к потере ценных материалов и времени обработки. Кроме того, это подвергает процесс несоответствующим требованиям условиям, что может привести к увеличению брака и ухудшению процесса до такой степени, что это негативно повлияет на срок службы конечного продукта.
Что дальше?
На протяжении десятилетий лазерная технология зависела от измерительных систем и методов, что позволяло расширять область применения и улучшать как производительность, так и продукцию лазерных разработок.
Современные применения промышленных лазеров напрямую выигрывают от измерительных технологий, и дальнейшее внедрение лазерных инструментов зависит от высокоточного анализа критических параметров лазера, таких как выходная мощность или энергия, излучение на заготовке, положение в фокальной плоскости и стабильность луч.
Изобретательность всегда играла важную роль в разработке инструментов для лазерных измерений, и современные технологии мониторинга готовы помочь совершить следующую революцию в лазерной обработке материалов. Любое начинание, основанное на лазере, выиграет от более глубокого понимания производительности лазера.
Любое начинание, основанное на лазере, выиграет от более глубокого понимания производительности лазера.
В будущем мониторинг производительности лазерной системы может стать стандартной практикой для ведения постоянной записи правильной освещенности для целей мониторинга процесса. Четкий профиль оптимального луча, применяемого к процессу, поможет изолировать или оправдать лазер как виновника, если процесс ухудшится. Но это также может помочь обеспечить успех операций лазерной обработки с высокой добавленной стоимостью, проверяя, что процесс стабилен и воспроизводим, и что он поддерживает условия, которые ранее производили качественную продукцию.
Без сомнения, появятся новые технологии и методики измерения, которые сделают возможными новые революции в лазерной обработке и критически важные новые применения света.
Что дальше? Более продвинутый датчик
можно ожидать, что технологии, такие как камеры с меньшими пикселями, более крупными датчиками и расширенным охватом длин волн, станут более широко использоваться по мере снижения их стоимости. Компактная оптика для отбора проб лазерного луча позволит проводить анализ луча на линии и в режиме реального времени. И бесконтактные методы будут более широко использоваться.
Компактная оптика для отбора проб лазерного луча позволит проводить анализ луча на линии и в режиме реального времени. И бесконтактные методы будут более широко использоваться.
В конце концов, проще измерять параметры лазера до и во время процессов, решать проблемы по мере их возникновения, а не переделывать или утилизировать изделия, изготовленные из недостаточное знание переменных процесса.
Работу мощных лазерных систем теперь можно легко контролировать. Быстрые, неохлаждаемые датчики мощности и бесконтактные инструменты для профилирования луча упрощают определение характеристик и снижают затраты. Первые пионеры лазеров осознали необходимость точных, воспроизводимых измерений. Можете ли вы позволить себе не знать свой лазер?
Познакомьтесь с автором
Кевин Д. Киркхэм (Kevin D. Kirkham) — старший менеджер по развитию нового бизнеса Ophir в MKS Instruments. Он имеет более чем 30-летний опыт работы в области лазерной диагностики и оценки качества. До работы в MKS он был менеджером по продукции в Coherent Inc. и региональным менеджером по продажам в Molectron Detector; электронная почта: [электронная почта защищена].
До работы в MKS он был менеджером по продукции в Coherent Inc. и региональным менеджером по продажам в Molectron Detector; электронная почта: [электронная почта защищена].
О MKS Ophir, Light & Measurement
Профилирование луча: знай свой луч
ЭНДРЮ МАКГРЕГОР
Профилирование интенсивности луча является важным инструментом во многих аспектах фотоники. Точное распределение интенсивности имеет решающее значение во многих приложениях — проточная цитометрия, лазерная печать, медицинские лазеры и режущие лазеры — вот лишь несколько примеров. Измерения профиля луча могут улучшить продукт или процесс и привести к экономии средств, превышающей стоимость профилировщика.
В этом кратком учебном пособии описываются измеряемые параметры, альтернативные технологии измерения, ограничения, дополнительные измерения, такие как подгонка профиля и М-квадрат (M 2 ), и как указать ваши требования. В этом учебном пособии не рассматриваются измерения мощных режущих лазеров, фазы волнового фронта или функции передачи модуляции линзы.
Что измерять?
Типичные профили лазерного луча включают Гауссову; tophat (плоский верх), круглый или прямоугольный; и линия, с профилем Гаусса поперек линии и вершиной вдоль линии. Определение ширины луча, принятое в де-факто , которое относится к гауссовой форме луча, представляет собой ширину в точке 1/e 2 уровень интенсивности (13,5% пиковой интенсивности). Дополнительные требования могут включать подгонку профиля, положение фокуса, расходимость, наведение и M 2 .
Профиль гауссова луча — это профиль идеального луча TEM 00 , номинальная мощность одномодового лазера или волокна. Каков фактический диаметр луча и насколько он близок к чистому гауссову?
Верхушечный профиль — это типичный выходной сигнал эксимерного лазера, многомодового волокна или результат оптической обработки луча. Какова полная ширина на полувысоте (FWHM) луча? Насколько плоский верх?
Профиль линии создается с использованием цилиндрической оптики. Насколько равномерна ширина линии и интенсивность вдоль линии?
Насколько равномерна ширина линии и интенсивность вдоль линии?
С помощью голографической оптики можно создать массив точек. Насколько однородно расстояние между массивами и распределение энергии?
Перетяжка луча с определенным профилем должна быть сфокусирована в определенной точке ( x , y , z ) в пространстве, что требует активного выравнивания. Как этого добиться?
M 2 — спецификация поставки или приемки лазера. Как это измеряется?
Методы профилирования
Три наиболее распространенных метода профилирования — это визуализация, сканирование по щели и сканирование по кромке ножа (см. рис. 1). Изображения могут быть получены либо камерами, использующими массивы датчиков 2-D CCD или CMOS, либо (более дорогими) растровыми сканерами, которые измеряют мощность, передаваемую через сканируемое отверстие. Щелевые и остроконечные сканеры переводят щель или остроконечную кромку между лучом и одноэлементным детектором.
Подходы с разрезом и ножевым лезвием хорошо работают для балок, близких к гауссовым по профилю, и хуже для более структурированных балок. Для небольших лучей такие сканеры обеспечивают гладкий профиль без проблем с пикселями, присущих камерам. Они измеряют мощность луча в режиме от микроватта до ватта (в зависимости от диаметра луча) напрямую без промежуточных аттенюаторов, а специальные версии рассчитаны на мощность до 100 Вт.
Для небольших лучей такие сканеры обеспечивают гладкий профиль без проблем с пикселями, присущих камерам. Они измеряют мощность луча в режиме от микроватта до ватта (в зависимости от диаметра луча) напрямую без промежуточных аттенюаторов, а специальные версии рассчитаны на мощность до 100 Вт.
Когда ширина щели приближается к диаметру луча, лучшие щелевые сканеры компенсируют в программном обеспечении эффект расширения профиля щели. При ширине щели 2,5 мкм этот эффект начинает проявляться ниже 25 мкм; некомпенсированный эффект приводит к ошибке 15% для диаметра пучка 5 мкм.
В остроконечных сканерах интеграл интенсивности дифференцируется для создания профиля луча, а частота дискретизации определяет эффективное разрешение. Дифференциация сигнала увеличивает высокочастотный шум, поэтому эти сканеры ставят под угрозу высокое потенциальное разрешение по сравнению с отношением сигнал/шум.
Какой инструмент?
«Идеального» инструмента, который делает все, не существует. Вам нужно будет тщательно указывать, а иногда и идти на компромисс (см. рис. 2). Для точного профилирования общий луч должен лежать в пределах области датчика. Возможности управления мощностью являются дополнительным соображением и могут повлиять на ваше решение. Щелевые/краевые сканеры работают с большей мощностью, чем камеры, без дополнительного затухания. Для лучей шириной менее 100 мкм щелевой или остроконечный сканер часто дает лучшие результаты, чем камера или камера с объективом микроскопа. В импульсных лазерах сканирующие щелевые/острые системы строят профиль из «гребенки» отдельных импульсов. Минимальную частоту повторения импульсов, поддерживаемую данной системой, см. в спецификациях поставщика. Добавление оптики, такой как расширители луча, конусы и объективы микроскопа, может привести к неприемлемым уровням оптических аберраций.
Вам нужно будет тщательно указывать, а иногда и идти на компромисс (см. рис. 2). Для точного профилирования общий луч должен лежать в пределах области датчика. Возможности управления мощностью являются дополнительным соображением и могут повлиять на ваше решение. Щелевые/краевые сканеры работают с большей мощностью, чем камеры, без дополнительного затухания. Для лучей шириной менее 100 мкм щелевой или остроконечный сканер часто дает лучшие результаты, чем камера или камера с объективом микроскопа. В импульсных лазерах сканирующие щелевые/острые системы строят профиль из «гребенки» отдельных импульсов. Минимальную частоту повторения импульсов, поддерживаемую данной системой, см. в спецификациях поставщика. Добавление оптики, такой как расширители луча, конусы и объективы микроскопа, может привести к неприемлемым уровням оптических аберраций.
Камеры на основе ПЗС- и КМОП-сенсоров с количеством пикселей от примерно 350 килопикселей до примерно 1,4 мегапикселя можно приобрести у ряда поставщиков. Окна удалены или должны быть удалены, чтобы избежать помех. Камеры с размером пикселя от 5 мкм до более 10 мкм и площадью изображения от 4 до 8 мм являются отличным инструментом общего назначения для лучей в диапазоне от 50 мкм до нескольких миллиметров. Наименьший измеримый диаметр луча ограничен размером пикселя, поэтому для надежной оценки диаметра требуется более 10 пикселей (см. рис. 3).
Камеры, использующие объективы микроскопа для увеличения луча, могут обрабатывать меньшие лучи, но могут вносить аберрации. Датчики большего размера, необходимые для непосредственного отображения больших лучей, стоят дорого. Расширители луча (и редукторы) имеют большую длину в направлении распространения и связаны с проблемами ближнего и дальнего поля гауссовского повторного изображения. Волоконно-оптические конические камеры отображают изображение размером до 20 × 15 мм, но имеют до ± 3% бочкообразного или подушкообразного искажения. Камеры, подходящие для ИК, могут дорого стоить.
Дополнительные соображения
Интерфейсы и аналого-цифровые преобразователи (АЦП). Здесь наблюдается четкая тенденция к компактным камерам с портом USB 2.0 или интерфейсом Firewire. Датчики CMOS со встроенными 10-разрядными АЦП подходят для большинства приложений. ПЗС-матрицы могут иметь немного меньший шум, что оправдывает использование 12-разрядных АЦП. Программные алгоритмы могут расширить эти диапазоны, чтобы увидеть детали с меньшей интенсивностью в крыльях.
Здесь наблюдается четкая тенденция к компактным камерам с портом USB 2.0 или интерфейсом Firewire. Датчики CMOS со встроенными 10-разрядными АЦП подходят для большинства приложений. ПЗС-матрицы могут иметь немного меньший шум, что оправдывает использование 12-разрядных АЦП. Программные алгоритмы могут расширить эти диапазоны, чтобы увидеть детали с меньшей интенсивностью в крыльях.
Чувствительность и динамический диапазон . У камер проблема с чувствительностью — их тоже чувствительный. Как правило, фильтр (под углом, чтобы избежать интерференции) с нейтральной плотностью (ND) 4 требуется просто для того, чтобы блокировать свет в комнате. И камера, и фильтр нейтральной плотности зависят от длины волны. Найдите кривые, показывающие диапазон мощностей или энергий импульса в зависимости от диаметра луча и длины волны. Дополнительная выборка или затухание могут увеличить мощность. Хорошие системы предлагают автоматическую экспозицию на непрерывных (CW) лучах с диапазоном более 10 000: 1 (диапазон динамической экспозиции более 40 дБ). Ищите настоящую непрерывную автоматическую экспозицию, а не ступенчатую экспозицию из раскрывающегося меню, которая использует усиление усилителя для заполнения шагов. Дополнительная выборка или затухание, встроенные или добавленные, могут увеличить динамический диапазон. Для одноимпульсного захвата импульсным лучом автоматическая экспозиция вам не поможет, но усиление усилителя сенсора и/или регулируемые аттенюаторы могут помочь.
Ищите настоящую непрерывную автоматическую экспозицию, а не ступенчатую экспозицию из раскрывающегося меню, которая использует усиление усилителя для заполнения шагов. Дополнительная выборка или затухание, встроенные или добавленные, могут увеличить динамический диапазон. Для одноимпульсного захвата импульсным лучом автоматическая экспозиция вам не поможет, но усиление усилителя сенсора и/или регулируемые аттенюаторы могут помочь.
Непрерывные или импульсные лучи . Все камеры будут нормально работать на лучах CW. Но прокручивающиеся затворы не будут работать на большинстве импульсных лучей — вам нужна возможность синхронного затвора. Большинство камер предлагают вход синхронизации для импульсных лазеров и автоматический захват одиночных импульсов из последовательности импульсов. Для импульсных лучей ищите минимальное время экспозиции. Например, затвор с минимальной длительностью 40 мкс будет захватывать отдельные импульсы из последовательности импульсов с частотой 25 кГц, но не будет захватывать каждый импульс в последовательности импульсов. Количество импульсов, захваченных в секунду, будет зависеть от камеры и области захвата.
Количество импульсов, захваченных в секунду, будет зависеть от камеры и области захвата.
Спецификации имеют значение
Как поставщик, мы часто получаем запрос от потенциальных клиентов на один прибор, отвечающий всем мыслимым требованиям к измерениям. Лучше помочь нам определить ваши потребности. Прежде чем говорить с поставщиком, уточните и разграничьте ваши «основные» и «желательные» требования к измерениям. Определите размеры луча и требования к точности, длину волны (длины волн), мощность для непрерывного излучения и энергию импульса для импульсного режима — и, если он импульсный, характеристики импульса. Что может быть особенного в вашем требовании? Вы заинтересованы в получении наилучшего соответствия вашим требованиям. Поставщик заинтересован в том, чтобы продать вам инструмент, который вам нравится, потому что он соответствует вашим требованиям.
Отличное программное обеспечение делает то, что вам нужно, и не содержит ошибок. Большинство поставщиков предлагают образцы программного обеспечения и данные для вашей оценки. Все программное обеспечение не одинаково. Существуют различия в подходах к отображению и в функциональности. Вам нужны базовые функции или сложные приспособления? Вам требуется отображение логарифмического профиля, регистрация данных, статистика измерений, информация о дрейфе луча, программный интерфейс Active-X или LabVIEW (National Instruments; Остин, Техас) для автоматического выравнивания и т. д.? Если вам нужны дополнительные функции, ваш поставщик пишет свое программное обеспечение и можно ли их добавить? Опять же, тщательно определите, что вам нужно.
Все программное обеспечение не одинаково. Существуют различия в подходах к отображению и в функциональности. Вам нужны базовые функции или сложные приспособления? Вам требуется отображение логарифмического профиля, регистрация данных, статистика измерений, информация о дрейфе луча, программный интерфейс Active-X или LabVIEW (National Instruments; Остин, Техас) для автоматического выравнивания и т. д.? Если вам нужны дополнительные функции, ваш поставщик пишет свое программное обеспечение и можно ли их добавить? Опять же, тщательно определите, что вам нужно.
Дополнительные измерения
Иногда вам может понадобиться больше, чем просто x — y профилей балок и размеров (см. рис. 4). Распространенными дополнительными измерениями являются аппроксимация Гаусса по методу наименьших квадратов или возможность определения плоскостности верхних балок. Расходимость, коллимация или положение фокуса луча можно определить путем перемещения профилировщика одной плоскости в z , но это не измерение в реальном времени и ограничивает ручную или автоматическую настройку луча. Многоплоскостные профилировщики реального времени обеспечивают значительную экономию времени и средств в таких приложениях.
Многоплоскостные профилировщики реального времени обеспечивают значительную экономию времени и средств в таких приложениях.
Для определения углового распределения выходного сигнала источника, x — y профилировщики и устройства формирования изображений могут обрабатывать лучи с малой числовой апертурой. Лучи с большим углом и полное полярное распределение требуют специализированных гониометрических сканеров.
M 2 характеризует степень несовершенства реального лазерного луча. M 2 из 1 является совершенством TEM 00 с ограничением дифракции. Большинство пучков не идеальны — лабораторный гелий-неоновый лазер имеет M 2 от 1,05 до 1,2. Чем ближе M 2 к 1, тем точнее можно сфокусировать луч. M 2 представляет собой отношение расходимости реального луча в дальней зоне к расходимости луча TEM 00 с тем же диаметром перетяжки. Диаметр луча меняется гиперболически на расстоянии z от перетяжки луча.